
STUDY ON PROPERTIES OF TRI BLOCK MASONRY
16
STUDY ON PROPERTIES OF TRI BLOCK MASONRY S.Jayakumar #1 , R.Moosikkeeran #2 , R.Patchaiappan #3 , Kona Veera Venkata Arjuna Ravi Tej #4 , P.Prabu #5 # 1 Professor in Civil Engineering, # 2-5 Final year students, Department Of Civil Engineering Sri Manakula Vinayagar Engineering College Madagadipet, Puducherry-605107 1 [email protected], 2 [email protected], 3 [email protected] 4 [email protected] 5 [email protected] Abstract— A Brick is a construction material used to make walls, pavements and other related elements in masonry construction. Brick is one of the oldest construction material has its origin in making great pyramid of Giza at 2500 BC. Starting from olden days till now more than thousand varieties of brick where made altering its size, material and manufacturing process without altering in structure. In our studies we have altered the shape of brick from rectangle to triangle by providing an interlocking pattern. In the triangular structure, any of the light weight concrete material [AAC, CLC] can be used. However in the present study we have developed a new lightweight concrete mix replacing completely the fine aggregate with M-sand, coarse aggregate with Iron slag and also cement with addition of certain percentage of photo-catalyst. This triangular blocks will be a new innovative eco-friendly light weight block, it provides aesthetic appearance, and also decreases the dead load with remarkable self –cleaning effect. Keywords—Triangular, Interlocking, Self-cleaning, Light Weight, M-sand –Manufactured sand. I. INTRODUCTION The Red brick is the predominant construction material in our country, however there is a vast emission of Co2 in production of it. However the need for the bricks cannot be neglected and this paved way for innovation of new type of bricks. Even though a vast varieties of bricks where developed there is no change in shape and aesthetics of the block. Adding to it the TRIBLOCK is made to satisfy the need and above given requirements and it is named as tri block due to its Triangular shape. The history behind this concept was interlocking is simply a mechanism of locking two or more objects or substances such that they were tightly held together Mortarless technology is directly associated with interlocking bricks, so the two terms will be unchanged. In the pre historic period ancient romans was the one who used interlocking bricks for the purpose of pavement in their road construction at first they used stones later it was replaced by bricks. The big temple in India termed as Brihadeeswarar temple located in Tamilnadu is an evident of interlocking work however bricks were not used in the structure, it is a great as evident of majestic work of interlocking work. In 19th century interlocking bricks where made in industry for the welfare of children to improve their skills .the basic mechanism in those bricks is to improve the creativity skills this also imparted keen interest of students towards engineering and architecture. At later stage this paved way for production of interlocking blocks made of stabilized soil, burnt clay and even in some other material which was then spread over wider regions across the world. Mortarless brick construction is commonly done at employing interlocking bricks, is growing in high rate. A mortarless interlocking masonry system consists of concrete interlocking blocks that are laid dry arrangements or with minimum mortar slurry in a stretcher bond in a wall. In a mortarless masonry system blocks are used to interlock and to provide leveling and alignment. These systems could be used to construct strong, durable, and cost-effective buildings. As per the requirement of IS 4326:1993 3 (Indian Standard for Earthquake Resistant Design and Construction of Building – Code of Practice), a thin mortar of the specified type can be used even in these interlocking types of the blocks. Due to the ultraviolet radiation from the sunlight decomposes many organic pollutants at a slow rate and this is a natural process. Buildings and other concrete structures are generally exposed to many organic contaminants which include NOX, SOX, and COX. Smog a mixture of fog and smoke in air, generally accounts of smoke and SO2 which is a key constituent of air pollution major amount of it is produced by automobiles. Those components such as NOX, SOX, and COX makes the building dirty and also make the quality of air unfit to breathe. For these reasons smog is identified as a harmful one in order to compact the effect of smog the only tool to reduce the smog is to reduce the pollution by vehicles but usage of vehicles cannot be disturbed. In order to counter act those effects photocatalystic materials were discovered some of the photo-catalytic include TiO2, ZnO etc. These photocatalystic substances are added to the surface of concrete thus which then reacts with the pollution causing agents and reduce the effect of those pollutants thus after the reaction the photocatalyst break down as oxygen, carbon The International journal of analytical and experimental modal analysis Volume XII, Issue V, May/2020 ISSN NO:0886-9367 Page No:1401
Transcript of STUDY ON PROPERTIES OF TRI BLOCK MASONRY

STUDY ON PROPERTIES OF TRI BLOCK
MASONRY
S.Jayakumar#1, R.Moosikkeeran#2, R.Patchaiappan#3, Kona Veera Venkata Arjuna Ravi Tej#4, P.Prabu#5
#1Professor in Civil Engineering,
#2-5Final year students, Department Of Civil Engineering
Sri Manakula Vinayagar Engineering College
Madagadipet, Puducherry-605107 1 [email protected],
[email protected], [email protected]
[email protected] [email protected]
Abstract— A Brick is a construction material used to make walls, pavements and other related elements in masonry construction. Brick
is one of the oldest construction material has its origin in making great pyramid of Giza at 2500 BC. Starting from olden days till now
more than thousand varieties of brick where made altering its size, material and manufacturing process without altering in structure. In
our studies we have altered the shape of brick from rectangle to triangle by providing an interlocking pattern. In the triangular structure,
any of the light weight concrete material [AAC, CLC] can be used. However in the present study we have developed a new lightweight
concrete mix replacing completely the fine aggregate with M-sand, coarse aggregate with Iron slag and also cement with addition of
certain percentage of photo-catalyst. This triangular blocks will be a new innovative eco-friendly light weight block, it provides aesthetic
appearance, and also decreases the dead load with remarkable self –cleaning effect.
Keywords—Triangular, Interlocking, Self-cleaning, Light Weight, M-sand –Manufactured sand.
I. INTRODUCTION
The Red brick is the predominant construction material in our country, however there is a vast emission of Co2 in production of it. However
the need for the bricks cannot be neglected and this paved way for innovation of new type of bricks. Even though a vast varieties of bricks
where developed there is no change in shape and aesthetics of the block. Adding to it the TRIBLOCK is made to satisfy the need and above
given requirements and it is named as tri block due to its Triangular shape. The history behind this concept was interlocking is simply a
mechanism of locking two or more objects or substances such that they were tightly held together Mortarless technology is directly associated
with interlocking bricks, so the two terms will be unchanged. In the pre historic period ancient romans was the one who used interlocking
bricks for the purpose of pavement in their road construction at first they used stones later it was replaced by bricks. The big temple in India
termed as Brihadeeswarar temple located in Tamilnadu is an evident of interlocking work however bricks were not used in the structure, it
is a great as evident of majestic work of interlocking work. In 19th century interlocking bricks where made in industry for the welfare of
children to improve their skills .the basic mechanism in those bricks is to improve the creativity skills this also imparted keen interest of
students towards engineering and architecture. At later stage this paved way for production of interlocking blocks made of stabilized soil,
burnt clay and even in some other material which was then spread over wider regions across the world. Mortarless brick construction is
commonly done at employing interlocking bricks, is growing in high rate. A mortarless interlocking masonry system consists of concrete
interlocking blocks that are laid dry arrangements or with minimum mortar slurry in a stretcher bond in a wall. In a mortarless masonry
system blocks are used to interlock and to provide leveling and alignment. These systems could be used to construct strong, durable, and
cost-effective buildings. As per the requirement of IS 4326:1993 3 (Indian Standard for Earthquake Resistant Design and Construction of
Building – Code of Practice), a thin mortar of the specified type can be used even in these interlocking types of the blocks. Due to the
ultraviolet radiation from the sunlight decomposes many organic pollutants at a slow rate and this is a natural process. Buildings and other
concrete structures are generally exposed to many organic contaminants which include NOX, SOX, and COX. Smog a mixture of fog and
smoke in air, generally accounts of smoke and SO2 which is a key constituent of air pollution major amount of it is produced by automobiles.
