Six sigma-in-measurement-systems-evaluating-the-hidden-factory (2)
30
slide 1 Six Sigma in Measurement Systems: Evaluating the Hidden Factory Scrap Rework Hidden Factory NOT OK Operation Inputs Inspect First Time Correct OK Time, cost, people Bill Rodebaugh Director, Six Sigma GRACE
-
Upload
bibhuti-prasad-nanda -
Category
Healthcare
-
view
140 -
download
1
Transcript of Six sigma-in-measurement-systems-evaluating-the-hidden-factory (2)

slide 1
Six Sigma in Measurement Systems:Evaluating the Hidden Factory
Scrap
Rework
Hidden Factory
NOTOK
OperationInputs Inspect First Time Correct
OK
Time, cost, people
Bill RodebaughDirector, Six Sigma
GRACE

slide 2
Objectives
The Hidden Factory Concept What is a Hidden Factory?
What is a Measurement System’s Role in the Hidden Factory?
Review Key Measurement System metrics including %GR&R and P/T ratio
Case Study at W. R. GRACE Measurement Study Set-up and Minitab Analysis
Linkage to Process
Benefits of an Improved Measurement System
How to Improve Measurement Systems in an Organization

slide 3
The Hidden Factory -- Process/Production
Scrap
Rework
Hidden Factory
NOTOK
OperationInputs Inspect First Time Correct
OK
Time, cost, people
•What Comprises the Hidden Factory in a Process/Production Area?
•Reprocessed and Scrap materials -- First time out of spec, not reworkable
•Over-processed materials -- Run higher than target with higherthan needed utilities or reagents
•Over-analyzed materials -- High Capability, but multiple in-processsamples are run, improper SPC leading to over-control

slide 4
The Hidden Factory -- Measurement Systems
Waste
Re-test
Hidden Factory
NOTOK
Lab WorkSample
InputsInspect Production
OK
Time, cost, people
•What Comprises the Hidden Factory in a Laboratory Setting?
•Incapable Measurement Systems -- purchased, but are unusabledue to high repeatability variation and poor discrimination
•Repetitive Analysis -- Test that runs with repeats to improve knownvariation or to unsuccessfully deal with overwhelming sampling issues
•Laboratory “Noise” Issues -- Lab Tech to Lab Tech Variation, Shift toShift Variation, Machine to Machine Variation, Lab to Lab Variation

slide 5
The Hidden Factory Linkage
Production Environments generally rely upon in-
process sampling for adjustment
As Processes attain Six Sigma performance they begin
to rely less on sampling and more upon leveraging the
few influential X variables
The few influential X variables are determined largely
through multi-vari studies and Design of
Experimentation (DOE)
Good multi-vari and DOE results are based upon
acceptable measurement analysis

slide 6
Objectives
The Hidden Factory Concept What is a Hidden Factory?
What is a Measurement System’s Role in the Hidden Factory?
Review Key Measurement System metrics including %GR&R and P/T ratio
Case Study at W. R. GRACE Measurement Study Set-up and Minitab Analysis
Linkage to Process
Benefits of an Improved Measurement System
How to Improve Measurement Systems in an Organization

slide 7
Possible Sources of Process Variation
We will look at “repeatability” and “reproducibility” as primary
contributors to measurement error
Stability Linearity
Long-term
Process Variation
Short-term
Process Variation
Variation
w/i sample
Actual Process Variation
Repeatability Calibration
Variation due
to gage
Variation due
to operators
Measurement Variation
Observed Process Variation
SystemtMeasuremen2
ocesslActua2
ocessObserved2 PrPr
ityproducibil2
ypeatabilit2
SystemtMeasuremen2
ReRe

slide 8
11010090807060504030
15
10
5
0
Observ ed
Fre
quen
cy
LSL USL
Actual process variation -
No measurement error
Observed process
variation -
With measurement error
11010090807060504030
15
10
5
0
Process
Fre
quen
cy
LSL USL
How Does Measurement Error Appear?

