
Tehnologia de fabricatie
23
NOUTATI IN TEHNOLOGIA MATERIALELOR Cursant : F ĂINUẞ CARMEN Ianuarie 2013 1
Transcript of Tehnologia de fabricatie
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 123
NOUTATI IN TEHNOLOGIA
MATERIALELOR
Cursant F ĂINUẞ CARMEN
Ianuarie 2013
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 223
TEMA 1Sa se realizeze procesul tehnologic pentru piesa in igura uratoare
Rezol$area corecta presupune parcurgerea etapelor
1 staampilirea principiilor tehnologice care stau la ampaza proiectarii procesului tehnologic2 staampilirea rolului unctional posiampil al piesei olosin etoa e analiza oro
unctionala a supraetelor
3 alegerea aterialului opti olosin etoa e analiza a $alorilor optie oamptinerea piesei prin turnare(
) oamptinerea piesei prin eorare plastica or+are liampera sau in atrita(
- oamptinerea piesei prin suare
A AM 3)1)
1 -
2 3
φ 1 001
φ 10 001
R 3 φ 20
1 0
3 1
-
R
0 1- 001
φ 1)001
M 301)
-3
1 )
3 3
0 1
3 2 1 )
0
2
1 )
2 )
0 1
-3
A
)
1
4
4 )-
1)
C onitii tehnice A1 S S5A S 2300 2 5oate uchiile necotate se $or tesi 1)3 5 oate razele necotate se $or rotun+i R 1 12)
2
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 323
1 STABILIREA PRINCIPIILOR TEHNOLOGICE CARE STAU LABAZA PROIECTARII PROCESULUI TEHNOLOGIC
Se olosesc uratoarele principii
a principiul ultiiensional(
amp principiul eicientei(
c principiul inoratiei
a Principiul multidimeinl presupune eterinarea unctiei oampiecti$ ce
perite optiizarea procesului tehnologic in anuite conitii
6rice tehnologie reprezinta o sua e procese multidimensionale cu
oarte ulti paraetri rezultati in interactiunea concreta a unor ateriale reale cu
i+loacele e transorare ale acestora
Eleentul e ampaza al oricarui proces tehnologic il constituie operatia
tehnologica cu suampcoponentele sale aze treceri si anuiri 7rocesul tehnologic e
oamptinere a piesei 8Eleent e etansare8 presupune parcurgerea ai ultor etape e
prelucrare a unui seiaampricat initial care are o ora apropiata e piesa care ureaza a
i oamptinuta si care a suerit o serie e prelucrari inainte e a a+unge la piesa inita
9iensiunile seiaampricatului sunt intoteauna ai ari ecat cele corespunzatoare
piesei inite Ranaentul e utilizare a aterialului este in unctie e procesul
tehnologic si e nuarul e prouse ce se $rea realizat
Un seiaampricat este cu atat ai ampun in punct e $eere al ranaentului e
utilizare a aterialului cu cat el se apropie ai ult e piesa inita atat ca ora cat si
ca iensiuni 7iesa inita este consierata unitatea e ampaza a unui prous iar oamptinerea
pieselor inite scopul irect al proceselor tehnologice 6rice piesa poate i caracterizata
prin trei eleente copozitie structura si ora
3
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 423
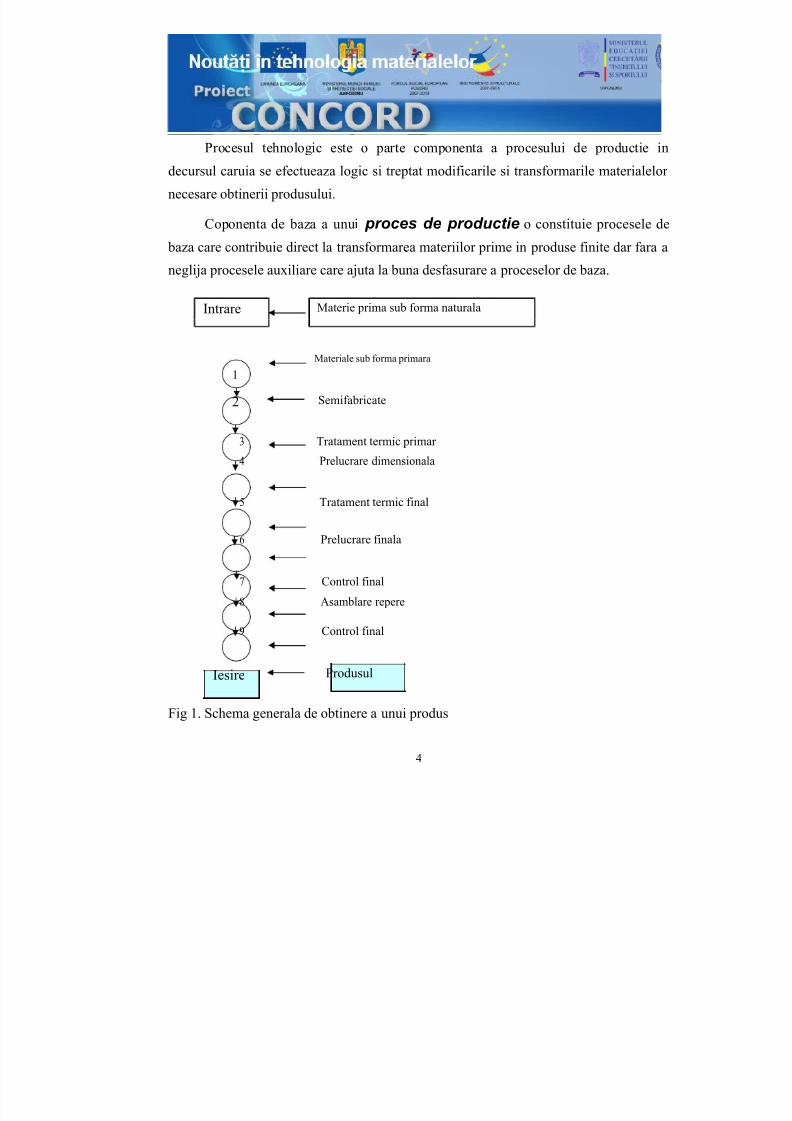
7rocesul tehnologic este o parte coponenta a procesului e prouctie inecursul caruia se eectueaza logic si treptat oiicarile si transorarile aterialelor
necesare oamptinerii prousului
Coponenta e ampaza a unui proces de productie o constituie procesele e
ampaza care contriampuie irect la transorarea ateriilor prie in prouse inite ar ara a
negli+a procesele auiliare care a+uta la ampuna esasurare a proceselor e ampaza
Intrare Materie pria suamp ora naturala
Materiale suamp ora priara
1
2 Seiaampricate
3 5rataent teric priar
7relucrare iensionala
) 5rataent teric inal
- 7relucrare inala
Control inal
Asaamplare repere
Control inal
Iesire 7rousul
Fig 1 Schea generala e oamptinere a unui prous
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 523
amp Principiul eicientei
7rincipiul eicientei presupune analiza coparati$a a oua sau ai ulte
$ariante e proces tehnologic si eterinarea $ariantei optie 7rincipiul eicientei
treampuie sa perita realizarea ni$elului ai e eicienta pentru care a ost proiectat
sa se prouca ai ampine ai ult ai repee ai ietin la oentul oportun si
presupune eterinarea nuarului e ampucati critic Aceste trasturi se regasesc in
principalii inicatori e eicienta costul proucti$itatea iaampilitatea protectia
uncii protectia eiului consuul e ateriale si energie protectia operatorului
etc
CsF nlt 1
In care
Cs = costul unui lot e prouse( F = cheltuieli ie( lt = cheltuieli $ariaampile( n nuarul e piese in lot
CsFn$
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 623
C2F2nlt2
F ngtncr nncr
n0 n1
ncr
n2 n [buc ]
Fig2 9epenenta cost nuar e prouse pentru un lot e prouse
7entru n1 prouse cheltuielile ie reprezinta 23 in Cs in tip ce pentru n2
ampucati ponerea acestora scae la +uatate
ncr =F
2 minus F 1V 1 minus V 2
In care
F1 F2 =cheltuieli ie(
)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 723
F
s
V
Se determinanopt care tine
In care s ndash rata
C
n In proiectarea
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 823
nopt
=
Ni$elul e ez$oltare al ortelor e prouctie este pus in e$ienta e
productivitate un inicator calitati$ e ampaza al unei econoii Cresterea
proucti$itatii iin realizata prin progres tehnic care conuce la ranul sau la o
re$olutionare a i+loacelor e unca a surselor e energie la aparitia e noi oampiecte
ale uncii in paralel cu utilizarea ai rationala a celor $echi la perectionarea
tehnologiilor e aampricatie la oiicarea structurii ortei e unca Apar astel
notiunile e ecanizare autoatizare roampotizare la care operatiile sunt eectuate ara
inter$entia nei+locita a oului
Fiabilitatea un alt actor eterinant ce reprezinta ansaamplul calitatilor unui
siste tehnic care eterina capacitatea aceestuia e a i utilizat un tip cat ai
inelungat in scopul in care a ost construit
-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 923
c$ Principiul inrmtiei
In proiectarea unui proces tehnologic treampuie cunoascute luurile e intrare si e
iesire cu o reonanta inia si eicienta aia
In esasurarea unui proces tehnologic si in iecare etapa a acestuia treampuie
asigurat peranent controlul luurilor e intrare si e iesire in liitele prescrise
7rocesul tehnologic treampuie sa se esasoare cu un eort ini si cu un aiu e
rezultate Aceasta presupune ca orice proces tehnologic sa ie staampilit in prealaampil in o
etaliat si aleasa solutia optia intre ai ulte $ariante posiampile
7roiectarea unui prous cuprine proiectarea unctionala conceperea
prousuliui in asa el incat el sa corespuna cerintelor unctionale ipuse respecti$
proiectarea tehnologica conceperea prousului in asa el incat el sa poata i realizat
printro tehnologie cat ai con$enaampila In proiectarea orcarui prous se porneste e la
oelul general al procesului tehnologic ig3
Materiale
Energie
Forta e unca
Cunostinte
7iesa prousul7roces5ehnologic Energie isipata
9eseuri ateriale
Cunostinte noi
Fig3 Fluurile e intrareiesire intrun proces tehnologic
7rocesele tehnologice se realizeaza prin aplicarea ieritelor etoe
tehnologice aica se aamporeaza un o sisteatic e eecutare a unei operatii a unei
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1023
serii e operatii intrun proces tehnologic sau a unor procese tehnologice intrun puncte $eere esential pentru ai ulte clase e proceee tehnologice 7roceeul
tehnologic cuprine si i+loacele prin care se realizeaza o etoa tehnologica aica
iera in unctie e utila+ul tehnologic eiul e lucru aterialul e aaos utilizat
STABILIREA ROLULUI ampUNCTIONAL POSIBIL AL PIESEI
ampOLOSIN METOA E ANALIZA MORampO(ampUNCTIONALA ASUPRAampETELOR
Folosin analiza orounctionala a supraetelor se eterina rolul unctional
al iecarei supraete in parte si al piesei 7iesa Eleent etansare 8 are un canal interior
speciic capetele sunt iletate iar in zona e i+loceterior are o ora heagonala
pentru a putea i anipulata A$an in $eere toate acestea precu si aptul ca zona e
i+loc a piesei care are iaetrul e )- are si rugozitatea e 1- concluziona ca
supraata respecti$a este o supraata e asezareetansare 7resupun ca este un eleent
