Standard STD 121-0013 - Volvo
14
Standard STD 121-0013 Volvo Group Issue date October 2018 Issue 3 Page 1 (14) The English language version is the original and the reference in case of dispute. Den engelska språkversionen är originalversion och ska åberopas i händelse av tvist. Electrolytic cathodic protective surface treatment with friction requirements, Y 1300 Elektrolytisk katodiskt skyddande ytbehandling med friktionskrav, Y 1300 With or without sealer Med eller utan sealer Orientation Orientering This issue differs from issue 2 in that requirements for hexagonal screws and nuts with property class 10.9/10 have been added. Denna utgåva skiljer sig från utgåva 2 genom att krav för sexkantsskruvar och sexkantsmuttrar med hållfast- hetsklass 10.9/10 har lagts till. Contents Innehåll 1 Scope and field of application 1 Omfattning och tillämpning 2 2 Definitions 2 Definitioner 2 2.1 Significant surface 2.1 Kravyta 2 2.2 Measuring area 2.2 Mätarea 3 2.3 Corrosion definitions 2.3 Korrosionsdefinitioner 3 2.4 Other definitions 2.4 Andra definitioner 3 3 Surface treatment classes 3 Ytbehandlingsklasser 4 4 Requirements 4 Krav 4 4.1 General requirements 4.1 Allmänna krav 5 4.2 Mechanical requirements 4.2 Mekaniska krav 7 4.3 High-strength steel requirements 4.3 Krav vid höghållfast stål 11 4.4 Appearance requirements 4.4 Utseendekrav 12 4.5 Colour requirements 4.5 Kulörkrav 12 4.6 Paintability 4.6 Övermålningsbarhet 12 4.7 Additional requirements 4.7 Tilläggskrav 12 4.8 Environmental requirements 4.8 Miljökrav 12 5 Approval of surface treatment 5 Godkännande av ytbehandling 13 6 Indication in design-engineering documentation 6 Angivelse i konstruktionsteknisk dokumentation 13
Transcript of Standard STD 121-0013 - Volvo

Standard STD 121-0013 Volvo Group
Issue date October 2018 Issue 3 Page 1 (14)
The English language version is the original and
the reference in case of dispute.
Den engelska språkversionen är originalversion
och ska åberopas i händelse av tvist.
Electrolytic cathodic protective surface treatment with friction requirements, Y 1300
Elektrolytisk katodiskt skyddande ytbehandling med friktionskrav, Y 1300
With or without sealer Med eller utan sealer
Orientation Orientering
This issue differs from issue 2 in that requirements
for hexagonal screws and nuts with property class
10.9/10 have been added.
Denna utgåva skiljer sig från utgåva 2 genom att krav
för sexkantsskruvar och sexkantsmuttrar med hållfast-
hetsklass 10.9/10 har lagts till.
Contents Innehåll
1 Scope and field of application 1 Omfattning och tillämpning 2
2 Definitions 2 Definitioner 2
2.1 Significant surface 2.1 Kravyta 2
2.2 Measuring area 2.2 Mätarea 3
2.3 Corrosion definitions 2.3 Korrosionsdefinitioner 3
2.4 Other definitions 2.4 Andra definitioner 3
3 Surface treatment classes 3 Ytbehandlingsklasser 4
4 Requirements 4 Krav 4
4.1 General requirements 4.1 Allmänna krav 5
4.2 Mechanical requirements 4.2 Mekaniska krav 7
4.3 High-strength steel requirements 4.3 Krav vid höghållfast stål 11
4.4 Appearance requirements 4.4 Utseendekrav 12
4.5 Colour requirements 4.5 Kulörkrav 12
4.6 Paintability 4.6 Övermålningsbarhet 12
4.7 Additional requirements 4.7 Tilläggskrav 12
4.8 Environmental requirements 4.8 Miljökrav 12
5 Approval of surface treatment 5 Godkännande av ytbehandling 13
6 Indication in design-engineering documentation
6 Angivelse i konstruktionsteknisk dokumentation
13

Standard STD 121-0013 Volvo Group
Issue 3 Page 2 (14)
1 Scope and field of application 1 Omfattning och tillämpning
Surface treatment Y 1300 covers different surface
treatment classes. The class of the treated compo-
nent is determined by the relevant environmental and
finish requirements.
Ytbehandling Y 1300 upptar olika ytbehandlings-
klasser. Klassen för den behandlade komponenten
fastställs beroende på aktuella miljö- och finishkrav.
This standard covers electrolytic cathodic protective
surface treatment free from hexavalent chromium for
corrosion protection of iron and steel parts with
friction requirements.
Denna standard omfattar elektrolytisk katodiskt
skyddande ytbehandling fri från sexvärt krom för
korrosionsskydd av järn- och stålartiklar med
friktionskrav.
