
TANDEM-MIG/MAG ZAVARIVANJE SA VELIKIM …scindeks-clanci.ceon.rs/data/pdf/0354-7965/2012/... · Za...
13
MIZ IIW ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33 21 Prevod: Milica Antić IIW Doc. XII-1918-07 TANDEM-MIG/MAG ZAVARIVANJE SA VELIKIM UVARIVANJEM HIGH-PENETRATION TANDEM-MIG/MAG WELDING Joakim Hedegård Erik Tolf Johan Andersson Corrosion & Metals Research Institute (KIMAB) Joining Technology Centre (JTC) SE 114 28 Stockholm Tel. +46 (8) 440 48 00, Fax. +46-8-440 45 35, E-mail: [email protected] Ključne reči: tandem, MIG/MAG, zavarivanje, stabilnost, duboko uvarivanje, interakcija luka, zavarivačka kupka, produktivnost. Keywords: tandem, MIG/MAG, welding, stability, high-penetration, arc interactions, weld pool, productivity. IZVOD Za tandem-MIG/MAG zavarivanje čelika bilo je preporučljivo a se izvodi sa više odvojenih elektroda, kako bi se obezbedila stabilnost procesa i smanjila potreba za sinhronizacijom. Ovaj rad je nastao iz evropskog projekta, SYNFAB, gde su različiti uređaji za tandem MIG/MAG zavarivanje, proučavani i upoređivani. Rezultati pokazuju da položaj elektroda ima tako jak uticaj na rezultate zavarivanja da se može diskutovati samo o dva različita tipa tandem- MIG/MAG zavarivanja. Prvi tip ima veću zavarivačku kupku stvorenu većim razmakom elektroda, približno 15-20 mm i pogodan je za duboko uvarivanje ili visokoproduktivno zavarivanje. Drugi tip ima manju zavarivačku kupku, stvorenu manjim razmakom elektroda, približno 6-8 mm i pogodniji je za zavarivanje sa manjim unosom toplote ili za zavarivanje u nepovoljnim položajima i obezbeđuje više od normalnog uvarivanja MIG/MAG-om. Oba tipa imaju velike pogodnosti u odnosu na zavarivanje sa jednom žicom, preko velikog povećanja produktivnosti i održavanja dobrog kvaliteta zavarenog spoja. Oba tipa su, međutim, mnogo zahtevniji za učenje i kontrolu. Sistemi sa manjim razmakom elektroda imaju više parametara koje treba podesiti i zahtevaju unapređene sisteme kontrole za upravljanje inetrakcijom luka. Sinhronizovani pulzirajući lukovi se koriste u najvećem broju slučajeva. Kod sistema sa većim razmakom elektroda postoji manji broj parametara i sa smanjenjem turbulentnosti luka omogućava se lukovima da se podese nezavisno, tako da se koristi normalno sinergično podešavanje. Operaterima je ipak potrebno da nauče kako da kontrolišu dinamiku zavarivačke kupke u znatno većoj zapremini kupke kod ovog tipa tandem-MIG/MAG zavarivanja. U ovom dokumentu glavni rezultati, koji se odnose na proces, dobijeni su iz projekta SYNFAB, a pridruženi rezultati iz švedskog projekta JTC (Optimizovano tandem-MIG/MAG zavarivanje ) i o njima se ovde diskutuje. UVOD Tokom poslednjih deset godina diskutuje se, kroz radove i dokumente, o optimalnoj konfiguraciji i dizajnu opreme za tandem-MIG/MAG zavarivanje, ali bez zaključaka. Jedan od ciljeva evropskog projekta SYNFAB je bio da se prouči ponašanje i mogućnosti različite opreme. Trebalo je oceniti pogodne načine za podešavanje parametara zavarivanja, kao što je način sinhronizacije, kao i prenosivnost podataka o zavarivanju. Nalazi iz švedskog projekta JTC - Optimizovano tandem-MIG/MAG zavarivanje su već saopšteni [8, 9], mada ne i aspekti o zavarivanju sa dubokim uvarivanjem, koji veoma odgovaraju rezultatima iz projekta SYNFAB. U ovom radu dat je sveobuhvatni opis rezultata procesa vezanih za pokušaje u SYNFAB, kao i rezultati zavarivanja sa dubokim uvarivanjem iz oba projekta. Kada nije drugačije napomenuto, tekst i rezultati se odnose na SYNFAB. Partneri u SYNFAB su bili: Corus, Cranfield, CSM, GKSS, ISF (RWTH-Aachen), KIMAB, NIMR (TU-Delft). Ocenjivanje radnog paketa procesa zavarivanja, koji je ovde opisan, koordinirao je KIMAB. EKSPERIMENT Pokušaji zavarivanja tandem-MIG/MAG-om su izvedeni u različitim zavarivačkim laboratorijama i sa različitom opremom, na istom materijalu lima, konfiguracijom spoja i pripremom. Postoji mnogo značajnih promenljivih, ali one koje su bile najevidentnije među ispitivanim mašinama uključuju:
Transcript of TANDEM-MIG/MAG ZAVARIVANJE SA VELIKIM …scindeks-clanci.ceon.rs/data/pdf/0354-7965/2012/... · Za...
MIZ IIW
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33 21
Prevod: Milica Antić
IIW Doc. XII-1918-07
TANDEM-MIG/MAG ZAVARIVANJE SA VELIKIM UVARIVANJEM
HIGH-PENETRATION TANDEM-MIG/MAG WELDING
Joakim Hedegård Erik Tolf Johan Andersson
Corrosion & Metals Research Institute (KIMAB) Joining Technology Centre (JTC)
SE 114 28 Stockholm Tel. +46 (8) 440 48 00, Fax. +46-8-440 45 35, E-mail: [email protected]
Ključne reči: tandem, MIG/MAG, zavarivanje, stabilnost, duboko uvarivanje, interakcija luka, zavarivačka kupka, produktivnost.
Keywords: tandem, MIG/MAG, welding, stability, high-penetration, arc interactions, weld pool, productivity.
IZVOD
Za tandem-MIG/MAG zavarivanje čelika bilo je preporučljivo a se izvodi sa više odvojenih elektroda, kako bi se obezbedila stabilnost procesa i smanjila potreba za sinhronizacijom. Ovaj rad je nastao iz evropskog projekta, SYNFAB, gde su različiti uređaji za tandem MIG/MAG zavarivanje, proučavani i upoređivani. Rezultati pokazuju da položaj elektroda ima tako jak uticaj na rezultate zavarivanja da se može diskutovati samo o dva različita tipa tandem-MIG/MAG zavarivanja.
Prvi tip ima veću zavarivačku kupku stvorenu većim razmakom elektroda, približno 15-20 mm i pogodan je za duboko uvarivanje ili visokoproduktivno zavarivanje. Drugi tip ima manju zavarivačku kupku, stvorenu manjim razmakom elektroda, približno 6-8 mm i pogodniji je za zavarivanje sa manjim unosom toplote ili za zavarivanje u nepovoljnim položajima i obezbeđuje više od normalnog uvarivanja MIG/MAG-om. Oba tipa imaju velike pogodnosti u odnosu na zavarivanje sa jednom žicom, preko velikog povećanja produktivnosti i održavanja dobrog kvaliteta zavarenog spoja. Oba tipa su, međutim, mnogo zahtevniji za učenje i kontrolu. Sistemi sa manjim razmakom elektroda imaju više parametara koje treba podesiti i zahtevaju unapređene sisteme kontrole za upravljanje inetrakcijom luka. Sinhronizovani pulzirajući lukovi se koriste u najvećem broju slučajeva.
Kod sistema sa većim razmakom elektroda postoji manji broj parametara i sa smanjenjem turbulentnosti luka omogućava se lukovima da se podese nezavisno, tako da se koristi normalno sinergično podešavanje. Operaterima je ipak potrebno da nauče kako da kontrolišu dinamiku zavarivačke kupke u znatno većoj zapremini kupke kod ovog tipa tandem-MIG/MAG zavarivanja. U ovom dokumentu glavni rezultati, koji se odnose na proces, dobijeni su iz projekta SYNFAB, a pridruženi rezultati iz švedskog projekta JTC (Optimizovano tandem-MIG/MAG zavarivanje ) i o njima se ovde diskutuje.
UVOD
Tokom poslednjih deset godina diskutuje se, kroz radove i dokumente, o optimalnoj konfiguraciji i dizajnu opreme za tandem-MIG/MAG zavarivanje, ali bez zaključaka. Jedan od ciljeva evropskog projekta SYNFAB je bio da se prouči ponašanje i mogućnosti različite opreme. Trebalo je oceniti pogodne načine za podešavanje parametara zavarivanja, kao što je način sinhronizacije, kao i prenosivnost podataka o zavarivanju. Nalazi iz švedskog projekta JTC - Optimizovano tandem-MIG/MAG zavarivanje su već saopšteni [8, 9], mada ne i aspekti o zavarivanju sa dubokim uvarivanjem, koji veoma odgovaraju rezultatima iz projekta SYNFAB.
