CHS NEWS November 2017 - … NEWS November 2017 - capehorticulturalsociety.co.za ... chs news –

This document is downloaded from DR‑NTU (https://dr.ntu.edu.sg)Nanyang Technological University, Singapore.
Structural Behavior of CHS T‑Joints Subjected toStatic In‑Plane Bending in Fire Conditions
Fung, Tat Ching; Tan, K. H.; Nguyen, Minh Phuong
2015
Fung, T. C., Tan, K. H., & Nguyen, M. P. (2015). Structural Behavior of CHS T‑Joints Subjectedto Static In‑Plane Bending in Fire Conditions. Journal of Structural Engineering, 142(3),1‑13.
https://hdl.handle.net/10356/80212
https://doi.org/10.1061/(ASCE)ST.1943‑541X.0001382
© 2015 American Society of Civil Engineers (ASCE). This is the author created version of awork that has been peer reviewed and accepted for publication by Journal of StructuralEngineering, American Society of Civil Engineers (ASCE). It incorporates referee’scomments but changes resulting from the publishing process, such as copyediting,structural formatting, may not be reflected in this document. The published version isavailable at: [http://dx.doi.org/10.1061/(ASCE)ST.1943‑541X.0001382].
Downloaded on 31 Jan 2022 06:04:40 SGT

PROOF
ONLY
1
2 Structural Behavior of1 CHS T-Joints Subjected to3 Static In-Plane Bending in Fire Conditions23
4 T. C. Fung1; K. H. Tan2; and M. P. Nguyen3
5 Abstract: Fire resistance of steel joints is always a major concern in the design of steel structures under extremely hazardous conditions.6 However, for circular hollow section (CHS) joints in fire conditions, little information is available, especially for T-joints. To gain more7 insight into the static behavior of CHS T-joints in elevated temperatures, experimental and numerical studies were conducted on selected8 T-joints subjected to in-plane bending. The failure modes and ultimate strength of the joints subjected to different temperatures were in-9 vestigated and compared to the corresponding joints at ambient conditions. Within the range of investigated parameters, at 700°C, the joint
10 strength was reduced to 22.1% compared to the corresponding joint at ambient temperature. Furthermore, it is observed that at high temper-11 atures, a change occurred in the failure mode of the joints. Cracks formed around the center weld toes before the joints reached excessive12 deformation, which subsequently affected the joint postyield hardening performance. To understand the initiation of the cracks, a material13 test was performed. The fracture strains of the heat-affected zone of the chord material beneath the center weld at corresponding14 temperatures were determined. The fracture strains were included in subsequent finite-element (FE) validation models. The verified15 FEA4 models were used to analyze the structural behavior of CHS T-joints at elevated temperatures, such as strain, stress, load path,16 and effect of fracture strains, to gain insight into the failure mechanism of the joints. DOI: 10.1061/(ASCE)ST.1943-541X.0001382.17 © 2015 American Society of Civil Engineers.
18 Author keywords: Circular hollow section; T-joint; Ultimate strength; Experimental study: fire; In-plane bending; Finite-element model;19 Structural safety and reliability.
20 Introduction
21 Steel5 tubular members are becoming prominent in structural steel22 design owing to their flexibility in accommodating complex geom-23 etry. As an important part of a tubular structure, joints require24 greater attention because of their geometric discontinuity and25 complexity in stress distribution at the connections. For T-joints26 in ambient temperature, there exists an extensive literature on joint27 strength. Since the first tests conducted by Toprac (1961) and Togo28 (1967), the behavior of T-joints were extensively studied by29 Kurobane et al. (1984) and Van der Vegte (1995) in the 1980s30 and 1990s. A database on joint behavior was first introduced by31 Parker6 (1985). Makino et al. (1996) updated the database, which32 reported on 127 tests and 89 numerical investigations. The database33 provides background information for many current design codes,34 such as EuroCode3, Comité International pour le Developpement35 et l’Etude de la Construction Tubulaire (CIDECT7 ) (2010), and IIW836 (2009). To date, the database and design codes continue to be de-37 veloped by many researchers focusing on four main streams: thick-38 walled joints (Choo and Qian 2005), joints with initial cracks39 (Zerbst et al. 2002), effects of chord stresses (Van der Vegte and40 Makino 2006), and reinforced joints (Fung et al. 2002).
41Besides normal operational loads, fire is always a major concern42in the design of steel structures against extreme hazard. In the early43days, the protection scheme for steel structures under fire and ex-44plosion focused on requirements for increasing the fire resistance of45steel structures. This was achieved by either delaying increases in46the temperature of the steel or limiting the temperature rise to ap-47proximately 550°C. The disadvantages of this approach are the48avoidance of understanding the actual behavior of structures in fire49and the rising cost of insulation materials. Fire protection extends50the construction process and increases construction costs. Robinson51and Latham (1986 9) indicated that expenses on fire protection could52contribute up to 30% of the total cost of steel structures for build-53ings. Recently, a performance-based fire engineering approach was54proposed and used in the design of steel structures under fire as a55means of satisfying the requirements of overall safety and protec-56tion schemes. This method ensures fire safety at a reasonable cost57and avoids the use of excessive fire protection materials without58compromising structural safety. The performance-based approach59requires an understanding of the behaviors of steel frame members60under fire conditions. However, most studies on steel structures at61elevated temperatures have largely concentrated on isolated mem-62bers (Lin and Tao 2007; Lin and Han 2005; Yang and Han 2005;63Zhao et al. 2005), while a few have dealt with steel tubular T-joints.64Yu et al. (2011) presented an experimental study on the mechanical65behavior of an impacted steel tubular T-joint in fire. Jin et al. (2011)66conducted a parametric study on the mechanical behavior of steel67planar tubular trusses in fire to investigate the failure modes, tem-68perature distribution, and load-bearing capacities. However, the69failure mechanism and associated ultimate strength of individual70circular hollow section (CHS) T-joints at elevated temperatures71subjected to a static load have not been investigated.72In an actual fire incident, the thermal expansion of steel mem-73bers in tubular structures will cause additional axial compression
1Professor, School of Civil and Environmental Engineering, NanyangTechnological Univ., 50 Nanyang Ave., Singapore 639798, Singapore.
2Professor, School of Civil and Environmental Engineering, NanyangTechnological Univ., 50 Nanyang Ave., Singapore 639798, Singapore.
3Research Fellow, School of Civil and Environmental Engineering,Nanyang Technological Univ., 50 Nanyang Ave., Singapore 639798,Singapore (corresponding author). E-mail: [email protected]
Note. This manuscript was submitted on April 10, 2014; approved onJune 23, 2015No Epub Date. Discussion period open until 0, 0; separatediscussions must be submitted for individual papers. This paper is part ofthe Journal of Structural Engineering, © ASCE, ISSN 0733-9445/(0)/$25.00.
