Simon Hurricks - Genesis Energy - Resonance – The vibration that bites
11
Gas Turbines Conference 2015 Resonance-the Vibration that Bites. By Simon Hurricks Predictive Maintenance Engineer Genesis Energy Ltd.
-
Upload
informa-australia -
Category
Engineering
-
view
536 -
download
11
Transcript of Simon Hurricks - Genesis Energy - Resonance – The vibration that bites

Gas Turbines Conference 2015
Resonance-the Vibration that Bites.
By Simon Hurricks
Predictive Maintenance Engineer
Genesis Energy Ltd.

Bio.
Employer:- Genesis Energy and its predecessors for 44 Years Position:-Predictive Maintenance Engineer. Location:-Based at Huntly Power Station for 35 Years. Qualifications:-NZCE (Mechanical)1974 Specialisation:-Vibration analysis, condition monitoring and balancing for 37 years. Experience:- Extensive experience modal balancing Huntly generators. Resonance testing at Huntly during commissioning. Vibration analysis and balancing of a wide range of plant from hydro generators to 250 MW steam turbo-alternators. Memberships:-Life member and past treasurer and president of Vibrations Association NZ. Papers and publications:-Has presented over 25 papers to the annual VANZ conferences. Has had application notes published by both Bently Nevada and BK Vibro Denmark. Has presented papers at a number of overseas conferences including Australia and the USA.

Contents What is resonance? ............................................................................................................................................. 3
Resonance Excitation. ......................................................................................................................................... 4
Resonance amplitude. ......................................................................................................................................... 4
The effects of resonance. .................................................................................................................................... 4
Resonance solutions. .......................................................................................................................................... 4
Solving resonance problems. .............................................................................................................................. 5
Case 1 Self Excited un-damped Resonance. .................................................................................................. 5
Case 2 Shaft Resonance. (Critical Speeds) .................................................................................................... 5
Case 3. Dynamic Absorber. ............................................................................................................................. 8
Case 4. Resonance detuning. (reducing the frequency). .............................................................................. 10
Case 5. Adding stiffness. ............................................................................................................................... 11
What is resonance? Resonance is said to occur when an excitation frequency coincides with a natural frequency of the system such that amplification occurs. Consider a simple system consisting of a single mass in the centre of a spring supported at both ends. When the mass is displaced and let go it will vibrate at a single frequency.
Resonance occurs when the driving frequency of an oscillation applied to a system matches the natural frequency, giving rise to large amplitudes. If you were to force an oscillation at a range of frequencies, and measure the amplitude at each frequency, the graph would look something like the following for the above single mass system:

For a two mass system there are two natural frequencies and therefore two resonance frequencies. Each of these resonant frequencies also has a characteristic shape or “mode” for that particular system.
All real life systems have many natural frequencies and therefore also have many resonant frequencies. The lowest natural frequency is referred to as the fundamental.
Resonance Excitation. There are generally two ways to excite a resonance;
1. By applying an external excitation frequency to the system e.g. a pipe attached to a pump where the pump is the excitation and the pipe is vibrating.
2. An internal excitation frequency. e.g. the imbalance on a rotating shaft excites the resonant frequencies of the shaft, otherwise known as a the shaft critical speed.
Resonance amplitude. The amplitude of vibration of a resonant system depends on three factors;
1. The size of the excitation force. 2. The damping (resistance to motion) of the system. 3. The time the system is exposed to the resonance excitation.
The greater the excitation, the higher the amplitude, the higher the damping the lower the amplitude. The longer the time at the resonant frequency, the higher the amplitude.
The effects of resonance. As with any high vibration, resonance absorbs energy and can result in failure of components from fatigue. If it is a rotating shaft that is resonant, then contact with stationary components may also result. In the extreme case the energy absorbed by the resonance may prevent the acceleration of a shaft.
Resonance solutions.
1. Alter the machine speed away from the resonance. 2. Increase the resonant frequency by adding stiffness. 3. Decrease the resonant frequency by adding mobility. 4. Decrease the excitation force. 5. Reduce the time spent at a resonant frequency. 6. Reduce the amplitude by adding dampening to the system 7. Reduce the amplitude by adding a dynamic absorber. 8. Active or anti-phase vibration.

