Six Sigma Case Cart Project Final Report Jan. 2011
35
Six-Sigma Project Report Six Sigma Project Final Report Jan. 2011.doc 1 Hospital Surgical Case Cart Completion Six-Sigma Project By Dan Johnson Final Report January 2011
Transcript of Six Sigma Case Cart Project Final Report Jan. 2011

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 1
Hospital Surgical
Case Cart Completion
Six-Sigma Project
By Dan Johnson
Final Report
January 2011

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 2
TABLE OF CONTENTS
Executive Review……………………………………………………………...3
1. Overview; Project Selection
1.1 Background Information…………………………………….…………..4
1.2 Problems and Symptoms………………………………………………...5
2. Define
2.1 Goals and Expected Results……………………………………………...6
2.2 Framework………………………………………………………………10
2.3 Assumptions ……………………………………………………….……17
3. Measurement
3.1 Study, Late Case Carts, Missing Items, Case Delays……………….…18
3.2 Statistical Results and Sigma Level Calculation……………..………..23
4. Analysis
4.1 Cause and Effect…………………………………………….…………..24
4.2 Pareto………………………………………………………………...…..24
4.3 Action Item List……………………………..…………………………..26
5. Improvement…………………………………………………………………27
6. Control
6.1 Process, Standardized Work…………………………...……………….30
6.1 Metrics…………………………………………………………………....30
7. Conclusion and Outlook
7.1 Sigma Calculation……………………………………………….………33
7.2 Savings Summary………………………………………….……………34
Appendix: Process Flow

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 3
Executive Review
This hospital‟s Surgical Services and associated Operating Room (OR) and Sterile
Processing and Distribution (SPD) are faced with many strategic growth decisions that
provide both challenges and rewards. While there are many positive attributes within the
Sterile Processing Department, surgical staff, hospital administration and the surgeon‟s
committees have made keenly known their concern and dissatisfaction with the delays
and time wasted due to lack of complete and ready surgical case carts, or case supplies.
The hospital hasn‟t established a Lean or 6-sigma based process improvement
methodology, however C-level executives are aware of the power of the approaches in
facilitating improvement and therefore sanctioned a process improvement project focused
on these concerns. For purposes of external publication, the facilities name and location
is omitted and will simply be referred to as “the hospital” or similar designation.
A team was assembled under my direction and consisted of eight individuals,
participating as necessary over the course of the project. One of the team members is
concurrently pursuing a green belt certification, although not through Aveta. The team
applied the DMAIC methodology to the process of supplying the Operating Room (OR)
with supplies and equipment required in the performance of surgical procedures (cases)
with the intent of improving the number of cases for which all supplies are available at
the time of need. The team drew upon some Lean knowledge, as well during the
implementation phase. The project report is presented in alignment with the DMAIC 6-
sigma phases.
In the Define phase, we drew up a project charter, specified and quantified our goals and
determined a method to track savings. We continued with a project plan and high-level
task list outlining each team member‟s responsibilities. A rough process map was
developed to ensure our understanding of the process and to provide a framework for
improvement activities.
An early discovery during the Measurement phase showed that the reporting capability in
the OR limited the use of historical information for measurement or performance
analysis, therefore the team was required to conduct detailed observations to understand
the true nature of the delays being reported by the OR. During this phase we also began
soliciting suggestions from SPD and OR personnel. A SIPOC and a HOQ were
developed to assist the team in better understanding the relationships of the inputs and
outputs to the process, its vendors and customers.
During the Analyze phase Ishakawa charting was used to understand cause and affect
relationships. This lead to brainstorming of the possible root-causes and ultimately was
used to populate an Action Item List that is still in use to facilitate and monitor the
ongoing process changes. A significant change brought about by the team involved
completing a spaghetti diagram of the supply pick process; the results which included the
implementation of a 2-bin kanban system and reorganization of the supplies storage area
to align with the pick ticket sequence. During this phase the team reviewed the data
collected during the observation period and quantified the scope of the incomplete case

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 4
cart issues. Note: case carts refer to the system of picking and delivering all supplies and
instruments needed for the performance of a surgical case.
The Improvement phase allowed the team the opportunity to implement a large number
of the process improvement items detailed in their Action Item List and to begin
measuring their impact. Detailed process flows were developed to help in the change
process and to enlist buy-in from the technicians responsible. While many items remain
to be accomplished the team focused on those that would have the greatest or most
immediate impact to the process with the intent of quickly improving the satisfaction
levels of the OR surgical personnel. A series of metrics closely aligned with the key data
from the Measurement phase was installed at the same time, so impact could be
quantified from the onset.
The series of metrics mentioned before is now used daily to track and trend performance
against an established baseline. This provides the Control element for the processes and
allows for the quantification of impact as well as ensuring that the gains made will be
sustained.
1. Overview; Project Selection
1.1. Background Information
The hospital is one of a network of hospitals located in the southern US. The hospital
offers general healthcare and wide variety surgical services including reconstructive,
cardiovascular, urology, etc, utilizing 29 OR suites. Approximately 22% of its surgical
caseload is in the fields of orthopedics and spine, both heavily supply and instrument
intensive. The case volume for 12 calendar months ending July 2010 was about 33,000,
split nearly equal in-patient to out-patient, although the trend for the past few years has
been increasing the out-patient percentage. The OR conducts business typically from 7:30
am to 5:00 pm Monday through Friday, but often extends late into the evening. Saturday
cases are not considered scheduled, but several routinely occur each weekend.
A key support service to the OR caseload is the reprocessing of surgical instrumentation
and the assembly and distribution of Case Carts (customized kitting of supplies and
instruments) by the Sterile Processing Department (SPD). The SPD is responsible for the
cleaning, reassembly and sterilization of surgical instruments following a case and in
preparation for those instruments to be reused. The SPD is also tasked with
supply/inventory control and preparing case carts for use in the OR. The SPD operation
runs 24-7.
Quality is thought of in the relative terms of Clean and Sterile, Complete and On-time
and is quickly becoming a focus within hospitals as accrediting agencies begin to look
more closely at this part of the operation than ever before. Recently the noise level from
surgeons and the hospital‟s surgical staff about the state of affairs regarding incomplete
case carts and instruments sets had increased to the point of administrative concern. It
was generally felt that something needed to be done, but efforts internal to the SPD had