For flake cathodic protective surface treatment of
parts with friction requirements, see STD 121-0012,
Y 1200.
För flake katodiskt skyddande ytbehandling av
artiklar med friktionskrav, se STD 121-0012, Y 1200.
For flake cathodic protective surface treatment of
parts without friction requirements, see
STD 121-0014, Y 1400
För flake katodiskt skyddande ytbehandling av
artiklar utan friktionskrav, se STD 121-0014, Y 1400
For electrolytic cathodic protective surface treatment
of parts without friction requirements, see
STD 121-0015, Y 1500
För elektrolytisk katodisk skyddande ytbehandling av
artiklar utan friktionskrav, se STD 121-0015, Y1500.
For cathodic protective surface treatment of tubes
and tube fittings, see STD 121-0006, Y 400.
För katodiskt skyddande ytbehandling av rör och rör-
kopplingar, se STD 121-0006, Y 400.
2 Definitions 2 Definitioner
For this standard, the below definitions apply. För denna standard gäller nedanstående definitioner.
2.1 Significant surface 2.1 Kravyta
The complete part is a significant surface unless
otherwise stated in the design-engineering
documentation.
Hela artikeln ska anses som kravyta om inte annat
anges i den konstruktionstekniska dokumentationen.
If other testing than on the relevant part shall be
carried out, the following alternatives may be applied:
Om provning på annat än artikel i fråga är aktuell kan
följande alternativ tillämpas:
For rack processes, a test panel in accordance
with STD 1021,5211, section 2.1 can be used.
The test panel representing the relevant sub-
strate shall be bent 90° in the middle. The recom-
mended test panel size is 100 mm x 200 mm.
För hängprocess kan provpanel enligt
STD 1021,5211 avsnitt 2.1 användas. Den
provpanel som representerar aktuellt substrat
ska ha böjts 90° i mitten. Rekommenderad
storlek för provpanelen är 100 mm x 200 mm.
For bulk processes (at development testing), an
M10x80 screw can be used as the significant
surface of a standard part. When verifying bulk
goods, the relevant part shall be used.
För bulkprocess (vid utvecklingsprovning) kan
kravyta av standardartikel som utgörs av skruv
M10x80 användas. Vid verifiering av bulkgods
används aktuell artikel.

Standard STD 121-0013 Volvo Group
Issue 3 Page 3 (14)
2.2 Measuring area 2.2 Mätarea
Coating thickness measuring area: the part of the
significant surface on which a single measurement is
made.
Mätarea av skikttjocklek: del av kravytan på vilken
en enskild mätning görs.
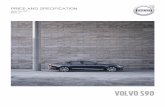
Reference area: the area over which a prescribed
number of single measurements shall be made. For
threaded parts, see figure 1.
Provningsarea: den yta på vilken ett föreskrivet
antal enskilda mätningar ska utföras. För gängade
artiklar, se figur 1.
Reference areas Provningsareor
Reference areas Provningsareor
Reference areas Provningsareor
Reference area Provningsarea
Fig. 1
2.3 Corrosion definitions 2.3 Korrosionsdefinitioner
White corrosion: white, porous corrosion product on
zinc-alloyed surfaces.
Vitkorrosion: vit, porös korrosionsprodukt på zink-
legerad yta.
Base metal corrosion (red corrosion): corrosion of
the base metal of surface-treated objects.
Basmetallkorrosion (rödkorrosion): korrosion av
basmetallen hos föremål med ytbehandling.
2.4 Other definitions 2.4 Andra definitioner
Conductivity: indicates a material’s capability to
conduct an electric current.
Konduktivitet: anger ett materials förmåga att leda
elektrisk ström.

Standard STD 121-0013 Volvo Group
Issue 3 Page 4 (14)
3 Surface treatment classes 3 Ytbehandlingsklasser
Y 1300-1 Insignificant corrosivity.
Used when the corrosion protection
requirement is less pronounced.
An example of this environment is inside a
compartment or cab.
Y 1300-1 Ringa korrosivitet.
Används då kravet på korrosionsskydd är
mindre uttalat.
Exempel på denna miljö är invändigt
kupé eller hytt.
Y 1300-2 Low corrosivity.
Used when the corrosion protection
requirement is low.
Examples of this environment are exterior
surfaces that are not exposed to salt from
road environments.
Y 1300-2 Låg korrosivitet.
Används då kravet på korrosionsskydd är
lågt.
Exempel på denna miljö är utvändiga ytor
som ej utsätts för saltbelastning från väg-
miljö.
Y 1300-3 Moderate corrosivity.
Used when the corrosion protection
requirement is moderate. Corrosion
stresses on external surfaces caused by
salt or dirt are insignificant or moderate.
Examples of this environment are parts of
engine compartments, protected under-
body surfaces, some interior door sur-
faces, door arches, pillars and roof.
Y 1300-3 Måttlig korrosivitet.