Those components such as NOX, SOX, and COX makes the building dirty and also make the quality of air unfit to breathe. For these reasons
smog is identified as a harmful one in order to compact the effect of smog the only tool to reduce the smog is to reduce the pollution by
vehicles but usage of vehicles cannot be disturbed. In order to counter act those effects photocatalystic materials were discovered some of
the photo-catalytic include TiO2, ZnO etc. These photocatalystic substances are added to the surface of concrete thus which then reacts with
the pollution causing agents and reduce the effect of those pollutants thus after the reaction the photocatalyst break down as oxygen, carbon
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1401
Dioxide, water, Sulphate, nitrate and some other molecules. These photocatalyst are added to the concrete at a required quantity thus giving
the self-cleaning effect everlasting till the structure exist
II. SCOPE OF PROJECT
The main aim of the project is to alter the shape of block from rectangle to triangle. To reduce the mortar consumption by introducing an
interlocking pattern .To develop a light weight eco-friendly material and to reduce the time for construction and to reduce the pollution.
III. MATERIALS AND METHODS
The materials that are used for the concept are Ordinary Portland cement of 53 grade with a specific gravity of 3.15 with initial and final
setting times of 52 minutes and 600 minutes respectively. Manufactured sand (M Sand) passing through IS 4.75mm sieve with specific
gravity 2.5 and . Iron slag is used as a coarse aggregate passing , which is a by-product of iron and steel manufacturing industry was sieved
through IS 20mm sieve , with specific gravity 2.0 and a unit weight of 1350 Kg/m3 is used. For our project in order to maintain workability
and strength classic super flow superplasticizer is used. Thus for self cleaning effect photocatalystic substance titanium dioxide is used.
A. Methodology:
Initially the Interlocking Brick Pattern is designed, and suitable moulds for the brick are made. After the attaining of good mould condition
by trial and error methods, concrete of grade M30 and M10 are used. Then the specimen is tested after 7 and 28 days.
IV. DESIGN AND SPECIMEN CASTING
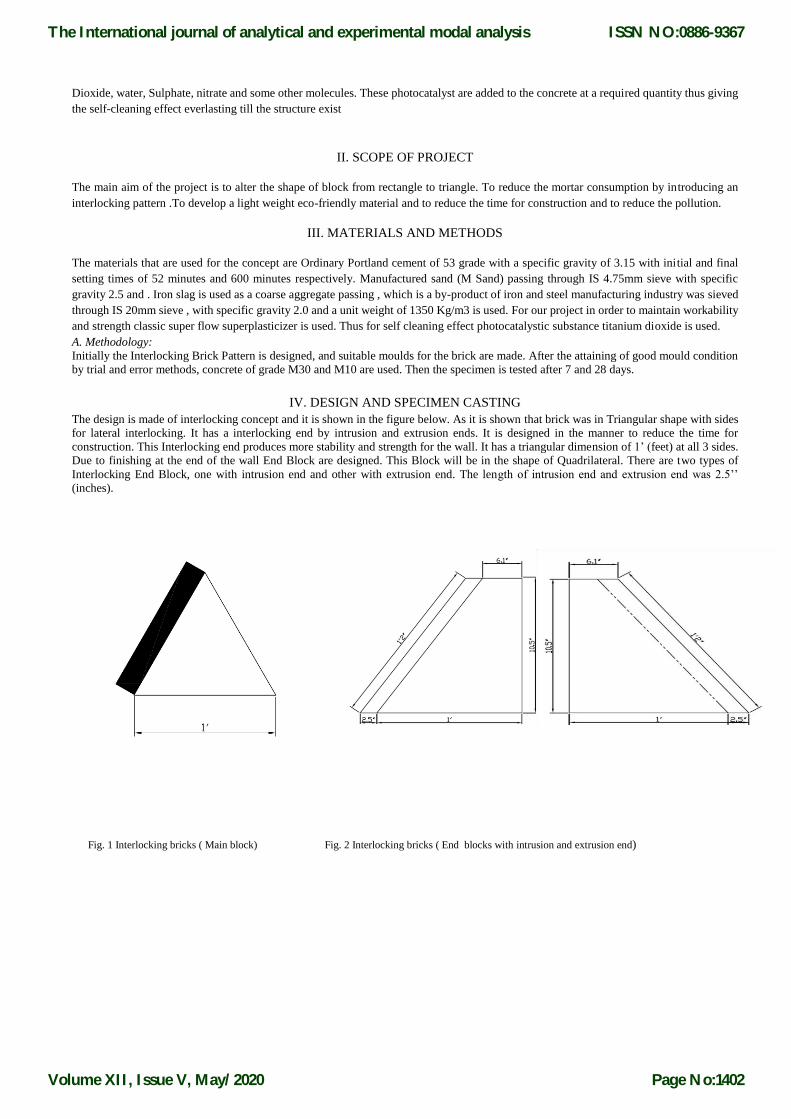
The design is made of interlocking concept and it is shown in the figure below. As it is shown that brick was in Triangular shape with sides
for lateral interlocking. It has a interlocking end by intrusion and extrusion ends. It is designed in the manner to reduce the time for
construction. This Interlocking end produces more stability and strength for the wall. It has a triangular dimension of 1’ (feet) at all 3 sides.
Due to finishing at the end of the wall End Block are designed. This Block will be in the shape of Quadrilateral. There are two types of
Interlocking End Block, one with intrusion end and other with extrusion end. The length of intrusion end and extrusion end was 2.5’’
(inches).
Fig. 1 Interlocking bricks ( Main block) Fig. 2 Interlocking bricks ( End blocks with intrusion and extrusion end)
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1402
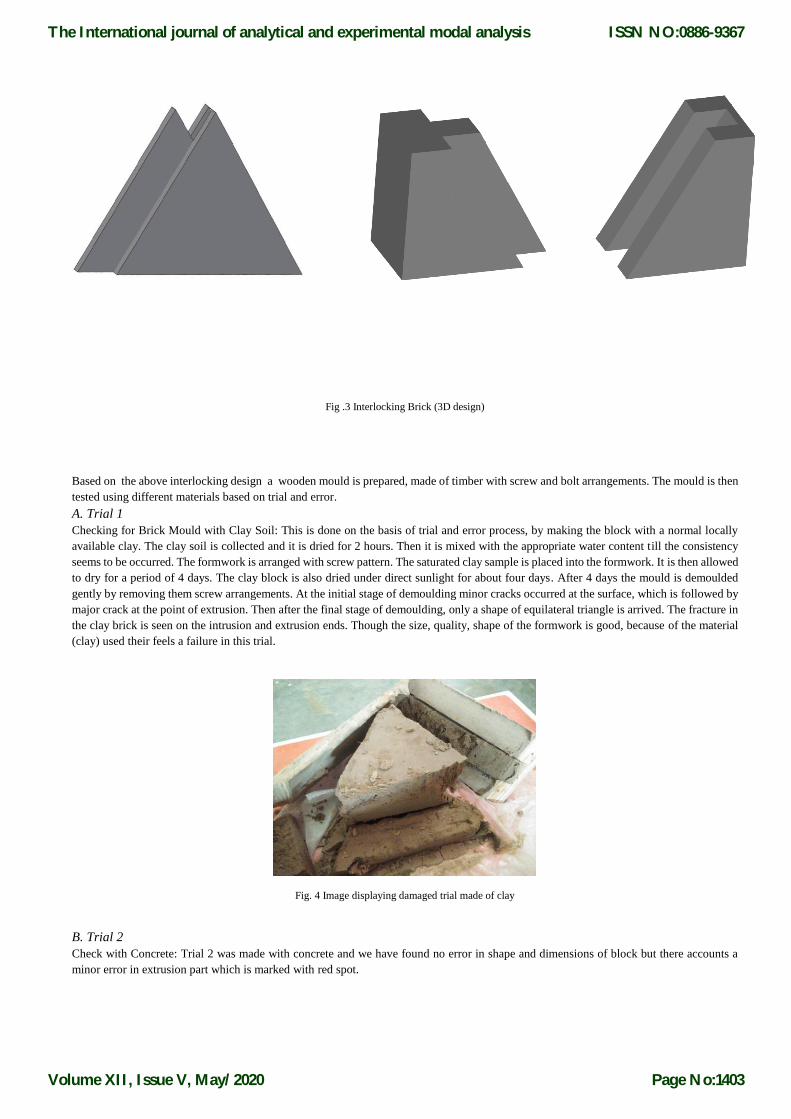
Fig .3 Interlocking Brick (3D design)
Based on the above interlocking design a wooden mould is prepared, made of timber with screw and bolt arrangements. The mould is then
tested using different materials based on trial and error.
