‘Shotgun’ method can improve PM steel fatigue life
4
Technical trends C ontrolled shot peening is a cold working process in which the surface of a metal compo- nent is bombarded with many thousand small, spherical media com- monly referred to as shot. The result of the cold working process is the compression of the outer surface and an increase in the fatigue properties of the metal component. As each piece of shot strikes the metal component a small indentation results on the surface. For the indentation to be created, the surface ten- sion must give. Below each indentation created the metal grains have been com- pressed. As the compressed metal tries to restore the surface indention to the origi- nal shape, a hemisphere of cold-worked metal - highly stressed in compression - is produced. The overlapping indentations create a uniform layer of residual compressive stress on the surface of the component. The compressive stresses induced by controlled shot peening squeeze the grain boundaries of the shot-peened area together. It is well known that fatigue cracks will not initiate in nor will they propagate into or through an area of a metal component that is in a net com- pressed state. Since nearly all fatigue fail- ures originate at or near the surface of a metal component, a uniform compressive layer on the surface of the component will significantly increase its life. It's worth noting that the magnitude of resid- ual compressive stress induced by con- trolled shot peening is at least as great as half the tensile strength of the material being shot peened. Most long-term fatigue failures can be traced back to one root cause, tensile stress. Tensile stresses can result from externally applied loads or from residual stresses from manufacturing processes such as machining, grinding or welding. Tensile stresses attempt to pull, stretch or tear the surface apart and most often lead to crack initiation. By compressing the surface of a metal component through controlled shot peening, the initiation of fatigue cracks is significantly delayed and in many cases eliminated. Pressed and sintered ferrous powder materials are in increasingly higher demand as the powder metallurgy industry has grown into applications involving more highly stressed compo- nents. The following example illustrates the improvements in a specific powder metallurgy material that was measured before and after controlled shot peening. Ancorsteel 1000 B with 2% copper and 0.9% graphite had an endurance limit of 240 MPa when tested without controlled shot peening. The test specimens were then shot peened and tested. The con- trolled shot peened specimens had an endurance limit of 280 MPa, an increase of 16% 1 . Additional testing has shown that by optimising the controlled shot peening parameters, the endurance limit of sin- tered steel powder metal alloys can be raised by 22 per cent and the fatigue life increased by a factor of ten 2 . Automotive components such as gears, sprockets and connecting rods are excellent candidates for powder metallurgy and controlled shot peening. Unpublished test results from a major manufacturer of powder metallurgy components for the automo- tive industry reveal that the controlled shot peened engine component's fatigue strength increased 31 per cent over the un- peened component. While controlled shot peening is most effective on higher hardness and higher density powder met- allurgy components, lower hardness and lower density components also exhibit substantial benefits from controlled shot peening. PM gears, like their wrought steel counterparts, respond well to the intro- duction of compressive stresses by shot peening. It is important that the density of the powder metallurgy component be high enough to retain the induced resid- ual stress. Simply put, this means that : "The higher the density of the material/component the greater the 'Shotgun' method can improve PM steel fatigue life Shot peening is a mature process widely used in the mechanical engineering industry to improve the fatigue surface characteristics of metal components. A team from MIC France has demonstrated that endurance limits of sintered steel PM alloys can be raised by more than 20 per cent and fatigue life by a factor of 10… 48 M P R July/August 2004 0026-0657/04 ©2004 Elsevier Ltd. All rights reserved. Figure 1. Tests show that shot peening has more impact in terms of raising the strength of PM parts than in wrought equivalents.
Transcript of ‘Shotgun’ method can improve PM steel fatigue life

Technical trends
Controlled shot peening is a
cold working process in which
the surface of a metal compo-
nent is bombarded with many
thousand small, spherical media com-
monly referred to as shot.
The result of the cold working process
is the compression of the outer surface
and an increase in the fatigue properties
of the metal component. As each piece of
shot strikes the metal component a small
indentation results on the surface. For the
indentation to be created, the surface ten-
sion must give. Below each indentation
created the metal grains have been com-
pressed. As the compressed metal tries to
restore the surface indention to the origi-
nal shape, a hemisphere of cold-worked
metal - highly stressed in compression -
is produced. The overlapping indentations
create a uniform layer of residual
compressive stress on the surface of the
component.
The compressive stresses induced by
controlled shot peening squeeze the grain
boundaries of the shot-peened area
together. It is well known that fatigue
cracks will not initiate in nor will they
propagate into or through an area of a
metal component that is in a net com-
pressed state. Since nearly all fatigue fail-
ures originate at or near the surface of a
metal component, a uniform compressive
layer on the surface of the component
will significantly increase its life. It's
worth noting that the magnitude of resid-
ual compressive stress induced by con-
trolled shot peening is at least as great as
half the tensile strength of the material
being shot peened.
