
SP_111_INTRODUCCION.ppt
91
1 Entrenamiento de los Entrenamiento de los Cinturones Negros Cinturones Negros Semana 1: Introducción
Transcript of SP_111_INTRODUCCION.ppt

1
Entrenamiento de los Entrenamiento de los Cinturones NegrosCinturones Negros
Semana 1: Introducción

¿Por qué estamos aquí ?¿Por qué estamos aquí ?¿Por qué estamos aquí ?¿Por qué estamos aquí ?

¡¡¡Estamos aquí para ganar cantidades ESPANTOSAS de
DINERO, para Noranda!!!
-- Dan Sommers, MBB
¿Por qué estamos aquí?¿Por qué estamos aquí?¿Por qué estamos aquí?¿Por qué estamos aquí?

Por qué estamos aquí … Por qué estamos aquí … Expectativas de NorandaExpectativas de NorandaPor qué estamos aquí … Por qué estamos aquí … Expectativas de NorandaExpectativas de Noranda
¡Noranda necesita que Ud. la convierta en una compañía de un 15% de
Rendimiento sobre el patrimonio (RSP)!

5
Prioridades ActualesPrioridades ActualesPrioridades ActualesPrioridades Actuales
• Mejorar la productividad de nuestros activos
• Seguir reduciendo los costos• Manejo de capital• Perseguir selectivamente oportunidades
de adquisición
Six Sigma
¿Por qué Six Sigma (DMAMC,DPSS) en ¿Por qué Six Sigma (DMAMC,DPSS) en Noranda/Falconbrige?Noranda/Falconbrige?
¿ Cuál es su rol?¿ Cuál es su rol?
¿Por qué Six Sigma (DMAMC,DPSS) en ¿Por qué Six Sigma (DMAMC,DPSS) en Noranda/Falconbrige?Noranda/Falconbrige?
¿ Cuál es su rol?¿ Cuál es su rol?

6
Su papel es ayudarnos a alcanzar los Su papel es ayudarnos a alcanzar los Objetivos Six SigmaObjetivos Six SigmaSu papel es ayudarnos a alcanzar los Su papel es ayudarnos a alcanzar los Objetivos Six SigmaObjetivos Six Sigma
2. Los empleados de Noranda aplican rigurosamente la filosofía y la metodología Six Sigma para la optimización de los procesos,
los servicios y los productos.
1. Noranda utiliza Six Sigma para convertirse en una
organización organizada, enfocada y orientada a base
de procesos, con una métrica precisa para mejorar
el rendimiento.
3. Aplicar la filosofía y la metodología Six Sigma
para el desarrollo de importantes y nuevos procesos, servicios y
productos
4. Integrar a los abastecedores clave en lo que hacemos en Six Sigma para beneficio
mutuo.
5. Integrar a los clientes clave en lo que
hacemos en Six Sigma para beneficio mutuo.

7
El productor de más alta calidad es el de más El productor de más alta calidad es el de más bajo costo... ¿cómo es posible?bajo costo... ¿cómo es posible?
Balance finalBalance finalBalance finalBalance final

8
Qué es CDCD Qué es CDCD (costo de la calidad deficiente)(costo de la calidad deficiente)
Cuantificar la magnitud del problema (en $) en un Cuantificar la magnitud del problema (en $) en un lenguaje que tenga efecto sobre la alta gerencia.lenguaje que tenga efecto sobre la alta gerencia.
Por qué es importante el CDCDPor qué es importante el CDCD Identificar las principales oportunidades para Identificar las principales oportunidades para
reducir costos.reducir costos. Identificar oportunidades para disminuir Identificar oportunidades para disminuir
insatisfacciones del cliente y las correspondientes insatisfacciones del cliente y las correspondientes amenazas sobre las ventas.amenazas sobre las ventas.
Estimular mejoras mediante publicaciones.Estimular mejoras mediante publicaciones. Dar prioridad a las oportunidades.Dar prioridad a las oportunidades.

9
Costo de la calidadCosto de la calidadCosto de la calidadCosto de la calidad
Nivel de calidadNivel de calidad
Costo de las fallas Costo de las fallas internas y externasinternas y externas
Vieja Vieja creenciacreencia
4 sigma4 sigmaCosto de evaluación Costo de evaluación y prevencióny prevención
Nueva Nueva creenciacreencia
Nivel de calidadNivel de calidad
Costo de las fallas Costo de las fallas internas y externasinternas y externas
Costo de evaluación Costo de evaluación y prevencióny prevención 4 sigma4 sigma
5 sigma5 sigma
6 sigma6 sigma

10
Utilidades
Costo totalde fabricary entregarproductos
Utilidades
Costosteóricos
Costo dela calidad deficiente
Caída del precio
Costo dela calidad deficiente
Utilidades
CDCD
¿Cuál parece mejor?
¿Por qué centrarse en CDCD?¿Por qué centrarse en CDCD?¿Por qué centrarse en CDCD?¿Por qué centrarse en CDCD?
Costosteóricos
Costosteóricos

11
Costos de la calidad tradicional
Oportunidad perdida
Fábrica oculta
Costos adicionales de la calidad deficiente
(intangibles)
(tangibles)
(Difícil o imposible de medir)
Más equiposGastos de envíoEntrega tardíaVentas perdidasPérdida de clientes lealesCiclos largosElaborar pedidos de cambio
Artículos defectuosos AdministraciónInspección DisposiciónGarantía ConcesionesDesechar Reelaborar
CDCD promedio: 15% de las ventas, aprox.
El costo “iceberg” de la calidad deficienteEl costo “iceberg” de la calidad deficienteEl costo “iceberg” de la calidad deficienteEl costo “iceberg” de la calidad deficiente

12
Costo de la calidad deficienteCosto de la calidad deficienteCosto de la calidad deficienteCosto de la calidad deficiente
Sin embargo, podemos ahorrar 700 liras y dos meses si no hacemos estudios del suelo.

13
La variabilidad
es el ENEMIGO
“Hacerlo bien la primera vez” es laforma más económica para lograr
la satisfacción del cliente
La Variabilidad es el EnemigoLa Variabilidad es el EnemigoLa Variabilidad es el EnemigoLa Variabilidad es el Enemigo

14
Correcto la primera vezCorrecto la primera vezCorrecto la primera vezCorrecto la primera vez
Pérdida de Pérdida de tiempo- tiempo- Fábrica Fábrica ocultaoculta
inspeccióninspección??Paso PasoSíSí
NoNo
AnálisisAnálisis
¿Arreglar?¿Arreglar? DesecharDesechar
Reparación Reparación fuera de fuera de línealínea
SíSí NoNo
¿¿BuenaBuena
Proceso 3 sigmaProceso 3 sigma
Paso Paso
Proceso 6 sigmaProceso 6 sigma

15
FilosofíaFilosofíaFilosofíaFilosofía
MétricaMétricaMétricaMétrica
MetodologíaMetodologíaMetodologíaMetodología
HerramientasHerramientasHerramientasHerramientas
Six Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensiones

16
“Si no podemos expresar lo que sabemos en forma de números, nuestro conocimiento será exiguo e insatisfactorio”. Lord Kelvin, 1891.
“Six Sigma no tiene que ver con el ‘sentido común’. El sentido común es el peor enemigo, se necesita un sentido extraordinario”. Mikel Harry, Six Sigma Academy.
“No se puede contar con el sentido común para lograr resultados coherentes; la aplicación del conocimiento científico daría el mismo resultado una y otra vez ”. Aubrey Daniels, Bringing Out the Best in People.
“Sin rigurosidad científica, los cambios en Toyota no hubieran llegado más allá del azaroso acierto y error: un andar ciego por la vida”.
Six Sigma es un método científico Six Sigma es un método científico aplicado a los negocios que se basa en datos:aplicado a los negocios que se basa en datos: Six Sigma es un método científico Six Sigma es un método científico aplicado a los negocios que se basa en datos:aplicado a los negocios que se basa en datos:

17
Características distintivas de Six SigmaCaracterísticas distintivas de Six SigmaCaracterísticas distintivas de Six SigmaCaracterísticas distintivas de Six Sigma
SuperiorSuperior Tan bueno como otros métodosTan bueno como otros métodos
– Metodología completa y dirigida Metodología completa y dirigida por el clientepor el cliente
– Amplio juego de herramientasAmplio juego de herramientas– Creación sistemática de los Creación sistemática de los
Cinturón Negro Maestros y los Cinturón Negro Maestros y los Cinturón Negro de dedicación Cinturón Negro de dedicación exclusivaexclusiva
– Objetivo métrico y difícil de Objetivo métrico y difícil de alcanzar de Sigmaalcanzar de Sigma
– ““Filosofía” de equilibrio y Filosofía” de equilibrio y repique de la caja registradorarepique de la caja registradora
– Mensajes clave de calidad de Mensajes clave de calidad de Deming y et al.Deming y et al.
Centrado en procesos y sus Centrado en procesos y sus capacidadescapacidadesConstancia de propósitos Constancia de propósitos Costo de variabilidadCosto de variabilidad
– Punto de vista “horizontal” o Punto de vista “horizontal” o centrado en el proceso centrado en el proceso
– Herramientas individuales Herramientas individuales utilizadas por mucho tiempo utilizadas por mucho tiempo
– Insistencia de la alta gerencia Insistencia de la alta gerencia en el liderazgo en el liderazgo
– Concepto de proyectos Concepto de proyectos orientados a mejoras distintivasorientados a mejoras distintivas

18
Pensamiento centrado en procesosPensamiento centrado en procesosPensamiento centrado en procesosPensamiento centrado en procesos
Ver los procesos dentro de nuestro trabajo; Ver los procesos dentro de nuestro trabajo; ver los procesos tras el producto final de ver los procesos tras el producto final de nuestro trabajo.nuestro trabajo.
Ver el desperdicio y los defectos en un Ver el desperdicio y los defectos en un proceso.proceso.
Contar con las herramientas y metodología Contar con las herramientas y metodología adecuadas para resolver los problemas de adecuadas para resolver los problemas de fondo.fondo.
Centrarse en lo que el cliente necesita Centrarse en lo que el cliente necesita realmente.realmente.
Generar valor en la marca y otras ventajas Generar valor en la marca y otras ventajas mediante procesos.mediante procesos.