A. Trial 1
Checking for Brick Mould with Clay Soil: This is done on the basis of trial and error process, by making the block with a normal locally
available clay. The clay soil is collected and it is dried for 2 hours. Then it is mixed with the appropriate water content till the consistency
seems to be occurred. The formwork is arranged with screw pattern. The saturated clay sample is placed into the formwork. It is then allowed
to dry for a period of 4 days. The clay block is also dried under direct sunlight for about four days. After 4 days the mould is demoulded
gently by removing them screw arrangements. At the initial stage of demoulding minor cracks occurred at the surface, which is followed by
major crack at the point of extrusion. Then after the final stage of demoulding, only a shape of equilateral triangle is arrived. The fracture in
the clay brick is seen on the intrusion and extrusion ends. Though the size, quality, shape of the formwork is good, because of the material
(clay) used their feels a failure in this trial.
Fig. 4 Image displaying damaged trial made of clay
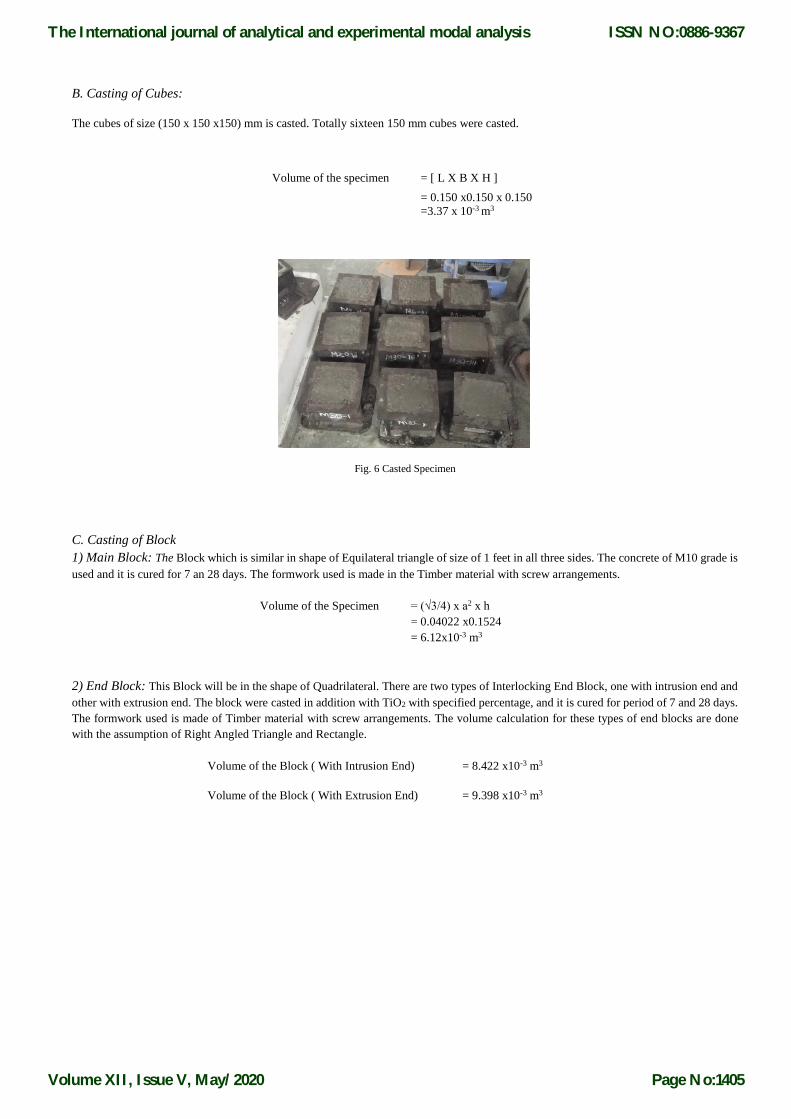
B. Trial 2
Check with Concrete: Trial 2 was made with concrete and we have found no error in shape and dimensions of block but there accounts a
minor error in extrusion part which is marked with red spot.
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1403
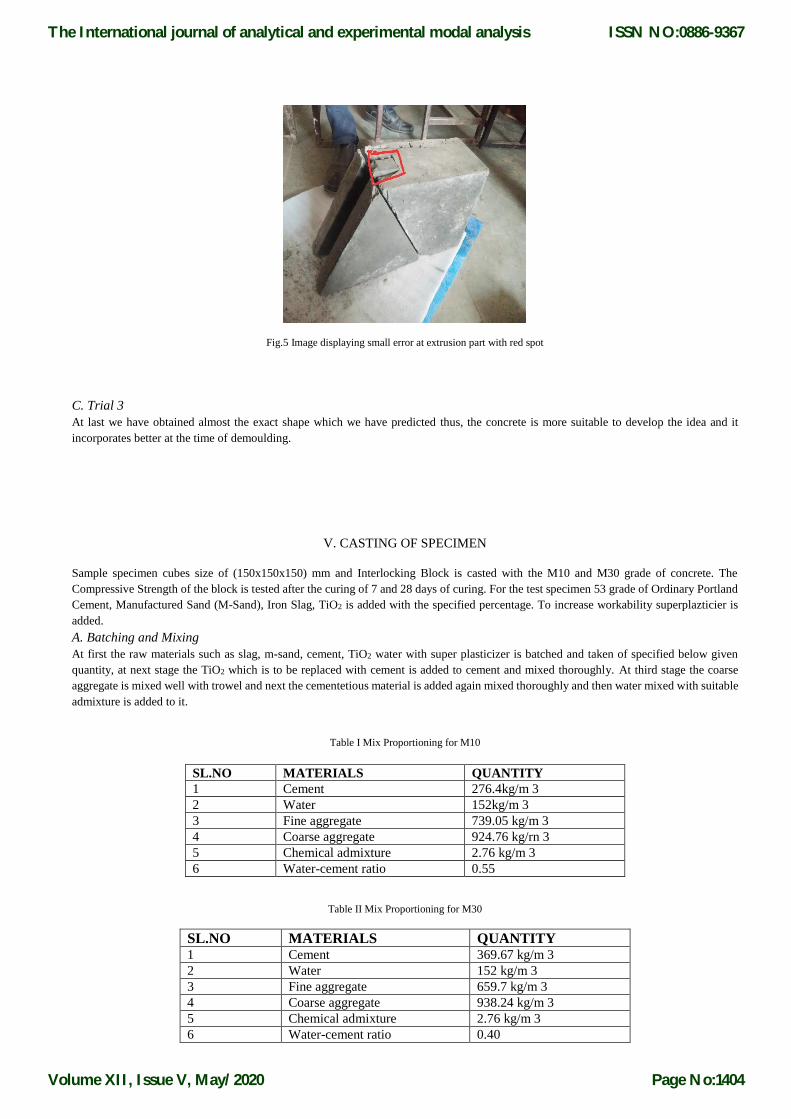
Fig.5 Image displaying small error at extrusion part with red spot
C. Trial 3
At last we have obtained almost the exact shape which we have predicted thus, the concrete is more suitable to develop the idea and it
incorporates better at the time of demoulding.