© ASCE 1 J. Struct. Eng.

PROOF
ONLY
74 stress to the connection. The effect of this thermal-induced com-75 pression was considered independent of the failure mechanism76 of the joint as a similar concept in current design codes, such as77 CIDECT10 (2010). In this paper, experimental and numerical studies78 are carried out to investigate the structural behavior of CHS T-joints79 subjected to in-plane bending in fire conditions, with a focus on the80 joint mechanical behavior and its failure mechanism. An isothermal81 heating test procedure was selected for this study, and axial restraint82 due to thermal expansion was released where the joints were heated83 to the desired temperatures and then subjected to static load until84 failure occurred. This testing procedure served the objective of the85 study because it produced no side effects, such as thermal restraint86 or a fast /slow increasing temperature rate.87 To further investigate the load-transfer mechanism in corre-88 sponding load and fire conditions, finite element (FE) models of89 the joints were also developed in this study. The effect of elevated90 temperature on steel joints was examined by incorporating temper-91 ature-dependent material properties in accordance with EC3:P1-292 (2005a). The behavior of CHS T-joints subjected to high temper-93 atures was investigated based on data obtained from the test pro-94 gram and a parametric study based on the validated FE models. The95 results provide valuable data for studying the behavior of T-joints96 subjected to high temperatures.
97 Test Program
98 Description of Test Specimens
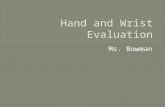
99 Fig. 1 shows the configuration of a typical CHS T-joint and def-100 initions of the main geometric parameters. In this study, the chord101 diameter of all joints was designed to be constant at 244.5 mm, with102 the brace-to-chord diameter ratio (β ¼ d=D) varying from 0.2 to103 0.8. The brace length was kept at six times the largest brace diam-104 eter to allow brace bending to be the dominant joint’s failure mode.105 The chord length-to-radius ratio (α ¼ 2L=D) was 18 to avoid short106 chord effects (van der Valk 1988), and the brace-to-chord thickness107 ratio (τ ¼ t=T) was 1.0, with a chord thickness of 6.3 mm to pre-108 clude local failure at the brace. The steel grade for the entire109 population of test specimens was EN11 10210 S355J2H, with a char-110 acteristic yield strength fy of 355 N=mm2 and an ultimate strength111 fu of 510 N=mm2 (steel grade).112 This paper presents test results from five full-scale T-joint spec-113 imens. The chosen specimens are highlighted in Table 1 from 25114 investigated cases including 5 tests and 20 numerical analyses. The115 tests are used to understand joint behavior at high temperatures and
116then as a benchmark for numerical validations. The tested speci-117mens were a combination of three levels of temperature—20,118550, and 700°C—and three levels of β—0.47, 0.69, and 0.79. The119range of β was chosen within the practical design limit. These lev-120els of temperature were selected because steel properties would121change significantly between these levels, as specified in EC3:122P1-2 (2005a). More specifically, at 20°C, steel properties do not123change; at 550°C both the yield strength and stiffness are reduced124significantly; lastly, at 700°C steel almost entirely loses its strength.125The nomenclature of each specimen in the combination is presented126in Table 1. The specimens were named with reference to their load-127ing (IB for in-plane bending), the type of joint (T), the value of β,128and, finally, the temperature at which they were tested.
129Test Setup
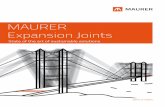
130The isothermal heating test is a procedure in which a specimen is131heated to a specified temperature and then tested at that constant132temperature. This testing process was performed in an electric heat-133ing furnace with an internal volume of 1 m3. The interior maximum134temperature can reach 1,100°C and remain at that temperature for1353 h. The temperature uniformity within the furnace was first con-136firmed by a trial test in which 18 thermal couples were installed137around the furnace. Thermocouple readings showed that the tem-138perature of the insulated furnace interior was rather uniform with a139standard deviation of �20°C at the maximum temperature.140The test setup is shown in Fig. 2, where CHS T-joints are placed141in the middle of the furnace. On each side were two A-frames act-142ing as external supports. The chord was extended outside the fur-143nace, and its two ends were fixed to the upright column flanges of144the A-frames by sixteen 30-mm-diameter bolts. To release thermal145restraint during the heating process, one of the chord ends was146laid on a roller support. When the temperature at the joint center147had reached a stable state, this roller support was tightened to the148A-frame as a fixed end condition.149In-plane bending was applied to the joint through a system as150shown in Fig. 2. Compression force was generated by a 100-t hy-151draulic jack placed at the center of the reaction frame. The load was152transferred to the top of the brace via a pin–pin rod that provided153load stability throughout the test with a loading rate of 1–2 mm=154min as it generated a static strain rate of 10−5 mε=s. The dimen-155sions of the furnace opening at the top are large enough to allow for156lateral deflection of the brace under bending.157To minimize heat loss and provide a safe testing environment,158all the extensions of the joint beyond the furnace were wrapped
1,10
0 m
m
L
d
t
D
T
= 2L/D
= d/D
= D/2T
Brace
ChordWeld
CrownWeld toe
Saddle
M
Tensionpart
Compressionpart
= 2200 mm
F1:1 Fig. 1. General layout of a structural CHS T-joint
© ASCE 2 J. Struct. Eng.

PROOF
ONLY
159 in an insulating blanket. After specimens had been erected, the160 furnace openings were filled with glass-fiber insulation as well.
161 Measurement
162 The T-joints were tested within a well-insulated furnace. Therefore,163 it is harder to place instrumentation around the joint behavior com-164 pared to a conventional ambient test. However, all available instru-165 mentation was designed to maximize the accuracy of joint-behavior166 measurements.167 Two special glass windows on the top furnace cover resistant to168 high temperatures (1,100°C) provide test observations. The test ob-169 servations were captured using two digital cameras placed in front170 of an observation window. In addition, interval deformations of the171 center joint within the furnace were measured indirectly through172 Nicrothal13 wires14 (Ni80) with a pretension load of 20 N. To ensure173 the accuracy of measurements, a thermal test was carried out to174 measure the free expansion of the wire, and this reading was sub-175 tracted from the total measurements to obtain actual vertical deflec-176 tions. The low thermal expansion Ni80 connected directly to the177 bottom point (L7 and L8) of the chord and transferred the chord178 deformations to LVDTs outside the furnace. Readings from these179 two points provided global rotations of the tested joint, which can180 be calculated via
θg ¼L7 − L8200
ðradÞ
181 where θg = global rotation of structural joints.
