
S-191 The complete solution -...
9
High precision CNC Mill-Turn Complete machining solution Working from bar or raw parts Bar capacity 32 - 50 - 65 mm S-191 LINEAR
Transcript of S-191 The complete solution -...
Bumotec SALes CommunsCH-1625 SâlesSuisse
Tel: +41 26 917 84 01Fax: +41 26 917 81 [email protected]
High precision CNC Mill-Turn Complete machining solution Working from bar or raw parts Bar capacity 32 - 50 - 65 mm
S-1
91
LIN
EA
R
Cha
ngem
ents
tec
hniq
ues
rése
rvés
• E
ditio
n Fé
vrie
r 20
12 •
Mar
ketin
g-W
erbu
ng-P
R.ch
Machine data S-191FTType S-191-32 mm S-191-50 mm S-191-65 mmF=Milling/FT= Mill / TurnX-Y-Z-W Ball Screw or Y-Z Lineard drive (L)
Base machineAxis stroke Z= 400 mm / Y= 200 mm / X= 410 mmPower / Axis force Z-Y 2.5 kW / 550 daN (option l inear drives = 7.2 kW / 350 daN) X 4.8 kW / > 550 daNRapids X-Y-Z 40 m/min (option l inear drives = 50 m/min)Acceleration X-Y-Z-W 8 m/s2 / 0.8 g (option l inear drives = 10.4 m/s2 / 1.1 g)Resolution X-Y-Z-W 0.0001 mmMainspindel CPower (direct drive) 15 kW 15 kW 15 kW Torque S1 / S2 / S3 22 / 27 / 36 Nm 41 / 51 / 68 Nm 84 / 104 / 124 NmRpm turning 6‘000 min -1 (8‘000 option) 6‘000 min -1 6‘000 min -1Rpm mil l ing 90‘000°/min 90‘000°/min 90‘000°/minClamping force F= 4‘900 N at 6 bar / F = 7‘400N at 6 bar / F= Non existant / FT= 28‘000 N at 30 bar FT= 38‘000N at 30 bar FT= 47‘000 N at 30 barResolution 0.0001 ° 0.0001 ° 0.0001 °Bar capacity Ø 32 mm Ø 50 mm Ø 65 mmClamping systems F38/Ottet / Mecatool / Jaw-chuck F48/Ottet/Mecatool / Hainbuch / Jaw-chuckTilt axis B ( direct drive )Torque cont/max 106 / 226 Nm 166 / 339 NmTilt ing speed 36‘000°/min (7‘500°/s2) (0 at 90° in 0.35 sec)Blocking torque 200 Nm 200 NmResolution 0.0001° 0.0001°Tilt ing range -25° / +115° -25° / +115°Milling spindlePower S1 / S6 8 kW 8 kW 13 kWTorque S1 / S6 S1= 9.5 Nm / S6= 11.5 Nm S1= 9.5 Nm / S6= 11.5 Nm S1=12.5Nm / S6=15.5NmMax rpm 30‘000 min-1 (36‘000 option) 30‘000 min-1Tool holder clamping force 2‘000 N 2‘000 NLocking system Mechanical locking with straight gears Mechanical locking with straight gearsTool interface HSK-A-40 HSK-A-40 (CAPTO C4 option)Max through spindle coolant pressure 100 bar (option) 100 bar (option)Tool changerCapacity 30 (option 60 or 90) HSK40 (option Capto4)N° of turning tools All tools possibleTool change time 1.2 secChip-to-chip t ime 3.2 secMax.Tool diameter 40 mm ( 80, if adjacent tool pockets are empty )Max Tool lenght 130 mm ( 150mm on one tool magazine disc )Max tool weight 1.2 KgCNC controlType / Screen FANUC 30 series type 31iA-5 / 15“
