Selcuk Et Al 1

of 26
-
Upload
antobilang-antobilang -
Category
Documents
-
view
228 -
download
0
Transcript of Selcuk Et Al 1
-
8/8/2019 Selcuk Et Al 1
1/26
An explicit analysis of the lead time syndrome:Stability condition and performance evaluation
B. Sel cuk I.J.B.F. Adan A.G. de Kok J.C. Fransoo
January 5, 2006
Abstract
Updating lead times in response to changing workload levels leads to erratic order-ing behavior, resulting in even larger variability in work-in-process and ow times. Thisphenomenon is called the lead time syndrome and describes the increased nervousnesscreated by adaptive mechanisms for production planning systems. Although, it has beenconceptually well dened and intuitively accepted by many researchers, deeper analysiswith analytical evaluation of the phenomenon has been omitted. The objective of this pa-per is to close this gap and provide a clearer and stronger understanding of the lead timesyndrome. For this purpose we model a two-dimensional Markov process for a productioninventory situation controlled by a base-stock policy where production orders are sensi-tive to the lead time set by the planner. Using matrix-analytic methods we show that, incontrast to what is implied in the literature, the stability condition and the utilization of the system are insensitive to lead time update. On the other hand, for a given base stocklevel, lead time syndrome generates increased number of backorders. We show that thedegree of the performance deterioration is an increasing function of the update frequencyand the utilization level.
Keywords: Lead time, Adaptive policies, Markov processes, Production planning.
Corresponding author: Tel: +31-40-2472652 Fax: +31-40-2464531 E-mail: [email protected] Department of Technology Management, Technische Universiteit Eindhoven, The Netherlands Department of Mathematics and Computer Science, Technische Universiteit Eindhoven, The Netherlands
1
-
8/8/2019 Selcuk Et Al 1
2/26
1 Introduction
Lead time is one of the key modeling parameters in production and inventory planning sys-tems. It refers to the estimated duration that elapses between the time of the release of a
production order and the time that the order is nished and made available in the inven-
tory. Setting the correct lead times that t the associated production-distribution systems
has been of concern both in academia and industry for decades. This is due to the fact that
lead time is a xed planning parameter that points to a dynamic and uncertain frame on
a continuous time axis. Hoyt (1978) suggests lead times should be the historical average of
actual throughput times, while Kanet (1986) recommends lead times be based on the totalwork content (TWK) procedure, from which the order release dates are determined in an
MRP context. This simple procedure determines lead times as the product of the total work
content of the job and some management dened constant. A considerable amount of research
follows the reasoning of Kanet, utilizing dynamic shop load information to quote due dates
to externally generated orders in a make-to-order environment (eg. Enns (1993), and Hopp
and Sturgis (2000)). Experimentations with dynamic lead times in a multi-stage production-
inventory situation are quite scarce. Recently, Enns and Suwanruji (2004) investigate theuse of exponentially smoothed order ow time feedback in setting lead times dynamically.
Selcuk et al. (2005) also use exponentially smoothed lead times for a capacitated multi-stage
make-to-stock system and identify the conditions that generate erratic order release patterns.
The variability introduced by frequent updates of lead times has been discussed by var-
ious researchers and is generally denoted as the lead time syndrome . It is argued that
closing the gap between lead times and actual ow times by updating the lead times results
in uncontrolled order release patterns. As lead times get larger, orders must be released ear-lier, queues get longer and ow times get longer which causes again larger lead times. The
general consensus is that the lead time syndrome causes instability, and must be avoided.
First introduced by Mather and Plossl (1978), this reasoning has become one of the main
arguments for controlling ow times within the predetermined norms instead of forecasting
them (cf. Tatsiopoulos and Kingsman (1983), Plossl (1988), Kingsman et al. (1989), Z apfel
2
-
8/8/2019 Selcuk Et Al 1
3/26
and Missbauer (1993), and Breithaupt et al. (2002)). However, none of the studies so far has
proposed an analytical evaluation of this phenomenon and its consequences. To the best of
our knowledge this is the rst study that provides an analytical modeling of the lead time
syndrome.
