The Basic Effects of Recycling on Pulp Properties -...
10
The Basic Effects of on Pulp Properties Recycling R.C. HOWARD and W. BICHARD Using standard laboratory proce- dures, it was found thaf different pulp types showed very different recycling ef- fects. Mechanical pulp fibres becamepat- ter and more flexible giving a denser, stronger sheet. Beaten chemical pulp fibres “hornified”, resulting in a bulki- er, weaker sheet. Unbeaten chemical pulp fibres were initially curly; recycling re- moved the curl. A mechanical/chemical pulp blend revealed that these effects oc- cur at different rates. In no case was there evidence of fibre strength loss, or of fibre embrittlement. In these laboratory experi- ments, fines loss during sheetmaking af- fected the magnitude of the sheet properties, but not the trends. INTRODUCTION During the last thirty years, the ef- fect of recycling on pulp properties has been investigated in many different insti- tutions and countries. It is, perhaps, sur- prising that there should be a need for another study. And yet it is the very var- iety of previous studies which has given R.C. Howard and Paprican 570 St. John’s Blvd. Pointe Claire, Que. H9R 3J9 4 W. Eichard rise to this latest one. In a recent review of the literature 111, it was shown that it is rare to find two groups who used the same approach. The result is that, whilst certain general effects of recycling can be identified, many discrepancies and anomalies exist. These anomalies include, for example, the question of the extent to which fibre strength is affected by recy- cling; whether mechanical pulps in gener- al behave differently from chemical pulps; and what role, if any, fines play in the recycling process. The main questions which arise when reviewing this varied previous work are: to what extent are the observed ef- fects of recycling due to the raw materi- als, and to what extent are they due to the recycling procedures adopted? In all other areas of paper science the methods used for slushing, sheetmaking, drying etc. af- fect the properties of the product, and for recycling it must be the same. With all this in mind, we resolved to examine critically the effects of recy- cling a broad range of commercial Cana- dian pulps using a single, reproducible procedure. An initial decision was made that the work would in no way attempt to simulate any particular commercial operation. Rather, the intention was to use well-established pulp evaluation prin- ciples and standard methods. It was recognized that the stresses endured by the fibres during these experime s would be relatively mild by comparison with normal papermaking processes. This was intentional. The effects we sought would represent the basic effects of recycling, and the information thus obtained would provide a basis for future work aimed at understanding the overall changes brought about by commercial recycling operations. 3f EXPERIMENTAL METHODS The Recycling Procedure A simple procedure involving the manufacture of pulp test handsheets fol- lowed by reslushing was used to deter- mine the basic effects of recycling on the quality of individual pulp samples. After initial stock preparation, the handsheets were prepared according to Technical Section, CPPA Standard C.4 using a standard handsheet-making apparatus equipped for the recirculation of pulp fines. The recirculation was accomplished by collecting the sheet machine white water and pumping it back to the deckle for the preparation of subsequent hand- sheets. This was repeated until the white water attained equilibrium as measured by drainage time (TAPPI T 221). At this
Transcript of The Basic Effects of Recycling on Pulp Properties -...
6. GRATZL, J.S., Dus Papier 39(10A):V14 (1985).
7. LEBO, S.E. Jr., LONSKY, W.F.W., McDONOUCH, T.J. and MEDVECZ, P.J., 1988 Intl. Pulp Bleaching Conf., TAPPI PRESS, Atlanta, p. 247.
8. EKMAN, R. and HOLMBOM, B., Nord. Pulp Pup. Res. J. 4(3):188 (1989).
9. EKMAN, R., HoIZforschung 30(3):79 (1976).
10. EKMAN. R. and HOLMBOM, B.,
Nord. Pulp Pup. Res. J . 4(1):16 (1989). 11. FORMAN, L.V., Paper Trade J .
111(21):34 (1940). 12. SANDERMANN, W. and SCHLUM-
BOM, F. , Holz-Roh- u. Werkstoff 20(7):19 (1962).
13. CHANG, H.-M. and ALLAN, G.G., “Oxidation” in “Lignins”, K.V. Sarka- nen and C.H. Ludwig, Eds., Wiley, New York, p. 433 (1971).
14. HEMMINGSON, J.A.and WONG, H. ,
I /
Holtforch ung 44(4): 297 (1 990). 15. FUKUZUMI, T. and KATAYAMA, Y.,
J. Japan Wood Res. SOC. 23(4):214 . (1977).
16. GIERER, J . and LIN, S.Y., Svensk Pap persfidn. 75(7):233 (1972).
17. CASTELLAN, A. , GIRARD, P. and VANUCCI, C . , J. Wood Chem. Tech- nol. 8(1):73 (1988).
18. SHAFIZADEH, F., Tuppi 46(6):381 (1963).
The Basic Effects of on Pulp Properties
Recycling
R.C. HOWARD and W. BICHARD
Using standard laboratory proce- dures, it was found thaf different pulp types showed very different recycling ef- fects. Mechanical pulp fibres became pat- ter and more flexible giving a denser, stronger sheet. Beaten chemical pulp fibres “hornified”, resulting in a bulki- er, weaker sheet. Unbeaten chemical pulp fibres were initially curly; recycling re- moved the curl. A mechanical/chemical pulp blend revealed that these effects oc- cur at different rates. In no case was there evidence of fibre strength loss, or of fibre embrittlement. In these laboratory experi- ments, fines loss during sheetmaking af- fected the magnitude of the sheet properties, but not the trends.
INTRODUCTION During the last thirty years, the ef-
fect of recycling on pulp properties has been investigated in many different insti- tutions and countries. It is, perhaps, sur- prising that there should be a need for another study. And yet it is the very var- iety of previous studies which has given
R.C. Howard and
Paprican 570 St. John’s Blvd. Pointe Claire, Que. H9R 3J9
4 W. Eichard
rise to this latest one. In a recent review of the literature 111, i t was shown that it is rare to find two groups who used the same approach. The result is that, whilst certain general effects of recycling can be identified, many discrepancies and anomalies exist. These anomalies include, for example, the question of the extent to which fibre strength is affected by recy- cling; whether mechanical pulps in gener- al behave differently from chemical pulps; and what role, if any, fines play in the recycling process.