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 5
proved fruitless and the department was taking a serious rap for its poor quality and
delivery reliability, though no supporting numbers were presented.
The hospital doesn‟t have an established process improvement methodology, but
executives are acutely aware of improvements made in other hospitals using Lean or 6-
Sigma methodologies, or a combination and believe that the 6-sigma approach may be a
powerful tool to detect and reduce errors in the process. While not setting themselves up
with a process improvement department they did agree to support the team approach to
addressing these issues. That the process involved here is more service than production
oriented it seems a challenge to utilize many of the 6-sigma statistical tools. However, it
is their hope that the DMAIC provides the blueprint for solving and eliminating the
problems they now face.
1.2. Problems and Symptoms
It is important to separate the noise from the real issues. Many of the same stories of case
delays (late starts) are heard time and again throughout the hospital hallways. Weekly
review after weekly review raised many of the same concerns. The OR record keeping
system contains some information related to reasons for delays. However the system is
inconclusive as it allows only a single reason code to be entered for case delay and while
this is considered to be the primary reason there may be multiple factors and reality is
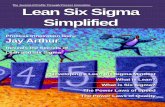
that input often serves the person recording the code. The team initially created a Pareto
from the OR data to begin to understand the opportunities rough order of magnitude. See
Figure 1.
Figure 1. OR Case Delay by Reason Code
0.00% 5.00% 10.00% 15.00% 20.00% 25.00%
XRAY TECH/CARM UNAVAILABLE
SURGICAL CHECKLIST NOT COMPLETE FROM SENDING UNIT
OUTSIDE SERVICE PROVIDER DELAY
EQUIPMENT MALFUNCTION
BIOMED DELAY IN CHECKING EQUIPMENT
SCRUB PERSON NOT READY
BED NOT AVAILABLE ON FLOOR
BED NOT AVAILABLE ON ICU
TRAUMA BUM
NEEDS TRANSLATOR
PATIENT NOT NPO
ADDITIONAL MD CONSULT REQUESTED
ASSISTANT NOT AVAILABLE
PROCTOR NOT AVAILABLE
UNANTICIPATED MULTIPLE LINES
CONSENT DOES NOT MATCH SCHEDULE
NOT ENOUGH STAFF TO START CASE
PACU SATURATED
PATIENT WAITING FOR FAMILY
PATIENT REQUESTED TO SPEAK TO MD
PATIENT DIRECT ON A VENT/ISOLATION
DIFFICULT IV START
ADDITIONAL TESTS REQUESTED BY SURGEON/ANESTHESIA
ANESTHESIA NOT AVAILABLE
XRAYS NOT DONE/UNAVAILABLE
C SECTION BUMP
PATIENT DELAYED IN OPSU
H&P DICTATED NOT TRANSCRIBED
CONSENT INCOMPLETE/INACCURATE
PHARMACY MEDS NEEDED
BLOOD BANK DELAY
SCHEDULING CONFLICT
INSTRUMENTS NOT ORDERED
EMERGENCY BUMP
DIFFICULT INTUBATION
NO MD ORDERS
EKG NOT DONE/AVAILABLE
PATIENT DELAYED IN ADMITTING
PHYSICIAN REQUEST CHANGE IN LINE UP
EQUIPMENT NOT AVAILABLE
ROOM NOT SET UP PROPERLY
IMPLANTS NOT AVAILABLE
TRANSPORT TEAM DELAY
LABS NOT AVAILABLE
SURGEON DELAYED IN OTHER ROOM
OTHER
H&P NOT DICTATED-WRITTEN IN HOLDING
EQUIPMENT/INSTS NOT REQUESTED WHEN SCHEDULED
INSTRUMENTS NOT STERILE
PATIENT LATE TO HOSPITAL
ANESTHESIA LATE
OTHER
PREFERENCE CARD DISCREPANCY
OTHER
OTHER
SURGEON LATE
PREVIOUS CASE OVER SCHEDULED TIME
OR Recorded Case Delay by Reason CodePercentage

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 6
Note that the highlighted reasons are each related to the proper availability of supplies or
instruments needed for the case. While no single reason recorded would lead a team to
tackle it as the top offender, the aggregate of all related to supplies supports the concern
of the hospital administration. This chart indicates that approximately 13% of delayed
cases are so by virtue of missing supplies or instruments. The story is compelling enough
to move forward with a project and ultimately drove the project more than adequate ROI
analysis and comparison to other opportunities.
2. Define
2.1. Goals and Expected Results
Prior to assemblage of a 6-sigma team the Green Belt candidate and I developed a charter
and had it approved and sponsored by the Sr. VP Perioperative Service. See Figure 2.1.
The primary goal of the team is to decrease the number of surgical case carts that are
delivered to the OR incomplete. The goal is further broken down into 1st and 2
nd Cases
and all other cases. The thought behind this is two-fold. First, getting a good start to the
day helps ensure surgeon satisfaction. Second, the availability of some instrument sets is
impacted by the timing of their use in cases earlier in the day. The lack of adequate
instrumentation may be a focal point of the team during the project. The business case for
this improvement is that improved service and delivery of complete case carts reduces the
hours spent by both OR and SPD personnel in later searching for the missing items and
may result in the recapture of enough OR time to provide availability for additional
revenue generation.
As well as the OR Pareto shown in Figure 1, a Project Evaluation and Cash Flow
projection is developed along with a set of base data and savings projection. The base
and savings projection are compiled through the course of the Define and Measurement
phases and is finalized upon completion of the base data analysis. See Figures 2.2, 2.3
and 2.4.
The cash flow projection is predicated on the estimated FTE weeks that specific team
members will be utilized across the course of the project. Salary considerations are
expected to be about $76,900 over 3 months and we plan to have a couple of team
dinners and minor project expenses. The sponsor wasn‟t concerned about capturing costs
associated with hospital conference rooms as some are nearly always available for the
team meetings and working sessions. Overall ROI is anticipated to be 4.4 to 1, assuming
all hard and soft-savings targets are hit.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 7
Figure 2.1 6-Sigma Project Charter
Six-Sigma Project Charter / Client Hospital
Product or Service
Impacted
Case Cart OR Delivery Expected Project Savings ($) $ 350,000
Facilitator Dan Johnson Business Unit CSP/OR
Champion Ms. Jackson Phone Number for Facilitator 602-448-5704
Start Date 8/10/10 Target Completion Date 11/30/10
Element Description Team Charter
1. Process: Case Cart Assembly and Delivery Need to reduce the overall number of case carts
delivered incomplete to less than 25% and 1st and 2
nd
cases to less than 5% by end of November 2010
2. Project Description:
what is the
“Practical Problem”
Problem and goal statement (project‟s purpose)
Case Cart delivered to the ORs missing trays
and supplies. Wet case carts
Eliminate the causes of case carts being delivered
incomplete and wet.
3. Objective:
Improvement is sought in 1) ensuring that all
„available” items are picked to the case cart,
Project
Y’s
Baseline
GOAL
Unit of
Measure
units
2) “items unavailable‟ at time of pick are
recorded and follow-up accomplished,
1st and
2nd
case
comple
tion
82 95 # Case
Carts
%
3) Reasons for “items unavailable” documented
and used for next steps.
Overall
case
comple
tion
60 75 # Case
Carts
%
OR
Delay
(Mins /
Day)
194; 1st 2
nd
cases
274 all
others
54
171
# Delay
Mins
#
Savings Metrics will include OR Delay minutes
per case resulting in increased OR utilization
and OR Staff minutes used tracking the missing
items.
OR
Staff
Time
(Mins /
Day)
324; 1st 2
nd
cases
456 all
others
90
285
# Staff
mins
#
4. Business Cases:
Expected financial improvement, or other
justification.
Improved service to the OR and decreased OR Starts
delayed due to incomplete cases carts. Will decrease
labor hours spent on location and recovery.
5. Stakeholder Team
members:
Names and roles of team members? CSP Case Cart Tech(X2) – M. Hendersen, J. Maliford
OR Staff – J. Rodriguez, C. Nestman (Greenbelt)
CSP Leadership – R. Sanchez
6. Project Scope: Which part of the process will be investigated
and excluded.
Case Cart Assembly, Transport and Staging.
Storage Location Control
Completeness of reporting
7. Benefit to External
Customers:
Who are the final customers, what are their key
measures, and what benefits will they see?
Patients, OR Staff and Surgeons; Improved delivery
performance, improved OR Start Times
8. Schedule: Give the key milestones/dates.
Project Kick-off,
Define, Set Goals,
Proc Map & AIL
Review
August 10, 2010
M- Measurement, Metrics validation, Success
Metrics
“M” Completion August 25,2010
A- Analysis “A” Completion September 18, 2010
I- Improvement “I” Completion September 25, 2010
C- Control “C” Completion October 10,2010
Note: Schedule appropriate Safety Reviews. Safety Reviews October 10, 2010
Project Completion November 30,2010
9. Support Required: Will any special capabilities, hardware, trials,
etc be needed?
Meeting room, LCD Overhead, Flip Charts

