
SAP Bucher Meissner
32
Automatic Parameter Configuration for Inventory Management in SAP ERP/APO David Bucher and Joern Meissner Department of Management Science, Lancaster University Management School, United Kingdom. [email protected], [email protected] August 20, 2010 Abstract Companies today generally hold several thousands SKUs (stock-keeping units) in stock. With an ever increasing trend towards highly customized products, the number of SKUs held by companies is likely to increase even more in the future. For each of the SKUs held in stock, a decision has to be made on how to configure each module of the SKU’s inventory system. Doing this for each SKU individually seems to be an unfeasible task, given the large numbers of SKUs held in stock by most companies. Therefore, these companies configure inventory systems not on a SKU-basis but on a group basis, where the groups are usually determined using an ABC/XYZ analysis. The configuration using such a rough group basis for several thousand SKUs does not allow for individually customized inventory systems and therefore might not exploit the implemented inventory methods in a software package in an optimal way. In this research project, decision systems allowing an automated inventory system configuration in SAP ERP and SAP APO at the SKU-level are developed. The SAP ERP corporate software package is the market leader for Enterprise Resource Planning systems, offering a wide range of inventory methods for the relevant inventory system modules. The advanced plan- ning and scheduling system of SAP, Advanced Planning and Optimization (APO), provides additional inventory methods that can be chosen for the configuration in the inventory system modules. Keywords: material resource planning, SAP ERP/APO, inventory management, pa- rameter configuration Please reference this paper as: David Bucher, Joern Meissner. Automatic Parameter Configuration for Inventory Manage- ment in SAP ERP/APO. Working Paper (available at http://www.meiss.com), Lancaster University Management School, 2010. BibT E X and plain text references are available for download here: http://www.meiss.com/en/publications/inventory-parameter-configuration-sap.html
-
Upload
sreekrishnasrk -
Category
Documents
-
view
11 -
download
0
description
SAP
Transcript of SAP Bucher Meissner

Automatic Parameter Configuration
for Inventory Management in SAP ERP/APO
David Bucher and Joern Meissner
Department of Management Science, Lancaster University Management School, United Kingdom.
[email protected], [email protected]
August 20, 2010
Abstract
Companies today generally hold several thousands SKUs (stock-keeping units) in
stock. With an ever increasing trend towards highly customized products, the
number of SKUs held by companies is likely to increase even more in the future.
For each of the SKUs held in stock, a decision has to be made on how to configure
each module of the SKU’s inventory system. Doing this for each SKU individually
seems to be an unfeasible task, given the large numbers of SKUs held in stock
by most companies. Therefore, these companies configure inventory systems not
on a SKU-basis but on a group basis, where the groups are usually determined
using an ABC/XYZ analysis. The configuration using such a rough group basis
for several thousand SKUs does not allow for individually customized inventory
systems and therefore might not exploit the implemented inventory methods in
a software package in an optimal way. In this research project, decision systems
allowing an automated inventory system configuration in SAP ERP and SAP APO
at the SKU-level are developed. The SAP ERP corporate software package is the
market leader for Enterprise Resource Planning systems, offering a wide range of
inventory methods for the relevant inventory system modules. The advanced plan-
ning and scheduling system of SAP, Advanced Planning and Optimization (APO),
provides additional inventory methods that can be chosen for the configuration in
the inventory system modules.
Keywords: material resource planning, SAP ERP/APO, inventory management, pa-
rameter configuration
Please reference this paper as:
David Bucher, Joern Meissner. Automatic Parameter Configuration for Inventory Manage-ment in SAP ERP/APO. Working Paper (available at http://www.meiss.com), LancasterUniversity Management School, 2010.
BibTEX and plain text references are available for download here:http://www.meiss.com/en/publications/inventory-parameter-configuration-sap.html

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 1
1 Introduction
Efficient material planning and control forms one of the most important competitive
factors in many industries. High amounts of tied up working capital may account for
a substantial cost factor of a product, which may severely affect the profit margin.
Today, due to an ever increasing rate of customized products, companies often carry
ten or hundred of thousands SKUs (stock-keeping units) in stock, making inventory
control a burdensome task. Since the beginning of the last century, planning and con-
trol of materials represents one of the main areas in operations research. Numerous
methods for efficient inventory control have been developed. Several of these methods
have found their way into practice, mostly through corporate ERP software. SAP Ger-
many, the world-market leader for corporate software, implemented over 200 methods
for inventory control in their backbone transaction system SAP ERP and the advanced
planning and scheduling system SAP APO (SAP SCM) . The implemented methods are
drawn from operations research as well as from the best practices in several industries.
The large amount of SKUs held in stock and the complexity of configuring an inventory
planning and control system for a single SKU, given the numerous methods provided,
seem to make inventory planning at the SKU level impossible. Thousands of inven-
tory control systems would have to be defined and maintained manually. Therefore,
common practice is to configure inventory control systems for inventory groups, which
are formed mainly based on an ABC/XYZ classification. Furthermore, not all provided
methods are considered by the inventory planner, as it is very difficult to keep overview
of the 200 available methods and to know how and when to apply them. Thus, current
practice in companies often does not result in efficient material planning and control as
group-wise planning does not account for individual requirements of a SKU regarding
the configuration of the inventory control system and further, the provided methods in
a company’s material planning software are not exploited adequately.
The goal of this research is to show how an automated decision system can help
individually configure adequate inventory control systems for each SKU in stock, con-
sidering all the provided methods in SAP ERP and SAP APO. The general academic in-
ventory control process will be outlined and compared to the inventory control process
implemented in SAP. Five important parameters, which have to be configured for the
SAP inventory control system, are identified and presented. These include ‘MRP strat-
egy’ , ‘MRP procedure’, ‘Forecasting’, ‘Safety stock planning’ and ‘Lot-sizing’, whereas
‘Forecasting’ will not be discussed in this work, as a decision system for this parame-
ter is already in place in SAP. For the remaining four parameters in SAP, implemented
methods for their configuration are discussed, and decision systems are developed.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 2
The criteria used for the decision systems of each parameter are mainly based on in-
formation stored in the SAP Material Master Data; however, some criteria draw on ad-
ditional information, which then has to also be maintained in the Master Data. The use
of the criteria, the interdependence of the decision systems developed for each param-
eter and potential implementation are discussed in the subsequent chapter. Finally, a
conclusion is drawn, and potential future research projects are outlined.
2 Material Planning Process
The process of material planning and control involves several planning steps. In the
following, these steps are outlined from a general operations research perspective and
then compared to the inventory planning and control process, which forms the basis
for inventory planning and control in SAP-ERP/APO. The complexity and interaction
between the planning steps will be pointed out.
2.1 Material Planning Process in Operations Research
The architecture of a material-planning and control process depends on the type of ma-
terial that is to be planned. In particular, whether the material planning is conducted
in the context of a single-echelon or a multi-echelon environment. To define a general-
ized planning process, a multi-echelon material planning process will be outlined. The
multi-echelon material planning process usually follows a general MRP (Material Re-
quirements Plannning) process, which was developed by IBM in the early 1960s (Hopp
and Spearman (2001)). Before the MRP paradigm was first introduced, each echelon in
an inventory or production setting was planned and controlled as a single-echelon, so
called consumption-based inventory control, and therefore planned disregarding the
direct connection of the materials described by the BOM (Bill of Material). The MRP
method makes use of the direct connections of lower-level items to the final product,
and so distinguishes between independent (market) demand/requirements for the final
products and dependent (internal) material requirements. However, a single-echelon,
consumption-based inventory control might be preferable to an MRP approach when
demand for a SKU is good to forecast, no forecast is conducted, and the control costs
shall be kept at a minimum (e.g. KANBAN). Therefore, both approaches, MRP and
consumption-based inventory planning are valid concepts for inventory planning and
can also be combined within the BOM. In the following both approaches, the general
MRP process and the consumption-based inventory planning, will be outlined.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 3
MRP process
The MRP process starts with generating the system’s input data, which are the inde-
pendent demands for all final products as well as all low-level materials with direct
market demand (e.g. spare parts). The independent demands are generated in the Mas-
ter Production Schedule (MPS) ; further discussion about master production schedul-
ing in advanced planning and scheduling systems can be found in Stadtler and Kilger
(2007). To determine the independent demands, either only customer orders are col-
lected or customer orders and additional forecast values are added. The prerequisite
for a Make-To-Order policy for final products, where only customer orders are col-
lected and no forecast has to be conducted, is that the accepted delivery time by the
customer is greater or equal to the actual lead time of the product. In many situations,
however, the lead time is greater than the accepted delivery time, thus a mixed Make-
To-Order/Make-To-Stock policy has to be applied by splitting the BOM in two or more
parts and conducting MRP runs for each BOM part separately, including the gross re-
quirements determination. This is usually done by a forecast which has to be conducted
to plan prior to the actual customer orders as discussed in Silver et al. (1998). Forecasts
can be conducted either on qualitative or quantitative (historical demand data) infor-
mation. Finally, the forecasted and, if available, the already received customer orders
are added to the Master Production Schedule. The following figure shows a produc-
tion situation where the maximum accepted lead time by the customer (seven days) is
greater than the lead time of the whole BOM (14 days). Thus, the BOM has to be split
at the lowest possible level to allow for the lowest possible inventory holding cost; this
level represents the interface between MTO and MTS (push/pull interface).
For the top level SKUs of each BOM part, the independent demands and customer
orders are determined and fixed in the Master Production Schedule for the planning
period. Once the independent demands are planned in the MPS, the MRP procedure
is launched. For each material, starting from top in the BOM, the following steps are
conducted (Hopp and Spearman (2001)):
1. Net requirements calculation: Determine the net requirement by subtracting on-
hand inventory and outstanding orders from the gross requirement. The gross re-
quirement equals the determined requirement from the MPS for the top level BOM
materials and through BOM explosion for the lower level materials.
2. Lot-sizing: Divide the net requirements in appropriate lot sizes for production or
procurement.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 4
Final Product
Sub‐assembly 1Component 1
Supplier 1 Component 2 Sub‐assembly 2
Raw material 1 Component 3 Component 4
Raw material 2 Raw material 3
Lead time: delivery
(2days, acc. 2days)
Lead time: Production
(2days, acc. 4days)
Lead time: Procurement
(1days, acc. 7days)
Lead time: Production
(1day, acc. 5days)
Lead time: Production
(3days, acc. 8days)Lead time: Production
(1day, acc. 6days)
Supplier 2
Lead time: Procurement
(1day, acc. 7days)
Lead time: Production
(2days, acc. 10days)
Lead time: Production
(3days, acc. 11days)
Supplier 3 Supplier 4
Lead time: Procurement
(1day, acc. 11days)
Lead time: Procurement
(1day, acc. 14days)
MTO‐MTS Interface
MPS: Determine independent demand + customer
MPS: Determine independent demand + customer
Market Demand
Customer accepted lead time
(7 days)
Figure 1: Example of a BOM splitting when production lead time is greater than the
customer accepted lead time
3. Time phasing: Determine start dates for production and order dates for procure-
ment given the due dates of the net requirements and the lead times.
4. BOM explosion: Use the start dates, lot sizes and the BOM to generate gross require-
ments of any required components at the next lower level.
5. Iteration: Repeat these steps until all levels are processed.
For an appropriate design of an MRP system, decisions have to be made in several areas
(Figure 2):
1. MRP strategy: Given basic information such as the BOM structure, lead times, ac-
cepted lead time by the customer, production requirements, capacity restrictions
etc., BOMs might have to be split and then an appropriate MRP strategy (MTS, MTO
or a combination) has to be chosen.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 5
Net
requirement
calculation
Lot‐sizing
Scheduling
BOM
explosion
Independent demand:
Forecasting
Customer orders
Independent gross
requirements
Net requirements
Inventory on‐stock
Outstanding orders
Reservations
Gross requirements
Through BOM explosion for lower‐level items
Lot‐size procedure
Start of production/order date Due date
Lead time
Capacity restrictions
Determination of gross
requirements for immediate
predecessors in BOM
Splitting of net requirements in lots
Schedule lots on machines or for procurement
Iteration to
next lower item
in BOM
Demand
planning
Figure 2: The MRP process
2. Forecasting: If a forecast has to be conducted, an appropriate forecasting method
has to be chosen, including qualitative or quantitative methods.
3. Safety stock: Additionally to the forecast, a safety stock usually has to be planned
to assure a set target service level. For products that experience independent de-
mand, this safety stock has to cover demand variability, lead time variability as well
as additional uncertainties that might arise. For lower level items, no safety stock
is planned; however, if there is considerable lead time variability or other variabil-
ity, a safety stock is planned to account for these uncertainties. The choice of the
safety stock method can have substantial impact on the inventory performance of
the whole MRP system.
4. Inventory policy: How the net requirement is determined and when to set an order
(type of stock review policy) is determined by the chosen inventory policy.
5. Lot-sizing: The net requirements are split into lot sizes to assure feasible lot sizes
(consider minimum, maximum and fix lot size restrictions) as well as to balance
order versus inventory holding costs to reduce overall inventory cost.
6. Job scheduling and capacity management: In a production context the orders have
to be planned in a feasible and cost-optimal sequence for each machine to allow for
low overall production and inventory costs.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 6
Consumption-based material planning process
The consumption-based inventory planning process is simpler than the MRP process,
as interrelations between SKUs based on the BOM are ignored. Each SKU is treated
independently from the others. Thus, a forecast has to be conducted for each SKU
with a lead time greater than the accepted market lead time. If the lead time is shorter
than the accepted lead time by the market, then no inventory is held except for safety
stocks to cover lead time variability. Production or procurement only takes place when
internal or external orders arrive. This approach is usually chosen when the inventory
planning and control costs will be kept at a minimum.
The following figure shows a simple consumption based inventory planning process:
Net requirement
calculation
Lot‐sizing
Scheduling
Ordering
Independent demand:
Forecasting
Customer orders
Gross requirements
Net requirements
Inventory on‐stock
Outstanding orders
Reservations
Gross requirements
Lot‐size procedure
Start of production/order date Due date
Lead time
Capacity restrictions
Set internal or external orders
Splitting of net requirements in lots
Schedule lots on machines or for procurement
Demand planning
Internal orders
Figure 3: The consumption-based process
Depending on the lead time compared to the market accepted lead time, a forecast
has to be conducted and/or internal orders and customer orders are considered. Then
the net requirement calculation follows, then lot-sizing, scheduling and the placing
of internal and external orders. The connection between BOM-related SKUs is only
accounted for by orders; there is no central planning.
The following section discusses how the inventory planning and control process is
implemented in SAP ERP and SAP APO.
2.2 Material Planning Process in SAP
Inventory planning and control in SAP can be conducted using the transaction based
ERP software of SAP, SAP ERP or for more functions, the planning system SAP APO
(now SAP SCM). When both systems are available, combinations of the modules in both