The main questions which arise when reviewing this varied previous work are: to what extent are the observed ef- fects of recycling due to the raw materi- als, and to what extent are they due to the recycling procedures adopted? In all other areas of paper science the methods used for slushing, sheetmaking, drying etc. af- fect the properties of the product, and for recycling it must be the same.
With all this in mind, we resolved to examine critically the effects of recy- cling a broad range of commercial Cana- dian pulps using a single, reproducible procedure. An initial decision was made that the work would in no way attempt to simulate any particular commercial operation. Rather, the intention was to use well-established pulp evaluation prin-
ciples and standard methods. It was recognized that the stresses endured by the fibres during these experime s would be relatively mild by comparison with normal papermaking processes. This was intentional. The effects we sought would represent the basic effects of recycling, and the information thus obtained would provide a basis for future work aimed at understanding the overall changes brought about by commercial recycling operations.
3 f
EXPERIMENTAL METHODS The Recycling Procedure
A simple procedure involving the manufacture of pulp test handsheets fol- lowed by reslushing was used to deter- mine the basic effects of recycling on the quality of individual pulp samples. After initial stock preparation, the handsheets were prepared according to Technical Section, CPPA Standard C.4 using a standard handsheet-making apparatus equipped for the recirculation of pulp fines. The recirculation was accomplished by collecting the sheet machine white water and pumping it back t o the deckle for the preparation of subsequent hand- sheets. This was repeated until the white water attained equilibrium as measured by drainage time (TAPPI T 221). At this

I TEST I PREPARATION ,
VIRGIN- STOCK ~ STANDARD PULP
t L REDISINTEGRATE
I I
Fig. 1. Flow diagram representing the sequence of events in laboratory recycling.
point, the collection of handsheets for the purpose of evaluation commenced. All but two of the pulps were recycled with white water recirculation. After standard pressing and drying in a conditioned at- mosphere (Technical Section, CPPA Standard A.4), a certain number of hand- sheets were retained for testing, whilst the remaining handsheets were soaked over- night in deionized water and disintegrat- ed for 25 min using a standard pulp disintegrator. Subsequently, the re- disintegrated pulp was used to prepare handsheets once again. This procedure was repeated until a total of five recycles was achieved (Fig. 1).
Initially, a sufficiently large num- ber of handsheets were prepared so that handsheets and pulp material could be re- moved after each cycle for physical test- ing. To accomplish this, multiple pulp disintegrations were carried ou t a t the standard consistency and with the stan- dard impeller, but using a 13 L contain- er. The sample was then homogenized and diluted.
Most stock and handsheet testing was carried out in accordance with the ap- propriate CPPA and TAPPI standard test methods. Fibre length was measured using a Kajaani FS-200 Fibre Length Analyzer [2], and fibre strength was as- sessed with the Pulmac Zero-Span Tester [3]. Fibre saturation points were deter- mined by the procedures developed by Stone and Scallan [4]. Curl measurement methods have previously been described by Jordan et al. [ 5 ] and were carried o u t using a Joyce Loebl Mini-Magiscan.
Micrographs of sheet cross-sections were prepared using de Silveira’s techniques [61.
Pulp Selection and Preparation Table I lists the range of commer-
cial pulps used in the experiments. I t will be observed that this range covers bleached and unbleached pulps, kraft and sulphite pulp, three different mechanical pulps and a blend of T M P and beaten bleached kraft. Both eastern and western Canadian softwood wood species are in- cluded. The chemical pulps were beaten to a target freeness of 250 mL CSF, us- ing a Valley laboratory beater according to Technical Section, CPPA Standard C.2. These pulps were not rebeaten be- tween cycles. The bleached kraft pulp was also recycled in the unbeaten form.
For handsheets manufactured from mechanical pulp samples, latency was re- moved prior to initial handsheet prepa- ration according to CPPA Standard CAP. Pulp samples were not subjected to latency removal between cycles.
RESULTS In analyzing the results, the follow-
ing approach has been adopted. During recycling, certain pulp properties show es- sentially similar trends for all pulps, regardless of the pulp type; these proper- ties are discussed first. Other properties show trends which are clearly pulp depen- dant; these are discussed next. Finally, the results are summarized and the implica- tions discussed.
RECYCLING EFFECTS INDEPENDENTOFPULPTYPE The Effect of Recycling on Freeness, and Average Fibre Length
Although data were obtained at each cycle, Table 11 presents for clarity only cycle 0 (virgin stock data), cycle 1, and cycle 5 . Fibre length data are present- ed as the arithmetic average in order to emphasize any effect of fibre shortening and fines creation.
All pulps recycled with fines re- tained showed a drop in freeness. In the case of chemical pulps, most of the drop occurred at cycle 1. On the other hand, the two chemical pulps from which fines were lost during sheetmaking (one beat- en, the other unbeaten) both showed an overall gain. Since fines have long been regarded as the main factor influencing freeness [ 7 ] , the obvious implication is that fines accumulation in a closed sys- tem causes the freeness drop. In an open system, a freeness increase can be expect- ed during recycling although this situation might change if the recycled stock is re- slushed very vigorously.
Fibre length changes are small, and indeed they are probably accounted for in the arithmetic average by slight changes in fines content. Certainly no major reduction in fibre length is evident. This is perhaps surprising in view of the “con- ventional wisdom” that fibres become fragile as a result of recycling, and are dramatically shortened [8,9]. However, it should be remembered that the hand- sheets were neither hot cylinder dried, nor calendered, and those processes have been shown to affect fibre properties to a great- er extent [IO-121.