Retaking optionsOn W-axisAxis stroke 330 mmPower / axis force 2.5 kW / 550 daNRapid 40 m/min (8.3 m/s2)Resolution 0.0001 mmRetaking vice Self-centering parallel-vice pneumaticClamping force 4‘200 N (at 6 bar)Other clamping devices ID or OD collets / OTTET form colletsSubspindle (A-axis)Power (direct drive) 15 kWTorque S1 / S2 / S3 22 / 27 / 36 NmRpm turning 6‘000 min -1Rpm mil l ing 90‘000°/minClamping force 9‘500 N (at 5 bar)Resolution 0.0001°Depth in subspindle at diameter L = 400 at dia 32mm 150mm at dia >37mm / 400mm at dia <37mmClamping systems4 positions retaking unit F38 / F48 / Ottet / Mecatool / Hainbuch / Jaw-chuckN° of possible clamping posts 3Clamping systems Vice / tai lstock / ID or OD collets / Ottet form collets
Z
BC
X
A
W
Y

2 3
S-191 The complete solution Innovative concept Outstanding modularity Perfect for serial or single part manufacturing
Acceleration 1.1 g
Rapids 50 m/min
Linear motors & drives
Ramp-up 0 to 30.000 rpm in 1.5 sec
90° tilt in 0.35 sec
Up to 7 axes and three spindles
Turn-mill and multiple other operations
5 axes simultaneous machining
B-axis with direct drive
Oustanding surface quality
Significant reduction in cycle - and throughput time
Outstanding thermal inertia
High level productivitya
Multiple machining set-ups:The multipurpose Bumotec S-191 enables the manufacturing of most complex parts, 6 - sided in one set-up.Examples of parts machined on the S-191
The combination of milling and turning grants the machining of most different, complex parts in hard-to-machine and precious materials. Innovative concept
The BUMOTEC S-191 is the result of blending „Swiss“mechanics and state-of-the-art axis drive technologies.The cast iron machine base and travelling co-lumn eliminate vibrations in a perfect way. The advanced cinematics allow the implementation of numerous machining operations at a very small footprint

A
W
4 5
S-191 A Modular Concept Tailored solution for customers manufacturing multiple combinations possible Mill-Turn and more
Mainspindle CDirect driveBar capacity: 32 - 50 - 65 mmMax rpm: 6‘000 1/minMax. troque: 124 Nm
Retaking unit PRCSubspindle, tailstock and viceMax power: 11 kWMax rpm: 6‘000 1/minMax. torque: 35 Nm
Independant cut-off unitIntegrated in travelling
column, for cut-off of very fine or non-symmteric
parts, when taken by the subspindle, working with
circular saw.
Retaking unit PRM4 positions revolving unit2 clamping positions ( vice / collet / chuck )1 tailstock
Retaking unit PHorizontal/vertikal positioningDifferent clamping systemsSitting on W-axis.
High precision & strength lockingR / PRM / PRC are positioned and locked by HIRTH couplingPerfect alignment with mainspindle.Retaking unit R
Full subspindleHorizontal / vertical positioning / machiningMax power: 15 kWMax rpm: 6‘000 1/minMax torque: 36 Nmidentical to mainspindle
6 7
A
Ø 32 / 50Ø 65
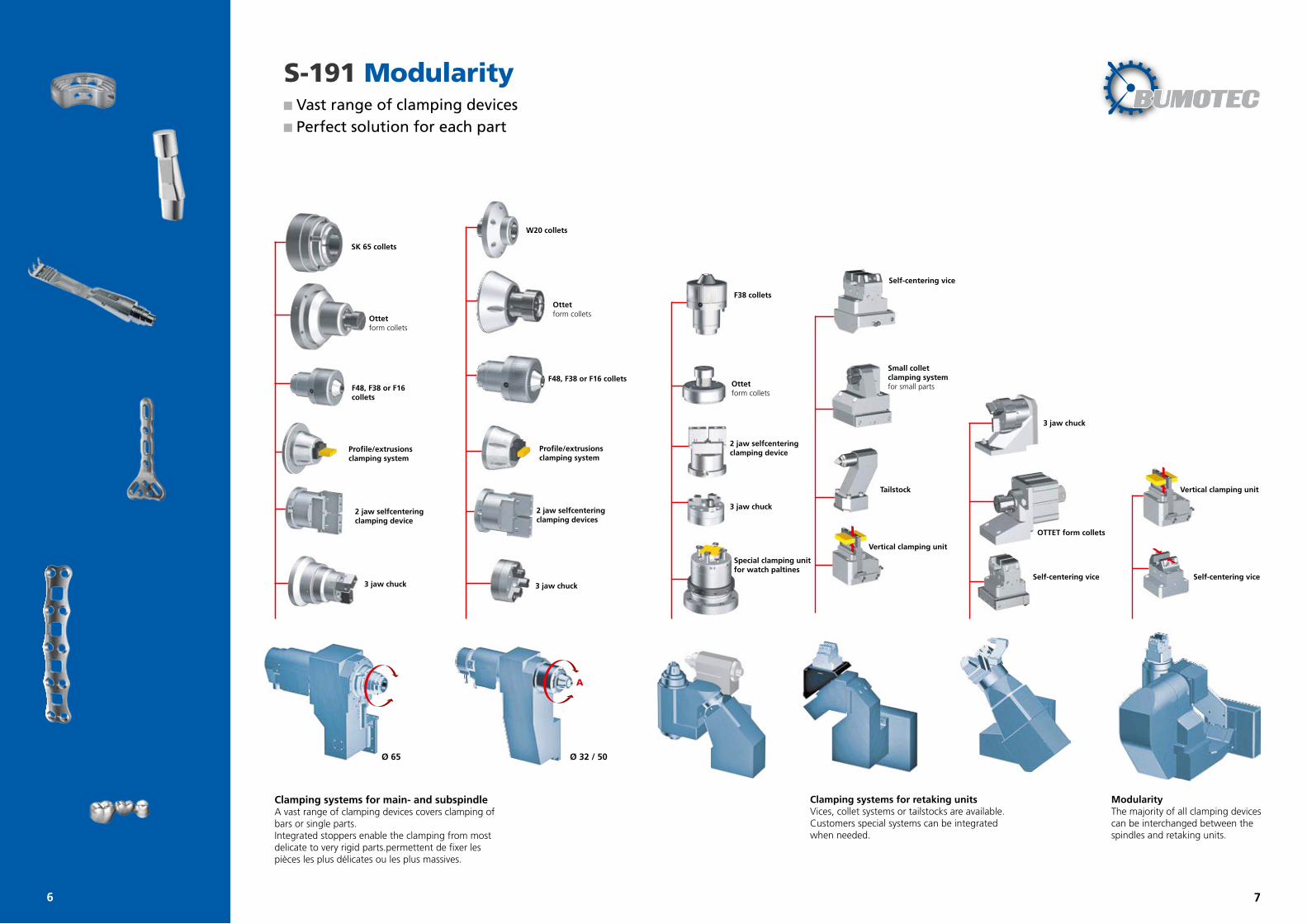
S-191 Modularity Vast range of clamping devices Perfect solution for each part
Clamping systems for main- and subspindleA vast range of clamping devices covers clamping of bars or single parts.Integrated stoppers enable the clamping from most delicate to very rigid parts.permettent de fixer les pièces les plus délicates ou les plus massives.