V. CASTING OF SPECIMEN
Sample specimen cubes size of (150x150x150) mm and Interlocking Block is casted with the M10 and M30 grade of concrete. The
Compressive Strength of the block is tested after the curing of 7 and 28 days of curing. For the test specimen 53 grade of Ordinary Portland
Cement, Manufactured Sand (M-Sand), Iron Slag, TiO2 is added with the specified percentage. To increase workability superplazticier is
added.
A. Batching and Mixing
At first the raw materials such as slag, m-sand, cement, TiO2 water with super plasticizer is batched and taken of specified below given
quantity, at next stage the TiO2 which is to be replaced with cement is added to cement and mixed thoroughly. At third stage the coarse
aggregate is mixed well with trowel and next the cementetious material is added again mixed thoroughly and then water mixed with suitable
admixture is added to it.
Table I Mix Proportioning for M10
SL.NO MATERIALS QUANTITY
1 Cement 276.4kg/m 3
2 Water 152kg/m 3
3 Fine aggregate 739.05 kg/m 3
4 Coarse aggregate 924.76 kg/rn 3
5 Chemical admixture 2.76 kg/m 3
6 Water-cement ratio 0.55
Table II Mix Proportioning for M30
SL.NO MATERIALS QUANTITY 1 Cement 369.67 kg/m 3
2 Water 152 kg/m 3
3 Fine aggregate 659.7 kg/m 3
4 Coarse aggregate 938.24 kg/m 3
5 Chemical admixture 2.76 kg/m 3
6 Water-cement ratio 0.40
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1404
B. Casting of Cubes:
The cubes of size (150 x 150 x150) mm is casted. Totally sixteen 150 mm cubes were casted.
Volume of the specimen = [ L X B X H ]
= 0.150 x0.150 x 0.150
=3.37 x 10-3 m3
Fig. 6 Casted Specimen
C. Casting of Block
1) Main Block: The Block which is similar in shape of Equilateral triangle of size of 1 feet in all three sides. The concrete of M10 grade is
used and it is cured for 7 an 28 days. The formwork used is made in the Timber material with screw arrangements.