slide 9
Measurement System Terminology
Discrimination - Smallest detectable increment between two measured values
Accuracy related terms
True value - Theoretically correct value
Bias - Difference between the average value of all measurements of a sample and the true value for that sample
Precision related terms
Repeatability - Variability inherent in the measurement system under constant conditions
Reproducibility - Variability among measurements made under different conditions (e.g. different operators, measuring devices, etc.)
Stability - distribution of measurements that remains constant and predictable over time for both the mean and standard deviation
Linearity - A measure of any change in accuracy or precision over the range of instrument capability

slide 10
Measurement Capability Index - P/T
Precision to Tolerance Ratio
Addresses what percent of the tolerance is taken up by
measurement error
Includes both repeatability and reproducibility Operator x Unit x Trial experiment
Best case: 10% Acceptable: 30%
Usually expressed
as percentP TTolerance
MS/. *
515
Note: 5.15 standard deviations accounts for 99% of Measurement System (MS) variation.
The use of 5.15 is an industry standard.

slide 11
Measurement Capability Index - % GR&R
Addresses what percent of the Observed Process Variation is taken up by measurement error
%R&R is the best estimate of the effect of measurement systems on the validity of process improvement studies (DOE)
Includes both repeatability and reproducibility
As a target, look for %R&R < 30%
Usually expressed
as percent
100xRRVariationocessObserved
MS
Pr
&%

slide 12
Objectives
The Hidden Factory Concept What is a Hidden Factory?
What is a Measurement System’s Role in the Hidden Factory?
Review Key Measurement System metrics including %GR&R and P/T ratio
Case Study at W. R. GRACE Measurement Study Set-up and Minitab Analysis
Linkage to Process
Benefits of an Improved Measurement System
How to Improve Measurement Systems in an Organization

slide 13
Case Study Background
Internal Raw Material, A1, is necessary for Final Product production
Expensive Raw Material to produce – produced at 4 locations Worldwide
Cost savings can be derived directly from improved product quality, CpKs
Internal specifications indirectly linked to financial targets for production costs are used to calculate CpKs
If CTQ1 of A1 is too low, then more A1 material is added to achieve overall quality – higher quality means less quantity is needed – this is the project objective
High Impact Six Sigma project was chartered to improve an important quality variable, CTQ1
The measurement of CTQ1 was originally not questioned, but the team decided to study the effectiveness of this measurement
The %GR&R, P/T ratio, and Bias were studied
Each of the Worldwide locations were involved in the study
Initial project improvements have somewhat equalized performance across sites. Small level improvements are masked by the measurement effectiveness of CTQ1

slide 14
CTQ1 MSA Study Design (Crossed)
Site 1 Lab
6 analyses/site/sample
2 samples taken from each site
2*4 Samples should be representative
Each site analyzes other site’s sample.
Each plant does 48 analyses
6*8*4=196 analyses
Site 1 Sample 1 Site 1 Sample 2
Op 1 Op 2 Op 3
T1 T2
Site 2 Lab Site 3 Lab Site 4 Lab
Site 2 Sample 1…..

slide 15
CTQ1 MSA Study Results (Minitab Output) Gage name:
Date of study:
Reported by:
Tolerance:
Misc:
Z-14 MSA
JULY 2002
All Labs
110
0
750
800
850
900 CB1 CB2 CB3 LC1 LC2 LC3 V1 V2 V3 W1 W2 W3
Xbar Chart by Operator
Sa
mp
le M
ea
n
Mean=821.3
UCL=851.5
LCL=791.1
0
0
50
100 CB1 CB2 CB3 LC1 LC2 LC3 V1 V2 V3 W1 W2 W3
R Chart by Operator
Sa
mp
le R
an
ge
R=16.05
UCL=52.45
LCL=0
1 2 3 4 5 6 7 8
800
850
900
Sample
OperatorOperator*Sample Interaction
Ave
rag
e
CB1
CB2
CB3
LC1
LC2
LC3
V1
V2
V3
W1
W2
CB1 CB2 CB3 LC1 LC2 LC3 V1 V2 V3 W1 W2 W3
740
790
840
890
Oper
Response By Operator
1 2 3 4 5 6 7 8
740
790
840
890
Sample
Response By Sample
%Contribution
%Study Var
%Tolerance
Gage R&R Repeat Reprod Part-to-Part
0
20
40
60
80
100
120
Components of Variation
Pe
rce
nt
Surface Area