182For those parts of the joint outside the furnace, deflections were183captured by LVDTs at six positions from L1 to L6 (Fig. 3). The184support rigidities on two sides of the chord were confirmed by four185LVDTs, i.e., L1 to L4. Support rotations were calculated based on186(rad) and
θspp1 ¼L1 − L2450
ðradÞ and θspp2 ¼L3 − L4450
187and movements are
Δspp1 ¼ L1þ L2 ðmmÞ and Δspp2 ¼ L3þ L4 ðmmÞ
188During the test, it was observed that the two supports moved189within 0.12 mm toward the brace and rotated 0.002 rad (0.36°)190accordingly. Therefore, it may be concluded that the boundary191conditions of the two chord ends were fully fixed. The purpose192of L5 and L6 is to measure the rotation of braces, which can be193calculated as
θb1 ¼L5
1,000and θb2 ¼
L6800
ðradÞ
194where θb1 and θb2 = rotation of brace corresponding to locations of195LVDTs L5 and L6, respectively. The two rotations are then used to196check the rigid rotation of the brace by comparing θb1 and θb2 with197regard to the elastic rotation of the brace as a cantilever (θbE). It was198concluded that the brace acted rigidly, and the rotation of the indi-199vidual joint was calculated based on
θ ¼ averageðθb1; θb2Þ − θg ðradÞ
200where θ = rotation of joint in moment-rotation curves.
Table 1. Study Series of CHS T-Joint under In-Plane Bending12
T1:1 Loading condition Temperature (°C)
β (d=D)
T1:2 0.80 0.73 0.69 0.58 0.47
T1:3 Nomenclature
T1:4 In-plane bending 20 IB.T.079.20 IB.T.073.20 IB.T.069.20a IB.T.057.20 IB.T.047.20T1:5 200 IB.T.079.200 IB.T.073.200 IB.T.069.200 IB.T.057.200 IB.T.047.200T1:6 400 IB.T.079.400 IB.T.073.400 IB.T.069.400 IB.T.057.400 IB.T.047.400T1:7 550 IB.T.079.550a IB.T.073.550 IB.T.069.550a IB.T.057.550 IB.T.047.550a
T1:8 700 IB.T.079.700 IB.T.073.700 IB.T.069.700a IB.T.057.700 IB.T.047.700
Note: All cases have an identical chord diameter (244.5 mm), and a chord thickness (6.3 m), α ¼ 18 and τ ¼ 1.aTest cases; the others are numerical investigations.
Reaction frame
Electrical heating furnace
A-frame100-Ton hydraulic jack
Tested joint
F2:1 Fig. 2. Overall test setup of CHS T-joints at elevated temperature
Furnace internal
Ni8
0
Ni8
0
L7 L8
L1
L2
L5
L6
T5 T2
T8
T7
T1 T3 T4 T6
T9
ThermocouplesLVDTs
L3
L4
200
450
1000
800
1300
Load cell
S1
Strain gauges
S2
F3:1Fig. 3. Instrumentation locations on specimens
© ASCE 3 J. Struct. Eng.

PROOF
ONLY
201 Measurements of the applied load were recorded through a load202 cell placed at the top of the brace. The capacity of the load cell was203 100 kN. The moment applied to the center joint was calculated204 based on
M ¼ 1.3P ðkNmÞ
205 where P = load measurement by the load cell (kN).206 Another measurement was the profile of strain variations around207 the brace–chord junction. Normal strain gauges can only provide208 reliable results within 100°C15 . Therefore, only Specimen IB.T.069.20209 had normal strain gauges. For the other specimens, strain measure-210 ments were obtained through high-temperature heat-resistant strain211 gauges. These gauges could provide high-accuracy readings up to a212 temperature of 1,100°C. Note that at elevated temperatures, the213 strain-gauge readings included the thermal-expansion strain of steel214 material. Therefore, a material thermal test was performed in which215 specimens were heated to 700°C and allowed to expand freely. The216 recorded free-thermal-expansion strain was first compared with217 EC3 for validation. The comparison study showed good agreement218 with EC3 predictions with a maximum discrepancy of 5%. The219 free-thermal-expansion strain was then subtracted from the total220 strain measured from the structural test.221 Nine Type K mineral insulated thermocouple wires were used to222 measure the temperatures on the specimens as well as the furnace223 interior. The thermocouples were arranged across the section of the224 specimens in such a manner that the temperature at the joint region225 could be captured.
226Imperfection Measurement
227Since the structural steel tests are sensitive to imperfections, mea-228surements were performed on the joints after their erection on the229test frame. Because joint failure took place beneath the brace–chord230junction in the chord region, the geometrical information of the231joint and the quality of welds were important. However, following232analysis of the test results, the joint imperfections were found to233have minor effects and to have no effect on the overall behavior234of the joints. Hence, they were not reported in this paper.
235Material Properties
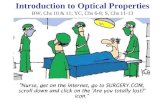
236A material test was conducted to determine the chord strength at237three different levels according to the actual recorded temperatures238of the structural tests. The material tensile test results are summa-239rized in Table 2.240In the structural tests at 550 and 700°C, steel fractures occurred241along the center weld toes and penetrated through the chord thick-242ness. Hence, a material test was conducted to determine fracture243strains of the material in this heat affected zone (HAZ). The tensile244coupon was designed to simulate the same effect on the parent245material from a welding process interior. As shown in Fig. 4, the246coupon was covered with the same volume per unit length of weld247material in order to generate the same amount of heat as in the248structural joint. The coupon was then air cooled. To control the249fracture of the coupon in the zone of interest, the welds were care-250fully ground off so as not to affect the fracture toughness of the251parent material, and two notches were made at the center. The ten-252sile fracture test was performed at three temperature levels, 20, 550,253and 700°C, with a loading rate of 1 mm=min. Stress–strain rela-254tionships were obtained through a load cell and an extensometer255(Fig. 4). The true stress and strain relationships prior to fracture256were determined based on the reduced section of the coupon at257the fracture stage:
εplf ¼ ln
�A0
Af
�
258where Ao = nominal initial area of cross section; Af = final area of259cross section after fracture. The test properties of the HAZ material260are summarized in Table 3.
Table 2. Material Tensile Test on S355 Steel Material
T2:1 CouponTest
temperature (°C)
Yieldstrength(MPa)
Elasticmodulus(GPa)
Ultimatestrength(MPa)
T2:2 01-03 27.4 380.3 201.2 519.1T2:3 04-06 526.7 270.0 111.2 331.3T2:4 07-09 680.3 99.5 26.2 102.2
15.0
10.0
R20.0
8.0
(a) (b)
110.
0
8.0
6.3
6.3
8.0
Bra
ce b
ase
Chord baseChord base
Weld20.0
20.0
40.0
15.0
R12.5
Tested coupon
Load grip
Extensometer
F4:1 Fig. 4. Fracture test of heat-affected material: (a) addition of weld; (b) subsequent removal of weld and addition of notches
© ASCE 4 J. Struct. Eng.