Clamping systems for retaking unitsVices, collet systems or tailstocks are available.Customers special systems can be integrated when needed.
ModularityThe majority of all clamping devices can be interchanged between the spindles and retaking units.
Ottetform collets
SK 65 collets
F48, F38 or F16 collets
W20 collets
F38 collets
Self-centering vice
Small collet clamping systemfor small partsF48, F38 or F16
collets
Profile/extrusions clamping system
Ottetform collets
Ottetform collets
Profile/extrusions clamping system
2 jaw selfcentering clamping devices
2 jaw selfcentering clamping device
Tailstock
3 jaw chuck
2 jaw selfcentering clamping device
3 jaw chuck
OTTET form collets
Vertical clamping unit
Vertical clamping unit
3 jaw chuck
Special clamping unit for watch paltines
Self-centering vice Self-centering vice3 jaw chuck

2µm
ISO 230-4 Déviations Circulaires
YZ 360 test 2 Instrument: BallbarQC10
Machine: BUMOTEC S-191 LINEAR Opérateur: gachoudb Date: 2007-Août-29 11:15:39
Déviations Circulaires (SAH) Valeur 1.4µmParamètres du test Rayon 50.0000mm Fréquence d‘échantillonnage 41.667Hz Vitesse d‘avance 500.0mm/min Type de passe SAH Plan de mesure YZ position de mesure Angle de début 270° Angle de fin 270° Angle de dépassement 180° Passe 2 2.0µm/div
Ø 7,013 3µmX X
X XX X
XX
XX
XX
XXX
XXX
XXX
XXX
XXX
XXX
XXXXX
XXXX
XXXXX
XXXXX
XXX
XXXX
XXX
XXX
XXX
XXX
XX
XX
XX
8h Stand Still24.00 Stop 08.00 Start production08.00 Start production
08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 01 02 03 04 05 06 07 08 09 10
01 03 05 07 09 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61 63 65 67 69 71 73 75 77 79 81 83 85 87 89 91 93 95 97 99 101
103
105
107
109
111
113
115
117
119
121
123
125
127
129
01 03 05 07 09 11 13 15 17 19
7.0187.0177.0167.0157.0147.0137.0127.0117.0107.0097.008
piece nr.
hour
Ball Screw vs. Linear Motor ConsiderationsCriterion Linear Motor Drive Ball Screw Drive
Acceleration Up to 1.2 g 0.9 g Limited by mechanical components Speed Only limited by linear guides Limited by mechanical components & measuring systems
Wear None High, partucullary while fast mouvements
Reliability Very High High
Components No mechanical coupling Ball screw, nut, coupling, drive etc.
Cooling Necessary Necessary while fast movements-
Backlash Zero over lifetime Minimal but increase with wear
S-191 Ultra Modern Milling and Turning Higher precision an repetability Better surface finish Faster cycle times Reduced Maintenance
Reduction of cycletimeComparison of cycle time between a machines with ball-screw and linear drive technology. Ref: Bracelet part in 316 L from page 9
Contouring precisionThe combination of linear drives and 1/100 µm glass scales facilitates outstanding levels of precision and interpolation quality.See below: Renishaw BallBarTest printout ( radius 50 mm ).
The Additional Advantage of Speed• Reduction of bi-times• Better dynamices and finishes at higher speeds.
