
SIGMASOFT_LSR_
6
PRESS RELEASE - SIGMA Engineering GmbH - Page 1 of 5 SIGMASOFT® Virtual Molding Solves Quality Problems in LSR Molding Scrap reduction and curing optimization can be achieved SIGMASOFT® Virtual Molding accurately reproduces the production conditions in LSR molding, allowing a virtual optimization of the mold configuration and a timely prediction of quality issues associated with air traps, weld lines and curing. In a real industrial application scrap was reduced in 52% and thermally-induced curing problems were identified. Caption – SIGMASOFT ® Virtual Molding reproduces the transient thermal conditions in the mold cavity during each production cycle. Thermal gradients and cold spots, which can lead to delays in the curing problem or to insufficient material reticulation in LSR molding, can be early identified. SIGMASOFT® Virtual Molding Solves Quality Problems in LSR Molding
-
Upload
marta-palenzona -
Category
Documents
-
view
213 -
download
1
description
LSR
Transcript of SIGMASOFT_LSR_
PRESS RELEASE - SIGMA Engineering GmbH - Page 1 of 5
SIGMASOFT® Virtual Molding Solves Quality Problems in LSR Molding
Scrap reduction and curing optimization can be achieved
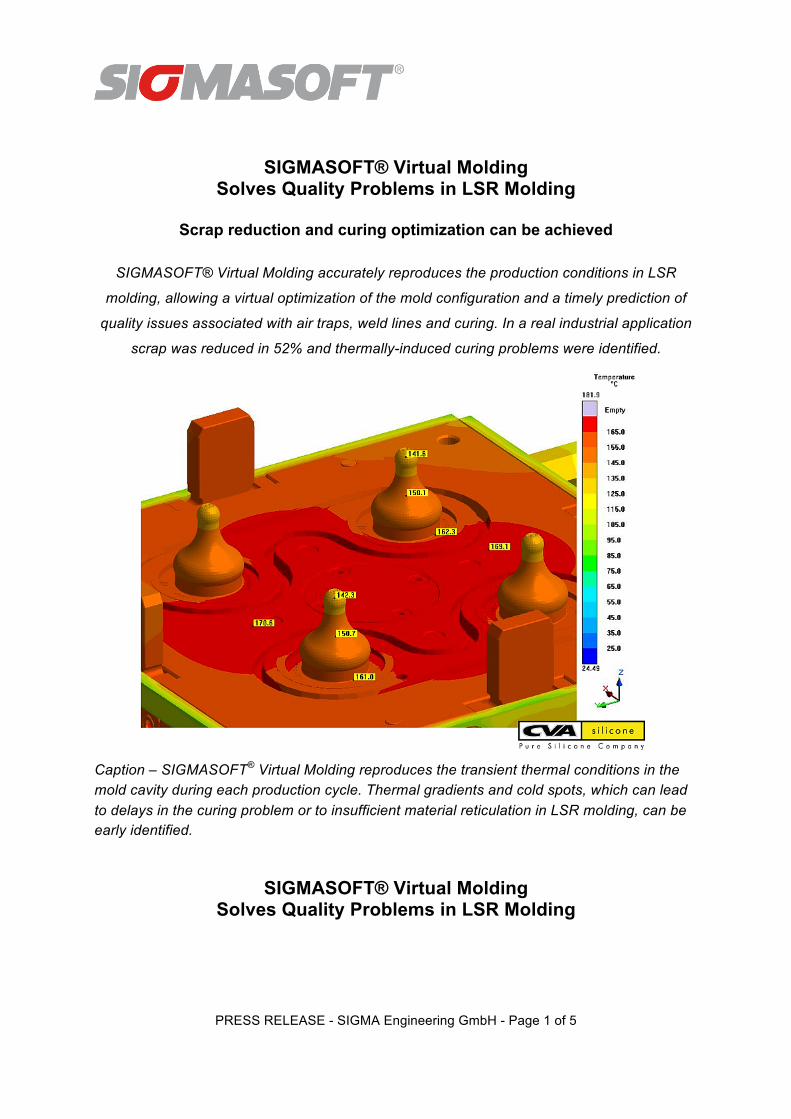
SIGMASOFT® Virtual Molding accurately reproduces the production conditions in LSR
molding, allowing a virtual optimization of the mold configuration and a timely prediction of
quality issues associated with air traps, weld lines and curing. In a real industrial application
scrap was reduced in 52% and thermally-induced curing problems were identified.
