International management 02 globalization and international links
Upload
badrut-tamamCategory
view
219download
0
7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 1/24
Power Engineering and Training Services, Inc. (PET)
2011 Climate Change Action Clean Coal Technology International
Cooperation Project CCT Transfer Project Dispatch Technology
Interaction (USC Coal-fired Power Plant Operation Technology)
Power Plant O&M Technology
(Efficiency Maintenance and Management)

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 2/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
2Table of contents
Sheet No.
1. Thermal efficiency of fossil-fueled power stations 4~ 12
in Japanese electric power utilities (SC&USC power plants)
2. Efficiency management (Coal-fired boilers) 14~ 17
3. Factors causing the losses of boiler and turbine 19~ 24

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 3/24
1. Thermal efficiency of fossil-fueled power
stations in Japanese electric power utilities
(SC&USC power plants)

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 4/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
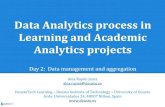
4Shifts in thermal efficiency (Gross & Net) of fossil-fueled power stations
in Japan
Note: By the fiscal year of 1975, nine electric power companies are included.
Shifts in thermal efficiency (including ten electric power companies)
17.21
22.23
29.8
18.86
24
31.89
41.3541.0141.0940.940.941.084140.7740.59
3938.7838.2138.0838.0337.7537.11 39.6939.4539.439.2139.2139.4239.3339.0538.87
37.2137.0536.3136.2536.39
34.74
35.93
10
15
20
25
30
35
40
45
1951 1955 1960 1965 1970 1975 1980 1985 1990 1995 2000 2001 2002 2003 2004 2005 2006 2007 2008
T h e r m a l e f f i c i e n c y ( % )
GrossNet
In the fiscal year of 1951 in J apan, the (gross) thermal efficiency was about 18% at thefossil-fueled power stations. However, from then on, we built new power stations andadded new generating units to the existing ones. Old facilities were replaced by new ones.Moreover, we made efforts to improve operation technology and to implement thorough
maintenance. As a result, thermal efficiency had been greatly improved.
※ Thermal efficiency refers to how much energy is effectively produced out of thethermal energy input. In the case of the fossil-fueled power generation, it indicates thegenerated electricity in terms of the thermal energy of the fuel consumed. In other words,when thermal efficiency of a fossil-fueled power station grows, its fuel consumption will bereduced because that amount of energy has been used effectively. In this way, fuel costwill thus drop.
From the late 1960s, environmental protection had become a must. In response,electrostatic precipitators were installed. As a countermeasure against SOx, flue gasdesulfurization (FGD) equipment had been adopted. To control NOx, efforts had beenmade to improve low-NOx combustion process and develop low-NOx burner. In addition,we also started to adopt SCR equipment.
The fossil-fueled power stations we constructed in J apan from the 1970s were eithersupercritical (SC) or ultra-supercritical (USC) power generating plants.
The first supercritical boiler we set up in J apan was the No.1 unit of Anegasaki PowerStation owned by The Tokyo Electric Power Company, Incorporated (TEPCO). Itsgenerator output is 600MW. It started commercial operation in December 1967. Thisboiler is a supercritical constant pressure once-through model. Its steam pressure is24.1MPa and steam temperature is 538℃/566℃ (degrees Celsius). The boiler was fueledby heavy oil. From then on, supercritical pressure once-through boiler had taken root inthe power generating units of 500MW or bigger. Since the 1970s, the capacity per unitgrew even bigger. In September 1974, the No.5 unit of Kashima Power Station owned by The Tokyo Electric Power Co., Inc. (TEPCO) started commercial operation. It is fueled byheavy oil and its capacity is 1,000MW.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 5/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
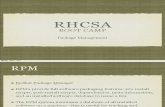
5Cumulative installed capacity of newly-built power stations by fuel
type (SC & USC power plants)
USC累計
各年度火原協「火力原子力発電誌」火力発電設備表を参考に作成
0
5,000
10,000
15,000
20,000
25,000
30,000
35,000
1 9 6 0 年1 月
1 9 7 0 年1 月
1 9 8 0 年1 月
1 9 9 0 年1 月
2 0 0 0 年1 月
2 0 1 0 年1 月
2 0 2 0 年1 月
新 設 発 電 設 備 容 量
( M W ) 石炭
三隅1号 1,000MW
新小野田1号 500MW
重原油
ガス
0
5,000
10,000
15,000
20,000
25,000
30,000
35,000
1 9 6 0
1 9 7 0
1 9 8 0
1 9 9 0
2 0 0 0
2 0 1 0
2 0 2 0
I n s t a l l e d c a p a c i t y o f n e w l y - b u i l t g e n e r a t i n g u n i t s
( M W )
Coal
Misumi Unit 1-1,000MW
Shin-Onoda Unit 1-500MW
Heavy oil
Gas
USC in total
References: “Tables of Thermal Power Gene rating Units” in the
Journal The Thermal and Nuclear Power of each fiscal year edited by
Japan’s Thermal and Nuclear Power Engineering Society (TENPES).