Most long-term fatigue failures can be
traced back to one root cause, tensile
stress. Tensile stresses can result from
externally applied loads or from residual
stresses from manufacturing processes
such as machining, grinding or welding.
Tensile stresses attempt to pull, stretch or
tear the surface apart and most often lead
to crack initiation. By compressing the
surface of a metal component through
controlled shot peening, the initiation of
fatigue cracks is significantly delayed and
in many cases eliminated.
Pressed and sintered ferrous powder
materials are in increasingly higher
demand as the powder metallurgy
industry has grown into applications
involving more highly stressed compo-
nents. The following example illustrates
the improvements in a specific powder
metallurgy material that was measured
before and after controlled shot peening.
Ancorsteel 1000 B with 2% copper and
0.9% graphite had an endurance limit of
240 MPa when tested without controlled
shot peening. The test specimens were
then shot peened and tested. The con-
trolled shot peened specimens had an
endurance limit of 280 MPa, an increase
of 16%1.
Additional testing has shown that by
optimising the controlled shot peening
parameters, the endurance limit of sin-
tered steel powder metal alloys can be
raised by 22 per cent and the fatigue life
increased by a factor of ten2. Automotive
components such as gears, sprockets and
connecting rods are excellent candidates
for powder metallurgy and controlled
shot peening. Unpublished test results
from a major manufacturer of powder
metallurgy components for the automo-
tive industry reveal that the controlled
shot peened engine component's fatigue
strength increased 31 per cent over the un-
peened component. While controlled
shot peening is most effective on higher
hardness and higher density powder met-
allurgy components, lower hardness and
lower density components also exhibit
substantial benefits from controlled shot
peening.
PM gears, like their wrought steel
counterparts, respond well to the intro-
duction of compressive stresses by shot
peening. It is important that the density
of the powder metallurgy component be
high enough to retain the induced resid-
ual stress. Simply put, this means that :
"The higher the density of the
material/component the greater the
'Shotgun' methodcan improve PMsteel fatigue lifeShot peening is a mature process widely usedin the mechanical engineering industry toimprove the fatigue surface characteristics ofmetal components. A team from MIC France hasdemonstrated that endurance limits of sinteredsteel PM alloys can be raised by more than 20per cent and fatigue life by a factor of 10…
48 MPR July/August 2004 0026-0657/04 ©2004 Elsevier Ltd. All rights reserved.
Figure 1. Tests show that shot peening has more impact in terms ofraising the strength of PM parts than in wrought equivalents.

amount of residual compressive stress
that will be retained."
Previous information indicated that
densities below 7.4 g/cm3 did not respond
well because the pores become fracture
initiation points [3]. However, recent test-
ing of test specimens with densities of 7.0
g/cm3 has resulted in marked improve-
ments in hardness and in crush.
As with wrought metals, the same doc-
trine holds true for PM parts: "The hard-
er the material at the surface, the higher
the residual stress induced by shot peen-
ing and therefore the higher the resistance
to failure." However, to achieve the high-
est residual stress at the greatest depth
beneath the surface, the part must be
peened with a shot that is as least as hard
as the surface being peened [4].
If the surface of a gear is induction
hardened, carburised or carbonitrided,
the most effective peening must be per-
formed with hard shot in the 58-62 HRC
range. Standard hardness shot in the
45-52 HRC range will deform itself on
contact rather than indent the surface of
a very hard part and will produce about
half the residual compressive stress than
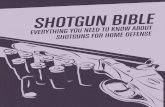
when using 58-62 HRC shot. Figure 2
shows a comparison of a powdered metal
surface shot peened with different shot
hardnesses.
It should be noted that both curves do
not cross the neutral axis due to residual
compression created from the carbonitrid-
ing process prior to shot peening. Figure 2
shows significantly more residual com-
pression when using a harder shot media.
Using the "softer" shot resulted in negligi-
ble fatigue life increases. This was most
likely due to the fact that little additional
residual compression was imparted than
was already present from the carbonitrid-
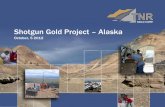
ing process [2]. Figure 3 shows additional
fatigue results of the sintering process
with carbonitriding and shot peening
(with 58-62 HRC Shot).
Figure 3 shows a series of fatigue life
curves and the effect of post sintering
treatments on sintered steel Fe-2%, Cu-
2.5%, Ni- under constant and variable
loading. The specimens were tested in
fully reversed bending and consisted
of machined bars with a radius acting
as the stress concentration (stress factor,
K = 1.49).