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 8
Figure 2.2 Project Evaluation
Score Interpretation
10 Sponsorship
10 External Customer
3 Shareholder
3 Employee or Internal Customer
3 Other (supplier, environment, etc.)
4.75 - Total Benefit
3 Availabilty of resources other than team
3 Scope in terms of Black Belt effort
10 Deliverable
3 Time to Complete
3 Team
10 Project Charter
10 Value of Six Sigma Approach
59.225 Total

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 9
Figure 2.3 Base and Savings
Bas
e D
ata
and
Sav
ing
s P
roje
ctio
n S
um
mar
y
# C
ases
Inco
mp
lete
Inco
mp
lete
Res
ulti
ng
in O
R D
elay
Del
ayed
Cas
es
Del
ay
OR
Los
t
Min
utes
per C
ase
Del
ay O
R
Lost
Min
utes
per D
ay
Cos
t per
OR
Min
ute
Cos
t Dai
ly
Del
ay L
ost
OR
Min
OR
Sta
ff
Min
utes
per
Cas
e
OR
Sta
ff
Min
utes
per D
ay
Cos
t per
Sta
ff
Min
ute
(Bur
dene
d)
Cos
t Dai
ly
Sta
ff M
in
Tota
l Del
ay
Cos
t per
Day
Goa
l Del
ay
Min
utes
Sav
ed D
aily
(50%
Del
ay
Min
utes
Per
Cos
t
Sav
ing
Goa
l
Goa
l OR
Sta
ff
Min
utes
Sav
ed
Cos
t
Sav
ing
Goa
l
Goa
l Tot
al
Sav
ings
per
Day
Dai
ly A
vg.
%#
#%
#M
inM
in$
$M
inM
in$
$$
%#
Min
$M
in$
$
1st &
2n
d C
ases
6082
%49
1115
%1.
618
2940
$
1,
166
$
3032
40.
63$
20
5$
1,
372
$
95
%57
14.5
858
3$
23
414
8$
73
1$
Rem
ain
ing
Cas
es38
60%
2315
10%
1.5
1827
40$
1,09
4$
30
456
0.63
$
289
$
1,38
3$
75%
2913
.68
547
$
171
108
$
656
$
To
tal D
aily
9873
%72
263.
156
.52
2,26
1$
78
049
4$
2,
755
$
86
28.2
61,
130
$
40
525
7$
1,
387
$
2548
018
720
6760
816
1469
558
7,80
8$
20
2800
128,
440
$
716,
248
$ 22
230
7348
293,
904
$ 10
5300
66,6
90$
36
0,59
4$
27 D
ay M
onth
2646
1944
702
84.7
815
26.0
461
,042
$
21
060
1333
874
380
2309
763.
0230
,521
$
1093
56,
925.
5$
37
,446
.3$
Est
mat
ed %
cas
e de
lays
resu
lting
in a
lost
cas
e =
20%
Pla
n to
reco
ver 5
0% o
f tha
t pot
entia
l
Rec
over
able
OR
Min
utes
Dai
ly C
ast S
avin
gsA
nnua
lly
To
tal
pro
ject
wo
rth
281,
130
$
29
3,90
4$
360,
594
$
Co
mp
lete
Co
mp
lete
Bas
elin
eG
oal
Ave
rag
e A
nn
ual
@
260
surg
ical
day
s

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 10
Figure 2.4 Cash Flow Projections
$0
$50,000
$100,000
$150,000
$200,000
$250,000
$300,000
$350,000
$400,000
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51
Project Week
Project Cash Flow ProjectionCase Cart Completion Project
Cum Projected Savings Cum Project Cost Planned Out-of-Pocket
Approximate Annual Savings: $350,000Project Cost: $78, 781ROI: 4.4 to 1
2.2. Project Framework
A high-level task plan (fig. 2.5) laid out the team members primary responsibilities and
tasks for the project and was later detailed in the Project Gantt Chart for schedule
adherence and reporting (fig. 2.6)

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 11
Figure 2.5 Task Plan High Level Task and Responsibility
Responsibility Date Due Complete
Charter
___ Indentify Opportunity Dan Johnson 25-Jul
___ Identify Sponsor Dan Johnson 25-Jul
___ Estimate Savings Dan Johnson 29-Jul
___ Draft Charter Dan / Ms. Jackson 2-Aug
___ Sponsor project review (weekly) Dan / Ms. Jackson 2-Aug
Define
___ Team selection Dan / Ms. Jackson 3-Aug
___ Complete Charter Dan Johnson 4-Aug
___ Team Training Dan Johnson, Green belt ( Cory Nestman) 12-Aug
___ Review existing documentation Dan Johnson, Cory nestman 15-Aug
___
Define objectives and develop
plan Team 8-Aug
___ Develop Plan Gannt Chart Cory Nestman 10-Aug
___
Present objectives and plan to
management Cory Nestman 10-Aug
___ Map As-Is process Team 15-Aug
___
Review and redefine
problem/opportunity Team 20-Aug
___ Sponsor sign-off Ms. Jackson 22-Aug
Measure
___ Identify CTQs Cory Nestman 15-Aug
___
Collect data on event tasks and
cycle time Team 22-Aug
___
Determine and validate
measurement system Dan Johnson, Cory Nestman 25-Aug
Analyze
___
Prepare baseline graphs on event
tasks and cycle time Dan Johnson, Cory Nestman 25-Aug
___
Analyze impacts on tasks and cycle
times Dan Johnson, Cory Nestman 5-Sep
___
Evaluate time and value, risk
management Team 5-Sep
___ Benchmark other companies Malik 10-Sep
___ Discuss team's preliminary findings Team 12-Sep
___
Consolidate team's findings and
analysis (additional brainstorming) Team 16-Sep
Improve
___
Present recommendations to
process owners and operators Team 18-Sep
___
Review recommendations and
formulate beta Team 18-Sep
___ Prepare Beta Dan Johnson, Cory Nestman 21-Sep
___ Run beta (test improved process) Team 24-Sep
___ Analyze beta and results Dan Johnson, Cory Nestman 24-Sep
___ Present final presentation Team 25-Sep
___
Present final recommendations to
management team Team 28-Sep
Control
___ Develop Control Metrics Dan Johnson, Cory Nestman 21-Sep
___ Develop metrics collection tool Cory Nestman 21-Sep
___ Roll out improved process Team 29-Sep
___ Roll out metrics Team 29-Sep
___
Monitor process monthly, using
control metrics Team 10-Oct
TASK