Exceptional Surface QualityState-of-the-Art control and drive technology combined with proven mechanics support the achievement of best surface qualities at short mfg time. See below: Complex bracelet component with preparation for stone setting in 316 L.
Linear Motor Drive Option for the Z and Y axisLinear motor slides provide a step up in production speed, quality and stability while eliminating maintenance.
Cooling systemA stabilized cooling circuit enables a very regular production and almost eliminates warm-up cycles when starting or after interruptions.
100%
90%
80%
70%
60%
50%
40%
30%
20%
10%
0%
Cyc
le t
ime
82
%Li
near
driv
e
Ball
scre
w
100%
Mac
hin
ing
tim
e, (G
1)
94%
Line
ar d
rive
Ball
scre
w
100%
18%
Win
6% W
in
Example of unmanned manufacturing in automa-tic mode. One observes the little dimensional dispersion and the perfect compliance with tole-rances at the restart after an 8 hours interruption
0
Spee
d
torque drives
with linear and
High acceleration
Machining time
Machiningtime reduction
High jerkHigh smoothing
8 9
01 Milling 16 Turning 31 No Tool 46 No Tool02 Turning 17 Milling 32 No Tool 47 No Tool03 Milling 18 Turning 33 No Tool 48 No Tool
TOOLS TYPE
BUMOTEC SA S-191
GEOME L GEOME R WEAR L WEAR R HEMIS R RPM P01.0 125.0000 0.0000 0.0000 0.0000 0.0000 0 101.1 125.0000 0.0000 0.0000 0.0000 0.0000 0 101.2 125.0000 0.0000 0.0000 0.0000 0.0000 0 1
OFFSET TURNING TOOL
B Geome X Geome V Geome Z Geome R Geome O T P02.0 0 3.0000 1.0000 125.0000 40.0000 0.0000 2 102.1 0 -3.0000 -1.0000 125.0000 40.0000 180.0000 3 102.2 90 125.0000 1.0000 -3.0000 40.0000 0.0000 3 102.3 90 125.0000 -1.0000 3.0000 40.0000 180.0000 4 102.4 90 125.0000 1.0000 -3.0000 40.0000 0.0000 2 202.5 90 125.0000 -1.0000 3.0000 40.0000 180.0000 3 202.6 0 3.0000 1.0000 125.0000 40.0000 0.0000 1 202.7 0 -3.0000 -1.0000 125.0000 40.0000 180.0000 2 202.8 90 125.0000 1.0000 -3.0000 40.0000 0.0000 4 302.9 90 125.0000 -1.0000 3.0000 40.0000 180.0000 3 302.10 3.0000 1.0000 125.0000 40.0000 0.0000 2 102.11 -3.0000 -1.0000 125.0000 40.0000 180.0000 3 102.12 3.0000 1.0000 125.0000 40.0000 0.0000 2 202.13 -3.0000 -1.0000 125.0000 40.0000 180.0000 3 202.14 3.0000 1.0000 125.0000 40.0000 0.0000 2 302.15 -3.0000 -1.0000 125.0000 40.0000 180.0000 3 3
