Strategies/tools to make a supply chain lean
58
Strategies/tools to make a supply chain lean
Transcript of Strategies/tools to make a supply chain lean

Strategies/tools to make a supply chain lean
Global methods/tools:
• Quality control systems:
– I-Inspection,
– QC-Quality Control,
– AQ-Quality Assurance.
• Total Quality Management (TQM)
• Total Productive Maintenance (TPM) system

• Just in time production (JIT)
• Lean Production
• Business Process Reeingineering
• Continuous improvement - Kaizen
• Combination of reengineering and continuous improvement (Kaikaku)

KAIZEN

Continuous improvement - Kaizen
• It originates from Japan.
• Kai (expelling the bad), Zen (doing the good).
• Kaizen (i.e. continuous progress, continuous improvement).
• The goal of the concept is continuous improvement, which is usually long-term.
• Improvements are the goal of cooperation of all employees (creating workshops where you think about how to do something BETTER, FASTER and CHEAPER).
• 5S - Sort, Systematize, Polish, Standardize, Takecare of maintenance.
5S are the fundamental tools of the Kaizen approachthat are the basis for continuation and upgrading. Atidy workplace improves responsiveness and bringsorder to processes. The workplace needs to becleaned of all tools, materials and other influencesthat no longer have a function in the ongoing process.
KAIZEN approaches:
http://www.kaizen.si/

• PDCA - Plan, Do, Check, Act.
In Kaizen or Lean Production, all improvements are subject to a similar implementation process. The systematized process of implementing improvements, innovations and major projects allows employees to comply with all requirements and standards when making changes. The requirements for accepting changes are various, from the appropriate preparation of starting points, data, documentation and identification of participants. Next: employees are always changing the process, which must be standardized. Changes need to be introduced by reaching appropriate consensus within the team, and in parallel it is necessary to set up a system of rewarding and encouraging employees. Only in this way can a company achieve a goal that many companies in Slovenia find unattainable: 1 proposal per employee per month.
http://www.kaizen.si/
• Waste elimination
Systematic elimination of waste from all processes in thecompany is a very important source of process improvement.A systematic approach to this tool allows the company toattract into the process the creativity and imagination ofthose who can contribute the most to it: workers in the firsttypes of production. Eliminating waste (overproduction,transport, movement, congestion, processes, inventories anderrors) can have major positive financial effects on acompany, while at the same time expanding the company'sresponsibility and commitment to common goals.
http://www.kaizen.si/

• VM – Vizual Management
Visual management is a Kaizna tool that encourages employees and management to record the results of their activities in a visually transparent way. Transparency, openness and mutual assistance are important principles in Kaizen production. Management determines key production indices and keeps them transparent on the spot (Gemba). In this way, we achieve that the company's results are a matter for all employees, and a sense of responsibility and commitment to common goals increases within the company.
http://www.kaizen.si/

• Encourage employees to look for new improvements. Introducing their new ideas into business.
• Organizing workshops or training for employees greater employee skills, more knowledge.
Continuous improvement - Kaizen
BENCHMARKING
WHAT is benchmarking?
It is a lengthy process of comparing existing products / services /production processes / business functions of a company with thesame or similar services / best practice products:
• domestic or global companies that are most successful in thesame industry,
• domestic or global companies that are most successful in otherindustries,
The AIM of benchmarking?
Gaining useful information / knowledge / experience / proceduresthrough which the company can improve its business,competitiveness and can follow its competitors faster.
The goal is to identify better or best practices that would creategreater values, improve existing processes, results, and so on.

WHY benchmarking?
• new ideas, innovations,
• quality improvement,
• increase productivity,
• identifying one's own weaknesses and strengths,
• opportunity to learn from the best,
• involving all employees in finding solutions,
• greater motivation of employees,
• cost reduction,
• better market positioning.

