The 4th AIT Masters Theses Competition Present By Sujin Wanchat Industrial Systems Engineering
18
Parameters Analysis for Low Power Q-Switched Parameters Analysis for Low Power Q-Switched Laser Cutting in Singulation Process of HDD Laser Cutting in Singulation Process of HDD Manufacturing Manufacturing The 4th AIT Masters Theses Competition Present By Sujin Wanchat Industrial Systems Engineering Asian Institute of Technology May 18, 2009
-
Upload
nita-meyer -
Category
Documents
-
view
29 -
download
7
description
Parameters Analysis for Low Power Q-Switched Laser Cutting in Singulation Process of HDD Manufacturing. The 4th AIT Masters Theses Competition Present By Sujin Wanchat Industrial Systems Engineering Asian Institute of Technology May 18, 2009. OUTLINE. - Introduction - PowerPoint PPT Presentation
Transcript of The 4th AIT Masters Theses Competition Present By Sujin Wanchat Industrial Systems Engineering

Parameters Analysis for Low Power Q-Switched Laser Cutting in Parameters Analysis for Low Power Q-Switched Laser Cutting in Singulation Process of HDD ManufacturingSingulation Process of HDD Manufacturing
Parameters Analysis for Low Power Q-Switched Laser Cutting in Parameters Analysis for Low Power Q-Switched Laser Cutting in Singulation Process of HDD ManufacturingSingulation Process of HDD Manufacturing
The 4th AIT Masters Theses Competition
Present By
Sujin Wanchat
Industrial Systems EngineeringAsian Institute of Technology
May 18, 2009
The 4th AIT Masters Theses Competition
Present By
Sujin Wanchat
Industrial Systems EngineeringAsian Institute of Technology
May 18, 2009

- Introduction- Statements of Problem- Objective- Methodology- Results- Conclusions
- Introduction- Statements of Problem- Objective- Methodology- Results- Conclusions
OUTLINEOUTLINE

INTRODUCTIONINTRODUCTION
Hard Disk Drive (HDD) = A main digital data-storage in a computer.
A HDD suspension = A part of HDD that carries the read-write head flies over the disk media.

INTRODUCTIONINTRODUCTION
Manufacturing process of HDD suspensionManufacturing process of HDD suspension
Etching stainless steel
Component forming
Assembly all components
Functional forming
Cutting (singulation)

INTRODUCTIONINTRODUCTION
The suspension bridge and the cutting lineThe suspension bridge and the cutting line

INTRODUCTIONINTRODUCTION
Laser cutting Laser cutting Die cutting Die cutting

INTRODUCTIONINTRODUCTION
Laser cutting has more advantage in reducing clinging
particles on cut-finished surface.
Laser cutting has more advantage in reducing clinging
particles on cut-finished surface.
Laser cutting can not avoid the thermal effect which may cause malfunction of HDD suspension. Thus, the surface roughness (Ra) and heat affected zone (HAZ)
must be reduced as much as possible.

STATEMENTS OF PROBLEMSTATEMENTS OF PROBLEM
- According to die cutting process, the number of waste products still appears.
- The tool wearing can be found in die cutting, but does not exist in laser.
- The laser cutting shows the evidence of better cut- finished surface than conventional die cutting technique.
- According to die cutting process, the number of waste products still appears.
- The tool wearing can be found in die cutting, but does not exist in laser.
- The laser cutting shows the evidence of better cut- finished surface than conventional die cutting technique.

Quality LaserPunch (die)
Plasma NibblingAbrasive fluid jet
Wire electric discharge machining
(EDM)
Numerical control milling
Sawing UltrasonicOxy
flame
Rate Edge quality Kerf width Scrap and swarf Distortion
Noise Metal + non-metal Complex shapes Part nesting Multiple layers
Equipment cost Operating cost High volume Flexibility Tool wear
Automation Heat affected zone Clamping Blind cuts Weldable edge Tool changes
= Advantage = Disadvantage
STATEMENTS OF PROBLEMSTATEMENTS OF PROBLEM

OBJECTIVEOBJECTIVE
To investigate the influent parameters which affect the surface roughness of cutting plane and the HAZ
length based on Nd:YAG pulsed laser
To investigate the influent parameters which affect the surface roughness of cutting plane and the HAZ
length based on Nd:YAG pulsed laser

Nd:YAG Metal
Wavelength = 1.06 m
CO2 Non-metalWavelength = 10.6
m
Laser Types
CW - Cannot modify “power profile”
Pulsed - Reduce interacting time
- Raise peak power
Laser Modes
METHODOLOGYMETHODOLOGY

METHODOLOGYMETHODOLOGY
DOE is analyzed based on the experimental data using “24 factorial designs with addition of center points” technique.
Controllable factorsLow level
(-)Medium level
(0)High level
(+)
Beam focal spot size, (m) 46.279 50.545 61.327
Pulse frequency, f (Hz) 50103 72.5103 95103
Cutting speed, v (m/s) 1,000 1,150 1,300
Laser power, P (Amp) 16 17.5 19
Controlled factors:1. The same work piece’s model2. Pulse width, Td = 2 s3. Room temperature = 28 C4. Each specimen has thickness of 25 m, and the bridge’s width of 2 mm.

METHODOLOGYMETHODOLOGY
Conduct the real experimental data from the total 20 cases.Conduct the real experimental data from the total 20 cases.