PROOF
ONLY
261 Test Procedure and Observations
262 Test Procedure
263 The test consisted of two phases: a heating phase and a loading264 phase. In the first phase, the furnace was heated up at a heating265 rate of 100–110°C=min up to the specified temperature. The heat-266 ing rate was similar to that of a natural fire (ISO 834 fire curve) in267 its first 5 min. When the furnace air reached the test temperature, it268 was maintained to the end of the test. During the first phase, ther-269 mal expansion was observed on the chord. However, the expansion270 did not cause any stress in the joint since the chord ends rested on a271 roller. This was validated by two thermal strains attached on two272 sides of the chord middle plane. The average of S1 and S2 is shown273 in Fig. 5, which shows how the strains fluctuate with amplitude of274 0.002 for the first 15 min, indicating that the stress due to thermal275 expansion is negligible.276 When the center of the joint reached the preset temperature, the277 test entered its second phase. Gaps on the chord ends were filled278 with steel plates, and eight bolts on the end plate were tightened16 .279 A small load was applied to check the adequacy of the test setup,280 instrumentation, and loading system. In this phase, a load was ap-281 plied until the maximum stroke of the hydraulic jack was reached.282 In the fire test, cracking sounds were heard when the joint reached283 a certain load. After the cracking sounds, the applied load started284 to decrease.
285 Temperature Distribution
286 The development of temperature on the chord is illustrated in Fig. 6287 for Specimen IB.T.069.550. The joint temperature distribution is288 divided into three zones based on the reading of nine thermal cou-289 ples. It was observed that the center zone took 13.2 min to reach the290 specified temperature after the air temperature had stabilized. This
291duration was allowed for before starting the loading phase. It can292also be observed that, during the loading phase, the temperature293difference in each zone is within a range of 3–8%. The same varia-294tion was found for all tested T-joints. However, the joints could295only reach 526.3°C since there were parts of the joints extending296outside of the furnace. That is also why in Zone 3 (Fig. 3) the tem-297perature evolved the slowest compared to the other two zones.298Based on the measured temperature of the four tested joints, the299temperature distribution in three zones can be used as the temper-300ature inputs in the analytical and numerical analyses.
301Failure Modes
302The failure of CHS T-joints subjected to in-plane bending occurred303on the chords in all five joint tests. As the brace rotated, local bend-304ing and shearing occurred on the chord near the crown points.305Areas with large plastic deformation were observed around the306chord wall near the crown positions. However, the chord material307inside the brace section did not undergo much deformation. After308the test, the center section was mechanically cut out from the joint309for more detailed observation.310The failure modes of the joints at ambient and elevated temper-311atures are shown in Fig. 7. On the compression sides of all312connections, a similar failure mechanism was observed. Large plas-313tic deformations were formed beneath the weld toe, indicating a314concentration of stresses. However, on the tension sides of connec-315tions, for all joints at elevated temperatures, there were cracks along316the weld toe, whereas no cracks were found in the ambient test. In317each joint at elevated temperatures, a single crack started from the318crown point and developed toward the saddle points and penetrated319through the chord thickness (Fig. 7, IB.T.069.550 tension side).320The cracks caused a significant difference in failure mechanisms321between high-temperature and ambient-temperature cases. In the322high-temperature cases, the joint strength did not increase after323the cracks formed.324As illustrated in Fig. 8, crack lengths varied among joints. For325IB.T.069 at 550 and 700°C, higher temperature led to longer crack326lengths. In addition, at the same temperature (550°C), the larger the327brace, the longer the crack.
328Moment-Rotation Curves
329Figs. 9(a and b) show the moment-rotation curves of all five CHS330T-joints. They are classified into two categories for comparison pur-331poses. Fig. 8(a) shows the behavior of Joint IB.T.069 at three levels
Table 3. Material Tensile Test on Heat-Affected Material
T3:1 CouponTest
temperature (°C)
Initialfracture
strain, εpl0a
Finalfracturestrain, εplf
Ultimatestress(MPa)
T3:2 01 25.3 0.521 0.476 580.3T3:3 02-05 25.3 0.370 0.353 651.2T3:4 06-09 539 0.230 0.249 342.1T3:5 10-13 698 0.180 0.143 71.61
aDetermined based on numerical modeling of coupons.
0 10 20 30 40
-0.003
-0.002
-0.001
0.000
0.001
0.002
0.003
Stra
in (
x10-3
)
Time (min)
Average (S1,S2)
F5:1 Fig. 5. Strain variation of Joint IB.T.069.550
0 10 20 30 40 500
100
200
300
400
500
600
Heating phase
Tem
pera
ture
(o C
)
Time (minutes)
Furnace air Zone 1 Zone 2 Zone 3
Loading phase
13.2 min
Zone 1Zone 2Zone 3
200600 600600
400
400
200
F6:1Fig. 6. Temperature distribution of Joint IB.T.069.550
© ASCE 5 J. Struct. Eng.

PROOF
ONLY
332 of temperature, 20, 550, and 700°C, in order to allow observation333 of the effect of temperature on an individual joint. The moment-334 rotation curve of Joint IB.T.069.20, which was tested in ambient335 temperature, is similar to typical joint behavior reported by pre-336 vious researchers (Togo 1967; Van der Vegte 1995). As the load337 increased, the joint deformed linearly up to the yield value338 (30.88 kNm) and the strength started to increase continuously until339 the test was stopped. There was no failure on the joint. In this case,340 Yura’s deformation limit (80σy=E ¼ 0.135 rad) was adopted to341 find the ultimate joint strength. The same criteria were mentioned342 in Makino et al. (1996). However, when the temperature was343 increased to 550 and 700°C, the joint started to yield earlier,344 i.e., 23.67 kNm at 550°C and 6.74 kNm at 700°C. When deforma-345 tions reached 0.082 rad and 0.035 rad, respectively, the joints could
346not take any more loads. Hence the highest load was considered to347be the ultimate strength of joints at high temperature. It was also348noted that cracking sounds were made at the moment when joints349reached their maximum loads. In these cases, Yura’s deformation350limit was not applicable because the maximum load capacity was351reached before Yura’s deformation limit, despite the fact that the352material reduction was considered in the formula ð80σy=EÞ353ðky;θ=kE;θÞ, where ky;θ and kE;θ are the reduction factors of elastic354modulus at temperature θ. It can be seen that the capacity of the355joint is governed by the shear strength of the material at the HAZ356(Fig. 7) at elevated temperatures instead of deformation control at357ambient temperature.358Results of the test are presented in Table 4. Compared to the359ambient-temperature case (IB.T.069.20), the joint strength was360reduced to 77.2% at 550°C and 22.1% at 700°C. Owing to the361deterioration of the steel, the initial stiffness changed as well. How-362ever, at 550°C, the initial stiffness of the joint was only reduced by3633%, in contrast to 53% at 700°C.364In Fig. 9(b), at 550°C, the behavior of joints with different β is365illustrated to show the effect of β at higher temperatures. The ini-366tiation of flexural softening behavior occurred together with367fracture in the HAZ. This joint flexural softening behavior was dif-368ferent for different joints. For a joint with large β (IB.T.079.550)369the reduction was greater compared to those with smaller β370(IB.T.069.550 and IB.T.047.550). The rate of joint flexural soften-371ing indicates greater crack development, which is related to the372applied load and mechanical behavior of the chord at high temper-373atures. For the smallest β (IB.T.047.550), this process happened
F7:1 Fig. 7. Failure mode of joint IB.T.069 at 20 and 550°C
58.5 62.3 32.1 45.2
IB.T.069.550 IB.T.069.700 IB.T.047.550 IB.T.079.550
Brace Brace Brace
Brace
F8:1 Fig. 8. Crack lengths of tested specimens (mm)
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.160
10
20
30
40
50
0.135 0.035 0.082
8.4
30.55
Yield (23.67)
In-p
lane
ben
ding
mom
ent (
kNm
)
Rotation (rad)
IB.T.069.20 IB.T.069.550 IB.T.069.700
Yura's deformation limit (35.88)
Yield (30.88)
Yield (6.74)
0.00 0.02 0.04 0.06 0.08 0.10 0.120
10
20
30
40
0.082
30.55
0.0690.056
35.88
In-p
lane
ben
ding
mom
ent (
kNm
)
Rotation (rad)
IB.T.069.550 IB.T.079.550 IB.T.047.550
Yield (8.95)
12.4
Yield (23.67)
Yield (28.43)
(a) (b)
F9:1 Fig. 9. (a) Behavior of Joint IB.T.069 at different temperatures; (b) behavior of three T-joints at 550°C
© ASCE 6 J. Struct. Eng.