This graph shows the installed capacity of the newly-built generating units owned by J apanese electric power companies. The capacity is categorized by the fuel type.
From 1970 through 1990, the power plants fueled by heavy oil and gas had beenconstructed. However, from the late 1980s, coal-fired power plants became themainstream. In particular, most of the power plants constructed after 1990 were coal-firedones of USC.
For your information, The Chugoku Electric Power Co., Inc. (CEPCO) completed theconstruction of Unit One of Shin-Onoda Power Station in 1986. It is a supercritical (SC)unit with a capacity of 500MW. Its steam pressure is 24.1MPa and the temperature is538/566 degrees Celsius (℃). In 1998, The Chugoku Electric Power Co., Inc. (CEPCO)completed the construction of the No.1 unit of Misumi Power Station. This is a 1,000MWUSC plant. The steam pressure is 24.5MPa and its steam temperature is 600/600degrees Celsius (℃).
Misumi Power Station was the first 1,000MW class power plant in J apan which steamtemperature reached 600/600 degrees Celsius (℃). So far, it has been operated smoothlyever since the start of commercial operation.
Presently in J apan, more than half of the coal-fired power plants are USC plants. We cansay the in the field of USC power generation, J apan is one of the front runners in theworld.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 6/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
6
USC
69%
SC
31%
Composition of installed capacity of newly-built SC & USC power
stations by fuel type
Proportion of capacity of newly-built power
stations by fuel type
Proportion of USC coal-
fired power stations
Gas
24%
Heavy oil
38%Coal
38%
References: “Tables of Thermal Power Ge nerating Units” in the
Journal The Thermal and Nuclear Power of each fiscal year edited by
Japan’s Thermal and Nuclear Power Engineering Society (TENPES).
The graph on this slide shows the proportion of the installed capacity of supercritical (SC) and ultra-supercritical (USC) pressure generating plants that were built in J apan in the past few years. Theplants include those presently under construction and the capacity is classified according to the
type of the fuel. The power plants fueled by coal and heavy oil consist of 38% of the installed capacity. Besides,gas-fired plants are 24% of the total.
From the late 1970s, new gas-fired power plants continued to be constructed. However, since thelate 1990s, for the purpose of achieving higher efficiency, GT/ST combined cycle plants becamedominant instead. These plants are not included in SC and USC units because the steam pressureat the inlet of steam turbine is not a supercritical one. For this reason, the capacity percentage of the gas-fired power plants has thus become lower.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 7/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
7Changes in capacity of newly-built SC & USC generating units in coal-
fired power stations
SC,USCプラント
References: “Tables of Thermal Power Gene rating Units” in the
Journal The Thermal and Nuclear Power of each fiscal year edited by
Japan’s Thermal and Nuclear Power Engineering Society (TENPES).
0
200
400
600
800
1000
1200
1 9 5 0
1 9 6 0
1 9 7 0
1 9 8 0
1 9 9 0
2 0 0 0
2 0 1 0
2 0 2 0
G e n e r a t o r o u t p u t ( M W )
SC & USC plants
Prior to 1981, only the maximum unit capacities of subcritical
generating plants at the time of construction are indicated here.
This diagram here shows the changes in capacity of the coal-fired power stationsthat had been built in J apan in recent years.
Since the late 1980s, the supercritical (SC) and ultra-supercritical (USC) generatingplants have become the mainstream in J apan. At the same time, the capacity perunit has also been increased. In particular, more 1,000MW class units have beenconstructed. One reason for that is the fact that there was few land area for plantconstruction. Another reason is for the purpose of reducing construction cost.