U ovom radu dat je sveobuhvatni opis rezultata procesa vezanih za pokušaje u SYNFAB, kao i rezultati zavarivanja sa dubokim uvarivanjem iz oba projekta. Kada nije drugačije napomenuto, tekst i rezultati se odnose na SYNFAB. Partneri u SYNFAB su bili: Corus, Cranfield, CSM, GKSS, ISF (RWTH-Aachen), KIMAB, NIMR (TU-Delft). Ocenjivanje radnog paketa procesa zavarivanja, koji je ovde opisan, koordinirao je KIMAB.
EKSPERIMENT
Pokušaji zavarivanja tandem-MIG/MAG-om su izvedeni u različitim zavarivačkim laboratorijama i sa različitom opremom, na istom materijalu lima, konfiguracijom spoja i pripremom. Postoji mnogo značajnih promenljivih, ali one koje su bile najevidentnije među ispitivanim mašinama uključuju:

MIZ IIW
22 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33
• Razdvajanje luk / elektroda
• Slobodni kraj elektrode
• Tipovi luka
• Brzina zavarivanja
Izvori snage za tandem-MIG/MAG i sinhronizacija
Korišćena su dva izvora za tandem zavarivanje, po jedan za svaku žicu. Kapacitet jačine struje je između 400A i 600A (svaki). Izvori su često sinhronizovani preko sistema kontrole. To je učinjeno da bi se omogućila bolja kontrola procesa (dva zavarivačka luka gore blizu jedan drugom; ovo može često da rezultuje nestabilnošću luka i razbrizgavanju kapljica). Sinhronizacija se može obaviti na različite načine. Ovo je izvedeno pulzirajućim zavarivanjem, gde su vršne jačine struje za svaku žicu (luk) sinhronizovane. Tri glavna tipa sinhronizacije su: u fazi (simultani pikovi struje), anti-faza (jedan pik u određenom vremenu) i vremensko pomeranje (delimično preklapanje pikova struje). Ne postoji mnogo podataka iz literature o tome kako podesiti sinhronizaciju za određeni zavarivački zadatak, niti se neka relevantna preporuka može naći kod dobavljača. Za izradu spojeva, korišćeni su različiti tipovi izvora snage sa tandem žicom.
U Corus-u i ISF-u, zavareni spojevi, dobijeni tandem žicom, izrađeni su na mašini za zavarivanje Fronius 450 A Time Twin (slika 1 a). Izvori snage su u stanju da snabdevaju maksimalnom jačinom struje zavarivanja od 450 A uz sinergični sistem kontrole. U slučaju nesinergičnog načina izvor može da radi u I/I modu (konstantna jačina struje kroz osnovni i vršni period) ili u U/I modu (konstantan napon tokom perioda vršne jačine struje i konstantne jačine struje tokom baznog perioda). Rad na postizanju spojeva tandem žicom u KIMAB-u sproveden je korišćenjem izvora ESAB Aristo LUD 450 (slika 1b).
a) b)
c)
Slika 1: Sistem zavarivanja tandem- MIG/MAG koji je korišćen kod
a) Corus-a (Fronius), b) Kimab-a (ESAB) i c) NIMR-u (Cloos)
MIZ IIW
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33 23
Izvor daje maksimalnu jačinu struje od 450 A, i kao i izvor Fronius-a, ESAB-ov izvor, ima sinergični sistem kontrole. Izvori snage Cloos GLC 503 Quinto (slika 1c) sa kapacitetom snabdevanja maksimalnom jačinom struje od 600 A korišćeni su za zavarivanje u NIMR-u. Izvor Quinto 503 se može koristiti za izvođenje MIG/MAG zavarivanja sa i bez pulziranja ali nije opremljen sinergičnim sistemom kontrole.
Jedna od glavnih razlika među sistemima zavarivanja koji su korišćeni u SYNFAB projektu je bila konfiguracija pištolja za zavarivanje.
Pištolji za tandem-MIG/MAG zavarivanje
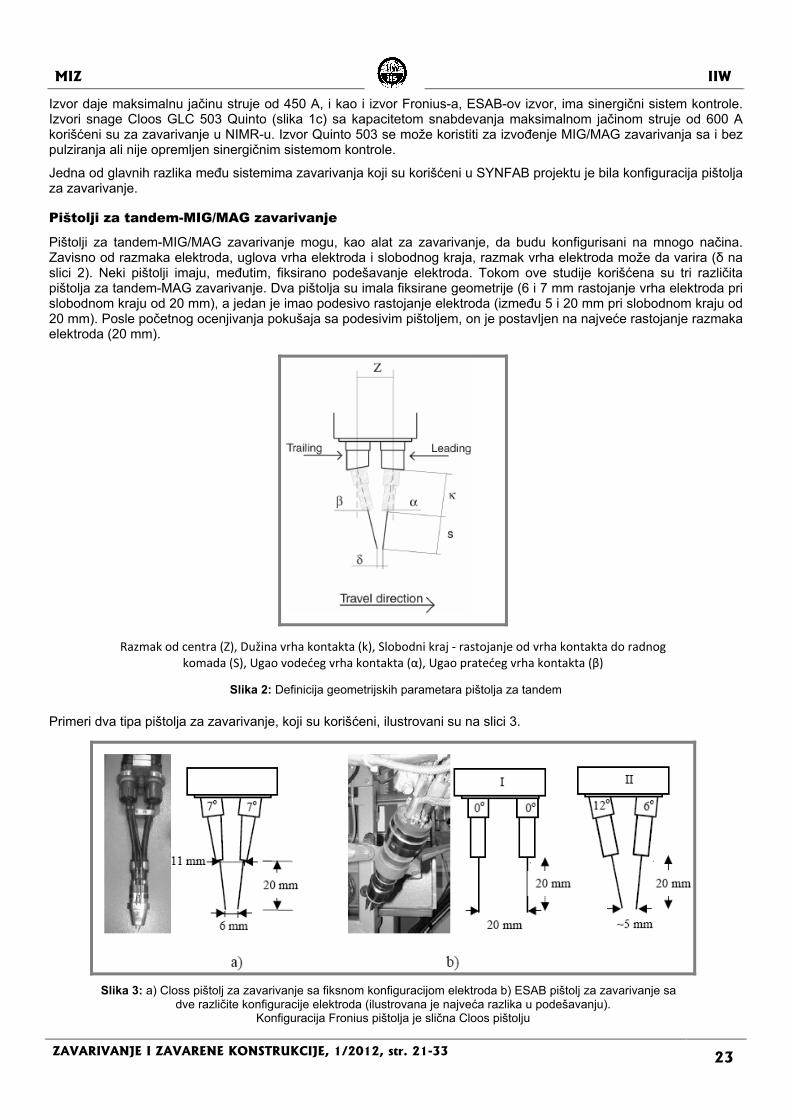
Pištolji za tandem-MIG/MAG zavarivanje mogu, kao alat za zavarivanje, da budu konfigurisani na mnogo načina. Zavisno od razmaka elektroda, uglova vrha elektroda i slobodnog kraja, razmak vrha elektroda može da varira (δ na slici 2). Neki pištolji imaju, međutim, fiksirano podešavanje elektroda. Tokom ove studije korišćena su tri različita pištolja za tandem-MAG zavarivanje. Dva pištolja su imala fiksirane geometrije (6 i 7 mm rastojanje vrha elektroda pri slobodnom kraju od 20 mm), a jedan je imao podesivo rastojanje elektroda (između 5 i 20 mm pri slobodnom kraju od 20 mm). Posle početnog ocenjivanja pokušaja sa podesivim pištoljem, on je postavljen na najveće rastojanje razmaka elektroda (20 mm).
Razmak od centra (Z), Dužina vrha kontakta (k), Slobodni kraj ‐ rastojanje od vrha kontakta do radnog komada (S), Ugao vodećeg vrha kontakta (α), Ugao pratećeg vrha kontakta (β)
Slika 2: Definicija geometrijskih parametara pištolja za tandem
Primeri dva tipa pištolja za zavarivanje, koji su korišćeni, ilustrovani su na slici 3.
Slika 3: a) Closs pištolj za zavarivanje sa fiksnom konfiguracijom elektroda b) ESAB pištolj za zavarivanje sa dve različite konfiguracije elektroda (ilustrovana je najveća razlika u podešavanju).