PROOF
ONLY
374 slowly from a rotation of 0.056 to 0.097 rad. This is due to the375 different load levels of the three joints. Joint IB.T.047.550 was sub-376 jected to 12.4 kNm moment when cracks initiated. At this load377 level, slow crack propagation was observed. Meanwhile, Joint378 IB.T.079.550 sustained a greater moment of 35.88 kNm at fracture,379 with cracks quickly propagating to the saddle owing to the negli-380 gible hardening properties of steel at high temperatures [EC3:Pt.1.2381 (CEN 2005)]. The responses agreed well with crack-length varia-382 tions among these joints.383 The ultimate strengths of the tested T-joints with different β384 were compared with calculations based on design codes. In this385 study, CIDECT’s design formula (Wardenier et al. 2010) was386 adopted because of its popularity in practical tubular design. This387 is a semiempirical formula based on the database of tubular joint388 strength established by Makino et al. (1996). Although the design389 criteria for CIDECT are for joints in ambient conditions, the design390 formula is based on fy0, the characteristic yield strength. Hence it391 might be used for high temperatures by modifying the yield392 strength fy0 to fyT ¼ kyT × fy0, where kyT is the reduction factor393 of yield strength due to elevated temperature. Values of kyT are ob-394 tained from Table 3:
N1;Rd ¼ 4.3fy0T2D
sin 900βγ0.5Qf
395 where fy0 = characteristic yield strength under ambient conditions;396 T = chord thickness; D = outer diameter of braces; β and γ =397 respectively brace-to-chord ratio and chord thickness ratio; and398 90° = incline angle of brace to chord for T-joint. Qf takes into
399account the effect of preloads in a chord. In this case, since there400were no chord preloads, Qf ¼ 1.401A comparison of test results and CIDECT predictions is pre-402sented in Table 4. In terms of ultimate strength prediction, the com-403parison shows good agreement in ambient conditions. At 550°C,404the formula was conservative in predicting strength. However, at405700°C, it gave a nonconservative prediction, although deterioration406of yield strength was considered.
407FE Models
408Element Types and Failure Criteria
409Finite element (FE) models of the T-joints subjected to static in-410plane bending in fire conditions follows the modeling scheme of411a previously published study of axially loaded CHS T-joints under412elevated temperatures (Nguyen et al. 2010) because of its numerical413efficiency in predicting joint behavior. In this study, the joints were414simulated using ABAQUS v6.9 18, which consists of an eight-node415doubly curved thick shell element with a reduced integration416scheme (S8R). Five layers of a Gaussian integration point were417generated across the chord and brace thicknesses. Fix supports418were simulated at both ends of the chords, and load control was419applied on the top of the braces. A typical FE model of a joint420is shown in Fig. 10(a).421In FE modeling, engineering stress–strain relationships of steel422and welds at high temperatures following EC3: Parts 12 and 1-8423(CEN 2005). The characteristics of yield strength and elastic424moduli at various temperatures were obtained from the material
Table 4. Test Results
T4:1 SpecimensTest
temperature (°C)Yield
strength (kNm)Ultimate
strength (kNm)Initial stiffness(kNm=rad)
Prediction(kNm)a
Testprediction
T4:2 IB.T.069.20 27.6 30.88 43.25 1420 39.625 1.09T4:3 IB.T.069.550 517.3 23.67 30.55 1376 27.532 1.11T4:4 IB.T.069.700 678.3 6.74 8.4 670.3 8.56 0.98T4:5 IB.T.047.550 532.4 28.43 12.4 1609 10.849 1.14T4:6 IB.T.069.550 517.3 23.67 30.55 1376 27.532 1.11T4:7 IB.T.079.550 536.2 8.95 35.88 588.7 31.148 1.15
aUltimate strength prediction following CIDECT (2010) for high temperature, yield17 stress fy0 was changed according to yield stress at high temperature.
(a) (b)
F10:1 Fig. 10. Finite-element model of CHS T-joint: (a) structural joint; (b) failure criteria
© ASCE 7 J. Struct. Eng.