Presently in J apan, the power generating plant with the biggest capacity is TachibanawanPower Station of Electric Power Development Co., Ltd. (J -Power). Ithas two units, Unit One and Unit Two. Each unit equally has a capacity of 1,050MW.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 8/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
8Increase in main steam pressure of coal-fired power stations
SC,USC(>24.1MPa)
1981年以降のプラントは,SC,USC
各年度火原協「火力原子力発電誌」火力発電設備表を参考に作成
15.0
17.0
19.0
21.0
23.0
25.0
27.0
1 9 5 0
1 9 6 0
1 9 7 0
1 9 8 0
1 9 9 0
2 0 0 0
2 0 1 0
2 0 2 0
M
a i n s t e a m p r e s s u r e ( M P a )
SC&USC(>24.1MPa)
After 1981, SC&USC plants
References: “Tables of Thermal Power Ge nerating Units” in the
Journal The Thermal and Nuclear Power of each fiscal year edited by
Japan’s Thermal and Nuclear Power Engineering Society (TENPES).
This figure shows how the main steam pressure has been increased in the coal-fired power
plants that were constructed in the previous years in J apan.
All the power plants that were built after 1981 are SC and USC ones, which main steampressure is at 24.1MPa or higher.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 9/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
9Increase in main steam temperature of coal-fired power stations
530
540
550
560
570
580
590
600
610620
630
1 9 5 0
年1 月
1 9 6 0
年1 月
1 9 7 0
年1 月
1 9 8 0
年1 月
1 9 9 0
年1 月
2 0 0 0
年1 月
2 0 1 0
年1 月
2 0 2 0
年1 月
主 蒸 気 温 度
( ℃ ) Presently, 593-600℃ is mainstream.
M a i n s t e a m t e m p e r a t u r e ( ℃ )
References: “Tables of Thermal Power Ge nerating Units” in the
Journal The Thermal and Nuclear Power of each fiscal year edited by
Japan’s Thermal and Nuclear Power Engineering Society (TENPES).
The figure on this slide shows the changes in main steam temperature of the coal-fired power
plants that were constructed in J apan in the past few years.
Until the 1990s, the main steam temperature had been either 538 degrees Celsius (℃) or566℃ (1,050°F). However, in 1997, 593℃ (1,100°F) was adopted for the first time in J apanat Unit Two of Matsuura Power Station owned by Electric Power Development Co., Ltd. (J -Power). Next year in 1998, 600℃ was applied to Unit One of Misumi Power Station of theChugoku Electric Power Co., Inc. (CEPCO). After that, 600℃ class has become themainstream.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 10/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
10
530
540
550
560
570
580
590
600
610
620
630
1 9 5 0
年1
月
1 9 6 0
年1
月
1 9 7 0
年1
月
1 9 8 0
年1
月
1 9 9 0
年1
月
2 0 0 0
年1
月
2 0 1 0
年1
月
2 0 2 0
年1
月
再 熱 蒸 気 温 度
(
℃ )
Increase in reheat steam temperature of coal-fired power stations
Presently, 593-620℃ is mainstream.
R
e h e a t s t e a m t e m p e r a t u r e ( ℃ )
References: “Tables of Thermal Power Ge nerating Units” in the
Journal The Thermal and Nuclear Power of each fiscal year edited by
Japan’s Thermal and Nuclear Power Engineering Society (TENPES).
This figure shows how the reheat steam temperature has been changed at the coal-fired
power plants that were constructed in J apan in the past few years.
By the 1990s, the reheat steam temperature had been 566℃(1,050°F). However, in 1993,593℃(1,100°F) was adopted for the first time in J apan at Unit 3 of HekinanPower Station of Chubu Electric Power Co., Inc. Since then, the reheat steam temperature has been furtherincreased continuously. At present, the reheat steam temperature at the newly-built No.2 unitof Isogo Power Station owned by Electric Power Development Co., Ltd. (J -Power) is at 620℃.Currently, it is the highest reheat steam temperature in J apan.
J ust like what I have described in the above, the steam pressure and temperature have beenincreased in J apan year by year. The latest power plant in J apan is the newly-built No.2 unit of
Isogo Power Station owned by Electric Power Development Co., Ltd. (J -Power). Its mainsteam pressure is 25.0MPa and main steam temperature is at 600℃ (degrees Celsius).Meanwhile, its reheat steam temperature reaches 620℃ (degrees Celsius).