Konfiguracija Fronius pištolja je slična Cloos pištolju
MIZ IIW
24 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33
Epruvete i materijali
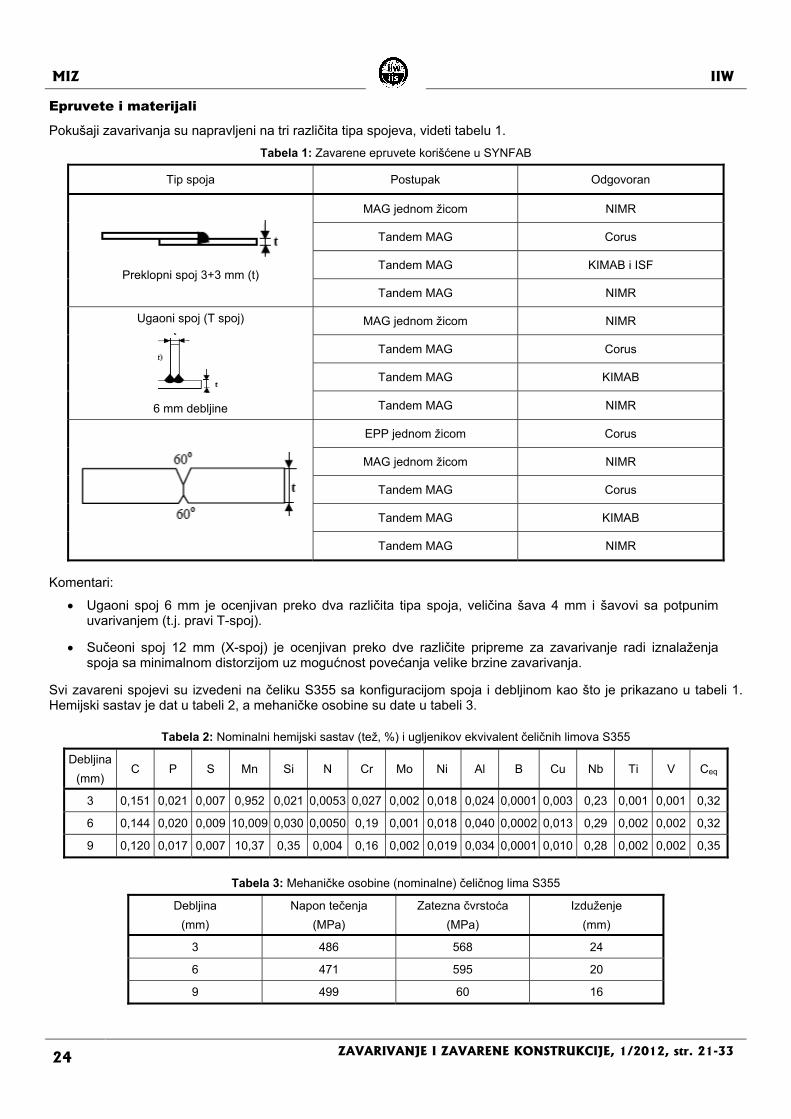
Pokušaji zavarivanja su napravljeni na tri različita tipa spojeva, videti tabelu 1.
Tabela 1: Zavarene epruvete korišćene u SYNFAB
Tip spoja Postupak Odgovoran
Preklopni spoj 3+3 mm (t)
MAG jednom žicom NIMR
Tandem MAG Corus
Tandem MAG KIMAB i ISF
Tandem MAG NIMR
Ugaoni spoj (T spoj)
6 mm debljine
MAG jednom žicom NIMR
Tandem MAG Corus
Tandem MAG KIMAB
Tandem MAG NIMR
EPP jednom žicom Corus
MAG jednom žicom NIMR
Tandem MAG Corus
Tandem MAG KIMAB
Tandem MAG NIMR
Komentari:
Ugaoni spoj 6 mm je ocenjivan preko dva različita tipa spoja, veličina šava 4 mm i šavovi sa potpunim uvarivanjem (t.j. pravi T-spoj).
Sučeoni spoj 12 mm (X-spoj) je ocenjivan preko dve različite pripreme za zavarivanje radi iznalaženja spoja sa minimalnom distorzijom uz mogućnost povećanja velike brzine zavarivanja.
Svi zavareni spojevi su izvedeni na čeliku S355 sa konfiguracijom spoja i debljinom kao što je prikazano u tabeli 1. Hemijski sastav je dat u tabeli 2, a mehaničke osobine su date u tabeli 3.
Tabela 2: Nominalni hemijski sastav (tež, %) i ugljenikov ekvivalent čeličnih limova S355
Debljina
(mm) C P S Mn Si N Cr Mo Ni Al B Cu Nb Ti V Ceq
3 0,151 0,021 0,007 0,952 0,021 0,0053 0,027 0,002 0,018 0,024 0,0001 0,003 0,23 0,001 0,001 0,32
6 0,144 0,020 0,009 10,009 0,030 0,0050 0,19 0,001 0,018 0,040 0,0002 0,013 0,29 0,002 0,002 0,32
9 0,120 0,017 0,007 10,37 0,35 0,004 0,16 0,002 0,019 0,034 0,0001 0,010 0,28 0,002 0,002 0,35
Tabela 3: Mehaničke osobine (nominalne) čeličnog lima S355
Debljina
(mm)
Napon tečenja
(MPa)
Zatezna čvrstoća
(MPa)
Izduženje
(mm)
3 486 568 24
6 471 595 20
9 499 60 16
MIZ IIW
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33 25
Korišćena je i za zavarivanje jednom žicom i za tandem, žica za MAG zavarivanje, prečnika 1.2 mm, komercijalne oznake ESAB Autrod 12.64 (prema AWSA5.18 ER70S-6/EN440 G4Si1) u mešavini zaštitnog gasa Ar +8%CO2 (Zaštitni gas je odabran posle inicijalnih pokušaja u KIMAB). Ovde su ocenjivane mešavine Ar i CO2 sastava između 98+2 i 80+20. Ustanovljeno je da je zaštitni gas sa dobrom stabilnošću za tandem-MIG/MAG zavarivanje, uz minimalno razbrizgavanje kapljica, sastava Ar+8% CO2).
Opšti pristup zavarivanju preklopnog spoja debljine 3 mm
Preklopni spojevi su optimalizovani uz maksimalizaciju brzine, ali uz dostizanje klase zavarenog spoja B (ISO 5817). Dok je potrebno relativno malo dodatnog materijala za popunu zapremine spoja, velika brzina je moguća pri umerenim (i sličnim) brzinama dodavanja žice. Glavna briga pri korišćenju velikih brzina je izbegavanje prokapina (smatra se defektom zavarenog spoja) i grbavosti (nejednolik navar). Generalno, moguće je povećati veliku brzinu opremom za tandem-MIG/MAG, ali je potrebno, ne samo raditi sa parametrima kao što je pulziranje struje, već i uglovima pištolja i pozicionianjem žice u spoju.
Opšti pristup zavarivanju ugaonog spoja debljine 6 mm
Ugaoni spoj od 6 mm može se optimalizovati na različite načine, praćene dubokim (ili potpunim) uvarivanjem ili velikom produktivnošću za određene veličine spoja. Inicijano, pokušaji su fokusirani na optimizaciju, praćenu potpunim uvarivanjem spoja (ukrsna mesta, t.j. pravi T-spoj ), praćeno maksimalnom brzinom zavarivanja za veličinu spoja od 4 mm i održavanje klase B zavarenog spoja. Radi postizanja dubokog uvarivanja zavarenog spoja, poželjno je korišćenje velikih jačina struje na najmanje jednoj elektrodi.
Opšti pristup zavarivanju X spoja debljine 12 mm
Sučeoni spoj od 12 mm sa X pripremom je inicijalno ocenjivan sa 3 mm ravnog dela žljeba i asimetričnim V žljebom (60 stepeni) na svakoj strani (3 i 6 mm debljine). Glavna zamisao je da ovaj spoj bude bez deformacije posle zavarivanja – toplotne distorzije iza svakog zavara treba da budu iste. Poželjne su velike jačine struje (kao i za ugaone spojeve). U pokušajima optimizacije, geometrija spoja je modifikovana da bi se smanjila distorzija zavarenog lima i poboljšale osobine procesa.