e trecere si etansare intre oua corpuri prin care circula un lichi sau gaz Capatul cu
M30 se ileteaza intrun corp pana can supraata partii in Eleent etansare8 cu
iaetrul e )- atinge corpul 1 une ar putea sa ie si o garnitura eoraampila iar
celalalt capat are iat prin ilet un eleent leiampil sau nuB care ace legatura cu
corpul 2 ig
Corp 2
Eleent etansare
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8

7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 223
TEMA 1Sa se realizeze procesul tehnologic pentru piesa in igura uratoare
Rezol$area corecta presupune parcurgerea etapelor
1 staampilirea principiilor tehnologice care stau la ampaza proiectarii procesului tehnologic2 staampilirea rolului unctional posiampil al piesei olosin etoa e analiza oro
unctionala a supraetelor
3 alegerea aterialului opti olosin etoa e analiza a $alorilor optie oamptinerea piesei prin turnare(
) oamptinerea piesei prin eorare plastica or+are liampera sau in atrita(
- oamptinerea piesei prin suare
A AM 3)1)
1 -
2 3
φ 1 001
φ 10 001
R 3 φ 20
1 0
3 1
-
R
0 1- 001
φ 1)001
M 301)
-3
1 )
3 3
0 1
3 2 1 )
0
2
1 )
2 )
0 1
-3
A
)
1
4
4 )-
1)
C onitii tehnice A1 S S5A S 2300 2 5oate uchiile necotate se $or tesi 1)3 5 oate razele necotate se $or rotun+i R 1 12)
2
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 323
1 STABILIREA PRINCIPIILOR TEHNOLOGICE CARE STAU LABAZA PROIECTARII PROCESULUI TEHNOLOGIC
Se olosesc uratoarele principii
a principiul ultiiensional(
amp principiul eicientei(
c principiul inoratiei
a Principiul multidimeinl presupune eterinarea unctiei oampiecti$ ce
perite optiizarea procesului tehnologic in anuite conitii
6rice tehnologie reprezinta o sua e procese multidimensionale cu
oarte ulti paraetri rezultati in interactiunea concreta a unor ateriale reale cu
i+loacele e transorare ale acestora
Eleentul e ampaza al oricarui proces tehnologic il constituie operatia
tehnologica cu suampcoponentele sale aze treceri si anuiri 7rocesul tehnologic e
oamptinere a piesei 8Eleent e etansare8 presupune parcurgerea ai ultor etape e
prelucrare a unui seiaampricat initial care are o ora apropiata e piesa care ureaza a
i oamptinuta si care a suerit o serie e prelucrari inainte e a a+unge la piesa inita
9iensiunile seiaampricatului sunt intoteauna ai ari ecat cele corespunzatoare
piesei inite Ranaentul e utilizare a aterialului este in unctie e procesul
tehnologic si e nuarul e prouse ce se $rea realizat
Un seiaampricat este cu atat ai ampun in punct e $eere al ranaentului e
utilizare a aterialului cu cat el se apropie ai ult e piesa inita atat ca ora cat si
ca iensiuni 7iesa inita este consierata unitatea e ampaza a unui prous iar oamptinerea
pieselor inite scopul irect al proceselor tehnologice 6rice piesa poate i caracterizata
prin trei eleente copozitie structura si ora
3
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 423
7rocesul tehnologic este o parte coponenta a procesului e prouctie inecursul caruia se eectueaza logic si treptat oiicarile si transorarile aterialelor
necesare oamptinerii prousului
Coponenta e ampaza a unui proces de productie o constituie procesele e
ampaza care contriampuie irect la transorarea ateriilor prie in prouse inite ar ara a
negli+a procesele auiliare care a+uta la ampuna esasurare a proceselor e ampaza
Intrare Materie pria suamp ora naturala
Materiale suamp ora priara
1
2 Seiaampricate
3 5rataent teric priar
7relucrare iensionala
) 5rataent teric inal
- 7relucrare inala
Control inal
Asaamplare repere
Control inal
Iesire 7rousul
Fig 1 Schea generala e oamptinere a unui prous
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 523
amp Principiul eicientei
7rincipiul eicientei presupune analiza coparati$a a oua sau ai ulte
$ariante e proces tehnologic si eterinarea $ariantei optie 7rincipiul eicientei
treampuie sa perita realizarea ni$elului ai e eicienta pentru care a ost proiectat
sa se prouca ai ampine ai ult ai repee ai ietin la oentul oportun si
presupune eterinarea nuarului e ampucati critic Aceste trasturi se regasesc in
principalii inicatori e eicienta costul proucti$itatea iaampilitatea protectia
uncii protectia eiului consuul e ateriale si energie protectia operatorului
etc
CsF nlt 1
In care
Cs = costul unui lot e prouse( F = cheltuieli ie( lt = cheltuieli $ariaampile( n nuarul e piese in lot
CsFn$
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 623
C2F2nlt2
F ngtncr nncr
n0 n1
ncr
n2 n [buc ]
Fig2 9epenenta cost nuar e prouse pentru un lot e prouse
7entru n1 prouse cheltuielile ie reprezinta 23 in Cs in tip ce pentru n2
ampucati ponerea acestora scae la +uatate
ncr =F
2 minus F 1V 1 minus V 2
In care
F1 F2 =cheltuieli ie(
)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 723
F
s
V
Se determinanopt care tine
In care s ndash rata
C
n In proiectarea
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 823
nopt
=
Ni$elul e ez$oltare al ortelor e prouctie este pus in e$ienta e
productivitate un inicator calitati$ e ampaza al unei econoii Cresterea
proucti$itatii iin realizata prin progres tehnic care conuce la ranul sau la o
re$olutionare a i+loacelor e unca a surselor e energie la aparitia e noi oampiecte
ale uncii in paralel cu utilizarea ai rationala a celor $echi la perectionarea
tehnologiilor e aampricatie la oiicarea structurii ortei e unca Apar astel
notiunile e ecanizare autoatizare roampotizare la care operatiile sunt eectuate ara
inter$entia nei+locita a oului
Fiabilitatea un alt actor eterinant ce reprezinta ansaamplul calitatilor unui
siste tehnic care eterina capacitatea aceestuia e a i utilizat un tip cat ai
inelungat in scopul in care a ost construit
-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 923
c$ Principiul inrmtiei
In proiectarea unui proces tehnologic treampuie cunoascute luurile e intrare si e
iesire cu o reonanta inia si eicienta aia
In esasurarea unui proces tehnologic si in iecare etapa a acestuia treampuie
asigurat peranent controlul luurilor e intrare si e iesire in liitele prescrise
7rocesul tehnologic treampuie sa se esasoare cu un eort ini si cu un aiu e
rezultate Aceasta presupune ca orice proces tehnologic sa ie staampilit in prealaampil in o
etaliat si aleasa solutia optia intre ai ulte $ariante posiampile
7roiectarea unui prous cuprine proiectarea unctionala conceperea
prousuliui in asa el incat el sa corespuna cerintelor unctionale ipuse respecti$
proiectarea tehnologica conceperea prousului in asa el incat el sa poata i realizat
printro tehnologie cat ai con$enaampila In proiectarea orcarui prous se porneste e la
oelul general al procesului tehnologic ig3
Materiale
Energie
Forta e unca
Cunostinte
7iesa prousul7roces5ehnologic Energie isipata
9eseuri ateriale
Cunostinte noi
Fig3 Fluurile e intrareiesire intrun proces tehnologic
7rocesele tehnologice se realizeaza prin aplicarea ieritelor etoe
tehnologice aica se aamporeaza un o sisteatic e eecutare a unei operatii a unei
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1023
serii e operatii intrun proces tehnologic sau a unor procese tehnologice intrun puncte $eere esential pentru ai ulte clase e proceee tehnologice 7roceeul
tehnologic cuprine si i+loacele prin care se realizeaza o etoa tehnologica aica
iera in unctie e utila+ul tehnologic eiul e lucru aterialul e aaos utilizat
STABILIREA ROLULUI ampUNCTIONAL POSIBIL AL PIESEI
ampOLOSIN METOA E ANALIZA MORampO(ampUNCTIONALA ASUPRAampETELOR
Folosin analiza orounctionala a supraetelor se eterina rolul unctional
al iecarei supraete in parte si al piesei 7iesa Eleent etansare 8 are un canal interior
speciic capetele sunt iletate iar in zona e i+loceterior are o ora heagonala
pentru a putea i anipulata A$an in $eere toate acestea precu si aptul ca zona e