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 12
Figure 2.6 Project Gantt Chart

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 13
The SIPOC is used to focus the team‟s scope of work. Figure 2.7 illustrates this project‟s
SIPOC ensuring that the team doesn‟t try to resolve issues with the entire instrument and
supply flow from between the SPD and the OR. For example, while purchasing and
warehouse distribution certainly have an impact on the availability of supplies, it is
considered outside the scope of this project. The focus will be on the interrelationship
between the SPD and the OR and the staff‟s ability to accomplish the task of completing
case carts and delivering them on time to the OR.
Figure 2.7 Case Cart SIPOC
SIPOC Help
Surgeon's offices Call to OR Planners Surgical Schedule OR Planners and Team Leaders
OR Planners OR Surgery Scheduling System Or Schedule for Reference Case Pick Technicians
Surgeon's officesSurgery Equipment, Instruments
and Supplies req'd
Pick Lists
Priority / Conflict Management
OR Planners
Case Pick Technicians
CSP ManagementCase Pick Technicians Schedule
and assignmentPick assignments to technicians OR Staff
OR; Post use Decontamination cart washCase Carts clean and staged
ready for useCase Pick Technicians
Cardinal HSS Warehouse / distributionComplete Case Carts; Ready for
surgical useOR Staff
OR and Vendors (Loaners) CSPComplete Case Carts; Ready for
surgical useOR Staff
Priority Needs List CSP Staff
Case Pick Techs Completed and signed pick list OR Staff
Case Pick Techs Complete Case CartsOn time case starts, satisfied
customers OR, Doctors, Patients
Metrics Metrics
-Surgeon's scheduling
Timeliness
-Surgery Schedule
Timeliness and accuracy
-Surgeon's Need's
accuracy
-Needs List Percentage
-CSP Absentee rate -Case Cart Completion
Rate
-CSP case Pick Technician
skills set
-OR On-time Starts
-Cardinal and HSS
distribution Fill Rates
-Vendor delivery
performance (Timeliness
and accuracy)
-Case Cart Completion
Percentage
Completeness acknowledged and
accounted for by tech
SIPOC DIAGRAM
Case Cart Completion Improvement Project
► ► ► ►Supplier Input Process
Print Surgery Schedule
Print Preference Cards / Pick Lists
Assign CSP Resources to Pick
Obtain Clean, Dry Case Carts
Pick Soft Goods and Document on
Preference Card
Pick Instrumemts and Document on
Preference Card
Output Customer
Sign Pick List and Surgery Schedule
Deliver to the OR

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 14
Along with the SIPOC a House of Quality was used to correlate and weight the various
customer requirements with the functional “Hows” of the process. This tool with the
later used fishbone helped the team to identify and quantify specific issues and eventually
determine the tasks required to address the problems. Figure 2.8 is the HOQ developed
and being two layers is spread over the next several pages.
Figure 2.8 House of Quality

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 15

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 16
The team assembled and produced an initial Process Flow to ensure that they understood
the process and breakdowns that occurred. This was built and displayed as a working
model on a roll of kraft brown paper, a portion of which is shown in figure. 2.8. This
methodology kept the team involved since the flow continued to be a work in process and
didn‟t feel like an end product.
Critical to Quality was assessed and the following was determined to be the key metrics.
Quality
Sets missing Instruments
Case Carts Missing Supplies / Instruments
Schedule
Case Carts Missing Supplies / Instruments
Cost
Missing Item Recovery Time
Revenue Potential
Case Pick Time

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 17
Figure 2.8 Process Flow
2.3. Assumptions
The Pareto of case delay cause codes reviewed in section 1.2 is inherently flawed due to
its subjective nature. The system that the OR staff uses to capture delay reasons is first
limited to a single input, while there may be numerous contributing factors to the delay,
or additional reasons that as stand-alone would have caused a delay. This puts the staff
member in the position of need to identify a „primary‟ reason for the delay. The
subjective nature is also heightened by the perception that a staff member may wish to
use a delay reason to “protect or incriminate” individuals. For this, the team determined
that it must conduct an in-depth study of the delay reasons.
While there have been threats from surgeons to leave the hospital and take their business
elsewhere and while their patience is limited, none have taken this option, but do make
life miserable for the staffs.
Case Cart assembly begins at about 5:00 pm the afternoon prior to the scheduled cases,
after the schedule has been finalized by the OR office staff. The case carts are assembled