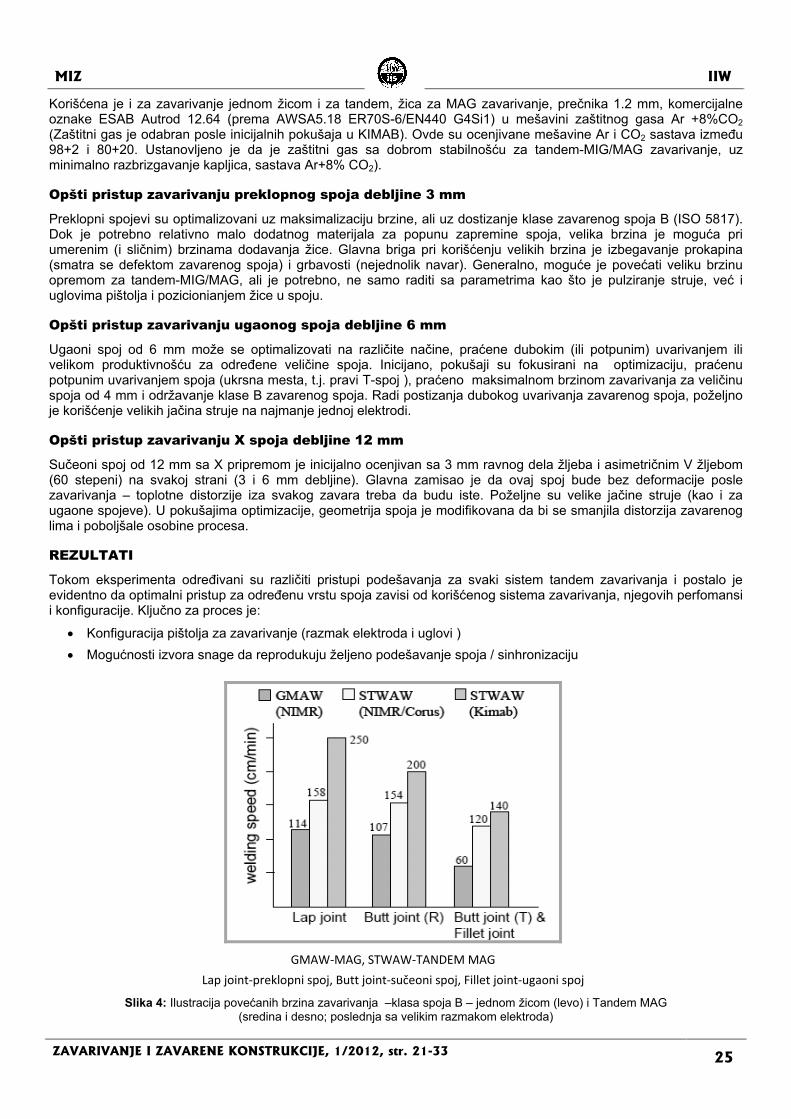
REZULTATI
Tokom eksperimenta određivani su različiti pristupi podešavanja za svaki sistem tandem zavarivanja i postalo je evidentno da optimalni pristup za određenu vrstu spoja zavisi od korišćenog sistema zavarivanja, njegovih perfomansi i konfiguracije. Ključno za proces je:
Konfiguracija pištolja za zavarivanje (razmak elektroda i uglovi )
Mogućnosti izvora snage da reprodukuju željeno podešavanje spoja / sinhronizaciju
GMAW‐MAG, STWAW‐TANDEM MAG
Lap joint‐preklopni spoj, Butt joint‐sučeoni spoj, Fillet joint‐ugaoni spoj
Slika 4: Ilustracija povećanih brzina zavarivanja –klasa spoja B – jednom žicom (levo) i Tandem MAG (sredina i desno; poslednja sa velikim razmakom elektroda)
MIZ IIW
26 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33
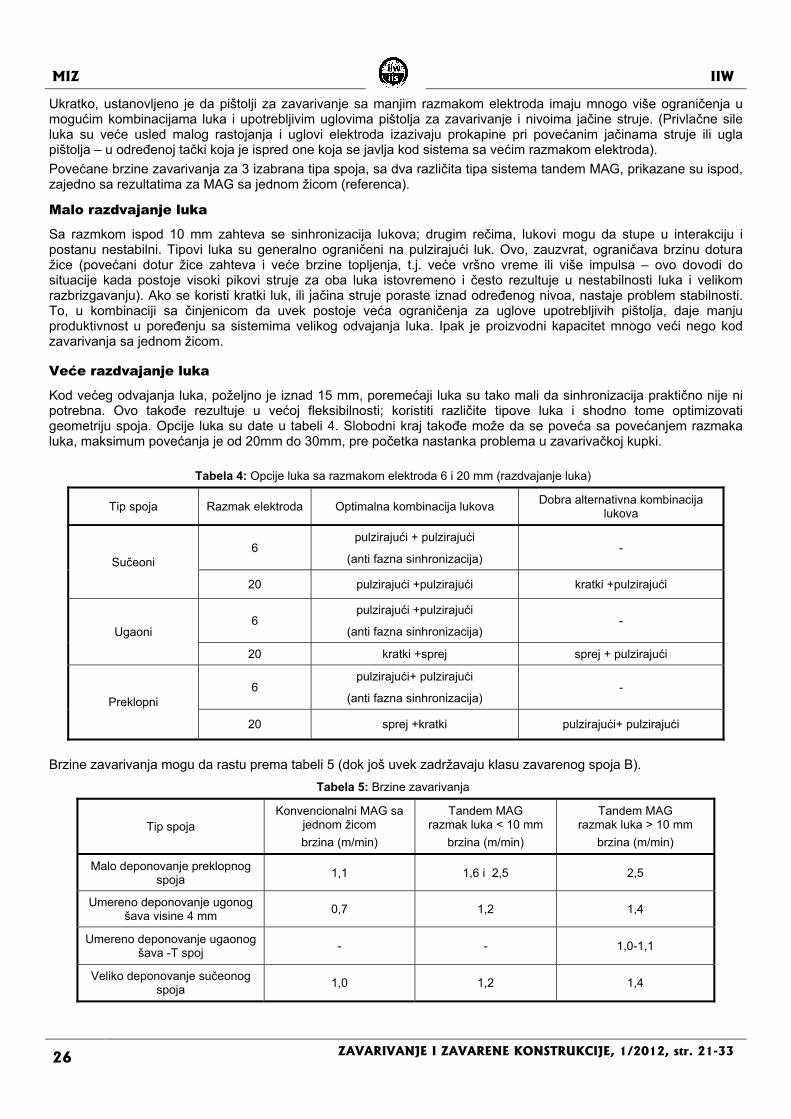
Ukratko, ustanovljeno je da pištolji za zavarivanje sa manjim razmakom elektroda imaju mnogo više ograničenja u mogućim kombinacijama luka i upotrebljivim uglovima pištolja za zavarivanje i nivoima jačine struje. (Privlačne sile luka su veće usled malog rastojanja i uglovi elektroda izazivaju prokapine pri povećanim jačinama struje ili ugla pištolja – u određenoj tački koja je ispred one koja se javlja kod sistema sa većim razmakom elektroda).
Povećane brzine zavarivanja za 3 izabrana tipa spoja, sa dva različita tipa sistema tandem MAG, prikazane su ispod, zajedno sa rezultatima za MAG sa jednom žicom (referenca).
Malo razdvajanje luka
Sa razmkom ispod 10 mm zahteva se sinhronizacija lukova; drugim rečima, lukovi mogu da stupe u interakciju i postanu nestabilni. Tipovi luka su generalno ograničeni na pulzirajući luk. Ovo, zauzvrat, ograničava brzinu dotura žice (povećani dotur žice zahteva i veće brzine topljenja, t.j. veće vršno vreme ili više impulsa – ovo dovodi do situacije kada postoje visoki pikovi struje za oba luka istovremeno i često rezultuje u nestabilnosti luka i velikom razbrizgavanju). Ako se koristi kratki luk, ili jačina struje poraste iznad određenog nivoa, nastaje problem stabilnosti. To, u kombinaciji sa činjenicom da uvek postoje veća ograničenja za uglove upotrebljivih pištolja, daje manju produktivnost u poređenju sa sistemima velikog odvajanja luka. Ipak je proizvodni kapacitet mnogo veći nego kod zavarivanja sa jednom žicom.
Veće razdvajanje luka
Kod većeg odvajanja luka, poželjno je iznad 15 mm, poremećaji luka su tako mali da sinhronizacija praktično nije ni potrebna. Ovo takođe rezultuje u većoj fleksibilnosti; koristiti različite tipove luka i shodno tome optimizovati geometriju spoja. Opcije luka su date u tabeli 4. Slobodni kraj takođe može da se poveća sa povećanjem razmaka luka, maksimum povećanja je od 20mm do 30mm, pre početka nastanka problema u zavarivačkoj kupki.
Tabela 4: Opcije luka sa razmakom elektroda 6 i 20 mm (razdvajanje luka)
Tip spoja Razmak elektroda Optimalna kombinacija lukova Dobra alternativna kombinacija
lukova
Sučeoni 6
pulzirajući + pulzirajući
(anti fazna sinhronizacija) -
20 pulzirajući +pulzirajući kratki +pulzirajući
Ugaoni 6
pulzirajući +pulzirajući
(anti fazna sinhronizacija) -
20 kratki +sprej sprej + pulzirajući
Preklopni 6
pulzirajući+ pulzirajući
(anti fazna sinhronizacija) -
20 sprej +kratki pulzirajući+ pulzirajući
Brzine zavarivanja mogu da rastu prema tabeli 5 (dok još uvek zadržavaju klasu zavarenog spoja B).
Tabela 5: Brzine zavarivanja
Tip spoja Konvencionalni MAG sa
jednom žicom
brzina (m/min)
Tandem MAG razmak luka < 10 mm
brzina (m/min)
Tandem MAG razmak luka > 10 mm
brzina (m/min)
Malo deponovanje preklopnog spoja
1,1 1,6 i 2,5 2,5
Umereno deponovanje ugonog šava visine 4 mm
0,7 1,2 1,4
Umereno deponovanje ugaonog šava -T spoj
- - 1,0-1,1
Veliko deponovanje sučeonog spoja
1,0 1,2 1,4
MIZ IIW
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33 27
Ovo je bio kratak zbir rezultata. Neki poprečni preseci spojeva su dole prikazani sa odgovarajućim komentarom rezultata.