To whom benchmarking is intended?
The use of benchmarking is not conditioned byindustry, company size, ownership structureand location.
Benchmarking is intended primarily forcompanies that want to improve their products/ services / processes in order to achievebetter business results.
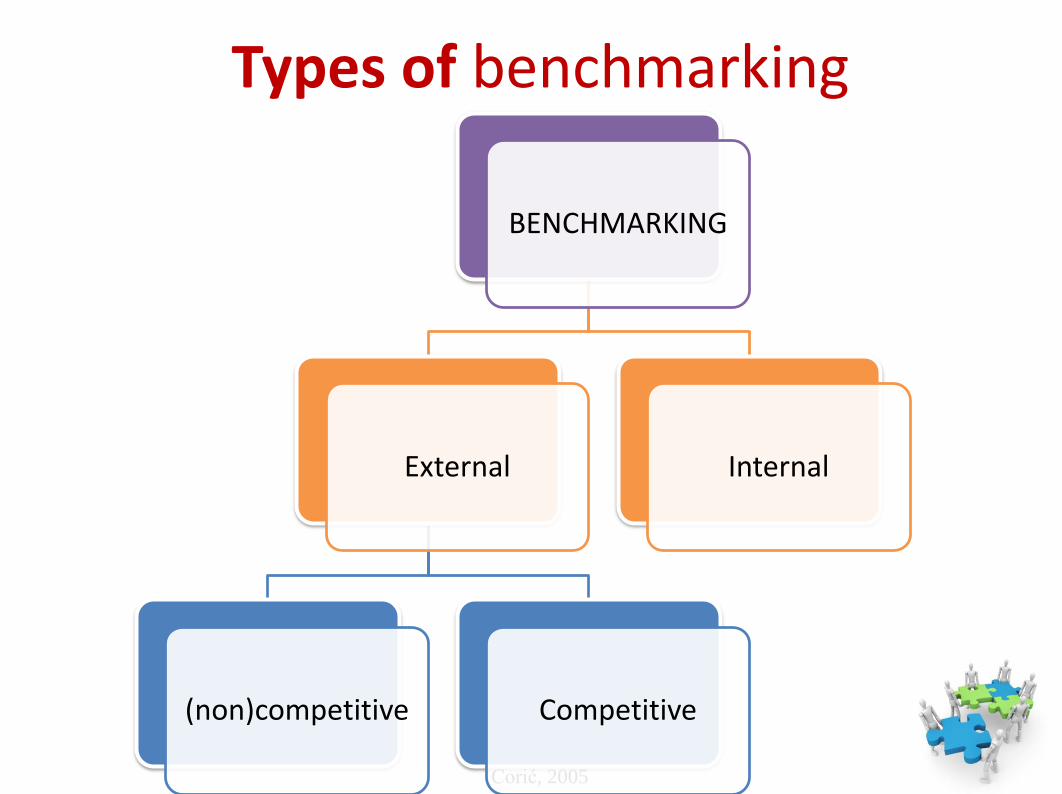
Types of benchmarking
Ćorić, 2005
BENCHMARKING
External
(non)competitive Competitive
Internal

QUALITY STANDARDS

ISO 9001…
ISO 14001
…..

20 TOYOTA‘s keys
KOBAYASHI 20 KEYSali
20 Toyota’s Keys

https://www.makigami.info/continuous-improvement-programs/20-keys-kobayashi/

1. Clean and tidy. Everywhere and all of the time.
2. Participative management style. Working with all people to engage their minds and hearts into their work as well as their hands.
3. Teamwork on improvement. Focused on teamwork to involve everyone in enthusiastic improvements.
4. Reduced inventory and lead time. Addressing overproduction and reducing costs and timescales.
5. Changeover reduction. Reducing times to change dies and machines to enable more flexible working.
6. Continuous improvement in the workplace. Creating improvement as a ‘way of life’, constantly making work better and the workplace a better place to work.
7. Zero monitoring. Building systems that avoid the need for ‘machine minders’ and instead have people who are working on maintaining a number of machines.
8. Process, cellular manufacturing. Creating interconnected cells where flow and pull are the order of the day.
9. Maintenance. Maintaining of machines by people who work on them, rather than external specialists. This allows constant adjustment and minimum downtime.
10. Disciplined, rhythmic working. Synchronised total systems where all the parts work together rather than being independently timed.
11. Defects. Management of defects, including defective parts and links into improvement.