Volume of the Specimen = (√3/4) x a2 x h
= 0.04022 x0.1524
= 6.12x10-3 m3
2) End Block: This Block will be in the shape of Quadrilateral. There are two types of Interlocking End Block, one with intrusion end and
other with extrusion end. The block were casted in addition with TiO2 with specified percentage, and it is cured for period of 7 and 28 days.
The formwork used is made of Timber material with screw arrangements. The volume calculation for these types of end blocks are done
with the assumption of Right Angled Triangle and Rectangle.
Volume of the Block ( With Intrusion End)
= 8.422 x10-3 m3
Volume of the Block ( With Extrusion End)
= 9.398 x10-3 m3
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1405
Fig.7 Casting of Main Block [TRIBLOCK]
D. Curing Process
Thus the strength of the concrete not only depends upon the mix proportions it also depends upon the hydration process thus to prevent the
loss of moisture and to maintain the temperature, curing is carried out all the specimens that we have casted are demoulded with care and
cured in curing tank.
Fig. 8 Curing of Specimen in curing tank
VI. RESULTS AND DISCUSSION
A. Compressive Strength
About 12 cubes were casted and it is allowed for 7 days and 28 days curing. After completing the drying process these cubes were tested
in Compression Testing machine to determine maximum stress. Thus all cubes both M10 and M30 mix with 1% replacement of Tio2 were
tested at 7 days and 28 days and tabulated below.
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1406
Fig. 9 Compression Testing Machine
Table III Compressive Strength for M10 Mix: At 7 Days in (Mpa)
SPECIMENS Density(kg/m3) Compressive strength of cube at 7 days in(Mpa)
Specimen 1 2109 23.9
Specimen 2 2101 23.48
Specimen 3 2128 28.09