Caption – SIGMASOFT® Virtual Molding reproduces the transient thermal conditions in the mold cavity during each production cycle. Thermal gradients and cold spots, which can lead to delays in the curing problem or to insufficient material reticulation in LSR molding, can be early identified.
SIGMASOFT® Virtual Molding
Solves Quality Problems in LSR Molding
PRESS RELEASE - SIGMA Engineering GmbH - Page 2 of 5
Aachen, April 30th 2014 – The demand for liquid silicon rubber (LSR) products is growing.
Particularly in the medical and baby care markets, its high thermal stability and very good
physiological properties make LSR the material of choice for an ever increasing number of
applications.
However, molding LSR can be challenging: because it is a reactive material, the processing
window is narrow and the scrap produced cannot be re-processed. Also a proper mold
venting is paramount to avoid air traps. The position of welding lines and filling patterns, such
as jetting, can affect the final product quality. And last but not least, a proper mold tempering
must be guaranteed during the whole molding cycle, in order to ensure a cost-efficient cycle
time and a good product quality.
In order to maximize profit and reduce scrap, it is important to get a well understanding of the
complete process and to anticipate possible problems, including the flow and curing
behavior, as well as the tempering conditions through the complete molding process.
CVA Silicones, in France, reached out to SIGMA in order to get a better insight on one of its
product applications. In this case, they were willing to produce a four-cavity mold for a
silicon-nipple application. The SIGMA engineer on charge, Denis Mercier, was confronted
with the task of analyzing the mold behavior and the resulting part quality. The challenge was
to completely analyze the mold performance, to reduce scrap and to foresee possible quality
issues that could arise during production.
Reducing scrap in the runner
Initially, the four cavities in the mold were to be filled with a conventional runner system, as
seen on the left side of Figure 1. The runner configuration in “X” was meant to reduce the
material consumption. The runner channels were cylindrical and had a minimum diameter of
4 mm. Still, the runner represented 52% of the total shot volume.
An alternative was to use a cold runner, where no material reticulation takes place and
therefore no scrap is produced. However, the feasibility of this approach had to be carefully
evaluated. An iterative analysis was approached with SIGMASOFT® Virtual Molding and
several runner concepts were evaluated: the parameters of pressure drop, flash, clamp force
and curing time were evaluated. For the analysis, the mold was modelled with
SIGMASOFT® Virtual Molding, in the same way it works in reality: with all cavities, runner

PRESS RELEASE - SIGMA Engineering GmbH - Page 3 of 5
system, tempering system and mold parts, each one modelled with its own material
properties. An optimum cold runner geometry was found, as seen on the right side of
Figure 1. “The new configuration not only reduced in 52% the scrap production per cycle, but
also improved the filling behavior”, stated Mercier. “No weld lines appared, so that the part
integrity was improved. Also the production stage of separating the runner and the part was
eliminated, reducing part costs and part handling”.
The thermal behavior and its influence over the part quality
Once the filling concept was completed, the thermal concept was approached. In this case,
the temperature distribution resulting from the combining effect of the heating cartridges, the
cold runner and the cold melt entering the system each cycle was analyzed. SIGMASOFT®
Virtual Molding calculates the thermal interactions and depicts the temperature at each point
in the molding system at each step in the cycle.
For the analysis, the mold was modelled with SIGMASOFT® Virtual Molding, in the same
way it works in reality: with all cavities, runner system, tempering system and mold parts,
each one modelled with its own material properties. In the simulation, the mold starts from
room temperature and is “heated” by the heating cartridges until it reaches the production
conditions. Once it is there, several molding cycles are virtually “run”, one after each other. In
this way, a steady-state is achieved, just as in production, and under this profile the molding
analysis of filling, post-pressure and curing stages is completed.