OFFSET TURNING TOOL MACHINEX1 0.0000Y1 0.0000Z1 0.0000
PROBEX1 -190.5329Y1 75.9082Z1 115.6666
NO SEARCH
MILLING TURNING READ PUNCH OFFSET COPY TOOLTOOLSTYPE
INPUTGEO-METRY
PARA-METERS
MDI **** *** *** 21:45:11 PATH 1
MACHINEX1 0.0000Y1 0.0000Z1 0.0000
PROBEX1 -190.5329Y1 75.9082Z1 115.6666
BUMOTEC SA S-191
NO SEARCH
MILLING TURNING READ PUNCH OFFSET COPY TOOLTOOLSTYPE
INPUTGEO-METRY
PARA-METERS
MDI **** *** *** 21:45:11 PATH 1
WARNING ! CYCLE DOOR OPENED NOWARNING ! BARRE FEEDER ON NOSPINDLE 1 CLAMPING BY RESET KEY NOSPINDLE 2 CLAMPING BY RESET KEY NO
PREFERENCES
TOOLS LOADER IN MANUALKEY RIGHT MOVE THE TOOL TO THE STOREKEY LEFT MOVE THE TOOL TO THE ARMKEY UP MOVE THE TOOL JAWS UPKEY DOWN MOVE THE TOOL JAWS DOWN
PARAMETERS TOOL LOADER LOADING UNLOADING 1 2
1.0000 3.0000 W2 ANGLE AT TOOL STORE120.0000 3.0000 W2 ANGLE AT CLEANING -40.0000 3.0000 W2 ANGLE AT SPINDLE
X 0.0140 X -104.6318 X 0.0000 FRONTAL TURNINGY 0.0000 Y 0.2667 Y 0.0000 FRONTAL TURNINGZ 0.0000 Z 159.8536 Z 0.0000 FRONTAL TURNINGX 62.8536 X -167.4086 X 62.8536 SIDE TURNINGY 0.0000 Y 0.2667 Y 0.0000 SIDE TURNINGZ -62.7628 Z 222.6842 Z 327.2372 SIDE TURNINGX 0.0140 X -104.6318 X 0.0140 MILLINGY 0.0000 Y 0.2367 Y 0.0000 MILLINGZ 0.0000 Z 159.8536 Z 390.0000 MILLINGX -0.0384 X -0.0289 X -0.0384 DEPORT-INZ 62.8012 Z 62.8037 Z 62.8012 DEPORT-IN 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000
CENTRE POINTS
B 140°
+25°
-115°
0 10 000 Rpm 20 000 30 000
S1
S6
kWNm
13 kW
161412108642
S1
S6
12.5 Nm
0 8000 Rpm 20 000 30 000
S1
S6
kWNm
8 kW
S1
S6
9.5 Nm
16141210
8642
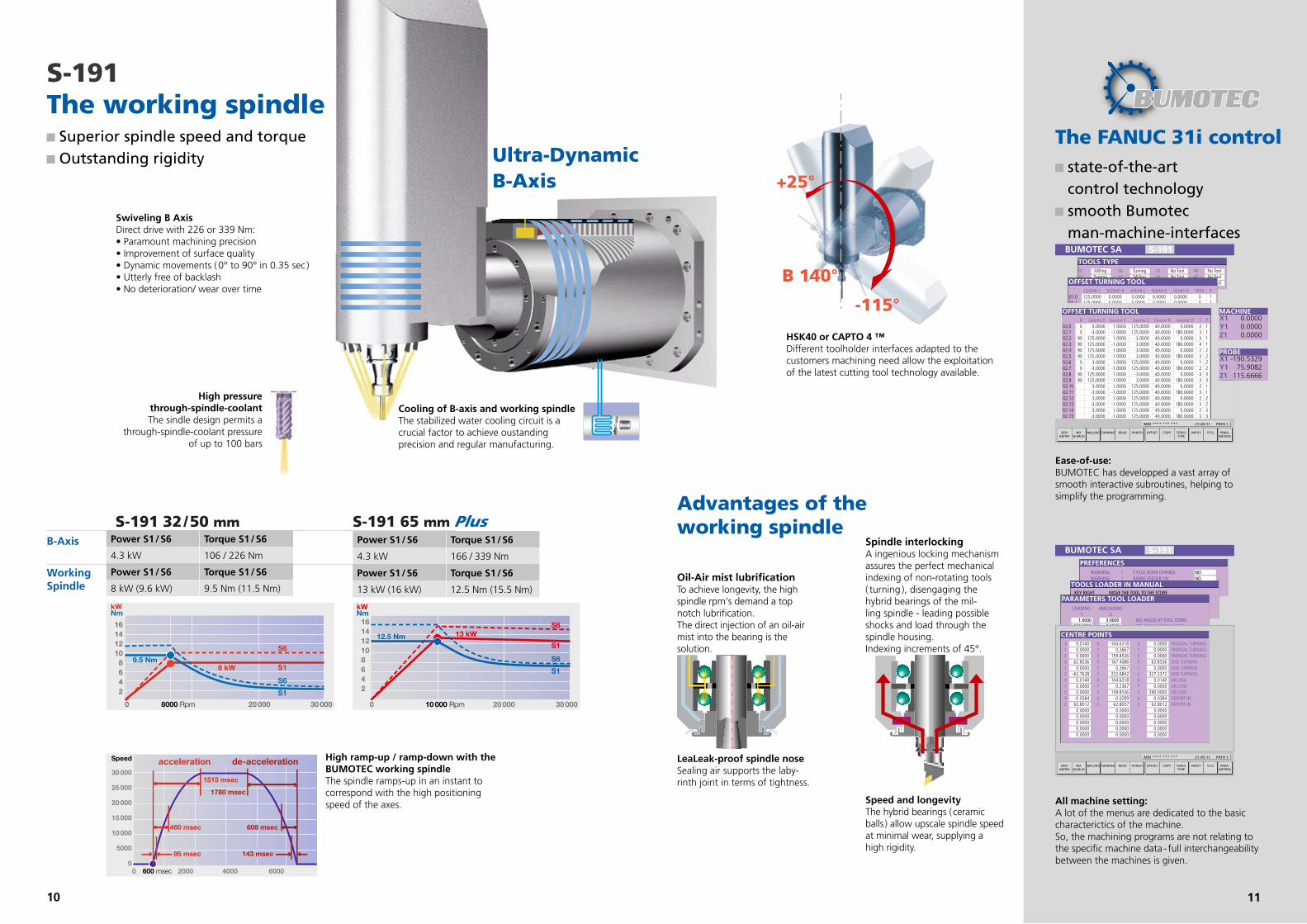
S-191 The working spindle Superior spindle speed and torque Outstanding rigidity
The FANUC 31i control state-of-the-art control technology smooth Bumotec man-machine-interfaces
High ramp-up / ramp-down with the BUMOTEC working spindleThe spindle ramps-up in an instant to correspond with the high positioning speed of the axes.