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 18
in accordance with the surgery schedule, but the schedule is subject to change for a wide
variety of reasons.
The perception of what is late seems to be in constant debate. The OR staff will record
late case carts depending on whom and when the pre-case audit is done. This varies from
the time that the case is ready to commence to hours prior to case start. For purposes of
the team‟s study, late is defined as “1/2 hour prior to need in the room, potentially
prompting a case delay”
The amount of instrumentation is not unlimited. This is true and impacts the availability
of instruments for cases later in the day, as those same sets may be in use in earlier cases.
The ability to see that need and prioritize the “quick turn‟ of those sets is an important
step in the process. Standard supplies should never be an issue, if the replenishment
system is used and working correctly. Special order supplies may be a cause of delay,
but doesn‟t impact this study as they are outside the norm and out of the control of the
SPD staff.
Case carts delivered complete and on time remain complete. This is not a true
assumption as OR staff is known to cannibalize other case carts for supplies and
instruments when they feel a need or want to have extra “just in case”.
For purposes of savings calculation a standard value of $40 per OR minute is used. This
is based on the financial office‟s input that an hour of surgery in the OR puts $2,400 to
the bottom line.
3. Measurement
3.1. Study; Late Case Carts, Missing Items, Case Delays
Based on the initial process flow developed the team set out to quantify the process and
the effects of incomplete and late case carts to the OR. Part of the reason for the
approach taken was to fill the void of case delay reasons contained within the OR data.
The team observed and documented the timing and completeness of case carts for a
period of 27 days and conducted interviews with the surgery staff to determine the actual
reasons for case delay. Figure 3.1 contains the summary data from the study.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 19
Figure 3.1 Base Data Development
Ca
se
Min
ute
s D
ela
ye
d S
um
ma
ry D
ata
Min
ute
s D
ela
yed
Case #
Subgro
up
X-B
ar
(Avg
)R
ange
Sig
ma
(Std
De
v)
Sam
ple
Siz
e# D
ela
y%
Dela
y
Pe
rce
nt
De
lay
Ca
ses
pM
ea
nU
CL
LC
L
Daily
Mis
sin
g
Item
s
Ite
ms
pe
r
Ca
se u# M
inute
s
Min
s p
er
De
lay
Min
s p
er
Ite
m
2648
704
26.6
%0.2
66
0.4
00
0.1
32
2129
0.8
04
12048
17.1
5.7
16-A
ug
6.1
625
8.7
1105
37
35.2
%0.3
52
0.2
66
0.4
00
0.1
32
128
1.2
19
647
17.5
5.1
17-A
ug
4.9
433
8.6
497
26
26.8
%0.2
68
0.2
66
0.4
00
0.1
32
71
0.7
32
479
18.4
6.7
18-A
ug
7.5
133
9.5
9103
42
40.8
%0.4
08
0.2
66
0.4
00
0.1
32
123
1.1
94
774
18.4
6.3
19-A
ug
4.7
932
8.8
897
24
24.7
%0.2
47
0.2
66
0.4
00
0.1
32
65
0.6
70
465
19.4
7.2
20-A
ug
4.3
033
8.5
199
22
22.2
%0.2
22
0.2
66
0.4
00
0.1
32
68
0.6
87
426
19.4
6.3
21-A
ug
4.7
331
8.2
9101
27
26.7
%0.2
67
0.2
66
0.4
00
0.1
32
84
0.8
32
478
17.7
5.7
23-A
ug
3.6
528
7.5
8100
20
20.0
%0.2
00
0.2
66
0.4
00
0.1
32
64
0.6
40
365
18.3
5.7
24-A
ug
4.9
635
8.8
597
25
25.8
%0.2
58
0.2
66
0.4
00
0.1
32
77
0.7
94
481
19.2
6.2
25-A
ug
6.8
833
9.3
9101
38
37.6
%0.3
76
0.2
66
0.4
00
0.1
32
125
1.2
38
695
18.3
5.6
26-A
ug
5.7
833
9.1
694
29
30.9
%0.3
09
0.2
66
0.4
00
0.1
32
86
0.9
15
543
18.7
6.3
27-A
ug
4.3
023
7.7
5105
26
24.8
%0.2
48
0.2
66
0.4
00
0.1
32
83
0.7
90
451
17.3
5.4
28-A
ug
3.2
322
6.8
9100
19
19.0
%0.1
90
0.2
66
0.4
00
0.1
32
43
0.4
30
323
17.0
7.5
30-A
ug
5.2
933
8.8
895
27
28.4
%0.2
84
0.2
66
0.4
00
0.1
32
78
0.8
21
503
18.6
6.4
31-A
ug
4.3
131
8.0
997
23
23.7
%0.2
37
0.2
66
0.4
00
0.1
32
61
0.6
29
418
18.2
6.9
1-S
ep
3.0
425
6.7
5101
18
17.8
%0.1
78
0.2
66
0.4
00
0.1
32
61
0.6
04
307
17.1
5.0
2-S
ep
3.7
523
7.3
091
20
22.0
%0.2
20
0.2
66
0.4
00
0.1
32
68
0.7
47
341
17.1
5.0
3-S
ep
5.1
133
8.6
299
28
28.3
%0.2
83
0.2
66
0.4
00
0.1
32
90
0.9
09
506
18.1
5.6
4-S
ep
4.4
925
7.8
596
25
26.0
%0.2
60
0.2
66
0.4
00
0.1
32
69
0.7
19
431
17.2
6.2
6-S
ep
2.6
529
6.4
989
14
15.7
%0.1
57
0.2
66
0.4
00
0.1
32
39
0.4
38
236
16.9
6.1
7-S
ep
4.3
133
8.0
499
24
24.2
%0.2
42
0.2
66
0.4
00
0.1
32
73
0.7
37
427
17.8
5.8
8-S
ep
5.8
626
8.6
996
32
33.3
%0.3
33
0.2
66
0.4
00
0.1
32
105
1.0
94
563
17.6
5.4
9-S
ep
4.8
425
8.4
395
25
26.3
%0.2
63
0.2
66
0.4
00
0.1
32
80
0.8
42
460
18.4
5.8
10-S
ep
6.3
629
9.0
999
35
35.4
%0.3
54
0.2
66
0.4
00
0.1
32
113
1.1
41
630
18.0
5.6
11-S
ep
4.7
229
8.2
099
26
26.3
%0.2
63
0.2
66
0.4
00
0.1
32
69
0.6
97
467
18.0
6.8
13-S
ep
3.2
423
6.8
498
19
19.4
%0.1
94
0.2
66
0.4
00
0.1
32
51
0.5
20
318
16.7
6.2
14-S
ep
5.8
428
8.8
0102
33
32.4
%0.3
24
0.2
66
0.4
00
0.1
32
94
0.9
22
596
18.1
6.3
15-S
ep
3.9
231
7.8
693
20
21.5
%0.2
15
0.2
66
0.4
00
0.1
32
61
0.6
56
365
18.3
6.0
Ave
rag
e98.1
26.1
26.6
%p
ba
r78.9
ub
ar
Std
De
v3.8
26.6
66.2
%0.2
66
0.8
04
Sum
of R
anges
759
Sum
of S
ubgro
up A
vera
ges
122.8
3
# S
ubgro
ups
27
Contr
ol Lim
its for
Ave
rages C
hart
4.5
49
28.1
11
Case C
art
s Incom
ple
teD
ela
y C
ount
/ # S
am
ple
s
Mis
sin
g Ite
m C
ount
/
subgro
up u
nits
Case D
ela
y

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 20
From the data collected we tracked daily a number of key defect measurables including:
number of case carts incomplete
# Items missing from case carts
# Items missing per Case
Total Delay Minutes
# / % Instrument Sets missing instruments
Use of Attribute Control Charts:
Since all existing data points were used and the subgroups contained data from each
scheduled surgery for the day the sample size was inconsistent, varying from 90 to 105
across 27 subgroups. In the control charts (p) average sample size of 98 was used. NP
and C charts were not used due to sample size variance.
Used a false LCL to show methodology. In reality, there is no LCL as any item not
delivered could cause an unacceptable case delay.
U chart was used to show the number of items missing
There is a mix both in terms of types of cases being and 8 different technicians
responsible for the assembly of Case Carts. Note that in nearly all samples the technician
responsible isn‟t documented.
The p chart indicates a process out of control as it alternates data points up and down,
although over the center line.
The charts below contain the daily results the team found significant.
Incomplete case carts ranged between 15.7% and 40.8% daily with a mean of 26.6%. Each of
these incomplete case carts represents a potential case delay. Actual case delay is a function of