PROOF
ONLY
425 tests. Ramberg–Osgood’s power law (Ramberg and Osgood 1943)426 was used to convert engineering stress–strain curves into equivalent427 true stress–strain curves, so that they could be adopt in the FE428 models.429 Note that the failure of the joints at high temperatures is the430 development of cracks along the weld toes19 . Hence, a particular em-431 phasis is placed on how to accurately model ductile fracture initia-432 tion within this joint area. Without failure criteria in FE analysis,433 the ultimate strength of the joints at high temperatures cannot be434 simulated. In this study, a damage evolution model for ductile435 material in ABAQUS v6.9 was adopted with material properties436 determined from tensile coupon tests. Fig. 10(b) illustrates the437 characteristic stress–strain behavior of a material undergoing438 damage. In the context of an elastic-plastic material with isotropic439 hardening, the damage manifests itself in two forms: softening of440 the yield stress and degradation of the elasticity. The solid curve in441 the figure represents the damaged stress–strain response, while the442 dashed curve represents the response in the absence of damage. In443 the figure, σf and εplf are the yield stress and equivalent plastic444 strain at the onset of damage, and εplf is the equivalent plastic strain445 at failure, that is, when the overall damage variable reaches the446 value D ¼ 1. The overall damage variable, D, captures the com-447 bined effects of all active damage mechanisms and is computed448 in terms of the individual damage variables. The value of the equiv-449 alent plastic strain at failure, εplf , depends on the characteristic450 length of the element and cannot be used as a material parameter451 for the specification of the damage evolution law. Instead, the452 damage evolution law is specified in terms of equivalent plastic453 displacement.454 When material damage occurs, the stress–strain relationship no455 longer accurately represents the material’s behavior. Continuing to456 use the stress–strain relationship introduces a strong mesh depend-457 ency based on strain localization, such that the energy dissipated458 decreases as the mesh is refined. A different approach is required459 to follow the strain-softening branch of the stress–strain response460 curve. Hillerborg et al.’s (1976) fracture energy proposal is used to461 reduce mesh dependency by creating a stress-displacement re-462 sponse after damage is initiated. Using brittle fracture concepts,463 Hillerborg et al. defined the energy required to open a unit area464 of a crack as a material parameter, Gf. With this approach, the soft-465 ening response after damage initiation is characterized by a stress-466 displacement response rather than astress–strain response.467 The implementation of this stress-displacement concept in the468 FE analysis requires the definition of a characteristic element469 length, L, associated with an integration point. For shell elements,470 it is a characteristic length in the reference surface. This definition471 of the characteristic length is used because the direction in which472 fracture occurs is not known in advance. In this study, the value of L473 is 5 mm, similar to the value of the mesh size at the center of the474 joint. The fracture energy is then given as
Gf ¼Zεplf
εpl0
Lσydεpl ¼Zuplf
0
σydupl
475 This expression introduces the definition of the equivalent476 plastic displacement, uplf , as the fracture work conjugate of the477 yield stress after the onset of damage (work per unit area of the478 crack). Before damage initiation, upl0 ¼ 0; after damage initia-479 tion, uplf ¼ L × εplf ; the value of εplf was determined by material480 testing.481 In this study, the value of εpl0 is a major factor that controls the482 ultimate strength of the joints at high temperatures. Fig. 12 shows
483the sensitivity of values εpl0 in modeling the behavior of Joint484IB.T.069.550. Therefore, material tensile fracture tests were con-485ducted to provide the strain benchmark. FE analysis is used to de-486termine the value by fitting the load-extension curve in the material487test. Note that the damage evolution model is mesh dependent.488Therefore, in FE material calibration, a mesh size similar to that489in models of structural joints was used. The appropriate εpl0 for dif-490ferent temperature is summarized in Table 3. A sample of fitting the491FE model and experimental results are shown in Fig. 11.
492Validations against Test Results
493Figs. 13(a and b) present the numerical and experimental moment-494rotation curves of all structural tests of T-joints subjected to static495in-plane bending in fire conditions. Comparisons between the496moment-rotation curves and the failure modes of test results497and FE predictions show that the numerical and experimental re-498sults match well. It can therefore be suggested that the proposed499FEA model is able to predict 20well the structural behavior of the500columns.
0.0 0.5 1.0 1.5 2.0 2.5 3.00
10
20
30
40
Ten
sion
for
ce (
kN)
Extension (mm)
Control
20oC
550oC
700oC
FE model 20oC
FE model 550oC
FE model 700oC
F11:1Fig. 11. Curve fitting to find initial fracture strain (εpl0 ) on heat-affectedF11:2material
F12:1Fig. 12. Sensitivity of a FE model to values of εpl0
© ASCE 8 J. Struct. Eng.

PROOF
ONLY
501 Discussions
502 Failure Mechanism
503 Joint failure occurred on chords beneath the brace and center welds504 for all five tests. Plastic deformations were mostly located on two505 crown points. However, as a result of acting in-plane moment, one
506side of a joint was under compression while the other side was507under tension.508The failure mechanism can be divided into three stages. Initially,509the whole joint behaved in an elastic range in which stresses were510highly concentrated in two crown points and spread slowly toward511the saddle points. As shown in Fig. 14(a), at this stage, the major512actions in the area were shear and bending moments.
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.140
10
20
30
40
50
In-p
lane
ben
ding
mom
ent (
kNm
)
Rotation (rad)
IB.T.069.20 (test) IB.T.069.550 (test) IB.T.069.700 (test) IB.T.069.20 (FE analysis) IB.T.069.550 (FE analysis) IB.T.069.700 (FE analysis)
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16 0.180
10
20
30
40
In-p
lane
ben
ding
mom
ent (
kNm
)
Rotation (rad)
IB.T.069.550 (test) IB.T.047.550 (test) IB.T.079.550 (test) IB.T.069.550 (FE analysis) IB.T.079.550 (FE analysis) IB.T.047.550 (FE analysis)
(a) (b)
F13:1 Fig. 13. Comparisons between numerical and experimental results
QR
QR
M
MR
R
QR Q
R
TR T
R
Fracture
(a)
(b)
(c)
TRM
R
MRT
R
QR
QR
MR
MR
F14:1 Fig. 14. Failure mechanism of T-joint under in-plane bending
© ASCE 9 J. Struct. Eng.

PROOF
ONLY
513 As the braces rotated, the joint entered the second stage. Plastic514 hinges began to form around the weld toe at the crown points, and515 significant deformations (downward on compression side and up-516 ward on tension side) were observed. Consequently, tensile mem-517 brane actions were developed on the chord surface near the two518 crown points. As illustrated in Fig. 14(b), these tensile forces, com-519 bined with deformations on two sides of the center joint, generated520 a resistance moment. Since tensile membrane actions can spread521 with ease on chord surfaces, the resistance moment became larger522 as the joint further deformed. This is the main reason that the soft-523 ening phase could not be observed for specimens tested in ambient524 temperature. The joints reached their ultimate strength only when525 actions inhibited the development of tensile membrane action. For526 the joint at ambient temperature, IB.T.069.20, no ultimate strength527 occurred. Failure criteria based on serviceability control (Yura et al.528 1981) were applied.529 However, when the joints were subjected to fire, the develop-530 ment process of the tensile membrane actions was inhibited by531 the development of cracks along the weld toes. At this moment,532 the joints started going through Stage 3, the final stage. When533 the cracks formed, the load path was broken and the resistance mo-534 ment started to diminish. In Fig. 14(c), the stress distribution of535 Joint IB.T.069.550 at its ultimate stage is shown. The stress con-536 centration area was released to zero near the cracks21 , indicating the537 diminution of tensile membrane action. The test results also con-538 firmed this fracture phenomenon. Based on the observation of the539 incline cracks from the test, fracture was caused by a combination540 of both moments and tensile forces. The formation of cracks can be541 explained based on changes in steel materials at high temperatures.542 As illustrated in Table 3, at ambient temperature, the final fracture543 strain of heat-affected steel material was greater. Therefore, joints544 tested under such conditions can sustain large deformations with545 the development of tensile membrane action. However, at high546 temperatures, fracture in the material occurred earlier and caused547 a reduction in strength.