19
Ver los procesos de nuestro trabajoVer los procesos de nuestro trabajoVer los procesos de nuestro trabajoVer los procesos de nuestro trabajo
Siempre que Ud. vea un producto final...Siempre que Ud. vea un producto final...
… observará el proceso subyacente
… definirá el o los clientes del proceso
… definirá cómo cuantificar la ‘calidad’ desde la perspectiva del cliente (crítico para la calidad)
… … un contenedor de concentradoun contenedor de concentrado… … una barra de zincuna barra de zinc… … un rollo de papel de aluminioun rollo de papel de aluminio… … un billete de avión un billete de avión … … una facturauna factura… … una nueva propuesta de proyectouna nueva propuesta de proyecto… … un curso de capacitaciónun curso de capacitación… … un presupuestoun presupuesto… … una entrega por camiónuna entrega por camión… … una llamada de un clienteuna llamada de un cliente… … un comunicado de prensaun comunicado de prensa… … un CP constituidoun CP constituido
… definirá y medirá defectos en el proceso

20
DPMO
0.00
0.01
0.10
1.00
10.00
100.00
1,000.00
10,000.00
100,000.00
1,000,000.00
Equipos de proyecto Six Sigma Equipos de proyecto Six Sigma con intercambio de funciones.con intercambio de funciones.
Compartir Compartir conocimientos a partir conocimientos a partir de referencias de de referencias de proceso Sigma.proceso Sigma.
Las mejores Las mejores prácticas habilitadas prácticas habilitadas en Intranet; métrica en Intranet; métrica de proceso en de proceso en tiempo real.tiempo real.
Compartir conocimientosCompartir conocimientosCompartir conocimientosCompartir conocimientos

21
Características claveCaracterísticas claveCaracterísticas claveCaracterísticas clave
Patrocinado por el Presidente EjecutivoPatrocinado por el Presidente Ejecutivo Centrado en el balance final Centrado en el balance final Solución integradaSolución integrada Orientado por la estrategia de cada negocioOrientado por la estrategia de cada negocio Dirigido por las necesidades del clienteDirigido por las necesidades del cliente Método científicoMétodo científico Para todo proceso comercial Para todo proceso comercial Métrica Sigma; centrada en artículos defectuososMétrica Sigma; centrada en artículos defectuosos Meta de conquista importante (‘prácticamente sin Meta de conquista importante (‘prácticamente sin
defectos’)defectos’) Pensamiento estadísticoPensamiento estadístico Recursos de dedicación exclusivaRecursos de dedicación exclusiva

22Aptitudes técnicasAptitudes técnicasLiderazgo para el cambioLiderazgo para el cambio
Six Sigma tiene que ver con liderazgoSix Sigma tiene que ver con liderazgoSix Sigma tiene que ver con liderazgoSix Sigma tiene que ver con liderazgo
20%20%20%20%
80%80%80%80%

23
Ren
dim
ien
toR
end
imie
nto
TiempoTiempo
Mejoras Mejoras crecientescrecientesMejora Mejora
QuantumQuantum
Proyectos Six SigmaProyectos Six Sigma
Mejoramiento continuo...Mejoramiento continuo...Mejoramiento continuo...Mejoramiento continuo...
Trabajos en cursoTrabajos en curso

24
Six Sigma no es un curalotodoSix Sigma no es un curalotodoSix Sigma no es un curalotodoSix Sigma no es un curalotodo
Six Sigma no es la píldora mágica.Six Sigma no es la píldora mágica.
No puede resolver los problemas de una No puede resolver los problemas de una estrategia deficiente.estrategia deficiente.
No puede resolver los problemas de una No puede resolver los problemas de una gestión débil.gestión débil.
25
Beneficios de Six SigmaBeneficios de Six SigmaBeneficios de Six SigmaBeneficios de Six Sigma
Menor costo de calidad - de 30,1% antes de 1988 - a 7,4% después de 1993
Apuntar a:- 8% de aumento anual de ingresos- 6% de mejora anual de la
productividad para siempre
Ahorro bruto de $1.225M en 1998

26
Algunas de las compañías que formalmente Algunas de las compañías que formalmente aplican la Metodología Six Sigmaaplican la Metodología Six SigmaAlgunas de las compañías que formalmente Algunas de las compañías que formalmente aplican la Metodología Six Sigmaaplican la Metodología Six Sigma
MotorolaMotorola Texas InstrumentsTexas Instruments AlliedSignalAlliedSignal General ElectricGeneral Electric SonySony DuPontDuPont Ford Motor Company Ford Motor Company PolaroidPolaroid Dow ChemicalDow Chemical Lockheed MartinLockheed Martin ToshibaToshiba BombardierBombardier NorandaNoranda CitiGroupCitiGroup BMWBMW XeroxXerox RaytheonRaytheon Coca-ColaCoca-Cola ICI ExplosivesICI Explosives
Dell ComputersDell Computers Seton Medical CentersSeton Medical Centers American ExpressAmerican Express MaytagMaytag Pioneer Hi-Bred InternationalPioneer Hi-Bred International Seagate TechnologySeagate Technology Millard Refrigerated Services Millard Refrigerated Services Canadian MarconiCanadian Marconi Avery DennisonAvery Dennison BBA Group PLCBBA Group PLC CraneCrane Korean Heavy IndustriesKorean Heavy Industries NokiaNokia PechineyPechiney SiebeSiebe Thermo KingThermo King GenCorpGenCorp IBMIBM Maple Leaf FoodsMaple Leaf Foods

27
Noranda: Una nueva visiónNoranda: Una nueva visiónNoranda: Una nueva visiónNoranda: Una nueva visión
Minería y metalurgiaMinería y metalurgia
Tres aspiracionesTres aspiraciones– Asegurar un crecimiento rentable.Asegurar un crecimiento rentable.– Desarrollar y mantener una cultura de buen Desarrollar y mantener una cultura de buen
desempeño.desempeño.– Ser reconocido como el socio preferente.Ser reconocido como el socio preferente.
Comprometerse con la salud, la seguridad, el Comprometerse con la salud, la seguridad, el medio ambiente y una conducta ética.medio ambiente y una conducta ética.
15% de rentabilidad del capital.15% de rentabilidad del capital.

¿Por qué sigma seis en nuestras ¿Por qué sigma seis en nuestras compañías? compañías? ¿Por qué sigma seis en nuestras ¿Por qué sigma seis en nuestras compañías? compañías?
0.00
100.00
200.00
300.00
1995 1996 1997 1998 1999 2000 2001
To
tal S
ha
reh
old
er
Re
turn
Noranda
Falconbridge
TSE
TM&M
Noranda 100.00 112.36 93.72 81.03 107.77 87.41 92.19
Falconbridge 100.00 100.69 64.14 59.31 92.76 62.59 62.03
TSE 100.00 128.35 147.57 145.23 191.29 205.46 179.63
TM&M 100.00 108.47 79.93 65.85 97.72 83.33 94.03
Dec-95 Dec-96 Dec-97 Dec-98 Dec-99 Dec-00 Dec-01
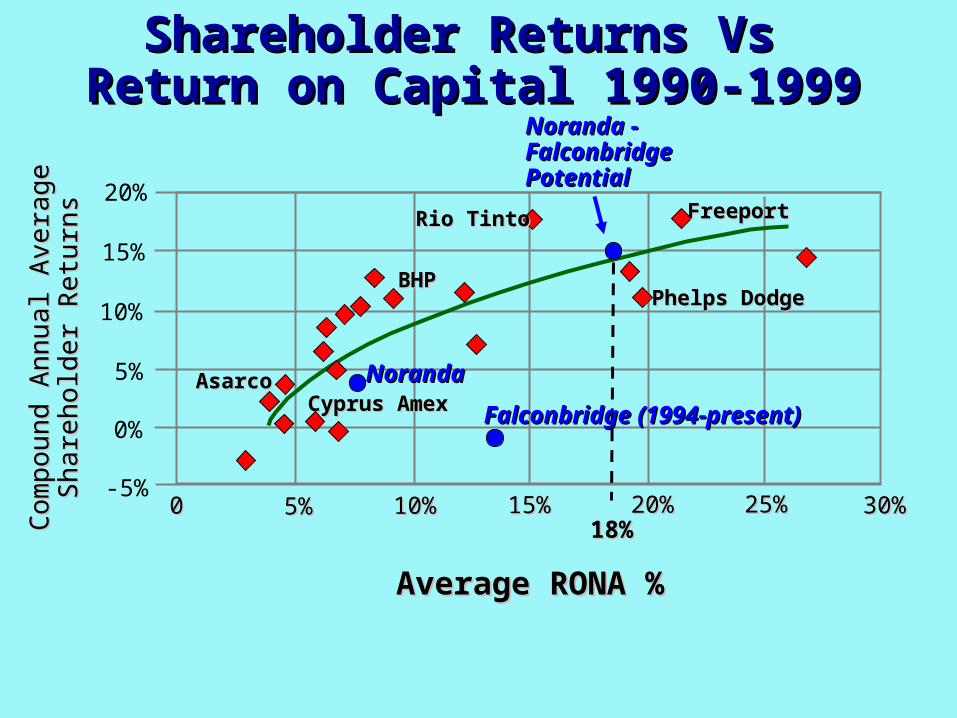
Average RONA %Average RONA %
Shareholder Returns Vs Shareholder Returns Vs Return on Capital 1990-1999Return on Capital 1990-1999
NorandaNoranda
20%FreeportFreeport
Phelps DodgePhelps Dodge
Rio TintoRio Tinto
Cyprus AmexCyprus AmexAsarcoAsarco
BHPBHP
Noranda - Noranda - Falconbridge Falconbridge PotentialPotential
15%
10%
5%
-5%00 5%5% 10%10% 15%15% 25%25% 30%30%20%20%C
om
po
und
Ann
ual
Ave
rage
Co
mp
oun
d A
nnu
al A
vera
geS
har
eh
old
er
Ret
urn
sS
har
eh
old
er
Ret
urn
s
0%
18%18%
Falconbridge (1994-present)Falconbridge (1994-present)