Effect of Recycling on Fibre Strength
Fibre strength was assessed by measuring the zero-span tensile strength using the Pulmac instrument. Figures 2A (mechanical pulp) and 2B (chemical pulp) show the dry zero-span breaking length
J152 JOURNAL OF PULP AND PAPER SCIENCE: VOL. 18 NO. 4 JULY 1992

' -
expressed as a f q c t i o n of the number of times that the fibres have been recycled. It can be seen that in no case does the fibre strength change significantly. This is true both for chemical and mechanical pulps, for bleached and unbleached pulps, for beaten and unbeaten pulps, and for pulp retaining fines or losing fines.
Some workers have suggested that wet zero-span tensile strength is more truly indicative of fibre strength than dry zero-span strength since fibre bonding ef- fects are eliminated [13]. The approach of Cowan was used [3] and the results for four pulps are shown in Fig. 3. For TMP, CTMP and for unbleached kraft, no sig- nificant change in strength was observed during recycling. For unbleached kraft from which fines had been lost, a small strength increase was observed. This may be due to the fact that, as fines were lost, average fibre length increased. Zero span strength is sensitive to fibre length [14].
This present work cannot be com- pared easily with the few published studies because of the variety of the previ- ous approaches. Bobalek and Chaturvedi [15], for example, obtained a significant increase in dry zero-span strength for lightly beaten bleached kraft pulps of northern pine, quaking aspen and a 50/50 mixture of the two. However, their sheet-
Y
2 A-A-- CTMP A-A- a 1 +-$TMP .-.GWD
4- 4- .-:= Q) N O
1 2 3 4 5 L . O n Number of recycles
Fig. 2A. The effect of recycling on the dry zero-span strength of mechanical pulps.
I .El. kraft (unbeaten) +Unbl. kraft (fines lost)
u) XUnbl. kraft AEI. kraft (unbeaten)(fines lost) ! [+Et. kra:t , VBI. sul:hlte , N O 1 2 3 4 5
2 Number of recycles n
Fig. 26. The effect of recycling on the dry zero-span strength of chemical pulps. Note: western bleached kraft pulp is not shown because it is almost identical to the above (eastern) unbleached kraft.
Unbl. Kraft Unbl. Kraft (Fines Lost) Unbl. Kraft
2 LI
3 c l 5 &b-he!zb=i (Fines Lost) Unbl. Kraft
2 LI
N - 0
1 2 3 4 5
Number of recycles
Fig. 3. The effect of recycling on wet zero-span strength.
making procedures differed from ours, and it is not clear if fines were recirculat- ed. Van Wyk and Gerischer [ 161 observed n o change in dry zero-span strength dur- ing their experiments but they used a beat- en bleached sulphite pulp which was made into calendered paper and recycled on a pilot paper machine. White water was recycled, and the stock was rebeaten be- tween cycles. Cildir and Howarth [I71 also used a beaten bleached sulphite pulp,
but, as in the case of Bobalek, it is not clear whether white water was recirculat- ed during handsheet production. They noted a 20% fall in dry zero-span strength after recycling four times. Similarly, McKee [IS] found a fall of 15% after six recycles of a beaten unbleached softwood Lraft. In his work, handsheet production did include white water recirculation and rebeating between cyclcs, but the hand- sheets were hot cylinder dried. Finally,
JOURNAL OF PULP AND PAPER SCIENCE: VOL. 18 NO. 4 JULY 1992 J153
ix
BI. Kraft)
0 0.370 1 0.422 2 0.422 3 0.427 4 0.426 5 0.435
0 0.476 1 0.481 2 0.495 3 0.503 4 0.503 5 0.516
4.31 4.81 4.89 4.94 4.88 4.97
7.05 6.62 6.46 6.55 6.96 7.29
4.60 196 4.67 224 4.96 204 4.95 219
7.1 1 6.45 6.55 6.52 6.63 6.88
10.49 11.12 11.35 1 1.04 10.51 10.49
61.40 57.67 54.43 54.57 54.68 52.66
47.90 45.48 43.66 44.18 42.80 40.89
83.2 127.6 135.2 134.0 135.2 137.9
173.7 246.2 304.7 360.1 441.7 516.7
14 21 25 19 26 23
0.879 405 0.862 365 0.855 330 0.813 444 0.821 352 0.818 507
I 20 -
Number of recycles
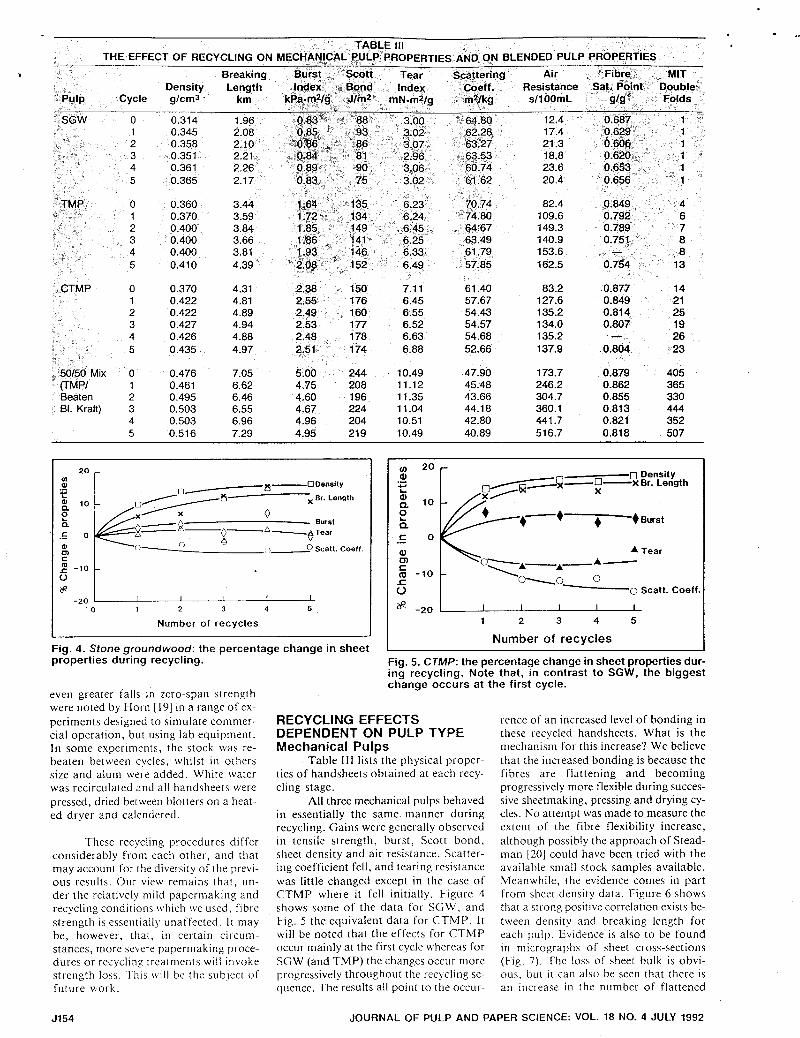
Fig. 4. Stone groundwood: the percentage change in sheet properties during recycling.