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 21
many other variables, including the critical nature of the specific item missing from the case. For
purposes of this study, that detail was not factored. Actual number of cases delayed due to
incomplete case carts was 85. This chart and data was later used to set up the first control chart
and the upper and lower control limits were calculated and included on this chart. During the
improvement phase this data was correlated to the individual tech and deficiencies in standard
process, training and motivation were addressed.
Items missing per ranged from .43 to 1.238 (.8) per total daily case count with a mean of .804
items per case. Factored against only those cases missing items the mean is 3.003 items per case
with a range of 1.19 (2.26 to 3.45). This correlation caused the team to consider that once a case
has a missing item, the technician picking the case failed to focus on completing as much of the
case as possible.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 22
The two charts correlating the number of items missing to the delay time demonstrated that the
average case delay was 18.1 minutes and 6 minutes per missing item. There was a noticeable
increase following Labor Day that we attributed to unusual staff shortages and a delay in the
receipt of a supply shipment. A phenomenon noted was that contrary to expectation, days with
more items missing didn‟t necessarily result in longer case delays. This, presumably, is due to
an „all hands on deck‟ approach when items are missing. It did, of course, result in more staff
time to locate the multiple items.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 23
As mentioned earlier, during the observation process the team noted the high number of
instrument sets not included in the case carts because the sets themselves were incomplete. Data
was collected from the SPD‟s instrument management system to get a picture of how prevelent
this issue was. The Missing instrument chart shows that over the course of 4 months an average
of 18% of all instruments sets assembled were incomplete. This became a major focus for
improvement.
Incomplete Case Carts Statistical Results
Over 27 days, between August 16 and September 15 there were 2648 surgery
cases conducted
o Daily case volumes ranged from 90 to 105
Of these 1620 (61.1%) were 1st or 2
nd cases for the room for the day
704 (26.6%) cases were picked incomplete
o 292 of these impacting 1st or 2
nd cases (11.3% of total cases)
85 (3.2%) cases were actually delayed due to incomplete case picks
Average OR case delay due to incomplete cases carts; 18.1 minutes
o Results in an mean delay to all cases of 4.8 minutes
Given $40 per OR minute lost the opportunity is $61.042 per month
66424 Items were required for the cases
2129 (3.2%) Items were missing
3.2 Sigma Calculation
Opportunities for Defect: 66424
Defects: 2129
DPMO: 32052
Failure Rate: .321
Accuracy Rate: .968
--------------------------------------
Sigma Level: 3.35

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 24
4. Analysis
4.1 Cause and Effect
Upon completion of the observations and base development, the team conducted a
brainstorming session utilizing the Ishakawa Cause and Effect diagram to detail the
variety of reasons for the incomplete case carts. Each entry was then weighted, after
lengthy discussion, to determine which had the highest likelihood of impact. See Figure
4.1.
Figure 4.1
Case Cart Completion Brainstorming Session Fishbone Diagram (the 6 M's)
E E U
Priority 1,2,3 N R E
2 I Lack of priority / Conflict management 3 U Audit vs. OR Feedback 2 I Block scheduling
1 H Picklists incomplete, inaccurate, extra items 1 S Individual Measurement 3 L Existing Carts not adequate
3 C Implants not listed on Count sheet 3 A Method of Accurate Measure 3 I Late reprocessing
Problem Description:
1 A Soft-goods need to be in T-Doc? 2 E No Consistent Definition of"Complete" 1 M
Case Carts sent M M
to OR Incomplete 3 M 3 M Out-of-Service Sets 1 M Different methods of documenting pick
2 A 2A Carry-Over Sets 1 E Lack of Job Expectation
1 N Lack of Knowledge - Location 1 T Loaners not available on time 1 T Quick Reference needed?
2 Lack of Knowledge - Material 1 E 1 H Lack of follow-up
1 Sets not put-away in right location 2 R 1 O
1 Staff indifference to assignment 3 I 1 D Lack of standardized process
2 Staff inexperience 1 A Loaners not available in time for processing
1 L Incomplete / Inaccurate Pref. Cards
Instruments not available at pick time
Interruptions to Pick (Phone & Delivery)
Impacts focus accuracy
Soft goods not available at pick time
"Called-For"sets not
returned to CSP
Sets "Called For"
in other Rooms
"Called for" Sets, not used, not
returned to CSP
Use of Priority List,
Inconsistent
Management follow-up
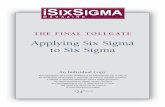
4.2 Pareto Revised
The reason code results from the team‟s observations were then entered into a new
pareto, figure 4.2 and compared to the initial results from the OR data system. While the
numbers were greater, the rating of the items didn‟t differ significantly.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 25
Figure 4.2
0 10 20 30 40 50 60 70 80 90 100
Existing Carts not adequate
Soft goods not available at pick time
Staff inexperience
Inconsistent Management follow-up
Block scheduling
"Called for" Sets, not used, not returned to CSP
Different methods of documenting pick
Audit vs. OR Feedback
Carry-Over Sets
Implants not listed on Count sheet
Lack of Job Expectation
Lack of priority / Conflict management
Late reprocessing
Out-of-Service Sets
Sets "Called For" in other Rooms
Use of Priority List,
No Consistent Definition of"Complete"
Quick Reference needed?
Lack of standardized process
Lack of Knowledge - Material
Lack of Knowledge - Location
Individual Measurement (Accountability)
Method of Accurate Measure
Staff indifference to assignment
Sets not put-away in right location
Picklists incomplete, inaccurate, extra items
Interruptions to Pick (Phone & Delivery) Impacts focus accuracy
Loaners not available in time for processing
Instruments not available at pick time
Case Cart Incomplete# Times Reason Code Assigned
Source: Case cart Incomplete, 6-Sigma Tracker. Dates August 15, 2010 - Sept 14, 2010
These breakouts were then further defined into actionable steps and were entered into the
team‟s Action Item Log. The log eventually contained over 160 entries and remains in
use at the time of this writing. A portion of the Action Item Log is shown in figure 4.4.
Key actions taken by the team will be reviewed in the upcoming Improvement section.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 26
Figure 4.4 Project Action Item List – Sample Page Effect: Case carts are not 100% complete, accurate and available on time
Category Cause Subcause Recommendation
Staffing Staff indifferentNot a value alignment Use dedicated staff for case
picking
Staffing Staff indifferent
No feeling that they are being measured,
watched or held accountable for case cart
defects
Use dedicated staff for case
picking
Staffing Staff indifferent
No negative impact to them while working in
case (by the time they do relief everything is
fixed)
Use dedicated staff for case
picking
Staffing Staff inexperiencedNot all staff has scrubbed all cases therefore
they are not familiar with all supplies & trays
Use dedicated staff for case
picking
Staffing Staff inexperiencedDescriptions on work sheets are not always
clear & user friendly
Have existing staff highlight
routine problem items &
allocate staff to fix daily
Staffing Staff inexperienced
No place for staff to reference locations for items Pick cases using pick lists &
ensure all items have location
list
Staffing Staff inexperiencedNo place for staff to reference where locations
are in relation to the core (master location list)Post master list of locations
Staffing Staff inexperienced
No existing process diagram or work instructions
for how cases are to be picked. Make work instruction & share
process flow with staff
Staffing Staff inadequate
Staff for case picking not dedicated. PM staff
used prior to 2:30pm when they get pulled to do
lunch relief
Use dedicated staff for case
picking
Staffing Staff inadequateCases are booked after 5pm when staff is more
limited and/or in roomsUse dedicated staff for case
picking
Staffing Staff inadequateStaff picks the cases they are familiar with and
can do fastUse dedicated staff for case
picking
Case Carts &
environment
Existing case carts not
adequate
Items for case are placed on open carts (with 3
procedures per shelf) due to lack of availability of
carts
Use dedicated closed case
carts on each case
Case Carts &
environment
Existing case carts not
adequate
Case carts are not numbered or identified as
SJHC with numbering system
Label each cart with SHJC ID
number and reference back to
manufacture's SR #
Case Carts &
environment
Existing case carts not
adequate
Case carts have gotten lost or removed over the
years see above reason.
Label each cart with SHJC ID
number and reference back to
manufacture's SR #
Case Carts &
environment
Existing case carts not
adequate
Case carts are not being cleaned between each
use unless they are used for soiled transport to
SPD
Use dedicated closed case
carts on each case
Case Carts &
environment
Existing case carts not
adequate
No other system (totes or bins) available to
contain smaller cases such as eye cases.
Use dedicated closed case
carts on each case but make
an exception for eyes and put
three per cart.
Case Carts &
environment
Existing case carts not
adequate
Case carts are not closed therefore present
challenge with separation of clean and dirty
Use dedicated closed case
carts on each case
Case Carts &
environment
Existing case carts not
adequate
Case carts are not being maintained wheels
need lubricant Using SJHC cart ID number, set
up PM system with Biomed to
have carts inspected annually.
Monitor and report.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 27
The opportunity to observe the Case Cart process caused us to revise the process flow a
number of times. The end result was a cleaner, streamlined version of the process and it
is included in the appendix. This exercise prompted the team to recognize that the case
cart process is highly variable and statistically out of control and generated a need for not
only improved processes but also standardized practices, which they developed in the
way of Work Instructions for each of the key components.
One of the top reasons for case carts not being completed was the SPD‟s inability to
complete instruments sets on time. While staffing appropriately across the day to handle
the incoming workload was an issue to be addressed, a significant factor was that the staff
had developed the habit of not putting up incomplete sets, making them unavailable and
not adequately communicating this to the OR. During the observation period a second
set of metrics and trending was initiated to begin to understand the magnitude of this
problem. A review of several months‟ data of sets missing instruments was captured
from the SPD‟s instrument tracking system. It was determined that for the period
extracted 18% of the sets put up were incomplete. The OR staff had complained often
enough that the SPD staff determined not to send the incomplete sets with the case cart,
further extenuating the problem. This became the focus of a major improvement
initiative which we will cover shortly.
While the availability of supplies would not have seemed to a major issue, it was
discovered that some case cart assemblers were not addressing all the supply needs.
Reasons ranged from:
They thought the supplies were actual stored in the OR
Were unfamiliar with the supply layout to
Supplies not listed with locations on the pick tickets
If one item is missing, less focus came to picking all the remaining items.
This then lead to another major improvement initiative by the team and began with a
spaghetti diagram detailing the typical paths taken by the case assemblers to pick all
supplies.
5. Improvement
This is where the proverbial rubber meets the road. Beginning with the brainstorming,
process flow review and Paretos used in the measurement and analyze phases of the
project the team constructed an action plan that eventually grew to over 160 separate
items covering the following areas:
Staff experience , skills, training, motivation
Case Cart condition and size
Space for storage, picking and staging
Standardized procedures and work instructions
Pick sequence and flow
Pick list updates
Completion of instrument sets