30
• Los altos ejecutivos estudian las experiencias de otros (GE, AlliedSignal, Dupont, Bombardier, Alcoa, etc.).
• Los altos ejecutivos decidieron adoptar Six Sigma.
• Six Sigma debe apoyar las metas comerciales directamente.
• Los negocios deben “definir” las áreas de los proyectos y los proyectos mismos.
• Compromiso actual para avanzar.
Compromiso de los altos ejecutivosCompromiso de los altos ejecutivosCompromiso de los altos ejecutivosCompromiso de los altos ejecutivos

31
David Kerr:David Kerr:“¿Qué espero yo de Six Sigma?”“¿Qué espero yo de Six Sigma?”David Kerr:David Kerr:“¿Qué espero yo de Six Sigma?”“¿Qué espero yo de Six Sigma?”
Mayor disciplina y concentración.Mayor disciplina y concentración.
Identificar y resolver los problemas más Identificar y resolver los problemas más inextricables.inextricables.
Simplificación. Simplificación.
Dar lugar a que nuestros empleados usen su Dar lugar a que nuestros empleados usen su cabeza.cabeza.
Llevar las buenas ideas a la práctica.Llevar las buenas ideas a la práctica.
Six Sigma es una buena oportunidad para generar Six Sigma es una buena oportunidad para generar cambios. cambios.

32
$ Full yr Projects $/Project
Norandal 8474 15 565Al Primary 4633 13 356ARE 5168 2 2584CC&R 7755 29 267Mg 4769 2 2385Zinc 19885 49 406CUSA 172 2 86Corp 605 3 202
Total 51460 115 447
Overall 2002 Results
$ Full yr Projects $/Project
AlPrimary 933 6 156CC&R 2322 4 581CUSA 2201 2 1101Nickel 5118 9 569Norandal 3792 7 542Zinc 2842 11 258Corp 154 1
Total 17362 40 434
Overall 2003 Results YTD
Resultado de los Proyectos Six SigmaResultado de los Proyectos Six SigmaResultado de los Proyectos Six SigmaResultado de los Proyectos Six Sigma

33
Cifras de Six Sigma de Tiempo Cifras de Six Sigma de Tiempo CompletoCompleto
BBs BrBs TotalZinc 33 37 70Cobre/Reciclado 27 6 33Alumino 49 8 57Magnesio 5 3 8NTC 4 6 10Proyectos/Exploración 4 4 8SCC 8 1 9Servicios Corporativo 4 0 4Nickel 10 6 16Total BB 144 71 215MBB 16
el 18 septiembre, 2002
34
Participantes en Six Sigma de NorandaParticipantes en Six Sigma de NorandaParticipantes en Six Sigma de NorandaParticipantes en Six Sigma de Noranda Cinturón NegroCinturón Negro
Analistas de NegociosAnalistas de Negocios
Campeones de DespliegueCampeones de Despliegue
Validadores FinancierosValidadores Financieros
Cinturón VerdeCinturón Verde
Cinturón Negro Maestros Cinturón Negro Maestros
Cinturón CaféCinturón Café
Cinturón AmarilloCinturón Amarillo
Responsable del ProcesoResponsable del Proceso
Campeones de ProyectoCampeones de Proyecto
Auspiciadores (VPP)Auspiciadores (VPP)
Participantes del EquipoParticipantes del Equipo

35
Campeones deProyecto y de
Despliegue
Cinturón Negro
Miembros del equipo
Cinturón NegroMaestros
Funciones 6 Sigma
en Noranda
VPP/Auspiciadores
Responsables del Proceso
Líderes del negocio que son responsables por la implementación de Six Sigma (podrían tener entrenamiento como
cinturón amarillo)
Expertos en tecnología y
habilitadores de Six Sigma - ahora y para el futuro de
Noranda
Líderes Six Sigma para su negocio y
para Noranda. Expertos en el
negocio y con la gente del negocio
Líderes y Realizadores del proyecto: Líderes
del equipo con conocimientos de
DMAMC
Responsables contínuos en todo su derecho del proceso
en vías de mejoramiento (podrían tener entrenamiento
como cinturón amarrillo)
Miembros a tiempo parcial de equipos de proyecto Six Sigma
(podrían tener entrenamiento como
cinturón verde)

36
Campeón de Despliegue
Campeón de Proyectos
Dueño del Proceso
Gerente General/VP/Presidente
Equipo del Proyecto Six Sigma
Estructura Six Sigma de Noranda Estructura Six Sigma de Noranda Estructura Six Sigma de Noranda Estructura Six Sigma de Noranda Líder de la Unidad Comercial – p. ej.: Zinc
Campeón Corporativo/VP
Ted Laks
Cinturón Negro Maestros
Cinturón Negro
Cinturon Verde

Papel del Cinturón NegroPapel del Cinturón NegroPapel del Cinturón NegroPapel del Cinturón Negro
Líder del proyecto dedicado al 100% (por un periodo mínimo de 2 años)
Ganar y mantener el compromiso y el apoyo del Responsable del Proceso en cuanto a la mejora y al control de las acciones
Debe tener un mínimo de dos y un máximo de cuatro proyectos en marcha
Dirige la velocidad del proyecto. Cumple con los entregables de la revisión de fase
Toma posesión del plan de desarrollo y reunificación
39
Papel del Campeón de ProyectosPapel del Campeón de ProyectosPapel del Campeón de ProyectosPapel del Campeón de Proyectos• Asegurarse de que existen planes de desarrollo profesional
establecidos para el Campeón de Despliegue, los Campeones de Proyecto y los Cinturón Negro.
• Esforzarse por convertir la filosofía, la cultura y los métodos de Six Sigma en nuestra manera de trabajar en Noranda.
• Asegurarse de que el esquema de trabajo y el proceso de revisión de proyectos Six Sigma se usan en todos los proyectos.
• Evaluar y seleccionar proyectos y asignárselos a los Cinturón Negro. • Identificar y recomendar Cinturón Negro y Cinturón Negro Maestro.• Llevar a cabo revisiones semanales, de cada fase y al final del proyecto
con cada uno de los Cinturón Negro.• Asegurarse de que los recursos para los Cinturón Negro se emplean y
se despliegan apropiadamente. • Seguir de cerca y dar el visto bueno al final de cada fase a los Cinturón
Negro. • Responsables de la obtención de resultados sostenibles en sus
proyectos asegurando la entrega/transferencia exitosa de los proyectos al Responsable del Proceso.
40
Papel del Cinturón Negro MaestroPapel del Cinturón Negro MaestroPapel del Cinturón Negro MaestroPapel del Cinturón Negro Maestro Ser los expertos técnicos de la metodología Six Sigma (tanto
DMAIC como DFSS) Preparar y entrenar a los Cinturón Negro y a otros miembros
del personal sobre herramientas y metodología Establecer los entregables y las fechas de cada fase Ser líderes del cambio Preparación:
10 días de preparación previa con un examen de alto nivel
Desarrollo de destrezas de enseñanza y entrenamiento Evaluación y manejo de proyectos Herramientas avanzadas

41
Papel de los cinturón verde Papel de los cinturón verde Papel de los cinturón verde Papel de los cinturón verde
Ayudar a los cinturón negro a terminar la etapa de Definir y Ayudar a los cinturón negro a terminar la etapa de Definir y realizar las etapas de Medir, Analizar y Controlar. realizar las etapas de Medir, Analizar y Controlar.
Ser eficaces como miembros del equipo de proyectos.Ser eficaces como miembros del equipo de proyectos. Propugnar la importancia de las herramientas de Six Sigma.Propugnar la importancia de las herramientas de Six Sigma. Sentar ejemplo del uso de las herramientas de Six Sigma para Sentar ejemplo del uso de las herramientas de Six Sigma para
resolver los defectos de los proyectos Six Sigma y de las resolver los defectos de los proyectos Six Sigma y de las funciones comunes. funciones comunes.
Ayudar a los Campeones de Proyectos en las etapas de Ayudar a los Campeones de Proyectos en las etapas de Reconocer y Definir para identificar y definir proyectos. Reconocer y Definir para identificar y definir proyectos.
No rendir cuentas a los cinturón negro. No rendir cuentas a los cinturón negro. Continuar en sus trabajos actuales.Continuar en sus trabajos actuales.