J
even greater falls in zero-span strength were noted by Horn [ 19) in a range of ex- periments designed to simulate commer- cial operation, but using lab equipment. In some experiments, the stock was re- beaten between cycles, whilst in others size and alum were added. White water was recirculated and all handsheets were pressed, dried between blotters on a heat- ed dryer and calendered.
These recycling procedures differ considerably from each other, and that may account for the diversity of the previ- ous results. Our view remains that, un- der the relatively mild papermaking and recycling conditions which we used, fibre strength is essentially unaffected. I t may be, however, that, in certain circum- stances, more severe papermaking proce- dures or recycling treatments will invoke strength 1055. This will be the subject of future work.
0 Density -0-X Br. Length
x
+Burst
* -20 1 2 3 4 5
Number of recycles
Fig. 5 . CTMP: the percentage change in sheet properties dur- ing recycling. Note that, in contrast to SGW, the biggest change occurs at the first cycle.
RECYCLING EFFECTS DEPENDENT ON PULP TYPE Mechanical Pulps
Table 111 lists the physical proper- ties of handsheets obtained at each recy- cling stage.
All three mechanical pulps behaved in essentially the same manner during recycling. Gains were generally observed in tensile strength, burst, Scott bond, sheet density and air resistance. Scatter- ing coefficient fell, and tearing resistance was little changed except in the case of CTMP where it fell initially. Figure 4 shows some of the data for SGW, and Fig. 5 the equivalent data for CTMP. I t will be noted that the effects for CTMP occur mainly at the first cycle whereas for SGW (and TMP) the changes occur more progressively throughout the recycling se- quence. The results all point to the occur-
rence of an increased level of bonding in these recycled handsheets. What is the mechanism for this increase? We believe that the increased bonding is because the fibres are flattening and becoming progressively more flexible during succes- sive sheetmaking, pressing and drying cy- cles. No attempt was made to measure the extent of the fibre flexibility increase, although possibly the approach of Stead- man [20] could have been tried with the available small stock samples available. Meanwhile, the evidence comes in part from sheet density data. Figure 6 shows that a strong positive correlation exists be- tween density and breaking length for each pu lp . Evidence is also to be found in micrographs of sheet cross-sections (Fig. 7). The loss of sheet bulk i s obvi- ous, but it can also be seen that there i s an increase in the number of flattened
5154 JOURNAL OF PULP AND PAPER SCIENCE: VOL. 18 NO. 4 JULY 1992

5 . . fibres in the recycled sheets. A distinction is being made here between “collapse” which happens to beaten, bleached chem- ical pulp fibres with extensive bonding across the lumen, and “flattening” which is simply mechanical deformation with no trans-lumen bonding. The fact that these changes occur sooner with CTMP is probably associated with some reduction in cell wall rigidity arising out of the chemical treatment that CTMP pulps
It might be thought that fines would have a role in the density/strength relationships but, as discussed earlier, only a slight increase in fines content is evident. Furthermore, scattering coeffi- cient is falling during recycling, not ris- ing as would be expected if an increase in the level of mechanical pulp fines was responsible.
As expected, fold endurance for the mechanical pulps was low, but it is in- teresting that, for CTMP and TMP, sig- nificant increases in fold endurance are evident. Fold endurance is often used as a measure of paper embrittlement, for ex- ample in estimating the effects of paper ageing 1211. The results presented here suggest that recycling reduces the brittle- ness of the sheet, and this would certain- ly be expected if these mechanical pulp fibres are becoming flatter and more flex- ible giving a thinner, denser sheet. However, it does contrast with the off- repeated view that recycled fibres are more brittle. Such a statement needs closer examination, at least as far as mechanical pulp fibres are concerned. In- deed, the work reported here calls into question all preconceived ideas concern- ing the recycle potential of mechanical pulps. In the past, few evaluations have been reported, and those few invariably used SGW and directly compared its per- formance with chemical pulps recycled in the same experiment 1e.g. 221. Usually, the performance of SGW was dismissed with the comment that the effects were the same as with chemical pulps but were just less evident [23,18], even when the evidence in the data was to the contrary [18]. Our results show that previous work- ers missed the point; mechanical pulps be- have quite differently from chemical pulps.
Chemical Pulps The results for four beaten chemi-
cal pulps and a n unbeaten pulp will be reviewed in this section. Also included are the results for a beaten pulp and an un- beaten pulp which were recycled without white water recirculation (thereby losing fines). Each will be reviewed in turn. All the data are contained in Table IV .
a
I receive.
