roy_amitava_197605_phd_261183.pdf
151
PURIFIED PHOSPHORIC ACID PROCESSES A THESIS Presented to The Faculty of the Graduate Division by Amitava Roy In Part ial Fulfillment of the Requirements for the D egree Doctor of Philosophy in the Sc hool of Chemical Engineering Georgia Institute of Technology March 1976
-
Upload
abderrahim-nadifi -
Category
Documents
-
view
225 -
download
0
Transcript of roy_amitava_197605_phd_261183.pdf

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 1/151
PURIFIED PHOSPHORIC ACID PROCESSES
A THESIS
Presented to
The Faculty of the Graduate Division
by
Amitava Roy
In Partial Fulfillment
of the Requirements for the Degree
Doctor of Philosophy in the School of Chemical Engineering
Georgia Institute of Technology
March 1976

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 2/151
PURIFIED PHOSPHORIC ACID PROCESSES\
Approved:
G.L. Bridger, Chairman
D. Muzzf^(/
H.C. Ward
Date approved by Chairman: . 3 A<//7 4

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 3/151
1 1
ACKNOWLEDGMENTS
In the long and fitful preparation of this work, the understanding,
patience and support of several people merit acknowledgment. The
transposition of this work from experimental notes to printed page
occurred with guidance and helpful discussion with my thesis advisor,
Dr. G.L. Bridger. I wish to thank him for making possible the financial
support received by me while working on this thesis.
I want to express my gratitude to the Union Carbide Corporation,
Allied Chemicals, DuPont Co. and Kaiser Chemical Company for providing
financial assistance through industrial fellowships.
I am deeply indebted to Dr. C.B. Drees, who very generously helped
in supplying the much needed knowledge concerning the quantitative chemical
analytical methods used in this work.
I would like to express my sincere thanks to Dr. J.D. Muzzy and
Dr. H.C. Ward for serving in the reading committee and for the assistance
they contributed to the completion of this work.
I am very grateful to my parents for their many years of sacrifice,
love, and understanding, sufficient thanks for what they have done for me
could never be adequately expressed.
Finally, I must especially thank "The Lady", for her unfailing
love and encouragement during the preparation of this thesis.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 4/151
TABLE OF CONTENTS
ACKNOWLEDMENTS . . ..
LIST OF TABLES . . .
LIST OF FIGURES . . .
SUMMARY
Chapter
I. INTRODUCTION
General Information and Statement of ProblemObjectivesLiterature Survey
II. EXPERIMENTAL PROCEDURES AND MATERIALS
Preparation of Wet Process Orthophosphoric Acid forSubsequent Preparation of Monocalcium Phosphate
Preparation of Monocalcium PhosphateMonocalcium Phosphate Dissociation ExperimentsPreparation of Wet Process Phosphoric Acid by DirectAcidulation of Phosphatic Material with SulfuricAcid or Oleum
Particle Size Reduction of MaterialsMaterialsGeneral Description of the Chemical Analytical Methods
III. EXPERIMENTAL RESULTS AND DISCUSSION
Stagewise Dissociation Using Methanol and AcetoneDissociation of Monocalcium Phosphate Prepared from
Various Phosphatic Materials with Methanol and AcetoneExploratory Experimentation for the Production of High
Purity Phosphoric Acid of a Desired Concentration byDirect Acidulation of Phosphate Rock with Sulfuric Acid
Near Optimum Reaction and Extraction Conditions for theDirect Acidulation Process Using Methanol and Acetone
Production of High Purity Phosphoric Acid of a DesiredConcentration by Direct Acidulation of Low Grade Phosphatic Byproducts and Wastes

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 5/151
TABLE OF CONTENTS (Continued)
Chapter pageIV. CHEMICAL PROCESS FLOW DIAGRAMS 81
Low Impurity Phosphoric Acid of a Desired Concentrationby Direct Acidulation of Phosphate Rock with SulfuricAcid
V. CONCLUSIONS AND RECOMMENDATIONS 89
ConclusionsRecommendat ions
APPENDICES
A. Chemical Compositions and Particle Size Distribution ofDried Monocalcium Phosphate Materials and DriedAcidulate 94
B. Experimental Filtrate P 9 0_ Yields, Impurity Rejectionsand Filtration for Stagewise Dissociation of Mono-calcium Phosphate in Methanol and Acetone 100
C. Experimental Filtrate P 90 [ . Yields, Impurity Rejectionsand Filtration Rates for Dissociation of MonocalciumPhosphate Prepared from Various Grades of Phosphatic
Materials in Methanol and Acetone 121
D. Experimental Filtrate ? 2 ®5 Yield i- n the StagewiseExtraction of Phosphoric Acid from Dried Acidulatewith Methanol or Acetone 129
E. Sample Calculation ,. 133
BIBLIOGRAPHY 136

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 6/151
V
LIST OF TABLES
Table Page
1. Composition of Typical Commercial Concentrated Wet ProcessOrthophosphoric Acids 5
2. Bulk Price of Commercial Chemicals Purchased by Tankcar • • • • 31
3. Chemical Composition of Experimental Phosphatic Materials . . . 33
4. Particle Size Distribution of Experimental Phosphatic
Materials 34
5. Stagewise Dissociation of Crude Monocalcium Phosphate Containing32 Percent PrjO- with Methanol at Different Solvent Ratios . . . 41
6. Stagewise Dissociation of Crude Monocalcium Phosphate Containing47 Pecent P 9 0c with Methanol at Different Solvent Ratios . . . 43
7. Stagewise Dissociation of Crude Monocalcium Phosphate Containing32 Percent PrjO- with Acetone at Different Solvent Ratios . . . 49
8. Stagewise Dissociation of Crude Monocalcium Phosphate Containing47 Percent P-Oj- with Acetone at Different Solvent Ratios . . . 51
9. Stagewise Dissociation of Crude Monocalcium Phosphate withEither Acetone or Methanol at Optimum Solvent Ratios in EachStage 55
10. Dissociation of Crude Monocalcium Phosphate, Prepared fromVarious Grades of Phosphatic Materials, with Methanol orAcetone 57
11. Production of Phosphoric Acid by Stagewise Extraction ofDried Acidulate with Methanol 63
12. Production of Phosphoric Acid by Stagewise Extraction of
Dried Acidulate with Acetone 54
13. P9O5 Concentration, Impurity Concentrations in the ProductPhosphoric Acid and Phosphoric Acid containing 54% P2O5 fromStagewise extraction of Dried Acidulate with Methanol 66
14. P9O5 Concentration, Impurity Concentrations in the ProductPhosphoric Acid and Phosphoric Acid Containing 54% P9O5 f rom
Stagewise Extraction of Dried Acidulate with Acetone 71

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 7/151
vi
LIST OF TABLES (Continued)
Table Page
15. Stagewise Extraction of Dried Acidulate, Prepared fromVarious Grades of Phosphatic Materials, with Methanol . . . . 77
16. Stagewise Extraction of Dried Acidulate, Prepared fromVarious Grades of Phosphatic Materials, with Acetone . . . . 78
17. Process Flow Rates for the Production of Low ImpurityPhosphoric Acid by Stagewise Extraction of DriedAcidulate, Prepared from Florida Phosphate Rock, withMethanol 84
18. Process Flow Rates for the Production of Low ImpurityPhosphoric Acid by Stagewise Extraction of DriedAcidulate, Prepared from Florida Phosphate Rock, withAcetone 86
19. Chemical Composition of Dried Monocalcium Phosphate andDried Acidulate 95
20. Particle Size Distribution of Dried Monocalcium Phosphateand Dried or Denned Acidulate 98
21. Variation of P2O5 Yield, Impurity Concentration andFiltration Rate for Phosphoric Acid from First Stage
in Stagewise Dissociation of Crude Monocalcium Phosphatewith Methanol at Different Solvent Ratios 101
22. Variation of P ? 0c Yield, Impurity Concentration andFiltration Rate for Phosphoric Acid from First Stage inStagewise Dissociation of Crude Monocalcium Phosphatewith Acetone at Different Solvent Ratios 102
23. Variation of P0O5 Yield, Impurity Concentration andFiltration Rate for Phosphoric Acid from SecondStage in Stagewise Dissociation of Crude MonocalciumPhosphate with Methanol at Different Solvent Ratios 104
24. Variation of P9O5 Yield, Impurity Concentration andFiltration Rate for Phosphoric Acid from Second Stagein Stagewise Dissociation of Crude MonocalciumPhosphosphate with Acetone at Different Solvent Ratios . . . 106
25. Variation of P Oc Yield, Impurity Concentration andFiltration Rate for Phosphoric Acid from Third Stage inStagewise Dissociation of Crude Monocalcium Phosphatewith Methanol at Different Solvent Ratios 108

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 8/151
vii
LIST OF TABLES (Continued)
Table Page
26. Variation of Po0,_ Yield, Impurity Concentration andFiltration Rate for Phosphoric Acid from Third Stage inStagewise Dissociation of Crude Monocalcium Phosphate withAcetone at Different Solvent Ratios 109
27. Variation of P„0r Yield, Impurity Concentration and Filtration Rate for Phosphoric Acid from First Stage inStagewise Dissociation of Crude Monocalcium Phosphate withMethanol at Different Solvent Ratios Ill
28. Variation of P2O5 Yield, Impurity Concentration and Filtration Rate for Phosphoric Acid from First Stage inStagewise Dissociation of Crude Monocalcium Phosphatewith Acetone at Different Solvent Ratios 112
29. Variation of P„0c Yield, Impurity Concentration andFiltration Rate for Phosphoric Acid from Second Stagein Stagewise Dissociation of Crude MonocalciumPhosphate with Methanol at Different Solvent Ratios 113
30. Variation of P0O5 Yi eld, Impurity Concentration andFiltration Rate for Phosphoric Acid from Second Stagein Stagewise Dissociation of Crude Monocalcium Phosphate with Acetone at Different Solvent Ratios 115
31. Variation of P0O5 Yield, Impurity Concentration andFiltration Rate for Phosphoric Acid from Third Stagein Stagewise Dissociation of Crude Monocalcium Phosphate with Methanol at Different Solvent Ratios 118
32. Variation of P„0r Yield, Impurity Concentration andFiltration Rate for Phosphoric Acid from. Third Stagein Stagewise Dissociation of Crude Monocalcium Phosphate with Acetone at Different Solvent Ratios 119
33. Variation of PoO,- Yield, Impurity Concentration andFiltration Rate for Phosphoric Acid from Dissocia
tion of Crude Monocalcium Phosphate, Prepared fromVarious Grades of Phosphatic Materials, in Methanoland Acetone 122
34. Variation of PoOc Yield in the Stagewise Extractionof Phosphoric Acid from Dried Acidulate with EitherAcetone or Methanol at Different Overall Contact Time . . . . 130

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 9/151
viii
LIST OF FIGURES
Figure Page
1. Schematic Diagram for the Dissociation Process 8
2. Schematic Diagram for the Direct Acidulation Process 13
3. P7O5 Yield, ^2^^ Concentration and Impurity Concentrationas a function of Sulfuric Acid Concentration when Acidulateis Extracted with Methanol 68
4. P?^S Yield, P0O5 Concentration and Impurity Concentration as
a Function of Sulfuric Acid Concentration when Acidulateis Extracted with Acetone 70
5. Schematic Diagram for the Acidulation Process with LowImpurity Phosphoric Acid Product 82
6. PQ^S Yield as a Function of Total Contact Time when Acidulateis Extracted with Acetone or Methanol 131

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 10/151
IX
SUMMARY
One of the fastest growing segments of the fertilizer industry
has been the area of liquid mixed fertilizers. Coupled with this growth
has been increased emphasis on the quality of the phosphoric acid used
for production of liquid mixed fertilizers. Of the two major commerical
processes which are presently used for the manufacture of phosphoric acid
both have certain disadvantages. Electric furnace grade phosphoric acid
is chemically and physically well suited to be used as the source of
phosphorus for clear liquid mixed fertilizers but is relatively expensive.
Wet process phosphoric acid, on the other hand, is less expensive but
when this acid is used, it is virtually impossible to manufacture a clear
liquid mixed fertilizer that does not eventually precipitate solids or
form a gel due to the impurities present in the acid. Therefore, a
potential market exists in the area of clear liquid mixed fertilizer
production for a phosphoric acid which is purer than commerical wet
process acid but less expensive than commercial electric furnace acid.
The overall objective of this study was to investigate the
technical feasibility of producing low impurity, high concentration
phosphoric acid by using two chemical routes.
The first process is essentially the one developed by Dr. C.B.
Drees (11). This process produces low impurity phosphoric acid by a
chemical route which uses the conventional wet process method as a
starting point and is based on the dissociation of monocalcium phosphate
into phosphoric acid and dicalcium phosphate in the presence of an organic

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 11/151
X
solvent. Further development of the above process was carried out in
which insoluble residue from a dissociation reaction was subjected to
repeated treatment with fresh solvents viz., acetone or methanol. The
cumulative % P 90,_ yield in the product phosphoric acid increased with
each subsequent treatment through three stages. The maximum conversion
was about 90% of theoretical. Higher total yields were obtained with
solid than with slurry monocalcium phosphate. The applicability of the
process to produce high purity phosphoric acid from low grade phosphate
materials was demonstrated by preparation of phosphoric acid from several
grades of Florida and North Carolina phosphate rocks, from Florida phosphate
slimes, and from Florida phosphate matrix. The compositions and yields
of the acids produced were found to be almost identical for all grades
of phosphate rock used, and even when phosphate slimes were used the acid
produced was of about the same composition except that the Al 0 content
was slightly higher. Thus the process was shown to be capable of
producing high purity phosphoric acid from waste materials and matrix
which were previously found to be uneconomical.
The second process is a modification and simplification of the
above phosphoric acid-dicalcium phosphate process in which only phosphoric
acid of high concentration can be made directly by a chemical route
involving direct digestion of phosphatic materials with sulfuric acid and
subsequent extraction of dried acidulate with methanol or acetone.The approach taken to the experimental phase of the problem for
the second process basically involved direct digestion of the phosphate
concentrate with sulfuric acid. The acidulated mass was then dried or
denned followed by stagewise extraction of phosphoric acid from the

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 12/151
XI
dried acidulate with either methanol or acetone.
Concentration of sulfuric acid used ranged from 93% to 106.75%
H SO, depending on the concentration of phosphoric acid desired. A
filterable mass was obtained when the acidulate was dried for 20-60
minutes at 250°C or held in an insulated container for 60 minutes.
Three extraction stages with 9 minutes of contact per stage were found
to be optimum. The product phosphoric acid from the extraction of dried
acidulate, prepared from Florida concentrate I and sulfuric acid of
different concentrations, had a concentration between 61 and 70% PO,..
The recovery of ^^0 from the rock was above 90%, except when the rock
was digested with sulfuric acid containing 937o H SO, the yield in that
case was much lower.
The process was also shown to be capable of producing phosphoric acid
of concentration up to 70%, P^O- from low grade phosphatic materials and
wastes.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 13/151
1
CHAPTER I
INTRODUCTION
General Information and Statement of Problem
Phosphoric acid is an important chemical intermediate, used mainly
in the fertilizer field but also in other areas of chemical technology.
In fertilizer production it serves as an intermediate between phosphate
ore and major end products such as ammonium phosphate, triple super
phosphate, liquid mixed fertilizer, high analysis solid mixed fertilizer
and some types of nitric phosphate.
There are two basic methods in commerical use for the production
of phosphoric acid - the wet process and the furnace process. In the
electric furnace process elemental phosphorous is produced by the
electrothermic reduction of phosphate rock with carbon (coke).
Thesilica added to the furnace charge behaves as a strong acid at the
high temperatures (about 1500°C) employed in furnace operations and
combines with the calcium constituent of the phosphate rock to form
calcium silicate. The overall reaction, neglecting carbonates, fluorides,
and other non-phosphatic constituents, may be expressed as follows:
2Ca (P0,) 2 + 6Si0 2 + IOC = P + 6CaSiO + 10C0 (1-1)
In the manufacture of furnace phosphoric acid, the condensed
elemental phosphorus is burned in air. The phosphorus oxide vapor
(P.0 1o ) formed reacts with water to produce phosphoric acid.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 14/151
2
P4 + 5 °2 " VlO
V l O + 6 H
2° " 4 H
3P
°4
(1-2)
(1-3)
The phosphoric acid thus produced has very small amounts of
impurities and the major industrial markets for this acid are in the
manufacture of sodium phosphates and tetrapotassium pyrophosphate for
use in detergents and calcium phosphates for use as an animal feed
supplement and in dentifrices, medicinals, glass, food, and plaster
stabilizers. An excellent account of the manufacture of phosphoric acidby the electric furnace process is given in Slack (38).
The other way of manufacturing phosphoric acid is by the wet
process method. The principal wet process involves digesting phosphate
rock (fluorapatite) with sulfuric acid and separating the resulting
phosphoric acid from the solid products of the reaction by filtration.
The overall reaction with sulfuric acid may be subdivided into three
simplified steps.
First, the tricalcium phosphate constituent is converted to
phosphoric acid and calcium sulfate.
Ca.(P0.) o + H.SO. = 2H,P0. + 3CaS0,3 4 2 2 4 3 4 4
(1-4)
Second, the calcium fluoride constituent of the fluorapatite reacts
with sulfuric acid to produce hydrogen fluoride and calcium sulfate.
CaF + H SO, = 2HF + CaSO, (1-5)
Third, the calcium carbonate constituent of the fluorapatite is converted

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 15/151
3
to carbon dioxide and calcium sulfate.
CaCCL + H o S0. = CCL + CaSO, + H o 03 2 4 2 4 2
(1-6)
The entire reaction between major constituents and sulfuric acid
is as follows:
C a ^ ( P 0 . ) , F o + CaCCL + 11H SO, = 6H PO, + HCaSO, + 2HF + H o 0 + C0 o ( 1 -7 )10 4 6 2 3 2 4 3 4 4 2 2
The hydrogen fluoride produced may react with silica to form
silicon tetrafluoride, which then hydrolyzes to fluosilicic acid:
4HF + Si0 o = SiF, + 2H o 0Z q- Z
3SiF. + 2H o 0 = 2H 0SiF,. + Si0 o4 2 2 6 2
(1-8)
(1-9)
The calcium sulfate formed in the reactions can be in three stages
of hydration: anhydrite, hemihydrate (sometimes called semihydrate), or
dihydrate, depending on the reaction temperature and phosphoric acid
concentration. A very comprehensive coverage of all the above processes
is given in Slack (38) and Noyes (31).
When stoichiometric amounts of reactants, sulfuric acid and
acidulation grade phosphate rock, are digested under conditions so as to
form calcium sulfate dihydrate, the resultant magma is a mixture of
phosphoric acid and gypsum. This mixture is then filtered to obtain
phosphoric acid containing approximately 30 percent P 90,-. This phosphoric
acid filtrate is subsequently concentrated to a merchant grade acid
containing 54 percent P 90,- (around 75 percent H„P0.) using vacuum evapor
ation.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 16/151
4
Table 1 gives typical analyses of merchant grade phosphoric acid
made from different types of phosphate rock by means of the wet process
method (31,38). As can be seen from Table 1, the major impurities in
the wet process merchant acid are calcium, iron, aluminum, magnesium,
and fluorine. Exclusive usage for wet process phosphoric acid is found
in the manufacture of agricultural chemicals.
The rapid growth of liquid fertilizers during the past decade
has opened a new field of use for wet process phosphoric acid (1). All
the phosphate in liquid fertilizers is supplied by phosphoric acid, which
is neutralized with ammonia to form a solution of ammonium phosphate,
thus supplying two of the three major plant nutrients, viz., nitrogen
and phosphorus.
Wet-process acid is used in liquid fertilizers; however, the iron
and aluminum impurities precipitate as an objectionable voluminuous
sludge when the acid is ammoniated. Several methods have been used to
overcome the sludge formation problem of the clear liquid mixed fertilizer.
One method which has been successfully used to impede the degradation
of the clear liquid mixed fertilizer is the use of superphosphoric acid.
Superphosphoric acid is a commercial product which contains condensed
phosphoric acids such as pyrophosphoric acid and tripolyphosphoric acid
and is helpful in avoiding the sludge formation as the polyphosphates in
the acid sequesters impurities, holding them in solution.
Electric furnace grade orthophosphoric acid is sometimes used
to supply phosphorus to clear liquid mixed fertilizers. However, use
of thermal acid, which is roughly twice as expensive as wet acid, poses
an economic burden, and is hampered long-term by the fact that output