12. Supplier partnerships. Working with suppliers, making them a part of the constantly-improving value chain, rather than fighting with them.
13. Waste. Constant identification and elimination of things that either do not add value or even destroy it.
14. Worker empowerment and training. Training workers to do the jobs of more highly skilled people, so they can increase the value they add on the job.
15. Cross-functional working. People working with others in different departments and even moving to gain experience in other areas too.
16. Scheduling. Timing of operations that creates flow and a steady stream of on-time, high-quality, low-cost products.
17. Efficiency. Balancing financial concerns with other areas which indirectly affect costs.
18. Technology. Using and teaching people about more complex technology so they can use and adapt to it, bringing in the latest machines and making them really work.
19. Conservation. Conserving energy and materials to avoid waste, both for the company and for the broader society and environment.
20. Site technology and Concurrent Engineering. Understanding and use at all levels of methods such as Concurrent Engineering and Taguchi methods.
KANBAN
Lower inventory

KANBAN is a production managementsystem according to the pull system,with the aim of minimizing intermediate(interphase stocks).


KANBAN CARD

SIGNAL TABLE


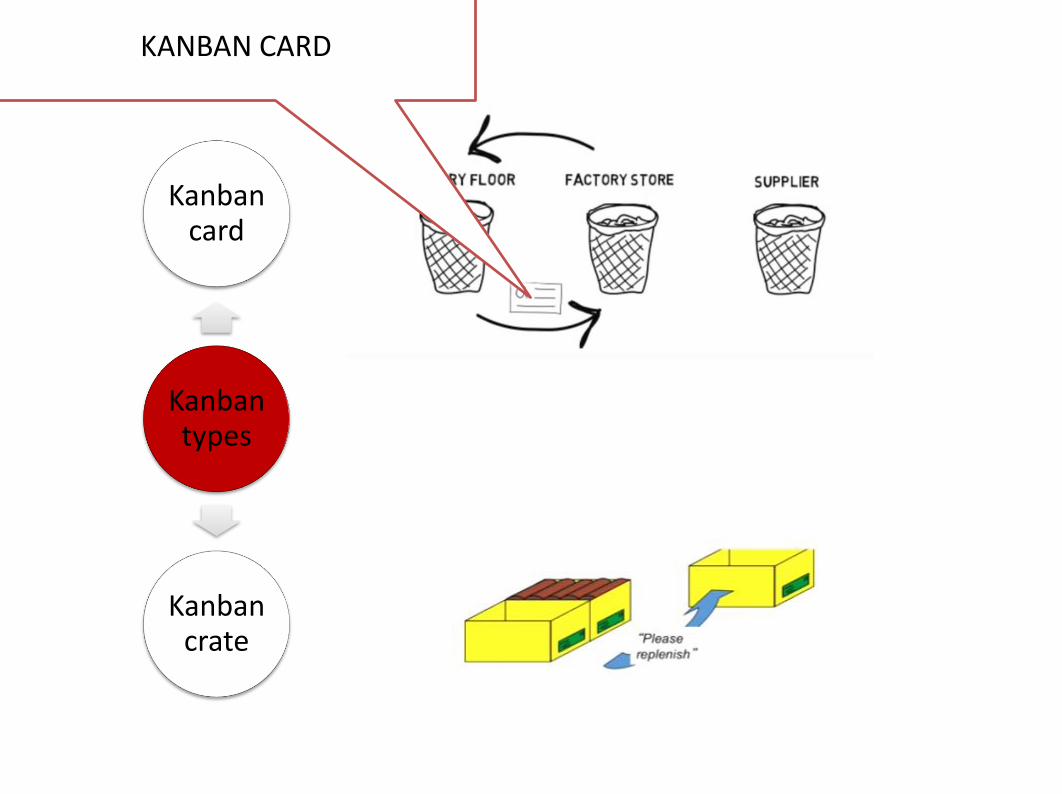
Kanbantypes
Kanbancard
Kanbancrate
KANBAN CARD
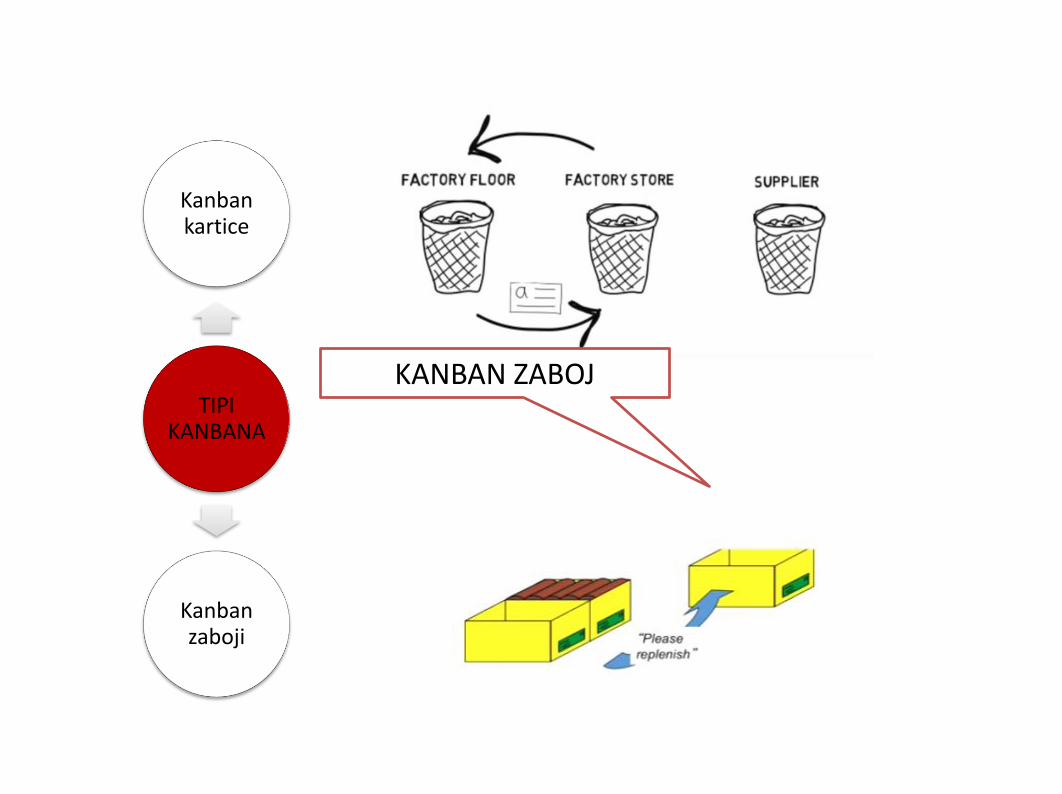
TIPI KANBANA
Kanbankartice
Kanbanzaboji
KANBAN ZABOJ