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 7
systems can be used for the inventory planning as well. The following figure shows
the inventory planning and control modules in SAP ERP and SAP APO; the systems can
communicate with each other (data transfer) via the CIF (Core Interface) system.
ERPLIS
(Logistics Information System)
Program Planning
(Sales and Distribution(?))
Flexible Planning
(Standard SOP as special case)
SCM (APO)BW
(Business Warehouse)
Global Availability Check
(gATP)
Demand Planning
(DP)
CIF(Core Interface)
ERP: Place Orders (order confirmation and monitoring) :
Manufacturing and Procurement
Demand planning
(Gross requirements)
Quantity Planning
(Net requirements
+
Lot‐sizing)
Material Requirements Planning
(MRP module)
Scheduling +Capacity
requirem. planning
Supply Network Planning
(SNP)
Production Planning and Detailed
Scheduling (PP/DS)
Capacity Requirements Planning
(CRP module (? Or in MRP‐module?))
Figure 4: The Material Planning Process in SAP ERP and APO
The material planning process in SAP is very similar to the general MRP process as out-
lined in the previous section. The first step is the determination of the gross require-
ments for all BOM top level SKUs (program planning or Master Production Schedule). As
already mentioned, if consumption-based inventory planning is chosen, then the gross
requirements must be determined in the first step as well, disregarding their position
in the BOM. In SAP, the gross requirements are determined by using forecasts and/or
customer orders. The forecasts can be conducted in the SAP ERP module ‘Flexible Plan-
ning’ with ‘Standard SOP’ (Sales and Operations Planning) being a special method of
‘Flexible Planning’; the forecasts are based on historic demand data, which is retrieved
from the Logistics Information System (LIS) . In SAP APO the forecasts are conducted
in the Demand Planning (DP) module , which draws the input data from the internal
Business Warehouse (BW) . This module offers a much wider range of methods and
functionalities than SAP ERP does. The dependent demands, i.e. the customer orders,
are recorded in the Sales and Distribution area of SAP ERP (as orders are transactions).
Once the gross requirements are determined, a global Available-To-Promise (gATP) can
be conducted in SAP APO on the sales order. The ATP function implemented in SAP ERP

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 8
can do a single-level check, however SAP APO offers more functionalities such as multi-
level ATP checks, ATP checks across the whole Supply Chain Network and rule-based
checks; further information about the ATP functionalities can be found in Gulyassy
et al. (2009). Another intermediate step between demand planning and the MRP run is
to use the SNP (Supply Network Planing) module in SAP APO to assign and plan the inde-
pendent demand requirements and already received sales orders to production plants
and procurement and to take stock transfers into account Dickersbach (2009). Thus,
the primary demand is allocated to a production plant or procurement (i.e. supplier).
Now, for quantity planning, the MRP run can be conducted in the ERP MRP module for
each plant. Through BOM explosion the gross requirements are determined for all BOM
levels; additionally lot-sizing and scheduling disregarding capacity restrictions can be
conducted. The quantity planning can also be performed in SAP APO with additional
functions. Scheduling and capacity requirements planning can be executed either in
SAP ERP or SAP APO. If a finite production plan is to be determined, then the capacity
requirements planning in SAP APO offers considerably more functions including the
capacity planning table, detailed scheduling heuristics and an optimizer system using
CPLEX, which is presented by Kallrath and Maindl (2006) in detail. Finally, order conver-
sion and monitoring (processing of external procurement and manufacturing orders)
is conducted, whereas orders for external procurements are executed in the SAP ERP
module Materials Management (MM) which is in the Procurement area of SAP ERP, and
orders for internal production are scheduled and monitored in the SAP ERP module
Production Planning (PP) which is in the Production area of SAP ERP.
In the presented modules that make up the material planning process in SAP, several
parameters have to be set for each material or material groups to allow for an adequate
planning and cost-efficient material planning process. Important parameters in SAP
will be presented in the next section.
2.3 Important Parameters in SAP ERP and APO to conduct the Material Plan-
ning Process
In the previous sections, the structure of the material planning process has been out-
lined, and the SAP modules in SAP ERP and SAP APO, with their basic function for the
material planning process, have been presented. In the concerned SAP material plan-
ning modules several parameters have to be set for each material or material group to
design the material planning process. For each parameter setting there is a choice of
numerous methods implemented in SAP ERP and SAP APO. The choice of the parameter
setting determines the customer service level (CSL) and the inventory cost. Therefore,
choosing the right setting when running SAP as material planning and control system

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 9
is the most important part of material planning. It has already been stressed that due
to the high number of materials to be planned in a company, the high number of pa-
rameters to be set and the numerous methods that can be chosen for each parameter
make the parameter setting a very difficult task. In companies usually two problems
arise. First, due to the high number of materials to be planned one parameter setting is
usually applied for material groups consisting of several hundreds or thousands SKUs.
The special features of a SKU are therefore not always accounted for, as an individu-
alized material planning process for each SKU is not generated. The second problem
that often arises is that the material planner does not exploit the whole potential of the
methods implemented in SAP as some of the functionalities and application of several
methods might not be familiar to the planner. Thus many methods, which might lead
to better results in terms of CSL and inventory costs, are often ignored when setting the
parameters for material planning. In the following, five important parameters for the
material planning process are presented and four of them will be considered for the
development of an automated decision systems for the parameter setting in Section 3.
1. Parameter: MRP strategy
In SAP the MRP strategy parameter for a single material, material group or a whole
or part of a BOM represents the basic structure about how the material planning pro-
cess is conducted. This is a long-term parameter setting, as the name ‘MRP strategy’
suggests, and the basis for the subsequent parameter settings. Therefore, it is very
important to set this parameter in an economically sensible way. As Hoppe (2006)
states, the main decision when setting this parameter is to decide about whether to
use a customer-independent make-to-stock (MTS) planning strategy, meaning that
production and procurement for all materials takes place before demand occurs.
Choosing an MTS strategy affects the choice of the forecasting parameter as a fore-
cast is needed for the market demand or possibly a make-to-order (MTO) planning
strategy is selected with a sales-order-related production and procurement as or-
ders are only submitted once market demand is observed, i.e. customer orders
are received. Using an MTO strategy implies that no forecast is needed as mate-
rial planning is only based on received customer orders (only dependent demand is
considered, no independent demand is planned).
In practice, mixed strategies, combinations of MTS and MTO strategies, are often ap-
plied. The materials on the higher levels of the BOM are planned based on customer
orders to allow for customization and low inventory costs; however, lower BOM level
materials are planned before customer orders arise (MTS) to shorten the total lead
time of the final product. Thus, when setting the MRP strategy parameter to a mixed

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 10
strategy, it must be decided on which BOM level to place the MTO-MTS interface
(customer order decoupling point). This concept of BOM splitting has already been
discussed in Section 2.1. Several more decisions have to be made when setting the
MRP strategy parameter; these will be discussed in detail in Section 3.
2. Parameter: MRP procedure
For the material planning process, it has to be decided which basic procedure in SAP
shall be used. As mentioned before, the MRP procedure (deterministic, plan-driven
procedure) or the consumption-based procedure can be used. A special form of the
MRP procedure is used by the Master Production Scheduling (MPS) procedure, where
the first master schedule items are planned with special care in a first planning run
to determine the MPS. This generates the dependent requirements for the BOM levels
directly under the MPS planning level. Material planning below these levels are not
conducted in this planning run; once the MPS run is conducted, an MRP planning run
is conducted for the planning of the remaining lower-level items. As can be seen, the
right setting of the parameter MRP procedure highly depends on the setting of the
MRP strategy parameter. There is a strong relationship between the production type
(MTO, MTS and mixed strategies) and the applicability of an MRP procedure (MRP,
MPS and consumption-based planning). Additional decisions have to made when
choosing the parameter setting for MRP procedures; these will be outlined in detail
in Section 3.
3. Parameter: Demand planning and forecasting
As mentioned before, in an MRP process, demand planning only takes place for the
top-level materials of each BOM (whereas BOMs can be split). Additionally, demand
planning is conducted for all consumption-based materials; however, consumption-
based demand planning usually follows a simple reorder policy. There are three
combinations of demands that can be planned: (customer-order) independent re-
quirements, customer order requirements, or both, as discussed by Hoppe (2006).
Once the parameters for MRP strategy and MRP procedure are set, it can be deter-
mined from these parameters which type of the three demand planning methods
has to be conducted for each material. Demand planning for lower BOM-level ma-
terials is not conducted explicitly when using the MRP or MPS/MRP procedure, as
these dependent demands are determined through the BOM explosion in the MRP
process.
When only dependent demands are planned (usually implying a strict MTO strategy
is in place), no forecast has to be conducted. Only customer orders are consid-
ered for production and procurement, which are retrieved from SAP-ERP as already