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 17/151
p-l
o
oCO
•H CO
ft."-'t^H co
O O
o o•H TH•U U
•H OW JdO ft,ft. W
6 oo x
O ft.
CNo• HCO
oCN
dS3
oCN
«4JCCDO^ l <t-CD oP-i CO
4JJdW
•H P40)
&„co o•H 604J s•HCOOft CO
6 oo CN
o 0)P4
T3•HO
<J coo CNI—1
<
octfu
U0
o CNp-l
0)o0) M
•W 2U$ O
Jd COft.CO ^
o ojd op-l tf
O co CN CN CNCO O O I- I O
o o o o o
o co r o ri—I O O i- l O
o o o o oo o o o o
00 N 00 > CO
H O st- M O
m co i—i oo VD
o o o o o
N VO O 0 0 00co vo VD m m
o o o o o
CN O O CO Or H H M oo
CN O O O Oco ON I—i r^ mi—I C3 i—I i—I i—I
o in o VD <t-CN O i—I O O
o o o o o
H 00 H H CM
co <t CN co mm in m m m m
VO ON 00
o o o
i- l COCN O
o o
m o oCO CN CNO I O Oo o o
CTi CM N H
i—I i—I VD CO
r^ i—i CN ON
O i- l O O
r o co or in <f- co
o o o o
o o o o v o<|- r-- r. ON
o o o o
o o CT. roo in oo m
CN
CO O O COi- l CO O O
O .-I O O
r CN o voCN < f < f CM
m in m m
CN
u

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 18/151
6
is expected to decline rather than increase.
Yet another method which has been successfully used to prevent
the deterioration of clear liquid mixed fertilizer is the usage of
conventional wet process phosphoric acid which has been further processed
to remove most of the objectionable impurities. A number of chemical
processes have been developed which produce a low impurity phosphoric
acid by preferentially extracting the acid with an organic solvent while
rejecting the undesirable impurities in the raffinate (3,4,5,6,7,14,17,
18,22,28,29,30,32,36,40,41,42). Other papers have described the production
of low impurity wet process phosphoric acid using other methods (13,27,
34,35). Slack (38) and Noyes (31) both have good reviews of methods
which may be used to purify wet process orthophosphoric acid.
Although considerable effort has been directed toward development
of a wet phosphoric acid process, in which strong, relatively pure
phosphoric acid can be directly obtained without concentration, no such
method has gained widespread commercial acceptance. All the wet acid
produced in the United States and most of that produced in the world is
manufactured by a relatively weak phosphoric acid process (38); strong
acid is obtained by concentration.
The manufacture of phosphoric acid by wet methods has been studied
by many investigators, beginning about 1872 (38). One of the most active,
the Dorr Co. in the United States, with Krustdunger-Patent VerwertungsA.G., Switzerland, has developed a so-called strong acid process which
directly gives a product of about 33% phosphorus pentoxide content.
This process has enjoyed commercial acceptance. However, in the last
decade or so a couple of important processes have been developed which

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 19/151
7
are capable of producing a strong wet process acid without concentration
(16,18,23,24).
The overall objective of this study was to investigate the
technical feasibility of producing low impurity strong phosphoric
acid by using two chemical routes. The first process is essentially the
one developed by Drees (11) and is used for producing low impurity
phosphoric acid by using a certain chemical route which uses the con
ventional wet process method as a starting point. The proposed chemical
process is based on the dissociation of monocalcium phosphate into
phosphoric acid and dicalcium phosphate in the presence of an organic
solvent according to the following reaction:
Ca(H o P0.) o = H o P0. + CaHPO. (I-10)2 4 2 3 4 4
A generalized schematic flow diagram showing the major steps
involved in this process is shown in Figure 1. The process consists of
the following steps:
•k
A. Reaction of phosphatic material , sulfuric acid and sometimes
recycled dicalcium phosphate (DCP) in water to form crude phosphoric
acid and gypsum. The principal reaction in this step is:
Ca, n(P0.),F o + 10H oS0, + 20H o 0 = 6H o P0, + lOCaSO. • 2H o 0 + 2HF (I-ll)10 4 6 2 2 4 2 3 4 4 2
If dicalcium phosphate is recycled the following reaction also occurs:
The term "Phosphatic materials" is used in this dissertation torefer to either phosphate rock, or phosphatic byproducts orphosphate matrix.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 20/151
oo0)
Pi
\<u4J03 ^
x : oa ow P4o
x :PH
bO
n
PH PH
U Is !
o • Ho • HUo1 i
PH
u4JOj
a H 3=c
o
( K e a c t i o
T3•HO
<tfO
•HU
i—i
CO
ffl
5-1<U
PH 4J
Si
B3 PH
' to 5Ja M<o
B< f 3 U
o w a;PM a PM 4-1JU O M ^
ooa;
PH PHU fi
Q PH PH pi
a 4J£3 C
i a)• <D >^ <-ioj O
S co
a;4Jcd cu
J3 4Ja ojw x:o a
jC COPH O
x:S PH3
o 3i- l -Hoj OO .-IO ojC o ao -H g
g P M
COCOCDoo5-1
PH
ao•H
4Joj•HOOCOCO
• H
<ux :4J5-1O
5-1bOoj
•HQ
O•H4JOjBcux :o
CO
a;
bO•HPH

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 21/151
9
CaHPO, + H o S0. + 2H o 0 = H QPO, + CaSO, • 2H o 0 (1-12)4 2 4 2 3 4 4 2
B. Filtration of the digestion products to remove insoluble
gypsum and most of the impurities.
C. Reaction of the crude phosphoric acid with phosphatic materials
to produce monocalcium phosphate (MCP) according to the following
reaction:
Ca 1() (P0 4 ) 6 F 2 + 12 H 3 P0 4 = 9Ca(H 2 P0 4 > 2 + CaF 2 . (1-13)
D. Expulsion of water and some fluorine impurity by drying the
monocalcium phosphate slurry. Most of the free water will probably,
but not necessarily, be expelled from the monocalcium phosphate slurry
during this step.
E. Dissociation of the monocalcium phosphate in the presence of
an organic solvent which preferentially dissolves the phosphoric acid
but not the dicalcium phosphate which forms, or the impurities present.
The chemical reaction occuring at this point is as follows:
Ca(H 2 P0,) 2 = H 3 P0 4 + CaHP0 4 (I-10)
F. Filtration of the magma resulting from the dissociation reaction
to separate a solution of purified phosphoric acid in the organic solvent
from the solid dicalcium phosphate residue containing the impurities.
Make-up organic solvent required to off-set losses will probably be best
added here as a cake wash.
G. Separation and recovery of the low impurity phosphoric acid
product from the solution of acid in organic solvent either by fraction-

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 22/151
10
ation or extraction. The recovered organic solvent will then be recycled
to step E.
H. Stripping of the occluded organic solvent from the dicalcium
phosphate residue and subsequent recovery of the stripped solvent for
recycle to Step E.
The process up to this point will produce two products, namely,
a low impurity phosphoric acid which will be suitable for clear mixed
liquid fertilizer production and perhaps many other industrial applications,
and impure dicalcium phosphate which can be used as a fertilizer.
In addition, however, the proposed process could be used to produce
only one product if desired, namely, either low impurity phosphoric acid
or impure dicalcium phosphate. If only low impurity phosphoric acid
product were desired, all of the dicalcium phosphate would be recycled
back to step A for attack with sulfuric acid as indicated by dotted line
I on Figure 1. In this case the dicalcium phosphoric would be converted
back to crude phosphoric acid and gypsum and the impurities would be
removed from the system in step B along with the gypsum. If only
dicalcium phosphate product were desired, the low impurity phosphoric
acid would all be recycled to step C as indicated by dotted line II where
it would be converted to monocalcium phosphate during reaction with
phosphatic materials. It is therefore clear that by the choice of the
recycle streams the product from the process could consist of only
phosphoric acid, only dicalcium phosphate or any proportion of the two.
It is believed that this process will offer the following advantages
over other processes for producing a purified wet process acid: pro
duction of phosphoric acid of higher purity, higher overall recovery of

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 23/151
11
low impurity phosphoric acid, and the production of a fertilizer grade
dicalcium phosphate, if desired. In addition, it would enable the
production of a unit available P 90,- with much less mineral acid
consumption than by conventional superphosphate and other processes.
The important factors already investigated by Drees (11) are as
follows.
Steps A and B. Reaction of phosphate rock, sulfuric acid, and
recycled dicalcium phosphate and subsequent filtration of the digestion
products. The effect of adding recycled dicalcium phosphate as a
reactant in the conventional wet process chemistry and the PO,- recovery
from the digestion magma. Also, investigated was the increase of
impurities in the crude acid filtrate due to the greater impurity load
introduced by recycled dicalcium phosphate.
Steps C, D, E, and F. Production of monocalcium phosphate. Drying
of the monocalcium phosphate produced followed by dissociation and
filtration. Variables investigated were types of organic solvent, rela
tive proportion of organic solvent and monocalcium phosphate P 90,- 5 amount
of free water allowed to remain in the monocalcium phosphate P 90q-> amount
of free water allowed to remain in the monocalcium phosphate reactant,
reaction time, and reaction temperature. Optimum conditions for steps
D, E, and F were also worked out.
Step G. Separation and recovery of the low impurity acid product
from organic solvent.
Step H. Solvent stripping from the dicalcium phosphate. The
amount of solvent occluded in the wet dicalcium phosphate filter cake

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 24/151
12
and the chemical analysis of the dried dicalcium phosphate.
The important factors that needed further investigation were as
follows:
1. To determine the technical feasibility of producing low
impurity orthophosphoric acid and/or fertilizer grade dicalcium phosphate
by processing low grade phosphate rocks, and also phosphatic byproducts
such as slimes, washings and other rejected phosphatic materials, by
a chemical process involving the dissociation of monocalcium phosphate
in the presence of an organic solvent. The dissociation process would
utilize the general processing steps outlined in the discussion above.
2. To determine the feasibility of using more than one reaction
stage for dissociating monocalcium. The filter cake from one dissociation
stage would be treated with fresh dissociation solvent to increase the
overall phosphoric acid and dicalcium phosphate yield.
The second process investigated in the present work is a
modification and simplification of the phosphoric acid/or dicalcium
phosphate process in which only high purity phosphoric acid of any desired
concentration can be made directly.
A generalised schematic flow diagram showing the major steps
involved in the proposed process is shown in Figure 2. The process con
sists of the following steps:
A. Reaction of phosphatic material with sulfuric acid or fuming
sulfuric acid (oleum). The proportion of sulfuric acid or oleum is such
as to produce predominantly phosphoric acid and calcium sulfate. The
concentration of sulfuric acid or oleum is chosen to produce the desired
concentration of phosphoric acid. The principal reaction in this step

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 25/151
13
len PHcd a
<t- <t-
o oPM W p
co cd s
bOC
4J «HC CXcu ex
fn > TH
a .- 1 UO +J
en en
11
4J 4JC <t CCU o CU PM
> en • J> Si—1 cd i-l Ro o O
w . enIf
o oPM CO d
s co cd oO w o •H
•H 4JQ cdU 4J
4JQ cd
O 5-1cd 4Js-i +J I - l
+J s •HX cu Pnw
S o
l v
I M P
d<i- cu
o >P-I i - i
CO o+J W en
k
CX 4J
D dI CUcu >
M i-icd o
S en
S3+J od •Hcu +J
w > cdi - i 5-1o cd
en acu
en
O +J. d O
O O. d 5-iPM PM
PM
T3
Q
WD
Q
WD•rHPn

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 26/151
14
when sulfuric acid is used is:
Cann
(PO,) F + 10H SO, = 6H0P0, + lOCaSO, + 2HF (1-14)
10 4 6 2 2 4 3 4 4
If fuming sulfuric acid is used the following reaction also occurs:
Ca n .(P0.),F o + 8H.S0, + 2S0- = 2H o P0, + 2H,P„0- 7 + lOCaSO, + 2HF (1-15)10 4 6 2 2 4 J 3 4 q- 2 / 4
B. Expulsion of water and some fluorine impurity by drying or
denning the digested mass. Most of the free water will probably, but
not necessarily, be expelled from the digested mass during this step.
C. Extraction of the dried product with an organic solvent such
as methanol or acetone which preferentially dissolves the phosphoric
acid but not the calcium sulfate which forms, or the impurities present.
D. Filtration of the mixture to separate a solution or purified
phosphoric acid in the organic solvent from the solid calcium sulfate
residue containing the impurities. Make-up organic solvent required to
off-set losses will probably be best added here as a cake wash.
E. Separation and recovery of the low impurity phosphoric acid
product from the solution of acid in organic solvent by fractional
distillation. The recovered organic solvent will then be recycled to
step C.
F. Stripping of the occluded organic solvent from the calcium
sulfate residue and subsequent recovery of the stripped solvent for
recycle to Step C.
The process up to this point will produce high purity phosphoric
acid of any desired concentration which will be suitable for clear mixed
liquid fertilizer production and perhaps many other industrial

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 27/151
15
applications. Apart from producing clear-liquid mixed fertilizer, this
acid can be used for producing triple superphosphate of higher available
phosphorus pentoxide when treated with phosphate rock. Due to the low
fluorine content, this acid can be used for the manufacture of calcium
phosphate for animal food. It is believed that this process will offer
the following advantages over other processes for producing a purified
wet process acid: strong phosphoric acid of any desired concentration
can be produced directly without concentration. Acid of lower strength
can also be produced. Total process time using the acidulate filtration
procedure is less than 30 minutes, compared to many hours by other wet
processes. Fluorine evolution from the rock is almost 90% complete; this
makes possible the recovery of a valuable by-product.
The important factors in the proposed process that needed inves
tigation were as follows:
Steps A and B. Reaction of phosphatic material and sulfuric
acid and subsequent drying or denning of the digested product. Process
parameters to be investigated to obtain easily extractable acidulate
include the following: (a) proportion of sulfuric acid and phosphate
rock, (b) reaction time and temperature and (c) drying or denning time
and temperature.
Step C. The effect of the following variables on the recovery of
phosphoric acid from the dried acidulate by solvent extraction: (a)
number of extraction stages, (b) contact time of dried or denned acidulate
and solvent in each stage, and (c) proportion of organic solvents and
phosphate rock P-,0,.. The effect of two organic solvents on the purity

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 28/151
16
of the acid also needed investigation.
Step D. The effect on the filtration rate due to following
variables: (a) amount of free water allowed to remain in the acidulate.
(b) type of organic solvent used.
Step E. Separation and recovery of the low impurity acid product
from the organic solvent. The product acid needed to be recovered from
the organic solvent by either fractionation or extraction in a laboratory
simulation step so as to determine the chemical properties of the product
acid as well as to determine its visual appearance.
Step F. Solvent stripping from the wet calcium sulfate filter
cake needed to be studied.
Literature Survey
It is known that the dissociation of monocalcium phosphate to
phosphoric acid and dicalcium phosphate occurs to a limited degree in
water. Kharakoz (21) showed that the dissociation of monocalcium phos
phate in water proceeds according to an ionic mechanism while Stollenwerk
(39) showed that the dissociation proceeds at a unimolecular reaction
rate. The conditions under which the dissociation of monocalcium
phosphate to phosphoric acid and dicalcium phosphate proceeds in an
aqueous system were investigated by Elmore and Farr (12), who found that
high concentration and high temperature favored the reaction. The
dissociation in the presence of a number of organic solvents, including
ethanol, acetone, dioxane, tetrahydrofuran and pyridine, was inves
tigated by Boulle and de Sallier (7), who found that addition of the
oxygenated organic compounds caused the monocalcium phosphate to

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 29/151
17
dissociate into dicalcium phosphate precipitate and phosphoric acid
which remained soluble.
A number of studies have been made in the past concerned with
the extraction of phosphoric acid by organic solvents and the
solubility of phosphoric acid in various organic liquids. A variety
of patents exist for chemical processes that produce a purified
orthophosphoric acid based on the extraction of crude wet process
phosphoric acid by organic solvents with the subsequent recovery of
the purified acid product. A very extensive literature review of the
papers and patents is given by Drees (11).
A number of investigators have worked on processes in which
phosphate rock is treated with strong sulfuric acid or oleum for obtaining
a strong, relatively pure phosphoric acid without concentration.
Since 1872 many investigators have studied the manufacture of
phosphoric acid by wet methods, the most active among them being Dorr
Co. in the United States and Kunstdunger-Patent Verwertungs A.C. in
Switzerland (31,38), who developed a so-called strong acid process which
directly gives a product of about 33% phosphorus pentoxide content.
Nordegren in Sweden produced a strong acid by an anhydrite process (38).
Coleman (9,10) developed a wet process for producing phosphoric acid of
high concentration and high purity in up to 517o phosphorus pentoxide
concentration. Shoeld (37) of the Davison Chemical Co. produced 40
to 42% phosphorus pentoxide acid by treating granulated superphosphate
with sulfuric acid and then leaching out the resultant phosphoric acid.
In another experiment Litvinenko ejt aJ. (26) treated phosphate rock with
75 to 100% sulfuric acid at 140 to 260°C for 20 to 120 min and obtained

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 30/151
18
a product containing 15 to 17% p90c- of which 94 to 95% was water soluble;
76 to 85% of the fluorine was volatilized. The calcium sulfate in the
product was in the anhydrite form. Litvinenko and Isabekora (25) then
leached this product with water to obtain phosphoric acid containing
23-24% P„0(.. Rohac e_t al. (33) found that when granules of solidified
mixture of apatite and 98% H~S0, was coated with a sulfite liquor extract,
calcined at 220-300°C and then countercurrently leached with water, a
phosphoric acid containing 50%, P ? 0 was obtained in an 89% yield.
The two processes of this type which have received the most
attention in the United States are the so-called clinker process
developed by the Davison Chemical Division of W.R. Grace and Company, and
the fuming sulfuric acid process developed by the Tennessee Valley
Authority. Exploratory Laboratory and pilot-plant experiments in the
Clinker process are described by Legal e_t al_. (23,24). In the
exploratory work, dried phosphate rock containing 30.6 to 33.3%, P„0,.
and ground to minus 80 mesh was treated for about 2 min with 98%, technical
grade sulfuric acid heated to about 100°C. The product, consisting
mainly of stiff particles of about 1/4 to 3/4 in. was then heated for
20-70 min at 200-240°C and was immediately extracted in a countercurrent
system consisting of either fixed bed leach columns or filters. Five
stages of extraction were needed in the leach column system to obtain
a product acid containing 50% P^O Eight: stages of extraction were
needed in the filtration system to obtain a product acid containing
47% P.0 r . In both cases about 95%> of the P„0- in the rock was recovered 2D 2D
as strong phosphoric acid.
In the clinker process adequate reaction between phosphate rock

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 31/151
19
and strong (987o) sulfuric acid could be obtained only by heating the
acidulate to 200-240°C. Thus it was concluded that use of strong acid
would be more attractive if the heating step could be avoided, hence
work was started at TVA (16,18) in which fuming sulfuric acid (oleum)
was used. In the laboratory work, the phosphate rock was mixed with
fuming sulfuric acid for about 1/2 min, into a semigranular solid, which
was then denned for 20 min in a dewar flask. The denned acidulate was
then countercurrently leached with water to obtain a product containing
50-55% P 2 0 5 in an 90-95% yield.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 32/151
20
CHAPTER II
EXPERIMENTAL PROCEDURES AND MATERIALS
The equipment and procedures that were employed during the
experimental portion of this work are described below.
Preparation of Wet Process Orthophosphoric Acid for Subsequent Preparation
of Monocalcium Phosphate
Wet process orthophosphoric acid was prepared for subsequent use
by the chemical attack of sulfuric acid on acidulation grade ground phos
phate rock from North Carolina or Florida. Wet process orthophosphoric
acid was also prepared by chemical digestion with sulfuric acid of ground
phosphate rock of any grade or phosphatic by-products or phosphate matrix
or dried dicalcium phosphate residues resulting from the previous
dissociations of monocalcium phosphate in the presence of an organic
solvent. In all preparation of wet process phosphoric acid, conditions
were employed such that gypsum or the dihydrate form of calcium sulfate
resulted in the reaction slurry.
One to two-gallon batches of wet process phosphoric acid containing
around 25 to 30 percent P 9 0_ were made in a 316 stainless steel reaction
vessel with a volumetric capacity of around seven gallons. Predetermined
amounts of the reactants sulfuric acid, acidulation grade ground phosphate
rock, or ground phosphate rock of any grade or phosphatic by-products
or phosphate matrix and water as required by the stoichiometry of the
wet process phosphoric acid reaction were weighed to the nearest ounce.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 33/151
21
Assuming ? 90 q . losses of 3.5 percent due to undigested phosphate rock or
phosphatic by-products or phosphate matrix, the amount of technical
grade sulfuric acid used was based on the amount of H SO, required to
produce a phosphoric acid containing a residual-free two percent sulfate
content after digesting 96.5 percent of the phosphate in the ground
phosphatic materials. Wet process acid containing around 25 percent
P„0,- which had been prepared previously using the same reactants and
reaction conditions was also weighed to the nearest ounce using an
amount corresponding to 30 weight percent of the total reactor charge.
This wet process phosphoric acid was used to dilute the reaction slurry
and its use is analogous to the commercial procedure of recycling weak
acid from the filter cake wash section of the filters along with some
filtered strong acid as a reaction slurry diluent.
The reaction procedure was initiated by adding the water, ground
phosphatic raw material and recycled phosphoric acid reactants to the
seven gallon reactor while vigorously agitating its contents. Reactor
agitation was accomplished by using a variable speed Model 8 stirrer
equipped with a two-bladed, five-inch diameter propeller manufactured
by the Eastern Industrial Division of LFE. After 15 minutes agitation,
the technical grade sulfuric acid was added slowly over a period of one
hour while vigorously agitating the reaction vessel contents. In order
to prevent the formation of calcium sulfate hemihydrate, the temperature
of the reaction slurry was never allowed to rise above 80°C during
sulfuric acid agitation. After the addition of sulfuric acid reactant
had been completed, the temperature of the vigorously agitated reaction
slurry was maintained between 75°C and 80°C by heating with a large hot