i+loc a piesei care are iaetrul e )- are si rugozitatea e 1- concluziona ca
supraata respecti$a este o supraata e asezareetansare 7resupun ca este un eleent
e trecere si etansare intre oua corpuri prin care circula un lichi sau gaz Capatul cu
M30 se ileteaza intrun corp pana can supraata partii in Eleent etansare8 cu
iaetrul e )- atinge corpul 1 une ar putea sa ie si o garnitura eoraampila iar
celalalt capat are iat prin ilet un eleent leiampil sau nuB care ace legatura cu
corpul 2 ig
Corp 2
Eleent etansare
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8

7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 323
1 STABILIREA PRINCIPIILOR TEHNOLOGICE CARE STAU LABAZA PROIECTARII PROCESULUI TEHNOLOGIC
Se olosesc uratoarele principii
a principiul ultiiensional(
amp principiul eicientei(
c principiul inoratiei
a Principiul multidimeinl presupune eterinarea unctiei oampiecti$ ce
perite optiizarea procesului tehnologic in anuite conitii
6rice tehnologie reprezinta o sua e procese multidimensionale cu
oarte ulti paraetri rezultati in interactiunea concreta a unor ateriale reale cu
i+loacele e transorare ale acestora
Eleentul e ampaza al oricarui proces tehnologic il constituie operatia
tehnologica cu suampcoponentele sale aze treceri si anuiri 7rocesul tehnologic e
oamptinere a piesei 8Eleent e etansare8 presupune parcurgerea ai ultor etape e
prelucrare a unui seiaampricat initial care are o ora apropiata e piesa care ureaza a
i oamptinuta si care a suerit o serie e prelucrari inainte e a a+unge la piesa inita
9iensiunile seiaampricatului sunt intoteauna ai ari ecat cele corespunzatoare
piesei inite Ranaentul e utilizare a aterialului este in unctie e procesul
tehnologic si e nuarul e prouse ce se $rea realizat
Un seiaampricat este cu atat ai ampun in punct e $eere al ranaentului e
utilizare a aterialului cu cat el se apropie ai ult e piesa inita atat ca ora cat si
ca iensiuni 7iesa inita este consierata unitatea e ampaza a unui prous iar oamptinerea
pieselor inite scopul irect al proceselor tehnologice 6rice piesa poate i caracterizata
prin trei eleente copozitie structura si ora
3
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 423
7rocesul tehnologic este o parte coponenta a procesului e prouctie inecursul caruia se eectueaza logic si treptat oiicarile si transorarile aterialelor
necesare oamptinerii prousului
Coponenta e ampaza a unui proces de productie o constituie procesele e
ampaza care contriampuie irect la transorarea ateriilor prie in prouse inite ar ara a
negli+a procesele auiliare care a+uta la ampuna esasurare a proceselor e ampaza
Intrare Materie pria suamp ora naturala
Materiale suamp ora priara
1
2 Seiaampricate
3 5rataent teric priar
7relucrare iensionala
) 5rataent teric inal
- 7relucrare inala
Control inal
Asaamplare repere
Control inal
Iesire 7rousul
Fig 1 Schea generala e oamptinere a unui prous
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 523
amp Principiul eicientei
7rincipiul eicientei presupune analiza coparati$a a oua sau ai ulte
$ariante e proces tehnologic si eterinarea $ariantei optie 7rincipiul eicientei
treampuie sa perita realizarea ni$elului ai e eicienta pentru care a ost proiectat
sa se prouca ai ampine ai ult ai repee ai ietin la oentul oportun si
presupune eterinarea nuarului e ampucati critic Aceste trasturi se regasesc in
principalii inicatori e eicienta costul proucti$itatea iaampilitatea protectia
uncii protectia eiului consuul e ateriale si energie protectia operatorului
etc
CsF nlt 1
In care
Cs = costul unui lot e prouse( F = cheltuieli ie( lt = cheltuieli $ariaampile( n nuarul e piese in lot
CsFn$
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 623
C2F2nlt2
F ngtncr nncr
n0 n1
ncr
n2 n [buc ]
Fig2 9epenenta cost nuar e prouse pentru un lot e prouse
7entru n1 prouse cheltuielile ie reprezinta 23 in Cs in tip ce pentru n2
ampucati ponerea acestora scae la +uatate
ncr =F
2 minus F 1V 1 minus V 2
In care
F1 F2 =cheltuieli ie(
)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 723
F
s
V
Se determinanopt care tine
In care s ndash rata
C
n In proiectarea
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 823
nopt
=
Ni$elul e ez$oltare al ortelor e prouctie este pus in e$ienta e
productivitate un inicator calitati$ e ampaza al unei econoii Cresterea
proucti$itatii iin realizata prin progres tehnic care conuce la ranul sau la o
re$olutionare a i+loacelor e unca a surselor e energie la aparitia e noi oampiecte
ale uncii in paralel cu utilizarea ai rationala a celor $echi la perectionarea
tehnologiilor e aampricatie la oiicarea structurii ortei e unca Apar astel
notiunile e ecanizare autoatizare roampotizare la care operatiile sunt eectuate ara
inter$entia nei+locita a oului
Fiabilitatea un alt actor eterinant ce reprezinta ansaamplul calitatilor unui
siste tehnic care eterina capacitatea aceestuia e a i utilizat un tip cat ai
inelungat in scopul in care a ost construit
-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 923
c$ Principiul inrmtiei
In proiectarea unui proces tehnologic treampuie cunoascute luurile e intrare si e
iesire cu o reonanta inia si eicienta aia
In esasurarea unui proces tehnologic si in iecare etapa a acestuia treampuie
asigurat peranent controlul luurilor e intrare si e iesire in liitele prescrise
7rocesul tehnologic treampuie sa se esasoare cu un eort ini si cu un aiu e
rezultate Aceasta presupune ca orice proces tehnologic sa ie staampilit in prealaampil in o
etaliat si aleasa solutia optia intre ai ulte $ariante posiampile
7roiectarea unui prous cuprine proiectarea unctionala conceperea
prousuliui in asa el incat el sa corespuna cerintelor unctionale ipuse respecti$
proiectarea tehnologica conceperea prousului in asa el incat el sa poata i realizat
printro tehnologie cat ai con$enaampila In proiectarea orcarui prous se porneste e la
oelul general al procesului tehnologic ig3
Materiale
Energie
Forta e unca
Cunostinte
7iesa prousul7roces5ehnologic Energie isipata
9eseuri ateriale
Cunostinte noi
Fig3 Fluurile e intrareiesire intrun proces tehnologic
7rocesele tehnologice se realizeaza prin aplicarea ieritelor etoe
tehnologice aica se aamporeaza un o sisteatic e eecutare a unei operatii a unei
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1023
serii e operatii intrun proces tehnologic sau a unor procese tehnologice intrun puncte $eere esential pentru ai ulte clase e proceee tehnologice 7roceeul
tehnologic cuprine si i+loacele prin care se realizeaza o etoa tehnologica aica
iera in unctie e utila+ul tehnologic eiul e lucru aterialul e aaos utilizat
STABILIREA ROLULUI ampUNCTIONAL POSIBIL AL PIESEI
ampOLOSIN METOA E ANALIZA MORampO(ampUNCTIONALA ASUPRAampETELOR
Folosin analiza orounctionala a supraetelor se eterina rolul unctional
al iecarei supraete in parte si al piesei 7iesa Eleent etansare 8 are un canal interior
speciic capetele sunt iletate iar in zona e i+loceterior are o ora heagonala
pentru a putea i anipulata A$an in $eere toate acestea precu si aptul ca zona e
i+loc a piesei care are iaetrul e )- are si rugozitatea e 1- concluziona ca
supraata respecti$a este o supraata e asezareetansare 7resupun ca este un eleent
e trecere si etansare intre oua corpuri prin care circula un lichi sau gaz Capatul cu
M30 se ileteaza intrun corp pana can supraata partii in Eleent etansare8 cu
iaetrul e )- atinge corpul 1 une ar putea sa ie si o garnitura eoraampila iar
celalalt capat are iat prin ilet un eleent leiampil sau nuB care ace legatura cu
corpul 2 ig
Corp 2
Eleent etansare
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 423
7rocesul tehnologic este o parte coponenta a procesului e prouctie inecursul caruia se eectueaza logic si treptat oiicarile si transorarile aterialelor
necesare oamptinerii prousului