1
Beaten Chemical Pulps Regardless of whether the beaten
pulps were eastern species or coarser western ones, the results of recycling were essentially the same. Figure 8 presents a
5.0
E 4.5 Y
5 4.0 m
v
g 3.5 - E 3.0
a 2.5 5 ?2 m 2.0
i CTMP
TMP
SGW
1.5 I 1 I I 1 0.30 0.35 0.40 0.45 0.50
Sheet density (g/cm3 1
Fig. 6. The relationship between sheet density and tensile strength during the recycling of mechanical pulps. Arrow indicates increasing number of cycles.
1 A .. virgin pulp
ig. 7. Cross-sections of handsheets made from TMP pulp.
r 1
O-O-g-OScatt. Coeff. rn 30
.- c o
& -10 C Q c -20
“I 8 -30 1 2 3 4 5
Number of recycles
Fig. 8. Beaten bleached kraft: the percentage change in sheet properties during recycling.
typical set of results, in this case Eastern Spruce bleached kraft. Breaking length, burst, Scott bond, air resistance and sheet density all drop, whilst tear and scatter- ing coefficient rise. The biggest change occurs a t the first recycle. These trends are typical of previous work with similar beaten pulps [18]. A graph of breaking length against sheet density shows a strong correlation ‘(Fig. 9) but note that for beaten chemical pulps the trend is in the exact opposite direction to the trend for mechanical pulp (Fig. 6).
The usual explanation for the strengthldensity relationship is that, as a result o f recycling, the bonding potential
of the fibres is reduced, and Cildir [I71 quantified the reduction in bonding potential by measuring sheet strength and zero-span strength during the recycling of a beaten bleached sulphite, and comput- ing the bonding contribution using a sim- plified form of Page’s tensile strength equation [24]. McKee [ IS] measured the water retention value (WRV) of the recy- cled fibres, and suggested loss of swell- ing as at least a partial cause of the loss of bonding potential. This was confirmed by workers from STFI [25,26]. In our ex- periments, swelling was measured in terms of the fibre saturation point (FSP). In all cases, the FSP fell during recycling
JOURNAL OF PULP AND PAPER SCIENCE: VOL. 18 NO. 4 JULY 1992 J155

.
15 h
€ Y Y
g 10 C aJ 0 C
m aJ
- .- Y 5 -
m’
r
-
01 I I I I I 0.55 0.60 0.65 - 0.70 0.75 0.80
Sheet density (g/Cm3
Fig. 9. The relationship between sheet density and tensile strength during the recycling of beaten chemical pulp. Note
1.5 X-
I\ Beaten Unbl. Kraf t Beaten Unbl. Kraf t
ol (Fines Lost) n v
---a--- fl- --_ A Unbeaten BI. Kraft
B , ~ B ~ ~ ~ ~ ~ i t e (Fines Lost)
I I I I I
0 1 2 3 4 5
Number of recycles that the arrow(indicating increasing numbers of cycles) is pointing in the opposite direction compared to mechanical pulps (Fig. 6).
Fiq. 10. The effect of recyclinq on fibre saturation point (FSP) - - . . for chemical pulps.
with the greatest change in FSP, as for most other properties, being on the first cycle (Fig. 10).
Scallan has discussed previously the mechanism involved in this loss of swell- ing. The separated lamellae of the swollen fibre wall close up during the process of sheet rormation, consolidation and dry- ing. Bonding then takes place within the fibre wall, probably by hydrogen bond- ing [27] (though others mechanisms have been proposed [28]) and lack of complete reversal of this internal bonding prevents complete reswelling when the fibres are recycled. The reslushed fibres are rhus stiffer and less conformable giving rise to the weakei-, bulkier sheet characterized by Fig. 9 and illustrated by the cross- sectional micrographs of Fig. 11. The phenomenon is usually known as “ i r - reversible horn i fica t io n ’ ’ , this co lou r f ti I lerm having been coined by Jaynie i n 1944 to describe the effect of drying chemical
Onct. again told eiiclurance did riot pulps 1291.
A - uirgln pulp I
Fig. 11. Cross-sections of handsheets made from beaten, bleached sulphite pulp.
display expected beliavioni-. Initially, there was a pronounced f a l l and this could certainly be expected as the sheet bccmic buikier and less well bonded, regardles5 of “hriltle fib[-es”. Howcvei-, fold endurance values recover-ed as r-ecy- cling progressed. We d o not h a v e an es- p I a n a t i o 11 fo r t 11 i s , b u t , i 11 t ei-cs t i 11 gl y , M t K e e ’ s dara fol- beaten softwood Ll-iilr
contained a similai- effect [ I S ) . Furthci- ii i-
\,estigalion is needed.
Unbeaten Chemical Pulps 1-igur-e I2 illustratt.5 the 1x1-for-
marice dur-ing recycling of an unbeaten pulp. The 44% incrcasc i n rensile srrength will be noted. A n even gi-earei- int i-ease in hursr \\‘as ohsei-\,ed, wliilsr tear, at‘tci an
J156 JOURNAL OF PULP AND PAPER SCIENCE: VOL. 18 NO. 4 JULY 1992

50
40
30
20
10
0
L ,/+-
bQ -10 1
Burst
Br. length
Density
- \ \
Tear
-20 - 1 2 3 4 5
Number of recycles
Fig. 12. Unbeaten bleached krafi: the percentage change in sheet properties during recycling.
initial rise, finally fell. Density was effec- tively unchanged. Clearly these trends are quite different from the ones obtained with beaten pulp, and the reason lies in the nature of the pulp.
Commercial dry lap bleached kraft pulps can be curly, and their curliness is detrimental to dry sheet tensile strength although it assists tear. Straightening out the pulp reverses this situation [30]. Dur- ing our recycling experiments, curl mea- surements were made on some pulps (Table V). It can be seen that, between the ,virgin pulp and the pulp after being recycled five times, the curl index has fallen from 0.276 to 0.216, a considera- ble reduction. For this pulp, therefore, the action of repeated sheet forming, pressing, restrained drying and reslushing, is de-curling the fibres. This is the first time decurling has been recognized as a possible factor in recycling experiments.