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 34/151
22
plate. In order to insure a high phosphatic raw material digestion effi
ciency and the growth of easily filterable gypsum crystals, a total
digestion period of six hours was allowed from the initial mixing of the
phosphatic raw material, water and recycled acid until filtration was
started.
The reaction magma was filtered in a 24 centimeter diameter
polypropylene filter funnel through Whatman Number 1 filter paper into
a four liter pyrex filter flask using water aspiration to provide a
vacuum in the filtrate receiver. A volume of reaction magma was filteredsuch that a gypsum cake thickness of between two and three inches resulted.
After filtration of the reaction slurry, the filter funnel and cake were
transferred to another four liter pyrex filter flask and the filter cake
was washed by adding enough wash water to cover the cake to a depth of
about two inches. The resulting filtrate was retained for use as a
reaction slurry diluent in subsequent wet process phosphoric acid
preparations.
Some wet process orthophosphoric acid prepared from ground phos
phatic materials was concentrated to the desired concentration by means
of vacuum evaporation for use in subsequent experimentation. Approximately
two liters of wet process acid were placed in a three-necked, four liter
pyrex boiling flask which was heated with an electrical mantle and which
was agitated by a two-bladed propeller driven by an electric motor.
A water-cooled glass condenser was connected to the water vapor outlet
which eventually discharged the water condensate into a two-necked flask.
A vacuum was drawn on the condensate receiver by attaching a connection
to a water aspirator. The agitated contents of the boiling flask were

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 35/151
23
heated to the boiling point after drawing a vacuum on the system. Water
evaporation was continued until the volume of water condensate had
reached a predetermined level commensurate with the desired final con
centration of the phosphoric acid. The concentrated phosphoric acid
was subsequently analyzed for various chemical species.
Wet process orthophosphoric acid was manufactured by the sulfuric
acid digestion of the dried dicalcium phosphate residues resulting from
monocalcium phosphate dissociation reactions in the presence of an
organic solvent. Predetermined amounts of technical grade sulfuric acid,
ground dicalcium phosphate, and water as required by the stoichiometry
of the reaction were weighed to the nearest gram. Assuming P-O,. losses
of 3.5 percent due to undigested dicalcium phosphate, the amount of
technical grade sulfuric acid used was based on the weight of H SO,
required to produce a phosphoric acid containing a residual-free two
percent sulfate content after converting 96.5 percent of the phosphate
in the ground dicalcium phosphate. Wet process acid containing 25 percent
P.O, which had been prepared previously using the same reactants and
reaction conditions was also weighed to the nearest gram using an amount
corresponding to 25 weight percent of the total reactor charge. This
wet process phosphoric acid was used to dilute the reaction slurry so that
its solids content was about that of the reaction slurry encountered in
commerical wet process acid manufacture.
The reaction procedure was initiated by adding water, ground
dicalcium phosphate, and recycled phosphoric acid reactants in a tared
316 stainless steel reaction beaker, while vigorously agitating its
content with a propeller type mixer. After 15 minutes agitation, the

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 36/151
24
technical grade sulfuric acid was added slowly over a period of an
additional 15 minutes while vigorously agitating the contents of the
beaker. The temperature of the reaction slurry was never allowed to
rise above 80°C in order to prevent the formation of calcium sulfate
hemihydrate. After completion of the sulfuric acid addition, the temp
erature of the vigorously agitated reaction slurry was maintained between
75°C and 80°C using a hot plate. In order to insure a high P 90,- digestion
efficiency and the growth of easily filterable gypsum crystals, a total
digestion period of six hours was allowed from the initial mixing of the
dicalcium phosphate, water, and recycled acid until slurry filtration was
initiated.
The reaction slurry was filtered in a 7 centimeter diameter
Buchner filter funnel through Whatman Number 1 filter paper into a 500
milliter pyrex filter flask using water aspiration to provide a vacuum
in the filtrate receiver. The thickness of the resulting filter cake
was between one and two inches. After filtration of the reaction slurry,
the filter funnel containing the cake was then transferred to another
filter flask and the filer cake was washed with enough distilled water
to leach the remaining water soluble p90,-- The washed gypsum filter
cake was oven dried, weighed, and chemically analyzed for P 9 0r in order
to determine the amount of undigested phosphate. The phosphoric acid
filtrate was also weighed and chemically analyzed for various chemical
species.
Preparation of Monocalcium Phosphate
Batches of monocalcium phosphate were prepared by reacting
acidulation grade ground phosphatic raw material from either Florida

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 37/151
25
or North Carolina with wet process acid containing about 30 percent P 2^5
which had been previously prepared from ground phosphatic materials
from either Florida or North Carolina, respectively. The wet process
acid was weighed to the nearest one-tenth gram, in a tared 316 stainless
steel reaction beaker large enough to contain the monocalcium phosphate
slurry product. The phosphoric acid was heated with a hot plate to 80°C
while agitatingwith either a magnetic stirrer or propeller-type mixer.
A weighed amount of ground phosphatic material corresponding to that
required for the theoretical CaO/P O,. ratio of monocalcium phosphate
was then added slowly to the hot agitated acid over a period of 15
minutes in order to minimize foaming and local concentration gradients.
The resultant slurry was agitated for two hours total time while
maintaining the temperature at 80°C. The resulting monocalcium phosphate
slurry was subsequently analyzed for various chemical species.
Monocalcium Phosphate Dissociation Experiments
The dissociation of monocalcium phosphate in the presence of an
organic solvent was studied using various amounts of organic solvents
and three stages. Three-necked pyrex flasks with capacities ranging
from 500 to 5000 milliliters were used for the dissociation studies.
A two-bladed propeller and shaft made of 316 stainless steel and driven
by an electric motor was inserted in the center neck while the two off-
center necks were used for a reflux condenser and sample port.
Approximately 100 grams of the monocalcium phosphate reactant were
weighed into the flask and the flask was then placed in a water bath
which had been pre-set at the desired reaction temperature. A Blue M

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 38/151
26
Electric Company Model MR-3262A water bath was used with capability
of maintaining the bath temperature within +0.1°C of a temperature between
0°C and 90°C. A quantity of organic solvent corresponding to the desired
solvent/monocalcium phosphate PO,- ratio was weighed into a flask and the
solvent was then heated on a steam bath to the desired reaction temperature.
The heated solvent was transferred to the reaction flask and vigorous agit
ation was started immediately. The agitator was rotated at 425 revolutions
per minute as measured by a stroboscopic method. The temperature of the
agitated slurry was checked periodially. Samples of the agitated slurry
were withdrawn from the flask at various time intervals using a 25
milliliter pipette whose tip had been removed so that any large solid
particles in the slurry would not be prevented from being sampled. The
sample was immediately filtered through a porous porcelain selas crucible
which retained particles larger than nine microns using a water aspirator
to pull a vacuum on the filtrate receiver. A filter cake thickness of
approximately one inch resulted. After recording the time required for
filtration of the slurry to be used for calculation of the filtration rate,
the resulting filter cake was washed with a very small amount of ambient
temperature solvent used in the reaction. The filter cake was dried at 105°C
and the filtrate was quantitatively transferred to a beaker from which the
solvent was evaporated by the use of an infra-red lamp. Both filter cake
and filtrate were subsequently analyzed for various chemical species.
In stagewise dissociation, it was necessary to filter the entire
content of the flask after the desired reaction time period. At this
time, the reaction flask was quickly removed from the water bath and the
slurry was filtered in a nine centimeter diameter Buchner funnel through

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 39/151
27
Whatman Number 42 filter paper while using a water aspirator to provide
the vacuum in the filtration flask.
The filter cake from the first and second stages of the stagewise
dissociation was oven dried at 105°C for 2 to 3 hours. The powdered
residue was then quantiatively transferred to a tared three-necked
pyrex flask and reweighed. A quantity of organic solvent corresponding
to the desired solvent/m.c.p. P 90,- ratio was weighed into a flask and
then heated on a steam bath to the desired reaction temperature. The
heated solvent was transferred to the reaction flask and vigorous agitationwas started immediately. The subsequent details of these experiments
parallel exactly the procedure outlined above.
Preparation of Wet Process Phosphoric Acid by Direct Acidulation of
Phosphatic Material with Sulfuric Acid.
Wet process phosphoric acid was prepared by the chemical attack
of sulfuric acid on acidulation grade ground phosphatic material and
subsequently extracted with an organic solvent viz., acetone or methanol.
Predetermined amounts of reactants sulfuric acid and acidulation grade
ground phosphatic material as required by the stoichiometry for converting
all the calcium oxide in the rock to calcium sulfate anhydrite, were
weighed to the nearest ounce. Assuming P ? 0_ losses of 3.5 percent due
to undigested phosphatic material, the amount of technical grade sulfuric
acid used was based on the amount of H SO. required to produce a phosphoric
acid containing a residual-free two percent sulfate content after
digesting 96.5 percent of the phosphate in the ground phosphatic material.
The reaction procedure was initiated by adding sulfuric acid,
heated to 100°C over a hot plate, to phosphatic material and intimately

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 40/151
28
mixing together, using a Sears stand mixer model 400.827700 equipped
with an automatic 1 to 10 minute timer, for 2 to 3 minutes. At this
stage, the mixture formed stiff puttylike particles, about 1/8 to 3/4
inch in size. Fluorine compounds were evolved during the mixing.
Temperatures attained during mixing were 200° to 240°C. The mixture
was then heated for 20-40 minutes at a temperature of 250°C in a Lindberg
Tubular Furnace manufactured by Hevi-Duty Heating Equipment Co. During
the heating process fluorine compounds continued to be evolved and the
mixture became hard and porous. The dry product or acidulate was then
cooled in a dessicator to a temperature of 50°C and then extracted with
the desired organic solvent.
Preparation of Wet Process Phosphoric Acid by Direct Acidulation of
Phosphatic Material with Fuming Sulfuric Acid
Wet process phosphoric acid was prepared by the chemical attack
of fuming sulfuric acid on acidulation grade ground phosphatic material
and subsequently extracted with an organic solvent viz., acetone or
methanol. Predetermined amount of reactants sulfuric acid and acidulation
grade ground phosphatic material, as required by the stoichiometry for
converting all the calcium oxide in the rock to calcium sulfate anhydrite,
were weighed to the nearest ounce. Assuming P-0,. losses of 3.5 percent
due to undigested phosphatic material, the amount of technical grade
sulfuric acid used was based on the amount of H SO required to produce
a phosphoric acid containing a residual-free two percent sulfate content
after digesting 96.5 percent of the phosphate in the ground phosphatic
material.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 41/151
29
The reaction procedure was initiated by adding fuming sulfuric
acid to phosphatic material and intimately mixing together using a Sears
stand mixer model 400.827700 equipped with an automatic 1 to 10 minute
timer, for 1 to 2 minutes. At this stage, the mixture formed stiff
puttylike particles, about 1/8 to 1/2 inch in size. Fluorine compounds
were evolved during the mixing. Temperatures attained during mixing
were 240° to 270°C. The resultant acidulate was then held in an insulated
container for a period of 20-60 minutes. Temperatures attained during
this denning period ranged from 320° to 350°C. The dry product was then
cooled in a dessicator to a temperature of 50°C and subjected to size
reduction and subsequently extracted with an organic solvent.
Particle Size Reduction of Materials
During the course of this work, it was occasionally necessary to
reduce the particle size of some of the solid materials. Substances
such as Florida phosphate rock of different grades, dried monocalcium
phosphate slurry, phosphatic by-products and dried acidulate resulting
from direct acidulation of phosphatic material with sulfuric acid had
to be subjected to a particle-size reduction procedure.
Dried monocalcium phosphate was pulverized by hand with a mortar
and pestle until the largest particle passed through a U.S. standard
18 mesh screen. The dried acidulate from the direct acidulation process
were pulverized by hand with a mortar and pestle until most of the
particles passed through U.S. standard 2 mesh screen.
A Mikro sample mill manufactured by the Pulverizing Machinery
Company was used to grind the Florida flotation concentrate and phosphatic
by-products. The flotation concentrate and phosphatic by-products were

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 42/151
30
passed repeatedly through the mill until 70 weight percent of the grounded
material passed through a 200 mesh U.S. standard screen.
Extraction of Dried Acidulate
The extraction of dried acidulate in the presence of acetone or
methanol was studied using various extraction stages, various extraction
time periods and different degrees of dryness of the acidulate. A Buchner
funnel fitted with Whatman Number 42 filter paper was used to carry out
the extraction steps. A Hoffman clamp was used to pinch the polyethylene
tube, attached to the stem of the funnel, so that the organic solvent
could be held in contact with the acidulate for a period of time.
A known amount of dried acidulate was evenly spread out in the
Buchner funnel fitted with Whatman Number 42 filter paper. A quantity
of organic solvent corresponding to the desired solvent/rock P 90,_ ratio
was weighed to the nearest ounce and poured in the Buchner funnel.
Corresponding to the desired contact period of the solvent with the
acidulate the polyethylene tube was pinched. The pinch clip was released
after the desired time period and the filtrate collected in the filtration
flask. The above procedure was repeated for several stages and the
filtrate subsequently analyzed.
Materials
The different materials used in this study are listed below.
Organic Solvents Used for Monocalcium Phosphate Dissociation and
Extraction of Dried Acidulate
Methano1. Certified ACS reagent grade absolute methanol from the
Fisher Scientific Company.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 43/151
31
Table 2. Bulk Price of Commercial Chemical Purchased byTankcar (8).
ChemicalsPrice,
Dollars per Pound Pricing Basis
Methanol 0.051 Freight on BoardGulf Coast Producer
Acetone 0.140 Delivered,Eastern U.S.A
Sulfuric Acid(93.1% H o S0,)
2 4
Sulfuric Acid(98% H o S0.)
2 4
Oleum(15% free S0 3>
Oleum(20% free S0 3 )
Oleum(30% free SO )
0.022
0.023
0.025
0.025
0.026
Delivered,Eastern U.S.A.
Delivered,Eastern U.S.A.
Delivered,Eastern U.S.A.
Delivered,Eastern U.S.A.
Delivered,Eastern U.S.A.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 44/151
32
Acetone. Certified ACS reagent grade acetone from the Fisher
Scientific Company.
Phosphatic Raw Materials
Two types of phosphate rock were used in this work. The phosphate
rock from Florida was obtained already ground to an acidulation grade.
The North Carolina phosphate rock obtained from the Texas Gulf Sulfur
Company was a flotation concentrate which was subsequently pulverized
to an acidulation grade before using. Both types of rock were dried at
105°C before using.
Four grades of Florida concentrate and one grade of Florida
pebble used in this work were obtained from Occidental Chemical Company.
The phosphate slime was obtained from the Mobil Chemical Company's slime
recovery and bene fieiation pilot plant in Clear Springs, Florida. The
soft phosphate with colloidal clay (Calphos) was obtained from Thompson
Sales Co., Inc. All of the above raw materials were subjected to
pulverization to reduce them to acidulation grade before usage in this
work. All the materials were also dried at 105°C before using. Chemical
composition and particle size distributions of the above materials are
given in Tables 3 and 4 respectively.
Wet Process Orthophosphoric Acids
The wet process orthophosphoric acids used in this work were
prepared by the acidulation of ground phosphatic materials with sulfuric
acid.
Monocalcium Phosphate Materials
Impure monocalcium phosphate containing various amounts of free
water were used during the course of this study. All monocalcium phos-

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 45/151
33
Table 3. Chemical Composition of Experimental Phosphatic Materials
MaterialDescription Total
P2°5
Composition, Weight PercentFree
CaO AL 2 0 3 F e
2 °3 M §° F Water
Ground FloridaConcentrate (I)
Ground FloridaConcentrate (II)
34.2 8 49. 50 1.28 1.33 0.2 5 3.8 4 0.0 0
34.0 2 49. 71 1.31 1.43 0.24 0.00
Ground FloridaConcentrate (III) 33.48 48.17 1.62 1.69 0.26 0.00
Ground FloridaConcentrate (IV)
33.04 47.88 1.70 1.79 0.32 0.00
Ground FloridaConcentrate (V) 32 .3 1 45 .9 6 1.82 1.96 0. 31 0.00
Ground Floridapebble
28. .88
Ground Floridaslimes 14, .30
Ground Florida 20. .20Phosphate Matrix (I)20. .20
Ground Florida15. ,84Phosphate Matrix (II)15. ,84
Ground Florida11. 57Phosphate Matrix (III)11. 57
Ground Florida 7. 53Phosphate Matrix (IV)7. 53
41. 16 3.26 3.16 0.37
18.23 14.78 4.7 6
0.00
0.00
28. 89 2.0 2 0.5 6 0.1 7 1.81 0.0 0
21. 71 2. 51 0.62 0.26 1.90 0.00
14.56 8.93 0.9 6 0.22 0.98 0.00
11.30 3.5 1 2.27 4. 78 1.11 0.0 0
Ground N. Carolina
Concentrate (I)32.93 54.01 0.80 0.87 0.27 3.99 0.00
Ground N. CarolinaConcentrate (II) 30.60 49.10 0.72 0.52 0.22 0.00
Soft Phosphate Rockwith Colloidal Clay 20. 43 27. 53 10.46 3.71 0.74 0.00

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 46/151
34
Table 4. Particle Size Distribution of Experimental Phosphatic Materials
Cumulative Weight Percentage of Material RetainedMaterial by U.S. Standard Screen
Description 18 20 35 50 60 100 200
Ground FloridaConcentrate (I)
Ground FloridaConcentrate (II)
Ground FloridaConcentrate (III)
Ground FloridaConcentrate (IV)
Ground FloridaConcentrate (V)
Ground FloridaPebble
Ground FloridaSlimes
Ground FloridaPhosphate Matrix (I)
Ground FloridaPhosphate Matrix (II)
Ground FloridaPhosphate Matrix (III)
Ground FloridaPhosphate Matrix (IV)
Ground N. CarolinaConcentrate (I)
Ground N. CarolinaConcentrate (II)
Soft Phosphate Rockwith Colloidal Clay
0.07 0.09 0.36 0.49 2.94 27.13
0.03 0.07 0.17 0.43 0.59 3.73 28.58
0.04 0.09 0.24 0.44 0.73 3.24 28.47
0.01 0.17 0.32 0.49 0.94 4.87 29.43
0.04 0.21 0.41 0.53 0.84 4.11 30.42
0.02 0.19 0.34 0.47 0.91 4.07 29.83
0.01 0.11 0.34 0.51 2.93 27.10
0.02 0.13 0.31 0.48 3.03 27.73
0.05 0.13 0.49 0.73 3.95 30.41
0.13 0.24 0.58 0.93 3.87 29.42
0.07 0.12 0.38 0.81 3.63 28.73
0.01 0.07 0.19 0.23 0.38 29.57
0.00 0.03 0.10 0.13 0.31 30.13
0.00 0.00 0.05 0.10 0.17 30.33

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 47/151
35
phatic materials were initially prepared by reacting ground phosphatic mat
erials from either Florida or North Carolina with wet process phosphoric
acid which had been produced using ground phosphatic material from the same
region. Portions of this impure monocalcium phosphate slurry were dried
so that the resultant monocalcium phosphate material contained from 35.00
to 46.00 weight percent ^O^- The dried monocalcium phosphate materials
were ground so that the largest particle passed through a U.S. standard
18 mesh screen. The chemical composition and particle size distribution
of these monocalcium phosphate materials are shown in Appendix A.
Dried Acidulate Obtained by Direct Acidulation of Phosphatic Material
with Sulfuric Acid
Dried acidulate containing various amounts of moisture
were used during the course of this study. All the acidulates were
initially prepared by reacting acidulation grade ground phosphatic
material with different concentrations of sulfuric acid, and subsequently
extracting them with an organic solvent. The dried acidulates were
ground so that most of the particles passed through a U.S. standard 2
mesh screen. The chemical composition and particle size distribution
of these acidulates are shown in Appendix A.
Miscellaneous Chemicals and Materials
Various chemicals and materials that fail to be grouped within
any of the aforementioned classifications are listed below.
The sulfuric acid used for digesting ground phosphate rock during
the preparation of wet process orthophosphoric acid was technical grade
acid obtained from the Fisher Scientific Company.
The acids used in digesting experimental samples in preparation