Används då kravet på korrosionsskydd är
måttligt. Korrosionspåkänningar på ut-
vändiga ytor som orsakas av salt och
smuts är ringa till måttliga.
Exempel på denna miljö är delar av
motorrum, skyddade ytor av underrede,
vissa ytor på dörrars insidor, dörrbågar,
stolpar och tak.
Y 1300-4 High corrosivity.
Used when the corrosion protection
requirement is high.
Examples of this environment are exter-
nal surfaces that are affected by dirt and
significant exposure to wetness and salt
from road environment, and marine
environment.
Y 1300-4 Hög korrosivitet.
Används då kravet på korrosionsskydd är
högt.
Exempel på denna miljö är utvändiga ytor
påverkade av smuts och avsevärd våt-
och saltbelastning från vägmiljö samt
marin miljö.
Y 1300-5 Higher corrosivity.
Used when the requirement on white
corrosion is higher than class Y 1300-4
and/or styling requirements exist for sun-
exposed surfaces.
Y 1300-5 Högre korrosivitet.
Används då kravet mot vitkorrosion är
högre än klass Y 1300-4 och/eller vid
designkrav på utseendet för solexpo-
nerade ytor.

Standard STD 121-0013 Volvo Group
Issue 3 Page 5 (14)
4 Requirements 4 Krav
4.1 General requirements 4.1 Allmänna krav
Table / Tabell 1
Property Egenskap
Y 1300-1 Y 1300-2 Y 1300-3 Y 1300-4 Y 1300-5 Test method Provningsmetod
Coating thickness Skikttjocklek
Determined by mechanical requirements for threaded material, see section 4.2 Bestäms av mekaniska krav för gängat gods, se avsnitt 4.2
Chemical resistance 1)
Kemikaliebeständighet Grade 0/0 Betyg 0/0
Grade 0/0 Betyg 0/0
Grade 0/0 Betyg 0/0
Grade 0/0 Betyg 0/0
Grade 0/0 Betyg 0/0
STD 1026,8177
Corrosion resistance 2)
Korrosionsbeständighet
Accelerated corrosion test (ACT) Accelererad korrosions-provning (ACT)
STD 423-0014
Time until white 3) corrosion appears Tid till vitkorrosion
- 1 week 1 vecka
1,5 week 1,5 vecka
2 weeks 2 veckor
4 weeks 4 veckor
Time until base metal corrosion appears Tid till basmetallkorrosion
1,5 week 1,5 vecka
2 weeks 2 veckor
4 weeks 4 veckor
6 weeks 6 veckor
6 weeks 6 veckor
Light exposure
Ljusexponering - - - - 1500 h STD 1027,337
Colour deviation in comparison with unexposed panel Kulöravvikelse i jämförelse med oexponerad panel
- - - - Grade 2
Betyg 2
STD 423-0041
Adhesion Vidhäftning
Burnishing test Polerprov
Grade 0 Betyg 0
Grade 0 Betyg 0
Grade 0 Betyg 0
Grade 0 Betyg 0
Grade 0 Betyg 0
STD 5712,104
Quenching test Kylningsprov
Grade 0 Betyg 0
Grade 0 Betyg 0
Grade 0 Betyg 0
Grade 0 Betyg 0
Grade 0 Betyg 0
STD 5712,101
Adhesion after painting Vidhäftning efter över-målning
Scrape test Skrapprov
- Grade ≤ 1 Betyg ≤ 1
Grade ≤ 1 Betyg ≤ 1
Grade ≤ 1 Betyg ≤ 1
Grade ≤ 1 Betyg ≤ 1
STD 423-0009
High-pressure test Högtrycksprov
- ≤ 10% ≤ 10% ≤ 10% ≤ 10% STD 423-0015
Intermediate coating 4)
Mellanliggande ytbe-handling
Y 7000-1 Y 7000-1 Y 7000-1 Y 7000-1 Y 7000-1 STD 121-0009

Standard STD 121-0013 Volvo Group
Issue 3 Page 6 (14)
1) Resistance to the following chemicals shall be
tested according to STD 1026,8177, unless
otherwise indicated in the design-engineering
documentation:
1) Beständighet mot följande kemikalier ska testas i
enlighet med STD 1026,8177, om inget annat
anges i den konstruktionstekniska dokument-
ationen:
Washer fluid
Coolant
White spirit
Diesel
Buffer solution pH 4
Urea in water solution according to ISO 22241,
e.g. (trademarks): AdBlue or DEF.
Spolarvätska
Kylvätska
Lacknafta
Dieselolja
Buffertlösning pH 4
Urea i vattenlösning enligt ISO 22241,
exempel (varumärken): AdBlue eller DEF.
2) Corrosion resistance requirements for surface-
treated parts shall be verified in accordance with
STD 423-0014. Upon agreement between the
department placing the order and the testing
facility, verification of a process can be performed
using an alternative corrosion testing method.