slide 16
CTQ1 MSA Study Results (Minitab Session) Source DF SS MS F P
Sample 7 14221 2031.62 5.0079 0.00010
Operator 11 53474 4861.27 11.9829 0.00000
Operator*Sample 77 31238 405.68 1.4907 0.03177
Repeatability 96 26125 272.14
Total 191 125058
%Contribution
Source VarComp (of VarComp)
Total Gage R&R 617.39 90.11
Repeatability 272.14 39.72
Reproducibility 345.25 50.39
Operator 278.47 40.65
Operator*Sample 66.77 9.75
Part-To-Part 67.75 9.89
Sample, Operator,
& Interaction are
Significant
slide 17
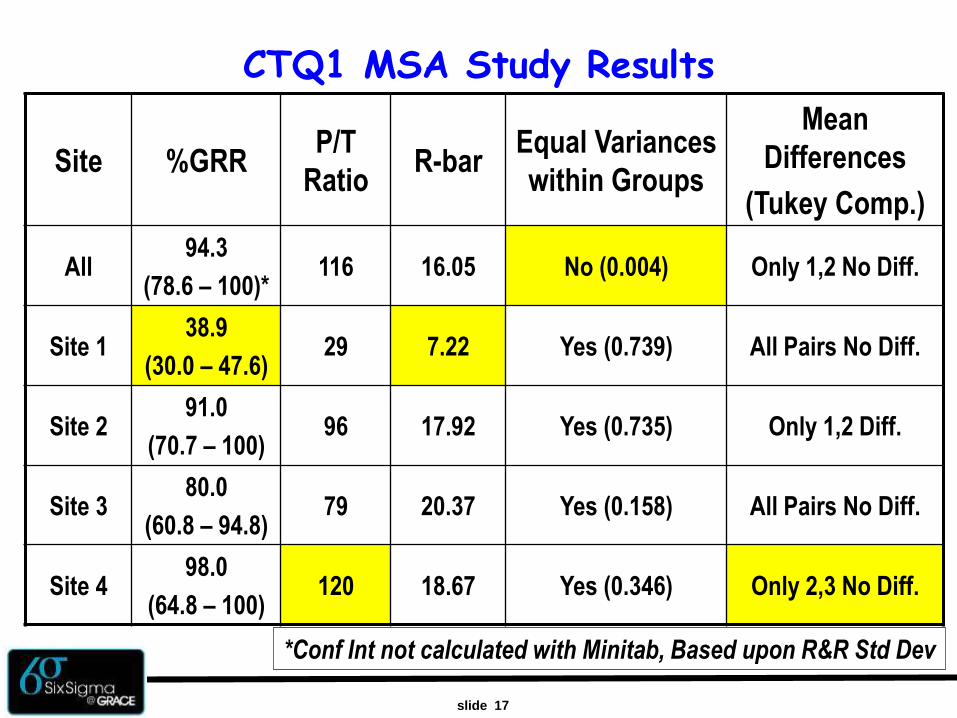
CTQ1 MSA Study Results
Site %GRRP/T
RatioR-bar
Equal Variances
within Groups
Mean
Differences
(Tukey Comp.)
All94.3
(78.6 – 100)*116 16.05 No (0.004) Only 1,2 No Diff.
Site 138.9
(30.0 – 47.6)29 7.22 Yes (0.739) All Pairs No Diff.
Site 291.0
(70.7 – 100)96 17.92 Yes (0.735) Only 1,2 Diff.
Site 380.0
(60.8 – 94.8)79 20.37 Yes (0.158) All Pairs No Diff.
Site 498.0
(64.8 – 100)120 18.67 Yes (0.346) Only 2,3 No Diff.
*Conf Int not calculated with Minitab, Based upon R&R Std Dev