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 11
explained. However, if only independent demands are planned (implying a strict
MTS strategy) or independent and dependent demands have to be considered for
the gross demand planning, then a forecast has to be conducted to estimate future
demand (independent demand). SAP-ERP and SAP-APO offer numerous quantitative
and qualitative forecast methods. The main concern of the Demand Planning and
Forecasting parameter is therefore the choice of an adequate forecast method. As
Gulyassy et al. (2009) point out, in SAP APO a decision system is already in place to
support the material planner in choosing a good forecasting method. Therefore, a
new decision system is not developed for this parameter in Section 3.
4. Parameter: Safety stock
Safety stock planning is an important part of material planning when variability in
terms of demand variability and/or lead time variability occurs. So, whether a safety
stock has to be planned or not depends on whether a material experiences uncertain
demand and/or uncertain lead times. Safety stock for uncertain demand has to be
carried only when a forecast is conducted for a material, that is, when it is (partly)
planned based on independent demand requirements. Materials for which no fore-
cast is conducted, no safety stock has to be planned explicitly to cover demand un-
certainties. Through BOM explosion, required safety stocks are already implemented
in the upper-level materials, which experience uncertain market demand. However,
lead time variability states another source of uncertainty, which all materials can
be subject to. Thus, a (usually relatively small) safety stock or safety time to cover
lead-time variability of a material might have to be planned.
Safety stock planning is a very important tool to achieve a set target customer service
level (CSL), and so the choice of the safety stock planning method, which is the
setting of the safety stock parameter in SAP, has a big impact on the service that is
delivered to the customer. Additionally, the cost aspect of holding safety stock also
is a critical aspect when setting the safety stock parameter as safety stock holding
cost can become a substantial part of the total inventory holding cost. It is therefore
important to balance holding cost and the service level in an economically sensible
way.
In SAP-ERP and SAP-APO, dynamic (time dependent) and static (time independent)
safety stock procedures can be chosen. Further, the methods can be divided into
time-range of coverage methods and order cycle period methods and combinations
of these. As will be discussed in Section 3, there is a strong interdependence be-
tween the safety stock and the lot-sizing parameter as both parameters have critical
impacts on the inventory costs.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 12
5. Parameter: Lot-sizing:
Once the net requirements, including the safety stock, are determined for a material,
the net requirement will be split or merged into lots. There are two reasons for
the splitting or merging into lots: in the academic inventory research the balancing
of the order or setup cost and inventory holding cost is the focus of lot-sizing;
additionally capacity restrictions and material flow as well as additional lot size
constraints often given by the supplier (minimum, maximum or fixed lot size) or
due to technical reasons (delivery in pallets) have to be considered for the planning
and scheduling.
In SAP, numerous methods for lot-sizing are available. These can be divided into
static lot-sizing methods, periodic lot-sizing methods and cost optimizing lot-sizing
methods. Further, functionalities such as additional long-term (periodic) lot size
planning, final lot size for the last order of discontinued materials and lot size split-
ting and overlapping are available and will be discussed in detail in the following
section.
The presented parameters include the most important decision areas in the context of
material planning, such as MTS versus MTO, consumption-based vs demand-driven and
the standard modules of a (single-echelon) inventory system forecasting, safety stock
and lot-sizing. The setting of these parameters to derive an adequate material plan-
ning system can be a complex task as the parameters are interrelated and numerous
settings are available for each parameter. In the following section a decision system for
each parameter will be presented to support the material planner in designing an ade-
quate material planning system and/or allow for an automated setting for each material
(when using SAP-ERP and SAP-APO). As a decision support system for the forecasting
parameter setting is already in place in SAP-APO, the forecasting parameter is not con-
sidered in the following.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 13
3 Decision Systems for the Material Planning Parameters
In the following decision systems are presented that allow an automated configura-
tion/selection of methods for each parameter.
3.1 MRP Strategy
In the following, the decision system for the MRP strategies available in SAP ERP and
SAP APO is presented. Four main decision levels have been identified:
1. Production type: The principal decision of the MRP strategy is the choice of the
production type; in SAP it can be chosen from the five types MTO (Make-To-Order),
MTS (Make-To-Stock), ATO (Assemble-To-Order), ETO (Engineer-To-Order) and STO
(Service-To-Order). This strategic (long-term) decision about how to plan the mate-
rial is usually derived from the nature of the industry, customer expectations and
production settings. The production type is therefore seen as a criterion itself.
2. Product type: The type of product gives important insights about the position in
the BOM of the material; the decision system differentiates several product types
including customer specific products, configurable materials, general final products,
assemblies and phantom assemblies, components, projects, parts of projects, serial
products and services.
3. Planning of configurable materials: There are three basic types of planning for con-
figurable materials offered in SAP: material variant, characteristics pre-planning and
configurable material.
4. Planning level in BOM: The choice of the planning level in the BOM that will be used
to determine the requirements of a material is an important decision. It determines
the interface of MTS and MTO (customer order decoupling point) in the BOM and
therefore the stock-levels as well as the forecast accuracy, which is the main driver of
the safety stock level. The planning level is chosen based mainly on the comparison
of the lead time with the accepted lead time by the market to allow a stocking level
on the lowest possible level in the BOM (implying a low stock value and therefore
low holding costs).
The decision system covers 28 MRP strategies of SAP ERP and SAP APO that are fre-
quently used. The four decision levels give a first overview about the types and dif-
ferences of the MRP strategies. The principle criterion for the choice of MRP strategy
is the ‘production type’ that is used. Further, the ‘product type’ as a criterion gives

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 14
important insights for the strategic material planning decisions. The MRP strategy sets
the strategic (long-term) outline in which a material is planned. This involves several
important implications about the further material planning process, including whether
stocks have to be held at all and at which stage in the BOM, the determination of the
pull/push interface in the BOM as well as which level is used for demand planning.
The choice of an adequate MRP strategy is crucial for an efficient material planning
process. The numerous possible configurations of the ‘MRP strategy’ parameter (choice
of MRP strategy), however, make it difficult to keep overview when deciding on the
setting. The following figure shows the decision system.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 15
YES
NO
YES
NO
NO
YES
YES
NO
YES
NO
YES
NO
NO
NO
YES
YES
YES
YES
NO
NO
YES
NO
YES
NO
YES
NO
YES
YES
NO
YES
NO
YES
NO
NO
YES
Com
mon
fina
lpr
oduc
tCo
nfigu
rabl
em
ater
ial
Cust
omiz
edpr
oduc
tion
Hig
h nu
mbe
r of
vari
ants
(>x)
?
Mat
eria
l var
iant
Ass
embl
y /
phan
tom
ass
embl
yCo
mpo
nent
BO
M s
ucce
ssor
bet
ter
to f
orec
ast?
BO
M s
ucce
ssor
bet
ter
to f
orec
ast?
Plan
ning
on
succ
esso
r le
vel
Confi
gura
ble
mat
eria
l
no p
lann
ing
Char
acte
rist
ics
pre-
plan
ning
Plan
ning
on
asse
mbl
y le
vel
Plan
ning
on
succ
esso
r le
vel
Plan
ning
on
com
pone
nt le
vel
Prep
lann
ing
onco
mpo
nent
leve
l
Pre
-pla
nn
ing
Tota
l LT
final
pro
d >
acc
LT
Prep
lann
ing
No
prep
lann
ing
No
plan
ning
mat
eria
lPr
epla
nwit
hpl
anni
ng m
at.
52, P
repl
anni
ng w
ith-
out
final
ass
embl
y or
cust
omiz
ed p
rod.
89, A
ssem
bly
wit
hch
arac
teri
stic
s pr
e-pl
anni
ng
A -
, B-i
tem
?Pr
epla
nnin
g w
ith
plan
ning
mat
eria
lN
o pl
anni
ngm
ater
ial
prep
lann
ing
no p
repl
anni
ng
Prep
lann
ing
wit
hpl
anni
ng m
ater
ial
No
plan
ning
mat
eria
l
56,C
hara
cter
isti
cspr
epla
nnin
g w
ith
seco
ndar
y de
man
d
25, M
TOpr
oduc
tion
for
confi
gura
ble
mat
eria
ls
65, P
repl
anni
ngm
ater
ial v
aria
nt w
ith
plan
ning
mat
eria
l
55, P
repl
anni
ngm
ater
ial v
aria
nt w
ith-
out
final
ass
embl
y
26, M
TOpr
oduc
tion
for
mat
eria
lva
rian
t
60, P
repl
anni
ngw
ith
plan
ning
mat
eria
l
50, P
repl
anni
ngw
itho
utfin
al a
ssem
bly
20, K
EF (M
TOpr
oduc
tion
)63
, Pre
plan
ning
wit
hpl
anni
ng m
ater
ial w
ith-
out
cust
omiz
ed p
rod.
74, P
repl
anni
ng a
tas
sem
bly
leve
l wit
hout
final
pro
duct
ass
embl
y
59, P
repl
anni
ng a
tPh
anto
m a
ssem
bly
leve
l
Plan
ning
as
'Cus
-to
miz
ed p
rodu
ctio
n'P
lan
nin
g m
ate
ria
l
• Se
vera
l fina
l pro
duct
s w
ith
com
mon
par
tsP
lan
nin
g m
ate
ria
l
• Se
vera
l fina
l pro
duct
s w
ith
com
mon
par
ts
Pre
-pla
nn
ing
Tota
l LT
final
pro
d >
acc
. LT
Pla
nn
ing
ma
teri
al
• Se
vera
l fina
l pro
duct
s w
ith
com
mon
par
ts
Prep
lann
ing
No
prep
lann
ing
Pre
-pla
nn
ing
Tota
l LT
final
pro
d >
acc
. LT
Prim
ary
dem
and
know
n/de
term
inab
le?
Prod
cuti
on o
f pl
anne
d am
ount
,d
isre
gard
ing
the
stoc
k le
vel
Prod
ucti
on s
moo
thin
g im
port
ant
Pla
nn
ing
ma
teri
al
• Se
vera
l fina
l pro
duct
s w
ith
com
mon
par
ts
Pre
-pla
nn
ing
Tota
l LT
final
pro
duct
> a
cc. L
T51
, Pre
-pla
nnin
g w
itho
ut fi
nal
asse
mbl
y (P
roje
ct a
ccou
ntin
g)
61, P
re-p
lann
ing
wit
h pl
an.
mat
eria
l (Pr
ojec
t ac
coun
ting
)
85, A
ssem
bly
wit
h ne
twor
k m
ap
(Pro
ject
)
Succ
esso
r pl
anne
d w
ith
anon
ymou
spr
oduc
tion
+ is
bet
ter
to f
orec
ast
Succ
esso
r pl
anne
d w
ith
anon
ymou
spr
oduc
tion
+ is
bet
ter
to f
orec
ast
10, a
nony
mou
s M
TSpr
od./
Net
pla
nnin
g11
, ano
nym
ous
MTS
prod
./Gro
ss p
lann
ing
Com
mon
fina
lpr
oduc
tA
ssem
bly
/ph
anto
m a
ssem
bly
Com
pone
nt
S-T-
O
A-T
-O
Serv
ice
Vari
ant
Part
of
proj
ect
Proj
ect
Seri
al p
rodu
ct
Fina
l pro
duct
or
asse
mbl
y
86, C
onfig
urat
ion
&as
sem
bly
orde
r
81, A
ssem
bly
wit
hse
ries
pro
duct
ion
82, A
ssem
bly
wit
hpr
oduc
tion
ord
er
84, S
ervi
ce o
rder
Smal
l am
ount
for
'Sal
e-fr
om-s
tock
'
70, P
repl
anni
ng o
nas
sem
bly
leve
l
Plan
ning
on
asse
mbl
y le
vel
M-T
-S
E-T-
O
M-T
-O
Pre-
plan
ning
no p
re-p
lann
ing
21, P
roje
ctac
coun
ting
pre-
plan
ning
wit
hpl
anni
ng m
ater
ial
no p
lann
ing
mat
eria
l
Plan
ning
on
succ
esso
r le
vel
40, P
repl
anni
ngw
ith
final
ass
embl
yco
nsum
ptio
n-ba
sed,
Kan
ban
Plan
ning
on
com
pone
nt le
vel
30, L
ot p
rodu
ctio
n
Plan
ning
on
Succ
esso
r le
vel
STO
(Serv
ice-T
o-O
rder)
:
• Se
rvic
eE
TO (
En
gin
eer-
To-O
rder:
• Pr
ojec
t or
par
t of
pro
ject
(pro
ject
acc
ount
ing)
MTS
(M
ak
e-T
o-S
tock
):
• A
nony
mou
s pl
anni
ng (p
rocu
rem
ent
and
prod
ucti
on in
depe
nden
t fr
om
cu
stom
er o
rder
s)•
AN
D/O
R: L
ead
tim
e >
acc
epte
d le
ad t
ime
ATO
(A
ssem
ble
-To
-Ord
er)
:
• N
umer
ous
final
pro
duct
s ar
e pr
oduc
ed f
rom
com
mon
pre
-pla
nnin
g
(com
mon
ass
embl
ies
and
com
pone
nts)
.•
Use
, whe
n 's
tati
stic
ss'
, 'ra
nge
of c
over
age'
or
'com
bina
tion
'
not
appl
icab
le.
MTO
:
• O
rder
dep
ende
nt p
rodu
ctio
n an
d pr
ocur
emen
t
Figure 5: Configuration of the SAP MRP Strategy Parameter
For better viewability, this Figure is available as a separate download at:
http://www.meiss.com/en/publications/inventory-parameter-configuration-sap.html