42
Dueño del ProcesoDueño del ProcesoDueño del ProcesoDueño del Proceso
• Se esfuerza por convertir la filosofía, la cultura y los métodos de Six
Sigma en nuestra manera de trabajar en Noranda.• Responsable de la operación continua del proceso allí donde el proyecto
SixSigma se está llevando a cabo.• Rinde cuentas junto con el Cinturón Negro de las mejoras derivadas de
los proyectos Six Sigma. • Rinde cuentas sobre el mantenimiento de las mejoras derivadas del
proyecto Six Sigma.• Apoya a los miembros del equipo del proyecto Six Sigma y a los
Cinturón Negro y elimina obstáculos para finalizar el proyecto con éxito.• Participa y aprueba las revisiones formales en las etapas MAMC.• Hace la exposición sobre sostenibilidad de los resultados en la Revisión
de Control.

43
Vicepresidente Principal/AuspiciadorVicepresidente Principal/AuspiciadorVicepresidente Principal/AuspiciadorVicepresidente Principal/Auspiciador
• Esforzarse por convertir la filosofía, la cultura y los métodos de Six Sigma en nuestra manera de trabajar en Noranda.
• Definir y comunicar la visión, la dirección y los resultados
para Six Sigma en su área.• Rendir cuentas de la consecución de las metas financieras
de Six Sigma.• Guiar y apoyar el cambio.• Facilitar proyectos que pasan por Noranda.• Revisar de manera regular la iniciativa total de su área junto
con el Campeón de Despliegue y a nivel de toda la compañía
con sus homólogos de manera trimestral.

44
Entrenamiento de los Cinturón Entrenamiento de los Cinturón Negro:Negro:Entrenamiento de los Cinturón Entrenamiento de los Cinturón Negro:Negro:
5 Semanas, DMAMC totalmente integrado con PCEN/DFSS y gerencia del cambio
Curso piloto de 2 días en Feb. ‘02 de ascenso a la gerencia de proyectos para antiguos Cinturón Negro
1 semana de entrenamiento PCEN/DPSS para Cinturón Negro en oleadas seleccionadas 1-7
Desarrollo personal según el resultado del Análisis
Construyendo Capacidades Six Construyendo Capacidades Six SigmaSigmaConstruyendo Capacidades Six Construyendo Capacidades Six SigmaSigma
Más de 18000 Días de entrenamiento hasta la fecha: Más de 3000 empleados fueron entrenados al menos
durante una semana Más de 400 ejecutivos 120 empleados en PCE/DPSS 16 oleadas de Cinturón Negro, 16 Cinturón Negro Maestros 57 oleadas de Cinturón Verde
Entrenamiento Continuo – Revisión de Etapas– Campeón de Proyectos/ Cinturón Negro Maestro

46
• La velocidad nos permitió:– Maximizar los beneficios financieros en 2000– Salir por delante de la resistencia– Crear un impulso en todos los lugares al mismo
tiempo– Obtener experiencia y resultados y después, si
es necesario, volver a trabajar en lo mismo
Rápido - ¿Por qué?Rápido - ¿Por qué?Rápido - ¿Por qué?Rápido - ¿Por qué?

47
¿Qué es lo que hace a Six Sigma diferente?¿Qué es lo que hace a Six Sigma diferente?¿Qué es lo que hace a Six Sigma diferente?¿Qué es lo que hace a Six Sigma diferente?
1. El “Cambio de Cultura” no es un programa, sino una Forma de Vida, de pensamiento, para todos los empleados.
2. Tiene una Visión Comercial Completa de Cliente a Proveedor.
3. La INTENCIÓN está en ganar dinero, ¡y con resultados probados!
4. Se utiliza un elaborado conjunto de “HERRAMIENTAS” en los Procesos de Resolución de Problemas: La Estrategia de Avances Decisivos, según la cual la eficacia total excede con creces lo que las herramientas ofrecen individualmente (una sinfonía es mucho más que la suma de los instrumentos que la ejecutan).
5. La toma de decisiones conforme a los datos (pensamiento racional) y las mediciones correctas y válidas aseguran la integridad de los datos.
6. Los empleados adquieren habilidades permanentes en: resolución de problemas, pensamiento eficaz, perspicacia comercial e identificación y reducción de la Varialibilidad.

48
Six Sigma se centra en todo tipo de Six Sigma se centra en todo tipo de proceso dentro de Noranda proceso dentro de Noranda Six Sigma se centra en todo tipo de Six Sigma se centra en todo tipo de proceso dentro de Noranda proceso dentro de Noranda
Exploración, minería,
laminado.
Exploración, minería,
laminado. AdministraciónAdministración
Consumo de Consumo de materialesmateriales
Ánodos de Ánodos de fundiciónfundición
Ruedas de Ruedas de fundiciónfundición
MantenimientoMantenimiento
Perforación de Perforación de exploraciónexploración
Mantenimiento de Mantenimiento de equipos de mineríaequipos de minería
LaminadoLaminado
Tratamiento de Tratamiento de aguasaguas
FacturaciónFacturación
TransporteTransporte
Recuperación Recuperación de impuestos de impuestos en gastos de en gastos de investigacióninvestigación
Six SigmaSix Sigma se centra en toda clase de procesos, se centra en toda clase de procesos, no sólo en los de fabricación y explotación.no sólo en los de fabricación y explotación.
Fundición, refinería,
fabricación
49
Ejemplos reales de productos finales y procesos Ejemplos reales de productos finales y procesos que las compañías han medido y mejoradoque las compañías han medido y mejoradoEjemplos reales de productos finales y procesos Ejemplos reales de productos finales y procesos que las compañías han medido y mejoradoque las compañías han medido y mejorado
EXTERNO Cierre mensual de estados
financieros Informes de auditorias Tiempos de espera en la
cafetería de la compañía Hacer molletes Riesgo de las divisas Entrevistar candidatos a un
empleo Reserva de vuelos, hoteles y
arriendo de autos con una agencia de viajes de la compañía
Pintura
EXTERNO Cierre mensual de estados
financieros Informes de auditorias Tiempos de espera en la
cafetería de la compañía Hacer molletes Riesgo de las divisas Entrevistar candidatos a un
empleo Reserva de vuelos, hoteles y
arriendo de autos con una agencia de viajes de la compañía
Pintura
NORANDA Billetes de avión Consumo de cal Solicitudes de impuestos Carga en tren y barco Menor pérdida de cobre en
escorias Mayor exactitud de nóminas Mejor manejo de escombros Muestreo y evaluación de la
exploración Optimización del calcinador
NORANDA Billetes de avión Consumo de cal Solicitudes de impuestos Carga en tren y barco Menor pérdida de cobre en
escorias Mayor exactitud de nóminas Mejor manejo de escombros Muestreo y evaluación de la
exploración Optimización del calcinador
50
Rendimiento tipo paraguasRendimiento tipo paraguasRendimiento tipo paraguasRendimiento tipo paraguas
Organización de buen Organización de buen rendimientorendimiento
Manejo de Manejo de cambiocambio
Herramientas de Herramientas de mejoramiento mejoramiento
continuocontinuo
KaizenKaizenNormas ISO y Normas ISO y QS-9000QS-9000
Procedimientos Procedimientos de seguridadde seguridad
Control Control estadístico de estadístico de
procesosprocesosMantenimiento Mantenimiento
preventivopreventivoSix SigmaSix SigmaSix SigmaSix Sigma
Fabricación Fabricación sin sin
desperdiciodesperdicio
Administración Administración de la calidad de la calidad
totaltotal

51
Nuestros desafíos específicos de Nuestros desafíos específicos de desplieguedespliegueNuestros desafíos específicos de Nuestros desafíos específicos de desplieguedespliegue
• Empleados antiguos de compañías e industrias tradicionales.
• Múltiples culturas y lenguas.
• Metas y cronogramas financieros contundentes.
• Compañía descentralizada.

52
TallerTallerTallerTaller
• Dividirse en grupos : 20 minutos
– ¿Cuál cree usted será el impacto de 6 Sigma en su trabajo?
– Seleccione un coordinador/a y un/a presentador/a
– Esté preparado para informar al grupo sobre 3 ó 4 puntos clave en un rotafolios
– Dé un informe en formato “PLUS / DELTA”
• Plenario: 10 minutos

53
FilosofíaFilosofíaFilosofíaFilosofía
MétricaMétricaMétricaMétrica
MetodologíaMetodologíaMetodologíaMetodología
HerramientasHerramientasHerramientasHerramientas
Six Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensiones

ComportamientosValores Medidas
“La gente se comporta según se la mida”¿Está Ud. de acuerdo? ¿Y cómo podríamos medir nuestra gente y nuestros procesos para impulsar los valores de Six Sigma?
¿Cuál es la verdadera razón por la ¿Cuál es la verdadera razón por la que medimos?que medimos?¿Cuál es la verdadera razón por la ¿Cuál es la verdadera razón por la que medimos?que medimos?

• ¿Qué números reciben mayor atención en su área?
• ¿Qué mediciones de la calidad tenemos?
• ¿Cómo usamos estas mediciones?
Tenemos un enfoque hacia el cliente?
Tenemos une enfoque hacia la calidad?
Tenemos un enfoque hacia las entradas y salidas?
¿Qué medimos hoy día?¿Qué medimos hoy día?¿Qué medimos hoy día?¿Qué medimos hoy día?
• Medida de la variación y la calidad
• Medida de la capacidad de nuestros procesos

56
La métrica sigma permite:La métrica sigma permite:La métrica sigma permite:La métrica sigma permite:
Cuantificar la calidad.Cuantificar la calidad.
Crear una métrica para evaluar productos y Crear una métrica para evaluar productos y procesos, aunque sean de diferente complejidad. procesos, aunque sean de diferente complejidad.
Establecer una meta, difícil de alcanzar, de Establecer una meta, difícil de alcanzar, de elasticidad mensurable.elasticidad mensurable.