Solving resonance problems.
Case 1 Self Excited un-damped Resonance.
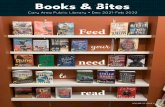
Photo 1. Maraetai Penstock
This example concerns an extremely violent resonance on the penstock of a hydro power station. Under certain conditions when the penstock was being re-primed after a trip, a small leak in the head gate seal caused the penstock to go into resonance. The 5 metre diameter penstock is made of 25mm rolled steel plate. When resonating the walls were moving 100 mm at 6Hz. There is around 800 tonnes of water in the penstock and there was sufficient energy to move the concrete arch dam such that ripples were generated in the lake. The root cause was a hydraulic trip valve which was sticking at mid-point. The fix was a $5 spring on the trip valve. The key point about this example is that it was self-exciting and was extremely violent. The mechanism is similar to putting a microphone in front of a loudspeaker. The amplitude build up was virtually instant. The solution was to remove the energy source, the leak.
Case 2 Shaft Resonance. (Critical Speeds) Consider a shaft with the 1
st critical speed at 1100 RPM and the 2
nd critical speed at 2800 RPM and an
operational speed of 3000 RPM. It is usually not possible to neither alter the critical speeds of a shaft nor alter the system damping. This leaves us with two options; reduce the excitation and or minimize the time the shaft runs at the critical speed. If the damping is low and the excitation too high even accelerating a shaft through the critical speed ranges may not be possible. To reduce the excitation at the 1
st critical speed, balance the shaft static component or 1
st mode.
To reduce the excitation at the 2nd
critical speed, balance the couple component or 2nd
mode. The problem is that the most effective position to balance the 1
st mode is in the centre of the rotor which is
generally not accessible when the rotor is in the machine.

Figure 1. Flexible Shaft Mode Shapes
In order to get around this problem the rotor can be balanced in a balancing machine which allows access to all of the balance planes. Unfortunately most shop balancing machines have an upper speed limit of 600 RPM and at this speed the rotor is rigid and therefore balancing 1
st mode may still leave residual imbalance in the
rotor. The other problem is that the windings centrifuge out at high speed and this does not happen in a lower speed balancing machine. To balance large rotors at operational speeds requires a specialised balancing facility which has both the power to spin the rotor and also contain the rotor in the event of a failure. This balancing and over speed facility in Newcastle UK can spin 300 tonne rotors. Maximum length 30 Metres Maximum speed 4500 RPM and has a 2540 tonne concrete lid to stop any rotor bits from doing any damage in the event of a failure.
Photo 2. Over speed failure of a generator rotor.

Photo 3 Balance and over speed “bunker” 2540 tonne “lid ”
Figure 2. Balance machine as found and as left vibration.
The other value in using a high speed balance facility is it allows the rotor to be over sped such that the end caps float off the interference fit and centralise. This ensures the end cap will not move in service. These balance facilities run the rotor in air and this means that the rotor can be heated to running temperature by windage and full electrical testing under operational conditions can be carried out while the rotor is in the rewind facility. A potential huge saving should the rewind facility, as it was in our case, be the other side of the world.

Case 3. Dynamic Absorber. Consider a large machine which has a bearing resonance at 2x the machine running speed. Furthermore the machine has a fixed running speed. So where does the 2x excitation frequency come from? Could be alignment, which can be corrected, but more common is differential stiffness, which is a common characteristic of two pole generators, where the axis through the poles is slightly different in stiffness compared to the stiffness in the winding axis.
Photo 4. Pole faces (shallow slots) Windings.
The problem bearing 7 (generator inboard)
In this case, alteration of the excitation force is not possible. This leaves four alternatives;
1. Increase the bearing stiffness. 2. Decrease the bearing stiffness. 3. Add damping to the bearing system. 4. Fit a dynamic absorber to the bearing.
The best solution is to increase the stiffness so that the resonance is not excited. If it is possible to decrease the stiffness be aware that the resonance will still be excited as the machine runs up. Adding damping may be possible but on bigger more complex machines may be impossible or impractical.