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 16
3.2 MRP Procedure
The MRP procedure defines how orders are initiated. The decision system comprises
30 MRP procedures that are implemented in SAP ERP and SAP APO. The MRP procedure
is highly interrelated with the MRP strategy and also strongly influences the structure
of the material planning process. Important decision levels are:
1. Demand-driven (MRP) versus consumption-based: The principal decision when set-
ting the MRP procedure is whether a demand-driven or a consumption-based proce-
dure shall be applied. In general, demand-driven MRP procedures are preferable to
consumption-based procedures as forecasts are only conducted for a few BOM lev-
els and only a few BOM levels need to carry stock to account for forecast errors and
lead time variability. However, when lead time restrictions are in place due to mar-
ket expectations, consumption-based procedures might have to be applied for the
lower-level BOM items. Further reasons for using a consumption-based procedure
are the smoothing of the production to allow for a smoothed capacity utilization
and the use of a simplified order system such as KANBAN when material planning
and control costs shall be kept at a minimum.
2. Periodic versus continuous review: The choice of a periodic or continuous inven-
tory review policy has to be made in the MRP procedure module as well. In general,
a continuous policy is preferable to a periodic policy as it allows for more flexibility
and immediate reaction on current requirements, as no or little time elapses between
an under-stocking situation and a subsequent order. However, a realtime review of
stock levels may arise higher control costs or might not be implementable due to
organizational restrictions.
3. MRP with Master Production Schedule: In the context of demand-driven material
planning, demand planning for critical or important materials can be conducted in a
first step, the Master Production Scheduling. This first demand planning step allows
the planning of the demand of the master schedule materials for a fixed planning
horizon with the benefit of decreased planning nervousness in the MRP system.
4. Supplier managed inventory: If a customer’s inventory shall be replenished by the
supplier, SAP offers ‘replenishment’ MRP procedures allowing a consumption-based
replenishment planning for the customer. For external customers, the SAP VMI (Ven-
dor Managed Inventory) module can be used. For demand-driven material planning,
the SMI (Supplier Managed Inventory) can be chosen.
The decision system for the choice of an adequate MRP procedure in SAP ERP and SAP
APO is presented in Figure 6.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 17
R1
wit
h PD
Dem
and-
driv
en(M
RP)
Dem
and-
driv
en(M
RP)
MR
P w
ith
Mas
ter
Sche
dule
item
s
SMI -
dem
and-
driv
en
SM
P4(p
erio
dic
)P2
(per
iod
ic)
P3(p
erio
dic
)P1
(per
iod
ic)
P4(c
onti
nuou
s)P3
(con
tinu
ous)
P2(c
onti
nuou
s)P1
(con
tinu
ous)
M4
RR
RS
RF
RP
V1
V2
VB
VM
VI
RE
M2
M3
M1
Set
and
fix o
rder
pro
posa
l Set
and
fix
orde
r pr
opos
al m
anua
l con
trol
Set
and
fix o
rder
pro
posa
l Set
and
fix
orde
r pr
opos
al m
anua
l con
trol
Set
and
fix o
rder
pro
posa
l au
tmat
ical
ly w
itho
ut m
anua
l con
trol
Set
and
fix o
rder
pro
posa
l au
tmat
ical
ly w
itho
ut m
anua
l con
trol
Gen
erat
e or
der
prop
osal
s au
tom
atic
ally
? (g
ood
fore
cast
qua
lity)
PDCo
ntin
uous
rev
iew
Peri
odic
rev
iew
peri
odic
sto
chas
tic
polic
y (s
, S),
VV
Del
iver
y rh
ythm
de-
pend
s on
day
of
orde
rpe
riod
ic r
eord
er p
oint
po
licy
(T,s
,S),
R2
Peri
odic
wit
hde
liver
y rh
ythm
Peri
odic
pol
icy
wid
th r
ange
of
cove
rage
pro
file
Cont
inuo
us r
evie
w(r
eord
er p
oint
pol
icy)
Peri
odic
rev
iew
Inte
rnal
cus
tom
erEx
tern
al c
usto
mer
Rep
leni
shm
ent
polic
yCo
nsum
ptio
n-ba
sed
(nor
mal
)
VS
Sais
onal
pla
nnin
g
Cons
umpt
ion-
base
dN
o d
ispo
siti
on
BO
M e
xplo
sion
No
dis
posi
tion
X0,
X1
ND
Gen
erat
e or
der
prop
osal
s au
tom
atic
ally
? (g
ood
fore
cast
qua
lity)
Plan
ning
wit
h fix
ing
hori
zon:
high
pla
nnin
g ne
rvou
snes
s ov
er B
OM
Co
nti
nu
ou
s re
vie
w a
pp
lica
ble
• te
chni
cal a
nd o
rgan
izat
iona
l•
Del
iver
y at
any
dat
e po
ssib
le, n
o fix
ed in
terv
als?
• A
or
B it
ems
only
, if
high
con
trol
cos
ts
MR
P w
ith
Ma
ster
Sch
ed
ule
ite
ms
(cri
tica
l it
em
s)
• M
ater
ial h
as s
igni
fican
t in
fluen
ce o
n pr
oduc
tion
per
form
ance
• O
R p
rodu
ctio
n te
chno
logy
hig
hly
influ
ence
s th
e pr
oduc
tion
pro
cess
• O
R h
igh
shar
e on
ove
rall
turn
over
(A-i
tem
) AN
D t
op le
vel B
OM
item
Dem
an
d-d
riven
(M
RP,
pla
n-b
ase
d, d
ete
rmin
isti
c) v
s co
nsu
mp
tio
n-b
ase
d d
isp
osi
tio
n
• LT
+ L
T of
BO
M-s
ucce
ssor
s <
acc
. LT
• Pr
oduc
tion
sm
ooth
ing
and
stra
tegi
c st
ocki
ng a
re n
ot p
rim
ary
goal
s of
mat
eria
l pla
nnin
g
Co
nd
uct
ion
of
dis
po
siti
on
(M
RP
pro
ced
ure
, M
RP
po
licy
)
• M
ater
ial n
ot c
riti
cal a
nd n
o de
man
d (d
urin
g la
st x
mon
ths)
• O
R: M
inim
al p
lann
ing
effo
rt r
eque
sted
(pla
nnin
g w
ith
BO
M-s
ucce
ssor
thr
ough
BO
M e
xplo
sion
): C-
item
Co
nti
nu
ou
s re
vie
w a
pp
lica
ble
• te
chni
cal a
nd o
rgan
izat
iona
l•
Del
iver
y at
any
dat
e po
ssib
le, n
o fix
ed in
terv
als?
• A
or
B it
ems
only
, if
high
con
trol
cos
ts
Co
nti
nu
ou
s re
vie
w a
pp
lica
ble
• te
chni
cal a
nd o
rgan
izat
iona
l•
Del
iver
y at
any
dat
e po
ssib
le, n
o fix
ed in
terv
als?
• A
or
B it
ems
only
, if
high
con
trol
cos
ts
Rep
len
ish
men
t p
oli
cy
Mat
eria
l pla
nnin
g co
nduc
ted
for
cust
omer
Plan
-dri
ven
+ p
erio
dic
rev
iew
P1
(M
1 w
ith
MP
S i
tem
s):
• O
rder
pro
posa
ls w
ithi
n th
e fix
ing
hori
zon
get
fixed
(but
no
new
pro
posa
ls)
P3
: (M
3 w
ith
MP
S i
tem
s)
• no
t au
tom
atic
fixi
ng o
f or
der
prop
osal
s•
nece
ssar
y pr
opos
als
are
shif
ted
to t
he e
nd o
f
the
fixin
g ho
rizo
n P
4 (
M4
wit
h M
PS i
tem
s)
• O
rder
pro
posa
ls a
re n
ot g
ener
ated
aut
omat
ical
y•
A s
hort
age
situ
atio
n is
not
bal
ance
d
P2
(M
2 w
ith
MP
S i
tem
s)
• O
rder
pro
posa
ls a
re fi
xed
wit
hing
fixi
ng h
oriz
on•
No
auto
mat
ic s
etti
ng o
f ne
w o
rder
pro
posa
ls•
A s
hort
age
situ
atio
n in
fixi
ng h
oriz
on is
not
bala
nced
aut
omat
ical
ly
Plan
ning
wit
h fix
ing
hori
zon:
high
pla
nnin
g ne
rvou
snes
s ov
er B
OM
Set
and
fix o
rder
pro
posa
l au
tmat
ical
ly w
itho
ut m
anua
l con
trol
Set
and
fix o
rder
pro
posa
l au
tmat
ical
ly w
itho
ut m
anua
l con
trol
M0:
No
auto
mat
ic fi
x-in
g of
ord
er p
ropo
sals
Dyn
amic
tar
get
stoc
k le
vel (
A o
r Y,
Z it
em)
Supp
lier
man
ages
stoc
k m
ore
effic
ient
ly?
Sais
onal
pro
duct
?Pl
anni
ng a
ccor
din
gto
BO
M e
xplo
sion
Dyn
amic
tar
get
stoc
kle
vel (
A-
or Y
,Z it
em)
Cons
ider
ext
erna
lre
quir
emen
tsN
o co
nsid
erat
ion
of e
xt. r
equi
rem
.
Cons
ider
ext
erna
lre
quir
emen
ts(R
eser
vati
ons
etc.
not
adeq
uate
lyco
nsid
ered
in f
ore-
cast
and
saf
ety
stoc
k)
• co
nsta
nt d
eman
d
(X-i
tem
)•
B-/
C-it
ems
• O
rder
cos
t re
lati
vely
high
• va
r. de
man
d
(Y, Z
item
)•
A-i
tem
s•
orde
ring
cos
ts
re
lati
ve lo
w
• de
liver
y sc
hedu
le in
plac
e•
rela
tive
ly s
tabl
e av
-
erag
e da
ily d
eman
d
(X-i
tem
) •
use
dyna
mic
ss
(R1)
Use
of
VM
I-m
odul
e
Inte
rnal
or
exte
rnal
cust
omer
Gen
erat
e or
der
prop
osal
s au
tom
atic
ally
? (g
ood
fore
cast
qua
lity)
Plan
ning
wit
h fix
ing
hori
zon:
high
pla
nnin
g ne
rvou
snes
s ov
er B
OM
Plan
-dri
ven
and
cont
inuo
us r
evie
w
Set
reor
der
poin
t au
tom
atic
ally
good
for
ecas
t qu
alit
y
Set
reor
der
poin
t au
tom
atic
ally
good
for
ecas
t qu
alit
y
NO
YES
YES
NO
NO
YES
NO
Co
nC
on
Co
nC
on
Co
nC
on
Co
nC
on
NO
YES
YES
NO
YES
NO
YES
NO
YES
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
YES
NO
NO
YES
YES
NO
YES
NO
Figure 6: Configuration of the SAP MRP Procedure Parameter
For better viewability, this Figure is available as a separate download at:
http://www.meiss.com/en/publications/inventory-parameter-configuration-sap.html

