
Status of OPERA RPC production. A. Garfagnini Opera collaboration meeting Nagoya, 12 march 2002 RPC...
16
Status of OPERA RPC production. A. Garfagnini Opera collaboration meeting Nagoya, 12 march 2002 RPC production at GT; Schedule for OPERA in 2002; Summary of the quality control tests: results from the OPERA prototypes; Status of LNGS infrastructures for RPC mass production tests.
-
date post
19-Dec-2015 -
Category
Documents
-
view
215 -
download
0
Transcript of Status of OPERA RPC production. A. Garfagnini Opera collaboration meeting Nagoya, 12 march 2002 RPC...

Status of OPERA RPC production.
A. Garfagnini
Opera collaboration meeting Nagoya, 12 march 2002
RPC production at GT; Schedule for OPERA in 2002;
Summary of the quality control tests: results from the OPERA prototypes;
Status of LNGS infrastructures for RPC
mass production tests.

A.Garfagnini – page 2
General Tecnica (GT) s.r.l.
Company located at Colli (Frosinone), ~120 km south-east of Rome.
Producer of tooling for assembly lines for cars radiators (working mainly for the FIAT factory near Cassino).
Unique producer of bakelite RPCs in Italy. Past productions: L3 (~ 600 m2) and BABAR; Running productions: BABAR, ARGO, ATLAS, CMS, ALICE, OPERA,
…
Factory owner and technical director: Mr. Fabrizi.
Responsible of production and quality control: Mr. Fiore.
~10 technicians are currently involved in the RPC assembly and strips preparation and integration.
RPC production buldings ~ 700 m2

A.Garfagnini – page 3
RPC production history (2001)
All the bakelite RPCs for the INFN experiments are produced by
General Tecnica.
In order to coordinate the experiments needs, a INFN committee
had been formed, with the task of analyze and improve the
processing procedure and to interact between the INFN and the
factory.
After a successful benckmark performed last year, the company
produced 12 RPCs/day, on average, for one month. The BABAR
experiment had a key role in the development and improvements of
the production.

A.Garfagnini – page 4
RPC production (2002)
This year the production has been boosted to 18 RPC/day in order to
fulfill all the requirements (mainly dominated by the LHC
experiments); new tools and procedures have been introduced: the
gluing step has been automated, the glue curing places - “pizzeria” –
have been doubled, and a new building for the storage of the
materials is under construction.
The committee, lead by S.Morganti (INFN Rome-1st university and
BABAR), has regular meetings where production schedules and
results are discussed; each experiment has at least one
representative person which is contact with the committee and
follows its RPCs production at General Tecnica (next meeting, march
14th in Rome).

A.Garfagnini – page 5
RPC production (1)
General Tecnica production share in 2002
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
ATLAS ARGO CMS OPERA BABAR
RPC integral numbers in 2002
0
500
1000
1500
2000
2500
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
ATLAS CMS ARGO OPERA BABAR
According to the above schedule OPERA production will start in June 2002;574 RPCs will be produced by the end of 2002,(always < 30% of the total share/month).

A.Garfagnini – page 6
RPC production (2)The offer for the OPERA production is at the moment in a stand-by position, as many of the spectrometer components.
Nevertheless, the first set of bakelite (105 layers, high resistivity from BABAR) has been received and inspected at GT:16% rejected due to same production defect (feedback w/ PanPla needed).
New layers expected soon (build a buffer at GT and LNGS). Once the CERN and INFN positions will become clear, ready to start.
PanPla bakelite batch 1 - Feb 2002
27
35
2688
8
0
917
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
BI BE-R BE-V Total
Accepted Rejected
BI 13BE 26AI 0AE 0Total 39
RPC that can be assembled

A.Garfagnini – page 7
Quality control tests
The OPERA quality control checks are strongly based on those developed for the BABAR experiments (S.Morganti, et al. http://babar.roma1.infn.it/~morganti/rpcwww/).
They can be classified into: mechanical tests:
gas tightness (leakage) and spacers gluing (first bubble + push); electrical tests:
HV conditioning and IV curves. response to elementary particles:
chamber radiography and efficiency curves.
All the quality control tests will be performed at the Gran Sasso laboratories (LNGS), where a dedicated hall (lab2) has been assigned. Results on the QC tests for the prototypes, performed at GT using the BABAR equipment, are summarized in the followings.

A.Garfagnini – page 8
OPERA prototypes
o 16 full-size prototypes have been produced by the end of 2001;o 1 has been used by GT to check the oil coating quality;o 1 rejected due to bakelite defects (used as dummy for test
calibration);o 2 rejected during mechanical tests;o 12 chambers pass the quality controls (12/15 0.8):
9 sent to CERN; 3 to LNGS.