Ease-of-use:BUMOTEC has developped a vast array of smooth interactive subroutines, helping to simplify the programming.
All machine setting: A lot of the menus are dedicated to the basic characterictics of the machine.So, the machining programs are not relating to the specific machine data - full interchangeability between the machines is given.
Cooling of B-axis and working spindleThe stabilized water cooling circuit is a crucial factor to achieve oustanding precision and regular manufacturing.
High pressure through-spindle-coolantThe sindle design permits a
through-spindle-coolant pressure of up to 100 bars
Swiveling B AxisDirect drive with 226 or 339 Nm:• Paramount machining precision• Improvement of surface quality• Dynamic movements ( 0° to 90° in 0.35 sec )• Utterly free of backlash• No deterioration/ wear over time
Ultra-DynamicB-Axis
Advantages of the working spindle
0 600 msec 2000 4000 6000
30 000
25 000
20 000
15 000
10 000
5000
0
1515 msec
1780 msec
460 msec 608 msec
95 msec 143 msec
acceleration de-accelerationSpeed
Speed and longevityThe hybrid bearings ( ceramic balls ) allow upscale spindle speed at minimal wear, supplying a high rigidity.
Spindle interlockingA ingenious locking mechanism assures the perfect mechanical indexing of non-rotating tools ( turning ), disengaging the hybrid bearings of the mil-ling spindle - leading possible shocks and load through the spindle housing.Indexing increments of 45°.
Oil-Air mist lubrificationTo achieve longevity, the high spindle rpm‘s demand a top notch lubrification.The direct injection of an oil-air mist into the bearing is the solution.
LeaLeak-proof spindle noseSealing air supports the laby-rinth joint in terms of tightness.
Power S1 / S6 Torque S1 / S6
8 kW (9.6 kW) 9.5 Nm (11.5 Nm)
Power S1 / S6 Torque S1 / S6
13 kW (16 kW) 12.5 Nm (15.5 Nm)
S-191 32 / 50 mm mmmm
S-191 65 mm PlusB-Axis
WorkingSpindle
Power S1 / S6 Torque S1 / S6
4.3 kW 166 / 339 Nm
Power S1 / S6 Torque S1 / S6
4.3 kW 106 / 226 Nm
HSK40 or CAPTO 4 ™Different toolholder interfaces adapted to the customers machining need allow the exploitation of the latest cutting tool technology available.
10 11

320 mm
240
mm
AutomationA completely integrated loading/unloading unit enables highest autonomy at lowest invest.No referencing needed when changing parts.Parts handling through spindle grippers in the working spindle ( stored in the tool magazine ). Simple use of the machine axes.The pallet magazine can store raw parts as well as rapid indexing pallet systems such as 3R, Mecatool, Yerly and others.
IntegrationBumotec integrates on customers demand other loading / unloading solutions.
Oxide ceramic machiningA set of dedicated options, designed to the machining of ceramic and other hard materials, is available:
- HF spindle ( 150‘000 rpm )- Laser tool check- Working zone entirely in stainless
Parts ConveyorA conveyor belt assures the smooth transport of produced parts out of the working zone.
High pressure coolant pumpThe Hydrofluid HP3 unit is 100% independant :• Full - stream cooling of cutting fluid• Full - stream filtering down to 5 microns• Automatic reverse-flow filtering,
w / o disposables• Pressure up to 100 bars• Volumetric pump at 25 l / min
Fixed touch probeA touchprobe allows the measuring / breakage- wear check of rotating and non-rotating tools in 3 axes.Interactive menues facilitate the use for the operator.
Automatic barfeedersDifferent set-ups and makes available, for short / long bars, with or w / o automatic barfeed.
Chip conveyorsDifferent models allow the perfect conception according to the customers needs.
Paperbond chip conveyorPerfect for precious metals. The papaer density defines the filtering quality.
S-191 Accessories A vast range of equipments to even more increase the S-191 performance.
Spindle probeThe spindle probe helps to check certain criteria in production, or to shift reference points for the machi-ning of castings/forgings.