A description of the curves is as follows:
A-1: As Sintered, Constant Loading
A-2: As Sintered, Variable Loading
B-1: Sintered & Shot Peened, Constant
Loading
B-2: Sintered & Shot Peened, Variable
Loading
C-1: Sintered, Carbonitrided & Shot
Peened, Constant Loading
C-2: Sintered & Shot Peened, Variable
Loading
As part of a project sponsored by
the German Federal Ministry of
Education and Research, powder metal
alloys were tested for suitability in
metal-powder.net July/August 2004 MPR 49
Residual stress plot from carbonitrided &shot peened powered metal
(Fe - 1.5%; density = 7.4 g/cm3)
15.0
0
-15.0
-30.0
-45.0
-60.0
-75.00.050 0.1 0.15 0.2
Depth (mm)
Res
idua
l str
ess
(Kg/
mm
2 )
45-52 HRc shot 58-62 HRC shot
Figure 2. A comparison of the effect on a PM component’s surface of different shot.
Technical trends
30
45
60.0
151.E+03 1.E+04 1.E+05 1.E+06 1.E+07 1.E+08 1.E+09
A-1 A-2
App
lied
stre
ss -
kg/
mm
2
B-1 B-2 C-1 C-2
Fatigue life curvesFe-2%, Cu-2.5%, Ni (7.6 g/cm3)
Number of cycles
Figure 3. The differeing effects of post-sintering treatment.
THIS article was taken from a paper
entitled Shot peening applications on
PM components given by the author,
Jean Yves Thieuleux of MIC France,
at EuroPM 2003 held in Valencia
under the auspices of the European
Powder Metallurgy Association
The author
DEVELOPED in conjunction with
ENSAM Technical University in
France, Peenstresssm makes it possible
to determine the optimum shot peen-
ing parameters for a given set of mate-
rials, hardnesses and geometries. The
computer produces a residual stress
model that can be compared to the
applied stress [9]. The computer pro-
gramme presently contains a fairly
extensive list of materials, and can be
modified or increased as needed.
A software guide

50 MPR July/August 2004 metal-powder.net
Technical trends
gearing applications. A MSP4.0 Mo-
0.1Nb powdered metal gear was tested
against a reference-machined 20Mn Cr5
case hardened steel. Tooth root load car-
rying capacity tests produced the follow-
ing fatigue strength results with wrought
as 100 per cent or baseline.
Baseline: Un-peened 20Mn Cr5 (wrought
steel): 100 per cent;
Un-peened MSP4.0 Mo- 0.1Nb (powder
metal): 82 per cent;
Shot Peened MSP4.0 Mo- 0.1Nb (powder
metal): 109 per cent;
The test proved that the un-peened
powdered metal had fatigue strength
18 per cent less than the wrought
steel gear material. The shot peened
powdered metal's fatigue strength was
9 per cent higher than the reference
wrought steel [5].
The following case study is an excel-
lent illustration of the value of shot peen-
ing high density PM parts with hardened
shot. In this study, gears of Fe-Mo alloy
at a density of 7.5 g/cm3 were case hard-
ened to 60 HRC. The shot hardness was
63 HRC and the specified intensity was
0.016" A. The following results are the
endurance limit (at 3 million cycles).
Bending fatigue tests consisted of single
tooth loading [6].
Sintered & Case Hardened (baseline):
900 MPa
Sintered, Case Hardened & Ground:
770 MPa
Sintered, Case Hardened & Shot Peened:
1030 MPa
Shot peening improved the baseline
condition by 130 MPa (14.6 per cent).
This is typical of the benefits of the resid-
ual compressive stress from shot peening.
The residual compressive stress lowers the
applied tensile stresses created from the
bending fatigue test.
It is worth noting that the endurance
limit of the gear tooth roots that were
ground decreased 130 MPa (~ 14 per cent)
from the baseline condition. It is general-
ly believed that a smoother surface will
respond better under fatigue conditions as
potential crack initiation sites are consid-
ered eliminated. What is sometimes
neglected is the fact that grinding under
many circumstances can introduce resid-
ual tensile stresses if not properly con-
trolled. Residual tensile stresses will act to
accelerate a fatigue failure as they are
additive to applied tensile stresses. It is
believed this is what contributed to the
decrease in fatigue life.
