Taps and fluteless taps to JIS standard for universal … d 1 l 1 SW d 2 d k l 2 P l3 d 1 l 1 SW d 2...
8
Taps and fluteless taps to JIS standard for universal applications
Transcript of Taps and fluteless taps to JIS standard for universal … d 1 l 1 SW d 2 d k l 2 P l3 d 1 l 1 SW d 2...

Taps and fluteless tapsto JIS standardfor universal applications

2
New 3
New 3
New 4
New 4
New 5
New 5
JIS taps and fluteless taps
Article no. Ø range Type Form Tool description Tool material
Surface finish Page
1014 M2 - M20 JIS B HSS-E bright
1015 M2 - M20 JIS B HSS-E TiN
Article no. Ø range Type Form Tool description Tool material
Surface finish Page
1012 M2 - M20 JIS C HSS-E bright
1013 M2 - M20 JIS C HSS-E TiN
Article no. Ø range Type Form Tool description Tool material
Surface finish Page
1016 M2 - M20 JIS C HSS-E bright
1017 M2 - M20 JIS C HSS-E TiN
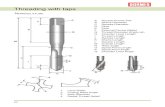
Taps for through holes, M coarse, DIN 13
Taps for blind holes, M coarse, DIN 13
Fluteless taps for through and blind holes, M coarse, DIN 13
Guhring‘s JIS taps and fluteless taps are designed to machine universal materials to ease your tool management and save costs. Choose Guhring and benefit from best quality and cost-perfor-mance-ratio threading a wide range of materials:
• general steels• high tensile steels• stainless and acid-resistant steels• Aluminium and Al-alloys• cast materials• non-ferrous materials• plastics• magnesium alloys• Ti- and Ni-alloys

3
d1
l1
SW
d2
l2dk
l3
d1
l1
SW
d2
l2dk
l3
Taps for through holes, M coarse, DIN 13, HSS-E, bright
Article no. 1014
d1 P mm tolerance d2 mm SW dk mm l1 mm l2 mm l3 mm Availability
M 2 0.40 OH2 3.00 2.5 1.600 40 8 15 •M 2.5 0.45 OH2 3.00 2.5 2.050 44 9 16 •M 3 0.50 OH2 4.00 3.2 2.500 46 10 19 •M 4 0.70 OH2 5.00 4.0 3.300 52 12 21 •M 5 0.80 OH2 5.50 4.5 4.200 60 14 24 •M 6 1.00 OH2 6.00 4.5 5.000 62 16 29 •M 8 1.25 OH2 6.20 5.0 6.800 70 18 37 •M10 1.50 OH2 7.00 5.5 8.500 75 20 41 •M12 1.75 OH3 8.50 6.5 10.200 82 24 48 •M14 2.00 OH3 10.50 8.0 12.000 88 26 48 •M16 2.00 OH3 12.50 10.0 14.000 95 26 52 •M18 2.50 OH4 14.00 11.0 15.500 100 30 55 •M20 2.50 OH4 15.00 12.0 17.500 105 32 58 •
Taps for through holes, M coarse, DIN 13, HSS-E, TiN
Article no. 1015
d1 P mm tolerance d2 mm SW dk mm l1 mm l2 mm l3 mm Availability
M 2 0.40 OH2 3.00 2.5 1.600 40 8 15 •M 2.5 0.45 OH2 3.00 2.5 2.050 44 9 16 •M 3 0.50 OH2 4.00 3.2 2.500 46 10 19 •M 4 0.70 OH2 5.00 4.0 3.300 52 12 21 •M 5 0.80 OH2 5.50 4.5 4.200 60 14 24 •M 6 1.00 OH2 6.00 4.5 5.000 62 16 29 •M 8 1.25 OH2 6.20 5.0 6.800 70 18 37 •M10 1.50 OH2 7.00 5.5 8.500 75 20 41 •M12 1.75 OH3 8.50 6.5 10.200 82 24 48 •M14 2.00 OH3 10.50 8.0 12.000 88 26 48 •M16 2.00 OH3 12.50 10.0 14.000 95 26 52 •M18 2.50 OH4 14.00 11.0 15.500 100 30 55 •M20 2.50 OH4 15.00 12.0 17.500 105 32 58 •
JIS taps and fluteless taps