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 48/151
36
for chemical analysis and the numerous chemicals used in analyzing these
samples for the various chemical species were all reagent grade chemicals
obtained from the Fisher Scientific Company, Will Scientific, Inc., or
J.T. Baker Chemical Company. These chemicals include buffering reagents,
precipitation reagents, indicators and titration reagents.
General Description of the Chemical Analytical Methods
A brief general description of the analytical methods employed
for the purpose of analyzing for various chemical species is given here.
In almost all cases, analytical methods were used which have been approved
and adopted by the Association of Official. Agricultural Chemists (20).
Analysis of Phosphorus
There were three types of analysis which were used in this work to
determine phosphorus content.
Total Phosphorus. The Association of Official Agricultural
Chemists (AOAC) official methods 9 was employed for this analysis (20).
This volumetric ammonium molybdate method basically involves digesting
the sample in aqua regia followed by the precipitation of the phosphorus
in a suitable aliquot using ammonium molybdate as the precipitation
reagent. The precipitate is then washed and titrated with standard
sodium hydroxide solution to a phenolphthalein end point.
Water Soluble Phosphorus. The AOAC official method 9 was employed
for this analysis (20). The method basically involves leaching the
water soluble phosphous from a weighed sample of the solid material
with distilled water. The water leach is analyzed for phosphorus using
the volumetric ammonium molybdate method described above for total

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 49/151
37
phosphorus.
Citrate Insoluble Phosphorus. The AOAC official method 10 was
employed for this analysis (20). The method basically involves dissolving
phosphorus from a weighed sample of the solid in hot neutral ammonium
citrate solution after removing the water soluble phosphorus. The
remaining citrate insoluble phosphorus in the sample is then digested in
aqua regia and analyzed for phosphorus using the volumetric ammonium
molybdate method described above for total phosphorus.
Analysis for Calcium
The AOAC official method 33 was employed for this analysis (20).
This analysis for water soluble calcium basically involves digesting
the sample in aqua regia followed by the precipitation of the calcium
in a suitable aliquot using ammonium oxalate as the precipitating reagent.
The calcium oxalate precipitate is then washed and titrated with standard
potassium permanganate solution.
Analysis for Iron, Aluminum, and Magnesium
The AOAC official Atomic absorption spectrophotometry method 29
was employed for these analyses (20). This method of analysis for
iron, aluminum, and magnesium basically involves digesting one gram of
the sample in hydrochloric acid followed by evaporating the sample to
dryness, then subsequently diluting it to appropriate volume with water.
Light absorption at appropriate wave lengths was measured with a Beckman
440A atomic absorption spectrophotometer and compared with standard
curves.
Analysis of Fluorine
The AOAC official method 9 for fluorine in pesticides was employed

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 50/151
38
for this analysis (20). This distillation method essentially involves
digesting a weighed sample with perchloric acid in a Claisen distilling
flask while stripping the evolved hydrogen fluoride with steam. The
hydrogen fluoride is absorbed in sodium hydroxide and then titrated
with standard thorium nitrate solution.
Analysis for Free Water
The AOAC official method 5 was used for this analysis (20). This
vacuum desiccation method essentially involves drying a weighed sample of
the solid over anhydrous magnesium perchlorate at ambient temperature
under an absolute pressure of nine inches of mercury.
Analysis for Free Water Plus Water of Crystallization
A method developed by Hill and Jacob (19) was used for this analysis.
The method basically involves drying a weighed sample for 24 hours at
105°C.
Analysis for Particle Size Distribution
Particle size distributions were determined by using a screening
method. The method basically involves screening a weighed sample through
a set of standard screens using a successively decreasing grid size. A
mechanical device called a Ro-Tap is used to facilitate the passage
of sample through the screen openings.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 51/151
39
CHAPTER III
EXPERIMENTAL RESULTS AND DISCUSSION
The objective of this study was to investigate the feasibility
of using more than one reaction stage for dissociating monocalcium
phosphate, and also to further investigate the possibility of manufacturing
low impurity phosphoric acid from various grades of phosphate rock and
low grade phosphatic by-products and wastes by a route involving the
dissociation of monocalcium phosphate in the presence of an organic
solvent. A study of modification and simplification of the above phos
phoric acid - dicalcium phosphate process was carried out in which only
high purity phosphoric acid of any desired concentration can be made
directly from various grades of phosphate rock and low grade phosphatic
by-products and wastes.
Experimentation for Stagewise Dissociation with Methanol and Acetone
Dissociation Solvents
Exploratory experimentation was performed to determine the effect
of certain process parameters on the yield of phosphoric acid and impurity
rejection from the purified acid product while using the most promising
dissociation solvents, methanol and acetone (11), in the stagewise
dissociation of monocalcium phosphate prepared from Florida phosphate
concentrate. The effect of the following process parameters were invest
igated: 1) dissociation reaction time in each stage, 2) amount of free
water present in the crude monocalcium phosphate react ant and 3) proportion

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 52/151
40
of organic solvent present during the dissociation in each stage. Near
optimum dissociation operating conditions in each stage and the number
of stages needed were determined from these studies.
Crude monocalcium phosphate prepared from Florida phosphate
concentrate I was used exclusively for these studies in order to eliminate
any possible effect on the results which might be attributable to the
introduction of raw material variations (phosphate rock source).
It was determined by Drees (11) from a two-way analysis of
variance scheme that the parameters of dissociation reaction temperature,
solvent/monocalcium phosphate P 0 ratio, and monocalcium phosphate P 9 0 q
content had a statistically significant effect on P ? 0 yield when methanol
and acetone were used as dissociation solvents. Dissociation reaction time,
however, was not a statistically significant factor and had no effect on
product acid P 90 t - yield at the level investigated for methanol and
acetone solvents. The same product acid P 9 0 q yield resulted after
four hours of reaction time as was obtained after one hour, and any
differences in the data are apparently due to experimental errors alone.
Methanol solvent. The effect of stagewise dissociation on product
acid P.-,- yield, product acid impurity concentration and filtration rate
when methanol was used as dissociation solvent for dissociating mono
calcium phosphate containing 32 and 47 percent P 9 0 q are shown in
Tables 5 and 6. The product acid P 9 0 q yields, the product acid impurity
concentrations and the dissociation slurry filtration rates shown in
Tables 5 and 6 are the values obtained after one hour of dissociation
reaction period. The detailed results are given in Appendix B.
It has been shown (11) that the product acid P Oq yield increased,

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 53/151
41
QJ 4-1
> Ct-H CUo o
CO 5-10)
4-1 P-i
OJ CMS-l CO
cu4-1 T34-1 CU•H CQ -H
rt £
C ^ U(T5 O o
£ o m4-1 pd LO0)
S <U W4-1 (T5
. £ ti £4-1 . £•H ft d)^ w M
O dCU . £ 4-»4-1 PH CO. £ ctf . £ft-d oen -H <rSo S-I w
si oPM H u
pH tf
e2 e <u
• H O S-iO S-l 3
r- l M-l 4-1
d ctfCJ T3 SH
o cu cuC H ftO rt g
S ft n)0) H
CU S-l>t i ( ^ S3 OS-l >^ -H
O S-l -US-i <T5
m 3 S-I
O PH PH•H O
^ ^ -s• H CU tfO 3 Cen s-i oin U T I
•H 4-1Q CU OCU H CUen ^ - / pc;
•His encu o •bO -H LOcd -u o•u d CMCO Ptf PH
PH 0)
cu a i m <34-1 4-1 O
pc; s-i 4-i o4-1 P H »H
C r-H 4-1O - H O 1 CtJ
• H P H CO J-l4-1 ^ 4-1Ctf <4-| S-i .-HS-l O Pd -H4-1 ^ . P H
I- H en•H rQpH (-J
* d
* d
="1
•r-i en
a o• H
t-H 4-1Ct5 CtJ
4-1 O
J-l OPH CM
PH
>-> LO4-1•H enJ-l - H3 enft cti
e «
PH
PHT3
toO
CM
PH
u
O C - H 4JCM- H O C
< (1)O
i-H t-H 4-1 S-ltd o o a)4-1 - H ^ PH
o ^ - d
PH
o rf - d£ 4-1 CUrt O 4-i
. £ H O4-i ctfCD <4-l CD
S O S-l P H
<4-l »tf £3 g
o aCO O »H
T3 PHa LO3 5 - I OO CU CM
PH ft PH
0)J D I H Mg O tf
LO LOvO
vD
LO
CM
LO0 0 vD
* a * a * a
vO vOCO
COvD
LO
ro
LO
CO vDCO LO
V V
CM LO LO LO LO
CM
CO CO
LOLO
V V
CO
VD CO LO CM
A ALO
vD
* a
CM
X )
JQ
CO CO
vD CO CO
vD
vD VD CM
vD vD CO
CM CM CM
VD
LO
VD
VD
CM
CO
VD
VD

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 54/151
GO
60
42
aPH
a
>•, m
>•,
H
CMPH
a
PH
PH
M-l
a
GO
o .Cti CDaj e
•Hu -uo
M-l fio
CD «Hcd oU ctf
a)C >->o
•H C•U OCtf « HSH 4J4J Cdi-H «H•H OM-l O
COCD en
JC «H4J T34J M-lC OCOco 5-iCO 3U Oa x :CDSH CD
CW O5-i
a) CrQ cd
13
ft
oCN
PH
COCD S-i

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 55/151
43
4J 4J
c c0) CU
> o, -1 5-1O 0)
c/> P-i
4J r ^
c <tCU5M * dCU CU
M-< aUM - H•H CTJQ 4J
c•U OCTJ O
•-I ^ .o o •—s
C O uo3 p i o
X m4J CU mCU 4J
g 03 CO
x : oJx : cu £4J CO•H O cu£ X toO
CM oJCU 4J4J CTJ co03 T3
x : - H x :CU U oto o 03O i - l W
X PMCM 4J
e o3e o3 H cu
•H 4M 5-1O 3
i - i * d 4J«} cu 0}a J-I 5-1O CTJ CUC cu Cuo cu
Rg n cuCM Hcu
T 3 > , C3 u Ou u • H
o ci 4JI—1 03
4M CO 5M
o 4JCM I—1
C o • Ho g Pn
•I-l4 J CU T 3oJ *d c•H CI 01a 5M
o o cCO oCO CU • H
•H XJ 4JQ H O
s--' 03cu CUCO PS
•I-l .Jg CO
cu o •toO >H maJ 4J o4J aJ CMco pti CM
CU
X I03
H
mo
CM 03CM cu
« UM 5-1
cu cu o <4J 4J0J 0J 4J CJ
PS 5-. PM o4J • H o O O O O O OCJ •-• t r 4J o o O o o o r^ i—1 i—1 CM vT) a\ oO -H CO 03 m r^ <t <t o I—1 i—i CM CM CM CM i—1 CM
•i-l PH ^ . 5M i—i i—i CM CM CM CM4J 5M 4J o O O O O O o0} ^ pd i—1 CM CM CM CM CM CM CM5M O • H
4J PMi -l W•H X3pM 1-3
5MO•»->oJ
CO
Cg O m r^ vT) O CO r^ r^ r^ m m 0 0 O CTi
• H en 0 0 CT» CT» 0 0 en r^ 0 0 r^ r^ r^ r^ m4J i—1 4JO oJ o3 i—i o O O o O o o o o o o o3 4J o
•d /~< Oo u-1 H5M O
CM C*JCM o < } • 0 0 CO VD O CM VO C^i CO m CO CO
CJ O en i—i i—1 i—1 i - l CM i - l i - i o l - l i—i i—I i—i• H B-2 0 0
<f g o o O o O O O o o o o o o!>,m
4J• H CO COJM -i-l o 0 0 I - l r^ l - l m 0 0 i - l l - l vo \D >X> m \D
3 w CNJ CM l - l o I—1 o o i - l l - l o O O o OCU 0J i J& pq < o o o o o o o o o O O o O
H ^
4J T3 COCJ -H o o m o 0 0 cr> en v£> VO 0 0 r^ r^ r^ < tcu o CM CM o l - l o O O O o o o o o oa <c CU5M PM O o o o o O O o o o o o ocu
CM
r^ r^ I—1 0 0 CO O 0 0 <± CM en o m v£>o03
m m v£> m m >£> <J- m m < ! • m •<!- CO
rt
o o o O o o O o o o O o o O
i n T 3O C • H 4 J
CNJ-H o CJCM <C CU o o i - l i - i r^ < t r^ v£> o CM m CO O
T ) a i—i CTi r^ CM CTi m CTi <f m <t m 0 0 Oi - l i - l 4J uoJ cu O CU vD o o <i- <J- <f \D cr. o CM CO CO <J-
4J 'H 3 CM CM en en co CO CO CO CO < } • <t < } • < } • <tO >M T3H
P r o
i - l i - lo oJ T JC 4J CUOJ O 4J
XI H o X I4J oJ X i X i X I X> x> x> CMCU M-t CU •d T3 r^ VD CM CO vD < } • i—1
g o 5-1 CM •> •> i—i o i - l l - l i - l I—1 •c O X i X i X i X i X 5 X I O
UM T3 PO g i—i CTi en I—1 r^ m < } • m vr> r^ 0 0 CTi i—Io ci i—i i—1 i - i CM i—i i - i
3 c r^ r^ r^ r^ r^ r^ r^CO O • H en vT) \D r^ oo CTi i - i i - i i - i i - i i - i i—i i—i
T ) CM
CJ i n 0 0 CC) 0 0 0 0 00 00 0 03 n oO cu CM
CM CU CM
5M COCU CU
X I UM 0 0
& O 03 i—i i—1 i—i i—i i - i i—i CM CM CM CM CM CM CM
3 4JS3 CO

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 56/151
44
mo
CNJ CT3
P- I CD
m uOJ OJ O <
g
n o t
4-1 4-1 o o o 1 3 c •Cd Cd 4-) C o ^ m •rl •H COP^ J-l PH O
4-J - H
CNJ CNJ I - I ocd
CO
3• H
COfi H O 1 4J ON ON ON CDO - H CO cd
•r l [i4 \ J-lI - l I—1 I - I o
•rl
CDXi
SI4-1
4-J J-l 4-J o o o J-l cdCt) M-l K i- lS-J O —— -r- l
CNJ CNJ CNJ osi CD
£ CO• H
•U pn ex 60 CO X !i—1 co
•H ,nCO
oeel4-1 c
3
4-1
Pn 3 siex
CO
SI
J-l
l—l
M-l
O
J-i 4-1 O cd S-lO o cd 4-1 O
•r- j CO 3 <D c SICtf C en 13) CD 4-1
S o m CNJ m O C g 3• H ^ m • J-l •rl • H cd
4-1 i—1 4-J • • % ex J-lO Cd Cd o o % P-i CD CD3 4-1 O A CD e_> ex SI
1 3 X - N O si g X 4-1O l O H5-1 O l
4-113)
CD >P-l O J
c(D CD r Q
P-I CNl en ON •H 4-1 COC o T- l i—i o O o T3
•rl ^S 60 • • • M3 Ct) si CD
>>in g O o o t HCD
CDJ-i
4-J CO
3• — \ 4-1 • r l C J-l1 3 • H CO en >> 3 o COCD S-l « H o m M-l C3 3 CO CNl o m C O
c & rt H J • i 1 o •rl CD • H•H 6 PQ <: o CNJ 60 4-14-1 M v^ P-. m cd • HCJ o 4-1 13O 4-J 1 3 CO 6-S CNl CO fiu CJ -H O ^ P-I O
V w ' CD O CN O CD si oo <c CD • i 1 > t - < o .5-1 P4 o • H cd cd CD S-l
• CD 4-1 4-1 CD g cd
^ P-. cd o •H t - <
CNl ON <r t H 4-1 S-l 4-1 • HCD o <i - en < t 3 -- O B
t - 1 cd • • • 6 i—1 M-l f j • Hr d O o o o 3 o O COCtJ o C CD «i-l
H cd 4J 4J ^-1
« CO -C Cd O CDCd 4J • u s-i cd na
m t3 c CD CD CO C -r l 4-1
CNl-H O CCDCO
6 C J^O
3P-I < : <u <r r- r-i CD M-4 •rl CJ • ~ \
T3 O ON en <i- J-l O 4-1 O t - <
1—1 ,—1 -(-> J-l • • . ex cd «H r - (Ct) CD O CD <t- m m CD O J-l 4-1 ^J-> -r l 3 PnO >H T3
<r <r <r J-l • H4-1
4-> CdCO
H O ~ cd •rl O CD5-1
P-i
A c
i d J-i
CDSi h
e
f
i s s o
D r e
i - l i - l r d r Q s* 4J 4-1 1 3 >.o cd x) ^ CNl \D 4J r Q
e 4.) cu O T- l t - < o 4-1 4-1 M-lCti O 4-1 • . . 3 CJ C O 1 3
Si H O <J- m ^ 13) CD CD CD4-) cd o CO CO S-l CCD M- l CD <J- <r <!" J-l CD CD 3 • r l
S o j -i p.,C O
i - i t - < i - l P-I 5-1ex
J-l Oex jn
cd4J
M-i - d t > g ON ON ON
cCD CD r Q
O C • r l J-I J-l CD O3 CJ t- - r- t -- CCO O 'r l I - l t - < t - 1 T3 CO CO O CO
T3 P-i . • . t - < J-l J-l 4J jH m 00 00 00 CD CD CD JH i—13 J-i O • r l Si 42 ed 3O CD CNJ
P-I £X P-If H
mo
n u m
rl ^3 4JC
CD
r e s
J-l CO CNl CD CD S-l CDCD CD P-. si SI j d
,D M-l 6 0 en en en ~ H SI Hg o d3 -W
! 3 CO oa r Q o 13

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 57/151
45
the total major cation impurity content of the product acid decreased
and the filtration rate of the dissociation slurry increased with
increasing dissociation temperature. A high dissociation temperature is
also desirable in the continuous process since hot recovered solvent
will be recycled to the dissociation stage after having been condensed
from the overhead stream of the fractionation stage. It has also been
shown (11) that the best dissociation temperatures for methanol and
acetone were 55 and 50°C respectively.
The data in Table 5 resulted from experimental runs involving the
stagewise dissociation with methanol and crude Florida monocalcium
phosphate containing 32 percent ^^0 at 55°C using different solvent
ratios in each stage. It is seen from Table 5 that the cumulative
percent P 9 0_ yield in the product phosphoric acid increases with each
subsequent treatment through a total of three stages, although the yield
in the third stage is quite small compared to the first two stages.
The P 9 0 yield in product acid resulting from the dissociation of crude
Florida monocalcium phosphate containing 32 percent ^ 00 increased rapidly
with increasing solvent/P 0 ratio up to approximately six pounds of
methanol per pound of monocalcium phosphate ? 9 0 in the first stage. This
increase in P Q0 yield is probably caused by an increase in phosphoric acid-
solvent association due to the larger proportion of solvent present thus
enhancing the monocalcium phosphate dissociation reaction by hindering the
reverse reaction. As the ratio was increased above six pounds of methanol
per pound of monocalcium phosphate p90,-5 the product phosphoric acid P^r
yield became relatively constant at approximately 37 percent conversion
to product acid ? 90 [ - in the first stage, while the cumulative P^s y^ e ^

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 58/151
46
became relatively constant at 43 percent conversion to product acid P 90,-
in the second stage after treating crude monocalcium phosphate with six
and seven pounds of methanol per pound of P 90,- in MCP in successive
stages. The maximum conversion was about 87% of the theoretical after
treating crude monocalcium phosphate with six, seven and five pounds
of methanol per pound of unreacted monocalcium phosphate P 90,- in three
successive stages.
The data in Table 6 resulted from experimental runs involving the
stagewise dissociation with methanol and crude Florida monocalcium
phosphate containing 47 percent ^ ? 0 at 55°C using different solvent
ratios in each stage. The product phosphoric acid yield resulting from
the dissociation of crude Florida monocalcium phosphate containing 47
percent P 90(- increased as the solvent/P 0,. ratio increased, and became
quite constant at approximately 35 percent conversion to product acid
P A . Although the product phosphoric acid yield resulting from the
dissociation of crude monocalcium phosphate containing 47 percent ? 9 0
was lower than that resulting from dissociation of crude monocalcium
phosphate containing 32 percent P 90t-j t n e P o°c yield was reasonably
high - 31 percent when six pounds of methanol per pound of monocalcium
phosphate P 90,- was used. Higher total yields were obtained with solid
than with slurry monocalcium phosphate.
Tables 5 and 6 also show the total major cation impurity (CaO,
Fe 0 , Al 0 , and MgO) concentration at different methanol solvent/P 0
ratios in the product phosphoric acid resulting from the stagewise
dissociation at 55°C of crude Florida monocalcium phosphate containing
32 percent and 47 percent P 90,- respectively. The total major cation