So far, J apan has attained the top level of USC technologies in the world through the USCtechnology development as well as the construction and operation of our USC power stations.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 11/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
11Comparison of Misumi (USC) and Shin-Onoda (SC)
Suppose the subcritical drumboiler (plant efficiency 37%)
as the target for comparison.
The calculation is based on the
coal consumption in this case.
The coal heating value is set at
6,300kcal/kg air dried (AD)
basis.
300,000t per year450,000t per yearReduction of coal
consumption
Design value46.43%48.56%Turbine efficiency
Design value89.61%89.21%Boiler efficiency
Design value41.06%43.0%Plant efficiency
(HHV-based, gross)
Remarks
Shin-Onoda
Power Station
(SC)
Misumi
Power Station
(USC)
Comparison of Misumi (USC, 1,000MW) and Shin-Onoda (SC, 500MW)
The table here on this slide draws a comparison between Misumi Power Station and Shin-Onoda Power Station of the Chugoku Electric Power Co., Inc. Misumi Power Station has one
USC unit and Shin-Onoda Power Station has two supercritical (SC) units.We can see from this table that the boiler efficiency of both power stations is almost the same,but turbine efficiency differs. Consequently, there appears a difference in plant efficiency. Whydoes Misumi Power Station have a better turbine efficiency? Mainly, one reason is that thesteam pressure and temperature are higher at Misumi Power Station. Another reason is thatthe last stage of low-pressure turbine at Misumi Power Station has longer blades by usingcross compound. In the previous chapter, we have mentioned that the capacity factor of Misumi Power Station is more or less higher than that of Shin-Onoda Power Station. The mainreason for this just lies in the difference in plant efficiency.
At the bottom of this table, we list the reduction of coal consumption. At this point, we supposethe subcritical pressure drum boiler (which plant efficiency is 37%) as the target for
comparison. The calculation we made here is based on the coal consumption in this specifiedcase. The coal heating value is set at 6,300kcal/kg air dried (AD) basis.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 12/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
12Comparison of thermal efficiency (Gross and LHV-based) of fossil-fueled
power plants in different countries of the world
References: ECOFYS, “INTERNATIONAL COMPARISON OF FOSSIL POWER EFFICIENCY AND CO2 INTENSITY”.
Japan
UK France
North Europe
South Korea
Germany
US
Australia
China
India
Note: 1. Thermal efficiency is the weighted averag e gross thermal efficiency (LHV-based) of the generating units fueled by coal, oil, and gas.
2. In the countries other than Japan, thermal efficiency is calculated on the basis of low heating value (LHV). The figures related to Japan
(HHV-based) are converted to LHV-based ones. Even the LHV-based values are about 5-10% higher than those HHV-based ones.
3. The own-use power generation units and t he like are excluded.
(Year)
Th e r m al Ef f i c i e n c y
This diagram compares the gross thermal efficiency of the fossil-fueled power plants indifferent countries all over the world.
The gross thermal efficiency is based on low heating value (LHV). It is a weightedaverage value of different efficiencies of the power plants fueled by coal, oil, and gas.
In J apan, we have both the conventional (steam turbine) US and USC power stations aswell as the combined cycle (Gas Turbine and Steam Turbine) ones fueled by gas. Owingto these power stations, J apan has kept the highest efficiency in the world ever since theyear 1990.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 13/24
2. Efficiency management
(Coal-fired boilers)

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 14/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
14The necessity of efficiency management
1. Objectives of performance
management business
Confirm performance
values through
performance tests
Find causes
(site/causes)
Reduced
performance Study and
implement
countermeasures
(1) (2) (3)
(4)
(5)
Reflected in repair plans
Performance
recovery
Determine optimum interval in accordance with loss and
inspection costs brought about by reduced performance
X: Number of days until this inspection day since last inspection
y
XX
X: Number of days until check day since last inspection
y: Monetary loss amount until check day brought about by reduced
performance
Y: Monetary loss amount until this inspection day brought about by reduced
performance
Y
Y = k ́ X
Z = 1/2 ´ k ´ X2
Z: Accumulated monetary loss amount caused by reduced performance
Z
Point in time at which accumulated monetary loss amount (Z) caused by reduced performance is
approximately equal to inspection costs.
Economical power station
operation
k: Amount of monetary loss increase per day
Objectives of performance management business at thermal power stations.
(1) When a decrease in plant efficiency occurs, quickly manage the situation and
maintain power station efficiency by seeking the causes of the decrease and then carrying outcountermeasures.