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 28
Availability of loaner and consignment sets
It‟s important to the team to set and follow a structured approach or risk losing
themselves in the myriad possibilities and tasks. Many of the improvement tasks
identified are beyond the team‟s scope and will remain for the SPD leadership to continue
to facilitate or move to another improvement initiative.
A Test of Change approach was used to introduce process changes. The team determined
the change, its method of measurement to see whether the change resulted in
improvement, then communicated to the SPD and OR staffs the change and how it would
be implemented. Critical to the team‟s thinking was to over communicate in order to
gain buy-in.
Using the tools the team set to determine a priority for the solutions, establish the
improvement method, define the implementation steps and communicate.
It is clear that standardization of process and practice is key to any sustainable
improvement. First steps included cleaning up the process flow and using it to
demonstrate the opportunities and the revised or new elements to the SPD staff,
developing a set of Standard Work Instructions detailing the „hows and whys‟ of each
associated task. For the Case Cart Technicians these include instrument set put-away,
pick sequence and documentation. Standard Work Instructions were also developed for
the SPD Instrument Set Assembly process. The document took the form of a step-by-
step manual with photos correlated to each step. The process steps were reviewed with
each staff member during training sessions and are visibly posted in the work space for
quick reference. The simplified process flow is included in the appendix.
As part of the effort to complete instrument sets it was deemed necessary to identify the
critical instruments in each set. This information is then entered into the SPD‟s
instrument management system and guides the assembly technician to not complete the
assembly if a critical instrument is missing, but to complete it if a non-critical instrument
is missing. This should result in fewer sets being left unavailable for use in a case. An
additional step added to this work sequence is a required supervisor sign-off for any set
assembled incomplete. While this is contrary to Lean thinking, it was determined to be
pragmatic and necessary in the short-term to ensure awareness and adherence to the
process. The identification of critical instruments is a painstaking chore, accomplished by
OR personnel, so it will be a work-in progress for some time.
A result of the focus on instrument set completion highlighted the negligence of the SPD
management to effectively replace instrument that were lost or damaged. A significant
expenditure needed to be made in order to elevate the inventories to the point that a daily
impact could be made. The team sponsor agreed that the expenditure had been needed for
some time and measures were put in place to monitor the needs going forward, so the
cost associated are not included in the cost-benefit analysis or savings projections for the
project.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 29
Process changes in the Case Cart Assembly process includes re-layout of the supplies
inventory from a product-family based to alignment with the pick ticket sequence and the
addition of stores location on the pick ticket printout. A Quick Reference Locator was
also produced and made available in various supply areas. This later change addresses
needs that occur more often after the case carts have been picked, for add-on or
emergency cases or when unforeseen needs arise.
In addition to the change in the stores layout a 2-bin Kanban was installed. In this system
each item‟s inventory is evenly split between two compartments. The items are picked
from the „active‟ compartment. Once this is empty, pickers select from the second or
backup compartment. Empty compartments or containers are replenished. For small
items, bins are used as the kanban signal. For larger items cards are used.
The realignment of the stores, integration of the kanban system and inclusion of item pick
locations has resulted in a pick time reduction of an average of two minutes, from 18 to
16 per case. At 98 cases per day the savings equates to 196 minutes each day.
Kanban Pictures
Swinging Compartment Door
With the above key process changes the team still needed to address the control and
compliance issues within the Case Cart assembly process itself. Consistency is important,
but it comes at a cost. Introduced were the requirements that the picking technician
record each pick ticket they assemble. While not a fix, it was hoped that the requirement
would raise awareness. Case carts required, by timing, to be sent to the OR incomplete