Crush and impact Improvement
There is still very little data available
on crush and impact improvement, but
whereas shot peening has little or no
effect on wrought metals, it appears to
have a remarkably significant effect on
both the crush and impact resistance of
powder metal gears. There are unpub-
lished tests results that indicate impact
strength improvements of 70 per cent are
attainable by shot peening PM gears after
heat-treating. Tests showed that un-
peened gear teeth broke at 400 mm in the
drop test. Similar peened gears required a
drop from 530 mm before breaking. One
extensive crush test to evaluate the effect
of shot peening on spur gears showed an
average improvement of 44 per cent as
compared to the un-peened control
group. A separate test by yet another
powder metallurgy component manufac-
turer on an automotive sprocket with a
density of 7.0 g/cm3 resulted in a 6.6 per
cent increase in hardness and a 23.3 per
cent increase in crush over the un-peened
control group. These numbers are
Figure 4. Even components for lighter electrical hand tools can benefitfrom the shot peening process.
Figure 5. PM is moving into areas of high-stressed compo-nents. Shot peening can help significantly.
page 52

52 MPR July/August 2004 metal-powder.net
Technical trends
impressive given the lower density of the
sprocket.
Powder Forging is an ideal PM process
for shot peening. Powder forging produces
the same density as both wrought billet
forgings and sand castings (7.82 - 7.84
g/cm3) but actually has a higher ultimate
tensile strength of 930-1900 MPa than the
other two processes.
The results of the Ford Motor
Company test work concluded that con-
trolled shot peening of a C-0.5%, Cu-2%,
powder metal rod with a 7.82 g/cm3 den-
sity increased the fatigue strength by 27
per cent, over the un-peened rods at 90
per cent reliability levels. The fatigue test
specimens resulted in an increased of
fatigue strength from 262 MPa for the
non-peened specimens to a maximum of
407 MPa for the optimised peened speci-
men, a 55 per cent improvement [7].
Chemically Assisted Surface
Enhancement (CASE) is another surface
improvement method that has significance
in relation to high-density gears. This is a
two-stage process developed by the Metal
Improvement Company. The first stage
requires that gear teeth, including the
pressure faces, be shot peened in a normal
manner.
Mirror finish
This is followed by the second stage: a
fast micro honing of the surface to almost
a mirror finish but with a negative Rsk
that retains lubricant. This is an ideal sur-
face to promote increased micro-pitting
fatigue life of gear teeth [8].
Overall controlled shot peening has
shown itself to be an economic and
efficient process that the powder metal-
lurgy industry can use to increase the
fatigue failure resistance of various mate-
rials and components such as gears and
connecting rods.
Through sample testing and applica-
tion of the information gained, compo-
nents designed for PM manufacture com-
bined with controlled shot peening can be
lighter, smaller and much less costly to
produce.
Taking advantage of the residual com-
pressive stress induced by controlled shot
peening now allows conventional wrought
steel components to be replaced by
PM/shot-peened components and suffer
no sacrifice in performance, yet substan-
tially reduce cost. Further research in this
area may lead eventually to the publica-
tion of a design specification for PM/shot
peened components.
1. O'Brian: Impact and Fatigue
Characterisation of selected Ferrous PM
Materials, Annual Powder Metallurgy
Conference, Dallas, TX. May 1987.
2. Sonsino C M, Schlieper G, Huppmann
Wi : "How to improve fatigue properties
of sintered steels by combined mechani-
cal and thermal surface treatments."
Modem Developments in Powder
Metallurgy. Volumes 15-17. 1985.
3. Pennington J N: "Exploring powder
forging.' Modern Metals. February 1996.
4. Eckersley J S: "Gearing Up for Higher
Loads." Impact: Review of Shot Peening
Technology, Metal Improvement
Company.
5. Link, Kotthoff; Suitability of High
Density Powder Metal Gears for Gear
Applications; Gear Technology,
January/February 2001.
6. Strehl R: "Tooth root fatigue of a
high density gear." WZL TH Aachen.
7. Chernenkoff R A, Mocarski S, and
Yeager D A: "Increased Fatigue Strength
of Powder-Forged Connecting Rods by
Optimised Shot Peening" SAE Internat-
ional Congress and Exposition 1995
8. Eckersley J S: "The C.A.S.E. for
Superfinishing." Impact: Review of Shot
Peening Technology. Metal Improvement
Company.
9. Le Guernic Y: "Peenstresssm Software
Selects Shot Peening Parameters."
Impact: Review of Shot Peening
Technology, Metal Improvement
Company.
References
Figure 6. Manufacturers can retain the versatility of PM, whilecoming very close to wrought strength.
Figure 7. Shot peening can help win the race for a PM part tobe an equipment manufacturer’s preferred choice.
page 50