As an example, imagine a manufacturer supplying to a central warehouse. A central
decision maker is responsible for the coordination between the production and the inventory
in the warehouse. The planner sets realistic lead times based on the production capacity and
the total backlog of orders, and places periodic orders covering the requirements over the lead
time. Suppose the warehouse has three units of actual demand for each period and the net
production capacity is three units per period. The initial lead time is two periods with a total
backlog of six units at the manufacturers site. An illustration of this example is provided in
the following table:
Table 1: Order lead time sheet
Period Capacity Backlog Lead Time Order Deliver0 3 6 2 3 31 3 6 2 3 32 3 6 2 3 1
3 3 8 3 6 34 3 11 4 6 35 3 14 5 6 36 3 17 6 6 37 4 20 5 0 48 4 16 4 0 49 4 12 3 0 4
10 4 8 2 0 411 3 4 2 3 112 3 6 2 3 313 3 6 2 3 3
In period 1 the manufacturer ships three units and with a lead time of two periods,
receives three units of orders, while keeping the total backlog at six units. In period 2, the
manufacturer ships only one unit due to temporary supply shortages, and the total backlog
increases to eight units. Therefore, the planner increases the lead time to three periods. The
production order now includes normal periodic demand plus an additional periods demand,
adding up to six units, thereby increasing manufacturers backlog to 11. As a result, the
3
-
8/8/2019 Selcuk Et Al 1
4/26
planner increases the lead time to four periods, and in period 4 an order of six units is placed
again. Vicious cycle continues, and in period 6 the lead time is increased to six periods, and
the backlog to 17 units. In period 7, the net production capacity is increased to four units per
period to decrease the congestion due to large orders. Therefore, the lead time decreases to
ve periods. The planner now recognizes that he has orders placed too far out into the future,
and cancels his current order. This causes further decrease in the backlog and therefore in
the lead time. The cyclic effect continues and in week 10 the lead time becomes two periods
again. Due to decrease in order sizes and the backlog level, the planner thinks there is excess
capacity and returns back to the initial capacity. As a result, the manufacturer suffers from
high number of backlogs, increased congestion in the shop and extra costs of increasing and
decreasing capacity. The type of behavior, as described in this example, seems quite arbitrary
for a rational planner, but the phenomenon occurs for some realistic settings controlled by
mathematical programming tools (cf. Sel cuk et al. (2005)), and generally considered to be a
relevant problem in real life decision support systems (cf. IBM Corporation (1972)).
In this paper, we provide an analytical evaluation of the lead time syndrome, and its
consequences on the performance of the manufacturer. We model a production-inventory
situation where the order size is sensitive to the change in the lead time, and order cancelations
are allowed. We model the situation as a two-dimensional Markov process, and using matrix
geometric analysis, we nd answers for the questions:
How does the lead time syndrome affect the stability condition of the production pro-
cess?
What is the effect of the update frequency on the performance deterioration due to the
lead time syndrome?
The outline of this paper is as follows. In Section 2 we describe the essential features
of the problem setting, and the lead time setting procedure. In the sequel, we describe the
Markov process, its solution and the stability condition. Then, in Section 4 we provide the
performance evaluation results in relation to the update frequency. Finally, Section 5 provides
the contributions and the conclusions of this study with some further research directions.
4
-
8/8/2019 Selcuk Et Al 1
5/26
2 Problem Setting
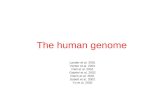
We model a single manufacturer producing to stock for a single item, and a central warehousesupplied by this stock. A planner decides on the size of orders released to the manufacturer,
and shipped to the warehouse. If the requested quantity is available in inventory then the
order is delivered immediately, else it is put in the list of backorders. We assume that
the planner places orders according to a Poisson process with rate , in accordance to a
continuous review policy for the warehouse. The processing time of each unit order follows an
exponential distribution with rate . The inventory position of the manufacturer is controlled
by a continuous review base-stock policy with the base-stock level S . We model the process atthe manufacturers site and keep the state of the warehouse exogenous to the system since our
objective is to quantify the effect of the lead time syndrome on the manufacturers operations.
An illustration of our queueing model is given in Figure 1.
Figure 1: Single-stage production-inventory situation with lead time update.
We denote the number of items in process by w, inventory-on-hand by m, and the number
of backorders by k. The inventory position is then dened by; w + m k, which is equal to
the base-stock level S .
The lead time is determined based on the perceived estimated delivery time of the given
order. When there are available items in stock so that the order can be satised immediately,
the lead time is zero. An increase in the lead time is possible with an increase in the backorders
and a decrease in the lead time is possible with a decrease in the backorders. The planners
ordering decision is sensitive to the changes in the lead time. The state of the system can
be determined by the work-in-process, w, and the lead time, L, which is expressed in integer
numbers. We dene L as the step change in the lead time. When there is no step change in
5
-
8/8/2019 Selcuk Et Al 1
6/26
the lead time, an order of size D is placed with rate . D is the ordinary order size exempt
from any changes in the lead time. The planners response to the lead time update is denoted
by D, and it is directly proportional to the amount of change in the lead time; D = L D .
Therefore, the input to the queueing system depends on the change in the lead time, and is
formulated as follows:
g( L) =D with rate , if L = 0
D immediately , otherwise
If there is an increase in the lead time, D > 0, additional orders are placed by theplanner to ll up the warehouse as a protection against increased lead time demand, else if
there is a decrease in the lead time, D < 0, the planner adjusts the inventory position of
the warehouse by canceling some excess orders in the shop. For the analysis throughout the
rest of the paper, we assume ordinary orders are of unit size.
From the memoryless property of the exponential processing times it is straight forward
that, at any point in time, the expected duration of time to clear k units of backorders is k/ .