slide 18
CTQ1 MSA Study Results (Minitab Output)
WO
SA
VF
SA
LC
SA
CB
SA
890
840
790
740
C17
C16
Dotplots of C16 by C17
(group means are indicated by lines)
Site 1 Site 2 Site 3 Site 4
Dotplot of All Samples over All Sites

slide 19
CTQ1 MSA Study Results (Minitab Session)
Analysis of Variance for Site
Source DF SS MS F P
Site 3 37514 12505 26.86 0.000
Error 188 87518 466
Total 191 125032
Individual 95% CIs For Mean
Based on Pooled StDev
Level N Mean StDev -+---------+---------+---------+-----
Site 1 48 824.57 15.38 (---*---)
Site 2 48 819.42 22.11 (---*---)
Site 3 48 800.98 20.75 (---*---)
Site 4 48 840.13 26.58 (---*---)
-+---------+---------+---------+-----
Pooled StDev = 21.58 795 810 825 840
Site and Operator are closely related

slide 20
CTQ1 MSA Study Results (Minitab Output)
X-bar R of All Samples for All Sites
Gage name:
Date of study:
Reported by:
Tolerance:
Misc:
Z-14 MSA
JULY 2002
All Labs
110
0
750
800
850
900 CB1 CB2 CB3 LC1 LC2 LC3 V1 V2 V3 W1 W2 W3
Xbar Chart by Operator
Sa
mp
le M
ea
n
Mean=821.3
UCL=851.5
LCL=791.1
0
0
50
100 CB1 CB2 CB3 LC1 LC2 LC3 V1 V2 V3 W1 W2 W3
R Chart by Operator
Sa
mp
le R
an
ge
R=16.05
UCL=52.45
LCL=0
1 2 3 4 5 6 7 8
800
850
900
Sample
OperatorOperator*Sample Interaction
Ave
rag
e
CB1
CB2
CB3
LC1
LC2
LC3
V1
V2
V3
W1
W2
CB1 CB2 CB3 LC1 LC2 LC3 V1 V2 V3 W1 W2 W3
740
790
840
890
Oper
Response By Operator
1 2 3 4 5 6 7 8
740
790
840
890
Sample
Response By Sample
%Contribution
%Study Var
%Tolerance
Gage R&R Repeat Reprod Part-to-Part
0
20
40
60
80
100
120
Components of Variation
Pe
rce
nt
Surface Area
Most of the
samples are
seen as “noise”
Discrimination
Index is “0”,
however can
probably see
differences of 5

slide 21
CTQ1 MSA Study Results (Minitab Output)
•Mean differences are seen in X-bar area
•Most of the samples are seen as “noise”
Gage name:
Date of study:
Reported by:
Tolerance:
Misc:
Z-14 MSA
JULY 2002
Worms
110
0
800
850
900 W1 W2 W3
Xbar Chart by WO OP
Sa
mp
le M
ea
n
Mean=840.1
UCL=875.2
LCL=805.0
0
0
10
20
30
40
50
60
70 W1 W2 W3
R Chart by WO OPS
am
ple
Ra
ng
e
R=18.67
UCL=60.99
LCL=0
1 2 3 4 5 6 7 8
800
850
900
Sample
WO OPWO OP*Sample Interaction
Ave
rag
e
W1
W2
W3
W1 W2 W3
750
770
790
810
830
850
870
890
WO OP
By WO OP
1 2 3 4 5 6 7 8
750
770
790
810
830
850
870
890
Sample
By Sample
%Contribution
%Study Var
%Tolerance
Gage R&R Repeat Reprod Part-to-Part
0
50
100
Components of Variation
Pe
rce
nt
Surface Area
X-bar R of All Samples for Site 4