Average 2123kg/m 3 25 Mpa
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1407
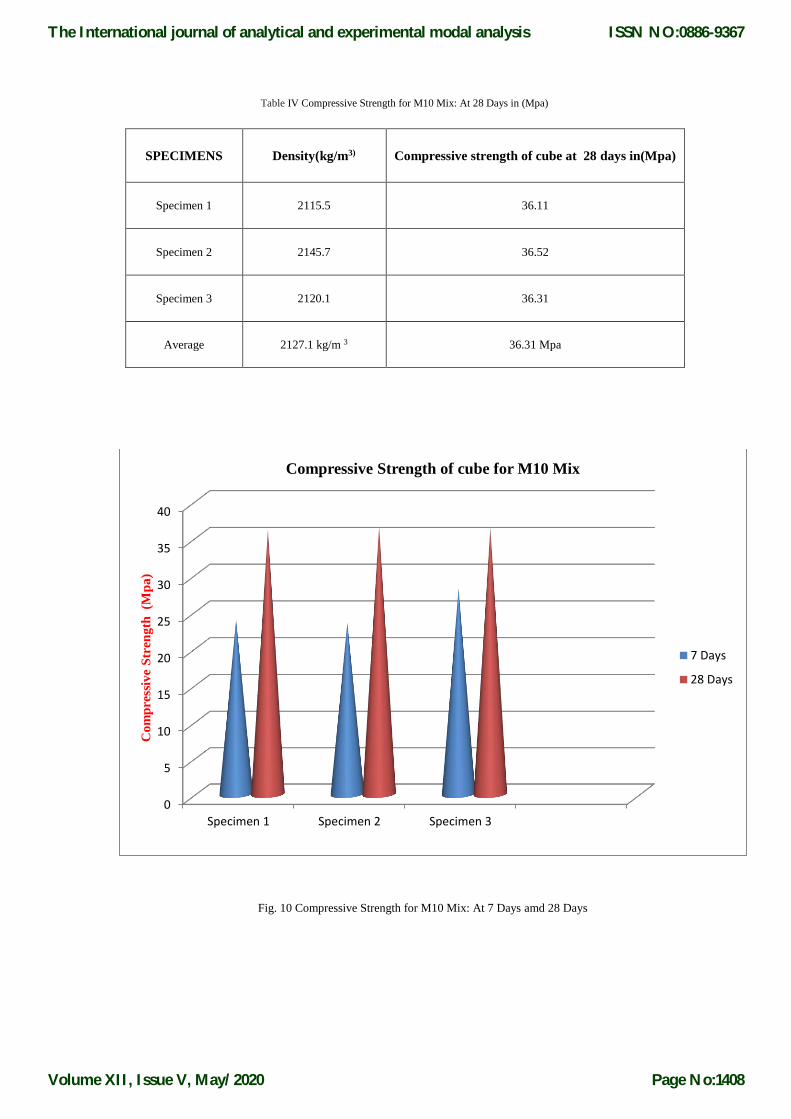
Table IV Compressive Strength for M10 Mix: At 28 Days in (Mpa)
SPECIMENS Density(kg/m3) Compressive strength of cube at 28 days in(Mpa)
Specimen 1 2115.5 36.11
Specimen 2 2145.7 36.52
Specimen 3 2120.1 36.31
Average 2127.1 kg/m 3 36.31 Mpa
Fig. 10 Compressive Strength for M10 Mix: At 7 Days amd 28 Days
0
5
10
15
20
25
30
35
40
Specimen 1 Specimen 2 Specimen 3
Co
mp
ress
ive
Str
eng
th
(Mp
a)
Compressive Strength of cube for M10 Mix
7 Days
28 Days
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1408
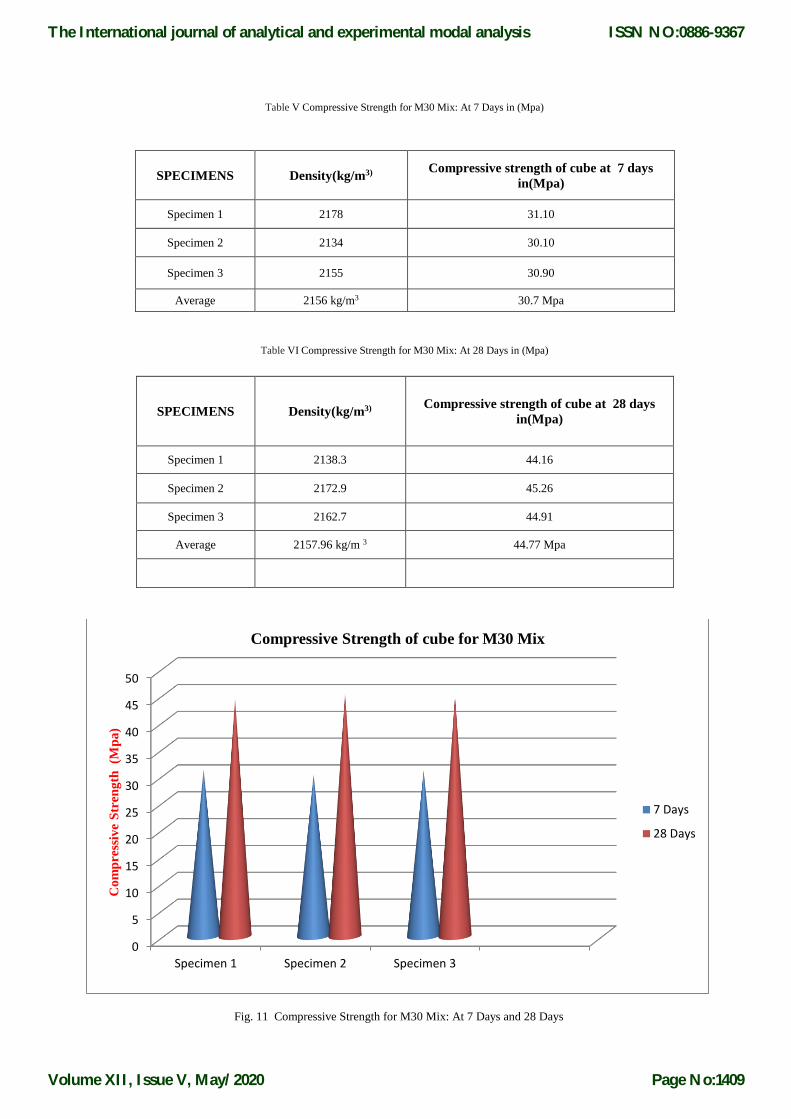
Table V Compressive Strength for M30 Mix: At 7 Days in (Mpa)
SPECIMENS Density(kg/m3) Compressive strength of cube at 7 days
in(Mpa)
Specimen 1 2178 31.10
Specimen 2 2134 30.10
Specimen 3 2155 30.90
Average 2156 kg/m3 30.7 Mpa
Table VI Compressive Strength for M30 Mix: At 28 Days in (Mpa)
SPECIMENS Density(kg/m3) Compressive strength of cube at 28 days
in(Mpa)
Specimen 1 2138.3 44.16
Specimen 2 2172.9 45.26
Specimen 3 2162.7 44.91
Average 2157.96 kg/m 3 44.77 Mpa
Fig. 11 Compressive Strength for M30 Mix: At 7 Days and 28 Days
0
5
10
15
20
25
30
35
40
45
50
Specimen 1 Specimen 2 Specimen 3
Co
mp
ress
ive
Str
eng
th
(Mp
a)
Compressive Strength of cube for M30 Mix
7 Days
28 Days
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1409
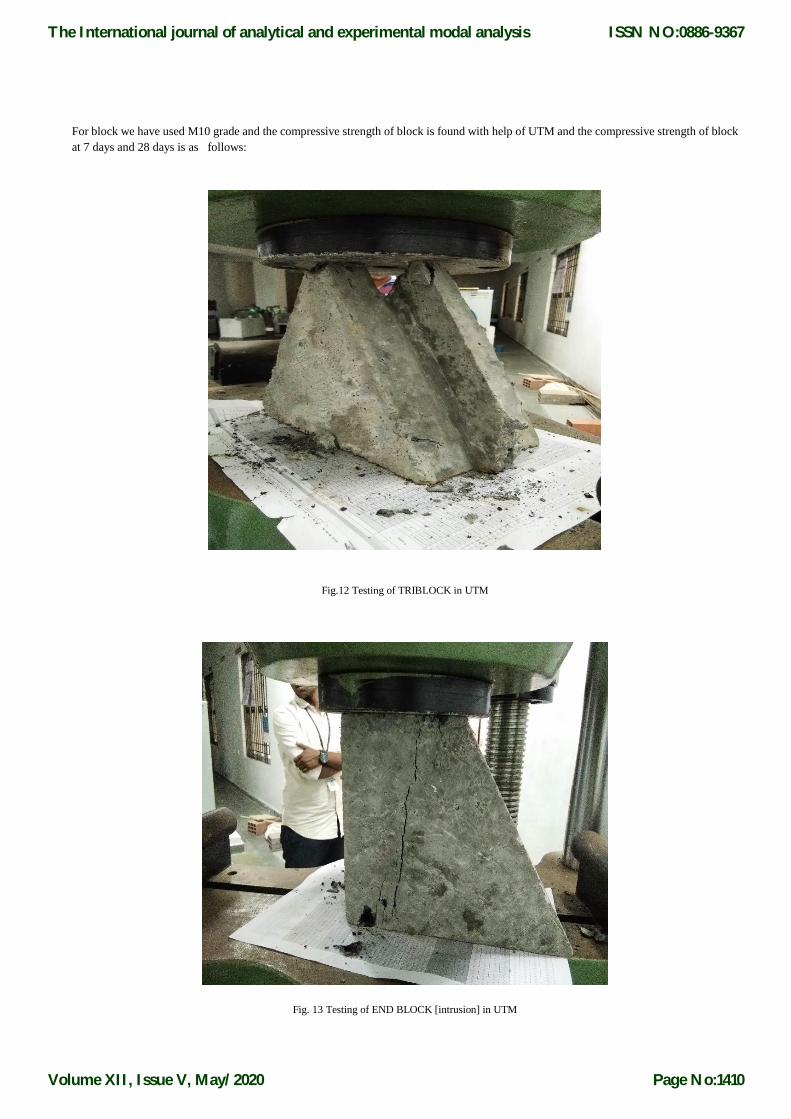
For block we have used M10 grade and the compressive strength of block is found with help of UTM and the compressive strength of block
at 7 days and 28 days is as follows:
Fig.12 Testing of TRIBLOCK in UTM
Fig. 13 Testing of END BLOCK [intrusion] in UTM
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1410
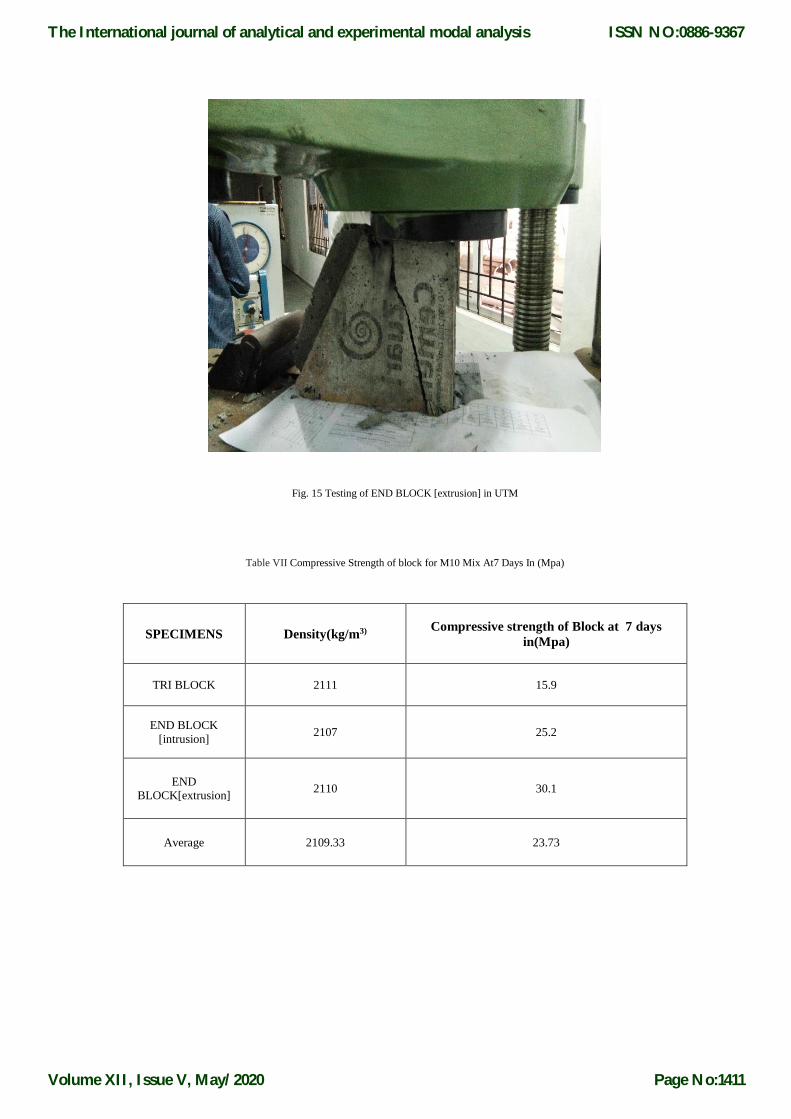