As utilized in the TWK rule of Kanet (1986), the lead time is set by a management constantmultiplied by the term, k/ . Since is constant, without loss of generality, we can write the
lead time as a function of the number of backorders as follows:
L = f (k) = k , (1)
where is dened by the management, and the lead time is an integer. In words, the lead
time is based on the management perceptions on the range of the number of orders that can
be satised in a certain time frame. Implicitly, refers to the update frequency. For greater
, the lead time is updated more frequently, and for smaller , the lead time is updated
less frequently. We dene the inverse of the update frequency, r = 1 / , as the amount of
increase or decrease in the number of backorders, k, in order to have a one period of increase
or decrease in the lead time respectively.
6
-
8/8/2019 Selcuk Et Al 1
7/26
3 Markov Process
3.1 Decription
As implied by the lead time setting procedure provided in Equation (1), the lead time is
updated during the period where the manufacturer holds backorders. S > 0 implies inventory
is kept, and as long as there are nished items available in the stock the orders are satised
immediately, so the lead time is zero. Thus, we can differentiate the overall process into two
distinct parts; the process with a lead time of zero, and the process with the adaptive lead
time.
For w < S , the process behaves as an M/M/ 1/ (S 1) queue dened by {N (t), t 0},
N (t) = w(t) is the number of jobs in process at time t. Dene k(t) as the number of
backorders at time t, k(t) = w(t) S , w(t) S . The process with the adaptive lead time
is a two-dimensional Markov process dened by {X r (t), t 0}, X r (t) = ( w(t), L r (t)), where
Lr (t) = k(t )r is the lead time dened under the update parameter r . We denote the process
with a subscript r because the value of r determines the evolution of the process. When
k(t) = r Lr (t) + r 1, an arrival triggers an increase in the lead time and an additional
order is placed immediately. When k(t) = r Lr (t), a departure triggers a decrease in the
lead time and an order is canceled immediately. Between a lead time decrease state and a
lead time increase state the system behaves like an M/M/ 1 (consists of r states) until the
lead time is updated in one of these two states. The length of the M/M/ 1 region is short for
frequently updated lead times and long for less frequently updated lead times. As r goes to
innity, we have a single M/M/ 1 process. An illustration of the process {X r (t), t 0} with
r = 4 is provided in Figure 2.
The process has a Quasi-Birth-and-Death (QBD) structure in the diagonal direction of
w(t)-Lr (t) coordinates. The transition rate diagram can be transformed into a simpler repre-
sentation where we identify the levels of the QBD process, the structure of each level, and the
transition between levels. Dene the QBD process by {Y r (t), t 0}, Y r (t) = ( Lr (t), kr (t)),
kr (t) = w(t) rL r (t). Level l is composed of the state set, {(l, 0), (l, 1), . . . , (l, r 2), (l, r 1)},
l = 0 , 1, . . . . The transition rate diagram of this process for r = 4 is given in Figure 3. For
7
-
8/8/2019 Selcuk Et Al 1
8/26
every r = 2 , 3, . . . , the right drift occurs from state ( l, r 1) to ( l + 1 , 1), l = 0 , 1, . . . , and the
left drift occurs from state ( l + 1 , 0) to ( l, r 2), l = 0 , 1, . . . .
Figure 2: Transition rate diagram for the process {X 4(t), t 0}.
Figure 3: Transition rate diagram for the process {Y 4(t), t 0}.
To conveniently describe the innitesimal generator of the process, {Y r (t), t 0}, we will
employ the following notation for r dimensional square matrices. We will denote the identity
matrix by I r , the right and left shift matrices as T R and T L respectively, so; ( T R )i,j = i+1 ,j
and ( T L )i,j = i 1,j for i, j = 0 , 1, . . . , r 1, where i,j denotes the Kronecker delta. Further,
we dene the projection matrix onto coordinate ( i, j ) by U i,j , that is, ( U i,j )a,b = a,i b,j ,
8
-
8/8/2019 Selcuk Et Al 1
9/26
i, j = 0 , 1, . . . , r 1. Given that the states are in lexicographic order, the generator Q is:
Q =
B0 A0 0 0 A2 A1 A0 0
0 A2 A1 A0
0 0 A2 A1 ...
......
...
.
B0 provides the transition rates between the states of level 0. A0 is the transition rate matrix
from level l to level l + 1, l = 0 , 1, . . . . Similarly, A2 is the transition rate matrix from level l
to level l 1, l = 1 , 2, . . ., and A1 provides the transition rates within level l = 1 , 2, . . .. We
represent these matrices as follows:
A0 = U r 1,1, (2)
A1 = T R + T L ( + )I r , (3)
A2 = U 0,r 2, (4)
B0 = A1 + U 0,0. (5)
3.2 Stability Condition
As we pointed out in the previous subsection, the overall process is composed of two sep-
arate processes; the process {N (t), t 0}, which is an M/M/ 1/ (S 1), and the process
{X r (t), t 0}, which can be represented by a QBD process {Y r (t), t 0}. Theoretically, for
S goes to innity the system becomes an M/M/ 1, and its stability condition is: / < 1.