57
Mientras más alto el sigma …Mientras más alto el sigma …
… … mejor será usted.mejor será usted.
… … menor el costo de calidad menor el costo de calidad deficiente.deficiente.
… … menor la probabilidad de defectos.menor la probabilidad de defectos.
Sigma =Sigma =
Tolerancia del cliente a variaciones en Tolerancia del cliente a variaciones en una característica fundamentaluna característica fundamental
Variabilidad de nuestro procesoVariabilidad de nuestro proceso
58
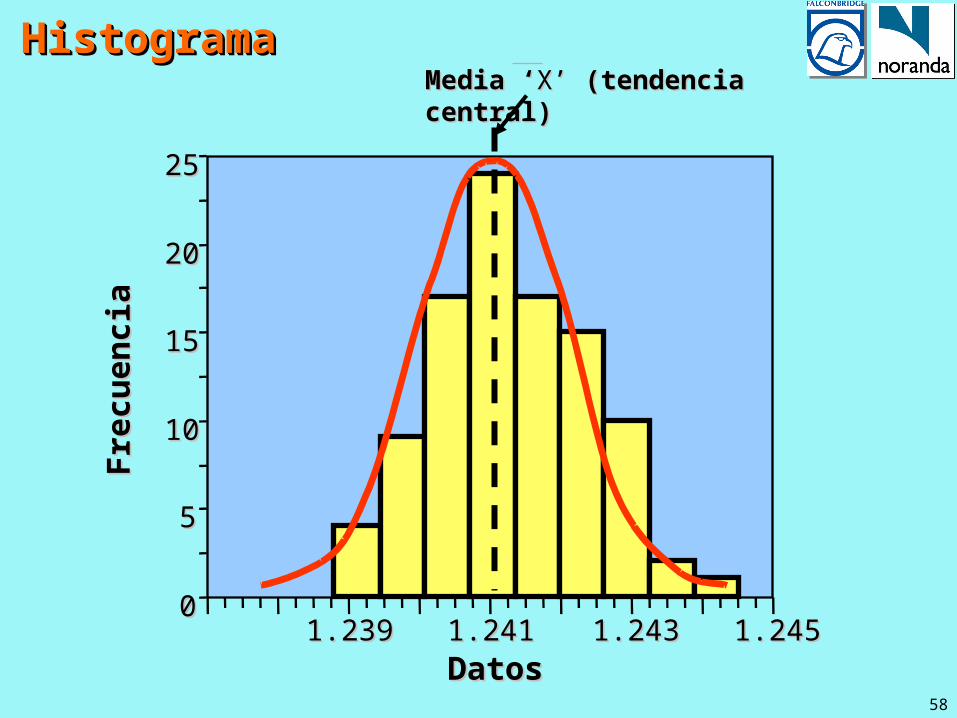
HistogramaHistogramaHistogramaHistograma
DatosDatos
Fre
cuen
cia
Fre
cuen
cia
00
55
1010
1515
2020
2525
1.2391.239 1.2411.241 1.2431.243 1.2451.245
Media ‘Media ‘XX’’ (tendencia central) (tendencia central)

59
Distribución normalDistribución normalDistribución normalDistribución normalµµ
Punto de inflexiónPunto de inflexión
11
+ + --
68,26%68,26%95,44%95,44%99,74%99,74%

60
¿Qué es la Desviación Estándar?¿Qué es la Desviación Estándar?¿Qué es la Desviación Estándar?¿Qué es la Desviación Estándar?
Media (promedio)Media (promedio)
Desviación Desviación EstándarEstándar
61
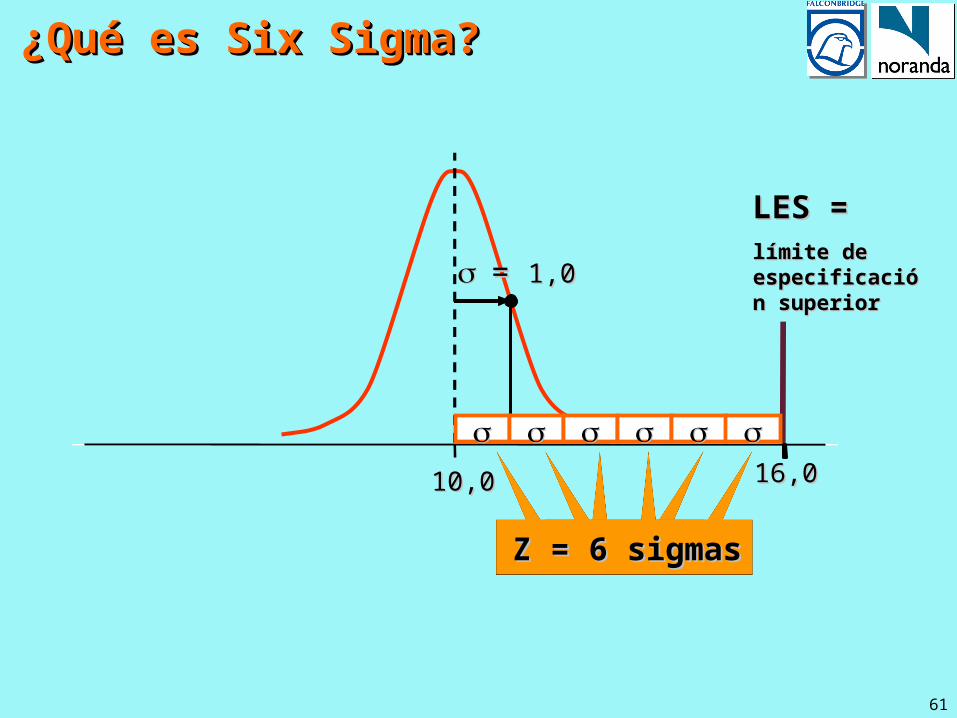
¿Qué es Six Sigma?¿Qué es Six Sigma?¿Qué es Six Sigma?¿Qué es Six Sigma?
Z = 6 sigmasZ = 6 sigmas
= = 1,01,0
LES = LES = límite de límite de especificación especificación superiorsuperior
10,010,0 16,016,0
62
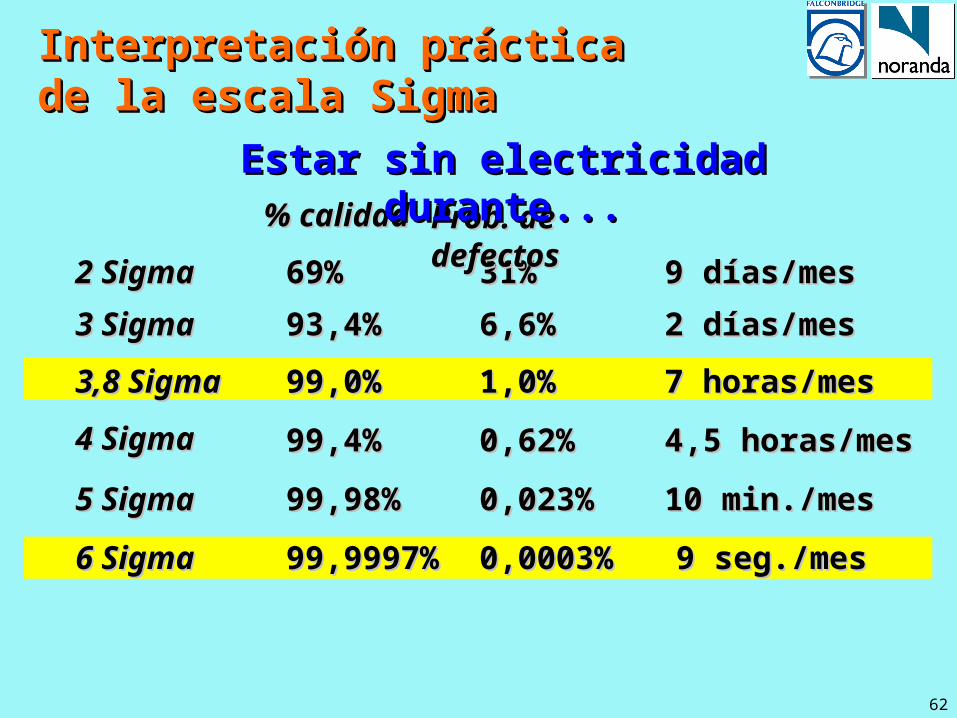
Interpretación práctica Interpretación práctica de la escala Sigmade la escala SigmaInterpretación práctica Interpretación práctica de la escala Sigmade la escala Sigma
2 Sigma2 Sigma
3 Sigma3 Sigma
31%31%
6,6%6,6%
4 Sigma4 Sigma 0,62%0,62%
5 Sigma5 Sigma
6 Sigma6 Sigma
0,023%0,023%
0,0003%0,0003%
% calidad% calidad Prob. de defectosProb. de defectos
4,5 horas/mes4,5 horas/mes
2 días/mes2 días/mes
9 días/mes9 días/mes
10 min./mes10 min./mes
9 seg./mes9 seg./mes
3,8 Sigma3,8 Sigma 1,0%1,0% 7 horas/mes7 horas/mes
69%69%
93,4%93,4%
99,4%99,4%
99,98%99,98%
99,9997%99,9997%
99,0%99,0%
Estar sin electricidad durante...Estar sin electricidad durante...