O f the other sheet properties, fold endurance was found to increase, as it did for TMP and CTMP. Again, therefore, there is no evidence of embrittlement.
Chemical Pulps Recycled With Fines Loss
Fines have been an issue in recy- cling experiments for many years, so it is instructive to examine the results obtained here for two pulps recycled with and without white water recirculation. The two pulps concerned are an unbeaten bleached kraft and a beaten unbleached kraft, and their recycled properties are contained in Table I V . The data can be summarized very simply. The initial properties (of the virgin handsheets) and the final properties (after five recycles) de- pend on whether or not fines were lost, and in terms of the magnitude of those properties, fines loss had the expected ef- fect of reducing all the sheet strength characteristics except tear, which in- creased. However, with the sole exception of freeness (discussed above), the trends observed during recycling these two pulps are essentially the same regardless of
.- Y 2 * O r
* / _ -20 0 2 3 4 5
Number of recycles
Fig. 13. TMP/beaten bleached kraft: the percentage change in sheet properties during recycling.
whether fines were retained or lost. I t may be thought that this is at
variance with the work of Swarcsztajn and Przybysz 1311, in which fines were claimed to have a strong influence on recycling trends. However, in their work, the pulp was beaten between each cycle to attain maximum breaking length. I t may conceivably be that in such an experi- ment ever-increasing quantities of fines become hornified at each sheetmaking stage, and cannot be reswollen during the subsequent rebeating. In our work, where rebeating was not carried out and the fines content did not change much, the effects of recycling are independent of fines retention during sheetmaking.
50% Beaten Kraft, 50% TMP In view of the fact that the trends
displayed during the recycling of beaten chemical pulps were the exact opposite of those displayed by mechanical pulps, i t was of considerable interest to see whether a 50/50 mix of beaten bleached kraft and TMP would recycle without any change in properties. The results i n Table 111 and Fig. 13 show that changes do occur, but the trends are quite differ- ent from those displayed previously. For example tensile strength, bu r s t and Scott bond initially decrease during recycling, but then finally start to rise again. On the other hand, tear increases, but then falls back. Our explanation for these trends is that they represent the net result of two different causes taking place at different
rates. Initially, hornification of the chem- ical pulp fibres reduces the bonding potential giving a weaker sheet. Next, flattening and flexibilizing of the mechan- ical pulp fibres progressively take over, causing some strength recovery. This is confirmed by examining separately the results for mechanical pulps and compar- ing them with beaten chemical pulps. It can be seen that, for TMP and SGW, recycling effects occur uniformly whereas for beaten chemical pulps the change at the first recycle is always the greatest.
Sheet density of the 50150 mix in- creased throughout the experiment, and again this is believed to be the result of two opposing trends. The tendency towards reduced sheet density brought about by chemical pulp hornification at the first cycle is just countered by the gain in density of the TMP fraction. In sub- sequent cycles, the TMP fibres continue to change resulting in a overall increase i n sheet density. Similar explanations ac- count lor the increase in air resistance and the reduced scattering coefficient.
Given these two mechanisms, the (old endurance data are easily explained. The overall trend of the data to fall and then rise is in line wi th that displayed by beaten chemical pulps but, i n the case of the 50/50 mix, the initial fa l l is less se- vere and the final figure exceeds the fold endurance of the virgin pulp blend. That is due to the influence of the mechanical pulp f'ibr-es which show increasing fold eii- durance during recycling.
e
JOURNAL OF PULP AND PAPER SCIENCE: VOL. 18 NO. 4 JULY 1992 J157

* DISCUSSION The Evaluation of Recycle Potential
There is an obvious similarity of approach between this work and standard pulp evaluation. Both use reproducible methods to compare pulp performance. In the case o f pulp evaluation, the pulp is beaten in a controlled manner to five different degrees of beating. In our recy- cling experiments the pulp is recycled in a controlled manner five times. Neither pulp evaluation nor our recycling evalu- ation attempts to simulate paper mill practices. We suggest that our approach could form the basis of a standard method for evaluating the recycle poten- tial of pulps.
In this report we have acknow- ledged that the treatment that fibres receive during laboratory recycling is mild. The effects of laboratory recycling are therefore considered to be the basic effects. Commercial operations may well induce new or additional changes to these basic effects, but that should not be thought to invalidate this work. Indeed, we suggest that these laboratory proce- dures allow the investigation in a con- trolled, reproducible manner of the effects of, say, typical commercial repulp- ing chemicals. Other opportunities are also apparent.
Two decisions were made at the start of this work. The first was that each pulp would be recycled no more than five times. This decision was made partly be- cause five times is the maximum number of times that any fibre can realistically ex- pect to be recycled [17], and partly be- cause i t was thought that the maximum change in pulp properties was always ex- perienced at the first cycle.
The second decision was not to re- beat between cycles. Rebeating may be thought to be more representative of com- mercial operations, but it immediately raises the question of the degree of re- beating. Should i t be to a freeness, to a strength, to a sheet density, or to what? All these different approaches have been tried by other workers and no consensus has emerged. I n the present work, espe- cially since we wished to compare the ef- fects of recycling mechanical pulps, chemical pulps and a blend of the two, we elected to avoid rebeating. However, it is possible to incorporate a rebeating stage into these procedures, and useful additional information could thereby be obtained.