Coponenta e ampaza a unui proces de productie o constituie procesele e
ampaza care contriampuie irect la transorarea ateriilor prie in prouse inite ar ara a
negli+a procesele auiliare care a+uta la ampuna esasurare a proceselor e ampaza
Intrare Materie pria suamp ora naturala
Materiale suamp ora priara
1
2 Seiaampricate
3 5rataent teric priar
7relucrare iensionala
) 5rataent teric inal
- 7relucrare inala
Control inal
Asaamplare repere
Control inal
Iesire 7rousul
Fig 1 Schea generala e oamptinere a unui prous
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 523
amp Principiul eicientei
7rincipiul eicientei presupune analiza coparati$a a oua sau ai ulte
$ariante e proces tehnologic si eterinarea $ariantei optie 7rincipiul eicientei
treampuie sa perita realizarea ni$elului ai e eicienta pentru care a ost proiectat
sa se prouca ai ampine ai ult ai repee ai ietin la oentul oportun si
presupune eterinarea nuarului e ampucati critic Aceste trasturi se regasesc in
principalii inicatori e eicienta costul proucti$itatea iaampilitatea protectia
uncii protectia eiului consuul e ateriale si energie protectia operatorului
etc
CsF nlt 1
In care
Cs = costul unui lot e prouse( F = cheltuieli ie( lt = cheltuieli $ariaampile( n nuarul e piese in lot
CsFn$
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 623
C2F2nlt2
F ngtncr nncr
n0 n1
ncr
n2 n [buc ]
Fig2 9epenenta cost nuar e prouse pentru un lot e prouse
7entru n1 prouse cheltuielile ie reprezinta 23 in Cs in tip ce pentru n2
ampucati ponerea acestora scae la +uatate
ncr =F
2 minus F 1V 1 minus V 2
In care
F1 F2 =cheltuieli ie(
)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 723
F
s
V
Se determinanopt care tine
In care s ndash rata
C
n In proiectarea
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 823
nopt
=
Ni$elul e ez$oltare al ortelor e prouctie este pus in e$ienta e
productivitate un inicator calitati$ e ampaza al unei econoii Cresterea
proucti$itatii iin realizata prin progres tehnic care conuce la ranul sau la o
re$olutionare a i+loacelor e unca a surselor e energie la aparitia e noi oampiecte
ale uncii in paralel cu utilizarea ai rationala a celor $echi la perectionarea
tehnologiilor e aampricatie la oiicarea structurii ortei e unca Apar astel
notiunile e ecanizare autoatizare roampotizare la care operatiile sunt eectuate ara
inter$entia nei+locita a oului
Fiabilitatea un alt actor eterinant ce reprezinta ansaamplul calitatilor unui
siste tehnic care eterina capacitatea aceestuia e a i utilizat un tip cat ai
inelungat in scopul in care a ost construit
-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 923
c$ Principiul inrmtiei
In proiectarea unui proces tehnologic treampuie cunoascute luurile e intrare si e
iesire cu o reonanta inia si eicienta aia
In esasurarea unui proces tehnologic si in iecare etapa a acestuia treampuie
asigurat peranent controlul luurilor e intrare si e iesire in liitele prescrise
7rocesul tehnologic treampuie sa se esasoare cu un eort ini si cu un aiu e
rezultate Aceasta presupune ca orice proces tehnologic sa ie staampilit in prealaampil in o
etaliat si aleasa solutia optia intre ai ulte $ariante posiampile
7roiectarea unui prous cuprine proiectarea unctionala conceperea
prousuliui in asa el incat el sa corespuna cerintelor unctionale ipuse respecti$
proiectarea tehnologica conceperea prousului in asa el incat el sa poata i realizat
printro tehnologie cat ai con$enaampila In proiectarea orcarui prous se porneste e la
oelul general al procesului tehnologic ig3
Materiale
Energie
Forta e unca
Cunostinte
7iesa prousul7roces5ehnologic Energie isipata
9eseuri ateriale
Cunostinte noi
Fig3 Fluurile e intrareiesire intrun proces tehnologic
7rocesele tehnologice se realizeaza prin aplicarea ieritelor etoe
tehnologice aica se aamporeaza un o sisteatic e eecutare a unei operatii a unei
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1023
serii e operatii intrun proces tehnologic sau a unor procese tehnologice intrun puncte $eere esential pentru ai ulte clase e proceee tehnologice 7roceeul
tehnologic cuprine si i+loacele prin care se realizeaza o etoa tehnologica aica
iera in unctie e utila+ul tehnologic eiul e lucru aterialul e aaos utilizat
STABILIREA ROLULUI ampUNCTIONAL POSIBIL AL PIESEI
ampOLOSIN METOA E ANALIZA MORampO(ampUNCTIONALA ASUPRAampETELOR
Folosin analiza orounctionala a supraetelor se eterina rolul unctional
al iecarei supraete in parte si al piesei 7iesa Eleent etansare 8 are un canal interior
speciic capetele sunt iletate iar in zona e i+loceterior are o ora heagonala
pentru a putea i anipulata A$an in $eere toate acestea precu si aptul ca zona e
i+loc a piesei care are iaetrul e )- are si rugozitatea e 1- concluziona ca
supraata respecti$a este o supraata e asezareetansare 7resupun ca este un eleent
e trecere si etansare intre oua corpuri prin care circula un lichi sau gaz Capatul cu
M30 se ileteaza intrun corp pana can supraata partii in Eleent etansare8 cu
iaetrul e )- atinge corpul 1 une ar putea sa ie si o garnitura eoraampila iar
celalalt capat are iat prin ilet un eleent leiampil sau nuB care ace legatura cu
corpul 2 ig
Corp 2
Eleent etansare
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 523
amp Principiul eicientei
7rincipiul eicientei presupune analiza coparati$a a oua sau ai ulte
$ariante e proces tehnologic si eterinarea $ariantei optie 7rincipiul eicientei
treampuie sa perita realizarea ni$elului ai e eicienta pentru care a ost proiectat
sa se prouca ai ampine ai ult ai repee ai ietin la oentul oportun si
presupune eterinarea nuarului e ampucati critic Aceste trasturi se regasesc in
principalii inicatori e eicienta costul proucti$itatea iaampilitatea protectia
uncii protectia eiului consuul e ateriale si energie protectia operatorului
etc
CsF nlt 1
In care
Cs = costul unui lot e prouse( F = cheltuieli ie( lt = cheltuieli $ariaampile( n nuarul e piese in lot
CsFn$
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 623
C2F2nlt2
F ngtncr nncr
n0 n1
ncr
n2 n [buc ]
Fig2 9epenenta cost nuar e prouse pentru un lot e prouse
7entru n1 prouse cheltuielile ie reprezinta 23 in Cs in tip ce pentru n2
ampucati ponerea acestora scae la +uatate
ncr =F
2 minus F 1V 1 minus V 2
In care
F1 F2 =cheltuieli ie(
)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 723
F
s
V
Se determinanopt care tine
In care s ndash rata
C
n In proiectarea
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 823
nopt
=
Ni$elul e ez$oltare al ortelor e prouctie este pus in e$ienta e
productivitate un inicator calitati$ e ampaza al unei econoii Cresterea
proucti$itatii iin realizata prin progres tehnic care conuce la ranul sau la o
re$olutionare a i+loacelor e unca a surselor e energie la aparitia e noi oampiecte
ale uncii in paralel cu utilizarea ai rationala a celor $echi la perectionarea
tehnologiilor e aampricatie la oiicarea structurii ortei e unca Apar astel
notiunile e ecanizare autoatizare roampotizare la care operatiile sunt eectuate ara
inter$entia nei+locita a oului
Fiabilitatea un alt actor eterinant ce reprezinta ansaamplul calitatilor unui
siste tehnic care eterina capacitatea aceestuia e a i utilizat un tip cat ai
inelungat in scopul in care a ost construit
-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 923
c$ Principiul inrmtiei
In proiectarea unui proces tehnologic treampuie cunoascute luurile e intrare si e
iesire cu o reonanta inia si eicienta aia
In esasurarea unui proces tehnologic si in iecare etapa a acestuia treampuie
asigurat peranent controlul luurilor e intrare si e iesire in liitele prescrise
7rocesul tehnologic treampuie sa se esasoare cu un eort ini si cu un aiu e
rezultate Aceasta presupune ca orice proces tehnologic sa ie staampilit in prealaampil in o