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 59/151
47
impurity concentration in the product phosphoric acid resulting from
stagewise dissociation of monocalcium phosphate containing 32 percent
and 47 percent P 90 t . decreased in each stage as the methanol solvent/P 0
ratio was increased. The total major cation impurity concentration in
the product phosphoric acid resulting from the dissociation of 32 percent
P-0- monocalcium phosphate decreased rapidly up to six pounds of methanol
per pound of monocalcium phosphate P ? 0 t . after which the decrease was not
as pronounced. As can be seen from Tables 5 and 6, the total major cation
impurity concentration in product phosphoric acid resulting from the
dissociation of 47 percent P ? 0_ monocalcium phosphate was considerably
lower than the total major cation impurity concentration in the product
phosphoric acid resulting from the dissociation of 32 percent ?~0c
monocalcium phosphate. This phenomenon probably occured as a result
of the lower amount of water in 47 percent P ? 0_ monocalcium phosphate
thus allowing only lower amounts of water soluble impurities to be
rendered soluble during dissociation.
Tables 5 and 6 also show the filtration rates at different methanol
solvent/? 0 ratios of the slurries resulting from the stagewise dissociation
at 55°C of crude Florida monocalcium phosphate containing 32 percent and
47 percent P, . The filtration rates are expressed in terms of pounds of
filtrate P 9 0_ that resulted per hour per square foot of filtration area.
The filtration rates of the slurries resulting from the stagewise dissociation
of 32 percent P 90 t _ monocalcium phosphate decreased as the methanol solvent/
P C ratio increased. Even though the filtration rates of the slurries
resulting from the stagewise dissociation of 47 percent P ? 0 t . monocalcium
phosphate were somewhat lower than the filtration rates of the 32 percent

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 60/151
48
P 0 monocalcium phosphate dissociation slurries, the filtration rates
of the 47 percent P 9 0_ monocalcium phosphate dissociation slurries were
relatively constant for methanol solvent/P 0 ratios investigated in each2 5
stage.
Acetone Solvent. The effect of solvent/P 0 ratio on product
acid P 9 0_ yield, product acid impurity concentration and filtration rate
when acetone was used as the dissociation solvent in the stagewise
dissociation of monocalcium phosphate containing 32 and 47 percent P 90[-
are shown in Tables 7 and 8 respectively. The product phosphoric acid
P O yields, the product acid impurity concentrations and the dissociation
slurry filtration rates are the values obtained after one hour of
dissociation reaction periods in each stage.
The P Oc yield in the product phosphoric acid resulting from the
first stage of the stagewise dissociation of crude Florida monocalcium
phosphate containing 32 percent P 9 0 C.J increased with increasing solvent/
P 0[_ ratios up to 6 and then, remained somewhat constant at approximately
30 percent conversion to product acid P 90 c . with increasing solvent/P 90
ratio from 6.4 to 8.2, while similar results obtained from the dissociation
of crude monocalcium phosphate containing 47 percent P 90j- show that
percent P 9 0 yield in the product acid increased from 16 to 37 percent
with increasing solvent/P 0 ratios from 1.6 to 9.2. It is seen from
the results shown in Tables 7 and 8 that the cumulative % P 0 yield
in the product phosphoric acid increases with each subsequent treatment
through a total of three stages. According to the dissociation reaction,
the solid residue from each stage would be correspondingly increased in
dicalcium phosphate content and decreased in monocalcium phosphate con-

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 61/151
49
• cw oO -H m•H -M o-M O CNI 0jaj aj PL, QJ
pen QJ M-l J-l o O o& QJ a) o <J co <t CO
4-> 4-1 4-1 o O o O o o i -H CO vD
aoj cj 4-1 a
m om i—1 vD <N CNl i -H i-H
a; • P4 S-J PM o «JD vD co CNl o i -H . »N . »N
> m 4-1 «H o O O o CNJ CNJ CNJ CNl CNl <N vD vD vD«-! O a I- I cr 4-1 I—1 r^ r^ CO o o O
O CM O - H CO Cj ro a> o o CO CO CO CO CO CO CNl CNl CNlCO P-i • H PM \ S-J ro CNl co co o o o o o o . « . r> . ^4-1 J-l 4-1 CO co co co co CO CO CO co4-> 4-J Cj M-l fC T-\ o O oe a U O \ >H co co co0) QJ 4J PMS-J O i—1 CO0) J-J •H rCt
M-l Q) PM KJM-l PL,• HQ <N J-l
ro O4-> •r -) COcd T3l cj qj
QJ S O a> o a> a> o CO 00 o < ! • o vD CNl vDa; C - H m r^ vD r^ r^ vD vD r^ m vO m vD mC -H 4-1 i-l 4-1o cd O Cj Cj o o o o o O O o o o o O o4-J 4-1 3 4-1 O Va; C *tJ /"-N O
o o O i O H
u o f<d o
O i O H
u o fPM CNX ! M PM r^ m m r^ r^ m a> CO CNl m vD CO CNl4-1 O a o i—i i—i i—i i—i i—i I - I i—i I—1 I—1 i -H i-H i-H i -H
•H O •H B^ M£ P* S o o o o o o o o o o O O O
a; a; 4-14-1 4J • H CO cocj cd • J-l -H o CNJ ON 00 I—1 < ! • < ! • m m a> CNJ m r^ vD
X ! X ! " -N 2 CO CNJ CNl CNl CNl co CNJ co CNl CNl I - I CNJ CNl CNl CNlpu & CJ PH cd I-H"CO CO o g PQ < o o o o o o o o o o o o oo o o H v ~ /
x: x: mPM PM 4-1 T3 coCO CJ "H o I—1 CNl CNl co CNJ a> CNJ < ! • i—i i—i r^ i -H i-H
g cj cj 0) O CNJ I - l i—1 I—1 I—1 i -H o i - l i - l I - I i -H o i -H i-H
3 *a £ o <d QJ•H -H SM PM o o o o o o o O o o o O OO S - J O ) 0)
i- l O M PMCTJ I—i ccj a> < ! • < ! • CO r^ o CNl co CNl CNJ CO i-H r^O f^ 4-1 O o i—I I—1 I—1 i—i i—i i—1 i—I i - l i-H o i-H oO CO cj
c eCJ o O o o o o o o o o o O o
O O J2 Vg n oM-l cj •»0) W Cj
•Td nd i n 'O3 0) 4-1 o a -H 4-iU U Cj CNJ-H o a o a> vD r^ o> < ! • o I—1 co vO CO CO co
CJ Cj PM <d 0) a> m 0 0 co r^ r^ CNJ a> < ! • m co CO COCu QJ T3 O
M-i a> s-i T—1 T—t 4-J J-l a> a> a> o i—i CNJ co co < ! • < ! • m VD vDo u o Cj 0) O QJ CNJ CNJ CNl ro CO co co co co co co CO CO
PL, 4-1 4J -H 3 PMa cd O >-< T3lO J* , J-i
• H J-l 0)H OO J* , J-i
• H J-l 0) SM
4-i J-I a , PMcj d g
•H i-l 0)O CO H i—1O QJ Cj * dw P-, qj qi 4J QJ r O r O r O
w o o O O 4-1 vD i-H CO•H S -H 4-1 H O i -H CNl i -H
Q -M 0) Cj r O r Q r Q r O r O r O • • •QJ Cj O M-l QJ T3l CNJ vD < ! • CO CNl i -H < ! • m vD0) M3) J-l < O U PM
•»CNJ i—1 i—i I—1 I—1 CNJ . r> . #N . #N
CO d 4-1 £ y r Q r Q r O r O CNl CNl CNl•H J-l i- l M-l T3l F=> S CNJ CNl a> vD < ! • m v£> r^ CO a> i -H i-H i-H£ CJ -H O d < ! • < ! • i—i i - l . . .0) PM s a • • • • «JD vD vD vD vD vo CO co COtxO QJ CO O «H vO vD r^ 0 0 i—1 i - l —1 i—1 i - l i-H . . . #N
Cj J2 T3l T3l PM vD vD VD4-i H qj qi m CO CO co CO CO CO i -H i -H i-HCO ^ Cj ql s-j o
O QJ CNJPM pi . PM
CO CO CO
r^S-J co
QJ QJ QJI-l. , D IW 60 i—I i—1 i—i i—1 CNJ CNl CNI CNl CNl <N CO co COr Q g O cdCj d 4J
H 53 CO

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 62/151
50
Xt
CJ
P-i CUM-l U
CJ 0) O <4-J 4-J
ni n u CPi U Pn O4J -H
C r-4 CT 4JO -H W d
•H h J-l 4JCtf M-l X «-<J-l O
PM hJ
Pn
03
XtO i n HJM O l
P-l CNP-i
> i i n4-1•H 03J-l -H3 enPu flj
e «M
4-1 X>
a -HCU OO <
d CJS O
•Ht -I 4-J03 cd4-1 O
CM
bO
PM
CJ
LO x lO CJ «H 4-1
<» H O CJP-i <C CU
Xt Ot-I ,-1 4-1 }-laj cu o <D4-J «H 3 CM
o ^ - dCM
CO ctf x tCJ 4-J (UO O 4J• W H Oa> ajO M-l cu
< O U CM
Cl CJMM X) D So c;
3 CJ03 O «H
Xt CM
CJ m3 u oO O N
CM PU CM
CD,JO M-l 606 o aj0 4J
53 CO
m
oo
oo
a
cu
cu
CM
Cu
X)
<C
xl
X I
m
CM
bO
CMCJ
X)
m
CM
MM
bO
X)
a
MM
bO
O •CTJ CUCD 6
• HJ-l 4->O
MM CJO
CD - H4J 4-1Ctf OJ-l 03
cuCJ 5-1O
• H CJ4J OCtf « HJ-l 4->4J 03
r-4 «H•r-4 OMM O
WCU W
-C J - H4J XI4J M-lCJ Ocu03 J-lcu dJ-l Oa ^cuJM CU
CJw oJ-lCU CJ
rd 0j
cucu J-i
M-l
X)
X)
X)

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 63/151
51
• u• u dd cuCD o> S-i
l - J cuo PM
COr «
• u <tdCD xJ5-1 cuCU d
M-l •r-<M-l cd•r-< •uQ d
o•u ocd
^ .cu o ^ " N
d o CJo P^ o•u ocu cu IT)o •u
<:cd CO
Xi cdx: a. £• u CO•r-< o CU£ Xi oO
PM cdCU • u• u cd cocd x)
x: •H x:a. 5-1 oco o cdo I—1 wx : PM
CM g •ucd
6 o3 5-1 cu
•r-< M-l 5-1O 3
I—1 Ti • uCtJ CU cdo 5-1 5-1o cd cud a. a.
o cu idS 5-1 cuPM H
CUX> >> d3 5-1 o5M u •r-<
CJ 3 •ui—i cd
MM co 5-1O •u
PM I—1d CJ •r-<
o S PM•H4-) cu X Jcd X J do 2 cd
o CJ dco otz> cu •r-<
•r-< x : • uQ H o
cda) cuco P4•H •£ coa; o •toJU •r-< LOcd •u o• u cd ( NCO P4 PM
CO
CU
r O
cdH
PM
4-1 4-1cd cd
CU MMo
cdcu5-1
<
PM
do
•r-<•ucd M-i5-i O
•ui- J CO•r-t X)PM I-3
X )•r-<o<• uo
XJO LQ5M O l
PM CNPM
C• H B-S
<t>> m•u•r-t CO5M -r-t3 COa cd& pq
M ^
4Jdcuo5M
cuPM
d5M 4-1 O4J PM T-(
i—l 4J•r-t t r cdPM CO 5M
5M
ffi4-)
o50
H3
<co
oCN
cuPM
Ocd
u
LO cdo d x)
CM-H -H 4JPM O d
XJ < CUcd cu4-1 -r-tO >H ^ PM
H XJO5M
PM
cd XJ
M-l noO d
co OX J PM
d3 5M
o <uPM CM PMCM
5M
CU
•iS3
COCU50cd4JCO
coLO
( N0 0
o
CTiCO
COCO
mO
Oco
xi
LO
mm
V
o
mo
com
vOO
o
V
o
XJ
rO
<t
o o o o oCO vO CN I—1 I—1o o o O O r « vO r« vO vO
o o CTi vO vOvO CT. CO r-~. r-~. vO vO vO vO vO
CO CO CO CO CO
o m ( NCTi
vOC^
vOCO
vOCO
m 00vO
V
(NO
OV
CO
omo
coo
mo
CO
omo
o
mo
oV
mo
CO ( NCO
CTi Om
o O
co mCO
vO( N
OV
CO( N
CNCO
CTi( N
CTi( N CO
OCO ( N
( NCO
COCO
OCOO
CTiO
CTiO
vOO
mo
CO
omo
mo
o
V
o
V
oCTi
mCO
CO co( N
CTiLO
Oco
O
V
m
CTi( N
oCO
COCO CO
vOCO
vOCO co CO
o
vO
O
V
mooV
COCO
CO( N
vOO
moCN
x) xtX I
coX I -
CTivO
( N( N
X iCNCN
X)CO
XI
<t
CTii—I
CO
X ICOCN
CO
CTiVO
OV
mooV
oCO
CTi( N
moo
V
CO
X I
.—1 ( N .—1 CN i—1
<t m vO r-~. CO- rs • rs - rv • r*
• ^CTi C^ CTi CTi CTi.—1 .—1 .—1 i—1 .—1

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 64/151
m
52
CM CU
OJ CD M-l <4-1 4J O05 OS 0
&> U 4J O4J PM "H
C t - l 4-1o -H cr oJ
• H pL, C/) S-I4-1 4-1Otf «-M J-l i—IS-l O W -H4-1 \ PM
r H CO• H XpM 1-3
mm
oo
CMm
M3
ft
Cu
00
00
M3
<4-l
M305 0
a . Si-H 4-1
05 05•u o
m
A
nd
cuCM
yft
M3
u
OO
M3o ins-i o l
CM CMCM
>>m4-1•H COU -H3 coCU 05& PQ
CM
M3
CMM3
50
O
U
m MJ=> c -H -u
CM-H O CJ<d cu
T- < i-H 4-1 U
05 CU O CU4-1 M-l p CMO >H M3
CM
CU 05 M3d -u cuO O 4-14-1 H OCU 05O M-i CU
< O S-i CM
£ &2<W -O 5 ^O Ci
3 CCO O - H
M3 CM
c! m3 SM OO CU CM
CM ft CMSM COCU CU
X M-l 00E O 053 4-1
CO
m
ON
CO
00
nd
PM
cu
M3
<:
M3
CM
M3
CM
m
CM
M-I
4->
ft
m
oo
oJ cucu SS-I 4Jo
m co
CU T-l4-1 4J05 OS-I Ctf^ <ud uo
• H C4-1 O05 -HSM 4J4-1 ctf
i-H - H•H OM-l O
COCU CO
X -H4-1 M34-1 <4-lC OCUCO S-lCU 3J-i Oft Xcu
cCO OS-lCU 0
x os
cuCU S-l
X OEH 6
M3
M3
M3
Q
> 1
M3
M3

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 65/151
53
tent. The maximum conversion was about 907 o of theoretical. Higher
total yields were obtained with solid than with slurry monocalcium
phosphate.
Tables 7 and 8 also show the total major cation impurity (CaO,
Fe 0„, Al 0 , and MgO) concentrations at different acetone solvent/
P 0 ratios in the product phosphoric acid resulting from the stagewise
dissociation at 50°C of crude Florida monocalcium phosphate containing
32 and 47 percent P 90,- respectively. As can be seen from Tables 7 and
8, the total major cation impurity concentration in the product phosphoric
acid decreased with each subsequent treatment through a total of three
stages. The total major cation impurity concentration in the product
phosphoric acid decreased rapidly as the solvent/P 0 ratio was increased
with 1.6 to 3.1 pounds of acetone per pound of monocalcium phosphate P 90,-
in the first stage of the stagewise dissociation of monocalcium phosphate
containing 47 percent P 90,-. However, above a ratio of 3.1 pounds of
acetone per pound of monocalcium phosphate P.O., the total major cation
impurity concentration in the product phosphoric acid was relatively con
stant at approximately one percent.
When the data concerned with the product acid impurity concentrations
when using methanol solvent (see Tables 5 and 6) are compared with those
when using acetone solvent (see Tables 7 and 8) , it can be seen that
the choice of solvent dictated which major cation impurities were
preferentially rejected from the product phosphoric acid. When methanol
was used as the dissociation solvent, the concentrations of Fe 0 and
Al 0 in the product phosphoric acid were generally much lower than when
acetone was the dissociation solvent. However, when acetone was used as

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 66/151
54
the dissociation solvent, the concentrations of CaO and MgO were generally
much lower than when methanol was the dissociation solvent. This pre
ferential rejection of impurities can be attributed to difference in
solubility of different impurities in two solvents. However, even though
methanol rejects iron and aluminum impurities better than acetone and
acetone rejects calcium and magnesium impurities better than methanol,
the total major cation impurity concentration in the product phosphoric
acid is approximately the same when dissociating with methanol or acetone
using similar reaction conditions the only exception is when monocalcium
phosphate containing 32 percent P„0 was dissociated with methanol. This
irregularity can be attributed to the lower ratio of solvent/P 0 in
monocalcium phosphate being used in each stage.
Tables 7 and 8, also show the filtration rates at different
acetone solvent/P 0 ratios of the slurries resulting from the dissociation
at 50°C of crude Florida monocalcium phosphate containing 32 and 47
percent ? 9 0 respectively. The filtration rates are expressed in terms
of pounds of filtrate P ? 0 that resulted per hour per square foot of
filtration area. It can be seen from the above two tables that the
dissociation slurry filtration rates decrease with each subsequent
treatment through a total of three stages.
When the data on dissociation slurry filtration rates with
methanol solvent (see Table 9) are compared with those with acetone
solvent, it can be discerned that use of acetone solvent resulted in
higher dissociation slurry filtration rates than when methanol was used
as solvent. This difference in filtration rates can be attributed to the
fact that acetone has lower viscosity than methanol.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 67/151
55
a r e d
S-i a.o cu
S-io> P-i
co >-.• u 5-1OJ S-l
o 3 .< i—1 • ~ \
CO IT)S-i OOJ P-i CN
si o P-i4-J a•H 4-1W QJ a13) QJsi 3 O4-1 S-i S-i•H o QJ
& cuP-i
o> x: r--4-1 H < ftt) • > — '
J3 S-i
a • OCO QJo 60 CN
XJ tt) coP-I 4-1
CO U
e QJ
3 X l xi•H O 4-1o tt) •i-l
I—1 w wtt)
o a 13)
o •H QJd ao CO • Hg O tt)
•i-l 4-1cu 4-1 aT3 tt) o3 Pi oS-l
o 4-1 ^d oM-l a; oo >
i—iPi
c o 0)
o CO 4-1•H tt)• u £ xstt) 3 a
•H e CO
o •H oo 4-1 xiCO a. P-ICO o
•H CtJQ 4 J 13)
tt) •i-lQJ S-ICO i—l o
•H o 1—1
£ a FnQJ rttoO XJ ett) 4-1 o• U QJ 5-1
en g U-l
a>QJ
i—i
x itt)
H
tt) uS-i
4-1 ~i—l Si•H QJpt4 4-1
tt) M-lPi O
5-14-1
i—l
• i - lPn
14-1O
4-1
Pn
a 4
co
M-l IT)
o oCNM-l
CO P-i OX I
QJ
aO
•i-l4-1tt)S-l4-1 '
H J D• H QJpH 4- 1 l—I \ 1—I
tt) - H S-l 'i-lP i P>4 JX! Pn
•M Pntt)
CO
• H4-1tt)
a 4 s-iCO 4-1
I
oS-i *>
L O P - I tt) 4-1
o t snCNJ3I «H" Q)P-i -H
. -I T3)tt) i-l
4-1 Q)O -H
H >H t J
O O< s-i
QJ4-1 P-iO
3
CO - H QJ
•H 604-1 \ P-, tt)Ct) 4-J O 4-1
P i CJ g COQJ
S > fli3 i-l «H Og o tt)
•H co mw4-J Oa. M-i CN c
O O P-i -H
P-I6-2 i D Or> O g< f CN
P-i C•i-l
P-i
5-2 m oCN O gCO CN
P-i C•i-l
P-i5 -2 l O Or^ O g<t" CN
P-i C•i-l
P-i5-2 l O UCN O gCO CN
P-i C•H
P-iB-2 L O Or o g< f CN
P-i C•i-i
P-iB-2 L O OCN O gCO CN
P-i C•H
P-i^ L O Or-- O g<t- CN
P-i C•i-i
P-ie-2 L O OCN O gCO CN
P-i C• i - l
CUS-i
34-1 tt)
• r t - d tt) S-l O4-> £ S-l QJoo ctj 4-i att) ,-1 eaj T-I cu
P i h H
S-i COQJ QJ
X l U-l 60
S O tt)
3 -UJZ! CO
cufX M-lto O
H
4-1
aQ)>
i—l
oCO
o
co0 >
oCN
co
r--0 >
co
vOco
r--i-i
oo
Oco
LOLO
<t"0 >CN
Or^
voo<t-
coCTi
OCN
LOCN
vO
CO
CO0 0
co<)•
CO
<t1—1
o
LOLO
CN
<t"CJsCN <)•
.~COO 00
r
vo oo o<t- o• « LO
cn Ac^
•« LO
o I-ICN
LOCN 00• - C N
MD A
CO
LO
o-
0 0
o-co
o-VO
VO
oLO
LOLO
o o oa C CJCtJ tt) tt)
si J3 J34-1 4-J 4-i
QJ cu QJg g g
CTi
CTiCN
i—l
r--CNI—l
VO0 0
0 0
oco
coCN
VOco
r^co
oco
CO
VO
1—1
oo
oLO
CTi LO
CTi COCN CT>
i-l Or-- LOCN CNi- l v£>
CNLO
VOCO
VOOCN
0 0
oco
co
co
CNi—l
O
CNi- l
CO
oLO
CN
QJ QJ
a Co O4-1 4-1
a) QJ
o O
< <
CTi LO <t"
CT> 0 0 CNCN 0 > LOi—l
i-l O Or-- L O LOCN CN V40i—I VO "S>
CNLO.~ r^.
VO CNCO
vO
oCN CO• ~ vo
CO i-lOCO
VO
0 00 0
vOco
CN
VO
0 01—1
vO
OLO
QJ
ao4-1QJO
<
O• H
S-iosiaCO
oJ3
a.4J
o
oS-i
a.QJ
j ^4-1
.s*di—iQJ•i-i
LO
oCN
P-i
CO4-1
QJ
COQJS-i
a.QJS-i
T3)• i - lO
<H4-1
O
H3)O5-1
P-I
•i-i
T3)i - l
QJ• H
LO •O TJ
C N HP-i O
r cj
tt)