The same result also holds for innite r . We refer = / throughout the rest of this paper.For nite r and nite S , the stability condition of the system is determined by the stability
condition of the QBD process, {Y r (t), t 0}, which can be derived from Neuts mean drift
condition :
9
-
8/8/2019 Selcuk Et Al 1
10/26
Theorem 1 The Markov process dened by the generator Q is ergodic (stable) if and only if
A 0e < A 2e, (6)
where e is the r -dimensional column vector of ones, and = ( 0, 1, . . . , r 1) is the
steady-state probability vector of the Markov process with generator A = A1 + A2 + A3. So;
A = 0 , e = 1 .
Proof See Neuts (1981).
Condition (6) has an intuitive interpretation. The generator A describes the behavior
of the Markov process {Y r (t), t 0} in the (vertical) kr (t)-direction only. Weighted by the
steady state probabilities in the vertical direction, the term A 0e is the mean drift from level
l to level l + 1, and the term A 2e is the mean drift from level l + 1 to level l. In words, the
process is stable if the drift to the left is greater than the drift to the right. For our queueing
system Condition (6) reduces to:r 1
0 < 1, (7)
In order to explicitly determine the stability condition (7) for every update parameter r ,
we need to take a detailed look at the Markov process dened by the generator A. It has r
states, and its transition rate diagram is given in Figure 4.
Figure 4: Transition rate diagram for the process with generator A.
By utilizing the global balance equations between the states of this process, we derive the
relationship between the probabilities r 1 and 0, which provides us the following generalized
stability condition for the queueing systems of this paper:
10
-
8/8/2019 Selcuk Et Al 1
11/26
Proposition 1 For every update parameter r = 2 , 3, . . . and every base stock level S 0, the
Markov process dened by {N (t), t 0} and {Y r (t), t 0} is stable if and only if
< 1 (8)
Proof See Appendix A.
Our ndings in this section provides an interesting conclusion that the stability condition
of the system is independent of whether or not the lead time is updated. If the system is stable
under the static policy that employs xed lead time, we will not see increasing uncontrollable
congestion and instability once we start to update the lead time in response to changingworkload levels. The stability is always satised for all update frequencies. An intuitive
explanation is that the increase in the workload due to placing additional orders in response
to increasing lead time is balanced by the decrease in the workload due to order cancelations
in response to decreasing lead times. The frequency of updating lead time varies depending
on the choice of the update parameter r ( = 1 /r ), but the rates of order addition and order
cancelation stay balanced in the long-run, therefore the stability is retained.
3.3 Solution
For the derivations and simplications done throughout the rest of the paper we assume the
queueing system is stable, that is; = / < 1.
Let zn = lim t P r {w(t) = n}, n = 0 , 1, . . . , S 1, be the steady state probabilities for
the process {N (t), t 0}. They satisfy the fundamental relation for M/M/ 1/ (S 1) systems:
zn +1 = zn , n = 0 , 1, . . . , S 1.
Let also pl denote the vector of equilibrium probabilities for the level l of the QBD pro-
cess {Y r (t), t 0}, so; pl = ( p(l, 0), p(l, 1), . . . , p(l, r 2), p(l, r 1)). The equilibrium
11
-
8/8/2019 Selcuk Et Al 1
12/26
equations for this process are:
p0B0 + p1A2 = 0 , (9)
pl 1A0 + plA1 + pl+1 A2 = 0 , l = 1 , 2, . . . . (10)
These two different processes are linked to each other by the transition between states
w(t) = S 1 and w(t) = S . When the number of jobs in the system makes a transition
from state S 1 to state S , then the system shifts from {N (t), t 0} to {Y r (t), t 0}.
Similarly, when the number of jobs in the system makes a transition from state S to state
S 1, the system shifts from {Y r (t), t 0} to {N (t), t 0}. The coupling relation between
the processes {N (t), t 0} and {Y r (t), t 0} is given by:
p(0, 0) = z0S , (11)
which yields the normalization equation:
p(0, 0)(1 S )
S (1 )+
l=0
ple = 1 , (12)
where e is the column vector of ones.