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 18
3.3 Safety Stock
The setting of the safety stock parameter has a high influence on the resulting inventory
cost. The MRP strategy and MRP procedure design the material planning process for
each material. Given the structured planning process, a safety stock method needs to
be chosen that leads to minimal costs. The influence on the design and flow of the
material planning process of the safety stock parameter is low. The safety stock and
lot sizing parameters should therefore be chosen with a strong focus on cost factors.
Besides costs, the setting of an adequate safety stock method is also of high importance
to achieve a specified service level. In the presented decision system, four important
decision levels can be identified.
1. Static versus dynamic safety stock: The principal differentiation of safety stock meth-
ods is between static (time-independent) and dynamic (time-dependent) safety stocks.
Generally, dynamic safety stocks lead to a better inventory performance in terms of
costs and service level as the safety stock is determined based on current require-
ments. The planning effort, however, is usually higher for the material planner as
dynamic safety stock methods need steady maintenance. An important exception is
the statistical safety stock methods, which can be run in an automated way. Static
safety stock methods may be used when the additional planning effort for dynamic
methods can not be justified due to low holding costs or a poor service level when
the material is of lower importance. Static safety stock methods are preferable for
lower value materials and low demand and lead time variability, e.g. in a KANBAN
system. Dynamic methods are preferable for higher value materials and for materi-
als with higher demand and lead time variability.
2. Range of coverage versus order cycle safety stock: In SAP, alternatively to the com-
mon order cycle safety stock, a range of coverage safety stock can be selected. This
method is preferable when safety stock is held mainly for the protection against lead
time variability, as it is measured in safety time.
3. Statistical safety stock methods: As mentioned before, statistical safety stock meth-
ods are automated dynamic methods and therefore require limited planning main-
tenance. In SAP, the Normal distribution and the Poisson distribution (in the Spare
Parts Planning module (SPP) ) are implemented. Based on a target service level, the
required safety stock is determined by the system. The alpha service level or the
beta service level can be chosen as service level measures. As stated by Tempelmeier
(2006), the alpha service level, as an event oriented measure, should be chosen when
stock-out costs have mainly fix cost elements, whereas the beta service level, as an

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 19
amount oriented measure, should be used when the stock-out costs have mainly
variable cost elements.
4. Position in product life cycle: The position of a material in its product life cycle is
important for the safety stock level, as new, old and established products require
different planning. Additionally, materials with seasonal demand require special
treatment.
The decision system considers 14 safety stock methods implemented in SAP.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 20
NO
NO
YES
NO
YES
YES
YES
NO
YES NO YES NO
Position in the product life cycle
Range of coverageplanning
fixed reorderpoint (ERP)
SB (APO, PP/DS)
SM (APO)SZ (APO) MM (APO) Dynamic ssplanning (ERP)
MB (APO) MZ Range of coverage (ERP)
Combination(max{RoC,ss})
Order cycle ss('normaler' ss)
Planning in context ofproduction planning
Continuous review applicable
• technical and organizational• Delivery at any date possible, no fixed intervals?
Stockout mainly cause stockout amount independent costs (fix costs, e.g. expedition)
Stockout mainly cause stockout amount independent costs (fix costs, e.g. expedition)
Order cycle ss('normal' ss)
Range of coverageplanning
Combination(max{RoC,ss})
Statistic ss
Static (fixed) safety stock Dynamic safety stock
Continuous ss
AS (alpha-SL) BS (beta-SL)AT (alpha-SL) BT (beta-SL)
Periodic ss
No safety stock planning
Established material Old/phase-out materialNew/phase-in material(no demand history)
No safety stock planning:
If MTS strategy:
• Low demand variability (and low lead time variability)If MTO strategy:
• Low lead time variability
• OR: L/non-critical part (inventory holding costs too - high due to volume and non-critical part)
Range of coverage planning:
• X-part (low daily demand variability)• AND: periodic/calendar-based ss-planning preferred(i.e. focus on precting against lead time variability); in particular when demand-driven and protecion against lead time variability necessary.Combination of Max{Range of coverage and order cycle ss}:
• same conditions as 'range of coverage planning'• AND: medium/high variability of daily demand (oder cycle ss gets adapted to range of coverage period and then compared to the 'SZ' ss)Order cycle safety stock ('normal' ss):
• Protection against demand and/or lead time variability• Use, when 'range of coverage' or 'combination' not applicable (as these methods make use of more information and therefore generally lead to a more adequate ss)
Statistic ss-planning (according to target service level):
• X or Y-part (coefficient of variation of demand <= 0,5)• Protection agains demand and lead time variability• Minimal planning effortRange of coverage planning:
• X-part (low daily demand variability)• AND: periodic/calendar-based ss-planning preferred (i.e. focus on precting against lead time var- iability); in particular when demand-driven and protecion against lead time variability necessary.Combination of Max{Range of coverage and order cycle ss}:
• same conditions as 'range of coverage planning'• AND: medium/high variability of daily demand (oder cycle ss gets adapted to range of coverage period and then compared to the 'MZ' ss)Order cycle safety stock ('normal' ss):
• Protection against demand and/or lead time variability• Use, when 'statistic ss', 'range of coverage' or 'combination' not applicable.
Saisonal material?
Static or dynamic ss?
Static(fixed) ss (low planning effort, time-independent):• C/N and C/M-parts• B/X/N/non-critical, B/X/M/non-critical parats
Dynamic ss higher planning effort (except for 'statistic ss'), time-dependant,lower costs, higher target service level achievement):• A-parts• B/Y, B/Z and B/X/L and B/X/critical
}}} }
Figure 7: Configuration of the SAP Safety Stock Parameter
For better viewability, this Figure is available as a separate download at:
http://www.meiss.com/en/publications/inventory-parameter-configuration-sap.html

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 21
3.4 Lot-sizing
The lot size parameter determines, given the structured (or designed) material planning
process, how net requirements shall be combined into orders. As the safety stock
parameter, the lot sizing parameter has a strong cost focus. The principal idea of lot
sizing is to balance ordering cost with inventory holding cost and therefore decrease
overall inventory cost. The main decision levels of the lot size parameter are:
1. Static, periodic or optimizing lot size: The principal decision for the lot size param-
eter setting is to decide on whether to use a static, periodic or optimizing lot size
method. The ‘optimizing lot size’ methods are generally preferable as they offer a
scientific optimal method and are well established and tested in practice. However,
when cost factors (i.e. holding cost and ordering cost) are not available or demand
variability is too high, a periodic or static method has to be chosen. The periodic
length for a lot size method can be chosen either in common time units, e.g. daily or
weekly, or according to the accounting period or planning period. ’Replenishment
up to maximum level’ is a special form of the static lot size, which is to be applied
when storage space is limited, e.g. tanks or silos, and the inventory holding costs per
material unit are negligible compared to the order cost. Further, this lot size method
is applicable for low value materials with a relatively constant demand (also for KAN-
BAN planning). All materials, for which the optimizing methods, periodic methods
and ‘replenishment up to maximum level’ are not applicable, are planned according
to the exact lot size method, where only the set lot restrictions are considered and
no additional required consolidation is conducted (i.e. no additional balancing of
ordering and holding costs). The remaining materials are usually mid and low items
with highly variable demand. For the mid-value items, a frequent manual update of
the lot size by the material planner is recommended.
2. Position in product life cycle: As presented in the safety stock decision system,
new, old, and seasonal materials need special treatment.
3. Planning with lot splitting and overlapping: SAP offers the ‘splitting and overlap-
ping’ function for all lot size methods, which is recommended when lots are large
relative to the available capacity; production planning of split lot sizes increases
flexibility, throughput and WIP (work-in-process) as batch sizes are decreased.
4. Long-term periodic lot size planning: In some cases production planning or the sup-
plier require the quotation of long-term lot sizes in order to conduct capacity plan-
ning, material pre-planning and reservations. For this case, SAP offers the additional
use of a long-term lot size planning method. For the long-term lot size planning, all