slide 22
CTQ1 MSA Study Results – Process LinkageSite 2 Example
Gage name:
Date of study:
Reported by:
Tolerance:
Misc:
Z-14 MSA
JULY 2002
All Labs
110
0
780
790
800
810
820
830
840
850
860 LC1 LC2 LC3
Xbar Chart by LC OP
Sa
mp
le M
ea
n
Mean=819.4
UCL=853.1
LCL=785.7
0
0
50
100 LC1 LC2 LC3
R Chart by LC OP
Sa
mp
le R
an
ge
R=17.92
UCL=58.54
LCL=0
1 2 3 4 5 6 7 8
790
800
810
820
830
840
850
Sample
LC OPLC OP*Sample Interaction
Ave
rag
e
LC1
LC2
LC3
LC1 LC2 LC3
760
810
860
LC OP
By LC OP
1 2 3 4 5 6 7 8
760
810
860
Sample
By Sample
%Contribution
%Study Var
%Tolerance
Gage R&R Repeat Reprod Part-to-Part
0
50
100
Components of Variation
Pe
rce
nt
Surface Area
400300200100Subgroup 0
1000
900
800
700
Indiv
idual V
alu
e 11
6
1
6
1
6222 4
1
4
1
2
5
11 1
6
11
222
26662
2
66222
2
55
Mean=832.5
UCL=899.2
LCL=765.8
150
100
50
0
Movin
g R
ange 1
22
1
22222
2
1
1
1111
1
11
1
222
1
22
R=25.08
UCL=81.95
LCL=0
I and MR Chart for TSA (t)
2002 Historical
Process
Results with
Mean = 832.5
MSA Study
Results with
Mean = 819.4
Selected Samples are Representative

slide 23
CTQ1 MSA Study Results – Process LinkageSite 2 Example
Gage name:
Date of study:
Reported by:
Tolerance:
Misc:
Z-14 MSA
JULY 2002
All Labs
110
0
780
790
800
810
820
830
840
850
860 LC1 LC2 LC3
Xbar Chart by LC OP
Sa
mp
le M
ea
n
Mean=819.4
UCL=853.1
LCL=785.7
0
0
50
100 LC1 LC2 LC3
R Chart by LC OP
Sa
mp
le R
an
ge
R=17.92
UCL=58.54
LCL=0
1 2 3 4 5 6 7 8
790
800
810
820
830
840
850
Sample
LC OPLC OP*Sample Interaction
Ave
rag
e
LC1
LC2
LC3
LC1 LC2 LC3
760
810
860
LC OP
By LC OP
1 2 3 4 5 6 7 8
760
810
860
Sample
By Sample
%Contribution
%Study Var
%Tolerance
Gage R&R Repeat Reprod Part-to-Part
0
50
100
Components of Variation
Pe
rce
nt
Surface Area
400300200100Subgroup 0
1000
900
800
700
Indiv
idual V
alu
e 11
6
1
6
1
6222 4
1
4
1
2
5
11 1
6
11
222
26662
2
66222
2
55
Mean=832.5
UCL=899.2
LCL=765.8
150
100
50
0
Movin
g R
ange 1
22
1
22222
2
1
1
1111
1
11
1
222
1
22
R=25.08
UCL=81.95
LCL=0
I and MR Chart for TSA (t)
2002 Historical
Process
Results with
Range = 25.08
Calc for pt to pt
MSA Study Results
with Range = 17.92,
Calc for Subgroup
When comparing the MSA with process operation, a large
percentage of pt-to-pt variation is MS error (70%) --- a
back check of proper test sample selection
slide 24
CTQ1 MSA Study Results – Process LinkageSite 2 Example
Use Power and Sample Size Calculator with and without impact
of MS variation. Lack of clarity in process improvement work,
results in missed opportunity for improvement and continued
use of non-optimal parameters
Key issue for Process Improvement Efforts is “When will we see change?” Initial Improvements to A1 process were made
Control Plan Improvements to A1 process were initiated
Site 2 Baseline Values were higher than other sites
Small step changes in mean and reduction in variation will achieve goal
How can Site 2 see small, real change with a Measurement System with 70+% GR&R?