However, for each individual process, the alter-
native test method shall fulfil the requirements in
STD 423-0014. In case of dispute, the require-
ments specified in STD 423-0014 shall apply.
Salt spray shall only be used to verify the process
stability and in accordance with STD 423-0010.
How to verify corrosion tests for process stability
shall be decided by the quality responsible person
at Volvo and the testing facility in joint
consultation.
2) STD 423-0014 gäller för verifiering av korrosions-
krav för ytbehandlad detalj. Efter överenskom-
melse mellan beställande avdelning och provande
instans kan verifiering av en process göras med
en alternativ korrosionsprovningsmetod. Den
alternativa provningsmetoden ska för varje enskild
process dock motsvara STD 423-0014. I händelse
av tvist är det kraven i enlighet med
STD 423-0014 som gäller.
Saltspruta får endast användas för verifiering av
processtabilitet i enlighet med STD 423-0010.
Hur korrosionsprov för processtabilitet ska veri-
fieras bestäms av Volvos kvalitetsansvarig i sam-
råd med provande instans.
3) Definition of white corrosion and white haze:
White corrosion can be distinguished from white
haze (light/foggy discolouration) by rinsing the
parts in tap water with a maximum temperature of
+40 °C and assessing them while they are still
wet. If the light discolouration remains, it is white
corrosion and not haze.
One can also stroke over the discolouration with a
wet finger. White corrosion can then be observed,
whereas haze cannot.
3) Definition av vitkorrosion och vit haze:
Vitkorrosion kan särskiljas från vit haze
(ljus/dimmig missfärgning) genom att spola detal-
jerna i kranvatten som är högst +40 °C och sedan
undersöka dem när de är blöta. Om den ljusa
missfärgningen består handlar det om vitkorro-
sion, inte haze.
Man ska även kunna dra ett vått finger över miss-
färgningen. Vitkorrosion kan då observeras,
medan haze inte kan observeras.
4) Only applies when subsequent phosphating and
EC paint application shall be carried out. The non-
passivated coating shall be protected during
transportation by anti-rust treatment in accord-
ance with STD 121-0009, Y 7000-1.
4) Tillämpas endast då efterföljande fosfatering och
ED-lackering ska utföras. Den ej passiverade
beläggningen ska transportskyddas genom
rostskyddsbehandling enligt STD 121-0009,
Y 7000-1.

Standard STD 121-0013 Volvo Group
Issue 3 Page 7 (14)
4.2 Mechanical requirements 4.2 Mekaniska krav
Unless otherwise stated, all mechanical requirements
for surface treatment shall be tested on fasteners
with metric threads.
Samtliga mekaniska krav för ytbehandling ska provas
på fästelement med metriska gängor om inget annat
anges.
4.2.1 Surface-treated threads 4.2.1 Ytbehandlade gängor
The coating thickness in the threads must not prevent
entering. Thread tolerance before surface treatment
shall be checked by testing the fasteners using a NO
GO screw ring and a GO screw ring for external
thread, and a NO GO screw plug gauge and a GO
screw plug gauge for internal thread. After surface
treatment, the thread shall be tested using a GO
screw ring for external thread and a GO screw plug
gauge for internal thread.
Skikttjockleken i gängorna får ej förhindra äntring.
Gängtolerans innan ytbehandling kontrolleras genom
att fästelementen provas med stoppgängring och gå-
gängring för utvändig gänga, och stoppgänghåltolk
och gågänghåltolk för invändig gänga. Efter
ytbehandling provas med gågängring för utvändig
gänga och gågänghåltolk för invändig gänga.
Tolerance values stated in the design-engineering
documentation apply to threads before surface
treatment (for example 6e for screws and 6G6H for
nuts) if nothing else has been indicated or agreed.
See STD 5081,15.Surface-treated threads shall be
approved using a GO screw ring for tolerance
position h (external thread) and a GO screw plug
gauge for position H (internal thread).
Gängtoleransvärden angivna i konstruktionsteknisk
dokumentation gäller före ytbehandling (t.ex. 6e för
skruv och 6G6H för mutter) om inget annat angetts
eller överenskommits. Se STD 5081,15. Ytbehand-
lade gängor ska godkännas med hjälp av gågängring
för toleransläge h (utvändig gänga) och med gågäng-
håltolk för toleransläge H (invändig gänga).
4.2.2 Assembly friction properties 4.2.2 Friktionsegenskaper vid montering
Development testing and verification of surface treat-ment shall be performed on flange screws and flange nuts.
Utvecklingsprovning och verifiering av ytbehandling
ska utföras på flänsskruvar och flänsmuttrar.