548 Joint Strength
549 As mentioned in the previous section, the joint strength could be550 classified into two groups to observe the influence of two factors,551 temperature and brace size.
552 Influence of Temperature553 Temperature has a great effect on the behavior of a joint (IB.T.069).554 As shown in Fig. 8(a), at ambient temperature the postyield
555hardening response of Joint IB.T.069 continuously increased until556excessive deformation occurred. However, at 550°C the postyield557hardening response stopped at a rotation of 0.082 rad. At 700°C, at558a rotation of 0.035 rad, the joint strength reached its peak of5598.4 kNm, and the postyield hardening response occurred in short560range 22. This can be explained by two reasons. First, it was due to the561absence of steel material strain hardening at high temperature [EC3:562Part 1.2 (CEN 2005)]. Consequently, the yielded part of the joint563had practically no rigidity, and material softening occurred at an564earlier stage. Secondly, because the steel fractured earlier at high565temperatures, the development of tensile membrane action was566stopped sooner. Therefore, the hardening process was much shorter567at 700°C compared to the 550°C case. With regard to the loss of568material strength at a high temperature, the ultimate strength of the569joint was affected not only by the degradation of steel material but570also by the fracture strain of the HAZ. In terms of strength, the571joints at higher temperatures attained a plastic behavior earlier572owing to the nonlinearity of the material stress–strain relationship573at elevated temperatures and the crack developments around the574center welds.
575Influence of Brace Size at High Temperature
576The effect of the brace-to-chord diameter ratio (β) at one elevated577temperature (550°C) is also shown in Fig. 15. The reduction in joint578strength is normalized with its strength in ambient conditions. The579joint strength in ambient conditions is based on validated FE mod-580els. It is observed that the strength variation (μ) of different β joints581at a high temperature (550°C) is less than that in ambient condi-582tions. In ambient conditions (continuous line), the strength shows583linear variation but not at high temperatures. For a larger bracer,584the strength reduction is higher compared to a smaller brace. This585is because the effective yielded area beneath the joint is smaller586for smaller braces (β ¼ 0.47) compared to a larger one (β ¼5870.79). Because the temperature directly affects material strength,588the larger the effective area under a brace, the greater the strength589reduction.
590Conclusions
591In this paper, the findings of an experimental program to inves-592tigate the behavior of CHS T-joints subjected to in-plane bending593in fire are presented. It was observed that at high temperatures,594the joint failure criterion was changed from serviceability to595strength owing to cracks occurring on the weld toes at high596temperatures. It was also found that temperature has a significant597effect on joint strength reduction. In addition, of the five inves-598tigated joints, the effect of temperature increased as the braces599became smaller.600In addition to the five tested specimens, numerical models of601T-joints in various temperature ranges were analyzed based on602the ABAQUS/Standard v6.9-1 commercial package. The predic-603tions of numerical models were validated against the test results.604FE models were used for numerical study of the behavior of joints605in future research.
606Acknowledgments
607This research was funded by the ARC 232/07 project entitled “Failure608modes and ultimate strength of tubular joints under elevated tem-609peratures” from the Ministry of Education, Singapore.
0.4 0.5 0.6 0.7 0.8 0.90
10
20
30
40
50
60
( = R550
/R20
)
( = 0.654)
( = 0.692)
IB.T
.079
IB.T
.069
In-p
lane
ben
ding
mom
ent (
kNm
) 20 oC (FEM)
20 oC (Test)
550 oC (Test)
IB.T
.047
( = 0.582)
F15:1 Fig. 15. Normalized ultimate strength of joint at 550 to 20°C
© ASCE 10 J. Struct. Eng.

PROOF
ONLY
610 References
611 CEN (European Committee for Standardization). (2005a). “Eurocode 3:612 Design of steel structures, part 1.2: General rules—Structural fire613 design.” EN 1993-1-2, Brussels, Belgium.614 CEN (European Committee for Standardization). (2005b). “Eurocode 3:615 Design of steel structures, part 1.8: Design of joints.” EN 1993-1-8,616 Brussels, Belgium.617 Choo, Y. S., and Qian, X. D. (2005). “Recent research on tubular joints618 with very thick-walled chords.” Proc., 15th Int. Offrshore and Polar619 Engineering Conf., ISOPE-2005, Seoul, South Korea, 272–278.24620 Fung, T. C., Soh, C. K., Chan, T. K., and Erni, (2002). “Stress concen-621 tration factors of doubler plate reinforced tubular T joints.” J. Struct.622 Eng., 10.1061/(ASCE)0733-9445(2002)128:11(1399), 1399–1412.623 Hillerborg, A., Modeer, M., and Petersson, P. E. (1976). “Analysis of Crack624 formation and crack growth in concrete by means of fracture mechanics625 and finite elements.” Cem. Concr. Res., 6, 773–782.626 Jin, M., Zhao, J., Liu, M., and Chang, J. (2011). “Parametric analysis of627 mechanical behavior of steel planar tubular truss under fire.” J. Constr.628 Steel Res., 67(1), 75–83.629 Kurobane, Y., Wardenier, J., and de Back, J. (1984). “Ultimate resistance of630 unstiffened tubular joints.” J. Struct. Eng., 10.1061/(ASCE)0733-9445631 (1984)110:2(385), 385–400.25632 Lin, X., and Han, L. (2005). “Load-displacement hysteretic behavior of633 concrete filled CHS columns after exposure to ISO-834 standard fire.”634 J. Build. Struct., 26, 19–29.26635 Lin, X.-K., and Tao, Z. (2007). “Analysis of axially loaded concrete filled636 CHS stub columns after exposure to fire.” J. Harbin Inst. Technol., 39,637 514–518.27638 Makino, Y., Kurobane, Y., Ochi, K., Van der Vegte, G. J., and Wilmshurst,639 S. T. (1996). “Introduction to unstiffened CHS tubular joint database.”640 Tubular Struct., 7, 157–164.28641 Nguyen, M. P., Tan, K. H., and Fung, T. C. (2010). “Numerical models and642 parametric study on ultimate strength of CHS T-joints subjected to brace643 axial compression under fire condition.” Proc., Int. Symp. on Tubular644 Structures (ISTS 13), B. Young, ed., Hong Kong, 733–740.29