Fig. 15 Testing of END BLOCK [extrusion] in UTM
Table VII Compressive Strength of block for M10 Mix At7 Days In (Mpa)
SPECIMENS Density(kg/m3) Compressive strength of Block at 7 days
in(Mpa)
TRI BLOCK 2111 15.9
END BLOCK
[intrusion] 2107 25.2
END
BLOCK[extrusion] 2110 30.1
Average 2109.33 23.73
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1411
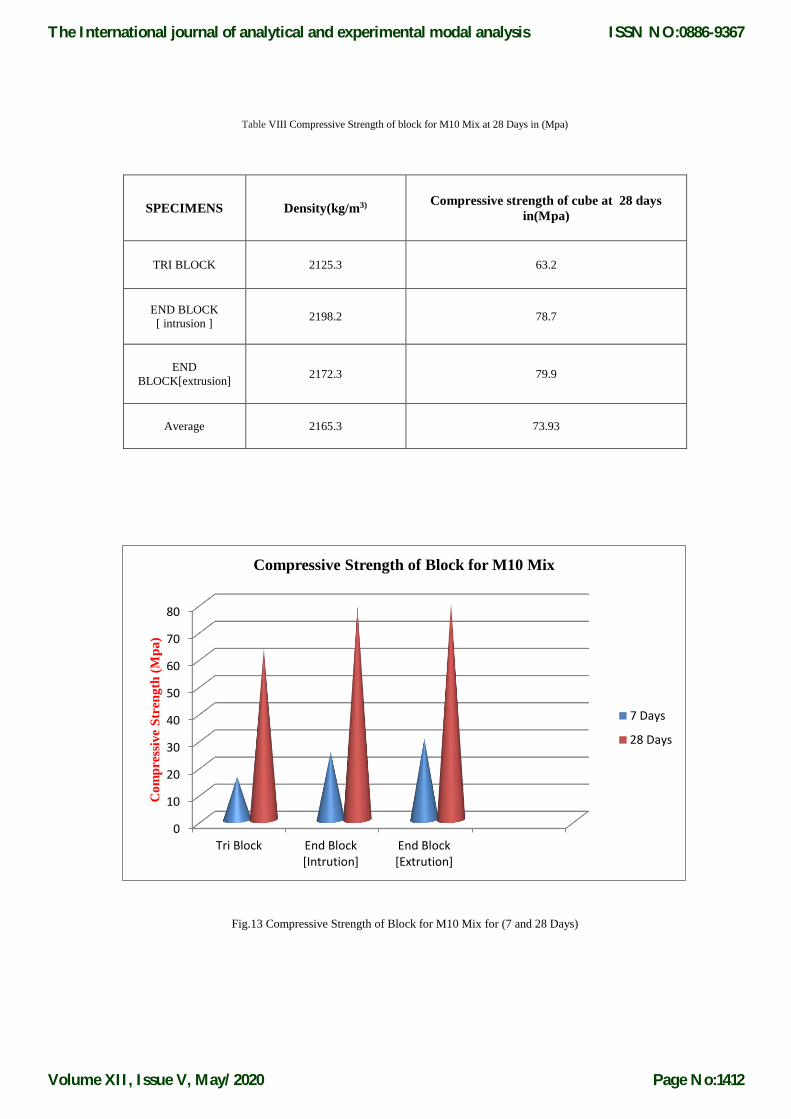
Table VIII Compressive Strength of block for M10 Mix at 28 Days in (Mpa)
SPECIMENS Density(kg/m3) Compressive strength of cube at 28 days
in(Mpa)
TRI BLOCK 2125.3 63.2
END BLOCK
[ intrusion ] 2198.2 78.7
END
BLOCK[extrusion] 2172.3 79.9
Average 2165.3 73.93
Fig.13 Compressive Strength of Block for M10 Mix for (7 and 28 Days)
0
10
20
30
40
50
60
70
80
Tri Block End Block[Intrution]
End Block[Extrution]
Co
mp
ress
ive
Str
eng
th (
Mp
a)
Compressive Strength of Block for M10 Mix
7 Days
28 Days
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1412
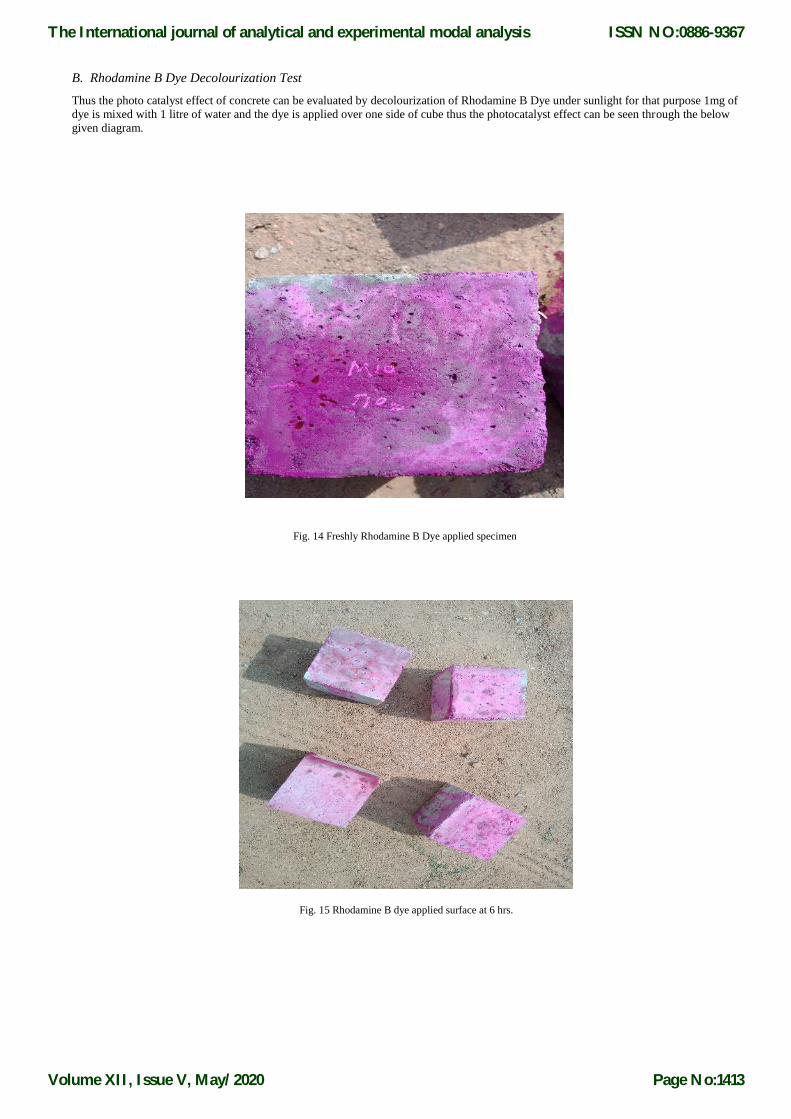
B. Rhodamine B Dye Decolourization Test
Thus the photo catalyst effect of concrete can be evaluated by decolourization of Rhodamine B Dye under sunlight for that purpose 1mg of
dye is mixed with 1 litre of water and the dye is applied over one side of cube thus the photocatalyst effect can be seen through the below
given diagram.
Fig. 14 Freshly Rhodamine B Dye applied specimen
Fig. 15 Rhodamine B dye applied surface at 6 hrs.
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1413
Fig. 16 Decolorized surface at 12 hrs.
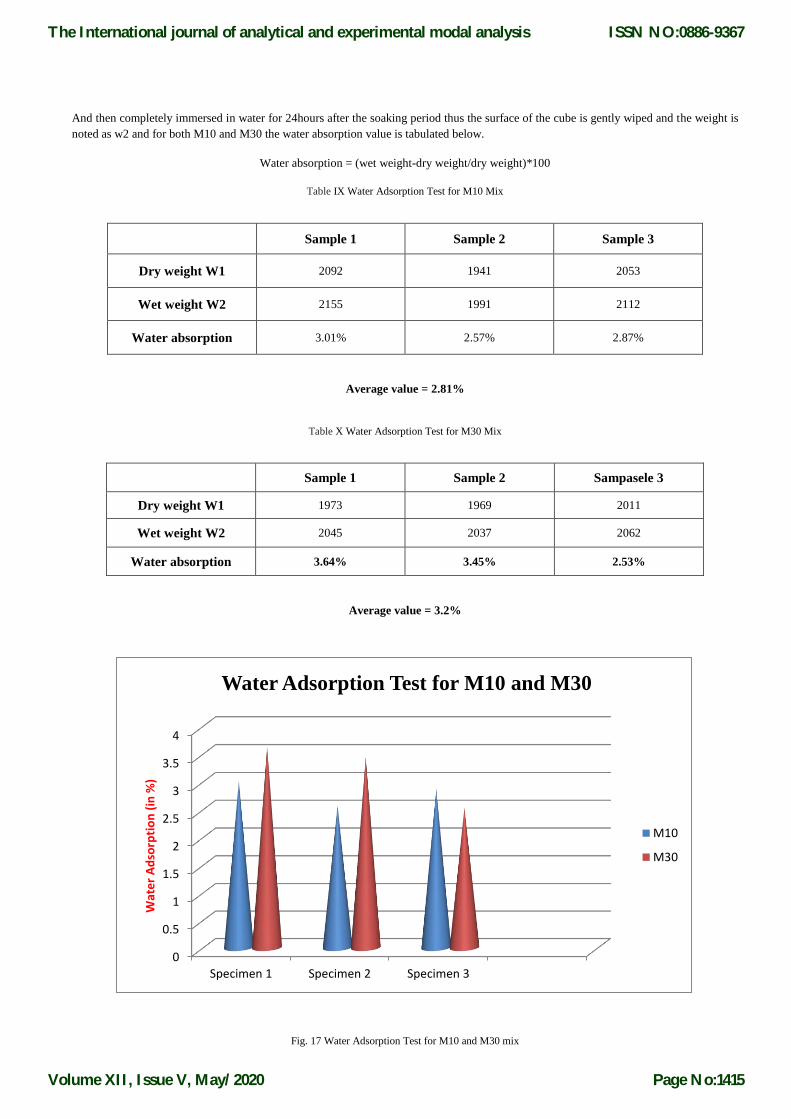
C. Water Absorption Test:
Water absorption is the amount of water absorbed by the specimen generally expressed in percentage. For the water absorption test we have
casted six 100mm cubes for water absorption the sample is oven dried at 1100C and the weight is now taken as w1 for more than 2 hrs.