KANBAN
types
Kanbancard
Kanbancrate

STRENGTHS
• stock minimization (production & storage),
• prevention of overproduction,
• provides a rapid response to change,
• cost reduction
• simple method
• providing fast and accurate information

SIX SIGMA

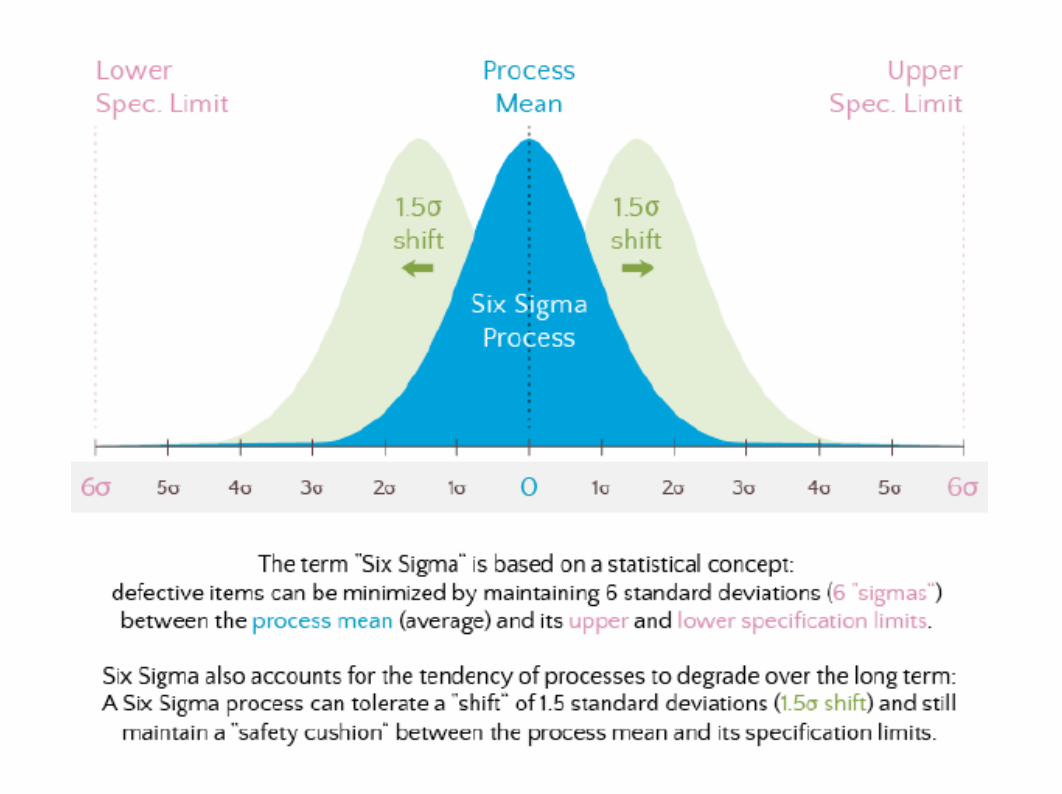
WHAT is Six Sigma?
A methodology developed at Motorola. The name comes from the lowercase letter (sigma), which
indicates a standard deviation - a statistical indicator that shows the scatter of values from the
arithmetic mean.
With this methodology, companies want to get as close as possible to perfection, and achieve only
3.4 errors per million products / services or. +/- six standard deviations.