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 68/151
56
Dissociation of Monocalcium Phosphate Prepared from Various Phosphatic
Materials with Methanol and Acetone
A number of exploratory experimental runs were made to investigate
the dissociation of crude monocalcium phosphate prepared from various
phosphatic by-products in the presence of acetone and methanol solvents.
The data resulting from these experiments were used to evaluate the
feasibility of using this process for the manufacture of low impurity
phosphoric acid from the dissociation of crude monocalcium phosphate
prepared from various grades of phosphatic materials.
Condensed data which resulted from these exploratory experimental
runs are presented in Table 10. The detailed results are given in
Appendix C. Table 10 shows the P 90,- yield in the product phosphoric
acid, the major cation impurities in product phosphoric acid containing
54 percent P 9 0_ along with the filtration rate of the dissociation slurry
which resulted from the dissociation with methanol and acetone of crude
monocalcium phosphate prepared from various phosphatic materials. The
table also shows the types of phosphatic materials, the type of dissociation
solvent, and the total percent P 9 0 q *- n unreacted monocalcium phosphate.
Reaction and filtration temperatures for acetone and methanol were 50°C
and 55°C respectively. A nearly constant ratio of approximately 6.2
pounds of solvent per pound of total P 9 0r in the unreacted monocalcium
phosphate was used for these experiments. The crude monocalcium phosphates
used for these experiments were solid materials which had to be pulverized
prior to dissociation.
The P o 0 yields which appear in Table 10 represent the percentage

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 69/151
57
X ) •CU CO•U i—1a cdcd «i-tCU 5-1JM CU
S u u| 3 Cd o
g mMM LO
o a•rM X)
X ) -U da cd cd3 JJ0 0 , 0
P-( CO O
\ O Ou £ ma PL,CD <1)> MM 5M
i- l O CDo £
en coCD i—1
MM x ) O
o cd aj- i cd
co O Xx ) -t-J
cJ co a)3 2 go o
CM -i-t nd5M d
vo cd cd>. d fU
•P 6 C•^ 5 o£ 5-1 4J
MM CD
cu aj j ' d < ;cd cu
X u ua cd oto a' wO CU
X U COCM CM CU
5-I
S (0 33 5-4 4-J
• H CD cd
O £ 5MI—1 CDcd CM d .
o u eO S CD
a HO CU
S-d S3 O
CU 5M TMX ) U 4J3 cd5M CD 5M
U £ 4JH <-i
i H v - ' . HO PM •• ~ N
a • xi >->O CM (=! I—1
•rM C_) cd a;^ g >cd a • H
•^ d o 4-Ja TM ••-(, OO 4-J CD
co LO a aco o cd CO•rM CM <u CDO CM pcj Pi
Xcd
cd « i - i5M Cd -rM4-J CU pM
i—I 4-J• H Cd MMPM ftf O
<1)4J CT I
cd en I-I5M \ -rM
rM trj \ MM
LO O
oCM -UCM PM
cdLO
OCM
CM
4J
aCD
a5M
CDCM
>•>4J•rM5M < f3 LOag co
M -rMCO
•u cdd PMCU ^ w
a5M ndcu •!-<
CM O
<n j -UI- I OCU 3 ~ 4J
• r l X l « d>M o nd cu
5M TM oLOCM a
o <CMd
CM «H
5M
CUCM
Cd4J
o£M
4Jdcua5Mcu
CM
X )
d cu•iM -U
O CMm c t f C J
O cu gCM 5M
CM d!=)
4Jdcu>
i—ioen
coI—I •"N
cd L O5 T- I ocd 5M CM
ft f CU C M4J
CO5M dO O
• n T-(Cd 4J
g Cdo
oW)g
CUP M
Ocd
CJ>
<f OCM ON
VO CMON O N
O O
oo m•-I O
o o
r - ONo <f
o o
o ONi—I CM
o o
i—I ON
vo O
o o
CO r »
ON LP)0 0 i—I
O CMCO LP)
ON O
i—I LP)CM VO
O ^ON ON
LO
i—i ON
ON O N
ON COI - I <!•
I—I r -i-M CO
O . - I
O <fCM i-M
O i-l
CM 00CO O
o o
LP) VOCM O
O O
CM OLP) VOCO O
o o
< f ON.-I <f
O O
r- oo LO
o o
ON 00O <f
O O
O ONi-M CO
o o
r- r-i-M LP)
o o
o <f
o o
co ONi-M CO
o o
r- LOO CO
o o
o <f
o o
LO COi-M VO
o o
00 LO<f O
o o
LP) r »<f O
o o
ON r -<f O
o o
i-M ONLO O
o o
<f --I<f --I
o o o o o o o o o o
voLO
i-M ONLO r^
i-l O
ON VOAO O
o o
CM VOi-M CO
o o
VO 00i-M CM
o o
< f ONLP) O
o o
i-Mr-
COON
CMLO
ON0 0 CO
0 0 i-MCM
o < ! • < ! •
O LOCM <j-CM i-l
CO i-MCM <j-
oco
CMCO
0 0CM
ONCM
0 0CM
ONCM
COCM
ONCM
00 OCM CO
0 0 ONCM CM
r^ ONCM CM
Oo
Oo
O< ! •
O< ! •
Oco
Oco
O Ovo vo
O O< ! • < ! •
O O00 00
O Oi-M i-M
r-< ! •
r-< ! •
vo< ! •
vo< ! •
LO< ! •
LO< ! •
LO LP)< ! • < ! •
CM CM< ! • < ! •
o CU O cu O cu o cu o cu O cu o cud d d d d d d d d d d d d dcd o cd O cd o cd o cd O cd O cd o
XI 4J x\ 4J X 4-1 X 4J X 4J X 4J X 4J4-1 CU 4-1 CU 4J <U 4-J cu 4-1 CU 4-1 cu 4J CU
cu a CU O cu a cu o cu a cu O cu ag < g < g < g < g < g < g <
1d . 1
d o 1d
•-N
LO 1d o 1d CU X
cu co cu • cu co cu • cu co i-M •rM
a • o <t o co a co o • X 5M
d <h d co d ^s d co d CM X 4J
o co o ^s o o ^s o CO CU cdCJ v_x CJ
HCJ 1-1
1-1CJ
>CJ ^s CM g
cd M cd I-M cd 1-1 cd 1-1 cd > cd cd CMTJ nd nd ••d nd ••d / - N T3 ••>M cu • H CU •>M <U •>M CD •>M cu •H ON •H O^1 4-1 5M 4J ^i 4J *-i 4-1 5M 4-1 5M • 5M CMo cd O cd o cd o cd O cd O 0 0 O w
i-M 5M i-M u i-M ?M i-M *-l i-M 5M i-M CM i-MPM 4J PM 4-1 PM 4-1 PM 4J PM 4J PM ,»-' PM M

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 70/151
58
o
C ID +J C IO pQ Ctf CO i - l
ctf5H cd
4-i 5H f n C cd
w O QJ14-1 - H 5H
•u QJ pn m o 4-i < ;I- H -u o tti• H ctf M-l CN4-I UPu (3£j O P-i PH 4-1
•U ctfo3 OCNO P-i5-i
P-i 4-1C
C QJ• H O
5H>•> QJ
4-1 P H• HU < f3 ma,& wfl -H
co4-1 CtfC PQQJ wO
a; -i-iP-i O
TJ 4-1i-H O
QJ 3•H -O ~ 4-1pH O ct! C
5 "d a)m P-i -H o
o o uCMCJ <ti a)
i—I S-i Octi O «H
4-1 •!-) 4-)
O ctf ctfH g O
oO
PH - H PH
4-) 13
O C QJE-f - H 4->
O PH4-1 m nj o
C O QJ S(U <N 5H
O PH C
PH
ctf m£ -H oCti 5H CN
P i QJ P H
S B-S
CN
O
O VDV D h»
<- l O
vD O
O O
vo CN
O O
m ON<N CN
O O
O ONv£> O
O O
00 00
VO COCN CN
O O<N CN
O O<h <1-
O d)
c enj o
x : 4-i4-1 QJQJ O
S <U
300
Hi .•x) m• H i—I
PH M
CN
CN
CN
CN <fCO CO
ON m
.- i <1-
o I-H
<n <f
<l- oCN ON
CO ON
m o
i^- oor - o
<-H O
m CN o
CN CN
o mm o
r- o
o o
m o<l- r-
o o
CN <f
<t- m
o o
i -l Om
o o
<r I-I
r^ oo
CO CO
o o
S vo
1 3 i - l
O Mi - l I - lPH M
O O
i n i^-CN CN
o o
<r <r
o o
ON <t"
o o
CN m
o o
<f en
o o
m CNm <t-
o I-I o o
CN CO
o o
vO O
o o
CN m
o o
I - I r -m o
o o
vo <fvo o
o o
oo <t-CN m
o o
o m<l- r-
o o
00 ONo m
o o
vo ooCN CN CN CN
CO CO
CO OCN CO
O OCN CN o o
CN CN
CO 00<r) m
o cu o QJti ti C Citf O ctf O
X I 4-1 X ! 4-14-1 QJ 4-1 QJQJ O QJ O
S < S <
m mx) •• H 1^.
fH M
<!" <!"
O CDC Cttf O
si 4-i4-1 QJQJ O
S <
CU i—I -<!-4-1 i - l .
m o oX ! O <NCU ^co x :0 4 - 1 ^ ,
x : -H ctfPH ^ . - I
o4-1 ^14-1 O i—IO O ctf
CO pej 1 3
i—I i—I v£> VO
O Q)
c dm o
x : 4-i4-) QJQJ O
O QJ
ctf Ox : 4-i4-1 QJQJ O
C/l
•X) O
•H mo <f
O CNCJ CO
ctfa M
• Hi—I QJO 4-1u nJCtf S-l
O 4J
!3 O
i- l O<N CO
m m
o o
i- l O
o o
o m
o o
o o
<t- ONvo Oo o
oo m
o I-I
m m
o QJ
ttf Ox : 4-i4-1 QJQJ O
S <3 S < S <3
o oo m
i—I QJO 4-15-4 Ctfd 5^
O 4-1
! 3 O
Cu
oi
Z O> . >H4-1 5-1• H QJ
5 a,Cu QJ
M -H
c cQJ OO «H5-1 4-1QJ O
P H nJ- QJ
= aT3 OI- l T-4
QJ 4-1• H ctf> H «H
O
m oO co
<N COPH - H
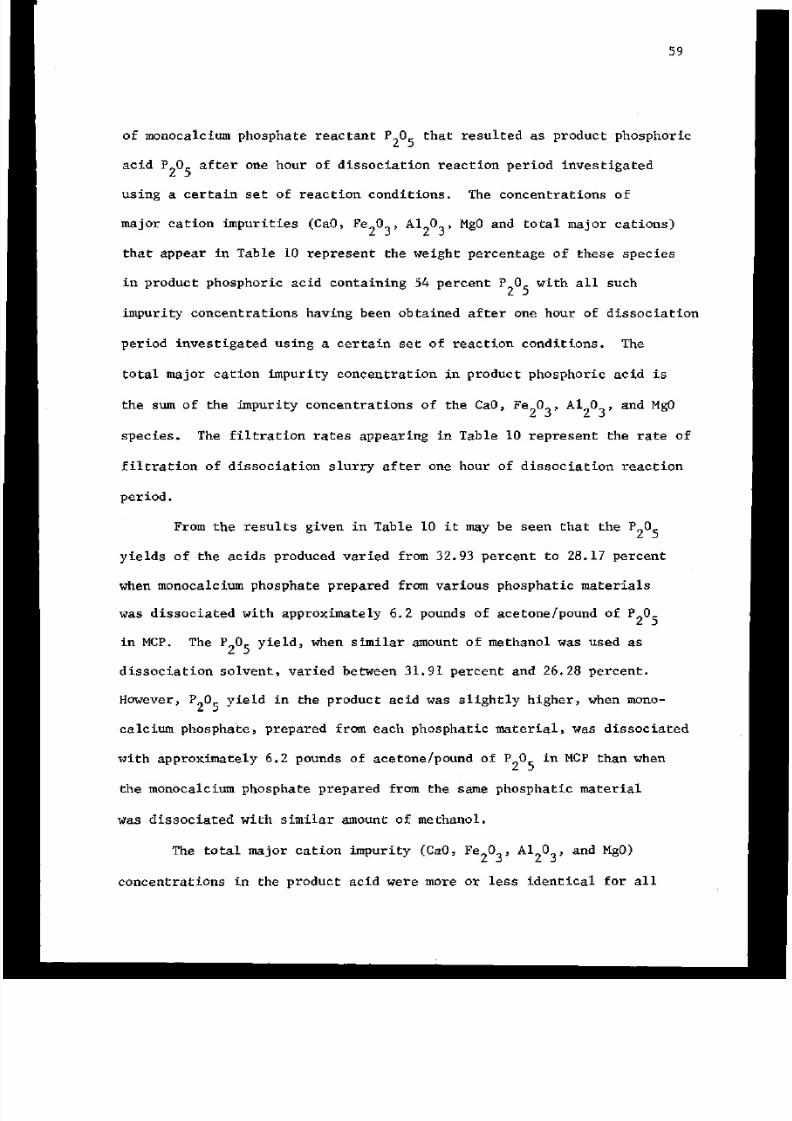
7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 71/151
59
of monocalcium phosphate reactant P 90,- that resulted as product phosphoric
acid P O after one hour of dissociation reaction period investigated
using a certain set of reaction conditions. The concentrations of
major cation impurities (CaO, Fe ? 0 , A1 ? 0 , MgO and total major cations)
that appear in Table 10 represent the weight percentage of these species
in product phosphoric acid containing 54 percent P 9 0_ with all such
impurity concentrations having been obtained after one hour of dissociation
period investigated using a certain set of reaction conditions. The
total major cation impurity concentration in product phosphoric acid is
the sum of the impurity concentrations of the CaO, Fe 0 , Al 0 , and MgO
species. The filtration rates appearing in Table 10 represent the rate of
filtration of dissociation slurry after one hour of dissociation reaction
period.
From the results given in Table 10 it may be seen that the P 90,-
yields of the acids produced varied from 32.93 percent to 28.17 percent
when monocalcium phosphate prepared from various phosphatic materials
was dissociated with approximately 6.2 pounds of acetone/pound of P 9 0
in MCP. The P 90,- yield, when similar amount of methanol was used as
dissociation solvent, varied between 31.91 percent and 26.28 percent.
However, P 90,- yield in the product acid was slightly higher, when mono
calcium phosphate, prepared from each phosphatic material, was dissociated
with approximately 6.2 pounds of acetone/pound of P 90,. in MCP than when
the monocalcium phosphate prepared from the same phosphatic material
was dissociated with similar amount of methanol.
The total major cation impurity (CaO, Fe 0 , Al 0 , and MgO)
concentrations in the product acid were more or less identical for all

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 72/151
60
types of phosphatic materials used except in the case of Florida slimes
where the Al 0 content was slightly higher. It can be seen that the
choice of solvent dictated which major cation impurities were preferentially
rejected from the product phosphoric acid. When methanol was used as
the dissociation solvent, the concentrations of Fe 0„ and Al ? 0 q in the
product phosphoric acid were generally much lower than when acetone
was the dissociation solvent. However, when acetone was used as the
dissociation solvent, the concentrations of CaO and MgO were generally
much lower than when methanol was the dissociation solvent. However,
even though methanol rejects iron and aluminum impurities better than
acetone and acetone rejects calcium and magnesium impurities better than
methanol, the total major cation impurity concentration in the product
phosphoric acid is approximately the same when dissociating with methanol
or acetone using similar reaction conditions.
As discussed previously, the dissociation slurry filtration rate
while using acetone as the dissociation solvent was much higher than
when using methanol. For example, the filtration rate of the slurry
resulting from the dissociation at 55°C of crude 47 percent P 90,_ Florida
monocalcium phosphate using approximately 6.2 pounds of solvent per pound
of monocalcium phosphate P-O,- was 90 pounds of filtrate P9O5 per hour
per square foot for acetone compared with 19 pounds of filtrate P^O,- per
hour per square foot for methanol.
The proposed dissociation process has been shown to be capable of
producing phosphoric acid of much greater purity than that from current
commerical wet-acid processes, and alternatively or simultaneously
producing fertilizer grade dicalcium phosphate. The phosphoric acid can

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 73/151
61
be made directly of high concentration without vacuum evaporation. The
process is adaptable to use of low grade as well as high grade phosphate
rocks, and of low grade phosphatic materials such as matrix or waste
materials.
Production of Phosphoric Acid by Direct Acidulation of Phosphate Rock
with Sulfuric Acid
A number of exploratory experimental runs were made to investigate
the direct acidulation of phosphate rock with sulfuric acid or oleum
and subsequent extraction of the digested mass with methanol or acetone.
The data resulting from these experiments were used to evaluate the
relative merits of sulfuric acid or oleum of different concentrations.
During the course of the exploratory laboratory work, it was found
that acidulation of phosphate rock with strong sulfuric acid gave a
slimy nonfilterable calcium sulfate from which phosphoric acid could
not be extracted in a reasonable time. However, if the reaction product
was heated it was possible to obtain a filterable material which was
easily extracted with acetone or methanol to produce strong phosphoric
acid.
In the exploratory work, dried phosphate rock containing 34.287o
P 0 and ground to 70 percent through 200 mesh was used. The sulfuric
acid used was 98% technical grade.
The laboratory procedure consisted of heating the sulfuric acid
to about 100°C and intimately mixing it with the phosphate rock for
about 2 min. The product from this mixing consisted of stiff particles
of about 1/8 to 3/4 in. The mixture was then heated for about 30 min