4
d1
l1
SW
d2
l2dk
l3
d1
l1
SW
d2
l2dk
l3
JIS taps and fluteless taps
Taps for blind holes, M coarse, DIN 13, HSS-E, bright
Article no. 1012
d1 P mm tolerance d2 mm SW dk mm l1 mm l2 mm l3 mm Availability
M 2 0.40 OH2 3.00 2.5 1.600 40.0 4.0 15 •M 2.5 0.45 OH2 3.00 2.5 2.050 44.0 4.5 16 •M 3 0.50 OH2 4.00 3.2 2.500 46.0 5.0 19 •M 4 0.70 OH2 5.00 4.0 3.300 52.0 7.0 21 •M 5 0.80 OH2 5.50 4.5 4.200 60.0 8.0 24 •M 6 1.00 OH2 6.00 4.5 5.000 62.0 10.0 29 •M 8 1.25 OH2 6.20 5.0 6.800 70.0 12.5 37 •M10 1.50 OH2 7.00 5.5 8.500 75.0 15.0 41 •M12 1.75 OH3 8.50 6.5 10.200 82.0 17.5 48 •M14 2.00 OH3 10.50 8.0 12.000 88.0 20.0 48 •M16 2.00 OH3 12.50 10.0 14.000 95.0 20.0 52 •M18 2.50 OH4 14.00 11.0 15.500 100.0 25.0 55 •M20 2.50 OH4 15.00 12.0 17.500 105.0 25.0 58 •
Taps for blind holes, M coarse, DIN 13, HSS-E, TiN
Article no. 1013
d1 P mm tolerance d2 mm SW dk mm l1 mm l2 mm l3 mm Availability
M 2 0.40 OH2 3.00 2.5 1.600 40.0 4.0 15 •M 2.5 0.45 OH2 3.00 2.5 2.050 44.0 4.5 16 •M 3 0.50 OH2 4.00 3.2 2.500 46.0 5.0 19 •M 4 0.70 OH2 5.00 4.0 3.300 52.0 7.0 21 •M 5 0.80 OH2 5.50 4.5 4.200 60.0 8.0 24 •M 6 1.00 OH2 6.00 4.5 5.000 62.0 10.0 29 •M 8 1.25 OH2 6.20 5.0 6.800 70.0 12.5 37 •M10 1.50 OH2 7.00 5.5 8.500 75.0 15.0 41 •M12 1.75 OH3 8.50 6.5 10.200 82.0 17.5 48 •M14 2.00 OH3 10.50 8.0 12.000 88.0 20.0 48 •M16 2.00 OH3 12.50 10.0 14.000 95.0 20.0 52 •M18 2.50 OH4 14.00 11.0 15.500 100.0 25.0 55 •M20 2.50 OH4 15.00 12.0 17.500 105.0 25.0 58 •

5
d1
l1
SW
d2
l2dk
P
l3
d1
l1
SW
d2
l2dk
P
l3
JIS taps and fluteless taps
Fluteless taps for through and blind holes, M coarse, DIN 13, HSS-E, bright
Article no. 1016
d1 P mm tolerance d2 mm SW dk mm l1 mm l2 mm l3 mm Availability
M 2 0.40 RH4 3.00 2.5 1.85 40.0 4.0 15 •M 2.5 0.45 RH4 3.00 2.5 2.30 44.0 4.5 16 •M 3 0.50 RH5 4.00 3.2 2.80 46.0 5.0 19 •M 4 0.70 RH6 5.00 4.0 3.70 52.0 7.0 21 •M 5 0.80 RH6 5.50 4.5 4.65 60.0 8.0 24 •M 6 1.00 RH7 6.00 4.5 5.55 62.0 10.0 29 •M 8 1.25 RH7 6.20 5.0 7.40 70.0 12.5 37 •M10 1.50 RH7 7.00 5.5 9.30 75.0 15.0 41 •M12 1.75 RH8 8.50 6.5 11.20 82.0 17.5 48 •M14 2.00 RH10 10.50 8.0 13.10 88.0 20.0 48 •M16 2.00 RH10 12.50 10.0 15.10 95.0 20.0 52 •M18 2.50 RH11 14.00 11.0 16.90 100.0 25.0 55 •M20 2.50 RH11 15.00 12.0 18.90 105.0 25.0 58 •
Fluteless taps for through and blind holes, M coarse, DIN 13, HSS-E, TiN
Article no. 1017
d1 P mm tolerance d2 mm SW dk mm l1 mm l2 mm l3 mm Availability
M 2 0.40 RH4 3.00 2.5 1.85 40.0 4.0 15 •M 2.5 0.45 RH4 3.00 2.5 2.30 44.0 4.5 16 •M 3 0.50 RH5 4.00 3.2 2.80 46.0 5.0 19 •M 4 0.70 RH6 5.00 4.0 3.70 52.0 7.0 21 •M 5 0.80 RH6 5.50 4.5 4.65 60.0 8.0 24 •M 6 1.00 RH7 6.00 4.5 5.55 62.0 10.0 29 •M 8 1.25 RH7 6.20 5.0 7.40 70.0 12.5 37 •M10 1.50 RH7 7.00 5.5 9.30 75.0 15.0 41 •M12 1.75 RH8 8.50 6.5 11.20 82.0 17.5 48 •M14 2.00 RH10 10.50 8.0 13.10 88.0 20.0 48 •M16 2.00 RH10 12.50 10.0 15.10 95.0 20.0 52 •M18 2.50 RH11 14.00 11.0 16.90 100.0 25.0 55 •M20 2.50 RH11 15.00 12.0 18.90 105.0 25.0 58 •