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 30
required a supervisor‟s sign-off and a communication call to the OR control desk. This
helped preemptively set in motion any schedule change or recovery action needed.
Highlighted in the brainstorming session was the need for cross-training. The department
suffered when primary Case Cart Assemblers were absent, especially if more than one.
Other areas within the SPD had similar issues. It was determined to begin a cross-
training program and soon to begin a position rotation that would allow for staff to gain
competency in all areas. It is beyond the scope of this team to provide the train or set up
the schedules and this will be left to the department management. They are documented
on the project action item list for future follow-up.
Daily controls and metrics were introduced to track case cart and instrument set
completion rates. These are displayed daily at a department level and fed into a Quality
Dashboard at an individual as well as department level. Note: The dashboard is now
expanding to track quality, productivity and service across the entire SPD.
6. Control
Controls are integral to the success of any implementation ensuring compliance to
practices and standards, monitoring improvement progress and sustaining the gains. First
and foremost are the Standard Work Instructions highlighted before and training provided
to gain understanding and compliance.
Among the controls implemented was the Case Cart Audit mentioned in the prior section.
This audit provided near real-time feedback from the OR to the SPD. The results were
posted daily in the Incomplete Case Carts Daily-Monthly Control Chart. Figure 6.1
shows the actual charts for the months of October and November.
For purposes of this exercise, both Upper and Lower Control Limits were calculated, but
the team and staff recognizes that the target for incomplete case carts is zero. In the two
months since initiating the project steady progress has been made. The last two weeks of
November shows the incomplete carts steady at about 16.4 % versus 26.6 during the
observation period. Still work to do, but showing a 38% improvement.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 31
Figure 6.1 Incomplete Case Carts Control Chart
The second control chart installed is a daily tracker of instrument sets assembled
incomplete. Figure 6.2 contains the charts from October and November and demonstrates
significant improvement. November versus the base period shows an improvement from
18% to 9.9% of Instruments Sets assembled incomplete for a 45% improvement. This
trend is expected to continue as many eyes are focused, now, on the problem.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 32
Figure 6.2 Incomplete Instrument Sets Control Chart
Additionally, a daily report was established to actively monitor case delays recorded to
incomplete case carts. While the OR recording methodology hasn‟t changed and
therefore the inherent inconsistencies still exist, the renewed awareness and diligence by
the OR staff, coupled with improved review from OR management may provide better
insight. For the month of November the OR statistics reported versus the base period:
OR Stats Base November Imp %
Total Cases 2648 2725
# Incomplete Case Carts 702 26.5% 447 16.4% 38%
# Caused Delayed Cases 85 3.2% 68 2.5% 22%

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 33
7. Conclusion and Outlook
The 6-sigma methodology proved a useful approach to identifying, quantifying and
providing a framework to address the many issues related to incomplete case carts at this
hospital. Using the DMAIC roadmap the SPD can increase its accuracy and therefore
dependability in customer service.
While we have not yet met our goals, it is believed that with continuing perseverance that
they may be over the next 4 to 8 months. We‟ve seen our metrics improve:
Incomplete Case Carts down from 26.6% to 16.4 %, a 38% improvement
Incomplete Instruments Sets, while not an initial goal, became a significant factor
in incomplete case carts: down from 18% to 9.9%, a 45% improvement.
Sigma level
Sigma Calculation Base November
Opportunities for Defect: 66424 69387
Defects: 2129 1370
DPMO: 32052 20625
Failure Rate: .321 .197
Accuracy Rate: .968 .980
---------------------------------------------------------
Sigma Level: 3.35 3.56

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 34
Base Data Normalized to November Actuals and Savings Projection Summary
# Cases Incomplete
Incomplete
Resulting
in OR Delay
Delayed
Cases
Delay
OR Lost
Minutes
per Case
Delay OR
Lost
Minutes
per Day
Cost per
OR
Minute
Cost Daily
Delay Lost
OR Min
OR Staff
Minutes
per Case
OR Staff
Minutes
per Day
Cost per
Staff
Minute
(Burdened)
Cost Daily
Staff Min
Total Delay
Cost per
Day
Daily Avg. % # # % # Min Min $ $ Min Min $ $ $
1st & 2nd Cases 60 82% 49 11 15% 1.6 18 29 40$ 1,166$ 30 324 0.63$ 205$ 1,372$
Remaining Cases 38 60% 23 15 10% 1.5 18 27 40$ 1,094$ 30 456 0.63$ 289$ 1,383$
Total Daily 98 73% 72 26 3.1 56.52 2,261$ 780 494$ 2,755$
25480 18720 6760 816 14695 587,808$ 202800 128,440$ 716,248$
Base 27 Day Month 2648 1944 702 85 1526.04 61,042$ 21060 13338 74,380$
November 2725 447 68
Impact at Base 722 87
Improvement and Savings Impact 275 19 18 346.42 40$ 13,857$ 30 8262 0.63 5,205$ 19,062$
Direct Project Savings Annualized 166,279$ 62,464$ 228,743$
Addition Soft Savings
SPD Case Cart Pick Time
# Case
Carts
Daily
Base
Assm.
Mins
Nov. Assm.
Mins Improvement
Saved
Mins /
Day
Std Prod
FTE
Min/Day
Equiv.
FTEs
Mean FTE
Payroll
(Annual) Savings
Subtotal 98 18 16 2 196 390 0.5 32,000$ 16,082$ 16,082$
11.1%
# Sets
Daily
Base
Missing
Nov.
Missing Improvement
SPD
Mins per
set
Saved
Mins /
Day
Std Prod
FTE
Min/Day
Equiv.
FTEs
Mean FTE
Payroll
(Annual) Savings
910 164 121 43 25 1075 390 2.8 32,000$ 88,205$
18% 13% 26.2%
OR Mins
per set
Saved
Mins /
Day
Std Prod
FTE
Min/Day
Equiv.
FTEs
Mean FTE
Payroll
(Annual) Savings
Subtotal 12 516 390 1.3 43,000 56,892$ 145,097$
Subtotal Soft Savings (not verified) 161,179$
Potential Total Project Savings 389,922$
SPD/OR Time recovered due to
improved set completion
Baseline
Complete
Average Annual @ 260
surgical days
Using the base data for comparison to the results in November we can ascertain that we are on
track to save $228,743 annually. While the impact on staff minutes spent searching for missing
items is nearly on track, it‟s difficult to tell if the lost OR time will be sufficiently recovered.
Shown also are soft savings calculated based on the reduction in time to pick and assemble case
carts and reduction in the time SPD uses search for instruments from incomplete sets. These lines
are excluded from the Direct Project savings for two reasons; first they are difficult to verify on a
consistent basis and no labor has actually been reallocated from the department and second, they
were not part of the original savings projections. However it is important to recognize the
impact that the 6-sigma team had relative to the entire process. It is too early to definitively state
that the project will result in the savings projected, however at the time of this writing all
indicators are moving in the right direction and the gains made are being sustained.

Six-Sigma Project Report
Six Sigma Project Final Report Jan. 2011.doc 35
Appendix