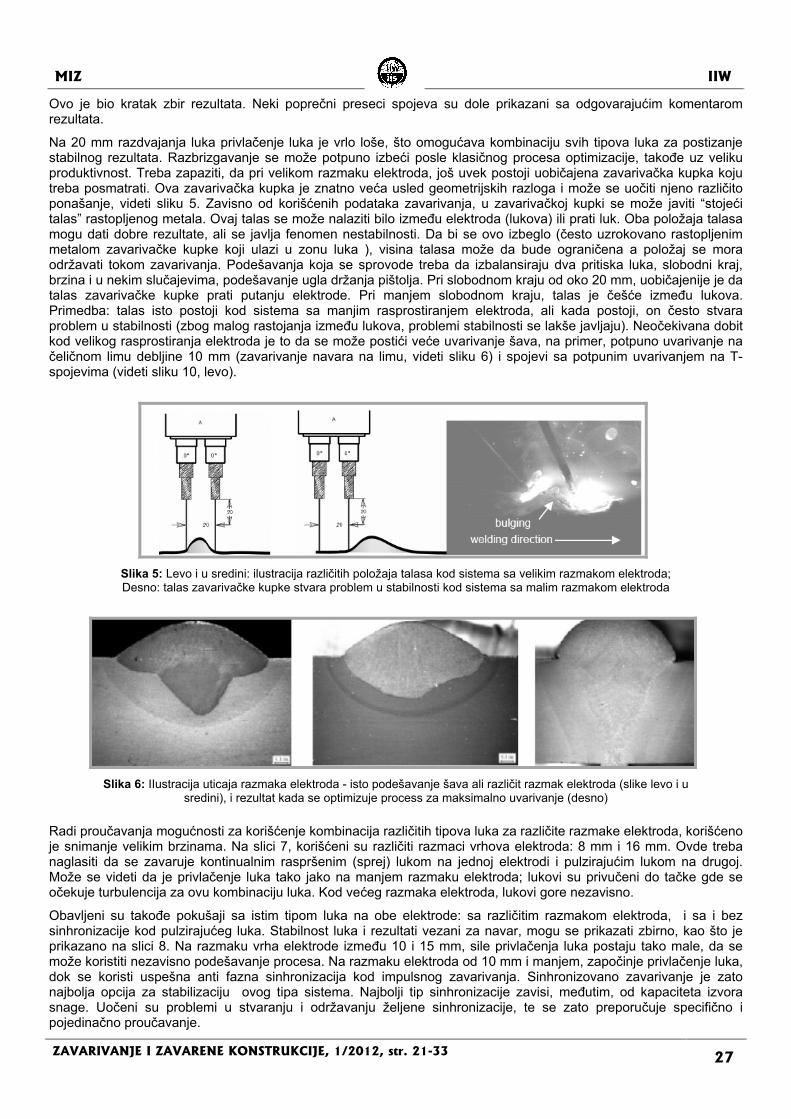
Na 20 mm razdvajanja luka privlačenje luka je vrlo loše, što omogućava kombinaciju svih tipova luka za postizanje stabilnog rezultata. Razbrizgavanje se može potpuno izbeći posle klasičnog procesa optimizacije, takođe uz veliku produktivnost. Treba zapaziti, da pri velikom razmaku elektroda, još uvek postoji uobičajena zavarivačka kupka koju treba posmatrati. Ova zavarivačka kupka je znatno veća usled geometrijskih razloga i može se uočiti njeno različito ponašanje, videti sliku 5. Zavisno od korišćenih podataka zavarivanja, u zavarivačkoj kupki se može javiti “stojeći talas” rastopljenog metala. Ovaj talas se može nalaziti bilo između elektroda (lukova) ili prati luk. Oba položaja talasa mogu dati dobre rezultate, ali se javlja fenomen nestabilnosti. Da bi se ovo izbeglo (često uzrokovano rastopljenim metalom zavarivačke kupke koji ulazi u zonu luka ), visina talasa može da bude ograničena a položaj se mora održavati tokom zavarivanja. Podešavanja koja se sprovode treba da izbalansiraju dva pritiska luka, slobodni kraj, brzina i u nekim slučajevima, podešavanje ugla držanja pištolja. Pri slobodnom kraju od oko 20 mm, uobičajenije je da talas zavarivačke kupke prati putanju elektrode. Pri manjem slobodnom kraju, talas je češće između lukova. Primedba: talas isto postoji kod sistema sa manjim rasprostiranjem elektroda, ali kada postoji, on često stvara problem u stabilnosti (zbog malog rastojanja između lukova, problemi stabilnosti se lakše javljaju). Neočekivana dobit kod velikog rasprostiranja elektroda je to da se može postići veće uvarivanje šava, na primer, potpuno uvarivanje na čeličnom limu debljine 10 mm (zavarivanje navara na limu, videti sliku 6) i spojevi sa potpunim uvarivanjem na T-spojevima (videti sliku 10, levo).
Slika 5: Levo i u sredini: ilustracija različitih položaja talasa kod sistema sa velikim razmakom elektroda; Desno: talas zavarivačke kupke stvara problem u stabilnosti kod sistema sa malim razmakom elektroda
Slika 6: IIustracija uticaja razmaka elektroda - isto podešavanje šava ali različit razmak elektroda (slike levo i u sredini), i rezultat kada se optimizuje process za maksimalno uvarivanje (desno)
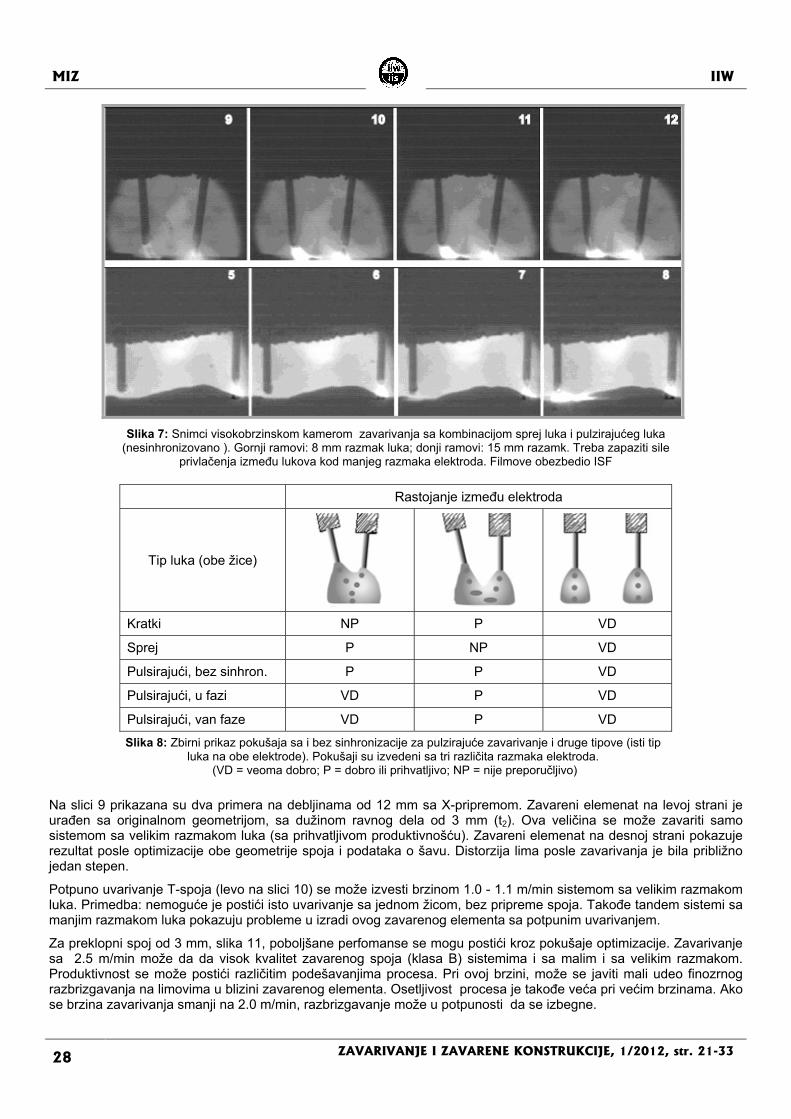
Radi proučavanja mogućnosti za korišćenje kombinacija različitih tipova luka za različite razmake elektroda, korišćeno je snimanje velikim brzinama. Na slici 7, korišćeni su različiti razmaci vrhova elektroda: 8 mm i 16 mm. Ovde treba naglasiti da se zavaruje kontinualnim raspršenim (sprej) lukom na jednoj elektrodi i pulzirajućim lukom na drugoj. Može se videti da je privlačenje luka tako jako na manjem razmaku elektroda; lukovi su privučeni do tačke gde se očekuje turbulencija za ovu kombinaciju luka. Kod većeg razmaka elektroda, lukovi gore nezavisno.