Given that the Markov process with generator Q is ergodic, the equilibrium probability
vectors are determined by deploying the matrix-geometric form:
pl = p0R l , l = 0 , 1, . . . ,
where the rate matrix R is the minimal nonnegative solution of the matrix-quadratic equation:
A0 + RA 1 + R2A2 = 0 . (13)
Matrix geometric methods, initiated by Neuts (1981), serve as a powerful framework to
analyze and (approximately) solve large classes of stochastic processes of M/G/ 1 or GI/M/ 1
type in a unied manner. In order to solve for the steady state properties of the process, one
12
-
8/8/2019 Selcuk Et Al 1
13/26
should determine the rate matrix R. Several algorithms and iterative procedures have been
developed to nd an approximate R that solves Equation (13). A popular method is given
by Gun (1989) applying successive substitutions, and starting with zero-matrix R0:
Rn +1 = (A0 + R2n A2)A 11 , n = 0 , 1, . . . ,
The problem of nding an explicit rate matrix is still a developing research area. Structural
results have been provided in Ramaswami and Latouche (1986) for the QBD processes with
drift matrices of rank 1. Van Leeuwaarden and Winands (2005) describe a class of QBD
processes for which an explicit rate matrix can be found. We are now going to providean explicit solution for the rate matrix R of the QBD process {Y r (t), t 0}. We refer to
Ramaswami and Latouche (1986) for the details of the method. As implied by Equation (4),
we can rewrite A2 as:
A2 = , (14)
where = e0 and = eT r 2, and ei is the unit vector on the ith coordinate in the r -
dimensional euclidian space. Then, the following result holds:
Theorem 2 Given the Markov process with generator Q is ergodic, and A2 = , the rate
matrix R that exactly solves the matrix quadratic equation (13) is given by:
R = A0(A1 + A0e ) 1. (15)
Proof See Ramaswami and Latouche (1986).
The matrix derived by the vector multiplication e has columns of zero except a column
of ones in the ( r 2)th position. As given in Equation (2) the drift matrix A0 is of rank 1.
Thus; A0e = U r 1,r 2. Let us denote the r -dimensional square matrix ( A1 + U r 1,r 2)
by A3. The structure of A0 also allows us to describe the rate matrix in more detail. R has
rows of zero except the last one, and we can write its last row as (the second row of the
13
-
8/8/2019 Selcuk Et Al 1
14/26
matrix A 13 ). Explicitly, the description of A3 is as follows:
(A3)i,i = ( + ), i = 0 , 1, . . . r 1,
(A3) i,i +1 = , i = 0 , 1 . . . r 2,
(A3) i,i 1 = , i = 1 , 2, . . . r 2,
(A3)r 1,r 2 = ( + ),
and all other elements of A3 are zero. The second row of A 13 , denoted by a 13(1) , solves
the following matrix equation, which can be found explicitly by exploiting the tridiagonal
structure of the matrix A3.
(A3)T (a 13(1) )T = e1.
Thus;
(a 13(1) ) = 1/, (1 + )/, (1 + )/ , . . . , r 3(1 + )/, r 2/ .
As a result, we can write the rate matrix R as follows:
R =
0
0...
0
R r 1
, (16)
where 0 is the r -dimensional row-vector of zeros, and
R r 1 = , (1 + ), 2(1 + ), . . . , r 2(1 + ), r 1 . (17)
In order to solve {Y r (t), t 0} we need to derive p0 from the equilibrium equation (9), and
the normalization equation (12). Let us denote the r -dimensional square matrix B0 + RA 2
by A4. By the denitions of A2 in Equation (14), and R in Equations (16) and (17) we can
14
-
8/8/2019 Selcuk Et Al 1
15/26
rewrite A4 in a simpler form by A4 = B0 + U r 1,r 2. In detail:
(A4)0,0 = ,
(A4)i,i = ( + ), i = 1 , 2, . . . , r 1,
(A4) i,i +1 = , i = 0 , 1, . . . , r 2,
(A4) i,i 1 = , i = 1 , 2, . . . , r 2,
(A4)r 1,r 2 = ( + ),
and ( A4) i,i + k = ( A4) i,i k = 0 for k 2. As it is seen, A4 is identical to the generator of an
M/M/ 1/ (r 1) system with arrival rate and departure rate except the last row being
different. Therefore, the solution to the system of equilibrium equations, p0A4 = 0, yields the
following relationship between the steady-state probabilities within the level 0 of the process
{Y r (t), t 0}:
p(0, j ) = p(0, 0) j , j = 0 , 1, . . . , r 2, (18)
p(0, r 1) = p(0, 0) r 1
1 + . (19)
We are now going to provide p(0, 0) by solving the normalization equation (12). In per-
forming the following derivations, we are going to use the results we have provided so far in
this section. First, let us rewrite the term l=0 ple, which is going to simplify the solution
of the normalization equation:
l=0
ple = p0 I r + R + R2 + e.
Since the rate matrix R has rows of zero except the last one, the power matrices of R can
be expressed as: R l = ( R) l 1r 1,r 1R. The stability of the QBD process {Y r (t), t 0} directly
implies (R)r 1,r 1 = r 1 < 1. This can also be veried by the fact that if {Y r (t), t 0} is
stable then the largest eigenvalue of the rate matrix R is smaller than one (Theorem 1.7.1 in
Neuts (1981)). The lower diagonal structure of R directly implies that the largest eigenvalue
15
-
8/8/2019 Selcuk Et Al 1
16/26
is (R)r 1,r 1. Hence;
l=0
ple = p0 I r +R
1 r 1e, (20)
where the term I r + R1 r 1 e is an r -dimensional column vector of ones except the last row
being equal to 1 + R r 11 r 1 e. Employing the explicit derivation of R r 1 provided in Equation
(17), we can write this term as:
1 +R r 1
1 r 1 e =
1 + 1
. (21)
This result, together with our ndings in Equations (18) and (19) to represent p0 in Equation(20), provides us:
l=0
ple =p(0, 0)1
. (22)
Then, solving the normalization equation for p(0, 0) we nd:
p(0, 0) = s (1 ), (23)
which implies directly from the coupling equation:
z0 = 1 , (24)
This result provides that the utilization of the system is for every update parameter r . This
is in line with our ndings on the stability condition of the system. The utilization of the
system is insensitive to the lead time update.