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 22
periodic lot size methods are available. The period length is chosen based on the
requirements of the production, supplier, controlling or any other addressees.
The following lot size decision system considers 16 methods implemented in SAP ERP
and SAP APO.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 23
NO
NO
NO
YES
YES
YES
YES
YES
NO
NO
NO
YES
NO
YES
NO
YES
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
FK: F
ix lo
t si
ze f
orcu
stom
er s
peci
fic o
rder
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
EX/E
S/ZX
:ex
act
lot
size
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
Ho
url
y l
ot
size
– A
/X it
em–
OR
: ver
y lim
ited
sto
r-
age
and
L or
N-i
tem
– O
R: v
ery
high
rat
e of
ob
sole
scen
ce
(<
1day
)+
low
ord
er/s
etup
cos
t+
ver
y sh
ort
lead
tim
e
(<1d
ay)
Sh
ift
lot
size
– A
/X, B
/X it
em–
OR
: ver
y lim
ited
sto
r-
age
and
L or
N-i
tem
– O
R: v
ery
high
rat
e of
obso
lesc
ence
(<2d
ays)
+ lo
w o
rder
/set
up c
ost
+ v
ery
shor
t le
ad t
ime
(<
2d)
Da
ily l
ot
size
– A
/X,A
/Y,B
/X it
em–
OR
: lim
ited
sto
rage
and
L-it
em–
OR
: hig
h ra
te o
f
obso
lesc
ence
(7
days
)+
low
ord
er/s
etup
cos
t+
sho
rt le
ad t
ime(
<7d
)
Week
ly l
ot
size
– A
/Z,B
/X,C
/X it
em–
OR
: lim
ited
sto
rage
and
L-it
em–
OR
: hig
h ra
te o
f
obso
lesc
ence
(<4w
ks)
+ lo
w o
rder
/set
up c
ost
+ s
hort
lead
tim
e
(<4w
ks)
2-w
eek
ly l
ot
size
– B
/Y,C
/Y it
em–
OR
: lim
ited
sto
rage
and
L-it
em–
OR
: mod
erat
e ra
te
of o
bsol
esce
nce
(<
8wks
)+
mod
erat
e or
der/
se
tup
cost
+ m
oder
ate
LT (<
8wks
)
Mo
nth
ly l
ot
size
– B
/Z,C
/Z it
em–
OR
: low
rat
e of
obso
lesc
ence
(>8w
ks)
+ lo
w o
rder
/set
up c
ost
+ lo
ng le
ad t
ime
(>
8wks
)
Qu
art
erl
y l
ot
size
(an
alo
g t
o P
PS
pla
nn
ing
ca
len
da
r)
– C/
Z it
em–
Coor
din
atio
n w
ith
pr
oduc
tion
pla
nnin
g/
item
onl
y ne
eded
for
one
prod
ucti
on r
un
Fle
xib
le p
eri
od
(an
alo
g t
o p
ost
ing
peri
od
)
– Co
ord
inat
ion
wit
h
acco
unti
ng s
yste
m–
Whe
n m
ater
ial c
ost
ne
ed t
o be
det
er-
m
ined
wit
hin
the
po
stin
g pe
riod
(e.g
.
for
proj
ects
)
HB
: Rep
leni
shm
ent
unti
l max
leve
l
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
Hou
rly
lot
size
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
Shif
t lo
t si
ze
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
TB: D
aily
lot
size
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
WB
: Wee
kly
lot
size
No
long
-ter
mpl
anni
ng
Peri
odic
Stat
ic
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
W2:
2-w
eekl
y lo
t si
ze
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
MB
: Mon
thly
lot
size
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
PK: P
erio
d ac
cord
ing
to p
lann
ing
cale
nder
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
PK: P
erio
d ac
cord
ing#
to p
lann
ing
cale
nder
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
SP: P
art
peri
odba
lanc
ing
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
Split
ting
of
big
lots
(big
lot,
sm
all c
apac
ity)
GR
: Gro
ff r
eord
erpr
oced
ure
Lot
size
wit
h sp
litti
ngan
d ov
erla
ppin
g
DY:
Dyn
amic
lot
size
cre
atio
nW
I: Le
ast
unit
cos
tpr
oced
ure
Exac
t fin
al lo
t-si
ze
Opt
imiz
ing
'Rep
leni
shm
ent
to m
axim
um le
vel'
• hi
gh o
rder
cos
ts, n
eglig
ible
hol
din
g co
st,
lim
ited
sto
ckro
om•
AN
D/O
R t
echn
ical
req
uire
men
t, e
.g. s
ilo, t
ank
Add
itio
nal l
ong-
term
lot
size
pla
nnin
g•
Whe
n pr
oduc
tion
pla
nnin
g or
sup
plie
r ne
ed lo
ng-t
erm
est
imat
es
Choi
ce o
f pe
riod
leng
th f
or w
hich
the
req
uire
men
ts a
re c
ombi
ned
to o
ne lo
t si
ze |
E.g.
spe
cific
atio
n by
sup
plie
r,pr
oduc
tion
pla
nnin
g, c
ontr
ollin
g/bu
dget
pla
nnin
g fo
r ad
vanc
ed p
lann
ing
and
rese
rvat
ion
Ch
oic
e o
f p
eri
od
len
gth
for
whi
ch t
he r
equi
rem
ents
are
com
bine
d to
one
lot
size
(if p
re-s
peci
fied
deliv
ery
peri
od (e
.g. b
y su
pplie
r) ,
corr
espo
ndin
g pe
riod
leng
th t
o be
cho
sen;
oth
erw
ise
give
n cr
iter
ia a
pply
)
Dai
ly lo
t si
zeW
eekl
y lo
t si
ze2-
wee
kly
lot
size
Mon
thly
lot
size
Peri
od a
nalo
g to
acco
unti
ng p
erio
dPe
riod
acc
ord
ing
topl
anni
ng c
alen
der
X-it
em
B-i
tem
Proc
urem
ent
mat
eria
l(+
dis
coun
t an
d su
pply
stru
ctur
e im
port
ant)
New
/pha
se-i
n m
ater
ial
(no
dem
and
hist
ory)
FX/F
S: F
ix lo
t si
ze•
Can
be e
nter
ed a
s fix
lot
size
res
tric
tion
Esta
blis
hed
mat
eria
l
Sais
onal
mat
eria
l
Cust
omer
-spe
cific
Po
siti
on
in
pro
du
ct l
ife c
ycl
e
Ap
pli
cati
on
of
ad
dit
ion
al
lot
size
meth
od
:
• L-
part
s an
d lim
ited
sto
ckro
om•
AN
D: Z
-par
ts a
nd n
ot d
eman
d-dr
iven
• A
ND
: no
sais
onal
mat
eria
l (Z-
cate
gori
zati
on v
alid
e va
lid o
ver
all p
erio
ds)
• A
ND
: NO
'rep
leni
shm
ent
to m
axim
um le
vel'
(hol
din
g co
sts
are
not
negl
igib
le c
ompa
red
to o
rder
cos
ts)
Op
tim
izin
g m
eth
od
• A
or
B it
em•
Dem
and-
driv
en O
R M
TO•
Cons
umpt
ion-
base
d O
R d
eman
d pl
anni
ng w
ith
fore
cast
for
BO
M t
op-l
evel
and
X,Y
item
• In
vent
ory
hold
ing
cost
and
ord
er c
ost
know
n•
No
plan
ning
in fi
xed
orde
r-/d
eliv
ery-
inte
rval
s O
R t
his
is n
ot f
ocus
of
the
lot-
size
pla
nnin
g•
If li
mit
ed s
tock
room
: no
Y/L
part
sE
lse:
Peri
od
ic m
eth
od
• D
eman
d-dr
iven
OR
MTO
• Co
nsum
ptio
n-ba
sed
or d
eman
d pl
anni
ng w
ith
fore
cast
for
BO
M t
op-l
evel
and
X, Y
item
• A
ND
/OR
A-i
tem
(inc
lud
ing
A/Z
-ite
ms)
• A
ND
/OR
: Pla
nnin
g in
fixe
d or
der-
/del
iver
y-in
terv
als
(incl
udin
g Z-
item
s)E
lse:
Sta
tic
meth
od
• 'R
eple
nish
men
t to
max
imum
leve
l' (h
igh
orde
r co
sts,
neg
ligib
le h
old
ing
cost
, lim
ited
sto
ckro
om a
nd/o
r
tech
nica
l req
uire
men
t, e
.g. s
ilo, t
ank)
• R
emai
ning
mat
eria
ls: '
EX'(e
xact
lot
size
); in
par
ticu
lar
for
B/Z
and
C/Z
item
s, w
hen
cons
umpt
ion-
base
d
or B
OM
top
-lev
el a
nd f
orec
ast
is c
ondu
cted
En
ter
lot
size
rest
rict
ion
s
• M
in lo
t si
ze (e
.g. q
uote
d by
pro
duct
ion
or s
uppl
ier)
• M
ax lo
t si
ze (e
.g. q
uote
d by
pro
duct
ion,
sup
plie
r or
inve
ntor
y)•
Fix
lot
size
(tec
hnic
al r
estr
icit
ons:
tan
ks, p
alet
tes,
box
es)
Old
/pha
se-o
ut m
ater
ial
• La
st o
rder
LL p
erio
dic
Figure 8: Configuration of the SAP Lot Sizing Parameter
For better viewability, this Figure is available as a separate download at:
http://www.meiss.com/en/publications/inventory-parameter-configuration-sap.html