Obavljeni su takođe pokušaji sa istim tipom luka na obe elektrode: sa različitim razmakom elektroda, i sa i bez sinhronizacije kod pulzirajućeg luka. Stabilnost luka i rezultati vezani za navar, mogu se prikazati zbirno, kao što je prikazano na slici 8. Na razmaku vrha elektrode između 10 i 15 mm, sile privlačenja luka postaju tako male, da se može koristiti nezavisno podešavanje procesa. Na razmaku elektroda od 10 mm i manjem, započinje privlačenje luka, dok se koristi uspešna anti fazna sinhronizacija kod impulsnog zavarivanja. Sinhronizovano zavarivanje je zato najbolja opcija za stabilizaciju ovog tipa sistema. Najbolji tip sinhronizacije zavisi, međutim, od kapaciteta izvora snage. Uočeni su problemi u stvaranju i održavanju željene sinhronizacije, te se zato preporučuje specifično i pojedinačno proučavanje.
MIZ IIW
28 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33
Slika 7: Snimci visokobrzinskom kamerom zavarivanja sa kombinacijom sprej luka i pulzirajućeg luka (nesinhronizovano ). Gornji ramovi: 8 mm razmak luka; donji ramovi: 15 mm razamk. Treba zapaziti sile
privlačenja između lukova kod manjeg razmaka elektroda. Filmove obezbedio ISF
Rastojanje između elektroda
Tip luka (obe žice)
Kratki NP P VD
Sprej P NP VD
Pulsirajući, bez sinhron. P P VD
Pulsirajući, u fazi VD P VD
Pulsirajući, van faze VD P VD
Slika 8: Zbirni prikaz pokušaja sa i bez sinhronizacije za pulzirajuće zavarivanje i druge tipove (isti tip luka na obe elektrode). Pokušaji su izvedeni sa tri različita razmaka elektroda.
(VD = veoma dobro; P = dobro ili prihvatljivo; NP = nije preporučljivo)
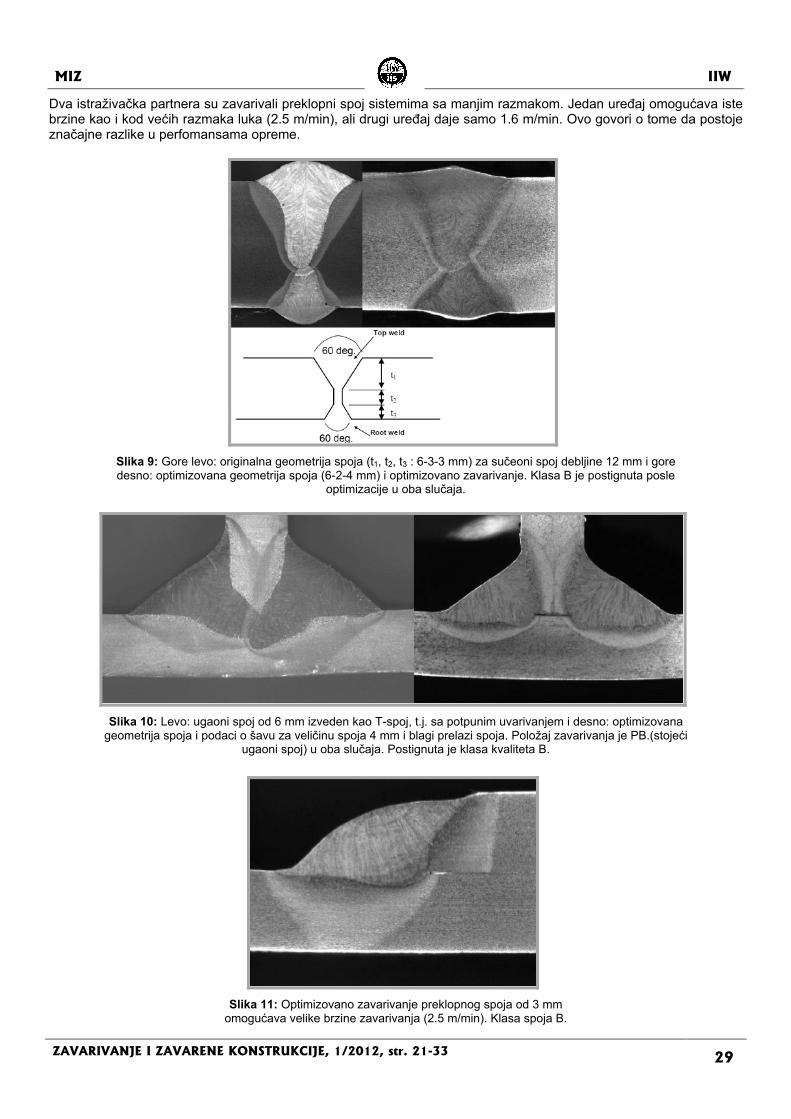
Na slici 9 prikazana su dva primera na debljinama od 12 mm sa X-pripremom. Zavareni elemenat na levoj strani je urađen sa originalnom geometrijom, sa dužinom ravnog dela od 3 mm (t2). Ova veličina se može zavariti samo sistemom sa velikim razmakom luka (sa prihvatljivom produktivnošću). Zavareni elemenat na desnoj strani pokazuje rezultat posle optimizacije obe geometrije spoja i podataka o šavu. Distorzija lima posle zavarivanja je bila približno jedan stepen.
Potpuno uvarivanje T-spoja (levo na slici 10) se može izvesti brzinom 1.0 - 1.1 m/min sistemom sa velikim razmakom luka. Primedba: nemoguće je postići isto uvarivanje sa jednom žicom, bez pripreme spoja. Takođe tandem sistemi sa manjim razmakom luka pokazuju probleme u izradi ovog zavarenog elementa sa potpunim uvarivanjem.
Za preklopni spoj od 3 mm, slika 11, poboljšane perfomanse se mogu postići kroz pokušaje optimizacije. Zavarivanje sa 2.5 m/min može da da visok kvalitet zavarenog spoja (klasa B) sistemima i sa malim i sa velikim razmakom. Produktivnost se može postići različitim podešavanjima procesa. Pri ovoj brzini, može se javiti mali udeo finozrnog razbrizgavanja na limovima u blizini zavarenog elementa. Osetljivost procesa je takođe veća pri većim brzinama. Ako se brzina zavarivanja smanji na 2.0 m/min, razbrizgavanje može u potpunosti da se izbegne.
MIZ IIW
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33 29
Dva istraživačka partnera su zavarivali preklopni spoj sistemima sa manjim razmakom. Jedan uređaj omogućava iste brzine kao i kod većih razmaka luka (2.5 m/min), ali drugi uređaj daje samo 1.6 m/min. Ovo govori o tome da postoje značajne razlike u perfomansama opreme.
Slika 9: Gore levo: originalna geometrija spoja (t1, t2, t3 : 6-3-3 mm) za sučeoni spoj debljine 12 mm i gore desno: optimizovana geometrija spoja (6-2-4 mm) i optimizovano zavarivanje. Klasa B je postignuta posle
optimizacije u oba slučaja.
Slika 10: Levo: ugaoni spoj od 6 mm izveden kao T-spoj, t.j. sa potpunim uvarivanjem i desno: optimizovana geometrija spoja i podaci o šavu za veličinu spoja 4 mm i blagi prelazi spoja. Položaj zavarivanja je PB.(stojeći
ugaoni spoj) u oba slučaja. Postignuta je klasa kvaliteta B.
Slika 11: Optimizovano zavarivanje preklopnog spoja od 3 mm omogućava velike brzine zavarivanja (2.5 m/min). Klasa spoja B.