4 Performance Evaluation
Thus far, we have shown that the earlier assertions on the lead time syndrome that these
systems are inherently unstable are not correct. The same utilization level of the system is
retained independent of the lead time update frequency. However, updating lead time and
the frequency of update may adversely affect the performance. In this section we answer
16
-
8/8/2019 Selcuk Et Al 1
17/26
to our second research question by investigating the effect of the update frequency on the
manufacturers performance. To avoid intricacy in the notations and the analysis, we should
note that the parameter r (used as subscript in many places) refers to the inverse of the
update frequency .
The performance measures we are interested are:
Average on-hand inventory level, E [M r ]. M r denotes the random variable for the num-
ber of items available in stock with the following probability mass function:
P r {M r = n} =
l=0 p0R
le, n = 0
z0S n , n = 1 , 2, . . . , S
and
E [M r ] = z0S
n =0n S n (25)
Average number of backorders, E [K r ]. K r denotes the random variable for the number
of backorders with the following probability mass function:
P r {K r = n} =S 1n =0 z0
n , n = 0
p(l, kr ), n = rl + k, l = 0 , 1, . . . , kr = 0 , 1, . . . , r 1
and
E [K r ] =
l=0
r 1
k=0
rlp (l, k) +
l=0
r 1
k=0
kp(l, k) (26)
In Buzacott and Shantikumar (1993), the solution to the static base-stock situation is
provided. We denote the average on-hand inventory and the average number of backordersin this case respectively by E [M ] and E [K ], where:
E [M ] = S (1 S )
1 , (27)
E [K ] =S +1
1 . (28)
Using the explicit derivations we have provided in the previous section we formulate
17
-
8/8/2019 Selcuk Et Al 1
18/26
the relationship between the static and the dynamic case performances as in the following
proposition:
Proposition 2 Given the long-term expected averages for the on-hand inventory levels and
the backorder levels as in Equations (25)-(28), the following relationships hold between the
dynamic and the static case performances:
E [M r ] = E [M ], (29)
E [K r ] = E [K ](, ), (30)
where
(, ) = 1 + 2 1 1 +
(1 )/
1 (1 )/
is a monotonically increasing function of the update frequency = 1 /r ; r = 2 , 3, . . ..
Proof See Appendix B.
Proposition 2 has an intuitively appealing interpretation. The long-term average on-hand
inventory level at the manufacturers site is insensitive to updating the lead time. This is dueto the zero lead time assumption during the periods of positive on-hand inventory and the
utilization level being insensitive to lead time update as provided in Equation (24). We also
identify that updating the lead time does have an effect on the long-term average backorder
level by a multiplicative term, which is a function of the utilization level and the update
frequency. We name this term as lead time update coefficient , and denote it by (, ).
The monotonicity of (, ) implies that, for xed utilization level, the optimal operating
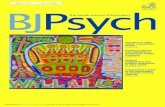
conditions for the manufacturer is achieved by setting = 0. In other words, static policyis optimal. Figure 5 illustrates the degree of performance deterioration as a function of the
utilization for different update frequencies.
The effect of lead time syndrome can be highly deteriorating. For the highest update
frequency, = 1 / 2, and the utilization level close to one, the number of backorders is twice
as much as it is when we do not update the lead time at all. As the update frequency decreases,
the deteriorating effect signicantly decreases. The lead time update effect is relatively small
18
-
8/8/2019 Selcuk Et Al 1
19/26
Figure 5: The lead time update coefficient, (, ), for = 1 /r ; r = 2 , 3, 4, 5.
for low utilization levels, and increases as the utilization increases. Under dynamic lead time
policy, in order to satisfy a certain customer service level, the manufacturer has to operate
with higher base-stock levels, and hold higher inventory in stock. As the update frequency
increases the manufacturer has to face higher costs due to the increased safety stock level.
Another interesting result generated by the solution of the queueing systems with adaptive
policy is the relationship between the average number of backorders seen by the manufacturer
and the long-term average of the lead time set by the planner. We formulate this relationship
as follows:
Proposition 3 Given the long-term average of the lead time set by the planner as:
E [Lr ] =
l=0
r 1
k=0
lp(l, k),
and the average number of backorders seen by the manufacturer as in Equation (26), the
following relationship holds:
E [K r ] = E [Lr ](, )
(, ) 1. (31)
Proof See Appendix C.