63
Consecuencias de la evaluación comparativaConsecuencias de la evaluación comparativaConsecuencias de la evaluación comparativaConsecuencias de la evaluación comparativa
1010
100100
10001000
1000010000
100000100000
10000001000000
33 44 55 66 7722
Escala Sigma de EvaluaciónEscala Sigma de Evaluación
DPMODPMO
••
Facturas de restaurantesFacturas de restaurantesPrescripciones médicasPrescripciones médicas
Procesamiento de nóminasProcesamiento de nóminas
Redactar pedidosRedactar pedidosVales de revistasVales de revistas
Transferencias electrónicasTransferencias electrónicas
Manejo de equipaje de aerolíneasManejo de equipaje de aerolíneas
Material adquirido Material adquirido Índice de rechazo por loteÍndice de rechazo por lote
Vuelos de cabotaje Vuelos de cabotaje
(0,43 PPM)(0,43 PPM)
IRS - Asesoramiento sobre impuestos IRS - Asesoramiento sobre impuestos (prog. de radio/TV donde la gente llama por tel.)(prog. de radio/TV donde la gente llama por tel.)
(140.000 PPM)(140.000 PPM)
Índice de víctimas mortalesÍndice de víctimas mortales
Lo mejor de su claseLo mejor de su claseLo mejor de su claseLo mejor de su clase
CompañíaCompañía promediopromedio
CompañíaCompañía promediopromedio
11

64
Diferencia entre lo que podemos hacer y Diferencia entre lo que podemos hacer y lo que es necesariolo que es necesarioDiferencia entre lo que podemos hacer y Diferencia entre lo que podemos hacer y lo que es necesariolo que es necesario
Objetivo que necesito como
cliente
Variación de nuestro proceso
Variación que puedo tolerar como cliente

65
Definición de defectoDefinición de defectoDefinición de defectoDefinición de defecto
Un Un defectodefecto es toda falta de cumplimiento que es toda falta de cumplimiento que se da en un momento dado y provoca se da en un momento dado y provoca alteraciones que no cumplen con las alteraciones que no cumplen con las expectativas de rendimiento. expectativas de rendimiento.
La variación aumenta las La variación aumenta las probabilidadesprobabilidades de de defectos. defectos.

66LELE
Probabilidad de Probabilidad de un defectoun defecto
= No satisfacer una necesidad= No satisfacer una necesidad
= Variación= Variación
= Incertidumbre= Incertidumbre
= Riesgo= Riesgo
DefectosDefectos
¿Qué es un defecto?¿Qué es un defecto?¿Qué es un defecto?¿Qué es un defecto?

67
FilosofíaFilosofíaFilosofíaFilosofía
MétricaMétricaMétricaMétrica
MetodologíaMetodologíaMetodologíaMetodología
HerramientasHerramientasHerramientasHerramientas
Six Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensiones

68
Voz del Voz del clientecliente
Características Características críticas para la críticas para la
calidadcalidad
Capacidad Capacidad de de
procesoproceso
Ser impulsado por el clienteSer impulsado por el clienteSer impulsado por el clienteSer impulsado por el cliente

69
¿En qué consiste el método científico?¿En qué consiste el método científico?¿En qué consiste el método científico?¿En qué consiste el método científico?
1. Formular la pregunta 1. Formular la pregunta
2. Generar hipótesis2. Generar hipótesis
3. Experimentar 3. Experimentar
4. Sacar conclusiones4. Sacar conclusiones

70
Problema prácticoProblema práctico
Problema estadístico
Problema estadístico
Solución estadísticaSolución estadística
Solución prácticaSolución práctica
NecesidadNecesidad
HacerHacer
HacerHacer
HacerHacer
NecesidadNecesidad
NecesidadNecesidad
Flujo de Flujo de solución solución
del del problemaproblema
Problema práctico: bajo rendimiento
Problema estadístico: media fuera de objetivo
Solución estadística: aislar variables clave
Solución práctica: instalar controlador automático
NecesidadNecesidad
Diagrama de solución de problemasDiagrama de solución de problemasDiagrama de solución de problemasDiagrama de solución de problemas

71
Si somos tan buenos en X, ¿por qué probamos Si somos tan buenos en X, ¿por qué probamos e inspeccionamos constantemente a Y? e inspeccionamos constantemente a Y?
Céntrese en X en vez de Y, como se ha hecho históricamente.Céntrese en X en vez de Y, como se ha hecho históricamente.
YYDependienteDependienteSalidaSalidaEfectoEfectoSíntomaSíntomaMonitorMonitor
XX11 . . . X . . . XNN
IndependienteIndependienteProceso de entradaProceso de entradaCausaCausaProblemaProblemaControlControl
Para lograr resultados, ¿actuamos según Y o X?
CausaCausaf (X)f (X)
EfectoEfectoY=Y=
© 1994 Six Sigma Academy
El enfoque de Six SigmaEl enfoque de Six Sigma

72
Proceso de gestión de proyectosProceso de gestión de proyectosProceso de gestión de proyectosProceso de gestión de proyectos• Pautas de proyecto claramente definidas, tales como:Pautas de proyecto claramente definidas, tales como:
– $200.000 para mejoras por proyecto.$200.000 para mejoras por proyecto.– Sin ningún gasto de capital para los proyectos.Sin ningún gasto de capital para los proyectos.– Tasa de 70% para mejoras.Tasa de 70% para mejoras.
• Mejorar un proceso comercial existente desde el sigma actual a Mejorar un proceso comercial existente desde el sigma actual a nivel de capacidad real del proyecto.nivel de capacidad real del proyecto.
• Centrarse en 1 ó 2 CPC.Centrarse en 1 ó 2 CPC.
• Menos de 4 meses por proyecto.Menos de 4 meses por proyecto.
• Metodología del proyecto.Metodología del proyecto.
• Proceso de revisión del proyecto: campeones, CN maestros.Proceso de revisión del proyecto: campeones, CN maestros.
• Proceso de validación financiera.Proceso de validación financiera.
Un solo sistema, una sola metodología, un solo vocabulario

73
RevisiónRevisión
RevisiónRevisión
RevisiónRevisión
RevisiónRevisión
RevisiónRevisión
RevisiónRevisión
RevisiónRevisión
RevisiónRevisión
Informe - Validación financiera
Informe – PowerSteering
Informe - PowerSteering
Informe - PowerSteering
validación financiera
Informe
MedirMedir
AnalizarAnalizar
¿Modificar diseño?
Rediseñar Rediseñar Ciclo Ciclo DPSSDPSS
Sí
MejorarMejorar
No
ControlarControlar
DefinirDefinir
ReconocerReconocer
CerrarCerrar
Cin
turó
n n
egro
Cin
turó
n n
egro
En
foq
ue
de
E
nfo
qu
e d
e
la g
ere
nc
iala
ge
ren
cia
Ciclo Kaizen/C1
Ciclo de avance Ciclo de avance decisivodecisivo
Ciclo de Ciclo de estrategiaestrategia
RevisiónRevisión

74
DFC, C y E, AMEFDFC, DPMO RyRMAnálisis de defectosEstab. de referencias.Espina de Pesc. AMEFDDEDDELímites de ToleranciaRyRMCEPISO/QS9000
1. Los CPC del cliente2. Mediciones internas3. Calidad de medición4. Nivel de calidad existente5. Metas y objetivos6. Qué podría controlar las y7. Explorar las x vitales8. Confirmar las x vitales9. Establecer las x vitales10. Controlar calidad de medición11. Mantener control de las x12. Preservar nivel de calidad
1. Seleccionar las características de CPC2. Definir normas de rendimiento3. Validar el sistema de medición4. Establecer capacidad del producto5. Definir objetivos de rendimiento6. Identificar las fuentes de variación7. Examinar las posibles causas8. Descubrir la relación entre variables9. Fijar tolerancias operativas10. Validar el sistema de medición11. Determinar capacidad del proceso 12.Aplicar controles de proceso
Gestión
CampeonesLos cinturón negro principales
Los
cin
turó
n ne
gro
Temas
Metas Comerciales Estratégicas-CPC
DEFINIR: Análisis de la línea de base, las Y grandes, clientes clave
Herramientas
Auditar, Examinar, Difundir
Proceso 6 SigmaManual de avances
Medir
Analizar
Mejorar
Controlar
Proceso Six Sigma

75
Propósito: El CRE es un cuerpo de toma de decisiones al que se ha encomendado la responsabilidad de manejar el proyecto Six Sigma para el bien del negocio.
Papeles: Dirigir la revisión de etapas de los proyectos Six Sigma desde un punto de vista comercial
Asignar recursos a los proyectos para mantenerlos dentro de las fechas previstas Aprobar los gastos de fondos cuando sea necesario
Responsable de la interrupción de proyectos que ya no reúnen las condiciones para el éxito
Responsable de elevar a la alta gerencia asuntos relacionados con proyectos que están fuera del alcance del emplazamiento individual.
Composición: El CRE está compuesto por el personal principal en cualquier emplazamiento/planta.
El CRE es presidido por el Campeón de Proyectos El Cinturón Negro Maestro proporciona apoyo técnico al CRE
Comité de Revisión de Etapas - Estructura
Proceso de Revisión de Etapas DMAMCProceso de Revisión de Etapas DMAMCMétodos y Entregables