645Ramberg, W., and Osgood, W. R. (1943). “Description of stress-646strain curves by three parameters.” National Advisory Committee for647Aeronautics (United States Advisory Committee for Aeronautics),648Washington, DC.649Togo, T. (1967). “Experimental study on mechanical behaviour of tubular650joints.” Osaka Univ., Osaka, Japan (in Japanese).651Toprac, A. A. (1961). “Investigation of corner connections loaded in652tension.” Weld. J., 40(11), 521–528.653Tvergaard, V. (1981). “Influence of voids on shear band instabilities under654plane strain conditions.” Int. J. Fract., 17(4), 389–407. 30 31655Van der Valk, C. A. C. (1988). “Factors controlling the static strength of656tubular T-joints.” Trondheim, Norway, 1177.657Van der Vegte, G. J. (1995). “The static strength of uniplanar and multi-658planar tubular T- and X-joint.” Ph.D. thesis, Delft Univ. of Technology,659Delft, Netherlands.660Van der Vegte, G. J., and Makino, Y. (2006). “The ultimate strength of ax-661ially loaded CHS uniplanar T-joints subjected to axial chord load.”662Weld. World, 50, 104–111. 32663Wardenier, J., Packer, J. A., Zhao, X.-L., and van der Vegte, G. J. (2010).664Hollow sections in structural applications, CIDECT, Zoetermeer,665Netherlands.666Yang, Y.-F., and Han, L.-H. (2005). “Fire behavior of concrete-filled double667skin (CHS inner and CHS outer) steel tubular columns.” J. Harbin Inst.668Technol., 37, 400–403. 33669Yu, W., Zhao, J., Luo, H., Shi, J., and Zhang, D. (2011). “Experimental670study on mechanical behavior of an impacted steel tubular T-joint in671fire.” J. Constr. Steel Res., 67(9), 1376–1385. 34672Yura, J. A., Zettlemoyer, N., and Edwards, I. E. (1981). “Ultimate capacity673of circular tubular joints.” J. Struct. Div., 107(10), 1965–1982.674Zerbst, U., Heerens, J., and Schwalbe, K.-H. (2002). “The fracture behav-675iour of a welded tubular joint––An ESIS TC1.3 round robin on failure676assessment methods. I: Experimental data base and brief summary of677the results.” Eng. Fract. Mech., 69(10), 1093–1110.678Zhao, X.-L., Hancock, G., and Wilkinson, T. (2005). Cold-formed tubular679members and connections, Elsevier. 35
© ASCE 11 J. Struct. Eng.

PROOF
ONLY
Queries1. Please provide author titles (e.g., Professor, Director) and for both affiliation footnotes.
2. Please provide the ASCE Membership Grades for the authors who are members.
3. ASCE Open Access: Authors may choose to publish their papers through ASCE Open Access, making the paper freely availableto all readers via the ASCE Library website. ASCE Open Access papers will be published under the Creative Commons-Attribu-tion Only (CC-BY) License. The fee for this service is $1750, and must be paid prior to publication. If you indicate Yes, you willreceive a follow-up message with payment instructions. If you indicate No, your paper will be published in the typical subscribed-access section of the Journal.
4. In the abstract, please use the full term instead of "FEA."
5. Please check and confirm the heading levels are ok in this article.
6. The citation (Parker 1985) mentioned in this sentence is not present in the References list. Please provide the full details for(Parker 1985), and we will insert it in the References list and link it to this citation.
7. There is no ref. by CIDECT (2010). Do you mean “Wardenier et al. 2010”? If so, please insert “Wardenier et al.” before “2010” inparentheses. Otherwise, please provide a ref. for CIDECT.
8. The citation (IIW 2009) mentioned in this sentence is not present in the References list. Please provide the full details for (IIW2009), and we will insert it in the References list and link it to this citation.
9. The citation (Robinson and Latham 1986) mentioned in this sentence is not present in the References list. Please provide the fulldetails for (Robinson and Latham 1986), and we will insert it in the References list and link it to this citation.
10. The meaning of “The effect of this thermal-induced compression was considered independently of the failure mechanism of thejoint as a similar concept in current design codes, such as CIDECT” is unclear. First, it is unclear whether “independent” shouldbe changed to “independently.” If it relates to “mechanism, meaning “it was considered to be independent of the failure mechan-ism,” then it’s fine, though “to be” should be inserted. If it means how it was considered (or treated), then please change to“independently.” The last part of the sentence (starting at “as a similar concept”) is also unclear. Please revise.
11. Please provide reference for this standard.
12. In Table 1, please provide a note explaining the significance of the bold font.
13. Please provide
14. Please provide name and location of manufacturer of Nicrothal wires.
15. In " Normal strain gauges can only provide reliable results within 100°C," the use of "within" is unclear. Do you mean "up to" or"at"? "Within" can be used in a range, not with a single temperature. Please revise.
16. In “eight bolts on the end plate were tightened,” if there are only eight such bolts, please insert “the” before “eight” to indicatethat.
17. In Table 4 footnote, should “for high temperature, yield stress” be “for high-temperature yield stress” or “for high temperature andyield stress” or something else? The original is unclear. Please revise.
18. Please provide a reference for ABAQUS v6.9.
19. The meaning of “the failure of the joints at high temperatures is the development of cracks along the weld toes” is unclear. Theproblem is with “is.” Do you mean “is the result of”? Or “is illustrated by” or “is shown by”? Please revise.
20. In “ : : : the proposed FEA model is able to predict : : : ” please use the full term instead of “FEA.”
21. In “The stress concentration area was released to zero near the cracks,” the meaning of “released” here is unclear. Do you mean“reduced”? Please revise.
© ASCE 12 J. Struct. Eng.

PROOF
ONLY
22. In “and the postyield hardening response occurred in short range,” the meaning of “in short range” is unclear. Do you mean“shortly thereafter”? Please revise.
23. If “ARC” stands for anything, please provide definition.
24. Please provide the publisher or sponsor name and location (not the conference location) for Ref. Choo and Qian (2005).
25. The Volume tag and Issue tag were deleted. Because of ASCE doi occured
26. Please provide issue number for ref. Lin and Han (2005).
27. Please provide issue number for ref. Lin and Tao (2007).
28. Please provide issue number for ref. Makino et al. (1996). Also, what is “TUSTAM” doing at the end of this reference? Pleaseclarify and put in proper place in reference and indicate what it is (e.g., conference proceedings) or delete it.
29. Please provide the publisher or sponsor name and location (not the conference location) for Nguyen et al. (2010).
30. Issue number ’4’ has been inserted in this reference. Please check and confirm the edit made here.
31. This reference Tvergaard (1981) is not mentioned anywhere in the text. ASCE style requires that entries in the References listmust be cited at least once within the paper. Please indicate a place in the text, tables, or figures where we may insert a citation orindicate if the entry should be deleted from the References list.
32. Please provide issue for ref. Van der Vegte and Makino (2006).
33. Please provide issue number for ref. Yang and Han (2005).
34. Issue number ’9’ has been inserted in this reference. Please check and confirm the edit made here.
35. Please provide publisher location for ref. Zhao et al. (2005).
© ASCE 13 J. Struct. Eng.