The friction requirements stated in tables 2a–2d and 3a–3b apply to:
Friktionskraven angivna i tabellerna 2a–2d samt
3a–3b gäller för:
Flange screws with property class 8.8 and 10.9
Flange nuts with property class 8 and 10
Hexagonal head screws with property class
10.9
Hexagonal nuts with property class 10.
Flänsskruvar med hållfasthetsklass 8.8 och
10.9
Flänsmuttrar med hållfasthetsklass 8 och 10
Sexkantsskruv med hållfasthetsklass 10.9
Sexkantsmutter med hållfasthetsklass 10.
The friction requirements stated in tables 2a–2d and 3a–3b do not apply to:
Friktionskraven angivna i tabellerna 2a–2d samt 3a–3b gäller inte för:
Hexagonal head screws with property class 8.8
and other screws with head geometries having
smaller contact diameter than the corres-
ponding flange screw
Hexagonal nuts with property class 8.
Sexkantsskruv med hållfasthetsklass 8.8 och
andra skruvar med skallar som har mindre
kontaktdiameter än motsvarande flänsskruv
Sexkantsmutter med hållfasthetsklass 8.
Definition of given parameters, see STD 186-0004. Angivna parametrar definieras i STD 186-0004.

Standard STD 121-0013 Volvo Group
Issue 3 Page 8 (14)
a) For in-process inspection of test material and
quality assurance of running production of flange
screws and flange nuts, testing shall be per-
formed in accordance with STD 186-0004, test A1
(screws) and/or B1 (nuts).
The following friction requirements shall apply:
− Target value for the total friction: µtot = 0,14
− The mean friction value (µtot) shall be within
the range 0,12–0,16
− No single friction value (µtot) is allowed to be
outside the range 0,11–0,17
− The number of parts to be tested shall be
according to STD 186-0004 unless otherwise
agreed.
a) Vid processkontroll av provmaterial och kvali-
tetskontroll i löpande produktion av flänsskruvar
och flänsmuttrar ska provning ske i enlighet
med STD 186-0004, test A1 (skruvar) och/eller
B1 (muttrar).
Följande friktionskrav ska uppfyllas:
− Målvärdet för den totala friktionen:
µtot = 0,14
− Medelvärdet (µtot) ska ligga inom intervallet
0,12–0,16
− Inget enskilt friktionsvärde (µtot) får ligga
utanför intervallet 0,11–0,17
− Antal detaljer som ska provas ska vara enligt
STD 186-0004 om inte annat överens-
kommits.
b) For in-process inspection of test material and
quality assurance of running production of 8.8
screws with hexagonal head and hexagonal nuts
with property class 8, testing shall be performed
in accordance with STD 186-0004, test C1
(screws) and/or D1 (nuts).
The following friction requirements shall apply:
− Target value for the total friction: µtot = 0,15
− The mean friction value (µtot) shall be within
the range 0,13–0,17
− No single friction value (µtot) is allowed to be
outside the range 0,12–0,18
− The number of parts to be tested shall be
according to STD 186-0004 unless otherwise
agreed.
− Note that screws with hexagonal head and
hexagonal nuts cannot be used to verify the
friction properties of a coating as this is only
an in-process inspection.
b) Vid processkontroll av provmaterial och kvali-
tetskontroll i löpande produktion av 8.8-skruvar
med sexkantsskalle och sexkantsmuttrar i håll-
fasthetsklass 8 ska provning ske i enlighet med
STD 186-0004, test C1 (skruvar) och/eller D1
(muttrar).
Följande friktionskrav ska uppfyllas:
− Målvärdet för den totala friktionen:
µtot = 0,15
− Medelvärdet (µtot) ska ligga inom intervallet
0,13–0,17
− Inget enskilt friktionsvärde (µtot) får ligga
utanför intervallet 0,12–0,18
− Antal detaljer som ska provas ska vara enligt
STD 186-0004 om inte annat överens-
kommits.
− Notera att skruvar med sexkantsskalle och
sexkantsmuttrar inte kan användas för att
verifiera friktionsegenskaperna hos en yt-
behandling utan detta är enbart en process-
kontroll.
c) For in-process inspection and quality
assurance of running production of 10.9
screws with hexagonal head and hexagonal
nuts with property class 10, testing shall be
performed in accordance with
STD 186-0004, test C1 (screws) and/or D1
(nuts). The following friction requirements
shall apply:
c) Vid processkontroll av provmaterial och kvalitets-
kontroll i löpande produktion av 10.9-skruvar
med sexkantsskalle och sexkantsmuttrar i
hållfasthetsklass 10 ska provning ske i enlighet
med STD 186-0004, test C1 (skruvar) och/eller
D1 (muttrar). Följande friktionskrav ska
uppfyllas:

Standard STD 121-0013 Volvo Group
Issue 3 Page 9 (14)
– Target value for the total friction: µtot = 0,14 − Målvärdet för den totala friktionen:
μtot = 0,14
– The mean friction value (µtot) shall be within
the range 0,12–0,16
− Medelvärdet (μtot) ska ligga inom
intervallet 0,12–0,16
– No single friction value (µtot) is allowed to be
outside the range 0,11–0,17
− Inget enskilt friktionsvärde (μtot) får ligga
utanför intervallet 0,11–0,17
– The number of parts to be tested shall be
according to STD 186-0004 unless otherwise
agreed.