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 24
The four presented decision systems give a structured overview of the available inven-
tory methods in SAP for each parameter. As these parameters are complex and linked
to one another, decisions taken in one parameter might affect decisions in following
parameters. Further, same or similar criteria are used in the different decision systems,
which might give rise to a simplification or merging of the decision systems to one sys-
tem. Interrelations and further insights will be discussed and outlined in the following
chapter.
4 Analysis of the Decision Systems
The complexity of the decision systems, their interrelations and applied criteria will be
discussed in the following.
4.1 Interrelations of the Decision Systems and Overview of Decision Criteria
In the decision systems for the four material planning parameters, 51 criteria are used.
The following table shows which criteria are used for which parameter. Some of the cri-
teria are used in combination with each other for a decision in the system, which leads
to this relatively high number of applied criteria. As indicated in the table, twelve crite-
ria were identified as being of major importance, including the common ABC, XYZ and
LMN (large, medium and small volume item) analysis as well as inventory cost factors
such as holding cost and order cost. Further, the criterion ‘criticality’ implies that the
material plays a critical role in the production process or for the final product or that
the material has a critical supply chain. Critical materials might require special treat-
ment when determining the safety stock; further the criticality can be accounted for
already in the material planning layout of the MRP process, the MRP strategy. Further
materials which require special treatment are ‘old’ and ‘new’ materials, which are iden-
tified by the criterion ‘position in product life cycle’, as well as materials with seasonal
demand.
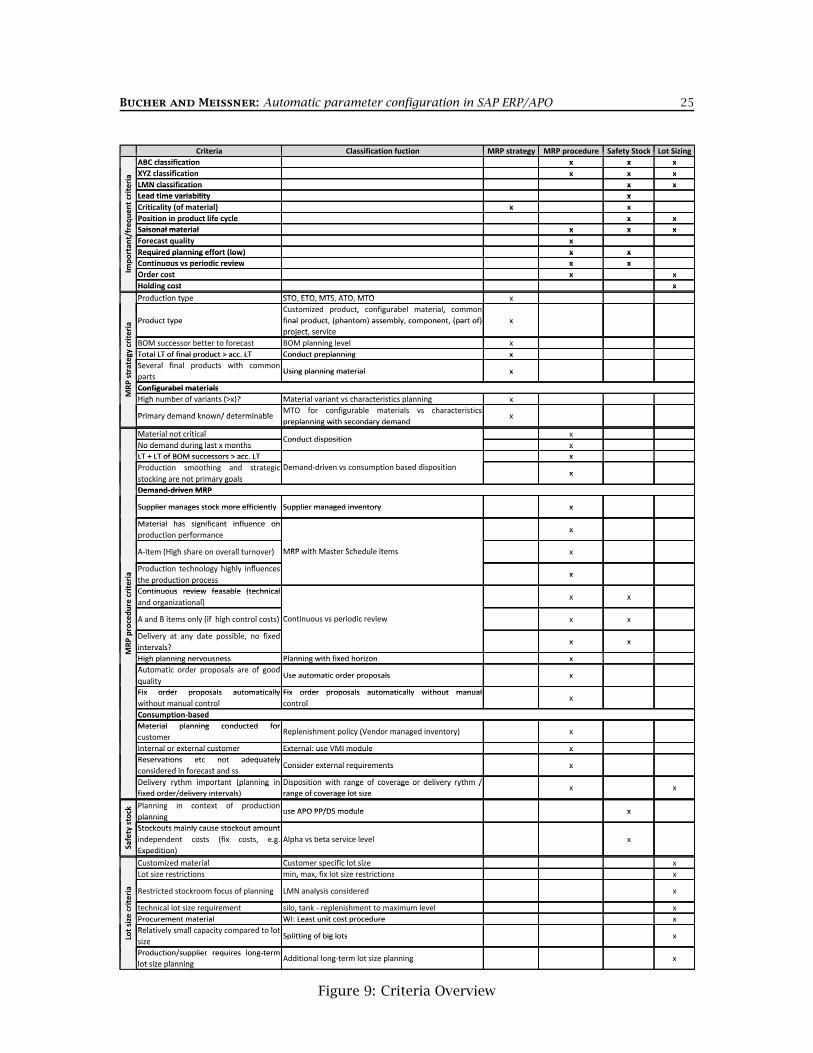
Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 25
Criteria Classification fuction MRP strategy MRP procedure Safety Stock Lot SizingCriteria Classification fuction MRP strategy MRP procedure Safety Stock Lot Sizing
ABC classification x x xABC classification x x x
XYZ classification x x xXYZ classification x x x
LMN classification x xteri
a XYZ classification x x x
LMN classification x x
crit
eri
a
LMN classification x x
Lead time variability x
t cr
ite
r
Lead time variability x
Criticality (of material) x x
ue
nt
crit
e
Criticality (of material) x x
Position in product life cycle x xqu
en
t cr
Criticality (of material) x x
Position in product life cycle x x
po
rta
nt/
fre
qu
en
Position in product life cycle x x
Saisonal material x x x
po
rta
nt/
fre
qu
en
Saisonal material x x x
Forecast quality x
po
rta
nt/
fre
Forecast quality x
Required planning effort (low) x x
po
rta
nt/
fr
Forecast quality x
Required planning effort (low) x x
po
rta
nt/
fr
Required planning effort (low) x x
Continuous vs periodic review x x
Imp
ort
an
t/fr
Continuous vs periodic review x x
Order cost x x
Imp
ort
an
t/fr
Order cost x x
Holding cost x
Im
Order cost x x
Holding cost xHolding cost x
Production type STO, ETO, MTS, ATO, MTO xProduction type STO, ETO, MTS, ATO, MTO x
Customized product, configurabel material, commonCustomized product, configurabel material, common
Product type
Customized product, configurabel material, common
final product, (phantom) assembly, component, (part of) x
teri
a Product type final product, (phantom) assembly, component, (part of)
project, service
x
ite
ria
project, service
BOM successor better to forecast BOM planning level x cri
teri
a
BOM successor better to forecast BOM planning level x
eg
y c
rite
ri
BOM successor better to forecast BOM planning level x
Total LT of final product > acc. LT Conduct preplanning x
ate
gy
cr
Total LT of final product > acc. LT Conduct preplanning x
Several final products with common
tra
teg
y
Several final products with common
partsUsing planning material x
RP
str
ate
gy
partsUsing planning material x
RP
str
at
parts
Configurabel materials
MR
P s
Configurabel materials
High number of variants (>x)? Material variant vs characteristics planning x
MR
P s
High number of variants (>x)? Material variant vs characteristics planning x
MTO for configurable materials vs characteristics
M
Primary demand known/ determinableMTO for configurable materials vs characteristics
xPrimary demand known/ determinableMTO for configurable materials vs characteristics
preplanning with secondary demandx
preplanning with secondary demand
Material not critical xMaterial not critical x
No demand during last x months xConduct disposition
No demand during last x months xConduct disposition
No demand during last x months x
LT + LT of BOM successors > acc. LT xLT + LT of BOM successors > acc. LT x
Production smoothing and strategic Demand‐driven vs consumption based dispositionProduction smoothing and strategic
stocking are not primary goalsx
Demand‐driven vs consumption based disposition
stocking are not primary goalsx
stocking are not primary goals
Demand‐driven MRPDemand‐driven MRP
Supplier manages stock more efficiently Supplier managed inventory xSupplier manages stock more efficiently Supplier managed inventory x
Material has significant influence onx
Material has significant influence on
production performancex
production performancex
A‐item (High share on overall turnover) xMRP with Master Schedule itemsA‐item (High share on overall turnover) xMRP with Master Schedule items
Production technology highly influencesProduction technology highly influences
the production processx
teri
a
the production processx
crit
eri
a
the production process
Continuous review feasable (technicalx x
e c
rite
ri
Continuous review feasable (technical
and organizational)x x
ure
cri
teri
and organizational)x x
du
re c
r
A and B items only (if high control costs) x xContinuous vs periodic review
roce
du
re
A and B items only (if high control costs) x xContinuous vs periodic review
RP
pro
ced
Delivery at any date possible, no fixed
RP
pro
ce
Delivery at any date possible, no fixed
intervals?x xR
P p
roce
intervals?x x
MR
P p
intervals?
High planning nervousness Planning with fixed horizon x
MR
P p
High planning nervousness Planning with fixed horizon x
Automatic order proposals are of goodAutomatic order proposals are of good
qualityUse automatic order proposals x
qualityUse automatic order proposals x
quality
Fix order proposals automatically Fix order proposals automatically without manualx
Fix order proposals automatically
without manual control
Fix order proposals automatically without manual
controlx
without manual control controlx
Consumption‐basedConsumption‐basedConsumption‐based
Material planning conducted forReplenishment policy (Vendor managed inventory) x
Material planning conducted for
customerReplenishment policy (Vendor managed inventory) x
customerReplenishment policy (Vendor managed inventory) x
Internal or external customer External: use VMI module xInternal or external customer External: use VMI module xInternal or external customer External: use VMI module x
Reservations etc not adequatelyConsider external requirements x
Reservations etc not adequately
considered in forecast and ssConsider external requirements x
considered in forecast and ssConsider external requirements x
Delivery rythm important (planning in Disposition with range of coverage or delivery rythm /Delivery rythm important (planning in Disposition with range of coverage or delivery rythm /x x
Delivery rythm important (planning in
fixed order/delivery intervals)
Disposition with range of coverage or delivery rythm /
range of coverage lot sizex x
fixed order/delivery intervals) range of coverage lot size
Planning in context of productionPlanning in context of productionuse APO PP/DS module x
tock
Planning in context of production
planninguse APO PP/DS module x
sto
ck
planning
Stockouts mainly cause stockout amount
Sa
fety
sto
ck
Stockouts mainly cause stockout amount
independent costs (fix costs, e.g. Alpha vs beta service level x
Sa
fety
s
independent costs (fix costs, e.g. Alpha vs beta service level x
Sa
fety
independent costs (fix costs, e.g.
Expedition)
Alpha vs beta service level x
Sa
fety
Expedition)
Customized material Customer specific lot size xCustomized material Customer specific lot size x
Lot size restrictions min, max, fix lot size restrictions xLot size restrictions min, max, fix lot size restrictions xLot size restrictions min, max, fix lot size restrictions x
Restricted stockroom focus of planning LMN analysis considered xria Restricted stockroom focus of planning LMN analysis considered x
cri
teri
a Restricted stockroom focus of planning LMN analysis considered x
technical lot size requirement silo, tank ‐ replenishment to maximum level x cri
teri
a
technical lot size requirement silo, tank ‐ replenishment to maximum level x
ze c
rite
technical lot size requirement silo, tank ‐ replenishment to maximum level x
Procurement material WI: Least unit cost procedure x
siz
e c
ri
Procurement material WI: Least unit cost procedure x
Relatively small capacity compared to lot
Lot
size
Relatively small capacity compared to lot
sizeSplitting of big lots xLo
t si
sizeSplitting of big lots xLo
t
size
Production/supplier requires long‐termAdditional long‐term lot size planning x
Production/supplier requires long‐term
lot size planningAdditional long‐term lot size planning x
lot size planningAdditional long‐term lot size planning x
Figure 9: Criteria Overview

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 26
The MRP strategy sets up the material planning structure in which the planning pro-
cess will take place. This parameter mainly draws on given conditions, involving minor
managerial decisions and therefore makes use of only eight criteria, seven of which are
used for this parameter exclusively. This implies a rather low dependance on other pa-
rameters; however, the following parameter decisions heavily depend on the decisions
undertaken in the MRP strategy. For example, the BOM level chosen as the planning
level will have an impact on the forecast quality, as materials in the BOM might experi-
ence different demand variability.
The decision system for the MRP procedure parameter represents the most complex
system, involving 22 criteria, 12 of which are used exclusively for that parameter. This
is due to the function of this parameter, which is filling the planning framework given
by the MRP strategy with detailed planning and control procedures, e.g. decisions about
applying SMI or VMI, using a Master Production Schedule, a continuous or periodic re-
view policy or fixed planning horizons. This multitude of decisions to design a detailed
material planning process leads to a high number of criteria used. The MRP procedure
parameter is influenced by decisions taken in the MRP strategy module. Further, it has
seven criteria in common with the safety stock module, which suggests that similar
decisions have to be made in both modules. As the MRP strategy and MRP procedure
parameters together form the (detailed) process design of the material planning run,
both strongly influence the safety stock and lot-sizing parameters.
The safety stock and lot sizing parameter have, unlike the planning process de-
signing MRP strategy and MRP procedure parameters, a stronger immediate cost focus.
While assuring a high service level, the goal in these two parameters is to minimize
inventory costs. The ABC- and LMN-analysis are therefore important criteria in both de-
cision systems. The lot-sizing decision system directly draws on the order and holding
costs, which is a sign of the very strong cost focus of the lot size parameter. The safety
stock parameter needs to assure a determined service level, and therefore, criteria rep-
resenting the level of demand and lead-time variability are important. Both parameters
have to be configured given the detailed material planning process designed by the two
preceding parameters, showing their high dependency on these two parameters. The
safety stock and lot-sizing parameters follow similar goals and hence, are similar in
structure and criteria used; the dependencies between these two parameters, however,
are limited.
4.2 Implementation of the Decision System in SAP ERP/APO
Before planning an implementation of the decision systems in SAP, these systems
should be tested in the context of various industries and supply chain designs to as-