S-191 The automation Upscale autonomy
Unmanned production
S-191 Ceramic machining
12 13
30
30
30
14 15
2015400
R 580
620
2377
3077
700
610
324
2489
1977
3084
2015400
R 580
620
2377
3077
700
610
324
2489
1977
3084
400 115°
30°
100
310
ca 62.5
69
400175
160
100100
400 115°
310
ca62.5
30°
100
69
100100
260
400180
400141
328
330194
115°400
ca62.5
310
30°100
69
100100
134
400201
324
30°
100
310
ca62.5
69
100100
400 115°
100100 115°400
100
ca62.5
215
400180
30°
31069
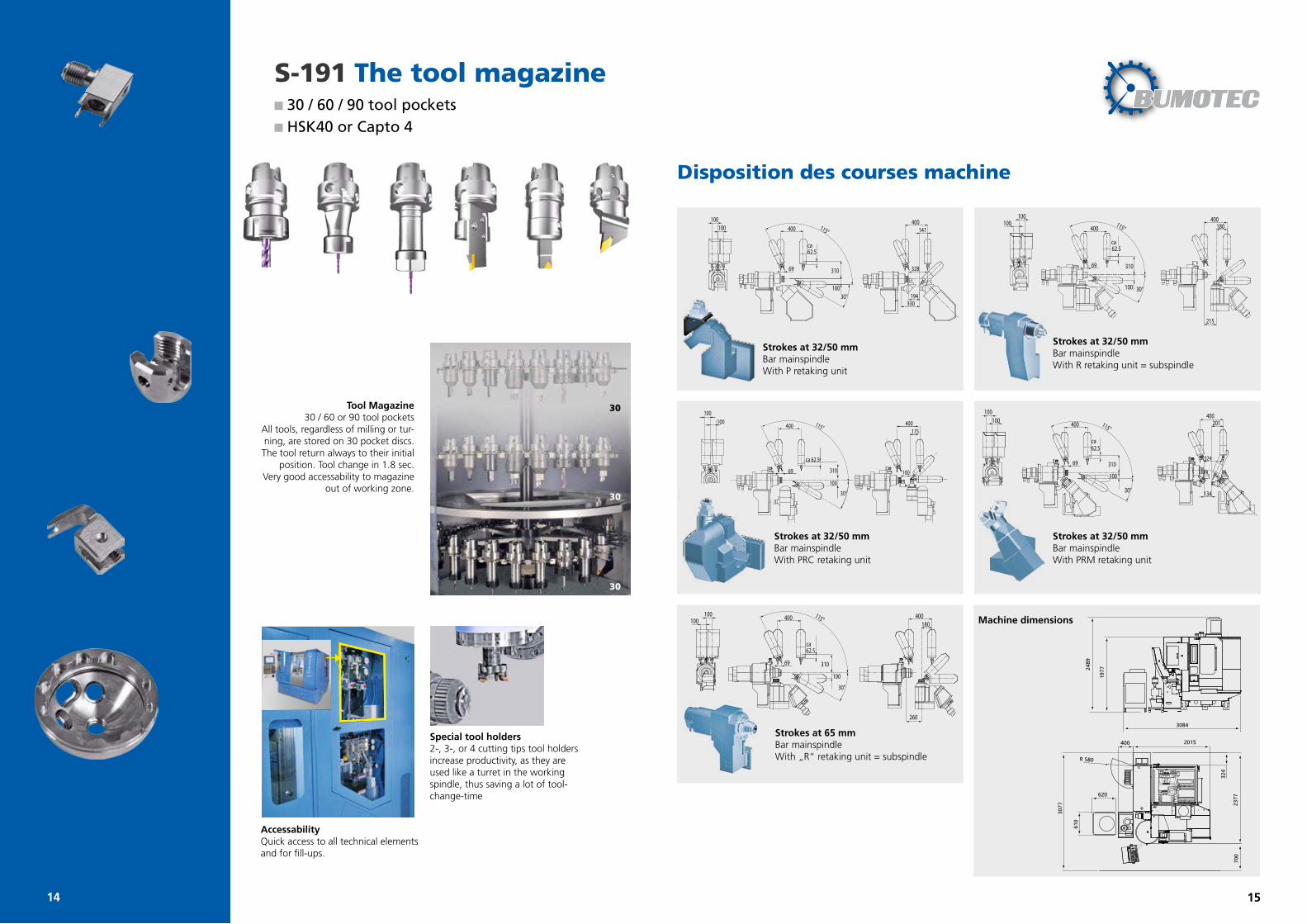
Tool Magazine30 / 60 or 90 tool pockets
All tools, regardless of milling or tur-ning, are stored on 30 pocket discs.The tool return always to their initial
position. Tool change in 1.8 sec.Very good accessability to magazine
out of working zone.
Machine dimensions
Disposition des courses machine
Strokes at 32/50 mmBar mainspindleWith PRM retaking unit
Strokes at 32/50 mmBar mainspindleWith P retaking unit
Strokes at 32/50 mmBar mainspindleWith PRC retaking unit
Strokes at 32/50 mmBar mainspindleWith R retaking unit = subspindle
Strokes at 65 mmBar mainspindleWith „R“ retaking unit = subspindle
AccessabilityQuick access to all technical elements and for fill-ups.