76
Fecha actual
Revisar la fecha fijada
Etapa completa
Carta fundacional para el proyecto
Responsabilidad establecida
CNM Técnico
Revisión del proyecto
Revisión de etapas
Junta en la fecha acordada
Aprobación de la etapa e inicio de
la siguienteSí
Declarar la situación del
proyecto como “Amarilla”
Situación del proyecto es
Roja
Equipo del proyecto
Cálculo de los días de retraso y costo de la
demora
No
No
Es posible rescatar el proyecto
SíAbandonar el
proyectoNo
Desarrollar plan de rescate
Sí
Diagrama de Flujo del ProyectoDiagrama de Flujo del ProyectoDiagrama de Flujo del ProyectoDiagrama de Flujo del Proyecto
Informes sobre asuntos que
llevan sa situación presente
77
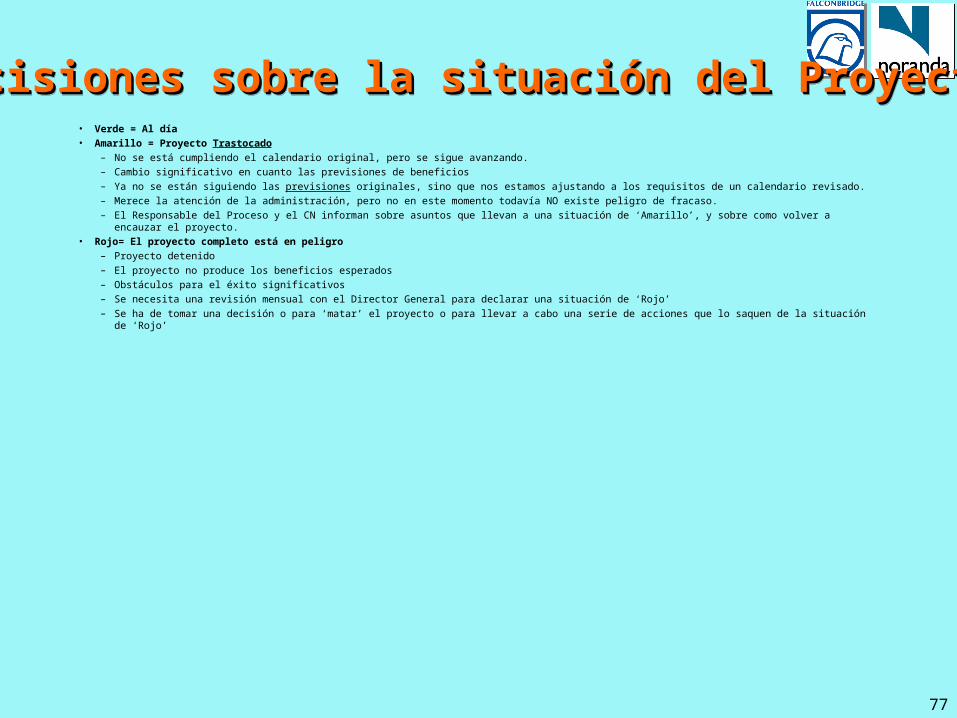
• Verde = Al día • Amarillo = Proyecto Trastocado
– No se está cumpliendo el calendario original, pero se sigue avanzando. – Cambio significativo en cuanto las previsiones de beneficios – Ya no se están siguiendo las previsiones originales, sino que nos estamos ajustando a los requisitos de un calendario revisado.– Merece la atención de la administración, pero no en este momento todavía NO existe peligro de fracaso.– El Responsable del Proceso y el CN informan sobre asuntos que llevan a una situación de ‘Amarillo’, y sobre como volver a encauzar el
proyecto. • Rojo= El proyecto completo está en peligro
– Proyecto detenido– El proyecto no produce los beneficios esperados – Obstáculos para el éxito significativos – Se necesita una revisión mensual con el Director General para declarar una situación de ‘Rojo’ – Se ha de tomar una decisión o para ‘matar’ el proyecto o para llevar a cabo una serie de acciones que lo saquen de la situación de ‘Rojo’
Decisiones sobre la situación del ProyectoDecisiones sobre la situación del ProyectoDecisiones sobre la situación del ProyectoDecisiones sobre la situación del Proyecto
78
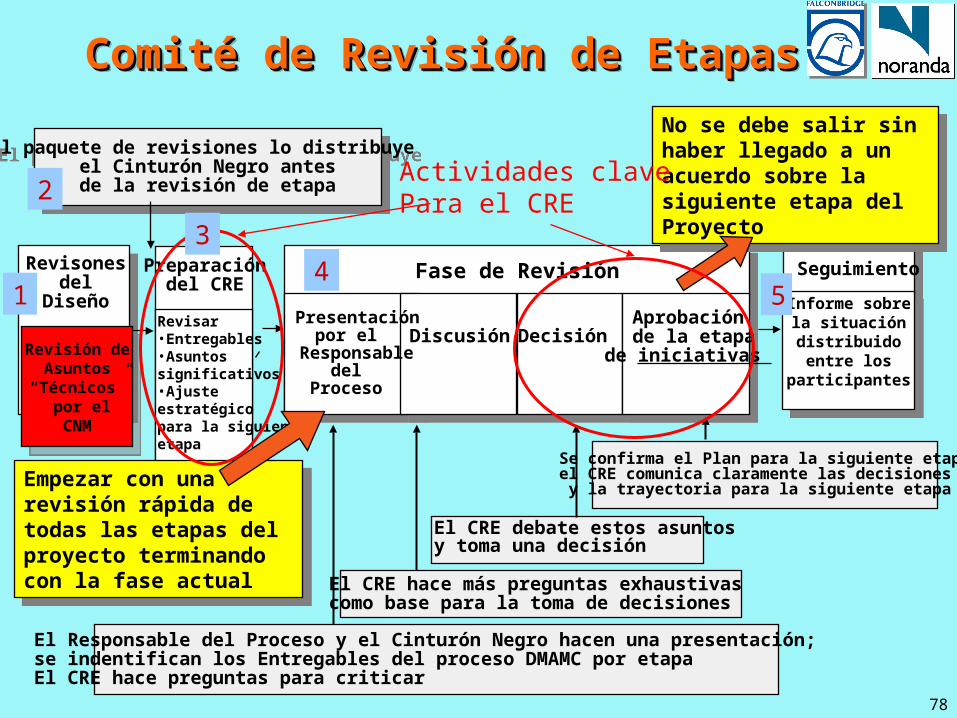
El Responsable del Proceso y el Cinturón Negro hacen una presentación; se indentifican los Entregables del proceso DMAMC por etapa El CRE hace preguntas para criticar
El paquete de revisiones lo distribuye el Cinturón Negro antesde la revisión de etapa
El paquete de revisiones lo distribuye el Cinturón Negro antesde la revisión de etapa
El CRE hace más preguntas exhaustivas como base para la toma de decisiones
El CRE debate estos asuntosy toma una decisión
Preparacióndel CRE
Revisar •Entregables•Asuntossignificativos•Ajuste estratégicopara la siguienteetapa
Seguimiento
Informe sobrela situacióndistribuidoentre los
participantes
Informe sobrela situacióndistribuidoentre los
participantes
Fase de Revisión
Presentaciónpor el
Responsabledel
Proceso
Discusión
Decisión Aprobación de la etapa
de iniciativas
Se confirma el Plan para la siguiente etapael CRE comunica claramente las decisiones y la trayectoria para la siguiente etapa
Revisonesdel
Diseño
Revisión deAsuntos
“Técnicos” por elCNM
Revisión deAsuntos
“Técnicos” por elCNM
Empezar con una revisión rápida de todas las etapas del proyecto terminando con la fase actual
Empezar con una revisión rápida de todas las etapas del proyecto terminando con la fase actual
No se debe salir sin haber llegado a un acuerdo sobre la siguiente etapa del Proyecto
No se debe salir sin haber llegado a un acuerdo sobre la siguiente etapa del Proyecto
Actividades clavePara el CRE
1
2
34
5
Comité de Revisión de EtapasComité de Revisión de EtapasComité de Revisión de EtapasComité de Revisión de Etapas

79
• DMAMC– Optimizar las operaciones, productos y servicios existentes – Límite de la mejora gobernada por el diseño actual del proceso, el producto
o el servicio.– Tiene diferentes etapas y revisiones
• PCE (DFSS)– Utiliza las mismas herramientas DMAMC y nuevo DPSS. – También utiliza un proceso de control de etapa– Se aplica a procesos, productos y servicios.– Se aplica cuando:
• el proceso existente se acerca a la capacidad (derecho).• no existe un proceso actualmente.• el proceso actual está terriblemente desorganizado o es claramente incapaz• expansión de la capacidad.• se requiere o no se requiere capital
Control de Etapa (PCE)Control de Etapa (PCE) vs vs DMAMCDMAMCControl de Etapa (PCE)Control de Etapa (PCE) vs vs DMAMCDMAMC

80
Medir
Analizar
¿Modificar Diseño?
Rediseñar
Si
Mejorar
No
Controlar
Definir
Reconocer
Cierre
DMAMCDMAMCDMAMCDMAMCIdea
Concepto
Desarrollo
IngenieríaBásica
IngenieríaAdquisicionesConstrucción
Puestaen ServicioProducción
PCEPCEPCEPCE
81
¿Por qué un Proceso de Control de ¿Por qué un Proceso de Control de Etapas?Etapas?¿Por qué un Proceso de Control de ¿Por qué un Proceso de Control de Etapas?Etapas?
• Retorno sobre inversión (ROE) histórico: 5-6%1) Se continúa gastando capital en activos cuya ganancia es < 18% de RdAN
(Retorno de Activos Neto)2) Los costos no se reducen significativamente. Por ej., en mantenimiento. 3) Perfil del gasto de capital:
El 50% no se utilizó para producir rentabilidad en 2002 (mantenimiento, medio ambiente, etc.)
La mayoría de los proyectos de 2002 superan el millón de dólares.
• Hay ejemplos de fallas de diseño reconocidas, después de distribuir el capital, en todas las divisiones comerciales. – No obtener el objetivo de los costos del capital, el programa y/o el desempeño. – Los proyectos de mejoras subsiguientes nunca recuperan el VAN (Valor Actual
Neto) perdido.
• Se aspira a procesos, productos y servicios con una aptitud de 6 (cultura de desempeño).