6
JIS taps and fluteless taps
Materials and application recommendationsMaterial group Tensile strength
MPa (N/mm2)Hardness
HBCutting speed
vc (m/min)
Structural steels ≤ 850 – 15 - 20
Free-cutting steels ≤ 1000 – 15 - 20
Unalloyed case hardened steels ≤ 750 – 15 - 20
Unalloyed heat-treatable steels ≤ 850 – 15 - 20
Alloyed case hardened steels ≥ 850 … 1200 – 10 - 15
Alloyed heat-treatable steels ≥ 850 … 1200 – 10 - 15
Alloyed tool steels ≤ 1000 – 8 - 12
High speed tool steels ≥ 650 … 1000 – 8 - 12
Stainless- and acidresistant steels, sulphured ≤ 850 – 8 - 15
austenitic ≤ 850 – 8 - 15
martensitic ≤ 850 – 8 - 15
Structural steels ≤ 800 – 15 - 20
Free-cutting steels ≤ 1000 – 15 - 20
Case hardened steels ≤ 1000 – 15 - 20
Heat-treatable steels ≤ 1200 – 15 - 20
Nitriding steels ≤ 1200 – 15 - 20
Spheroidal graphite cast iron – ≤ 240 20 - 25
Aluminium und Al-alloys ≤ 400 – 20 - 25
Al wrought alloys ≤ 400 – 20 - 25
Alcast alloys ≤ 10 % Si ≤ 600 – 20 - 25
> 10 % Si ≤ 600 – 20 - 25
Cast iron – ≤ 240 20 - 25
Spheroidal graphite cast iron – ≤ 240 20 - 25
Malleable cast iron – < 300 20 - 25
Brass, short-chipping ≤ 600 – 15 - 20
long-chipping ≤ 600 – 15 - 20
Plastics – – 7 - 12
Magnesium-alloys ≤ 450 – 20 - 25
Titanium and Ti-alloys ≤ 1200 – 2 - 8
Ni-alloys ≤ 1200 – 2 - 8

7
40
80
20
60
100
0
+10
+25
OH1
+40
OH2
+55
OH3
+70
OH4
+85
OH5
+100
OH6
+56
ISO3
+8
+40
ISO2
+24
ISO1
80
160
40
120
0
+20
OH1
+40
OH2
+60
OH3
+80
OH4
+100
OH5
+120
OH6+98
ISO3
+14
+70
ISO2+42
ISO1
60
140
20
100
180
80
160
40
120
0
+13
RH1
+26
RH2
+39
RH3
+51
RH4
+64
RH5
+77
RH6
+56
ISO3
+8
+40
ISO2+24
ISO1
60
140
20
100
180
70
150
30
110
50
130
10
90
170
+89
RH7
+101
RH8
+114
RH9
+127
RH10
+140
RH11
+153
RH12
+98
ISO3
+14
+70
ISO2
+42
ISO1
JIS taps and fluteless taps
RH LIMITS FOR FLUTELESS TAPS
OH LIMITS FOR CUTTING TAPS
P ≤ 0.6 (T.P.I. ≥ 40)upper limit : 0.010+0.015×nlower limit : (upper limit) - 0.015Unit = mm / n = OH number
P ≥ 0.7 (T.P.I. ≥ 36)upper limit : 0.020×nlower limit : (upper limit) - 0.020Unit = mm / n = OH number
JIS LIMITS
OH LIMITS
JIS LIMITS
OH LIMITS
pitc
h di
a. µ
m
pitc
h di
a. µ
m
Pitch ≤ 0.6 Pitch ≥ 0.7
upper limit : 0.0127×nlower limit : 0.0127×n - 0.0127Unit = mm / n = RH number
JIS LIMITS
RH LIMITS
pitc
h di
a. µ
m
class 3
Pitch ≤ 0.6
Pitch ≥ 0.7
class 1
class 2

No liability can be accepted for printing errors or technical changes of any kind.Our Conditions of Sale and Terms of Payment apply. Available on request.The illustrations show optional equipment.
Drilling
Special tooling SolutionS
milling
Modular tooling systeMs
Tool resToraTion service
reaming PCDTapping/Thread milling/fluTeless Tapping
Countersinking/ de-burring
Guhring oHGP.O. Box 100247 • 72423 AlbstadtHerderstraße 50-54 • 72458 Albstadt
Tel. +49 74 31 17-0Fax +49 74 31 [email protected]
147
149/
1242
-III-
09 •
Prin
ted
in G
erm
any
• 20
12









![[PPT]No Slide Title - Wikispacesptec107.wikispaces.com/file/view/Flow_Measurement.ppt · Web viewFlange Taps Corner Taps Radius Taps Vena-Contracta Taps Pipe Taps Multivariable Pressure](https://static.fdocuments.us/doc/165x107/5ad6f9207f8b9a32618bb97e/pptno-slide-title-viewflange-taps-corner-taps-radius-taps-vena-contracta-taps.jpg)