MIZ IIW
30 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33
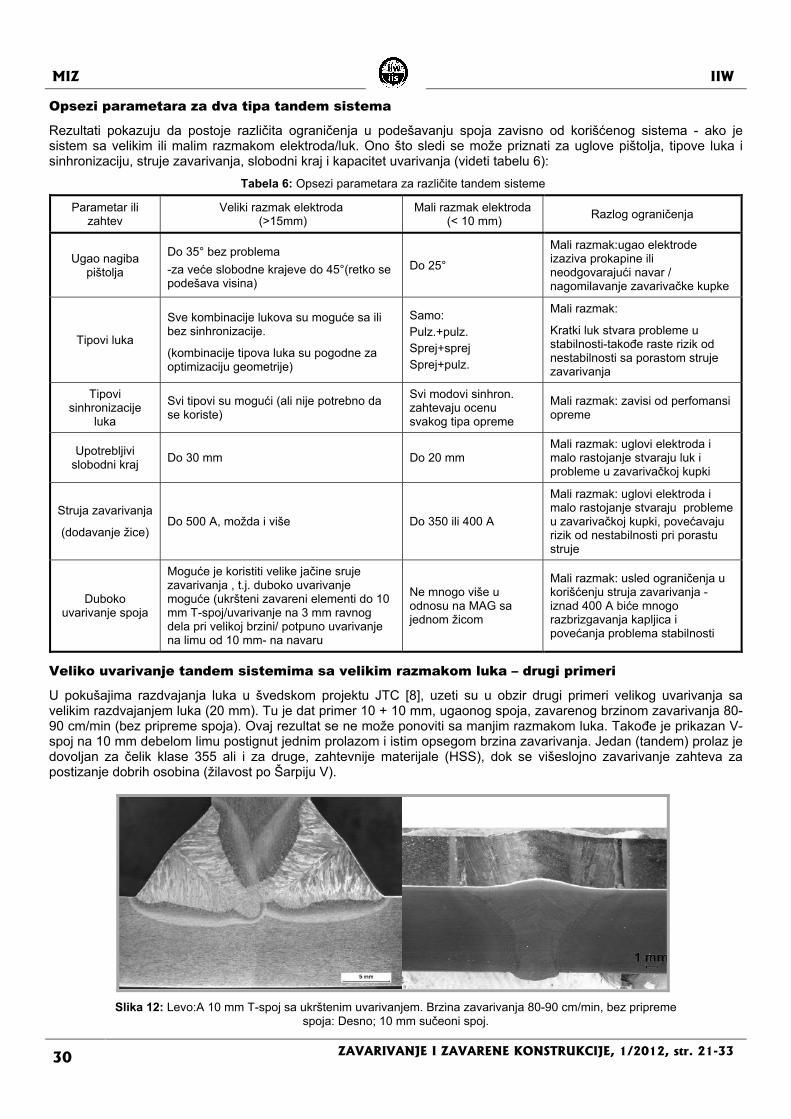
Opsezi parametara za dva tipa tandem sistema
Rezultati pokazuju da postoje različita ograničenja u podešavanju spoja zavisno od korišćenog sistema - ako je sistem sa velikim ili malim razmakom elektroda/luk. Ono što sledi se može priznati za uglove pištolja, tipove luka i sinhronizaciju, struje zavarivanja, slobodni kraj i kapacitet uvarivanja (videti tabelu 6):
Tabela 6: Opsezi parametara za različite tandem sisteme
Parametar ili zahtev
Veliki razmak elektroda (>15mm)
Mali razmak elektroda (< 10 mm)
Razlog ograničenja
Ugao nagiba pištolja
Do 35° bez problema
-za veće slobodne krajeve do 45°(retko se podešava visina)
Do 25°
Mali razmak:ugao elektrode izaziva prokapine ili neodgovarajući navar / nagomilavanje zavarivačke kupke
Tipovi luka
Sve kombinacije lukova su moguće sa ili bez sinhronizacije.
(kombinacije tipova luka su pogodne za optimizaciju geometrije)
Samo: Pulz.+pulz. Sprej+sprej Sprej+pulz.
Mali razmak:
Kratki luk stvara probleme u stabilnosti-takođe raste rizik od nestabilnosti sa porastom struje zavarivanja
Tipovi sinhronizacije
luka
Svi tipovi su mogući (ali nije potrebno da se koriste)
Svi modovi sinhron. zahtevaju ocenu svakog tipa opreme
Mali razmak: zavisi od perfomansi opreme
Upotrebljivi slobodni kraj
Do 30 mm Do 20 mm Mali razmak: uglovi elektroda i malo rastojanje stvaraju luk i probleme u zavarivačkoj kupki
Struja zavarivanja
(dodavanje žice) Do 500 A, možda i više Do 350 ili 400 A
Mali razmak: uglovi elektroda i malo rastojanje stvaraju probleme u zavarivačkoj kupki, povećavaju rizik od nestabilnosti pri porastu struje
Duboko uvarivanje spoja
Moguće je koristiti velike jačine sruje zavarivanja , t.j. duboko uvarivanje moguće (ukršteni zavareni elementi do 10 mm T-spoj/uvarivanje na 3 mm ravnog dela pri velikoj brzini/ potpuno uvarivanje na limu od 10 mm- na navaru
Ne mnogo više u odnosu na MAG sa jednom žicom
Mali razmak: usled ograničenja u korišćenju struja zavarivanja - iznad 400 A biće mnogo razbrizgavanja kapljica i povećanja problema stabilnosti
Veliko uvarivanje tandem sistemima sa velikim razmakom luka – drugi primeri
U pokušajima razdvajanja luka u švedskom projektu JTC [8], uzeti su u obzir drugi primeri velikog uvarivanja sa velikim razdvajanjem luka (20 mm). Tu je dat primer 10 + 10 mm, ugaonog spoja, zavarenog brzinom zavarivanja 80-90 cm/min (bez pripreme spoja). Ovaj rezultat se ne može ponoviti sa manjim razmakom luka. Takođe je prikazan V-spoj na 10 mm debelom limu postignut jednim prolazom i istim opsegom brzina zavarivanja. Jedan (tandem) prolaz je dovoljan za čelik klase 355 ali i za druge, zahtevnije materijale (HSS), dok se višeslojno zavarivanje zahteva za postizanje dobrih osobina (žilavost po Šarpiju V).
Slika 12: Levo:A 10 mm T-spoj sa ukrštenim uvarivanjem. Brzina zavarivanja 80-90 cm/min, bez pripreme spoja: Desno; 10 mm sučeoni spoj.
MIZ IIW
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33 31
DISKUSIJA
Evidentno je da veće razdvajanje luka daje veće uvarivanje usled većih jačina struje sa održavanjem stabilnosti ali je moguće, i da je zbog dodatnog uticaja zavarivačke kupke (mešanje i kretanje u većoj zavarivačkoj kupki). Ovo, međutim, zahteva da bude verifikovano simulacijom zavarivačke kupke ili snimanjem velikom brzinom X zracima sa dodatkom čestica volframa u zavarivačku kupku. Kod sistema sa velikim razdvajanjem, zavareni elementi sa dubokim uvarivanjem uz minimum dodatne toplote, može se javiti, na primer, usled sile kratkog luka, veće dodavanje žice (jačina struje) pri malom podešavanju napona (označava se kao jaki kratki luk ili brzi luk) na prvoj elektrodi i korišćenju pulzirajućeg ili sprej luka na drugoj elektrodi.
Primedba: uzorci su takođe sa uspehom urađeni sa duplim brzim lukom, t.j. jakim kratkim lukom na obe elektrode.
Ovo je bilo uspešno kada je jačina struje zavarivanja bila bliska limitima izvora snage, oko 500 A. (Nešto slabiji izvor je izuzet kao izvor kratkog luka što je omogućilo rad procesa.) Ovo je primenjeno na V-spojevima debljina između 6 i 12 mm.
Oba tipa sistema tandem-MIG/MAG zavarivanja imaju velike prednosti u odnosu na jednu žicu zbog velikog utcaja na produktivnost uz održavanje kvalieta spoja. Ali oba tipa zahtevaju dosta učenja i kontrole u odnosu na zavarivanje jednom žicom. Sistemi sa manjim razmakom elekroda imaju više parametara koje treba podešavati i unapređeniji sistem kontrole kojim se mora rukovati.
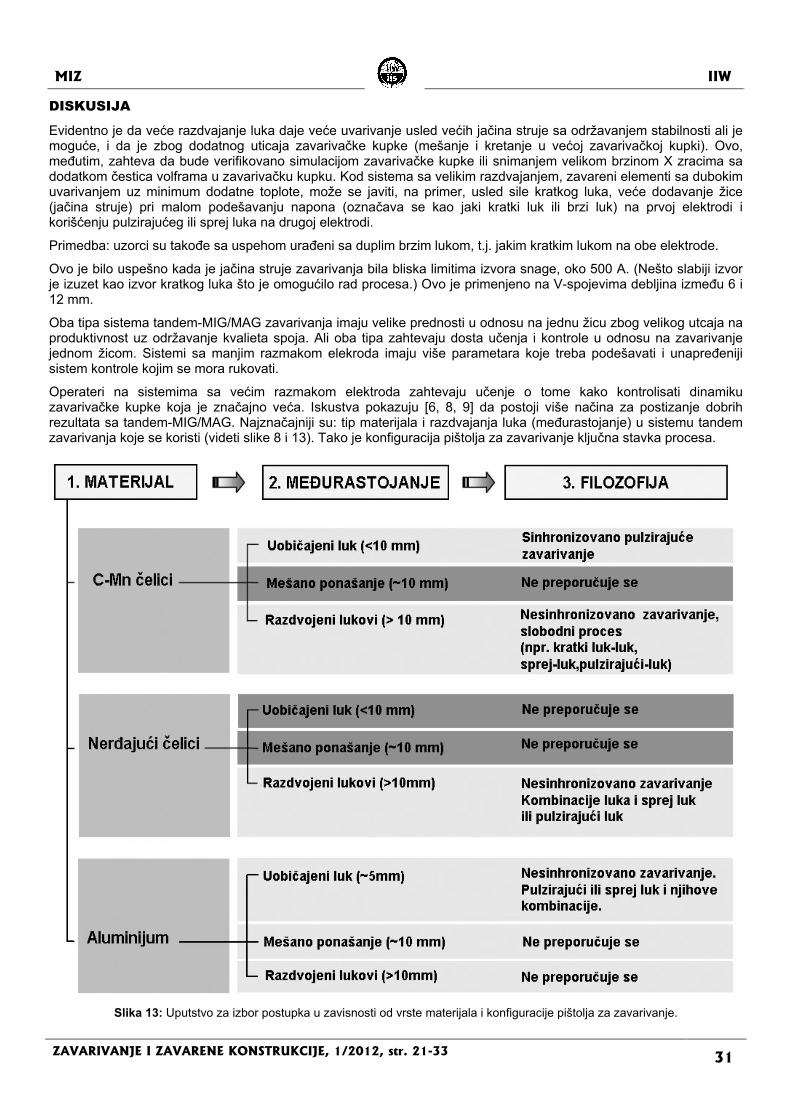
Operateri na sistemima sa većim razmakom elektroda zahtevaju učenje o tome kako kontrolisati dinamiku zavarivačke kupke koja je značajno veća. Iskustva pokazuju [6, 8, 9] da postoji više načina za postizanje dobrih rezultata sa tandem-MIG/MAG. Najznačajniji su: tip materijala i razdvajanja luka (međurastojanje) u sistemu tandem zavarivanja koje se koristi (videti slike 8 i 13). Tako je konfiguracija pištolja za zavarivanje ključna stavka procesa.