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 74/151
62
at 250°C, after which it became hard and porous. The dried acidulate
was then cooled in a dessicator to a temperature of 50°C and was
immediately extracted in fixed bed filters. Three stages of extraction
were needed (see Appendix D) in the filtration system with 9 minutes of
contact time in each of the three extraction stages. After each extraction
stage the acidulate was washed with 30 ml of solvent at ambient temperature.
The data which resulted from these exploratory experimental runs
are presented in Tables 11 and 12. Table 11 shows, at various concentra
tions of sulfuric acid, the P ? 0 yield, the P ?0,- concentration and percent
impurity in the product acid along with the filtration rate of the extracted
acid which resulted from the stagewise extraction of dried acidulate, which
was prepared from Florida phosphate concentrate I, with a solvent ratio of
2 pounds of methanol in each stage /lb of P,>0 in dried acidulate. Table 12
persents analogous data for phosphoric acid produced by stagewise extraction
of dried acidulate with acetone. These tables also show the percent total
P 0,. in dried acidulate used in these experiments. A nearly constant ratio
of approximately 2 pounds of solvent in each stage per pound of total
?„(),- in the dried acidulate was used in the extraction stages.
The major cation impurity concentrations in the product phosphoric
acid that appear in Tables 11 and 12 are shown in Tables 13 and 14 along
with the major cation impurity concentrations of the product phosphoric
acid on the basis of 54% P 90,-' Tables 13 and 14 also show percent H SO.
in sulfuric acid, percent total P o 0 r in acidulate and percent P o 0 r inz 5 z D
product acid.
It can be seen from Tables 11 and 12 that the concentration of
P 0,. in product phosphoric acid increased with increasing concentration

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 75/151
63
1 3QJ
MM njo pu
1 3 PL|C
3 <u ^O 5-J CO
CM m fi£ o
• HQJ 4-1
£ 4J Cd4-i nj u•H H 4J£ 3 C
1 3 CDQJ - H O
4-1 O CCti < O
U
CM
3 a;1 3 1 3 4-1•H 3 eO 5-J CD
< U MQJ
13 0) MMa; x : MM
• H H «HH ^ Q
P
M-lM-l . OO 0)
00 13f i ni-HO 4-1 O
•H CO <4-1O Xl Od O -H^ nj u4-1 W ^X M-l
W C i-l•H 3
ai coen QJ
• H 4-> 1 3£ nj cQJ
bO ^nS
tti T3 HH4-1 >HCO O QJ
< 4-1>> nS
X I 1 3 U0J 4-113 -H C• H U QJO Q O
< CC O
O «H O• H5-J LPi QJO O 4-1
XI CM nSftpn x :CO P *O M-l CO
XJ O OPH X !
T3 PHM-l CO 3 ni
O 130 PM - H
4-1 O i - lO C PM
3 nS" ^ XJ gO 4-1 0U QJ 5-J
PM g M-l
LP)M-l O M-lO CM O
O WP i
4-1 O• H X> QJ P4 «H nJ
nS4-i 4-i Q;
ctf cr" nJ UU co 5-J <
4-J CU 4-Ji—I 4-1 i—I J-l i—I•H « -H S «Hp4 p i f n \ fe
4-1 13• H - H
VH O3 <
f>B *J
M O4J 13C OQJ 5-J
O PM
PH
t>0
C_> PM
'Xi O Ui- l 3 QJQJ 13 PM
•H O>n VH -
PMflJ
PH
CMPH - d
T3
PM
•H QJ £O 4-1 QJ
Ctf < J (T) O4J ,-MO £ 3
H «H 13
1 3
• H CO QJ
< M OO VH ^CO 3 QJ
CMMM PMffi .-I
CM
O
O -X)•H C "H4-1 - H O 4-1
tf < C5^ LPi QJ4-1 O 4-1 OC CM O UQJ PM 3 QJO 1 3 PMC MM OO O 5-J
m
0 0
m
vo
oom
CO
oo
oo
oo
oo
vo vO
m
vO
<t <t
<t
0 0
<t <t
<t
00vO
<t
m
C^l m<t
<t
<t
vo
<t
0 0
vO
<t
vO
X)
PM
PH
X)
PM
0 0
1 3
Cu
bO
MM .QJ
QJ OJD4-1 Ctfti +->VH m
c ^O QJ
• H eu4-1nS cu
^ B4J -H
H MM 4-1O
LP l QJ CtfD X 3 +->CM 4-1 fi
O4-1 O
0QJ MMCO OQJU W
a, cQJ -H5 B
QJ CXI rt
LO rjD QJCM QJ U
XI OH S

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 76/151
64
toT 3 CDC S-<3 CD
n° £P-i I
CD CCM 4-1 O
cd ax : «-•4-1 £ 4-1• H - O d
? -r l 0)O S-i
CD < J CD4-) mcd CD MH
i - l ' d «H3 3 Q
T3 S-I• H U MHO O
<J CDx : -a
•X) H - H
CD «HMH 00 SH
O (fl 34-) 14-1
C W HO 3
•H £ W4-) OO cd ndcd p^ C
•u Ca3
X - H M
w CD CD0) 4-1 4-1CO cd cd
-•-I i—I J-i£ 3 4JCD nd aOJO « H CDid o o•i-1 <1 Cc/) O
nd a>> CD
, 0 -H CDS-I 4-)
-U P tli• H x :o d ft
< J «H COo
O LOX!•H O PHS-I CMo PD cd
x : n3a . M-I . HCO O J-Io o
x : nd <-iPM a p4MH O g •O PM O >-N
\ h to£ CD MH £}O C O
•H O -d -rl4 J 4-1 CD J- 1
O CD S-I Cd3 o cd s-i
-d <J ft 4JO CD CS-i M-l S-I CD
PH O PH O
M-l O M-lCM O
O COP-i
4-1 O•H XI CD PH - H Cd4-1 ,-H" 4-1 4-1 CD
cd o"1 cd S-is-i c/ i s-i < ;
4J (J) 4 J N . 4Ji—I 4-1 i—I S-l i—I• H Cd «H t d «HpH p4 PH \ PH
PH
4-i nd•H »HJ-I O3 <d
a.B -u
M O4-i ndC OCD S-iO P-i
P-i
a P-I
C < 4J•H C
O CD< f ' H O
O S-i S-izn 3 CD
CMM-I pn
W)
Pn
O
O n3•H C -H4-1 - H O 4-1cd <t! CJ-i LT> CD4-1 O J- 1 Oa CNIO s-iCD PH 3 CDO T J P-iC MH OO O S-i
*d o ni-l 3 CD
CD ' O P-i•H O>H SH
P-icdLO T3
O -HCM O
P-I <:
CM I PHP H X )
•H O iJi - l O 4-1 Ccd <J cd CD
4-1 r-l Oo C 3
H - H - d
T 3
0 0
vO
CM
<1"
vO
vOCM
0 0
0 0
CM
0 0
CM
0 0
VO vO
0 0
T3
P-i
PH
T3
P-i
OJO
nd
O.
OJO
CDCD 0 04-1 Cd
Cd 4-1SH CO
C SHO CD
• H PU4-1Cd CD
n e4-1 «H
r l M-l 4-1o
L O CD CdXI -u4-J C
o4-1 OCD MH
CO OCDSH CO
a. cCD «Hn eCD C
x i cd
LO CD CDCM CD SH
X O

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 77/151
65
of sulfuric acid. This steady increase can be attributed to the fact
that with increasing concentration of sulfuric acid, less water is
introduced in the system. It may also be seen from Tables 11 and 12
that percent i >90 t . recovery from the rock remained somewhat constant
between 95-96% when the concentration of sulfuric acid was increased
from 98 to 104.50. Lower P 90,_ recovery from the rock was realized
when the percent H SO, in sulfuric acid used was 106.75. This is
attributable to poor mixing of the rock and the acid in the acidulation
step thus rendering lesser amount of P 90(- in rock water soluble.
Methanol Solvent. The effect of sulfuric acid concentration on
product acid ? 9 0 yield, percent P,- in product acid, product acid
impurity concentration and filtration rate when methanol was used as
the extraction solvent are shown in Table 11.
The P„0 yield in the phosphoric acid product resulting from the
stagewise extraction with 2 pounds of methanol in each stage per pound
of acidulate P o 0_ increased with increasing H^SO, concentration up to2 5 2 4
104.5% H_S0, and then with further increase in H„S0. concentration2 A- 2 4
to 106.75% H SO. , the value of P.0,. yield decreased. The PO.. concentration2 4 2 5 2 5
in product phosphoric acid increased with increasing concentration of
sulfuric acid. The total major cation impurity content of the
product phosphoric acid steadily increased with increasing percent H_S0,
in sulfuric acid. The filtration rate of the extract decreased with
increase in sulfuric acid concentration.
The effect of percent H SO, in sulfuric acid on percent impurity
in product acid and percent impurity in product acid on the basis of
54 percent P 90(- is shown in Table 13. While the total major cation

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 78/151
CO
pio O
T-I • H5-1 4JO •4-1 cd
Si O 5-1
a QJ 4J
en CO5-1
PiO T 3 QJ QJSi a £ OPM 3 Pi
O CO OT3 PM QJ U
a 4-1cd CN cd 4J
I-l PJT3 X3 3 QJ• H 4-1 nd 5-1O T-I • H QJcd IS O 4-4
<: 4-1O QJ • H
T-I 4-1 QJ O5-1 Cd ndO i—1 3 4-1
Si 3 5-1 oa T3 CJen T-I T3o O QJ • H
Si <: Si OCM
T3H <
4-1 a) oo T-I • H3 5-1 . 5-J
T3 Q QJ 2O bO 4-J5-1 •4-1 cd i-l
PM O 4-1 2CO CO
QJ a.P! o .Pi T34-1 • H o PJ
4-1 cd cda O w
• H cd l-l5-1 aCO 4-1 T-I QJ
a X 4J
o W QJ cdT-I 4-1 5-14-1 QJ Cd 4Jcd CO i—1 pi5-1 T-I 3 QJ
4-1 £ nd OC QJ T-I PidJ bO o oO cd <3 CJC 4-1O CO T3 QJ
U QJ 4-1
e T-I cd
>-> o 5-i .Pi4-J J-l Q a.
T-I •4-1 CO5-1 a o3 m • H Si
&, o PH
e CN mM PM o d
CNTO
•»^o6 - CM • H
c <t- 5-1O m •4-1 O
T-I o i—14-1 60 P4Cd Pi T35-1 • H a e4-1 a 3 oc T-I o 5-1
a) cd PH 4-1
o 4J • .c C i—I T3
o O o QJCJ CJ
C5-1
cd cdm i d .Pi a
o T-I 4J QJC N O QJ 5-1
CM <3 S CM
4-1O
T3 ITO O5-1 CN|
CM PM
a ^•H <f
m4-1 COT-I T-I5-i co3 cdDJ PQ
M
Sicd
H
QJ < 3
o5-1
QJPM
>->4-i ndT-I T-I5-t O3 <Cu6 w
M O4-i nd
a oQJ 5-1O CM
5-1QJ
PM
a5-1 OO T-I
• r i 4-1cd cdS o
obO
mo
CN
CNQJ
ocdCJ
4-1 p! 4-1Pi T- I OQJ 3 T3o mnd *H5-1 O O OQJ CN 5-1 < £
PM PM PM
COpi
t- l 5-i Ocd O T-I4-1 •!-! 4-1o cd cdH S O
mo
CN
4-1 C MPiQJ i—I •
o cd5-1 4-1QJ O
CM H
ObO
CN. J -<3
CNQJ
PM
OCd
CJ
QJ4Jcd
Pi rHH 3
T3•HO<
Pi O4-1 T- I . HPi 5-i ndQJ <f-p5 -HO O 4-1 O5-1 CO i—I <£QJ CN 3
PM EU CO
i-l
mmo
r-C7N
rO
mCN
VO
m
r -m
ooo
ooCN
mCT.
o
ooCN
OON
r^
oo
r -r -
mm
mC7N
CNON
CO
m
00moo
oo
ooON
mo
CN
m
vooo
mr -
<t-
oor -
o
r^O
ON
do
COON
oCN
Ommo
oo
CN
CN
00
or -
mCN
00
ON
r -
o
o
oooo
r -< ! •
oCNCN
Om
o
m
oom
ooC7N
vooo
mCN
mmCT»vo
r -
<t-
VOCN
<t-
00
m
< ! •
O
CN
mr -VO
o

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 79/151
67
impurity content of the product phosphoric acid steadily increased with
increasing sulfuric acid concentration the total major cation impurity
content of the product phosphoric acid on the basis of 54 percent ^CL
remained constant with increasing H SO concentration up to 104.50% H SO
and then with further increase in H„S0. concentration to 106.75% H_S0, ,2 4 2 4
the value increased sharply.
These results are presented graphically in Figure 3. The ^ ? ^r
yield in the product acid resulting from the stagewise extraction of
crude Florida acidulate increased rapidly with increasing percent H SO,
in sulfuric acid up to approximately 104.50 percent H SO. in sulfuric
acid. As the percent H_S0, in sulfuric acid was increased above 104.50,
the P 90,_ yield dropped.
Figure 3 also shows the percent P 9 0~ in product acid resulting
from the stagewise extraction of crude acidulate prepared from Florida
concentrate I with 2 pounds of methanol in each stage per pound of total
P 0 in acidulate. From the results shown, it can be seen that there
is a steady increase in percent P n 0_ in product acid with increasing ID
percent H SO, in sulfuric acid.
Figure 3 shows the total major cation impurity (CaO, Fe 0 , A1 9 0 ,
and MgO) concentration at different concentrations of sulfuric acid
in product phosphoric acid resulting from the stagewise extraction with
methanol of crude acidulate prepared from Florida concentrate I. Also
shown in Figure 3 is the total major cation impurity concentration in
product phosphoric acid containing 54 percent P 0 . With increase
in percent H SO in sulfuric acid, the total major cation impurity
content in the product acid steadily increased up to approximately 104.50

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 80/151
68
(0§M , G 0 Z TV0 9 i C 0BD) PT°V -jonpojij UTC soTcq^Tc^ndmi UOT^BO .ioCBft q^ueo^aj
vO <t" CM o CO vO <t" CM o<t" <t" <t" <t- CO CO CO CO CO
£ 7pfoy }onpo.ia UT: o d q u s o a s j
o COvO
v£5vO
CMvO
ovO
u c
t
' d * do •H
' d u o•H Pi <!o<! a a•H •H•uo CO CO3 CU a)•d •H •HO * d 4J •u*-) «H •H •H
PLI O ^1 ^1
_ < 3 3c a, a.•H +J g eO M Min 3
O - d a aCMO O o LOPLI *-l •H •H o
P-I 4J 4J CM14-1 cci ctf P-IO P! O o
•H R-K' d *-l *-!< ti - i m o O m<u o •i-1 •i-1•H CMtf crt 60>H P-I s s C
4J +J 4J 4J aa a c C •Ha; a) <D CU n5o o o ' d o 4Jn n *-l «H *-! aa; a) a) o a; O
Pi P i p-i < j P i O
' d•Ho<o
•H^1
14-1i - lCO
a•H
<t"OCO
CM
ffi4J
acuo*-la)
Pi
oC5cci
Jfl4J(1)
oo m o m
COoCO
m
pioy qonpoaj UT: J Q d 3° PX3TA uaojaj

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 81/151
69
percent H ? SO, in sulfuric acid. As the percent H SO, in sulfuric acid
was increased above 104.50, the increase in total major cation content
in the product acid was rather sharp. The total major cation impurity-
content in the product acid on the basis of 54 percent P 9 0 q remained some
what constant with increasing percent H~S0, in sulfuric acid up to a value
of 104.50 percent H_S0, in sulfuric acid. As the percent H 9 S0, in
sulfuric acid was increased, the impurity content increased sharply.
Acetone Solvent. The effect of percent H SO, in sulfuric acid
on product acid P o 0_ yield, percent P o 0_ in product acid, product acid 2. D AD
impurity concentration and filtration rate when acetone was used as the
extraction solvent is shown in Table 12.
With increasing concentration of sulfuric acid, the P 9 0r yield
in the product phosphoric acid resulting from the stagewise extraction
with 2 pound of acetone in each stage per pound of acidulate P 9 0r increased
The subsequent increase in concentration of sulfuric acid resulted in a
somewhat constant value of P 90 c . yield in the product acid.
The data presented in Tables 12 and 14 are also summarized in
Figure 4. The percent P 90i- in product acid resulting from the stagewise
extraction of crude acidulate prepared from Florida concentrate I
increased steadily with increasing percent H 9 S0, in sulfuric acid.
Figure 4 also shows the total major cation impurity (CaO, Fe_0 ,
Al 0 and MgO) concentration at different percents H SO, in sulfuric
acid in product phosphoric acid resulting from the stagewise extraction
with acetone of crude acidulate prepared from Florida concentrate I.
Also shown in Figure 4 is the total major cation impurity concentration
in product phosphoric acid containing 54 percent P 90r« With increasing

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 82/151
70
< £
0 Z
d&
nd•HO<O
ndo5-1
P-1
d•H
uno
CMP-I
uwo
ndr-f
<D• H>H
dCDOS-(0)
P-i
(0§K e G 0 Z TV
0^0) PT°V ^ ^n po j j UT saT^Tjnduij U O T ^B Q J O T T ^ ^ u a o a a j<j - O VD CM 00 <t"
• • • • • •<j- <j- co co CM CM1 1 1
p - p V l o n p o j j U T S o Zd"
1
^uaoaa j
1
o 0O vD <t- CMr» vO vD v£> v£>
nd•H
00d
•Hd
•H
1
«
1 1
/ " v %
1 1
r o
d u c t
A c
c i d
C o n t a
\ * 7 \ " \ jM 1
\°0 \
-
i e s
i n
P
i e s
i n
A
nd 4-J 4-J•H •H •H "~o 5-i 5-i
<3 3
G- fr4-J 6 6O M M3
ndO
dodo • \ « \ « \ Of
5-i •H •HP-i 4-J
cti4-Jcd
d o o•H
}-( 5-iLO o o —O •i-1 • 1 — >
CM CtJ tfP-i S S un4-J 4-J 4-1 od d d CMa; 0) 0) P-io o o5-i 5-i 5-J ^ o6 ^ -CD 0) CO <t"
P-1 P-i P-i m 0^v \#^
< • 0 1 1 1 1 1
a s
a
F u n c t
i o n
d
w i
t h
A c e t o n e
00 d a)o O 4-Jr-f
n c e n t r a t
i
i s
E x t r a c
nd o•H CJ 0)O 4-J
< >> ««S t 4-J i-MO O •H 3r-f •H 5-i nd
5-1 3 «H3 p. o
un e <nr-t M3 d
CO « 0)d j3
d o £•H •H
4-J nd<t" etf «H
O 5-i OO CO 4J <JO CM di - l X 0) O
O -H
4-J d 5-id O 30) o ^o I - l5-J m d<D O CO
P-i CMP-I d
•Hnd <t-
v£> i-i Oas CO CO
• H CM>H fr!
LOS-So
CMUWP-I O
oo
unas
oas
unoo
ooo
LO
0)
5-i
cxO• H
£ 7p - p v ^onpoJLj UT o d J ° P I a T l 3uaoj9<i

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 83/151
71
CO CM 1
o T3Si Si •HPM 4J O
•H <T3 £ M-ld <D Ocd <D T3
4J 3 TJT3 cd J-l •H•H r-H O OO 3 <<J T3 CD
-H si OO O H •H
•H < N—^ J-lJ-l '3O T3 M-l
, d CD . r-HCU«H <D 3CO U toO COO Q cd
^ 4J T3PM M-l m d
o cd4J si
o d oM
3 o cdT3 -H w CDO 4J 4J5-) O d cd
PM cd •H J-lu 4J
CD 4J CD d, d X 4J CD•U W cd O
r-H dd <D 3 o
• H COTJ cj•H •H
co J5 O CDd CD <JJ 4JO W) cd
• H cd T3 si4J 4J CD a,cd oo •H COJ-I J-i o4J B Q .cd o PwCD J-l dO M-l •H cdd T3
o m U>Ho o O J-iCM CMO
>,P-i PH r-H-U fn•H g ^ M-l •J-l <T O e ^ - v
3 m o COex T3 M d6 oo d M-l o
M d d •H•H o t 3 4J
- d PM CD cdd -H -— J-i J-lO cd CD cd 4J
•H 4J d Cb d•u d o (D CDcd o 4J J-i oU CJ <D PM d4J O od r d <JJ CD CJCD «H J-lo o M-l CD 4Jd < O £ do CD
o o CO CO J-l
•H T3 CD CDi n J-I d 4J M-lo o 3 cd M-l
CHC o I—I •HPM PU PM 3 Q
,£>cd
H
4JO
o mlJ-i O
PMPH
d•H
<TP ^ m4J•H COJ-l -H3 coa, cdS PQ
M ^
d - HCD OO <JJ-iCD
PH
cod
J-i OO .H
•i-) 4Jcd cd
otoO
X
eno
CNJCD
ocd
CJ
4J d 4Jd - H oCD 3 T3o m o «HJ-i O O OCD CM J-l <
PM PM PM
d•H
>•»4J T3
•H «HJ-l O3 <JJ&6 4J
M O
d oCD J-lO PMJ-lCD
PM
COd
J-i OO -H
••-> 4Jcd cd
H S o
otoO
COo
CM
eno
CMCD
Fn
Ocd
CJ
mo
CM•U PM
dCD r-Ho cdJ-l 4JCD O
PM H
CD4JCd
d «-iH d
•HO
<d o
4J -H THd JH T3CD <t "3 vHO O M-l OJH C/3 r-H < JCD CM P
PM PS C/3
0000
ONO
m
00CTi
VOVO
VD
o
VOCM
Or-H
o
oCO
o00
CM
in
CO
as
o
VO
VOVO
vD
00
r-H
O
cnCO
encr.
CM00
00
enoo
oo
ooas
co
ON
o
ON
o
ON
as
vD
vO
mvo
mm
en
vD
en
CM
CO
00
as
oCM
oeneno
m
ON
O
eno
oo
envo
mencovo
ON
ooON
oen
r*.CM
o00
ON
oCMCM
om
o
o
ONVO
ON
ONVO
mco
vD
en
ON
oo
oenCM
inr .
voo