etaliat si aleasa solutia optia intre ai ulte $ariante posiampile
7roiectarea unui prous cuprine proiectarea unctionala conceperea
prousuliui in asa el incat el sa corespuna cerintelor unctionale ipuse respecti$
proiectarea tehnologica conceperea prousului in asa el incat el sa poata i realizat
printro tehnologie cat ai con$enaampila In proiectarea orcarui prous se porneste e la
oelul general al procesului tehnologic ig3
Materiale
Energie
Forta e unca
Cunostinte
7iesa prousul7roces5ehnologic Energie isipata
9eseuri ateriale
Cunostinte noi
Fig3 Fluurile e intrareiesire intrun proces tehnologic
7rocesele tehnologice se realizeaza prin aplicarea ieritelor etoe
tehnologice aica se aamporeaza un o sisteatic e eecutare a unei operatii a unei
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1023
serii e operatii intrun proces tehnologic sau a unor procese tehnologice intrun puncte $eere esential pentru ai ulte clase e proceee tehnologice 7roceeul
tehnologic cuprine si i+loacele prin care se realizeaza o etoa tehnologica aica
iera in unctie e utila+ul tehnologic eiul e lucru aterialul e aaos utilizat
STABILIREA ROLULUI ampUNCTIONAL POSIBIL AL PIESEI
ampOLOSIN METOA E ANALIZA MORampO(ampUNCTIONALA ASUPRAampETELOR
Folosin analiza orounctionala a supraetelor se eterina rolul unctional
al iecarei supraete in parte si al piesei 7iesa Eleent etansare 8 are un canal interior
speciic capetele sunt iletate iar in zona e i+loceterior are o ora heagonala
pentru a putea i anipulata A$an in $eere toate acestea precu si aptul ca zona e
i+loc a piesei care are iaetrul e )- are si rugozitatea e 1- concluziona ca
supraata respecti$a este o supraata e asezareetansare 7resupun ca este un eleent
e trecere si etansare intre oua corpuri prin care circula un lichi sau gaz Capatul cu
M30 se ileteaza intrun corp pana can supraata partii in Eleent etansare8 cu
iaetrul e )- atinge corpul 1 une ar putea sa ie si o garnitura eoraampila iar
celalalt capat are iat prin ilet un eleent leiampil sau nuB care ace legatura cu
corpul 2 ig
Corp 2
Eleent etansare
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
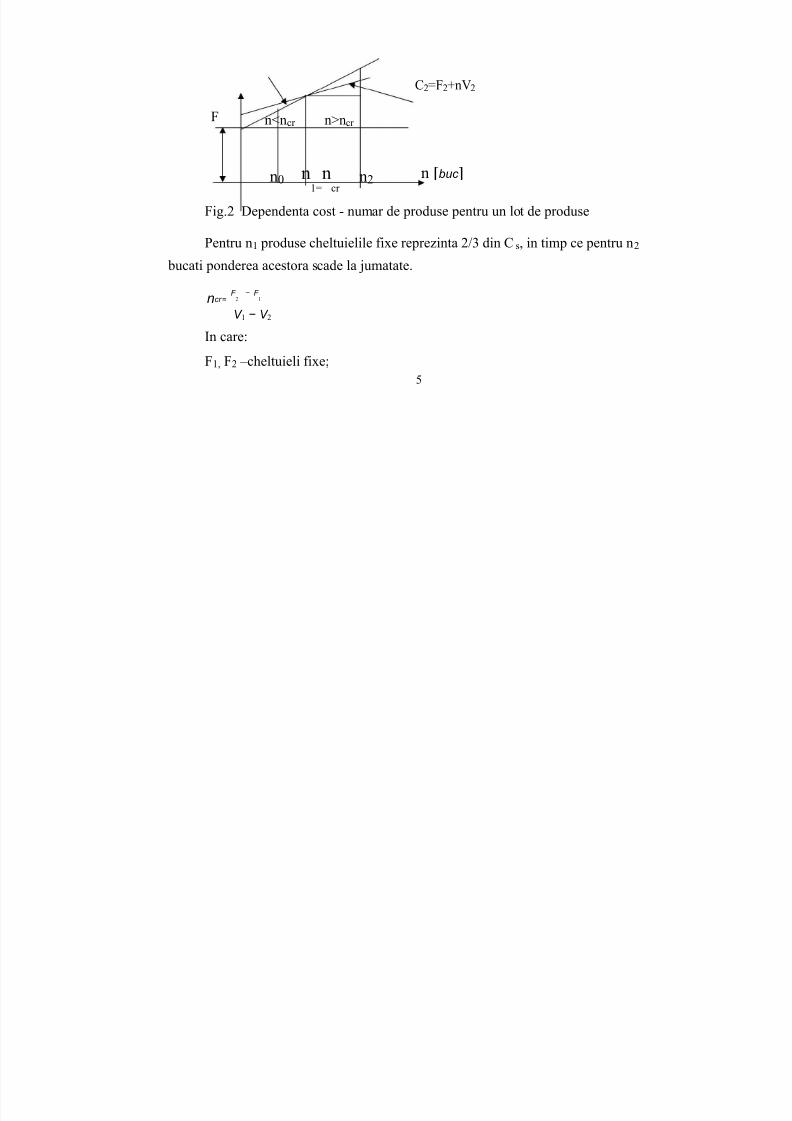
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 623
C2F2nlt2
F ngtncr nncr
n0 n1
ncr
n2 n [buc ]
Fig2 9epenenta cost nuar e prouse pentru un lot e prouse
7entru n1 prouse cheltuielile ie reprezinta 23 in Cs in tip ce pentru n2
ampucati ponerea acestora scae la +uatate
ncr =F
2 minus F 1V 1 minus V 2
In care
F1 F2 =cheltuieli ie(
)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 723
F
s
V
Se determinanopt care tine
In care s ndash rata
C
n In proiectarea
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 823
nopt
=
Ni$elul e ez$oltare al ortelor e prouctie este pus in e$ienta e
productivitate un inicator calitati$ e ampaza al unei econoii Cresterea
proucti$itatii iin realizata prin progres tehnic care conuce la ranul sau la o
re$olutionare a i+loacelor e unca a surselor e energie la aparitia e noi oampiecte
ale uncii in paralel cu utilizarea ai rationala a celor $echi la perectionarea
tehnologiilor e aampricatie la oiicarea structurii ortei e unca Apar astel
notiunile e ecanizare autoatizare roampotizare la care operatiile sunt eectuate ara
inter$entia nei+locita a oului
Fiabilitatea un alt actor eterinant ce reprezinta ansaamplul calitatilor unui
siste tehnic care eterina capacitatea aceestuia e a i utilizat un tip cat ai
inelungat in scopul in care a ost construit
-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 923
c$ Principiul inrmtiei
In proiectarea unui proces tehnologic treampuie cunoascute luurile e intrare si e
iesire cu o reonanta inia si eicienta aia
In esasurarea unui proces tehnologic si in iecare etapa a acestuia treampuie
asigurat peranent controlul luurilor e intrare si e iesire in liitele prescrise
7rocesul tehnologic treampuie sa se esasoare cu un eort ini si cu un aiu e
rezultate Aceasta presupune ca orice proces tehnologic sa ie staampilit in prealaampil in o
etaliat si aleasa solutia optia intre ai ulte $ariante posiampile
7roiectarea unui prous cuprine proiectarea unctionala conceperea
prousuliui in asa el incat el sa corespuna cerintelor unctionale ipuse respecti$
proiectarea tehnologica conceperea prousului in asa el incat el sa poata i realizat
printro tehnologie cat ai con$enaampila In proiectarea orcarui prous se porneste e la
oelul general al procesului tehnologic ig3
Materiale
Energie
Forta e unca
Cunostinte
7iesa prousul7roces5ehnologic Energie isipata
9eseuri ateriale
Cunostinte noi
Fig3 Fluurile e intrareiesire intrun proces tehnologic
7rocesele tehnologice se realizeaza prin aplicarea ieritelor etoe
tehnologice aica se aamporeaza un o sisteatic e eecutare a unei operatii a unei
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1023
serii e operatii intrun proces tehnologic sau a unor procese tehnologice intrun puncte $eere esential pentru ai ulte clase e proceee tehnologice 7roceeul
tehnologic cuprine si i+loacele prin care se realizeaza o etoa tehnologica aica
iera in unctie e utila+ul tehnologic eiul e lucru aterialul e aaos utilizat
STABILIREA ROLULUI ampUNCTIONAL POSIBIL AL PIESEI
ampOLOSIN METOA E ANALIZA MORampO(ampUNCTIONALA ASUPRAampETELOR
Folosin analiza orounctionala a supraetelor se eterina rolul unctional
al iecarei supraete in parte si al piesei 7iesa Eleent etansare 8 are un canal interior
speciic capetele sunt iletate iar in zona e i+loceterior are o ora heagonala
pentru a putea i anipulata A$an in $eere toate acestea precu si aptul ca zona e
i+loc a piesei care are iaetrul e )- are si rugozitatea e 1- concluziona ca
supraata respecti$a este o supraata e asezareetansare 7resupun ca este un eleent
e trecere si etansare intre oua corpuri prin care circula un lichi sau gaz Capatul cu
M30 se ileteaza intrun corp pana can supraata partii in Eleent etansare8 cu
iaetrul e )- atinge corpul 1 une ar putea sa ie si o garnitura eoraampila iar
celalalt capat are iat prin ilet un eleent leiampil sau nuB care ace legatura cu
corpul 2 ig
Corp 2
Eleent etansare
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
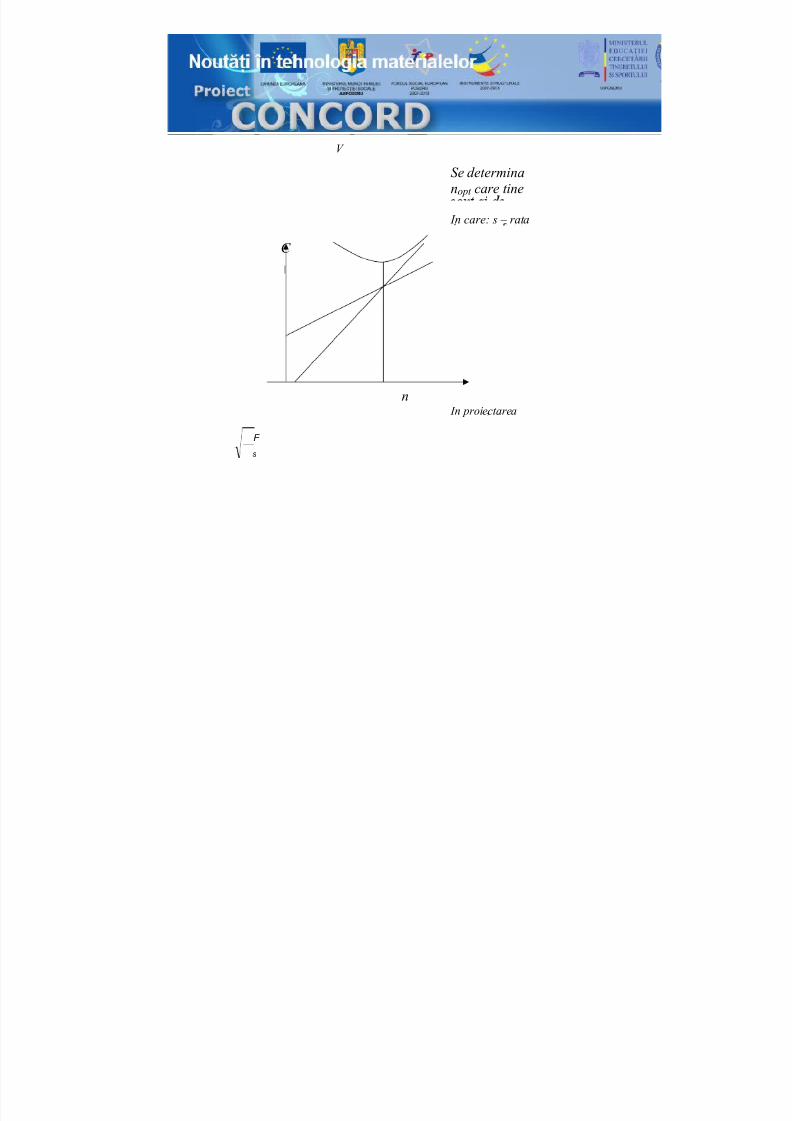
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 723
F
s
V
Se determinanopt care tine
In care s ndash rata
C
n In proiectarea
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 823
nopt
=
Ni$elul e ez$oltare al ortelor e prouctie este pus in e$ienta e
productivitate un inicator calitati$ e ampaza al unei econoii Cresterea
proucti$itatii iin realizata prin progres tehnic care conuce la ranul sau la o
re$olutionare a i+loacelor e unca a surselor e energie la aparitia e noi oampiecte
ale uncii in paralel cu utilizarea ai rationala a celor $echi la perectionarea
tehnologiilor e aampricatie la oiicarea structurii ortei e unca Apar astel
notiunile e ecanizare autoatizare roampotizare la care operatiile sunt eectuate ara
inter$entia nei+locita a oului
Fiabilitatea un alt actor eterinant ce reprezinta ansaamplul calitatilor unui
siste tehnic care eterina capacitatea aceestuia e a i utilizat un tip cat ai
inelungat in scopul in care a ost construit
-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 923
c$ Principiul inrmtiei
In proiectarea unui proces tehnologic treampuie cunoascute luurile e intrare si e
iesire cu o reonanta inia si eicienta aia
In esasurarea unui proces tehnologic si in iecare etapa a acestuia treampuie
asigurat peranent controlul luurilor e intrare si e iesire in liitele prescrise
7rocesul tehnologic treampuie sa se esasoare cu un eort ini si cu un aiu e
rezultate Aceasta presupune ca orice proces tehnologic sa ie staampilit in prealaampil in o
etaliat si aleasa solutia optia intre ai ulte $ariante posiampile
7roiectarea unui prous cuprine proiectarea unctionala conceperea