A.Garfagnini – page 9
Mechanical tests summary (1)
mechanical tests: no gas leakage found; for one chamber spacers disconnect while inflating;
one chamber is spoiled during test, human error, (water fills the gap).
The two rejected RPCs have been opened to check oil coating. First spacer, “pops” at 15 and 70 mbar (water filled chamber).
PA13_3_4
0
1
2
3
4
5
6
50 150 250 350 450 550 650 750 850
t [sec]
P [
mb
ar]
A.Garfagnini – page 10
Push test
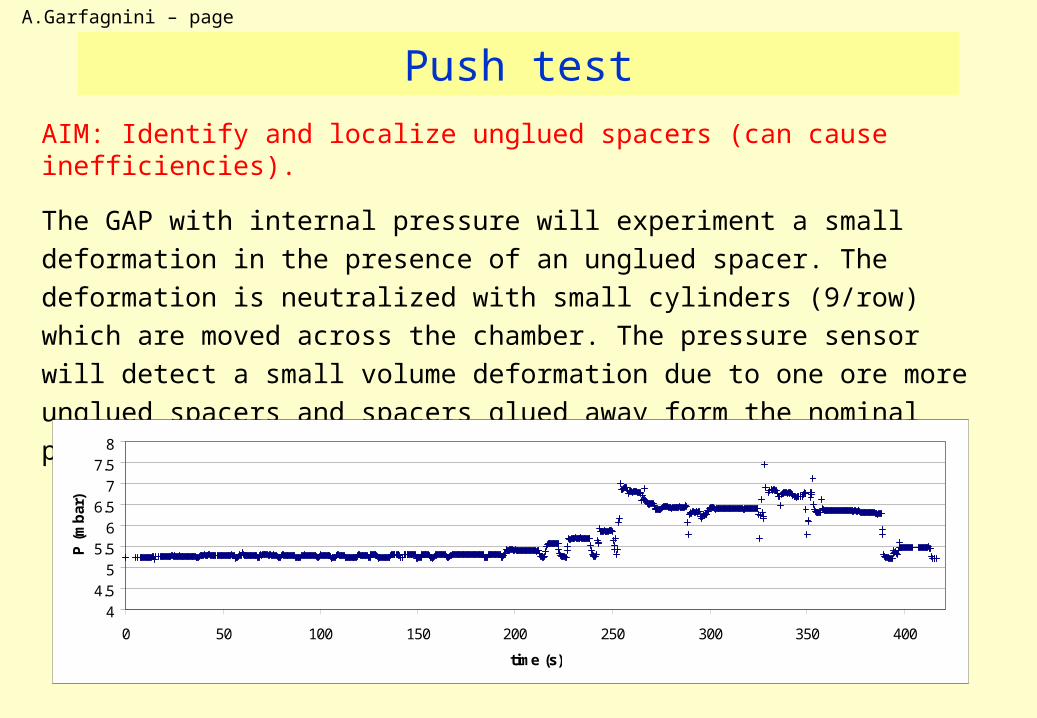
AIM: Identify and localize unglued spacers (can cause inefficiencies).
The GAP with internal pressure will experiment a small deformation in the presence of an unglued spacer. The deformation is neutralized with small cylinders (9/row) which are moved across the chamber. The pressure sensor will detect a small volume deformation due to one ore more unglued spacers and spacers glued away form the nominal position.
4
4.5
5
5.5
6
6.5
7
7.5
8
0 50 100 150 200 250 300 350 400
time (s)
P (
mb
ar)

A.Garfagnini – page 11
One tested chamber had several unglued spacers (no glue on one side was find after having opened the chamber.
The final test will be completely automated, reducing the operator time and improving the sensitivity of the test.
Push test results
PA13_3_4
5.555.6
5.655.7
5.755.8
5.855.9
5.956
0 20 40 60 80 100 120 140 160
time (s)
P (
mb
ar)
Row 21

A.Garfagnini – page 12
Electrical tests summary
The chambers are filled and fluxed w/ gas for some time (time required to exchange several gas volumes) before the first IV curve is performed.
An I/V curve is performed from 0 to 8 kV (up to 7kV for the prototypes).
Dust residuals are “burned” keeping the GAP for some time at fixed voltage.
Annealing effect is seen for IV curves measured at different times.PB13_16_??
0
0.1
0.2
0.3
0.4
0.5
0 1000 2000 3000 4000 5000 6000 7000 8000
HV (V)
I [u
A]
01.12.2001 01.12.2001 PB13_16_?? (HV = 6.5 kV)
0
0.1
0.2
0.3
0.4
0.5
0.6
17:31 19:55 22:19 0:43 3:07 5:31 7:55
time
I [u
A]

A.Garfagnini – page 13
Cosmic rays tests
Boxes
A cosmic test station is being setup.
Big involvement for the LNGS electronic and mechanical workshops, lead by C.Gustavino and L.Tatananni, respectively.
Trigger: 2 planes (44 m2 each) using glass RPCs; 1 cm strips (flat cables glued on
polypropylene); 1st coordinate, digital readout (MACRO GSC
cards); 2nd coordinate using time information (t < 50
ps).
Bakelite RPCs: 3 boxes (12 3) under test at once; use MACRO readout strips (3 cm) for both
coordinates; digital readout (MACRO GSC).

A.Garfagnini – page 14
LNGS infrastructures
Experimental hall free for OPERA;Started the process for the offers for the gas system (4 independent
distribution point inside the hall – gas mixed inside);
Trigger planes:Mechanical structure in advanced status, started to mount the
structures inside the hall;RPCs: glass delivered, start to assemble the detectors (16 m2);material for strips (flat cable + polypropylene planes) available;electronics for t1-t2 under testing, final production will start soon.
RPC under test:measures fixed, 2 box prototypes ordered;material for strips available (from MACRO);card for signal inversion (HV = ± 4kV) designed, prototypes will be
soon available for testing.

A.Garfagnini – page 15
LNGS infrastructures (2)
DAQ under development, will use a system similar to that currently used for MONOLITH prototype and for GSC-II project), will start to exercise with the OPERA RPC prototypes available at LNGS.
For the mechanical tests work is underway: automatic push test prepared by E.Buccheri (Roma1 technician, temporarily assigned to the project).
Readout and analysis programs under development.
Idea to provide a database, with web interface, storing all the tests parameters, up to the RPC radiography.
A.Garfagnini – page 16
Summary
The QC steps have been defined and work has started; some months are needed before the system is fully assembled, the software completed and debugged and the system becomes fully operational for the mass production control.
We are thankful to the BABAR collaboration, in particular to S.Morganti, for their help; we have learned from their experience and selected a QC system which is essential for the large production of the OPERA RPCs (more than 1500 GAPs).
The LNGS technical support has been very cooperative and is essential for a successful realization of the whole QC machinery.


