Slika 13: Uputstvo za izbor postupka u zavisnosti od vrste materijala i konfiguracije pištolja za zavarivanje.
MIZ IIW
32 ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33
ZAKLJUČCI
Ocenjivani su različiti tipovi opreme za tandem MAG zavarivanje. Rezultati pokazuju velike koristi od tandem MAG sistema u poređenju sa MAG zavarivanjem jednom žicom, u produktivnosti i troškovima .
Sistemi kontrole kod tandem izvora snage rade nezavisno i rezulat zavarivanja je i odvojena mogućnost procesa da se podešava sam po sebi, zavisno od performansi izvora snage da stvore i održavaju željeno podešavanje i ponašanje (tip sinhronizacije, na primer).
Rezulati pokazuju da se sistemi tandem MAG zavarivanja mogu podeliti na dve grupe, sisteme sa većim i manjim razmakom luka (elektrode). Sistemi sa većim razmakom mogu da menjaju performanse zavarivanja vezano za uvarivanje spoja i produktivnost. Troškovi opreme se mogu smanjiti a i broj parametara procesa. Konfiguracija pištolja za zavarivanje je vrlo značajan ključ za proces.
Prenosivost podataka o spoju između različitih tipova opreme za tandem MAG zavarivanje je mala. Zato ne postoje generički podaci koji se mogu dati kao preporuka za spoj.
Postoje dva fundamentalna mehanizma stabilnosti kod tandem-MIG/MAG zavarivanja: interakcija luka i dinamika zavarivačke kupke. Interakcije procesa su proučavane kao i različito ponašanje procesa koje je povezano sa različitim konfiguaracijama sistema.
Dinamika zavarivačke kupke može se definisati kao oblik tečne zavarivačke kupke. Talas, koji se stvara pri zavarivanju, može biti prateći talas (stacionarno stanje ispred pratećeg luka), stojeći talas (stacionarno stanje između lukova) ili talas pod pritiskom (guran prema vodećem luku). Pri razmaku luka 8-11 mm i većim razmacima luka sa dugačkim slobodnim krajem (20mm i više), talas je obično zaostajući talas. Pri većim razmacima luka sa manjim slobodnim krajem, uobičajeniji je stojeći talas. Odražavanje talasa u stacionarnom stanju i sa ograničenom visinom je poželjno za stabilan proces i visok kvalitet spoja - i prateći talas i talas između lukova mogu dati dobre rezultate.
Sistemi sa manjim razmakom elektroda (6-8 mm sa slobodnim krajem od 20mm) daju najbolje rezultate uz sinhonizovano pulziranje. Tip sinhronizacije koji je poželjan, međutim, zavisi od korišćenog sistema i aktuelne primene. Treba naglasiti da kod jednofazne sinhronizacije postoji tendencija povećanja širine i smanjenja dubine spoja, u poređenju sa anti-faznom sinhronizacijom.
Sistemi sa manjim razmakom elektroda često imaju elektrode postavljene pod uglom u gorioniku. Ovo izaziva neka ograničenja: slobodni kraj i razmak elektrode postaju zavisni parametri i mogućnosti naginjanja gorionika su znatno manje (oko 250 je maksimalni ugao kod ovih sistema).
Sistemi sa pulzirajućom strujom mogu da koriste različite načine kontrole (U/I ili I/I). U projektima su bolji i stabilniji rezultati postignuti sa kontrolom U/I za 2 izvora snage. Treći koriste I/I – sa dobrim performansama, t.j. kao bolja preporuka je bez kontole – performanse treba ocenjivati kod svakog izvora snage.
Sistemi sa većim razmakom luka (elektrode) (15-20 mm i slobodnim krajem od 20 mm) ne zahtevaju sinhronizaciju impulsa. Svi tipovi luka i kombinacije luka se mogu koristiti uz dobre rezultate, koji doprinose mogućnostima optimizacije geometrije spoja i povećanju produktivnosti.
Klasa spoja B, prema ISO 5817 može se postići uz visoku produktivnost i kvalitet kod preklopnih, ugaonih i sučeonih spojeva. Sistemi sa većim razmakom luka (elektrode) (15-20 mm sa slobodnim krajem od 20 mm) imaju veći potencijal uvarivanja nego drugi sistemi tandem MAG zavarivanja. Podatke o spoju treba optimizovati preko proba na spojevima, a ne na navarima, jer se process i ponašanje zavarivačke kupke moraju proučiti na stvarnoj konfiguraciji spoja.
Zahvalnost
‘SYNFAB’ je finansijski potpomognut preko RFCS/TGS7 ‘Optimizovani tandem’ koji su podržale kompanije-članice programa-Joining Technology Centre u KIMAB (Corrosion and Metals Research Institute, www.kimab.com).
Te kompanije su : AGA/Linde Gas, ESAB, Jernkontoret ( švesko udruženje proizvođača čelika), Gestamp Hardtech, Outokumpu Stainless, Sandvik Materials Technology, SAPA, Scania, SSAB Tunnplåt, Avesta Welding, the Swedish Welding Commission, Volvo Cars i Volvo Trucks. Sponzorima, partnerima na istraživanju u SYNFAB, kao i članovima svih istraživačkih komisija izražavamo veliku zahvalnost.
MIZ IIW
ZAVARIVANJE I ZAVARENE KONSTRUKCIJE, 1/2012, str. 21-33 33
LITERATURA
[1] J. Platz, Double wire technique increases MAG welding rates, Maschinenmarkt (Germany). Vol. 101, no. 41, pp. 44-46. 9 Oct. 1995.
[2] U. Dilthey, U. Reisgen, and H. Bachem, Increased productivity as a result of higher deposition rate and higher welding speed by using two-wire-GMAW processes, 3’rd European conf. on joining technology, Eurojoin 3, 1998.
[3] D. Savu, Electromagnetic interactions in two wires MIG/MAG welding, IIW Doc. 212944-99, 1999.
[4] S. Goecke, et al. Tandem-MIG/MAG welding, Svetsaren, 2001.
[5] T. Ueyama, et al., High speed welding of steel sheets by the tandem pulsed, Guide book V: High productivity welding process, 2004.
[6] J Hedegård, J Andersson, E Tolf, K Weman, M Lundin, Enhanced prospects for Tandem-MIG/MAG welding, IIW-Doc. XII-1808-04, 2004.
[7] T. Ueyama, T. Ohnawa, M. Tanaka, and K. Nakata. High Speed Tandem Pulsed GMA Welding of Steel Sheets, IIW-Doc. XII-1867-05, 2005
[8] J Andersson, J Hedegård, E Tolf, Tandem MIG/MAG welding, experiences from optimisation of the process, IM-2005-127, KIMAB, Stockholm, 2005.
[9] J Andersson, E Tolf, J Hedegård, The fundamental stability mechanisms in Tandem MIG/MAG welding, and how to perform implementation, IIW-Doc. XII-1895-06, 2006.
[10] BYB Yudodibroto, MJM Hermans, IM Richardson, The influence of Pulse Synchronisation on the Process Stability during Tandem Wire Arc Welding, IIW-Doc. XII-1910-06, 2006.
[11] J Hedegard, E Tolf, J Andersson, BYB Yudodibroto, F Höcker, SYNFAB Project Final Report Work Package 1 (Process interactions), 2006.
[12] AM Thompson, M Fersini, J Dos Santos, J Hedegard, U Dilthey, IM Richardson, D Yapp, SYNFAB: Improving the competitiveness of the European steel fabrication industry using synchronised tandem wire welding technology, Final Report, RFCS TGS7, 2006.
PANON VAGON d.o.o
Majšanski put br. 51 24000 Subotica, Srbija
Tel: +381 24 577 530 Fax: +381 24 577 525
E-mail: [email protected]
"PANON VAGON " d.o.o, osnovan 2004 godine, pruža kvalitetne usluge obezbeđenja
proizvodnje, rekonstrukcije, remonta / popravke železničkih teretnih kola i prodaje rezervnih delova za teretna kola.


