prousuliui in asa el incat el sa corespuna cerintelor unctionale ipuse respecti$
proiectarea tehnologica conceperea prousului in asa el incat el sa poata i realizat
printro tehnologie cat ai con$enaampila In proiectarea orcarui prous se porneste e la
oelul general al procesului tehnologic ig3
Materiale
Energie
Forta e unca
Cunostinte
7iesa prousul7roces5ehnologic Energie isipata
9eseuri ateriale
Cunostinte noi
Fig3 Fluurile e intrareiesire intrun proces tehnologic
7rocesele tehnologice se realizeaza prin aplicarea ieritelor etoe
tehnologice aica se aamporeaza un o sisteatic e eecutare a unei operatii a unei
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1023
serii e operatii intrun proces tehnologic sau a unor procese tehnologice intrun puncte $eere esential pentru ai ulte clase e proceee tehnologice 7roceeul
tehnologic cuprine si i+loacele prin care se realizeaza o etoa tehnologica aica
iera in unctie e utila+ul tehnologic eiul e lucru aterialul e aaos utilizat
STABILIREA ROLULUI ampUNCTIONAL POSIBIL AL PIESEI
ampOLOSIN METOA E ANALIZA MORampO(ampUNCTIONALA ASUPRAampETELOR
Folosin analiza orounctionala a supraetelor se eterina rolul unctional
al iecarei supraete in parte si al piesei 7iesa Eleent etansare 8 are un canal interior
speciic capetele sunt iletate iar in zona e i+loceterior are o ora heagonala
pentru a putea i anipulata A$an in $eere toate acestea precu si aptul ca zona e
i+loc a piesei care are iaetrul e )- are si rugozitatea e 1- concluziona ca
supraata respecti$a este o supraata e asezareetansare 7resupun ca este un eleent
e trecere si etansare intre oua corpuri prin care circula un lichi sau gaz Capatul cu
M30 se ileteaza intrun corp pana can supraata partii in Eleent etansare8 cu
iaetrul e )- atinge corpul 1 une ar putea sa ie si o garnitura eoraampila iar
celalalt capat are iat prin ilet un eleent leiampil sau nuB care ace legatura cu
corpul 2 ig
Corp 2
Eleent etansare
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 823
nopt
=
Ni$elul e ez$oltare al ortelor e prouctie este pus in e$ienta e
productivitate un inicator calitati$ e ampaza al unei econoii Cresterea
proucti$itatii iin realizata prin progres tehnic care conuce la ranul sau la o
re$olutionare a i+loacelor e unca a surselor e energie la aparitia e noi oampiecte
ale uncii in paralel cu utilizarea ai rationala a celor $echi la perectionarea
tehnologiilor e aampricatie la oiicarea structurii ortei e unca Apar astel
notiunile e ecanizare autoatizare roampotizare la care operatiile sunt eectuate ara
inter$entia nei+locita a oului
Fiabilitatea un alt actor eterinant ce reprezinta ansaamplul calitatilor unui
siste tehnic care eterina capacitatea aceestuia e a i utilizat un tip cat ai
inelungat in scopul in care a ost construit
-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 923
c$ Principiul inrmtiei
In proiectarea unui proces tehnologic treampuie cunoascute luurile e intrare si e
iesire cu o reonanta inia si eicienta aia
In esasurarea unui proces tehnologic si in iecare etapa a acestuia treampuie
asigurat peranent controlul luurilor e intrare si e iesire in liitele prescrise
7rocesul tehnologic treampuie sa se esasoare cu un eort ini si cu un aiu e
rezultate Aceasta presupune ca orice proces tehnologic sa ie staampilit in prealaampil in o
etaliat si aleasa solutia optia intre ai ulte $ariante posiampile
7roiectarea unui prous cuprine proiectarea unctionala conceperea
prousuliui in asa el incat el sa corespuna cerintelor unctionale ipuse respecti$
proiectarea tehnologica conceperea prousului in asa el incat el sa poata i realizat
printro tehnologie cat ai con$enaampila In proiectarea orcarui prous se porneste e la
oelul general al procesului tehnologic ig3
Materiale
Energie
Forta e unca
Cunostinte
7iesa prousul7roces5ehnologic Energie isipata
9eseuri ateriale
Cunostinte noi
Fig3 Fluurile e intrareiesire intrun proces tehnologic
7rocesele tehnologice se realizeaza prin aplicarea ieritelor etoe
tehnologice aica se aamporeaza un o sisteatic e eecutare a unei operatii a unei
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1023
serii e operatii intrun proces tehnologic sau a unor procese tehnologice intrun puncte $eere esential pentru ai ulte clase e proceee tehnologice 7roceeul
tehnologic cuprine si i+loacele prin care se realizeaza o etoa tehnologica aica
iera in unctie e utila+ul tehnologic eiul e lucru aterialul e aaos utilizat
STABILIREA ROLULUI ampUNCTIONAL POSIBIL AL PIESEI
ampOLOSIN METOA E ANALIZA MORampO(ampUNCTIONALA ASUPRAampETELOR
Folosin analiza orounctionala a supraetelor se eterina rolul unctional
al iecarei supraete in parte si al piesei 7iesa Eleent etansare 8 are un canal interior
speciic capetele sunt iletate iar in zona e i+loceterior are o ora heagonala
pentru a putea i anipulata A$an in $eere toate acestea precu si aptul ca zona e
i+loc a piesei care are iaetrul e )- are si rugozitatea e 1- concluziona ca
supraata respecti$a este o supraata e asezareetansare 7resupun ca este un eleent
e trecere si etansare intre oua corpuri prin care circula un lichi sau gaz Capatul cu
M30 se ileteaza intrun corp pana can supraata partii in Eleent etansare8 cu
iaetrul e )- atinge corpul 1 une ar putea sa ie si o garnitura eoraampila iar
celalalt capat are iat prin ilet un eleent leiampil sau nuB care ace legatura cu
corpul 2 ig
Corp 2
Eleent etansare
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
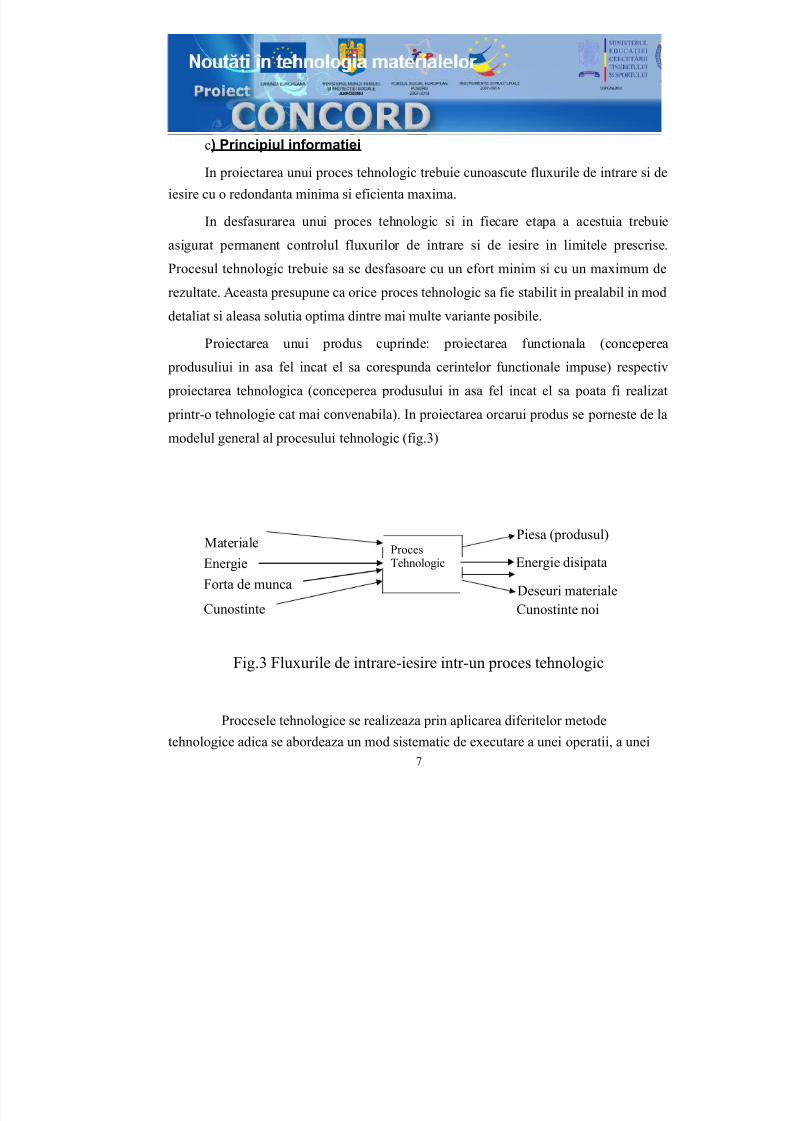
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 923
c$ Principiul inrmtiei
In proiectarea unui proces tehnologic treampuie cunoascute luurile e intrare si e
iesire cu o reonanta inia si eicienta aia
In esasurarea unui proces tehnologic si in iecare etapa a acestuia treampuie
asigurat peranent controlul luurilor e intrare si e iesire in liitele prescrise
7rocesul tehnologic treampuie sa se esasoare cu un eort ini si cu un aiu e
rezultate Aceasta presupune ca orice proces tehnologic sa ie staampilit in prealaampil in o
etaliat si aleasa solutia optia intre ai ulte $ariante posiampile
7roiectarea unui prous cuprine proiectarea unctionala conceperea
prousuliui in asa el incat el sa corespuna cerintelor unctionale ipuse respecti$
proiectarea tehnologica conceperea prousului in asa el incat el sa poata i realizat
printro tehnologie cat ai con$enaampila In proiectarea orcarui prous se porneste e la
oelul general al procesului tehnologic ig3
Materiale
Energie
Forta e unca
Cunostinte
7iesa prousul7roces5ehnologic Energie isipata
9eseuri ateriale
Cunostinte noi
Fig3 Fluurile e intrareiesire intrun proces tehnologic
7rocesele tehnologice se realizeaza prin aplicarea ieritelor etoe
tehnologice aica se aamporeaza un o sisteatic e eecutare a unei operatii a unei
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1023
serii e operatii intrun proces tehnologic sau a unor procese tehnologice intrun puncte $eere esential pentru ai ulte clase e proceee tehnologice 7roceeul
tehnologic cuprine si i+loacele prin care se realizeaza o etoa tehnologica aica
iera in unctie e utila+ul tehnologic eiul e lucru aterialul e aaos utilizat
STABILIREA ROLULUI ampUNCTIONAL POSIBIL AL PIESEI
ampOLOSIN METOA E ANALIZA MORampO(ampUNCTIONALA ASUPRAampETELOR
Folosin analiza orounctionala a supraetelor se eterina rolul unctional
al iecarei supraete in parte si al piesei 7iesa Eleent etansare 8 are un canal interior
speciic capetele sunt iletate iar in zona e i+loceterior are o ora heagonala
pentru a putea i anipulata A$an in $eere toate acestea precu si aptul ca zona e
i+loc a piesei care are iaetrul e )- are si rugozitatea e 1- concluziona ca
supraata respecti$a este o supraata e asezareetansare 7resupun ca este un eleent