− Antal detaljer som ska provas ska vara enligt
STD 186-0004 om inte annat överenskommits.
– Note that screws with hexagonal head and
hexagonal nuts cannot be used to verify the
friction properties of a coating as this is only
an in-process inspection.
– Notera att skruvar med sexkantsskalle och
sexkantsmuttrar inte kan användas för att
verifiera friktionsegenskaperna hos en
ytbehandling, utan detta är enbart en
processkontroll.
d) For development testing and verification of
surface treatment, the friction requirements
in accordance with tables 2a–2d and 3a–3b
apply.
d) Vid utvecklingsprovning och verifiering av
ytbehandling gäller friktionskraven enligt
tabellerna 2a–2d och 3a–3b.
Table / Tabell 2a Friction requirements for flange screws Friktionskrav för flänsskruvar
Assembly friction test
Friktionstest montering
Limits for the mean value of µtot
Gränser för medelvärde på µtot
Limits for all measured values of µtot
Gränser för alla uppmätta värden på µtot
Other requirements and comments
Övriga krav och kommentarer
Test method/ reference
Provmetod/ referens
A1 (Steel) A1 (Stål)
0,12–0,16 0,11–0,17 Max difference between µth and µb ≤ 0,04 Max skillnad mellan µth och µb ≤ 0,04
STD 186-0004
A2 (Aluminium) A2 (Aluminium)
0,13–0,18 0,12–0,20 Max difference between µth and µb ≤ 0,06 Max skillnad mellan µth och µb ≤ 0,06
STD 186-0004
A3 (Powder) A3 (Pulver)
0,09–0,14 0,08–0,15 No stick-slip and µb ≥ 0,08 Ingen stick-slip och µb ≥ 0,08
STD 186-0004
A4 (EC) A4 (ED)
0,09–0,14 0,08–0,15 No stick-slip and µb ≥ 0,08 Ingen stick-slip och µb ≥ 0,08
STD 186-0004
A5, A6
0,10–0,16 0,09–0,17 - STD 186-0004
A7 - - Fully metallic lock nut Prevailing torque acc. to STD 7141,441
Helt metallisk låsmutter Gällande moment enligt STD 7141,441
STD 186-0004
STD 7141,441

Standard STD 121-0013 Volvo Group
Issue 3 Page 10 (14)
Table / Tabell 2b Friction requirements for flange screws during repeated assembly
Friktionskrav för flänsskruvar vid upprepad montering
Repeated assembly
Upprepad montering
Difference between µtot 1st assembly and 3rd assembly
Skillnad mellan µtot 1:a montering och 3:e montering
Other requirements and comments
Övriga krav och kommentarer
Test method/ reference
Provmetod/ referens
A2 (Aluminium) A2 (Aluminium)
≤ 0,03 Assembled 3x using torque level Medium µtot calculated at final torque
Monteras 3 ggr med momentnivå Medium µtot beräknas vid slutmoment
STD 5511,15
STD 186-0004
A3 (Powder) A3 (Pulver)
≤ 0,03
Table / Tabell 2c Friction requirements for flange screws at elevated temperature
Friktionskrav för flänsskruvar vid förhöjd temperatur
Torque to loosen at elevated temperature
Moment för att lossa vid förhöjd temperatur
Torque to loosen ÷ Assembly torque
Moment för att lossa ÷ Monterings-moment
Other requirements and comments
Övriga krav och kommentarer
Test method/ reference
Provmetod/ referens
M8 > 0,50 Assembly torque acc. to STD 5511,15 level Medium. Torque to loosen measured acc. to principle in STD 186-0004
Monteringsmoment enligt STD 5511,15 nivå Medium. Moment för att lossa mäts enligt principen i STD 186-0004
Test joint acc. to STD 186-0004
Provförband enl. STD 186-0004 M10 > 0,50
Table / Tabell 2d Friction requirements for flange screws with partial polyamide patch Friktionskrav för flänsskruvar med partiell polyamidbeläggning
Screws with partial polyamide patch
Skruvar med partiell polyamidbeläggning
Limits for installation torque
Gränser för installations-moment
Limits for removal torque
Gränser för borttagnings-moment
Other requirements and comments
Övriga krav och kommentarer
Test method/ reference
Provmetod/ referens
Acc. to STD 7121,161
Enligt STD 7121,161
Acc. to STD 7121,161
Enligt STD 7121,161
Acc. to STD 7121,161
Enligt STD 7121,161
Installation torque 2nd to 5th time shall not exceed first installation torque
Installationsmoment 2:a till 5:e gången får inte överskrida momentet vid första installationen
STD 7121,161
Same type of test samples as test A2 (Aluminium)