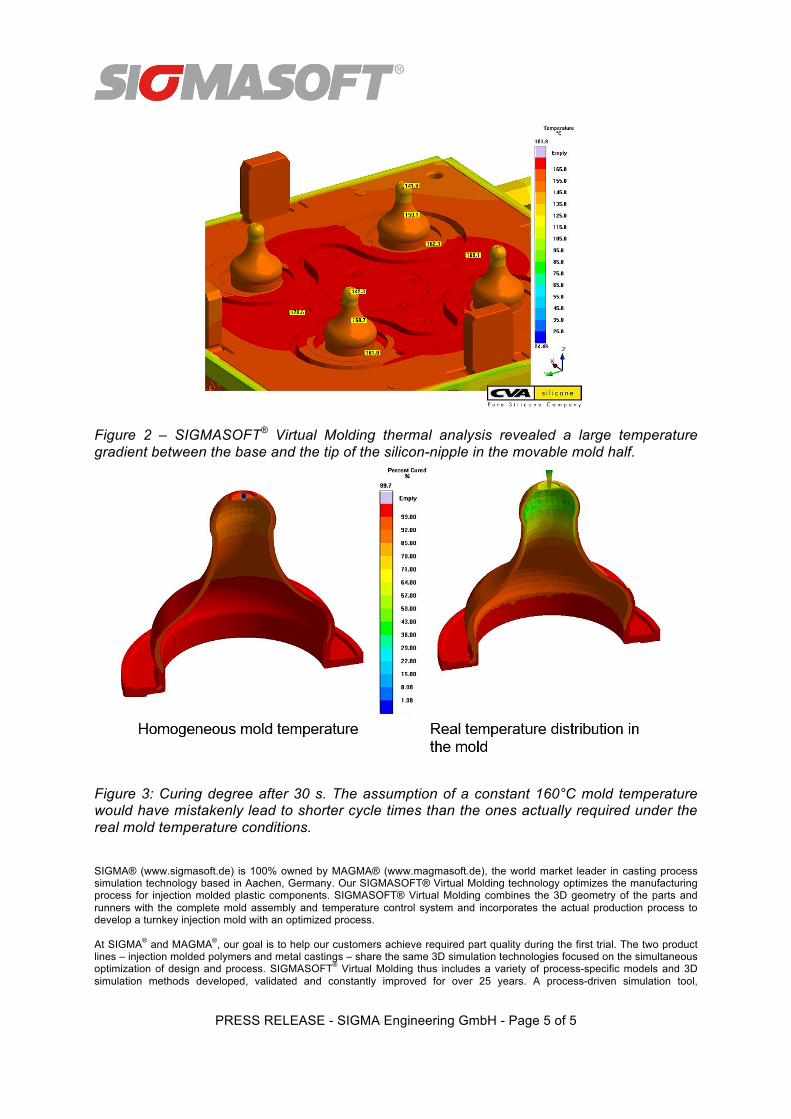
The analysis revealed that with the current tempering layout, the temperature distribution in
the movable mold half presented large gradients, as seen in Figure 2: while on the bottom
the temperature was 170°C, on the nipple tip it was almost 20°C lower. “This large
temperature gradient induced variations in the curing behavior, compromising the cycle
time”, explained Mercier.
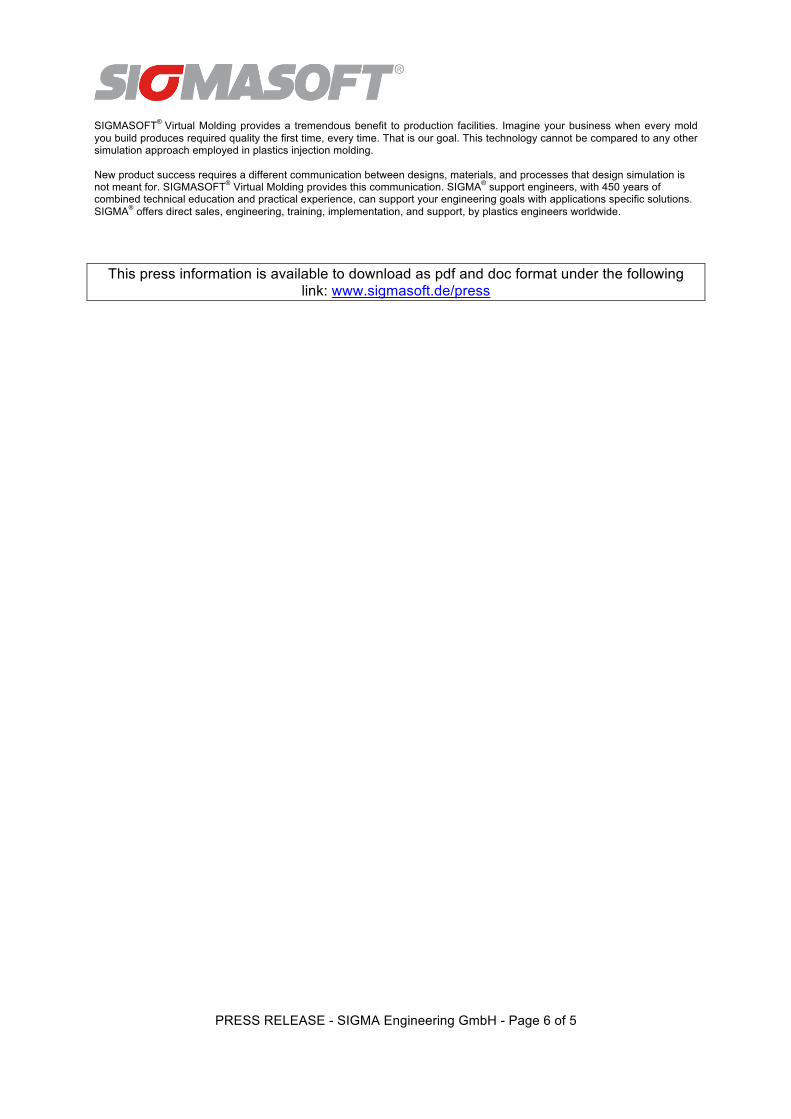
This application demonstrated how important it was to consider the “big picture” about the
mold thermal performance. For comparison purposes, a “conventional” injection molding
simulation was completed, assuming homogenous mold temperature. This simplified
approach, assuming a homogeneous mold temperature of 160°C, predicted a curing time of
30 s. However, the analysis of SIGMASOFT® Virtual Molding demonstrated that after 30 s
the part’s tip has regions where only 43% curing has been achieved. “Not considering the

PRESS RELEASE - SIGMA Engineering GmbH - Page 4 of 5
real thermal behavior of the mold would have led to costly decisions, where the part
performance would have been compromised. Under this scenario, most likely a lot of
iteration would have been required to find the reason for part failure”, described Mercier.
SIGMASOFT® Virtual Molding can replace a real machine to do part and mold optimization,
and important decisions about productivity and part quality can be addressed based on a
solid background. The software also supports innovation processes, as several concepts can
be tried in short times and at low costs. “As a result, the LSR molding can become more
profitable, as substantial iteration in the production floor is reduced. The machines can be
used to produce instead of being used for trial-and-error in the adjustment stage, thus
liberating resources for further growth”, stated Mercier. “Raw material and energy
consumption can be optimized early in the design process, reducing thus the environment
impact”.
Figure 1 – Left: The initial runner configuration produced 52% of scrap in each molding cycle. Right: With an iterative SIGMASOFT® Virtual Molding analysis the optimum cold runner configuration was found, optimizing pressure drop, flash, scrap and clamping force.
PRESS RELEASE - SIGMA Engineering GmbH - Page 5 of 5
