Simple Lean Effective Training
16
LEAN MANUFACTURING OVERVIEW July 2013 1
-
Upload
6-sigma-engineering -
Category
Education
-
view
562 -
download
1
description
Lean is a continuous journey in striving for perfection. It never ends..
Transcript of Simple Lean Effective Training

LEAN MANUFACTURING OVERVIEW
July 2013
1

TYPES OF PRODUCTION BATCH & QUE
2

THE PERFECT FACTORY
3

Defects and the Hidden Factory
4
Shipped on time and customer happy We Made $$$$
Production Material
Ship order CUSTOMER
• No Wasted Time
• No Wasted Money
• No Wasted Resources
• No Wasted Material
90% Customer Quality

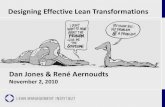
Defects and the Hidden Factory
5
Yield After Inspection or Test
.
Scrap
Rework
Hidden Factory
NOT OK
Production Material Inspect First Time Yield
OK
• Wasted Time
• Wasted Money
• Wasted Resources
• Wasted Floor space
66% not 90% Customer Quality

Defining Lean
• “A systematic approach to identifying & ELIMINATING WASTE
(NON-VALUE-ADDED ACTIVITIES) through the implementation
of CUSTOMER PULL SYSTEM, CONTINUOUS ONE PIECE FLOW
AND IDENTIFYING AND IMPROVING PROCESS BOTTLENECKS.”
Lean has been defined in many different ways.
Leading to Leading to Eliminate
Waste Reduced Cycle
Times Increased Capacity

HURRY UP AND WAIT
7

Definition of Value Added
Value Added
Any activity that is adding value to the part and the customer is paying for. Example: any process where you are doing something
to the part (cutting, welding, riveting, bending)
Non-Value Added
Any activity that does not add Value to the part. Example: moving parts from one area to another, reworking parts, set-up/change-overs, repairs

Lean = Eliminating the Wastes
Value Added
Typically 95% of all lead time is non-value added
1. Overproduction
2. Waiting
3. Transportation
4. Non-Value Added Processing
5. Excess Inventory/Material
6. Defects
7. Excess Motion
8. Underutilized People
Non-Value Added
5%

| | 10
1. Producing Defects (SCRAP)
2. Reworking parts due to process problems
3. OVER-TIME to make up lost time (In-efficiencies)
4. Time Waiting i.e. Set-Up/Change-Over time, delivery of supplier materials
5. Wasting time walking around and looking for tools, material, people,
6. Moving parts from one area to another & staging them into (WIP)
7. Carrying excess Inventories of parts more than needed ($$ tied up)

| | 11
Not utilizing operators to their full potential
Over relying on a select few while others
are Inadequately trained Operators are unable to rotate and help
each other out to balance the work-load High overtime, increased pressure/stress

Benefits of cross functionally trained workers
• Workers can do each others work, help out when someone is sick, on holidays, quit
• Workers help improve bottleneck operations by helping out each other
• Variety in work making it more full-filling
• Training new workers
| | 12

Basic Lean Concepts
Pull Systems
• Production scheduling method used to link downstream activities to upstream activities
• Nothing is produced until the customer signals a need
• Work begins when Customer Order is received
• Material is ordered based upon a demand signal (KANBAN) based on usage
• Avoids overproduction, work backlog, and defects

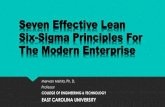
TAKT TIME
• TAKT TIME
– Beat of the Drum in production
CUSTOMER DEMAND
TIME TAKT TIME =

QUESTION ON CYCLE TIME
40 min
20 min 25 min
15 min
30 min
1
5 4
3
2
•What is the process cycle time? •What is the process bottleneck?

| | 16