METHODOLOGYMETHODOLOGY
11
22
33
1. Workpiece after cutting 2. Surface Profile 3. Ra value reported
1. Workpiece after cutting 2. Surface Profile 3. Ra value reported

1st2nd
3rd
A = Beam focal spot size (m) B = Pulse frequency (Hz) C = Cutting speed (m/s) D = Laser power (Amp)
RESULTSRESULTS
RaRa

1st
2nd
3rd4th
5th
RESULTSRESULTS
HAZHAZ
A = Beam focal spot size (m) B = Pulse frequency (Hz) C = Cutting speed (m/s) D = Laser power (Amp)

ABD(+) Low A, B, and D consequently Low Ra
CD(+) Low C and D consequently Low HAZ
Significant Factor for RaSignificant Factor for Ra
Significant Factor for HAZSignificant Factor for HAZ
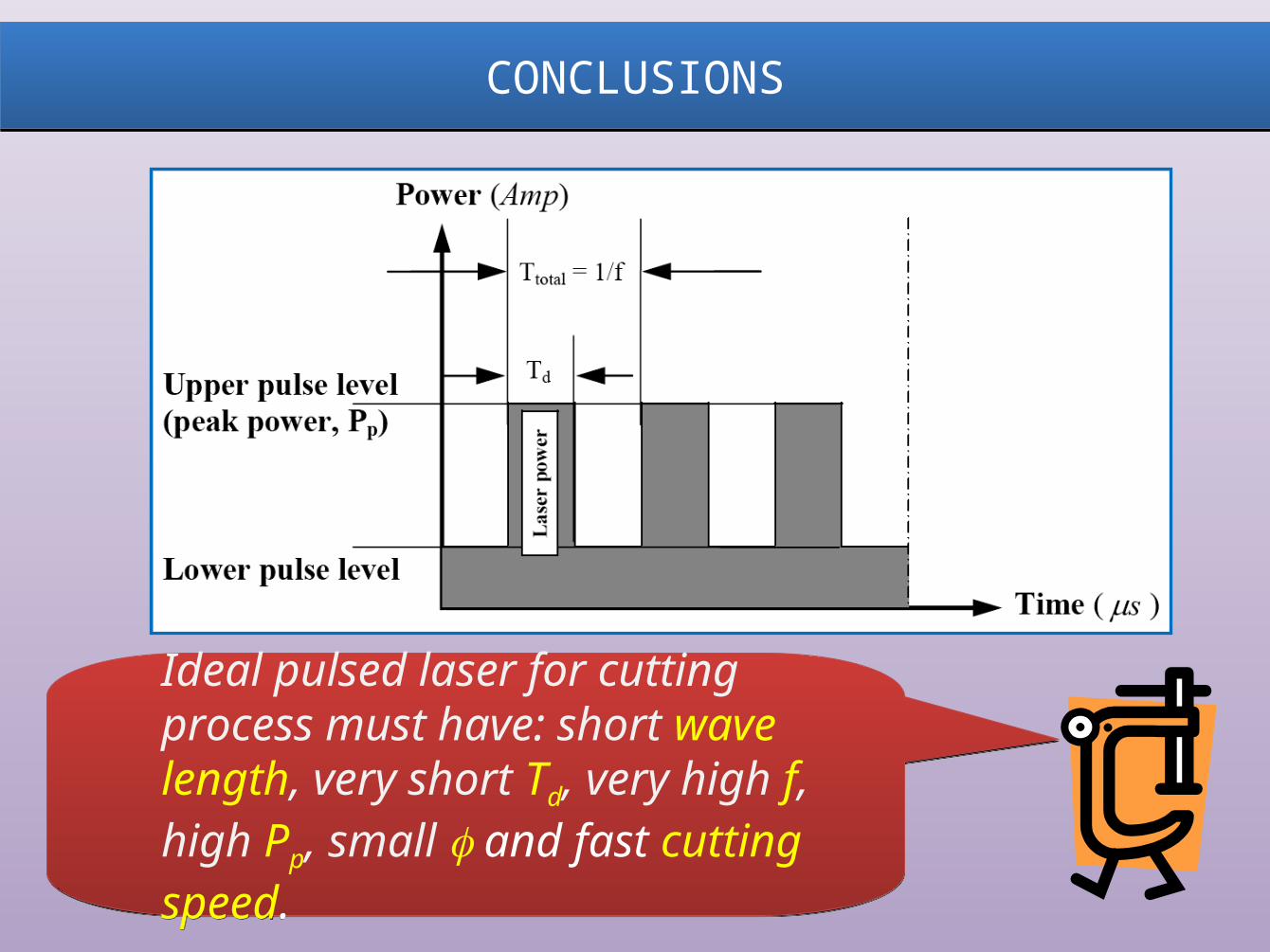
CONCLUSIONSCONCLUSIONS
A = Beam focal spot size (m) B = Pulse frequency (Hz) C = Cutting speed (m/s) D = Laser power (Amp)
CONCLUSIONSCONCLUSIONS
Ideal pulsed laser for cutting process must have: short wave length, very short Td, very high f, high Pp, small and fast cutting speed.
Ideal pulsed laser for cutting process must have: short wave length, very short Td, very high f, high Pp, small and fast cutting speed.