(2) Accurately manage and control the condition of power equipment subject to
aging and increasingly harsh operating conditions, then reflect your findings in the repair plans
and equipment-type inspection cycle for the next periodic inspection.
(3) Promote diversion and operation which will contribute to reducing generation
costs, conserving energy and lessening the impact of global warming issues.
* PowerPoint maintenance plan examples
When the amount of increase in monetary loss due to decreased efficiency ishypothesized to be a linear progression, it is possible to begin thinking aboutinspection periods from an economical point of view (i.e., minimizing the totalmonetary amount of both loss amounts arising from decreased efficiency andinspection expenses).

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 15/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
15Thermal efficiency management methods
n Managing daily efficiency(1) Managing target values
An important method for managing performance is to set targets and then carry outmanagement in accordance with deviation from these targets. This method is known as targetmanagement. Target values, also known as standard values, are values which a device can beexpected to maintain only when it is operating normally and with no malfunctions. These valuesare set in consideration of the results of acceptance tests on setting values at the time of commencement of operation, and are sometimes adjusted in accordance with circumstancesarising during continued operation.
[Example of condenser vacuum target values]Degree of vacuum target values are set by setting upper and lowervalues in accordance with design values (standard curves) from the timeof installation of each unit. The range of upper and lower values is set in consideration of instrumentaccuracy, tube cleanliness factors and variations in actual results.
[Handling aberrations from target values]• When the degree of vacuum is higher than the upper target value,
carry out inspections on the measurement devices associated withthe degree of vacuum.• When the degree of vacuum is lower than the lower target value,investigate the causes and implement countermeasures.
D e gr e e of v a c u um
Seawater temperature
Upper targetvalue
Lower targetvalue
Standardvalue
There are two types of target values: operating condition values such as each
part's temperature and pressure, and performance values such as unit efficiency
and boiler efficiency.It is necessary to compare items whose numerical values are subject to change in
accordance with external conditions by first carrying out corrections such that
these conditions will all be identical.
Because the condenser degree of vacuum varies widely in accordance with
external conditions (cooling water temperature), upper and lower values are set
for the standard curve expressing the relationship between cooling water
temperature and condenser degree of vacuum, and target values are set within the
scope of these upper and lower values.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 16/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
16Thermal efficiency management methods
n Managing daily efficiency(2) Managing control values
Design values, planning values and control values are taken as standards for main steam pressure andtemperature, turbine vibration values and electrical energy output. These standards are then used to
judge whether a plant's current operating status is normal or abnormal.
(3) Trend management
Set management items and evaluate operational status using daily operation records and
performance test results; plot representative items affecting performance (condenser degree of
vacuum, GAH draft loss, etc.) on a daily, semi-weekly and monthly basis, thus managing trends.
Check itemControl values and
check details
Basis for control values
(*indicates remarks)
Electrical energy
output
Max. hourly value:352 MWh
Max. daily value:8,400 MWh
Listed operating requirement values
(Overload value:authorized capacity ´ 1.03)
Must not exceed authorized capacity ´ 24Hr.
Main steam
pressure
17.46MPa (177kg/cm2)
or greater must not exceed
12 hours per year
Rating (16.67Mpa (169k) ´ 1.05)
Gross efficiency (correction value)
Before periodicinspection
After periodicinspection
(Example of control value management records)
The control values for electrical energy output are checked against the basis of
generator output control values approved by the national government.The main steam pressure control value is an example of control values based upon
interval length conditions of periodic utility inspections of boilers.
(Example of trend management records)
Changes in equipment conditions are managed by chronologically graphing data from
operation diaries (journals) and other sources.
While the record example graph reflects gross efficiency (correction value), it was
formed by correcting factors impacting efficiency, such as air temperature and
condenser degree of vacuum, to standard values.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 17/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
17Thermal efficiency management methods
n Regarding performance testingIn order to evaluate, during periodic inspections, the results of countermeasures designed to improve
thermal efficiency and performance, evaluate performance test items (plant thermal efficiency, turbineefficiency, boiler efficiency, etc), and also keep full records for the unit as a whole, thus carrying out pinpointevaluations. Also, take advantage of periodic rated outputfixing to take smoke measurements and other
measurements, thus carrying out simplified performance testing in accordance with the above-mentioneditems.
Performance testing implementation requirements (outline)
• Test implementation period : Implement tests before periodic inspections, after periodic inspectionpreparations or otherwise as needed.