slide 25
CTQ1 MSA Study Results – Process LinkageSite 2 Example
Simulated Reduction of Pt to Pt variation by 70% decreases
time to observe savings by over 9X.
2-Sample t Test
Alpha = 0.05 Sigma = 22.23
Sample Target Actual
Difference Size Power Power
2 2117 0.9000 0.9000
4 530 0.9000 0.9002
6 236 0.9000 0.9002
8 133 0.9000 0.9001
10 86 0.9000 0.9020
12 60 0.9000 0.9023
14 44 0.9000 0.9007
16 34 0.9000 0.9018
18 27 0.9000 0.9017
20 22 0.9000 0.9016
2-Sample t Test
Alpha = 0.05 Sigma = 6.67
Sample Target Actual
Difference Size Power Power
2 192 0.9000 0.9011
4 49 0.9000 0.9036
6 22 0.9000 0.9015
8 13 0.9000 0.9074
10 9 0.9000 0.9188
12 7 0.9000 0.9361
14 5 0.9000 0.9156
16 4 0.9000 0.9091
18 4 0.9000 0.9555
20 3 0.9000 0.9095

slide 26
CTQ1 MSA Study Results – Process LinkageSite 2 Example
Benefits of An Improved MS
Realized Savings for a Process Improvement Effort For A1, an increase of 1 number of CTQ1 is approximately $1 per ton
Change of 10 numbers, 1000 Tons produced in 1 month (832 842)
$1 * 10 * 1000 = $10,000
More trust in all laboratory numbers for CTQ1
Ability to make process changes earlier with R-bar at 6.67 Previously, it would be pointless to make any process changes within the 22 point
range. Would you really see the change?
As the Six Sigma team pushes the CTQ1 value higher, DOEs and other tools will have greater benefit

slide 27
Objectives
The Hidden Factory Concept What is a Hidden Factory?
What is a Measurement System’s Role in the Hidden Factory?
Review Key Measurement System metrics including %GR&R and P/T ratio
Case Study at W. R. GRACE Measurement Study Set-up and Minitab Analysis
Linkage to Process
Benefits of an Improved Measurement System
How to Improve Measurement Systems in an Organization

slide 28
Measurement Improvement in the Organization
Initial efforts for MS improvement are driven on a BB/GB project basis Six Sigma Black Belts and Green Belts Perform MSAs during Project Work
Lab Managers and Technicians are Part of Six Sigma Teams
Measurement Systems are Improved as Six Sigma Projects are Completed
Intermediate efforts have general Operations training for lab personnel, mostly laboratory management Lab efficiency and machine set-up projects are started
The %GR&R concept has not reached the technician level
Current efforts enhance technician level knowledge and dramatically increase the number of MS projects MS Task Force initiated (3 BBs lead effort)
Develop Six Sigma Analytical GB training
All MS projects are chartered and reviewed; All students have a project
Division-wide database of all MS results is implemented

slide 29
Measurement Improvement in the Organization
Develop common methodology for Analytical GB training
Six Sigma Step Action Typical Six Sigma Tools Used
Define Target measurement system for study
Identify KPOVs
Project Charter
Measure Identify KPIVs
Evaluate KPOV performance
“Soft” tools: Process Map, Cause & Effect Matrix, FMEA “Stat” tools: Minitab Graphics, SPC, Capability Analysis
Analyze Measurement System Analysis
Gage R&R, ANOVA, Variance Components, Regression, Graphical Interpretation
Improve Reduce Reproducibility
Reduce Repeatability
Reduce Operator or Instrument Bias
“Soft” tools: Fishbone Diagram, Focused FMEA “Stat” tools: D-Study, t-Tests and Regression, Design of Experiments
Control Final Report
Control Plan for KPIVs
SPC, Reaction Plans, Control Plans, ISO synergy, Mistake Proofing

slide 30
Final Thoughts
The Hidden Factory is explored throughout all Six Sigma programs
One area of the Hidden Factory in Production Environments is Measurement Systems
Simply utilizing Operations Black Belts and Green Belts to improve Measurement Systems on a project by project basis is not the long term answer
The GRACE Six Sigma organization is driving Measurement System Improvement through: Tailored training to Analytical Resources
Similar Six Sigma review and project protocol
Communication to the entire organization regarding Measurement System performance
As in the case study, attaching business/cost implications to poorly performing measurement systems