'1
- BI. Kraft, UNBTN -
Causes and Effects The dependency of recycling effect
on pulp type can be summarized as shown in Fig. 14. Three clearly different effects are observed: for beaten chemical pulps , a loss of strength and density; for mechanical pulps, a gain of strength and density; for unbeaten chemical pulps, a gain of strength with only a fractional change in density. These effects, although
Breaking Length 40
TMP 30
Fig. 14. The recycle potential of different pulp types. Arrows point in the direc- tion of increasing numbers of cycles.
generated by a simple laboratory evalua- tion, accurately reflect papermaking ex- periences. For example, fine paper mills are familiar with the reduced strength and bulk gain obtained from recycled fibre. Frequently, the recycled stock is rebeat- en to recover strength. Mills recycling mechanical grades notice reduced bulk compared with a virgin furnish. This ef- fect will be exaggerated i f the recycled fur- nish contains a chemical component (such as magazine), because, as Figs. 6 and 9 show, even recycled chemical pulp makes a denser sheet than recycled mechanical
If there are different recycling ef- fects depending on pulp type, so there are different causes. Loss of swelling has been confirmed as the principal cause of changes to beaten chemical pulps. Curl removal was the principal cause for the unbeaten pulp, and flattening and flex- ibilizing of fibres were the principal causes of the changes to the mechanical pulps. However, i t would be wrong to think that, for each pulp, just the one cause is responsible for all the observed effects on pulp properties. In each case what has been identified is the dominant cause, but in each case other fibre structural changes are taking place as well, and the observed effects are really the net result. This can be illustrated from the swelling data (Fig. IO). It is shown that, for unbeaten chem- ical pulp, FSP falls. So hornification is occurring, but, rather than the sheet strength falling, i t rises because, overall, the decurling effect is outweighing the relatively small amount of hornification which occurs to an unbeaten dry lap pulp. This pulp showed little change in sheet density during recycling. The reason may be because, for that property and that pulp, the density loss to be expected from hornification is counterbalanced by the density gain due to decurling. Similarly, for mechanical pulps (Table I l l ) , a small reduction in the FSP indicates some stiffening of the fibre wall, but this is clearly unable to prevent mechanical flat- tening of the fibres. Other analyses can be made for other properties and pulps, but the point is that it is as naive to talk of just one recycling effect for all pulps in all circumstances as i t would be to talk
Pulp.
of one beating effect or one pulping ef- fect. The raw material influences recycled pulp properties just as much as it in- fluences virgin pulp properties or beaten stock properties. Of course, the proce- dures used also affect recycled pulp properties just as the relevant procedures affect virgin pulp properties, or beaten stock properties. Those recycling proce- dures are the subject of current Paprican work and will be reported on in due course.
Implications for Pulp M i l l s The effects of recycling have impli-
cations for pulp mills as well as paper mills. Quantitative evidence has existed since the mid-1920s that drying moist sul- phite pulps-before slushing caused a con- siderable strength loss [32]. In 1958, Jayme [33] showed that once-dried chem- ical pulps have a reduced swelling capac- ity compared with never-dried pulps, and, all other things being equal, this hornifi- cation will result in tensile strength loss. These effects are essentially the same as the recycling effects discussed in this report. The principal difference is one of degree. Generally speaking, drying a never-dried pulp does not inflict such se- vere effects as converting a once-dried pulp into paper so the property changes experienced by a once-dried pulp on re- slushing are not as great as those seen when paper is reslushed.
In some pulp mills, during a par- tial plant breakdown, it is the practice to continue to produce dry pulp and im- mediately recycle it within the mill. Any such practice can be guaranteed to change pulp quality, but the extent of the change will depend both on the pulp finishing and reslushing procedures, and on the na- ture of the pulp itself.
CONCLUSIONS The recycle potential of eleven
Canadian pulps has been evaluated using standard pulp testing techniques. The fol. lowing conclusions can be drawn: 1. The effects of recycling depend on
P u b type. 2 . There are a number of causes of recy-
cling effects but one cause dominated for each of the individual pulp types
. .
J158 JOURNAL OF PULP AND PAPER SCIENCE: VOL. 18 NO. 4 JULY 1992

* . examined, viz.: for beaten chemical pulps, loss of swelling (“hornifica- tion”); for mechanical pulps, fibre flattening and flexibilizing; for an un- beaten bleached chemical pulp, curl removal.
3 . The effects of recycling occur at different rates in different pulps. For a blend o f pulps, the overall effects are dictated by the net result o f these different rates.
4 . In these laboratory evaluations, fibre strength and fibre length were un- changed. Nothing resembling “brittle- ness” was observed.
5 . Recycling without white water recir- culation during sheetmaking causes some fines loss which affects the mag- nitude o f the pulp properties. However, with the exception o f free- ness, the trends in pulp properties are unaffected. This result might possibly be different i f the stock was rebeaten between cycles.
ACKNOWLEDGEMENTS Recycling experiments o f this na-
ture generate an enormous amount o f repetitive testing. The authors are grate- ful for the skilled and careful work o f P. Scudamore and colleagues o f the Physi- cal Testing Section, and J . Sfigakis, M. O’Neill, G. de Silveira, A. Kingsland and C. St.-Amour. We are also pleased to ac- hnowledge many helpful discussions with Dis. A.M. Scallan, D.H. Page and N. Gurnagul.
REFERENCES 1 . HOWARD, R.C., J . Pulp Puper Sci.
16(5):J 143.149 (1990). 2. Kajaani FS-200 Users Manual. Kajaani
Electronics, Fiiilarid (1989). 3. COWAN, WF. , Piill? d Pu/?er 46(3):86
(1972). 3 . STONE, J . E . and SCALLAN, A.M.,
Cell Clteur. Techiiol. 2(3):343-358 (1968). 5 . IORDAN, B.D. and PAGE, D.H. ,
Trans. BPBII: Spmp.. “Role of lun- damental Research in Papermaking”, Vo l . 1 I , p. 746-765, London, U.K. (1983). De SILVEIRA. G . , presented at 78111 Ann. Mtg., Tech. Sect. C P P A (1992). CLARK, J . d’A., “Pulp Technology and Treatment for Paper”, 2nd Ed., Ch. 22, Miller Freeman, Publ . , Sail Francisco, USA (1985).
8. ATTWOOU, D. , PrrpeJ 7 ~ ~ ‘ h i ? O / O g ~ 3 l ( l l ) : 3 - 4 (1990).
9. CLARK, D . , Tuppr 73(7):33 (1990).
6.