* In order to confirm performance recovery results through periodic inspections.• Test load : Test loads should be carried out by operating equipment at a uniformrated load, or also at partial load as necessary.• Limiting items : Make test conditions uniform, and exercise caution so as not toreduce test accuracy.
(1) For coal units, limit changes to coal types and changes to mixedcombustion ratios while
maintaining a uniform fuel quality.(2) Carry out ash removal from soot blowers and clinker hoppers in advance in order to maintain
normal operation during testing.(3) Fix load before testing and choose a stable time so that the test devices will be at test load
conditions and each section will operate normally and stably (in terms of pressure, temperature,
etc.).(4) Operating conditions [Stabilize operating conditions, and control actions that will lead to outside cs]• Performance calculation : Performance calculation methods (calculation equations) are to be
set forth in a separate requirements manual.
Limiting items (4) Example of operating condition limits
a. The generator outlet is set as the test load standard, and a uniform
load is maintained using a load limiter.b.Generator reactive power must be made as constant as possible.
c. Generator hydrogen pressure must be kept at normal operatingregulation values.
d.Combustion conditions must be kept constant.
* Avoid changes in the degree at which air dampers are opened, aswell as changes to gas O2 settings.
e. The number of auxiliary operating units and their operating conditionsmust be kept constant.
* Avoid periodic replacements of spare equipment, as well as startingtests performed on emergency equipment.
f. In principle, auxiliary steam and general-purpose steam are to bestopped except for what is needed for direct operation.
g.Do not perform blow down for steam, boiler water or feed water.
h. In principle, do not recover soot blowers or Clinker hoppers.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 18/24
3. Factors causing the losses of boiler and turbine

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 19/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
19Regarding boiler heat loss [Example of drum-type boilers]
Heat loss during random-sampling tests performed on boilers was as shown in the following graph.
0%
20%
40%
60%
80%
100%
90MW 120MW 175MW
Other
Radiation conduction
Unburned carbon
Moisture content of air
Fuel hydrogen content
Dry exhaust gas loss
11.31% 11.14% 11.03%
AA
Regarding boiler heat loss
This graph shows the breakdown of boiler heat loss from the results of acceptance performance tests performed on coal-fired drum-type boilers.
Boiler loss is approximately 11% of boiler fuel ratio.
This graph furthermore reveals that boiler efficiency is only slightly influenced by load
differences.
Loss breakdown reveals that exhaust gas heating value (dry gas and fuel hydrogen content)
loss is at approximately 10%, which makes up a large portion of total loss.
The total of all boiler losses at 175MW is 11.03%.
100 minus 11.03 is 88.97, which is to say that boiler efficiency is approximately 89%.The loss method, then, is the method in which all losses are totaled, or in which efficiency is
calculated in accordance with actual measurements, etc.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 20/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
20Boiler loss factors and monitoring items
Combustion ash
sensible heat loss
Increased fuel moisture content
and hydrogen content, increased
AH outlet gas temperature
Increased exhaust gas volume (gas O2,
AH leak volume), increased AH outletgas temperature
Increased usage coal ash amount
(depends upon type of coal)
Increased unburned material in
ash, increased unburned gas
Non-control item (response with
thermal insulation repairs)
Non-control item (discrepancies arising
through instrument error, etc.)
5.3%
4.4%
0.08%
0.65%
0.23% (Manufacturer design value)
0.35%
Increased humitidy content, gas
O2 content in air, increased AH
outlet gas temperature
Radiation loss
Other loss
Unburned ash loss
Dry gas loss
Wet gas loss
Loss caused by fuel
moisture content and
hydrogen content
Loss caused by
humidity content in air
used for combustion
This table is a compound display of boiler loss factors as well as monitoring items.
(1) Dry exhaust gas loss
•Dry exhaust gas loss refers to the heat loss caused when dry gas (combustion gas from which water steam has been removed) escapes from the boiler.
• When monitoring dry gas loss, it is necessary to monitor whether exhaust gas amounts (gas O2, AH leak
volumes) are increasing, and also whether the AH outlet gas temperature is rising.
(2) Wet gas loss
There are two kinds of wet gas loss: loss caused by fuel moisture content and hydrogen content, and loss caused
by humidity content in the air during combustion. Of these two, loss caused by humidity content in the air during
combustion is extremely slight. Furthermore, fuel moisture content and hydrogen content both exert a profound
impact upon fuel conditions, with attention being paid to rising AH outlet gas temperature as a monitoring item.