82
1) 1) gastando capital en activos cuya gastando capital en activos cuya ganancia es < 18%ganancia es < 18%1) 1) gastando capital en activos cuya gastando capital en activos cuya ganancia es < 18%ganancia es < 18%
Al 33CC&R 157Zn 5Ni 227Mg 21CuSA 320Other 13ARE 5
Total (Millión) 781
2003
Son nuestras áreas de focalizaciónSon nuestras áreas de focalización

83
2) 2) Los costos no se reducen Los costos no se reducen significativamentesignificativamente2) 2) Los costos no se reducen Los costos no se reducen significativamentesignificativamente
1,3981,527
1,320 1,339 1,340
826 781
1997 1998 1999 2000 2001 2002 2003F
$ m
illio
nes
50%

84
3) El 50% no se utilizó para producir 3) El 50% no se utilizó para producir rentabilidadrentabilidad 3) El 50% no se utilizó para producir 3) El 50% no se utilizó para producir rentabilidadrentabilidad
El 50% del capital “presupuestado” es para mantenimiento y regulaciones legales. De éste, el 46% ha de gastarse en Falconbridge.
5784
203
291
56
9
162
229
340 338
0
50
100
150
200
250
300
350
400
Mant. y Reg. Rentabilidad
Cobre Zinc Mg Alum Níquel Total
Millones$CAN

85
Idea factible y estratégica
SeleccionarConcepto
Desarrollar Concepto
Alcance del Proyecto detallado
Construir Planta/Proceso
Puesta en marcha de
Planta/ProcesoAudit
Se necesita aprobación
para proceder
PROCEDER
NO PROCEDER
Se necesita aprobación
para proceder
Revisión de la
situación
IDEA CONCEPTODESARROLLO yPILOTO Opcional
INGENIERÍABÁSICA
INGENIERIA ADQUISICIÓN
CONSTRUCCIÓN
COMISIÓN PRODUCCIÓN
PILOTOCompromiso
con la Producción &Presentar A.R.
• Utilizados para el proyecto de capital > 2 millones de dólares (enfoque inicial)• La aplicación de la herramienta six sigma sin estructurar tendrá poco impacto• Herramientas para obtener los entregables proporcionados por Six Sigma y los grupos funcionales• Terminología común y herramientas para promover la mejor práctica posible• Mapa común del proyecto con entregables estándar.• Necesitamos un enfoque estructurado o se perderá gran parte del valor
Vista general del Vista general del Proceso de Control de Proceso de Control de EtapaEtapaVista general del Vista general del Proceso de Control de Proceso de Control de EtapaEtapa
Revisión de la
situación
Revisión de la
situación
Se necesita aprobación
para proceder
PROCEDER PROCEDER PROCEDER
NO PROCEDERNO PROCEDERNO PROCEDER

86
Gestión tipo
ducto
Presidente
IdeaProd.
Des.
CTLT
O
F
M&R
IS
CPM
HR EHS
• Equipo multifuncional que representa al proyecto completo• Centramiento en el Proyecto con papeles y responsabilidades claramente definidos• Autonómo (auto-suficiente) dentro de cada etapa
Equipos centrales:
• Mapa de desarrollo de los proyectos• Herramientas Six Sigma• Entregables claramente definidos
Proceso Control de Etapa :•Impulsadas por los entregables• Perspectiva comercial• Aprobación etapa por etapa
Revisiones de Control ::
• Comunicar la estrategia comercial• Gestión tipo ducto del proyecto• Adjudicar recursos al equipo Central• Tomar la decisión de si PROCEDE o NO PROCEDE
Comité de Aprobación del Control de Etapa::
Vista general del Vista general del Proceso deProceso de Control de Etapa Control de Etapa
Vista general del Vista general del Proceso deProceso de Control de Etapa Control de Etapa
Un proceso sistemáticopara llevar una “idea” hasta la “producción”

87
Característica clave del Característica clave del Proceso de Proceso de Control de Etapa (PCEN)Control de Etapa (PCEN)
Linea Temporal del Proyecto
EmpezarProducción
Diseño Predictivo y estadístico(Proyecto DPSS)
Construir y probar el diseño
(montículo de “miércoles ”)
Dis
eñar
la A
sign
ació
n d
e R
ecu
rsos
Más recursos para el desarrollo

88
FilosofíaFilosofíaFilosofíaFilosofía
MétricaMétricaMétricaMétrica
MetodologíaMetodologíaMetodologíaMetodología
HerramientasHerramientasHerramientasHerramientas
Six Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensionesSix Sigma tiene cuatro dimensiones
89
Selección de herramientasSelección de herramientasSelección de herramientasSelección de herramientas
La herramienta apropiada hace el mismo trabajo más fácil.La herramienta apropiada hace el mismo trabajo más fácil.
Las herramientas básicas Las herramientas básicas pueden crear mejoras, pero pueden crear mejoras, pero tienen limitaciones.tienen limitaciones.
Si no se aprenden y aplican Si no se aprenden y aplican mejores herramientas se mejores herramientas se puede frenar el avance de la puede frenar el avance de la compañía.compañía.
El software de computación El software de computación elimina mucho trabajo pesado elimina mucho trabajo pesado del análisis estadístico.del análisis estadístico.
Six Sigma no tiene Six Sigma no tiene herramientas preferidas; herramientas preferidas; utiliza cualquiera que sea útil.utiliza cualquiera que sea útil.

90
Caja de herramientas de Six SigmaCaja de herramientas de Six SigmaCaja de herramientas de Six SigmaCaja de herramientas de Six Sigma
Herramientas básicasHerramientas básicas Estructura en árbolEstructura en árbol HistogramasHistogramas Causa y efectoCausa y efecto
Herramientas estadísticasHerramientas estadísticas Diseño de experimentosDiseño de experimentos Pruebas de hipótesisPruebas de hipótesis Control estadístico de procesosControl estadístico de procesos
Herramientas limitadasHerramientas limitadas Producción justo a tiempoProducción justo a tiempo A prueba de errorA prueba de error Diagramas de telarañaDiagramas de telaraña
Diseño de procesosDiseño de procesos Trazado del procesoTrazado del proceso Despliegue de la función de calidadDespliegue de la función de calidad Análisis de conductaAnálisis de conducta SimulaciónSimulación
Herramientas de cambioHerramientas de cambio Análisis de interesadosAnálisis de interesados Diagramas de afinidadDiagramas de afinidad Técnicas de facilitaciónTécnicas de facilitación
Herramientas de proyectosHerramientas de proyectos Planes de trabajoPlanes de trabajo Diagramas de GanttDiagramas de Gantt Documento de Documento de Justificación de NegociosJustificación de Negocios

91
Estudios de clientes, validación de evaluación,muestreo, capacidad del proceso, despliegue de función de calidad, matriz de causa y efecto.Análisis de modo y efecto de fallas, diagrama de afinidad, gráficos de causa y efecto, tests de hipótesis, regresión, evaluación comparativa, AMEF (Análisis de Modo y Efecto de Fallas), lluvia de ideas, análisis de defectos.
Espina de pescado, AMEF, planes de acción, DOE, simulación, pilotos.
Poka yoke, procedimientos estándar, gráficos de control, CEP (Control Estadístico del Proceso), informe de cierre, planes de seguimiento.
Proceso Six Sigma
Metas Comerciales Estratégicas - CPS
DEFINIR: Análisis de la línea de base del Proceso, Las Y Grandes, Clientes Clave
Herramientas
Auditar, Examinar, Dufundir
Proceso 6 SigmaManual de avances1. Seleccionar las características de CPC2. Definir normas de rendimiento3. Validar sistema de medición4. Establecer capacidad del producto5. Definir objetivos de rendimiento6. Identificar fuentes de variación7. Examinar causas posibles8. Descubrir relación entre variables9. Fijar tolerancias operativos10. Validar sistema de medición11. Determinar capacidad del proceso12. Aplicar controles del proceso
Medir
Analizar
Mejorar
Controlar
Gestión
CampeonesLos Cinturón negro maestros
Los
Cin
turó
n ne
gro

92
Herramientas analíticas clave para PCHerramientas analíticas clave para PCHerramientas analíticas clave para PCHerramientas analíticas clave para PC
MinitabMinitab Conjunto de estadística estándar Conjunto de estadística estándar
industrial Six Sigma industrial Six Sigma Macros personalizadas para Six Macros personalizadas para Six
SigmaSigma Gran biblioteca de libros de texto Gran biblioteca de libros de texto
basados en Minitabbasados en Minitab
Microsoft
ExcelExcelHerramienta de uso general para Herramienta de uso general para
análisis análisis Muchas características no son Muchas características no son
aprovechadas por los usuarios, como aprovechadas por los usuarios, como las tablas pivote las tablas pivote
Funciona bien con MinitabFunciona bien con Minitab


