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 27
sure that the systems configure adequate material planning systems for a wide range
of different materials. Next, the additional information cost incurred by providing the
necessary input data for the decision systems needs to be evaluated and compared
to the potential cost savings of having the material planning systems configured au-
tomatically by the system. As discussed in the previous section, 51 criteria need to
be applied for the conduction of all four decision systems. That implies that a lot of
information has to be stored and maintained in the Material Master for the decision
systems to work. The following table gives insights about which information needs to
be maintained for which criteria.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 28
Da
taC
rite
ria
Dra
win
g f
rom
oth
er
crit
eri
a
Co
mp
uls
ory
da
ta e
ntr
ies
cost
/va
lue
pe
r u
nit
AB
C c
lass
ific
ati
on
C‐i
tem
: lo
w p
lan
nin
g e
ffo
rt r
eq
uir
ed
X‐i
tem
: g
oo
d f
ore
cast
qu
ali
ty (
or
use
MA
PE
)
pri
ma
ryd
em
an
dk
no
wn
(MT
O)
/d
ete
rmin
ab
le(g
oo
dfo
reca
stq
ua
lity
=X
‐
ite
m (
or
use
MA
PE
))
au
tom
ati
co
rde
rp
rop
osa
lsa
reo
fg
oo
dq
ua
lity
(go
od
fore
cast
qu
ali
ty(X
‐ite
m
or
MA
PE
))
fix
ord
er
pro
po
sals
au
tom
ati
call
yw
ith
ou
tm
an
ua
lco
ntr
ol
(au
tom
ati
co
rde
r
pro
po
sals
are
of
go
od
qu
ali
ty (
go
od
fo
reca
st q
ua
lity
(X
‐ite
m o
r M
AP
E))
)
no
de
ma
nd
du
rin
g l
ast
x m
on
ths
sea
son
al
ma
teri
al
(se
aso
na
l d
em
an
d p
att
ern
)
po
siti
on
in
pro
du
ct l
ife
cy
cle
(d
em
an
d i
ncr
ea
se,
sta
gn
ati
on
, fa
ll)
his
tori
cal
lea
d t
ime
s
(ma
rke
t) a
cce
pte
d l
ea
d t
ime
BO
M s
ucc
ess
or
be
tte
r to
fo
reca
st (
in c
om
bin
ati
on
wit
h f
ore
cast
qu
ali
ty c
rite
rio
n)
sev
era
l fi
na
l p
rod
uct
s w
ith
co
mm
on
pa
rts
pro
du
ctio
n o
r p
rocu
rem
en
t
pro
du
ctio
n t
yp
ep
rod
uct
ion
ty
pe
pro
du
ct t
yp
ep
rod
uct
ty
pe
con
tin
uo
us
rev
iew
fe
asa
ble
(te
chn
ica
l a
nd
org
an
iza
tio
na
l)
Aa
nd
Bit
em
so
nly
(if
hig
hco
ntr
ol
cost
s(e
.g.
ma
nu
al
con
tro
ln
ece
ssa
ry/n
oe
lect
ron
icsy
ste
min
pla
ce))
Da
ta e
ntr
ies
on
ly i
f re
lev
an
t/a
va
ila
ble
lot
size
re
stri
ctio
ns
tech
nic
al
lot
size
re
qu
ire
me
nt
(av
era
ge
) o
rde
r co
sto
rde
r co
st
inv
en
tory
ho
ldin
g c
ost
(ra
te)
ho
ldin
g c
ost
LMN
cla
ssif
ica
tio
n
rest
rict
ed
sto
ckro
om
fo
cus
of
pla
nn
ing
('y
es'
, w
he
n s
tora
ge
sp
ace
re
qu
ire
me
nt
da
ta e
nte
red
)
Ev
alu
ati
on
:cr
itic
ali
tyo
fm
ate
ria
l(m
ate
ria
lh
as
sig
nif
ica
nt
infl
ue
nce
on
pro
du
ctio
n
pe
rfo
rma
nce
, p
rod
uct
ion
te
chn
olo
gy
hig
hly
in
flu
en
ces
the
pro
du
ctio
n p
roce
ss e
tc.)
crit
ica
l m
ate
ria
l
de
liv
ery
sch
ed
ule
(if
av
ail
ab
le)
fixe
d d
eli
ve
ry s
che
du
le
nu
mb
er
of
va
ria
nts
hig
h n
um
be
r o
f v
ari
an
ts (
> x
, e
.g.
50
or
wh
at
is n
ot
ma
na
ga
ble
ma
nu
all
y)?
pro
du
ctio
nsm
oo
thin
gim
po
rta
nt
(te
chn
ica
lre
qu
ire
me
nts
),e
.g.
hig
hp
rod
uct
ion
sta
rtin
g
cost
pro
du
ctio
n s
mo
oth
ing
an
d s
tra
teg
ic s
tock
ing
are
pri
ma
ry g
oa
ls
Ev
alu
ati
on
: su
pp
lie
r m
an
ag
es
sto
ck m
ore
eff
icie
ntl
ysu
pp
lie
r m
an
ag
es
sto
ck m
ore
eff
icie
ntl
y
Ev
alu
ati
on
: h
igh
pla
nn
ing
ne
rvo
usn
ess
ov
er
BO
M l
ev
els
hig
h p
lan
nin
g n
erv
ou
sne
ss
ma
teri
al
pla
nn
ing
co
nd
uct
ed
fo
r cu
sto
me
r
inte
rna
l o
r e
xte
rna
l cu
sto
me
r
Ev
alu
ati
on
:re
serv
ati
on
sn
ot
ad
eq
ua
tely
con
sid
ere
din
fore
cast
an
dsa
fety
sto
ck(r
eg
ula
r,
exp
ect
ed
de
ma
nd
or
rath
er
irre
gu
lar,
un
exp
ect
ed
de
ma
nd
(e
.g.
ne
w c
ust
om
er)
)re
serv
ati
on
s e
tc n
ot
ad
eq
ua
tely
co
nsi
de
red
in
fo
reca
st a
nd
ss
Ev
alu
ati
on
: st
ock
ou
ts c
au
se m
ain
ly a
mo
un
t in
de
pe
nd
en
t (f
ixe
d)
cost
s (i
f k
no
wn
)st
ock
ou
ts m
ain
ly c
au
se s
tock
ou
t a
mo
un
t in
de
pe
nd
en
t co
sts
(fix
co
sts,
e.g
. e
xpe
dit
ion
)
cap
aci
ty [
pe
r ti
me
un
it]
rela
tiv
ely
sm
all
ca
pa
city
co
mp
are
d t
o l
ot
size
(lo
t si
ze/c
ap
aci
ty[p
er
tim
e u
nit
] >
x)
lon
g‐t
erm
lo
t si
ze r
eq
uir
em
en
t in
pla
ce a
nd
pe
rio
d l
en
gth
pro
du
ctio
n/s
up
pli
er
req
uir
es
lon
g‐t
erm
lo
t si
ze p
lan
nin
g
pla
nn
ing
wit
hfi
xed
pla
nn
ing
ho
rizo
n:
ma
nu
al
con
tro
lo
fo
rde
rse
ttin
gn
ece
ssa
rya
nd
po
ssib
le?
(a
uto
ma
tic
ord
er
sett
ing
in
ad
eq
ua
te,
en
ou
gh
sta
ff a
nd
A o
r C
ite
m)
fix
ord
er
pro
po
sals
au
tom
ati
call
yw
ith
ou
tm
an
ua
lco
ntr
ol
(au
tom
ati
co
rde
rp
rop
osa
lsa
reo
fg
oo
d
qu
ali
ty (
go
od
fo
reca
st q
ua
lity
(X
‐ite
m o
r M
AP
E))
)
Ev
alu
ati
on
: m
ate
ria
l p
lan
nin
g c
on
du
cte
d f
or
cust
om
er
(in
tern
al
or
ext
ern
al)
lot
size
re
stri
ctio
ns
(if
in p
lace
) +
te
chn
ica
l lo
t si
ze (
ma
x re
ple
nis
hm
en
t le
ve
l)
his
tori
cal
de
ma
nd
da
ta
XY
Z c
lass
ific
ati
on
lea
d t
ime
va
ria
bil
ity
AN
D
tota
l LT
of
fin
al
pro
du
ct >
acc
. LT
BO
M
Ev
alu
ati
on
: co
nti
nu
ou
s re
vie
w f
ea
sab
le (
or:
ele
ctro
nic
in
ve
nto
ry c
on
tro
l in
pla
ce)
sto
rag
e s
pa
ce r
eq
uir
em
en
t (i
f re
stri
cte
d s
tock
roo
m o
f im
po
rta
nce
)
Figure 10: Data Overview

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 29
Only eight data entries are compulsory to maintain in the Material Master file for
each SKU. Additional 16 data entries can be maintained to allow for a wider range of
methods to chose from in the decision systems. Out of the 16 data entries, only relevant
information in the specific context of a company’s inventory and supply chain has to
be stored; the decision about how much information to maintain can be made on a SKU
basis. Thus, the information requirement can be controlled and kept to a reasonable
level for each SKU or SKU group. Further, some decisions can be excluded from the
decision systems and be set manually to avoid an overwhelming data maintenance
effort, e.g. the decision about splitting or not splitting a lot size when the lot size is
relatively large compared to the available capacity might be a decision to be done along
the operations run.
Some of the 8 compulsory data entries are usually already maintained in SAP, such
as ‘value per unit’, ‘historical demand’, ‘historical lead times’ or at least an estimate
of the average lead time, and the BOM. Further, some of the optional data entries are
usually maintained in SAP as well, such as ‘lot size restrictions’, ‘order cost’, ‘inventory
holding cost’ and ‘delivery schedule’. Thus, the additional data requirements needed
for applying the decision systems might cause limited effort.
The implementation of the decision systems in SAP ERP or SAP APO as an add-on
(monitor) tool might be a promising solution to apply the results of this work effec-
tively in SAP for the everyday business. In order to reduce the required effort of an
implementation, the decision systems can also be implemented individually. This will
incur less work and cost and allow the use of the decision system for the parameters in
which the most support is needed by the material planners. As mentioned before, such
a decision system for the configuration of the forecast parameter is already in place in
SAP. Further, it is possible to exclude some detailed decisions from the decision sys-
tems to allow for a rough configuration of the parameter only, leaving some details for
manual (group-wise) configuration. This also reduces the data maintenance effort as
mentioned earlier.
5 Conclusion and Further Research
The developed decision systems for the configuration of the MRP strategy, MRP proce-
dure, safety stock and lot size parameters in SAP ERP and SAP APO offer high potentials
of saving cost and the time of the material planner. Further, the systems are the first
to categorize the available methods implemented in SAP ERP/APO for each parame-
ter; the decision systems give valuable insights about which inventory methods are
implemented and what their functionalities are. The implementation of the systems

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 30
can be flexible as they can be applied independently from each other, and several de-
cision steps within each system could be excluded and left for manual configuration
to reduce implementation and data maintenance efforts. In the literature, no similar
decision systems can be found, making the presented ones the first approach for an
automated configuration of the parameters in SAP.
Next steps of this research project could be to implement the decision systems
in a software tool and run tests on empirical data. Considering inventories and whole
supply chains from various industries can show if the configuration systems deliver ad-
equate configurations of the parameters. Further, the implemented inventory methods
in SAP ERP/APO can be examined to identify missing methods or areas with poten-
tial improvement. For example, only the Normal distribution can be applied for the
parametric safety stock planning; however, current literature in inventory management
suggests that the distinguished application of a wide range of statistical distributions
for safety stock planning might lead to substantial cost savings and increase of the
service level.
6 Acknowledgements
We would like to thank Marc Hoppe, head of the Supply Chain Management Consulting
Unit of SAP AG, for his valuable support during this project. We would also like to
thank Professor Hartmut Stadtler, University of Hamburg, for comments on an early
draft of this paper that have improved the presentation substantially.

Bucher and Meissner: Automatic parameter configuration in SAP ERP/APO 31
References
Dickersbach, Joerg Thomas. 2009. Supply Chain Management with APO: Structures,
Modelling Approaches and Implementation of SAP SCM . Springer Publisher, Berlin.
Gulyassy, Ferenc, Marc Hoppe, Martin Isermann, Oliver Koehler. 2009. Materials Plan-
ning with SAP. SAP Press by Galileo Press, Bonn.
Hopp, Wallace J., Mark L. Spearman. 2001. Factory Physics. Irwin McGraw-Hill, New
York.
Hoppe, Marc. 2006. Inventory Optimization with SAP. SAP Press by Galileo Press, Bonn.
Kallrath, Josef, Thomas I. Maindl. 2006. Real Optimization with SAP APO. Springer
Publisher, Berlin.
Silver, Edward A., David F. Pyke, Rein Peterson. 1998. Inventory Management and Pro-
duction Planning and Scheduling. John Wiley and Sons, New York.
Stadtler, Hartmut, Christoph Kilger, eds. 2007. Supply Chain Management and Ad-
vanced Planning: Concepts, Models, Software, and Case Studies. Springer Publisher,
Berlin.
Tempelmeier, Horst. 2006. Bestandsmanagement in Supply Chains. 2nd Edition. Books
on Demand GmbH, Norderstedt, Germany.


