(3) Combustion ash sensible heat loss
While heating value loss is also caused by the ash content of combustion gas allowing heat to escape outside of
the hopper, this loss ratio is extremely slight.(4) Unburned ash loss
There are two kinds of unburned loss: loss caused by combustible content (C) emitted during the combustion of
fuel (solid fuel / liquid fuel), and unburned gas loss arising through the occurrence of unburned fuel byproducts
(CO). Both kinds of loss increase with shortages of air used in combustion, as well as with decreased fuel
qualities.
In general, the concentration of unburned gas within exhaust gas is extremely low during normal operating
conditions, which is to say that this loss ratio is very small.
(5) Radiation loss
Radiation loss is the heat loss due to radiation arising from differences between the temperature of the outside air
and the temperature of the boiler main body and of the surfaces of gas ducts and piping.
(6) Other loss (unmeasured loss)
Other loss (unmeasured loss) refers to losses caused by instrument errors, steam leaks, feed water blow and drain
emissions.

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 21/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
21Countermeasures against factors causing
reductions in boiler efficiency (1)
Increase soot blow frequency
Event Cause Countermeasure
Clean cage parts (horizontal SH, RH,
ECO) with water
Furnace heating surface taint
Increased excess air factor Regulate optimal air amount
Carry out pipe inspections
(chemical cleaning)
Carry out low-excess-air-firing
operation tests
Repair ru ptures/corrosion in/on the
air preheater
Regulate air amount, adjust dampers
Increased dry
exhaust gas loss
Reduced air preheating
performance
Remove element clogging (wash with water)
Repair wear to seal parts
Scale adhering to the inner surface
of water pipes
Secondary
combustion
Monitor ECO outlet gas
temperature
Dry gas loss is calculated by finding the product of exhaust gas specific heat, dry exhaust gas volume, and the
difference in temperature between AH outlet gas and AH inlet air.
Because it is difficult to conceive that dry exhaust gas specific heat and AH inlet air temperature would change due
to facility problems, dry exhaust gas volume increases, as well as increases in AH outlet gas temperature, are bothmonitored.
1. Factors in increases in dry exhaust gas volumeÞ Countermeasures
(1) Increased excess air factor Þ Regulating optimal air amount, checking for abnormalities in the gas O2analyzer
(If a reading is obtained which is lower than the actual amount of O2)
Carry out a low-excess-air-firing operation test
(2) Leaks from the AHÞ Wear repair of seal parts, usage of AH sensor drive
2. Increases in AH outlet gas temperature
(1) Furnace heating surface taintÞ Increase frequency of soot blow, wash cage part heating panel (horizontal
SH, RH, ECO) with water (2) Reduced AH heat exchange abilityÞ Repair element corrosion/rupture
* Although exhaust gas loss decreases as the temperature of AH outlet gas decreases (which is an extremely
effective way to increase boiler efficiency), it is necessary to make determinations in consideration of AH
element low-temperature corrosion.
(Low-temperature corrosion: Water steam and SO3 in exhaust gases react to form sulfuric acid vapor; when
temperatures are reduced, this vapor condenses (when it reaches the sulfuric acid dew point) and becomes
sulfuric acid mist, which causes corrosion.)
(3) Scale adhering to the inner surface of water pipes⇒ Carry out inspections of the amount of adhered scale,
carry out chemical cleaning
* Scale inhibits heating, because the thermal conductivity of scale is vastly less than that of steel.
(4) Secondary combustion (combustion in the upper portion of the boiler)⇒ Carry out combustion adjustment
(Regulate air amounts, adjust type of dampers)

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 22/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
22Countermeasures against factors causing
reductions in boiler efficiency (2)
Investigate burner tips
Event Cause Countermeasure
Poor combustion
Consider fuel oil injection
pressure and atomizing
Consider pulverized
coal mesh (mill
performance tests)
Increased
unburned matter
Regulate air
amount
Unburned loss increases in tandem with increases in unburned matter in exhaust gases (in
ash).
Factors of increases in unburned matter in exhaust gases (in ash)
Þ Countermeasures
(1) Poor combustion Þ Investigate burner tips (for wear, clogging, etc.)