Proposition 3 insights the fundamental inventory replenishment behavior that as the es-
timated delivery time increases, downstream inventory position is increased by larger orders
19
-
8/8/2019 Selcuk Et Al 1
20/26
generating in return increased backorders at the manufacturers site. We provide Equation
(31) as an analytical description of the lead time syndrome. As we exemplied in Section
1, the longer the lead time gets, the higher the backorder level is. Here, we emphasize the
insight that the long-term average behavior of a physical phenomenon (number of jobs in
backorder) is expressed in terms of the long-term average behavior of a dynamic planning
parameter (lead time) and a coefficient determined by its update policy (lead time update
coefficient).
5 Conclusion
We have modeled a situation known as the lead time syndrome in the literature. This
study has been motivated by the lack of analytical analysis for production-inventory situa-
tions utilizing dynamic, adaptive lead times based on the status of the manufacturer. We
have provided insightful results on the stability condition and performance evaluation of the
systems with adaptive lead times. We are aware of the fact that the performance and the
stability condition of the system are dependent on the lead time update policy, and the plan-
ners reaction on the changes in the lead time. For the planning procedures and softwaresdesigned under the xed lead time assumption such as traditional linear programming models
of lot sizing and scheduling applied in a rolling horizon scheme, we expect to see a similar
phenomenon as we have analyzed in this paper once we start to update the lead time and
plug it in the planning module. For the production-inventory situation analyzed in this paper
we have shown that:
The stability condition and the utilization level are independent of whether or not the
lead time is updated.
The average inventory level is only dependent on the base-stock level and not on the
lead time update frequency.
When the lead time is updated in response to changing workload level, the average
number of backorders increases by a multiplicative term, which is an increasing function
of the utilization level and the update frequency.
20
-
8/8/2019 Selcuk Et Al 1
21/26
Static policy performs better than the adaptive policy, under stationary conditions of
the production process and the demand process.
The analysis and the results provided in this study promote for further improvements in
the modeling and solution of dynamic, adaptive systems. Emanating from the analysis applied
in this paper, the performance evaluation of different update policies can be evaluated for
different assumptions on ordering behavior. The strength of our analysis lies in the modeling
of update frequency, and we think it is an important design parameter that needs further
analysis for its impact on the performance of dynamic, adaptive planning tools. Especially,
the performance evaluation for non-stationary demand conditions is an interesting researchdirection.
In addition, the analysis can be extended to multiple-stages of the supply chain. The
benets or costs seen by the warehouse due to the planners adaptive lead time policy are not
evaluated here, and worth considering for an extension of the situation modeled in this study.
Such an analysis would also provide ways in developing effective adaptive lead time policies
that serves for the benet of a supply chain.
Appendix
A Proof of Proposition 1
For r = 2 , 3 the global balance equations yields:
r 2 = 0(1 + )r 2, 1 = r 11 +
r 2
, and 1 = r 23 r .
By having successive substitutions we nd:
r 1 = 0,
which directly yields the stability condition < 1.
21
-
8/8/2019 Selcuk Et Al 1
22/26
For r 4:
1 = 0(1 + ), r 2 = r 11 +
.
For the states 2 , 3, . . . , r 2 we have the following balance equations since both the drift from
state 0 to state r 2 and drift from state r 1 to state 1 have to be considered:
k = 0 + k 1 r 1, k = 2 , . . . , r 2.
Recursively solving for k and substituting it into the equation for k+1 gives us the following
relationship between 0 and r 1:
r 11 +
= 0 (1 + + . . . + r 2) r 1 1 + + . . . + r 4 ,
which simplies to:
r 1 = 0.
Then the stability condition becomes < 1, and this completes the proof of Proposition 1.
B Proof of Proposition 2
Equation (25) simplies to:
E [M r ] = z0S
1
(1 S )(1 )2
,
and from Equation (24); z0 = 1 directly implies:
E [M r ] = E [M ]
We can rewrite Equation (26) as:
E [K r ] = r
l=1
lple +r 1
k=1
k
l=0
plek ,
22
-
8/8/2019 Selcuk Et Al 1
23/26
and using the relationship we have found in Equation (20):
E [K r ] = r(1 r 1)2 p0Re +
r 1
k=1
kp0 I r + R1 r 1ek . (B.1)
Let us denote the rst term and the second term on the right-hand-side of Equation (B.1)
by K r (1) and K r (2) respectively. We are going to rst write K r (1) in its explicit form, and
then, write K r (2) similarly in order to provide an explicit expression for E [K r ].