Samma typ av provobjekt som A2 (Aluminium)
- - Installation torque 2nd to 5th time shall not exceed first installation torque
Installationsmoment 2:a till 5:e gången får inte överskrida momentet vid första installationen
STD 186-0004
STD 7121,161

Standard STD 121-0013 Volvo Group
Issue 3 Page 11 (14)
Table / Tabell 3a Friction requirements for flange nuts
Friktionskrav för flänsmuttrar
Assembly friction test
Friktionstest montering
Limits for the mean value of µtot
Gränser för medelvärde på µtot
Limits for all measured values of µtot
Gränser för alla uppmätta värden på µtot
Other requirements and comments
Övriga krav och kommentarer
Test method/ reference
Provmetod/ referens
B1 (Steel) B1 (Stål)
0,12–0,16 0,11–0,17 Max difference between µth and µb ≤ 0,04 Max skillnad mellan µth och µb ≤ 0,04
STD 186-0004
B2 (Aluminium) B2 (Aluminium)
0,13–0,18 0,12–0,20 Max difference between µth and µb ≤ 0,06 Max skillnad mellan µth och µb ≤ 0,06
STD 186-0004
B3 (Powder) B3 (Pulver)
0,09–0,14 0,08–0,15 No stick-slip and µb ≥ 0,08 Ingen stick-slip och µb ≥ 0,08
STD 186-0004
B4 (EC) B4 (ED)
0,09–0,14 0,08–0,15 No stick-slip and µb ≥ 0,08 Ingen stick-slip och µb ≥ 0,08
STD 186-0004
B5, B6
0,10–0,16 0,09–0,17 - STD 186-0004
B7 - - Fully metallic lock nut Prevailing torque acc. to STD 7141,441
Helt metallisk låsmutter Gällande moment enligt STD 7141,441
STD 186-0004
STD 7141,441
Table / Tabell 3b Friction requirements for flange nuts during repeated assembly Friktionskrav för flänsmuttrar vid upprepad montering
Repeated assembly
Upprepad montering
Difference between µtot 1st assembly and 3rd assembly
Skillnad mellan µtot 1:a montering och 3:e montering
Other requirements and comments
Övriga krav och kommentarer
Test method/ reference
Provmetod/ referens
B3 (Powder) B3 (Pulver)
≤ 0,03 Assembled 3x using torque level Medium µtot calculated at final torque
Monteras 3 ggr med momentnivå Medium µtot beräknas vid slutmoment
STD 5511,15
STD 186-0004
4.3 High-strength steel requirements 4.3 Krav vid höghållfast stål
In electrolytic treatment, high-strength steels could suffer from hydrogen embrittlement and special care must be taken.
Vid elektrolytisk behandling kan höghållfasta stål
försvagas av väteförsprödning och måste ägnas
speciell omsorg.
4.3.1 Screws with property class ≥ 10.9 4.3.1 Skruvar i hållfasthetsklass ≥ 10.9
If electrolytic treatment is applied on screws with
property class 10.9 or higher, a heat treatment in
accordance with STD 5700,21 shall be carried out as
part of the surface treatment process for the purpose
of stress and hydrogen embrittlement relief.
Om elektrolytisk behandling tillämpas på skruvar
i hållfasthetsklass 10.9 eller högre, ska värme-
behandling enligt STD 5700,21 utföras i spännings-
utjämnande och väteutdrivande syfte, som en del av
ytbehandlingsprocessen.

Standard STD 121-0013 Volvo Group
Issue 3 Page 12 (14)
4.3.2 Special fasteners 4.3.2 Speciella fästelement
Fasteners which have been surface-hardened,
such as tapping screws and thread-forming
screws
Fästelement som har ythärdats, t.ex. gäng-
pressande skruvar och gängformande skruvar
Fasteners with captive washer in hardened
steel
Fästelement med oförlorbar bricka i härdat stål
Fasteners in spring steel Fästelement i fjäderstål
Any other fasteners with core or surface
hardness above 320 HV
Andra fästelement som har en kärn- eller yt-
hårdhet över 320 HV
For the above special fasteners, the risk of failure
due to hydrogen embrittlement shall be evaluated
and managed with appropriate manufacturing and
surface-treatment processes.
För ovanstående speciella fästelement ska risken för
brott på grund av väteförsprödning bedömas och åt-
gärdas med hjälp av lämpliga tillverknings- och yt-
beläggningsprocesser.
Flake systems are preferred in accordance with
STD 121-0012 to reduce the probability of hydrogen
embrittlement. However, flake systems are not
suitable for all types of fasteners.