Þ Regulate air amount
Þ Consider fuel oil injection pressure and atomizing (when
liquid fuels are in use)
Þ Consider pulverized coal mesh (asperity) (reduced
pulverizer performance)

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 23/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
23 Turbine room loss
Moving blade outlet current
velocity loss
Valve throttling loss, steampassageway loss
Bearing loss, oil pump power
consumption
Gland steam leak loss
Friction between steam and blade, flow
delamination and disruption
Nozzle labyrinth, tip leak loss
Steam's velocity energy (Steam's
velocity energy is dynamic en ergy at
the final l ow-pressure exhaust stage,
and cannot be recovered)
Flow in the direction of steam
circumferential direction, friction
against inner and outer peripheral wall
Wet steam (water droplets)
impacting moving blades
Draft loss on surface of wh eel
Internal stage
loss
Exhaust loss
External leak loss
Valve and plumbingpressure loss
Mechanical loss
Approximately 67%
of internal loss
Approximately36% of internal
stage loss
Approximately
20% of internal
stage loss
Approximately 17% of
internal loss
Condenser loss Turbine exhaust potential heat
Total internal
loss: 100% Rotation loss
Secondary flow
loss
Axis / moving blade peak
area leak loss
Wetness loss
Profile loss
Approximately 0.3 to 0.5%
Steam cycle loss
Turbine room loss comprises losses such as internal turbine loss, condenser loss and other external
losses.
This table shows the categorization of internal turbine loss.Internal stage loss (loss occurring within the stage) comprises the greatest portion of internal turbine
loss.
Internal stage loss is comprised of the following types of loss:
(1) Profile loss … Friction between steam and blade (nozzle), flow delamination and disruption
(2) Secondary flow loss … Flow in the direction of steam circumferential direction, friction against
inner and outer peripheral wall
(3) Axis / moving blade peak area leak loss … Nozzle labyrinth, tip leak loss
(4) Wetness loss … Wet steam (water droplets) impacting moving blades
(5) Rotation loss … Draft loss on surface of wheel
Non-stage loss is comprised of exhaust loss, external leak loss, valve and plumbing pressure loss and mechanical loss.
Exhaust loss … Loss caused by moving blade outlet velocity (Steam's velocity energy
is dynamic energy at the final low-pressure exhaust stage, and cannot be
recovered)
* Low-pressure turbine final stage exit steam moves at an extremely high velocity, and thus
cannot be disregarded as a source of loss.
* Residual velocity loss is in inverse proportion to the square of the surface area of the final
low-pressure outlet steam passages.• External leak loss … Loss caused by steam leaking from the gland area.• Valve and plumbing pressure loss … Pressure loss caused by valve throttling, loss caused by
friction along steam passages.• Mechanical loss … Loss caused by bearing friction, loss caused by oil pump power consumption

7/29/2019 Session03_PET-02.Mentainance and Management
http://slidepdf.com/reader/full/session03pet-02mentainance-and-management 24/24
Copyright© Power Engineering and Training Services Co.,Inc. All rights reserved.
24Factors in reduced turbine performance
Scale flies from the boiler side and
adheres to moving blades and
stator blades.
• Friction loss increases due to
increased asperity on blade surfaces.• As adhesion progression, blade profile
disintegrates and stage properties
decrease.
Metal rust, etc., flies from the boiler side
and corrodes stator blades (especially in
the first stage)
Corrosion is caused by water droplets in
wet steam striking moving blades
(especially in the final low-pressure
stage).
• Increased asperity on blade surfaces• Blade deformity (increase in
passageway surface area)
Internal efficiency degradation caused
by changes in stage flow rate and
pressure in various areas
Gaps widen due to contact and friction
between static and rotating parts, such
as gland labyrinth, nozzle labyrinth and
tip fin.
• Increased leak loss
Aging deformation of various turbine parts
Heat exchanger heating surface taint
Condenser air leak
Scaling on blades
Blade
corrosion
Widening gaps
Other
• Turbine overhaul inspections are used to remove scales that have adhered to the inside of
the turbine.
Water quality treatment is also important.
In Japan, silica density within steam is controlled to 20ppb for drum-type boilers.
• Moving blade erosion arises when rusted metal scales, etc., are carried over by steam
from the boiler side of the turbine side. Stator blades (high-pressure to medium-pressure
first stage) are particularly susceptible to corrosion; surface hardening treatment is to be
carried out as a countermeasure.
• Gap management is necessary for the seal parts of gland labyrinths and tip fans, etc.
Parts must be replaced which exceed control target values.