7.
v j
REFERENCE: HOWARD, R.C. and BICHARD. W., The Basic Effects of Recycling on pulp properties. Journal of Pulp and Paper Science Vol. 18(4) J151-159 July 1992. Paper presented at the 1991 Research Forum on Recycling, Canadian Pulp and Paper Associ- ation, at Toronto, Ontario, October 29-31, 1991. Not to be reproduced without permis- sion. Manuscript received September 13, 1991 ; revised manuscript approved for publication by the Review Panel March 12, 1992.
ABSTRACT: Using standard laboratory procedures, it was found that different pulp types showed very different recycling effects. Mechanical pulp fibres became flatter and more flexible giving a denser, stronger sheet. Beaten chemical pulp fibres “hornified”, resulting in a bulkier, weaker sheet. Unbeaten chemical pulp fibres were initially curly; recycling removed the curl. A mechanicallchemical pulp blend revealed that these ef- fects occur at different rates. In no case was there evidence of fibre strength loss, or of fibre embrittlement. In these laboratory experiments, fines loss during sheetmaking affected the magnitude of the sheet properties, but not the trends.
RESUME: En employant des methodes de laboratoire normalisees, nous avons observe que les differentes pates accusaient des effets de recyclage considerablement differents. Les fibres de pate mecanique devenaient plus plates et plus souples pour ainsi produire une feuille plus dense et plus resistante. Les fibres de p5te chimique raffinee se sont consolidees pour ainsi donner une feuille plus bouffante et moins resistante. Les fibres de pate non raffinee etaient au depart gondolees mais perdaient le gondolage avec le recyclage. L’observation d‘un melange de p3te mecanique et de pbte chimique a per- mis de noter que ces effets se produisaient a des taux differents. Nous n’avons observe aucun changement significatif dans la resistance des fibres non plus qu’aucune fragili- sation des fibres. Lors de ces experiences en laboratoire, la perte de fines au cours de la fabrication de la feuille affectait I’importance des proprietes de la feuille, mais non pas les tendances.
KEYWORDS: RECYCLING, PULP PROPERTIES, MECHANICAL PULPS, CHEMICAL PULPS, PHYSICAL PROPERTIES, FREENESS, FIBER LENGTH, TENSILE STRENGTH, BEATING, FINES, DATA TABLES, BRITTLENESS.
;
IO. LUNDUERG, K . and de RUVO, A., Sileiisk fuppersrid/i. E l ( 11):355-357 (lY78). PYCRAFT, C.J. and HOWARTH, P., Puper T d i . 6 f i d . 21(10):321-324 ( 1980). GOTTSCHING, I_. and STURMER. I-., Trans. BP1311~ Syinp., “1:ibre-WateI I I I - teractioiis i n I’apermaking”. Vol. I I , p. 877-896. London, U . K . (1975). COWAN. W . F . . Prcpr in t~ 74th Annual Meeting, Tech. Scct. CPPA, p. A149, Montreal (198X).
14. TASMAN, J.E., Pulp Pupar Mag. Coir.
1 5 . BOBALEK, I.F. and CHATUKVEDI. M. , Tuppi 72(6):123-125 (198Y).
16. VAN WYK, W. and GERISCHER. G . , l’uperi ju Piiu 64(9):526-533 (1982).
17. CILDIR, H. and HOWARTH. P . 5 Puper Techndog)’ 13(5):333-335 (1972).
18. McKEE, R.C., Puper Trude J . 155(21):
19. HORN, R.A.. Paper Truck J . 159(7/8): 78-82 (1975).
20. STEADMAN, R.K. and LUNER, P., Trans. BPBlF Symp. , “Papermaking Raw Materials”, Vol. I , p. 31 1-337, Loii- don , UK, (1985).
21. TAPPI : Official Test Method 1- 51 I om-88.
22. GUEST, D. and WESTON, J . , Preprint\. TAPPI Pulping Conf. , A t l a n ~ (1986).
11.
12.
13.
67 (12) :~553 (1966).
34-40 (1971).
23. BOVIN, A , , H A R T L E R , N . a n d TEDER, A., Paper Technology 14(S): 261-264 (1973).
24. P A G E , D .H. , Tuppi 52(4):674-681 (1969).
25. LUNDBERG, R. and de KUVO, A. , Svei isk fuppersridt7. 81 (12):383-386 (1978). I.ELLERS, C. , HTUN, M. , KOLMAN, M. and de KUVO, A., Svensk Pupper- slidn. 81(14):443-446 (1978).
27. SCALLAN, A.M. and TIGERSTROM, A.C., Preprints Tech. Sect. C P P A 1st Research Forum on Recycling, Toronto, Ont.. Ocr. 29-31, 1991, p. 149.
28. BACK, E.L., Trans. BPBII’ Symp., “Fibre-Water Interactions i n Papermak- ing”, Vol . II, 11. 873-874. London, U K (1978).
29. JAYME. G., Wochenblurr fi4r l’uprer- ,fuIDrikutio~i, (6): 187-194 (1944).
30. P A G E , D.H., Sveiisk Puppersridn. 88(3):R30 (198s).
3 1 . SWARCSZTAJN, E . and PRZYBYSZ, K., Trans. UPBIF Symp., “Fibre-Watel- Interactions i n Papermaking”, Vol. I I , p. 857-876, London, UK (1978). “Interim Report of the Pulp Evaluation Committee”, p. 61. Tech. Sect. Paper- makers’ Assoc. GI . Britain and Ireland, London, U K (1929).
33. IAYME. G . , Tulip/ 41(11):180A-I83A (1‘958).
26.
3 2 .
JOURNAL. OF PULP AND PAPER SCIENCE: VOL. 18 NO. 4 JULY 1992 J159

Volume 18, No. 4, JuIy.199Z ISSN 0317 882X
JOURNAL OF. PULP AND PAPER SCIENCE
Published by the Technical Section, Canadian Pulp and Paper Association