From Equations (18) and (19), we have found;
p0 = p(0, 0) 1, , 2, . . . , r 2,r 1
1 + . (B.2)
Besides, Equation (21) implies that the term Re1 r 1 is a column vector of zeros except the
last row being equal to 21 . Then, using Equation (B.2) and the explicit solution for p(0, 0),
provided in Equation (23), we can rewrite K r (1) as:
K r (1) =2r S +1 r 1
(1 r 1)(1 + ). (B.3)
Similar derivations are performed to determine K r (2). We replace p0 in K r (2) with the right-
hand-side of Equation (B.2), and using our ndings for R in Equations (16) and (17) we
rewrite K r (2) by:
K r (2) =S +1
1
2(r 1)S +1 r 1
(1 + )(1 r 1). (B.4)
Then, the average number of backorders given in Equation (B.1) can be written explicitly by:
E [K r ] =S +1
1 1 + 2 1 1 +
r 1
1 r 1 .
Denote;
f (, r ) = 1 + 2 1 1 +
r 1
1 r 1= (, ), = 1 /r.
Monotonicity of (, ) directly follows from the monotonicity of f (, r ), which we will show
23
-
8/8/2019 Selcuk Et Al 1
24/26
by induction. For all r = 2 , 3, . . .
f (, r + 1) f (, r ) = 2 1 1 + r
r 1
(1 r )(1 r 1) .
From the stability condition, < 1, it directly follows that:
f (, r + 1) < f (, r ),
which implies that the lead time update coefficient (, ) is monotonically increasing in the
update frequency . This completes the proof of Proposition 2.
C Proof of Proposition 3
From the denition of E [Lr ], and the denition of K r (1) it follows that E [Lr ] = K r (1)/r .
Thus we can use the earlier results we derived for K r (1). We rewrite E [Lr ] as:
E [Lr ] = 2 S +1
1 +
r 1
1 r 1.
Substituting for 1/r in the above equation and rewriting E [Lr ] we have;
E [Lr ] =S +1
1 ((, ) 1) ,
and by substituting E [K r ]/ (, ) for S +1 / (1 ), the above equation simplies to:
E [K r ] = E [Lr ](, )
(, ) 1.
This completes the proof of Proposition 3.
References
Breithaupt, J.W., Land, M. and Nyhuis, P. (2002) The workload control concept:
Theory and practical extensions of load oriented order release. Production Planning and
24
-
8/8/2019 Selcuk Et Al 1
25/26
Control , 13 (7) , 625-638.
Buzacott, J.A. and Shanthikumar, J.G. (1993) Stochastic models of manufacturing
systems. Englewood Cliffs, New Jersey, Prentice-Hall.
Enns, S.T. (1993) Job shop owtime prediction and tardiness control using queueing analysis.
International Journal of Production Research , 31 (9) , 2045-2057.
Enns, S.T. and Suwanruji, P. (2004) Workload responsive adjustment of planned lead
times. Journal of Manufacturing Technology Management , 15 (1) , 90-100.
Gun, L. (1989) Experimental results on matrix-analytical solution techniques-extensions and
comparisons. Stochastic Models , 5 (4) , 305-316.
Hopp, W.J. and Sturgis, M.L.R. (2000) Quoting manufacturing due dates subject to a
service level constraint. IIE Transactions , 32 , 771-784.
Hoyt, J. (1978) Dynamic lead times that t todays dynamic planning (Q.U.O.A.T lead
times). Production and Inventory Management , 19 , 63-72.
IBM Corporation (1972) Manufacturing activity planning. In Communications Oriented
Production Information and Control System , Vol. 5. White Plains, New York, IBM Corp.
Kanet, J.J. (1986) Towards a better understanding of lead times in MRP systems. Journal
of Operations Management , 6, 305-316.
Kingsman, B.G., Tatsiopoulos, I.P. and Hendry, L.C. (1989) A structural method-
ology for managing manufacturing lead times in make-to-order companies. European
Journal of Operational Research , 40 , 196-209.
van Leeuwaarden, J.S.H. and Winands, E.M.M. (2005) Quasi-birth-and-death pro-
cesses with an explicit rate matrix. To appear in Stochastic Models .
Mather, H. and Plossl, G.W. (1978) Priority xation versus throughput planning. Pro-
duction and Inventory Management , 3rd Quarter , 27-51.
Neuts, M.F. (1981) Matrix-geometric solutions in stochastic models: An algorithmic ap-
proach. The Johns Hopkins University Press, Baltimore.
25
-
8/8/2019 Selcuk Et Al 1
26/26
Plossl, G.W. (1988) Throughput time control. International Journal of Production Re-
search , 26 (3) , 493-499.
Ramaswami, V. and Latouche, G. (1986) A general class of Markov processes with explicit
matrix-geometric solutions. OR Spectrum , 8, 209-218.
Selcuk, B., Fransoo, J.C. and De Kok, A.G. (2005) The effect of updating lead times
on the performance of hierarchical planning systems. To appear in International Journal
of Production Economics .
Tatsiopoulos, I.P. and Kingsman, B.G. (1983) Lead time management. European Jour-
nal of Operational Research , 14 , 351-358.
Zapfel, G. and Missbauer, H. (1993) New concepts for production planning and control.
European Journal of Operational Research , 67 , 297-320.