I första hand ska flakesystem väljas enligt
STD 121-0012 för att minska risken för väte-
försprödning. Flakesystem är dock inte lämpliga
för alla typer av fästelement.
4.4 Appearance requirements 4.4 Utseendekrav
The significant surface of the surface-treated part
shall be free from clearly visible surface treatment
defects such as blisters, pitting, rough surfaces,
cracks or uncoated areas. Minor contact marks are
acceptable.
Den ytbehandlade artikelns kravyta ska vara fri från
tydligt iakttagbara ytbehandlingsfel såsom blåsor,
frätgropar, grov yta, sprickor eller obelagda områden.
Mindre kontaktmärken accepteras.
4.5 Colour requirements 4.5 Kulörkrav
If there is a specific colour requirement, this shall be
specified in the design-engineering documentation.
For requirements, see table 1.
Om krav på specifik kulör föreligger, anges det i den
konstruktionstekniska dokumentationen. För krav, se
tabell 1.
4.6 Paintability 4.6 Övermålningsbarhet
Where required, the surface treatment shall permit
painting with organic coatings (incl. EC paint
system). For requirements, see table 1.
Ytbehandlingen ska, där så krävs, vara möjlig att
övermålas med organiska lacker (inkl. ED-
lacksystem). För krav, se tabell 1.

Standard STD 121-0013 Volvo Group
Issue 3 Page 13 (14)
4.7 Additional requirements 4.7 Tilläggskrav
Additional requirements only apply when the surface
treatment shall be electrically conductive and only for
ground connection fasteners.
Tilläggskrav gäller i de fall ytbehandlingen ska
vara elektriskt ledande och används endast på
fästelement för jordanslutningar.
Property Egenskap
Y 1300-1 Y 1300-2 Y 1300-3 Y 1300-4 Y 1300-5 Test method Provningsmetod
Conductivity
Konduktivitet
- SAE/USCAR-26 SAE/USCAR-26 SAE/USCAR-26 - SAE/USCAR-26
4.8 Environmental requirements 4.8 Miljökrav
For applicable environmental requirements, refer to
the following standards:
När det gäller miljökrav, se följande standarder:
Substances listed in STD 100-0002, Volvo’s black
list, must not be present in processes or products
within the Volvo Group.
Ämnen listade i STD 100-0002, Volvos svarta lista,
får inte förekomma i processer eller produkter inom
Volvokoncernen.
Substances listed in STD 100-0003, Volvo’s grey
list, should not be present in processes or products
within the Volvo Group.
Ämnen listade i STD 100-0003, Volvos grå lista,
bör inte förekomma i processer eller produkter inom
Volvokoncernen.
Substances listed in STD 100-0005, Volvo’s red
list, must not be present in Volvo Group products
placed on the market.
Ämnen listade i STD 100-0005, Volvos röda lista,
får inte förekomma i Volvokoncernens marknads-
förda produkter.
Electrolytic ZnNi coatings shall be applied using an
alkaline ZnNi process, and the Ni content of the
surface treatment should be 12–15 % Ni.
Elektrolytiska ZnNi-beläggningar ska appliceras med
en alkalisk ZnNi-process och nickelhalten i ytbelägg-
ningen bör vara 12–15 % nickel.
5 Approval of surface treatment 5 Godkännande av ytbehandling
The surface treatment system, including its
chemistry, must be tested and verified in a Volvo-
approved laboratory. Refer to the list of approved test
labs on the Volvo supplier portal on the internet.
Ytbehandlingssystemet, inklusive de kemikalier som
ingår, ska vara provat och verifierat på ett av Volvo
godkänt laboratorium. Se listan över godkända
testlabb på Volvos leverantörsportal på internet.
Before final approval of a surface treatment system,
including its chemistry, the system must be reviewed
and approved by Volvo Purchasing’s quality function,
in accordance with the Surface Treatment system
approval procedure.
Före det slutgiltiga godkännandet av ett ytbehand-
lingssystem, inklusive de kemikalier som ingår, ska
systemet vara provat och verifierat av Volvo Inköps
kvalitetsfunktion i enlighet med godkännande-
processen för ytbehandlingssystem.

Standard STD 121-0013 Volvo Group
Issue 3 Page 14 (14)
6 Indication in design-engineering documentation
6 Angivelse i konstruktions-teknisk dokumentation
To indicate that the requirements in this standard
apply, reference shall be made in the design-
engineering documentation. See example(s) below.
För att ange att kraven i denna standard ska gälla
ska hänvisning göras i den konstruktionstekniska
dokumentationen. Se exempel nedan.
Ex: TREATED Y 1300-2, STD 121-0013
Ex: TREATED Y 1300-4, STD 121-0013 COLOUR SILVER
Ex: TREATED Y 1300-5, STD 121-0013 COLOUR BLACK
Ex: TREATED Y 1300-3, STD 121-0013 SAE/USCAR-26