e trecere si etansare intre oua corpuri prin care circula un lichi sau gaz Capatul cu
M30 se ileteaza intrun corp pana can supraata partii in Eleent etansare8 cu
iaetrul e )- atinge corpul 1 une ar putea sa ie si o garnitura eoraampila iar
celalalt capat are iat prin ilet un eleent leiampil sau nuB care ace legatura cu
corpul 2 ig
Corp 2
Eleent etansare
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1023
serii e operatii intrun proces tehnologic sau a unor procese tehnologice intrun puncte $eere esential pentru ai ulte clase e proceee tehnologice 7roceeul
tehnologic cuprine si i+loacele prin care se realizeaza o etoa tehnologica aica
iera in unctie e utila+ul tehnologic eiul e lucru aterialul e aaos utilizat
STABILIREA ROLULUI ampUNCTIONAL POSIBIL AL PIESEI
ampOLOSIN METOA E ANALIZA MORampO(ampUNCTIONALA ASUPRAampETELOR
Folosin analiza orounctionala a supraetelor se eterina rolul unctional
al iecarei supraete in parte si al piesei 7iesa Eleent etansare 8 are un canal interior
speciic capetele sunt iletate iar in zona e i+loceterior are o ora heagonala
pentru a putea i anipulata A$an in $eere toate acestea precu si aptul ca zona e
i+loc a piesei care are iaetrul e )- are si rugozitatea e 1- concluziona ca
supraata respecti$a este o supraata e asezareetansare 7resupun ca este un eleent
e trecere si etansare intre oua corpuri prin care circula un lichi sau gaz Capatul cu
M30 se ileteaza intrun corp pana can supraata partii in Eleent etansare8 cu
iaetrul e )- atinge corpul 1 une ar putea sa ie si o garnitura eoraampila iar
celalalt capat are iat prin ilet un eleent leiampil sau nuB care ace legatura cu
corpul 2 ig
Corp 2
Eleent etansare
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1123
Corp 1
Fig Schea e legatura eleent etansare8 = corp 1 corp 2
In cazul acestei piese eoarece nu se cunoaste ansaamplul in acre ace parte pentru aistaampili rolul unctional se oloseste etoa e analiza orounctionla a supraetelorAceasta etoa presupune parcurgerea uratoarelor etape
9escopunerea piesei in supraetele cele ai siple care o eliiteaza in spatiu Notarea tuturor supraetelor ce eliiteaza piesa in spatiu pornin e la o aasau e la o supraata e iensiuni aie intr o anuita orine(
Analiza iecarei supraete in parte in uratoarele puncte e $eere orageoetrica iensiunile e gaamparit precizia iensionala precizia e ora
precizia e pozitie si graul e netezire(
Intocirea unui gra supraetecaracteritici care este o sinteza a tuturorconitiilor tehnice e generare a iecarei supraete ce eliiteaza piesa in spatiu(
Staampilirea tipului e supraata si a rolului unctional posiampil tinan cont ca poteista supraete e asaamplare supraete unctionale supraete tehnologice sisupraete auiliare $ezi 5aampelul1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
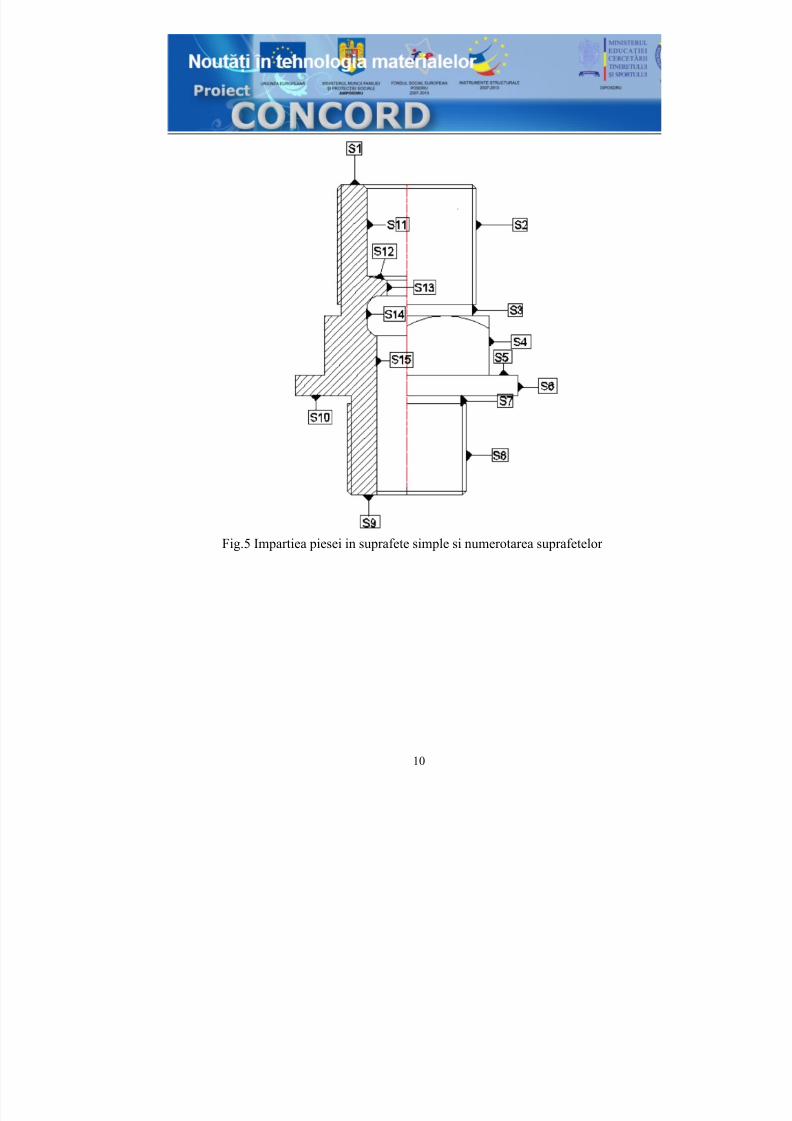
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1223
Fig) Ipartiea piesei in supraete siple si nuerotarea supraetelor
10
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8

7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1323
T)elul 1 Grul +Suprete ( Crcteritici
S u p r t n r
amp r m - e m e t r i c u p r e t e i
i m e n i u n i - ) r i t
Crcteritici
T i p u l i r l u l u p r e t e i
P r c e d e e t e n l - i c e d e
Nr
) t i n e r e
P r e c i i e d i m e n i n l
P r e c i i e d e r m
P r e c i i e d e p i t i e
R u - i t t e
Crt
u r i t t e O)
1 S1 Pln Φ 00 Ct ( ( 12 m t e r i l
u 3 i l i r
Trntl li)er
I n u n c t i e d e
A
S Elicidl M04314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
0 S0 Cilindric Φ00 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
5 S5 Pln 5146 Ct ( ( 12 d e
m t e r i l
t e n l -
i c T
li)er I n
u n c t i e
A
4 S4 Pln He35146 Ct ( ( 12 d e
m t e r i l
u 3 i l i r T
li)er I n
u n c t i e
A
2 S2 Cilindric Φ42 Ct ( ( 12 d e
m t e r i
l u 3 i l i
r
Tli)er
I n u n c t i e
A
6 S6 Cilindric Φ7 Ct ( ( 12 d
e
m t e
r i
l u 3 i
l i
r
Tli)er I n
u n c t i e
A
7 S7 Elicidl M08314 Ct ( ( 14 d e
m t e r i l
m ) l
r e T
li)er I n
u n c t i e
A
11
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
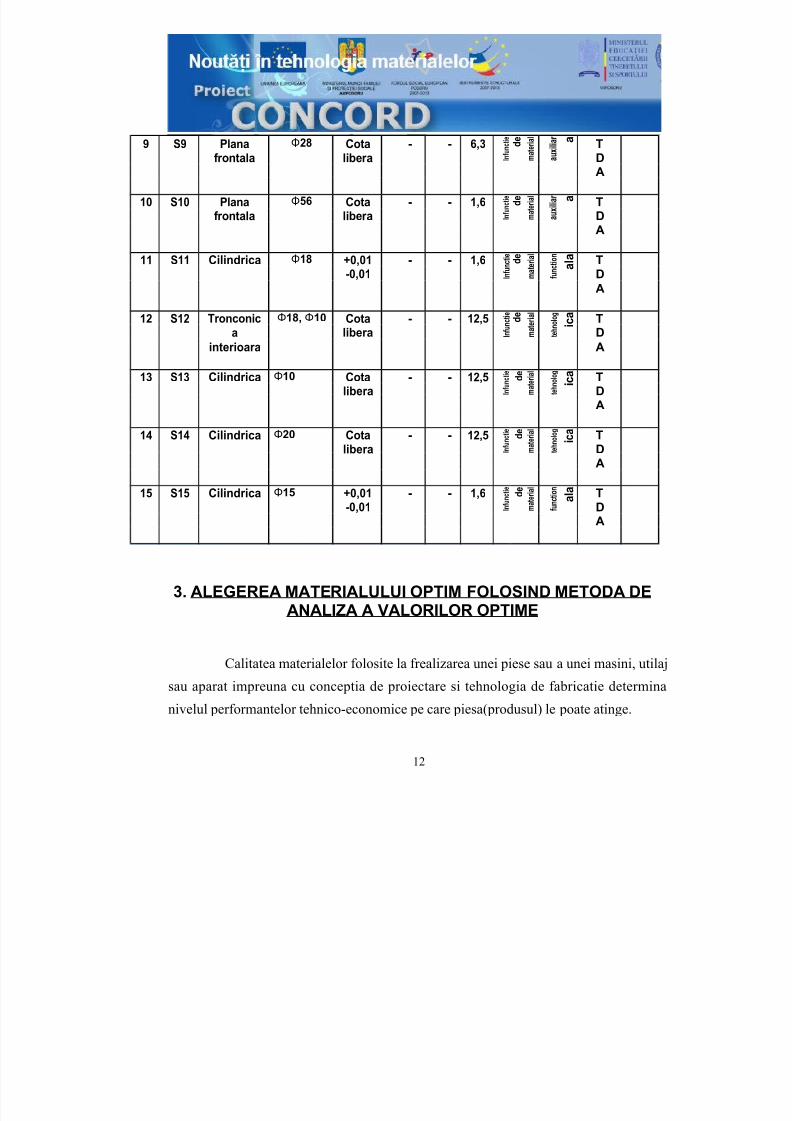
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1423
9 S9 Pln Φ7 Ct ( ( 20 I n
u n c t i e
d e
m
t e r i l
u
3 i l i r T
rntl li)er A
18 S18 Pln Φ42 Ct ( ( 12
I n u n c t i e
d e
m t e r i l
u 3 i l i r T
rntl li)er A
11 S11 Cilindric Φ17 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881
A
1 S1 Trncnic Φ17 Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
interir A
10 S10 Cilindric Φ18 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er A
15 S15 Cilindric Φ8 Ct ( ( 14
I n u n c t i e
d e
m t e r i l
t e n l -
i c T
li)er
A
14 S14 Cilindric Φ14 881 ( ( 12
I n u n c t i e
d e
m t e r i l
u n c t i n
l T
(881 A
0 ALEGEREA MATERIALULUI OPTIM ampOLOSIN METOA EANALIZA A ALORILOR OPTIME
Calitatea aterialelor olosite la realizarea unei piese sau a unei asini utila+
sau aparat ipreuna cu conceptia e proiectare si tehnologia e aampricatie eterina
ni$elul perorantelor tehnicoeconoice pe care piesaprousul le poate atinge
12
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8

7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1523
6 alegere optia a unuii aterial pentru o anuita estinatie este o proampleacoplea ce treampuie rezol$ata e proiectant Acesta alege acel aterial care ineplineste
cerintele inie e rezistenta si uraampilitate ale piesei in conitiile unui pret e cost
ini si a unei iaampilitati sporite 5eninta e a alege ateriale superioare cerintelor
inie e rezistenta si uraampilitate ale piesei este inaec$ata in punct e $eere
econoic si nu contriampuie la cresterea perorantelor tehnice ale prousului in care este
ingloampata piesa respecti$a
6 etoa e alegere a aterialului opti este Metoa e analiza a $alorilor
optie8 care are la ampaza $aloriicarea la aiu a intregului ansaamplu e proprietati
unctionale tehnologice si econoice ale aterialului in conitiile concrete e realizare
a piesei proiectate
Metoa presupune rezol$area uratoarelor etape
1 staampilirea rolului unctional al piesei a tehnologicitatii constructiei si a conitiilor
econoice e unctuonare ale acesteia(
2 eterinarea si staampilirea actorilor analitici ai proampleei alegerii aterialului
opti se ace luan in consierare intregul ansaamplu e proprietati unctiuonale
izice chiice ecanice electrice turnaampilitatea eoraampilitatea
suaampilitatea pret e cost consu e energie aterie priaetc(
3 escoperirea actorilor analitici in eleente priare se ace tinan cont e
rezultatele in etapele 1 si 2 luanuse in consierare cel putin proprietatile
conuctiampilitatea terica teperatura e topire teperatura e $aporizare
$ascozitatea ensitatea rezistenta la coroziune elasticitatea rigiitatea
plasticitaea ragilitatea lua+ul tenacitatea rezistenta la rupere rezistenta la
curgere rezistenta la oamposeala conucti$ itatea electrica etc(
13
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8

7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1623
apreciera cantitati$a a actorilor analitici se ace olosin un anuit siste enotare in unctie e $aloarea iecarei proprietati acoranuise o nota (
) staampilirea ponerii iportantei iecarui actor priar se ace tinan cont e atele
rezultate in etapele 1 si 3 acoran iecarei proprietati o ponere In
staampilirea ponerii treeampuie ineplinita conitia
m
sumd k = 1 2k =1
In care reprezinta nuarul e acatori priari Staampilirea ponerii
iportantei actorilor este o proamplea eoseampit e iicila rezol$area ei presupunan
iampinarea ai ultor cunostinte e specialitate precu si rezol$area corecta a
etapei 1
- alegerea solutiei optie la oentul at se ace aplican criteriul
m
sumt k d k = a im 3k=1
analiza solutiilor in punct e $eere al utilitatii lor si staampilirea conitiilor e
inlocuire econoica a unui aterial cu alt aterial se ace in situatia in care la