KEY STRENGTH of Six Sigma?
Its main advantage is systematicity anddecision-making based on data, numbers andfacts.
6-Sigma is used for more complex problems,where the solution is not yet known, and thereis a need for knowledge of employees invarious fields - the team.
6-Sigma projects are characterized by dealingwith a narrowly limited problem that isexplored in depth.
http://www.3zen.si/6-sigma/
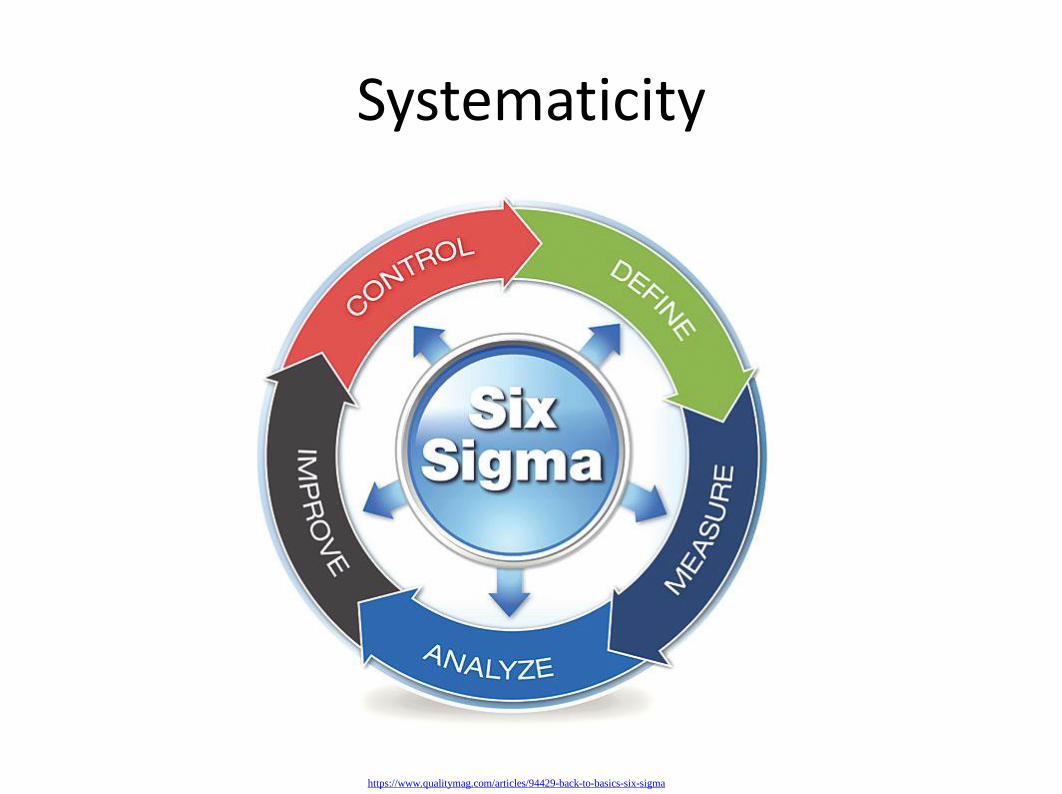
Systematicity
https://www.qualitymag.com/articles/94429-back-to-basics-six-sigma