Special tool holders2-, 3-, or 4 cutting tips tool holders increase productivity, as they are used like a turret in the working spindle, thus saving a lot of tool-change-time
S-191 The tool magazine 30 / 60 / 90 tool pockets HSK40 or Capto 4

Bumotec SALes CommunsCH-1625 SâlesSuisse
Tel: +41 26 917 84 01Fax: +41 26 917 81 [email protected]
High precision CNC Mill-Turn Complete machining solution Working from bar or raw parts Bar capacity 32 - 50 - 65 mm
S-1
91
LIN
EA
R
Cha
ngem
ents
tec
hniq
ues
rése
rvés
• E
ditio
n Fé
vrie
r 20
12 •
Mar
ketin
g-W
erbu
ng-P
R.ch
Machine data S-191FTType S-191-32 mm S-191-50 mm S-191-65 mmF=Milling/FT= Mill / TurnX-Y-Z-W Ball Screw or Y-Z Lineard drive (L)
Base machineAxis stroke Z= 400 mm / Y= 200 mm / X= 410 mmPower / Axis force Z-Y 2.5 kW / 550 daN (option l inear drives = 7.2 kW / 350 daN) X 4.8 kW / > 550 daNRapids X-Y-Z 40 m/min (option l inear drives = 50 m/min)Acceleration X-Y-Z-W 8 m/s2 / 0.8 g (option l inear drives = 10.4 m/s2 / 1.1 g)Resolution X-Y-Z-W 0.0001 mmMainspindel CPower (direct drive) 15 kW 15 kW 15 kW Torque S1 / S2 / S3 22 / 27 / 36 Nm 41 / 51 / 68 Nm 84 / 104 / 124 NmRpm turning 6‘000 min -1 (8‘000 option) 6‘000 min -1 6‘000 min -1Rpm mil l ing 90‘000°/min 90‘000°/min 90‘000°/minClamping force F= 4‘900 N at 6 bar / F = 7‘400N at 6 bar / F= Non existant / FT= 28‘000 N at 30 bar FT= 38‘000N at 30 bar FT= 47‘000 N at 30 barResolution 0.0001 ° 0.0001 ° 0.0001 °Bar capacity Ø 32 mm Ø 50 mm Ø 65 mmClamping systems F38/Ottet / Mecatool / Jaw-chuck F48/Ottet/Mecatool / Hainbuch / Jaw-chuckTilt axis B ( direct drive )Torque cont/max 106 / 226 Nm 166 / 339 NmTilt ing speed 36‘000°/min (7‘500°/s2) (0 at 90° in 0.35 sec)Blocking torque 200 Nm 200 NmResolution 0.0001° 0.0001°Tilt ing range -25° / +115° -25° / +115°Milling spindlePower S1 / S6 8 kW 8 kW 13 kWTorque S1 / S6 S1= 9.5 Nm / S6= 11.5 Nm S1= 9.5 Nm / S6= 11.5 Nm S1=12.5Nm / S6=15.5NmMax rpm 30‘000 min-1 (36‘000 option) 30‘000 min-1Tool holder clamping force 2‘000 N 2‘000 NLocking system Mechanical locking with straight gears Mechanical locking with straight gearsTool interface HSK-A-40 HSK-A-40 (CAPTO C4 option)Max through spindle coolant pressure 100 bar (option) 100 bar (option)Tool changerCapacity 30 (option 60 or 90) HSK40 (option Capto4)N° of turning tools All tools possibleTool change time 1.2 secChip-to-chip t ime 3.2 secMax.Tool diameter 40 mm ( 80, if adjacent tool pockets are empty )Max Tool lenght 130 mm ( 150mm on one tool magazine disc )Max tool weight 1.2 KgCNC controlType / Screen FANUC 30 series type 31iA-5 / 15“
Retaking optionsOn W-axisAxis stroke 330 mmPower / axis force 2.5 kW / 550 daNRapid 40 m/min (8.3 m/s2)Resolution 0.0001 mmRetaking vice Self-centering parallel-vice pneumaticClamping force 4‘200 N (at 6 bar)Other clamping devices ID or OD collets / OTTET form colletsSubspindle (A-axis)Power (direct drive) 15 kWTorque S1 / S2 / S3 22 / 27 / 36 NmRpm turning 6‘000 min -1Rpm mil l ing 90‘000°/minClamping force 9‘500 N (at 5 bar)Resolution 0.0001°Depth in subspindle at diameter L = 400 at dia 32mm 150mm at dia >37mm / 400mm at dia <37mmClamping systems4 positions retaking unit F38 / F48 / Ottet / Mecatool / Hainbuch / Jaw-chuckN° of possible clamping posts 3Clamping systems Vice / tai lstock / ID or OD collets / Ottet form collets
Z
BC
X
A
W
Y


