Photo 5. Turbo-alternator foundation structure.
As can be seen from the above photos changing the structure or adding dampening was not an option, so adding a dynamic absorber was the only option. A dynamic absorber is essentially an auxiliary spring /mass system attached to the machine which is tuned to resonate at the problem frequency and in doing so reduces the amplitude of the vibration on the resonant component.
Photo 6. Dynamic absorber.
Be aware that by adding an absorber there will be a resonance added above and below the absorbed frequency. To tune the absorber, the position of the two 30 Kg weights is adjusted by way of the two nuts on either side of the weights. These particular absorbers are tuned to 200 mm/s at 100 Hz so getting the spanner on the nuts with this amount of vibration is not easy. Note also the strop which will prevent the weights falling should the horizontal bar fail from fatigue. (4 to date) The absorber is designed so that it can be tuned to the specific frequency and with sufficient mass to offset the problem vibration. Why steel foundations? The steel foundations are to isolate the machines from earthquakes. Unfortunately this generated numerous resonance problems including resonances on the handrails local to the generator.
Photo Photo Photo Photo 7777. 25 years’ worth of high vibration.. 25 years’ worth of high vibration.. 25 years’ worth of high vibration.. 25 years’ worth of high vibration.

Case 4. Resonance detuning. (reducing the frequency).
Photo 8. Boiler feed Pump
In this case a steam driven boiler feed pump had a transverse resonance vibration (18 mm/s) at the normal running speed for full load (5400 RPM) The resonance was caused by the flexible nature of the foundation which had not been allowed for in the design of the pump. A flexible element was installed between the pump and the foundation which was stiff in the vertical direction (to support the weight of the pump) but flexible in the transverse direction. The effect was to drop the resonance frequency from 5400 RPM to 4000 RPM where the excitation from the imbalance was lower and was at a speed where the pump did not run for long periods.
Photo 9. Detuning keys.
To allow the pump to be commissioned a temporary solution was used to reduce the vibration. Horizontal jacking screws were used to misalign the pump to add damping. This was used until the permanent solution could be designed and fitted. This solution is not recommended as damage to the coupling can result.
Photo Photo Photo Photo 10101010. Miss. Miss. Miss. Miss----alignment screwsalignment screwsalignment screwsalignment screws

Case 5. Adding stiffness. One of the most common ways of reducing the effects of resonance is to stiffen the component so that the resonant frequency is above the excitation frequency. Consider a large (42 Tonnes) rotor which runs just above the 2
nd critical. This particular rotor has bearings
mounted on a steel box section beam.(See photo 5 above) The running speed is 3000 RPM and the 2nd
shaft critical speed is 2800 RPM and therefore this rotor is very sensitive to small amount of couple imbalance such that a 200 gram imbalance not only increases the radial vibration but also affects the mode shape of the rotor; which in the case of 2
nd mode is an ”S” shape. This slight distortion of the rotor has the same effect as an
angular misalignment and creates an axial vibration of the bearing pedestal. Because of the flexibility of the bearing support, the axial vibration can be as high as 60 mm/s at 1X running speed. This particular machine is a hydrogen cooled 250 MW generator and it takes 24 hours to change the balance weights. As a temporary measure the bearing is stiffened in the axial direction with the application of a jacking screw; slightly more than finger tight and the axial vibration drops to 3 mm/s, this allows the machine to be balanced at a more convenient time which does not impact on the required loading.
Photo 11. Bearing stiffener.
Photo Photo Photo Photo 12121212. Bearing 7 detail.. Bearing 7 detail.. Bearing 7 detail.. Bearing 7 detail.
60mm/s