In the Define stage, ask ‘Why do we want to do this project?’ We’ll build a business case: This is what it’s going to do and why people should support this. And then we’ll establish the goals. Then we’ll look at what type of team we need in order to accomplish this. Is this just in one department, or is this a problem that is more cross-functional? That creates the scope, boundaries and project definitions. And then we’ll supplement this with things like SIPOC (Suppliers, Inputs, Process, Outputs and Customers) so that we have an understanding of the playground we’re running in.
https://www.qualitymag.com/articles/94429-back-to-basics-six-sigma

For Measure, we say, ‘Where are we today?’ That’s really the base, and that could be data. Ask, ‘Where am I?’
Analyze is looking at ‘Where should we be,’ compared to, ‘Where are we?’ I’m asking the question ‘Why?’ in analysis. ‘Why is this happening?’ And so analysis is really just addressing ‘why.’ It’s the same as in the 8D methodology, or any basic problem solving, it is to address the ‘why.’
https://www.qualitymag.com/articles/94429-back-to-basics-six-sigma

Improve, go in and identify opportunities to attack the ‘why.’ So we create a bunch of potential solutions. We try to find the best one that fits for the financials, for the organization, for the goal we’re trying to achieve. So before weeven try anything, we’ll go out and run trials to see if the plan works. And if does work, we’re going to go into the final stage of Improve, into implementation.
https://www.qualitymag.com/articles/94429-back-to-basics-six-sigma
If we did a traditional Six Sigma project as a black belt, we might be here five or six months working on this project. We don’t want the problem to come back. We don’t want bad habits to pick back up. We want to make sure we understand what we did. So we have a phase called Control.
So Control is to prevent re-occurrence. Ask the question, ‘What do I need to do to put in some monitoring and measuring?’ We may need to rewrite procedures, we may put in some new technology, and we might have to do preventive maintenance. https://www.qualitymag.com/articles/94429-back-to-basics-six-sigma
But control is trying to identify how to make this part of the everyday living, where I don’t think about this as change any longer, and instead think ‘This is just a way we’re going to do this.
https://www.qualitymag.com/articles/94429-back-to-basics-six-sigma

AIM of Six Sigma?
The main goal, of course, is to identify the keycauses of the problem and the key inputvariables that have the greatest impact on theproblem.
This is certainly not an easy task and requiresyour time and other resources.
Thus, 6-Sigma projects last from 3 to 6 monthsand also have a negligible financial impact.
http://www.3zen.si/6-sigma/

Strength of Six Sigme
• improving products / services,
• improving production processes,
• lower costs due to fewer errors
• lower costs to avoid duplication of work,
• greater customer loyalty,
• higher profits,
• greater competitiveness…
WEAKNESSES of Six Sigme
• use of complex and expensive statistical methods,
• extensive training on the implementation of this method,
• ignorance of the roles of group members,
• poorly defined rules on the operation and conduct of the team,
• poor project design method…

ZERO DEFECT

Zero Defect
• It motivates employees to timely detect and eliminate errors at source, with the aim of ensuring a higher level of quality of processes and products.

www.edrawsoft.com
Poka-Yoke• It is an error prevention system that prevents components of
inadequate quality from entering the further process, whileeliminating the causes of errors.
• It is based on the implementation of control devices thateliminate human errors.
https://www.balluff.com/local/ar/industries-and-solutions/solutions-and-technologies/error-proofing/poka-yoke/

Characteristics of “Poka-Yoke”:
• do not make defective products,
• do not send the defective product for further processing,
• find the defective product within the process and stop it.
Jidoka
• The goal of the method is to detect errors as quickly as possible
• Workers need to be empowered to stop the production process as soon as the system detects a fault.
• The machines should also stop themselves when a fault is detected.