un oent at aterialul opti rezultat in etapa - nu se ala la ispozitia
eecutantului sau in situatia in care se oreste proiectarea unui aterial care sa
ineplineasca conitiile rezultate in etapele 1) 7entru aceasta se intoceste si
se optiizeaza o unctie oampiecti$ acre tine cont cel putin e uratoarele ate
generale e pornire
D1 7Cgt D0 7C0
E 1 lt E 0 )
G1lt
G0
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8

7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1723
CP CP -1
lt0
G1 G0
Qmp1
lt Qmp 0
G1 G0
P f 1
cup
P t 1
cup
P e1
equiv
P f 0
cup
P t 0
cup
P e0
P t 1 equiv
P t 0
R m1
ge R m 0( R c 1 ge R c 0 10
In care D0 este greutatea aterialului inlocuit( D1 = greutatea aterialului care
inlocuieste( 7C0 = pretul e cost al aterialului inlocuit( 7C1 = pretul e cost al
aterialului care inlocuieste( E0 = energia consuata pentru proucerea cantitatii D0
e aterial inlocuit( E1 = energia consuata pentru proucerea cantitatii D1 e
aterial care inlocuieste( C70 = coeicient poluare eiu ca urare a proucerii
aterialului inlocuit( C71 = coeicient poluare eiu rezultat la proucerea
aterialului care inlocuieste( p0 = cantitatea e aterie pria utilizata pentru
proucerea e D0 aterial e inlocuit( p1 = cantitatea e aterie pria utilizata
pentru proucerea e D1 aterial care inlocuieste( 70( 7t0( 7e0 = proprietatile
unctionale si respecti$ tehnologice si econoice ale aterialului inlocuit 71( 7t1
7entru staampilirea aterialului opti necesar conectionarii piesei eleetetansare8 sa intocit 5aampelul 2 Folosin analiza orounctionala a supraetelor s
a eterinat rolul unctional al iecarei supraete in parte si al piesei upa care sau
ales ca actori analitici cate$a in proprietatile unctionale cate$a in proprietatile
tehnologice si oar pretul e cost in proprietatile econoice Sa olisit ca site e
notare sisteul cu note e la 1 la 3 in unctie e $aloarea proprietatii 9upa ce sa
1)
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8

7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1823
acut aprecierea cantitati$a a actorilor sa proceat la staampilirea ponerii iportanteiactorilor Fiecare aterial luat in consierare are proprietati 7 incluse in cele
proprietati analizate Fiecare proprietate are o ponere ce epria iportanta ei in
raport cu celelalte proprietati tinan cont e rolul unctional si tipul iecarei
supraete ce eliiteaza piesa in spatiu 7entru piesa Eleent etansare8 sa
consierat e cea ai are iportanta rezistenta la coroziune uritatea si pretul e
cost
5aampelul 2 Alegerea aterialului opti pentru conectionarea piesei 8Eleent etansare8
7roprietati unctionale 7roprietati tehnologice 7roprietati
Material econoice 10Fizice Chice Mecanice
sumt k sdot
C o n u c t i amp i l i t a t e t e r i c a
R e z
i s t e n t a l a c o r o z
i u n e
R e z i s t e n t a l a r u p e r e
t u r n a amp i l i t a t e a
e o r a amp i l i t a t
u z i n a amp i l i t a t e a
9 e n s i t a t e
C g
ordm c a l c s C
a n
9 u r i t a t e a G H
a N
E I 1 0 a N c
e a
7 r e t e c o s t
k =1
3 2 - 2
$ 51 $ 52$ 53 $ 5 $ 5) $ 5- $ 5 $ 5 $ 5 $ 510
1 2 3 ) - 10 11 12 13 1 1) 1- 1 1 1 20 21 22
6J3 3 2 02 2 gt0) 2 1-3 3 32 2 20 2 S 1 H 2 FH 3 2000 3 23)6J)0 3 2 02 2 gt0) 2 1- 3 ) 2 20 2 S 1 H 2 FH 3 22)0 3 2)
6JC) 2 02 2 gt0) 2 20 3 0 2 21 3 S 1 H 2 FH 3 23) 3 2-)
6JC20 2 02 2 gt0) 2 10 3 )0 2 22 3 S 1 H 2 FH 3 2)00 3 2)
6500 2 02 2 gt0) 2 110 2 0 1 21 3 F 3 S 1 FH 3 2000 3 2)
2 H
65-00 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
2 H
CuLn1) 2 03 3 gt0) 2 0 1 23 1 12 2 F 3 H 2 FH 3 )000 2 2)
H
CuSn10 2 011 2 gt0) 2 0 1 23 1 1) 2 F 3 H 3 FH 3 )00 2 22)
H
1MoCr1 - 2 01 1 gt00) 3 20 3 3 1 2 S 1 H 2 FH 3 10)00 1 20)
0
Fc 300 2 2 01- 1 gt01 3 2-0 3 30 1 21 3 F 3 N 0 FH 3 1))0 3 2)H
7onerea 100) 200) 301) 01) )00) -00) 00) 00) 00) 1001) 10
1-
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 1923
In ura parcurgerii acestor etape necesare alegerii aterialului opti a rezultat pentru piesa stuiata ca aterialul ales este 6J )0
5 OBTINEREA PIESEI PRIN MATRITARE
Analizan ora constructi$a iensiunile piesei Eleent etansare8 si
recoanarile pri$in tehnologicitatea peselor seiaampricat turnate suate si
atritate sa optat pentru operatia e atritare eoarece proceeul se aplica la
prelucrarea pieselor ici pana la 300g cu coniguratie sipla si coplea in
prouctie e serie si e asa conitii ineplinite si e aceastan piesa
7entru oamptinerea piesei seiaampricat eprin proceeul e atritare treampuie
parcurse uratoarele etapeStaampilirea rolului unctional al piesei = se ace olosin analiza
orounctionala a supraetelor(
Alegerea aterialului opti pentru conectionarea piesei se ace olosin
analiza orounctionala a supraetelor(
Intocirea esenului piesei amprut atritate 9esenul piesei atritate se
intoceste pe ampaza esenului piesei inite la care se pre$a aaosurile e
prelucrare aaosurile tehnologice aaosurile e inclinare si razele e
racorare ltalorile aaosurilor totale si aampaterile liita la seiaampricatele
atritate la cal in oteluri carampon sau oteluri aliate cu asa e ai
00gampucata si cu lungiea aia e 2)00 eecutate pe ciocane
prese si pe asini e or+at sunt regleentate e S5AS -00
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2023
Intocirea piesei amprut atritate se ace pornin e la esenul piesei initetinan cont e uratoarele
staampilirea prograului e prouctie(
alegerea pozitiei e atritare iensiunea aia sa ie in
plan orizontal(
alegerea etoei e atritare(
staampilirea aaosurilor e prelucrare pe toate supraetele a caror
precizie iensionala si rugozitate nu pot rezulta prin atritare(
staampilirea aaosurilor tehnologice A5 pe toate supraetele ce nu
pot rezulta prin atritare(
se staampilesc aaosurile e inclinare Ai in inctie e pozitia
planului e separare KK pentru a perite scoaterea piesei in
ca$itatile atritei(
Alegerea planului e separatie(
Alegerea razelor e racorare constructi$a R c r c la toate
intersectiile e supraete
Alegerea seiaampricatului initial tinan cont e legea $oluului
constant( Curatire ecapare egresare(
Incalzirea l ateperatura e eorare
plastica( Alegerea atritelor(
Matritarea propriuzisa(
9eampa$urarea(
Inreptarea(
5rataent teric(
Caliamprarea(
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2123
Control(
Aampalare si triitere catre ampeneiciar
7entru staampilirea aaosurilor e prelucrare si aampaterilor liita la piesele
atritate sunt necesare uratoarele ate
asa piesei atritate care se calculeaza upa ce sa staampilit
tehnologic ora pisei atritate in unctie e ariea si
copleitatea piesei inite(
planul e separatie pentru piesele atritate pe ciocane si pe
prese(
calitatea otelului uttilizat(
copleitatea e ora a piesei atritate epriata prin
actorul η F care se eterina cu relatia
η = m p
mH
In care p asa piesei atritate G = asa corpului geoetric orat
cu iensiunile aie ale piesei
7entru piesa Eleent e etansare8 a$an in $eere rolul unctional al piesei si
solicitarile la care este supusa in eploatare aterialul opti rezultat a ost 6J )0
Alegerea proceeului e oamptinere a piesei printrun proceeu e eorare
plastica se ace tinan cont e uratoarele criterii
nuarul e ampucati(
coniguratia geoetrica si iensiunile e gaamparit(
aterialul in care este conectionata piesa(
proucti$itate(
otarea atelierului e eorare plastica
1
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8

7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2223
Fig 1 Seiaampricatul atritat pentru piesa Eleent etansare8
Ai = aaosne inclinare(
Ap = aaos e prelucrare(
At = aaos tehnologic
20
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8
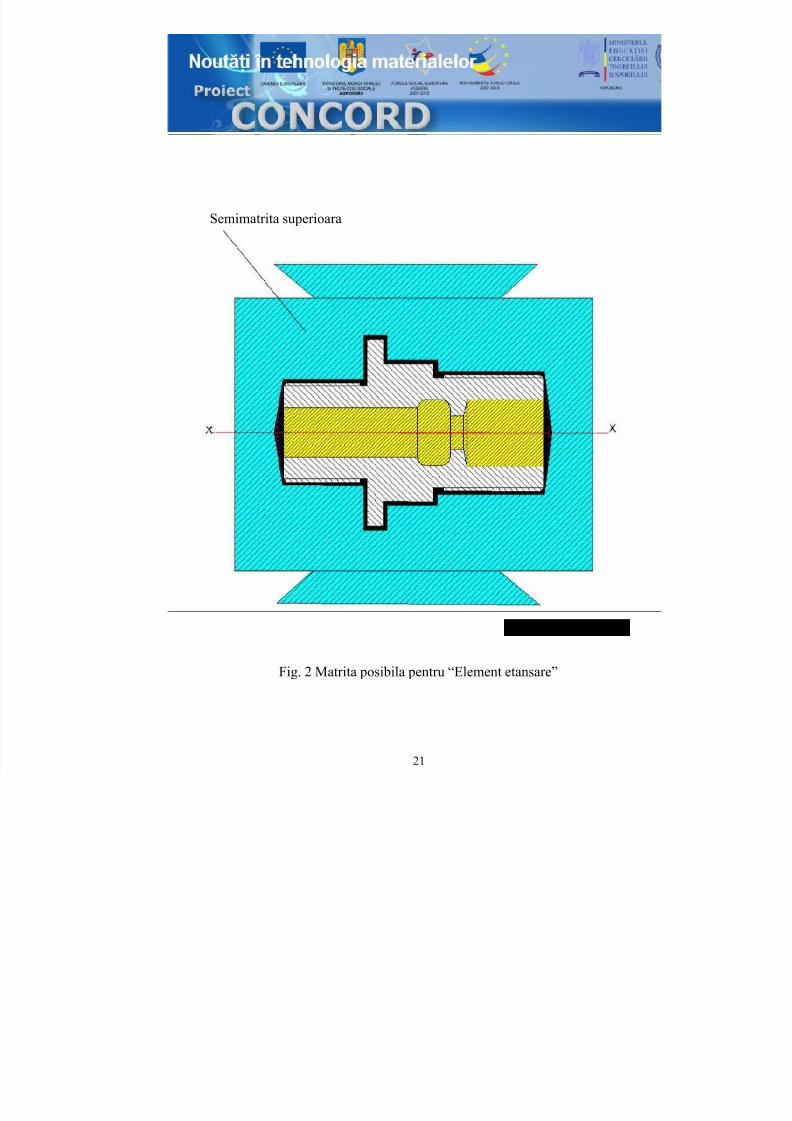
7252019 Tehnologia de fabricatie
httpslidepdfcomreaderfulltehnologia-de-fabricatie 2323
Seiatrita superioara
seiatrita inerioara
Fig 2 Matrita posiampila pentru Eleent etansare8


