,
Fig.17 Specimen kept in Oven for water absorption
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1414
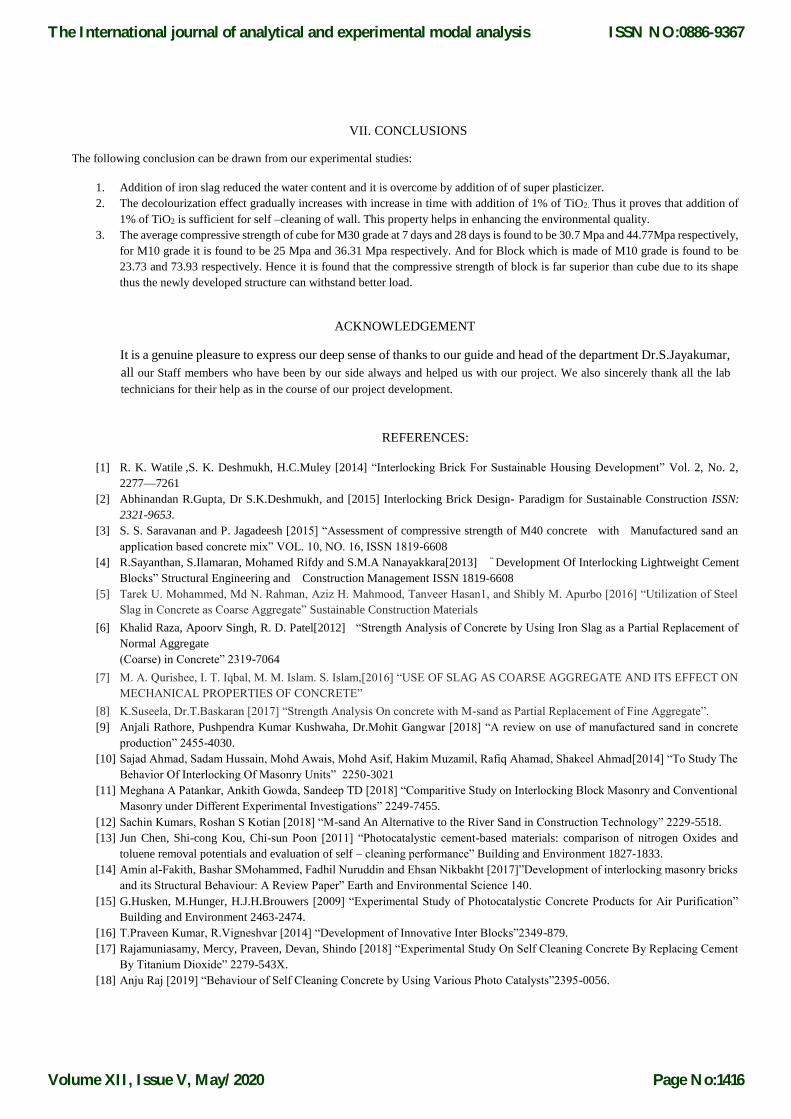
And then completely immersed in water for 24hours after the soaking period thus the surface of the cube is gently wiped and the weight is
noted as w2 and for both M10 and M30 the water absorption value is tabulated below.
Water absorption = (wet weight-dry weight/dry weight)*100
Table IX Water Adsorption Test for M10 Mix
Sample 1 Sample 2 Sample 3
Dry weight W1 2092 1941 2053
Wet weight W2 2155 1991 2112
Water absorption 3.01% 2.57% 2.87%
Average value = 2.81%
Table X Water Adsorption Test for M30 Mix
Sample 1 Sample 2 Sampasele 3
Dry weight W1 1973 1969 2011
Wet weight W2 2045 2037 2062
Water absorption 3.64% 3.45% 2.53%
Average value = 3.2%
Fig. 17 Water Adsorption Test for M10 and M30 mix
0
0.5
1
1.5
2
2.5
3
3.5
4
Specimen 1 Specimen 2 Specimen 3
Wat
er
Ad
sorp
tio
n (
in %
)
Water Adsorption Test for M10 and M30
M10
M30
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1415
VII. CONCLUSIONS
The following conclusion can be drawn from our experimental studies:
1. Addition of iron slag reduced the water content and it is overcome by addition of of super plasticizer.
2. The decolourization effect gradually increases with increase in time with addition of 1% of TiO2. Thus it proves that addition of
1% of TiO2 is sufficient for self –cleaning of wall. This property helps in enhancing the environmental quality.
3. The average compressive strength of cube for M30 grade at 7 days and 28 days is found to be 30.7 Mpa and 44.77Mpa respectively,
for M10 grade it is found to be 25 Mpa and 36.31 Mpa respectively. And for Block which is made of M10 grade is found to be
23.73 and 73.93 respectively. Hence it is found that the compressive strength of block is far superior than cube due to its shape
thus the newly developed structure can withstand better load.
ACKNOWLEDGEMENT
It is a genuine pleasure to express our deep sense of thanks to our guide and head of the department Dr.S.Jayakumar,
all our Staff members who have been by our side always and helped us with our project. We also sincerely thank all the lab
technicians for their help as in the course of our project development.
REFERENCES:
[1] R. K. Watile ,S. K. Deshmukh, H.C.Muley [2014] “Interlocking Brick For Sustainable Housing Development” Vol. 2, No. 2,
2277—7261
[2] Abhinandan R.Gupta, Dr S.K.Deshmukh, and [2015] Interlocking Brick Design- Paradigm for Sustainable Construction ISSN:
2321-9653.
[3] S. S. Saravanan and P. Jagadeesh [2015] “Assessment of compressive strength of M40 concrete with Manufactured sand an
application based concrete mix” VOL. 10, NO. 16, ISSN 1819-6608
[4] R.Sayanthan, S.Ilamaran, Mohamed Rifdy and S.M.A Nanayakkara[2013] “ Development Of Interlocking Lightweight Cement
Blocks” Structural Engineering and Construction Management ISSN 1819-6608
[5] Tarek U. Mohammed, Md N. Rahman, Aziz H. Mahmood, Tanveer Hasan1, and Shibly M. Apurbo [2016] “Utilization of Steel
Slag in Concrete as Coarse Aggregate” Sustainable Construction Materials
[6] Khalid Raza, Apoorv Singh, R. D. Patel[2012] “Strength Analysis of Concrete by Using Iron Slag as a Partial Replacement of
Normal Aggregate
(Coarse) in Concrete” 2319-7064
[7] M. A. Qurishee, I. T. Iqbal, M. M. Islam. S. Islam,[2016] “USE OF SLAG AS COARSE AGGREGATE AND ITS EFFECT ON
MECHANICAL PROPERTIES OF CONCRETE”
[8] K.Suseela, Dr.T.Baskaran [2017] “Strength Analysis On concrete with M-sand as Partial Replacement of Fine Aggregate”.
[9] Anjali Rathore, Pushpendra Kumar Kushwaha, Dr.Mohit Gangwar [2018] “A review on use of manufactured sand in concrete
production” 2455-4030.
[10] Sajad Ahmad, Sadam Hussain, Mohd Awais, Mohd Asif, Hakim Muzamil, Rafiq Ahamad, Shakeel Ahmad[2014] “To Study The
Behavior Of Interlocking Of Masonry Units” 2250-3021
[11] Meghana A Patankar, Ankith Gowda, Sandeep TD [2018] “Comparitive Study on Interlocking Block Masonry and Conventional
Masonry under Different Experimental Investigations” 2249-7455.
[12] Sachin Kumars, Roshan S Kotian [2018] “M-sand An Alternative to the River Sand in Construction Technology” 2229-5518.
[13] Jun Chen, Shi-cong Kou, Chi-sun Poon [2011] “Photocatalystic cement-based materials: comparison of nitrogen Oxides and
toluene removal potentials and evaluation of self – cleaning performance” Building and Environment 1827-1833.
[14] Amin al-Fakith, Bashar SMohammed, Fadhil Nuruddin and Ehsan Nikbakht [2017]”Development of interlocking masonry bricks
and its Structural Behaviour: A Review Paper” Earth and Environmental Science 140.
[15] G.Husken, M.Hunger, H.J.H.Brouwers [2009] “Experimental Study of Photocatalystic Concrete Products for Air Purification”
Building and Environment 2463-2474.
[16] T.Praveen Kumar, R.Vigneshvar [2014] “Development of Innovative Inter Blocks”2349-879.
[17] Rajamuniasamy, Mercy, Praveen, Devan, Shindo [2018] “Experimental Study On Self Cleaning Concrete By Replacing Cement
By Titanium Dioxide” 2279-543X.
[18] Anju Raj [2019] “Behaviour of Self Cleaning Concrete by Using Various Photo Catalysts”2395-0056.
The International journal of analytical and experimental modal analysis
Volume XII, Issue V, May/2020
ISSN NO:0886-9367
Page No:1416


