Figure 2 – SIGMASOFT® Virtual Molding thermal analysis revealed a large temperature gradient between the base and the tip of the silicon-nipple in the movable mold half.
Figure 3: Curing degree after 30 s. The assumption of a constant 160°C mold temperature would have mistakenly lead to shorter cycle times than the ones actually required under the real mold temperature conditions. SIGMA® (www.sigmasoft.de) is 100% owned by MAGMA® (www.magmasoft.de), the world market leader in casting process simulation technology based in Aachen, Germany. Our SIGMASOFT® Virtual Molding technology optimizes the manufacturing process for injection molded plastic components. SIGMASOFT® Virtual Molding combines the 3D geometry of the parts and runners with the complete mold assembly and temperature control system and incorporates the actual production process to develop a turnkey injection mold with an optimized process. At SIGMA® and MAGMA®, our goal is to help our customers achieve required part quality during the first trial. The two product lines – injection molded polymers and metal castings – share the same 3D simulation technologies focused on the simultaneous optimization of design and process. SIGMASOFT® Virtual Molding thus includes a variety of process-specific models and 3D simulation methods developed, validated and constantly improved for over 25 years. A process-driven simulation tool,
PRESS RELEASE - SIGMA Engineering GmbH - Page 6 of 5
SIGMASOFT® Virtual Molding provides a tremendous benefit to production facilities. Imagine your business when every mold you build produces required quality the first time, every time. That is our goal. This technology cannot be compared to any other simulation approach employed in plastics injection molding. New product success requires a different communication between designs, materials, and processes that design simulation is not meant for. SIGMASOFT® Virtual Molding provides this communication. SIGMA® support engineers, with 450 years of combined technical education and practical experience, can support your engineering goals with applications specific solutions. SIGMA® offers direct sales, engineering, training, implementation, and support, by plastics engineers worldwide.
This press information is available to download as pdf and doc format under the following link: www.sigmasoft.de/press


