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 84/151
72
concentration of sulfuric acid, the total major cation impurity content
in the product acid steadily increased up to approximately 104.50
percent H o S0. in sulfuric acid. As the percent H o S0. in sulfuric acid2 4 2 4
was increased above 104.50, the increase in total major cation content
in the product acid was rather sharp. The total major cation impurity
content in the product acid on the basis of 54 percent P 9 0_ remained
constant with increasing H SO, concentration up to 104.50% H SO,, and
then with further increase in H~S0. concentration to 106.75% H~S0. ,2 4 2 4
the value increased sharply.
When the data concerned with the product acid impurity concentrations
when using methanol solvent (see Table 13) are compared with those using
acetone solvent (see Table 14), it can be seen that the choice of solvent
dictated which major cation impurities were preferentially rejected from
the product acid. When methanol was used as the extraction solvent, the
concentrations of Fe 0 and Al 0 in the product phosphoric acid were
generally lower than when acetone was the extraction solvent. However,
when acetone was used as the extraction solvent, the concentration of CaO
and MgO were generally much lower than when methanol was the extraction
solvent. However, even though methanol rejects iron and aluminum
impurities better and acetone rejects calcium and magnesium impurities
better, the total major cation impurity concentration in the product
phosphoric acid was slightly higher when methanol was used as the
extraction solvent.
When the data concerned with the extracted slurry filtration
rates when using methanol solvent (see Table 11) are compared with those
using acetone solvent (see Table 12), it can be seen that the choice of

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 85/151
73
solvent dictated the filtration rate of the extract. When methanol was
used as the extraction solvent, the filtration rate was lower than
when acetone was the extraction solvent.
Near Optimum Process Conditions
Processing conditions for a chemical process are optimized in order
to produce a desired product at the lowest production cost. The process
associated with the production of low impurity phosphoric acid by the
chemical route involving the dissociation of monocalcium phosphate in
the presence of an organic solvent has already been optimized by Drees
(11). The process involving the direct acidulation of phosphate rock
with sulfuric acid followed by extraction of phosphoric acid with methanol
and acetone produces a phosphoric acid which is intermediate in impurity
content between commercial wet process phosphoric acid and commerical
furnace grade phosphoric acid. During optimization, the lowest processing
cost per unit of product is determined. The low impurity phosphoric acid
resulting from the process might be expected to have a price intermediate
between commercial wet process and commercial furnace grade phosphoric
acids since its impurity content is lower than that of wet process acid,
but higher than that of furnace acid. The present marketing prices (8)
for tank car quantities of wet process phosphoric and furnace grade
phosphoric acids containing 54 percent P 9 0 r are approximately $68 per
ton and $152 per ton respectively. It may be seen that there exists a
reasonably large difference between the prices of the two grades of
phosphoric acid so that the low impurity acid could probably be successfully
sold at an intermediate value to pay for any increased production cost

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 86/151
74
above that for wet process acid.
Since the prices of sulfuric acid containing different percent of
H.SO. are somewhat similar, the choice of sulfuric acid for digesting2 4
phosphate concentrate was made on the basis of total P 9 0r yield in the
product acid and also the total major cation impurity content of the
product acid containing 54 percent P 90r- As can be seen from Tables
11 and 12 the sulfuric acid containing 98, 103.30, and 104.50 percent
H SO, when reacted with Florida phosphate concentrate and subsequently
extracted with either acetone or methanol gave the best P ? 0 yield
in the product acid. Tables 13 and 14 show that the total major cation
impurity content of the product acid containing 54 percent P 90,- decreased
with the increasing sulfuric acid concentration. The lowest value of the
impurity content of the product acid on the basis of 54 percent P 90,-
was obtained when sulfuric acid containing 104.50 percent H SO, was used
for digesting the Florida phosphate concentrate and the acidulate thus
produced was subsequently extracted with either acetone or methanol. How
ever, at this point, it should be mentioned that the choice of the type
of sulfuric acid would be dictated by the concentration of P 9 0r in the
product acid desired. The use of sulfuric acid, containing either 103.30
or 104.50 or 106.75 percent H SO,, eliminates the heating step that is
required between the acidulation and extraction stage when the sulfuric
acid containing either 93.1 or 98 percent H_S0, is used in the digestionof phosphate concentrate. Thus, the use of sulfuric acid containing either
103.30 or 104.50 percent H SO, would result in a substantial saving in
the heating cost.
The choice of organic solvent used in the extraction of phosphoric

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 87/151
75
acid from the acidulate was made on the following basis. Methanol and
acetone are the cheapest of all the solvents considered with methanol
being cheaper than acetone (Table 2) . Both methanol and acetone are
relatively low boiling solvents which will facilitate solvent stripping
from the extracted filtrate with the use of low quality heat.
The data indicate that no more than 2 minutes of reaction time
is required when using sulfuric acid or fuming sulfuric acid. The
acidulated mass thus produced is then either dried or held in an insulated
container for a maximum period of one hour, following which, depending
on the type of cooling system used, the hot acidulate is cooled to a
temperature of slightly less than the normal boiling point of the solvent
to be used for the subsequent extraction step. The cooled acidulated mass
is then extracted with the desired solvent in three stages of 9 minutes
of contact time (see Appendix D) per stage. Further work should be
initiated to study the effect of different solvent/P~0 ratios in the
extraction of phosphoric acid from the acidulate.
Methanol is a cheaper solvent, on a weight basis, than acetone.
Methanol is less volatile and, consequently, lower losses attributed to
solvent vaporization would probably result with the use of methanol
solvent in the process.
The use of acetone as the extraction solvent results in an extraction
slurry which filters much more rapidly than that corresponding to the
use of methanol resulting in a lower capital cost required for filtration
equipment. Because the boiling point of acetone is lower than that of
methanol, easier rectification of solvent and acid product should result
in a fractionator when acetone solvent is used. Also, the use of lower

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 88/151
76
pressure steam for fractionation and filter cake drying should result
when acetone is used. Since the enthalpy of vaporization of acetone is
approximately one-half that of methanol, on a weight basis, the use of
acetone would require much less energy for solvent fractionation and
cake drying per pound of solvent used.
In general, at equal solvent/P 0 ratio and equal extraction time
per stage, methanol and acetone produce approximately the same filtrate
P ? 0 yield and the same P ? 0 concentration in the product acid. The total
major cation impurity concentrations in the product phosphoric acid is
slightly higher when the dried acidulate is extracted with methanol than
with acetone. Again, the use of methanol results in preferential
rejection of iron and aluminum impurities whereas the use of acetone
results in the preferential rejection of calcium and magnesium impurities.
Production of Phosphoric Acid by Direct Acidulation of Phosphatic Materials
with Sulfuric Acid and Subsequent Extraction of the Acid with Methanol and
Acetone Solvents
A number of exploratory experimental runs were made to investigate
the direct aciduation of five different phosphatic materials with sulfuric
acid containing 98 percent H SO, and subsequent extraction in the presence
of acetone and methanol solvents. The data resulting from these
experiments were used to evaluate the feasibility of using this process
for the manufacture of low impurity, high concentration phosphoric
acid from various phosphatic materials.
The data which resulted from these exploratory experimental runs
are presented in Tables 15 and 16. Tables 15 and 16 show the P o 0 yield,

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 89/151
77
CNl 5-1
3X CU M-l4-1 M3 i—1 CU
'SB 3CO 4-)
CJ>CU T 3 5-1
4-1 CU Pi Ocd ^ cd M-l
. - I H3 v -" CO T 3
T 3 i—i CU•H . cd COO CU • H P
<3 M 5-1cd CU CU
T3 4-) 4-) 5-1CU CO Cd CU
• H g >s-i xO O o CO
cd • H CUM-l W 4-1 bOO cd cd
Pi JJ 4-)Pi -H CX COO CO
• H CU o a4-) 4-1 J3 oo cd PH • Hcd I-l 4-)U 3 M-l o4-1 M3 o cdX -H 5-1
PJ O CO 4-1
<J CU XCU T 3 wCO T 3 cd
• H CU 5-1 CU> -H o CUCU 5-1 5-1M O CO xcd 3 H+J Pi OCO -H • H
5-1 wt^, m cd <t-
^3 O > oCNl COT3 P-:
BCN
• H o ECO M-l 5-1
< O M-l 4-1
PiO T3 T3 CU
•H C CU oS-l 3 5-1 5-1O O cd CU
.d P-. a, p<P*^- cuCO i—1 5-1 0 0O O P-I CT>
X CP-. cd CU 5 0
J 3 5-1 Pi"4-1 4-t CU • Ho cu > Pi^ S • H CO
c CO cd 4-1O "4-1 CU 4-1 C
•H O 4-) CJ CU4-t cd o BO CO I—1 o H3 T3 3 5-1
T3 C T3 T 3 CU
O p• H • H
P<5-1 O O O XP-i P-t < <d w
,Pcd
H
I—1 a ) cu
c m Pi ot-H ^3 ^3 rO
T3O CO O 4-1 O I—1 t-H m CO <& cdH ,£3 CNl pu • H . . • N 0 0 vO vO &4-1 t-3 1 P-I 4-1 cd m o . €\ . ^ • »N
cd I—1 CT M-l cd CU i—i OJ vO m o CO5-1 - • H CU CO O 5-1 5-1 i—i r-^ 0 0 vO r^ Pi4-1 CU fe 4-1 \ 4-1 <3 . .N .« . . . 3
—1 4-1 cd 5-i i—1 CTi a) o o CNl 5-1H cd M-l 5-1 X • H o OJ o> r^ r^^ p4 o 4-1 \
Pi•H
Fn
Fn 0 . 6
2 1
0 . 3
5 1
co
CN
O* 0
. 4 6 vO
m
o [ m e n
t a l4-1 \
Pi•H
O 0 0 C"> vO i—i -cl- 5-1i>*
4-1 M3bOS
ro OJ ro CO i n CU
a,•H -H5-1 OP> <3 co
O C ) O o* ocu
P< O vO r . i—i r^ m cuB 4-i CN o> a\ O O a\ CO
H O i—i . . • . . . o2
4-1 M3Pi O <o o i—I i—i o T3
CU5-1
X.4-1
CU 5-1 cn <t- r-i CN i—i CO CU S-iO Pn o 0 0 CO CT> O CT> > oU CNl • » • . • O M-lCU
PnCU
Fno
r-1
oVO
oCT>
I—l
CT>
o
I—l
OCUS-i
cu
cdO CN CN i—i CN CO CO 4-1 •
cd • • . . . I—l CO CU
o i—1 i—1 i—i i—l I—l cd &0Pi « • H ^ cdo T3 S-l O 4-1
• H Pi • H CU cd co4-1 • H O 4-1 4-1 cucd <3 Pi Crt 5-15-1 m cu m vO m r^ I—l g S-l CU4-1 o 4-1 O CNl o <t- O r^ O PL,Pi CN O 5-1 . » • . O M-lCU P-I P CU r r^ vO r^ vO • H CUo T3 P-i vO vO vO vO vO 4-1 cu BPi M-l O cd 4-1 - H
o o 5-1 Xi Cd 4-1
o P-i a,CO
o
S-l4-1
Pi OT3 4-1 JJ O cdI—1 o 4-1 PX • H 4-1
CU 3 « Pi ro <t' <1- r^ m 4-1 Pi•r-1 T 3 <ti a> r-» CO o i—t i—t cu cd o
^ o T3 O . . • . X S-i O5-i • H 5-i vO m m m vO 4-1 4-1
m p - i O CU CT> a\ o> CT> CT> i—l M-lo <1 P-i Pi •H O
CN e • H M-lPn • H
mo
COcu pi
X -Hm « CNl •w Bo CU 4-1 P-i
CN 4-1 C CNl ro r^ oo r^ 4-1 (J\P-I cd cu r- 0 0 CNl vO m 4-1 Pi
Pi >- ! O • • • • . Pi CU PiI—1 • H 3 5-1 r^ <t- CNl i—l -d- CU co cdcd T 3 CU i—i I—l i—1 i—l i—i O cu X4-1 • H p., S-i U 4-1
o O cu a,H <3 M
X CU >^
P-I
•rd s
r e
m
o r e
i—1 M •H M CU 4-1 cd I—l S-lcd 5-1 H s cd t—i cu CU 4-1
• H cd cu 4-1 s X o • H x o5-1 C 4-1 cd X I—l a, >n B PiCU • H cd g • H CO CO X I - l
4-1 ^-1 U 5-1 o 4-1 cd m C WDcd O 4-1 cd Cd 4-1 cd X • H T3 o CJS U C T3 T3 cd T3 P-I ^ • H CN CU T H
cd cu • H •H S • H O P-I fi 3!5 o o M 5-1 5-1 4-1 ^5 r ^ z. fi 3cd C O O O M-l O I—l
rf • o i—1 i—l i—l O o oS5 O Fn Fn Fn CO Pi O cd ^3

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 90/151
78
CO CDt ) 5-1C CD 0 0
3 £ a\O
PH CO toCCD C
CN 4-1 •r l
cd cx : «-• •rl4-i d CtJ•rl T3 4-1
£ •--• Co oCD <C CJ
4-1 •cd CD X ) / - N
i-l T3 •rl COd 3 O 4-1
>d 5-i < C•rl CJ CDo o 6<J CD •rl •rl
X! 5-1 5-1
T3 H 3 CDCD w m Cu
•rl i—i X5-1 d W
Q • COcu CD
iw o c d x:O cd Pi 4-14-1 CtJ
C co 5-1O CO O•rl X! 1—1 M-l4-1 O cdO Cd •rl • dcd w 5-1 CD5-1 CD CO
w a 4-1 PX «H CtJ
W s CDCD 5-1
CD 4-1 o CDCO cd •rl £•rl r-l 4-1
£ 3 cd COCD "d x: CDbO-H Cu toOcd o CO cd
4-1 <J o 4-1CO x: CO
t ) P H>•> CD C
43 -H M-l o5-1 o •rl•d o 4-1• H CO O
O C CD cd<H -H T3 5-1cd 4-1
O L05-I X•H O o w5-1 CNO PH CO CD
X ! d CDCuM-l o 5-1CO O •r l X!O 5-1 H
x : t 3 cdP-I C >d .M-l O B <rO PH o o~^ 5-1 coC CD M-l CN
o C S3• H O • d4-1 4-1 CD 4-1O CD 5-1 Cd O cd CD
•d <C cu O
o CD 5-15-1 M-l 5-1 CD
PH O PH P-i
LO
oa CN Co CO PH 4-1 O
• H X I P H •rl4-1 r-l i C 4-1 cdcd i - i o c r M-i Cd CD5-1 r\ ••-I •rl CO o 5-1 5-14-1
i—lCD4-1
PH 4-1 ^Cd 5-1
4-1i—1
<C• H «f M-l 5-1 £ } •rlPH P H O 4-1 ^ PH
c•H>•>4-i nd•r l «H5-1 O3 <C
s-& tJ4J ' dC OCD 5-1O PH5-1CD
PH
' d•rlCJ
<J 4JCCDO5H
X icdH
C!O
••-I4-1cd5-1 LO4-1 O 4-1Cl CN OCD PH dO X) CD0 M-l O PHO O 5-I
CJ PH
nd •)->1-H OCD d 4-1
•r l - d " CJ>-l O Cd CU
5-1 TJ OLOPH -H 5-1
O O CDCN C <J PH
PH -H
LO
oCN
PH
Cd4-1O
H
CD 4-1
ti c
cd CDH Od 5H
X) CD• r l PHO<!
cd• r l5-1CD4-1
s1PH
Otoo
mo
CN
co
oCNCD
PH
On3o
oLO
LOLO
ovO
covO
o
oCN
CNCO
coCO
vOvO
r -CNLO
CNr -
vO
oLO
oLO
vO
ovDO
LOCN
o
r -vO
vD
CO00
<T
X i
oCO
COco
O
r -
o
co
oCN
vDC"
r -vD
coCN
sfCT*
r -CN
oCN
00vO
vDCN
CN
o>r -
coor -vD
<f
co
oovO
COCN
oco
CNco
r -
O
CN
oo
oo
VDvD
LO
r -LO
X CD >,M • H H CD 4-1 cd
5-1 H 6 Cd i-HnJ CD 4-1 •3 x: oC 4-1 rt X 1-H Cu
• H1-H
n35H s •rl
5-1co CO X ! r H
O 4-1 CdO 4-1 ctf crt 4-1 rt x : -H x i5-1 d • d • d cd x) P-. J3 -Hcd CD •H •H J>, • H oO O 5H 5H 5-1 4-1 ^ i-H
d o o O M-l O rH
o i—l 1—t i—l o o o!3 o P H P H P H CO PH 1 O
tooC
• HCOd
CD' d
cdBCOCd5-1
i-H
cd4-1
CCD
6• H5-1CDCu
XCD
CDCO
• O' d x:
CD 4-1
5-1CD 5-1
> OO M-l
OCD (D5-1 toO
cdCO 4-1
1-H COcd
• H x:5-1 oCD cd4-1 CD •cd CD
g 5-i bOo cd
o M-l 4-1• H CO4-1 CDcd 4-1 5-1
x: cd (DCu 5H CUCO
oC CD
x: ssCu ss4-1 4-1CD cd
x ; U 4J4-1 4-1 O
i-i cd
C •H 4J• H M-l C
OLO CD O
o XICN 4J M-l
P H O4-1
4-1 C CO
C (D CCD CO «i-lO CD 65-1 5-1CD Cu O
P-i CD5-" C
- cd' d CO X !1-H 5-1 4-1
CD CD• H X> CD
> P rld o
LO C BoCN CD 4-1P H x: o~ H C

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 91/151
79
P 0 concentration and impurity concentration in the product phosphoric
acid along with the filtration rate of the extracted phosphoric acid
which resulted from the stagewise extraction of the acidulated mass, pre
pared from various phosphatic material, with methanol and acetone respec
tively. Tables 15 and 16 also show the type of phosphatic materials and
the total percent P 90 c . in the acidulated mass. Sulfuric acid used for
the digestion of the phosphatic materials contained 98.00 percent H SO,.
A nearly constant ratio of approximately 6 pounds of solvent per pound
of total P„0,. in the acidulated mass, being equally divided among
three stages, was used for these experiments.
The cumulative percent P 90,- yield that appear in Tables 15 and 16
represent the percent P 9 0 s in the phosphatic materials that is recovered
as product phosphoric acid. The concentrations of impurities that
appear in Tables 15 and 16 represent the weight percentage of these
species in product phosphoric acid that resulted from the direct
acidulation of phosphatic materials with sulfuric acid containing 98
percent H SO, and subsequent extraction of the dried acidulate with
either methanol or acetone. The filtration rates appearing in Tables
15 and 16 are for each stage of those experimental runs made using not
more than 9 minutes of contact time per stage.
From the results given in Tables 15 and 16 it may be seen that
the P 90 c . yields of the acids produced varied from 95.04 percent to
96.73 percent when dried acidulate, prepared from various phosphatic
materials, was extracted with methanol. The P 9 °r yield, when similar
amount of acetone was used as extraction solvent, varied between 93.14
percent and 96.81 percent.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 92/151
80
The impurity concentrations in the product acid were more or less
identical for all types of phosphatic materials used. It can be seen
that the choice of solvent dictated which major impurities were pre
ferentially rejected from the product phosphoric acid. When methanol
was used as the dissociation solvent, the concentrations of Fe 0 and
Al 0 in the product phosphoric acid were generally lower than when
acetone was the extraction solvent. However, when acetone was used
as the extraction solvent, the concentrations of CaO and MgO were generally
lower than when methanol was the extraction solvent.
The filtration rate of the extract while using acetone as the
extraction solvent was much higher than when using methanol.
The proposed new process has been shown to be capable of
producing phosphoric acid of high concentration without vacuum evaporation.
The process is adaptable to use of low grade as well as high grade
phosphate rocks, and of low grade phosphatic materials such as matrix
or waste materials.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 93/151
81
CHAPTER IV
CHEMICAL PROCESS FLOW DIAGRAMS
Figure 5 shows the flow diagram for the production of low impurity-
phosphoric acid produced by the direct digestion of the Florida phosphate
concentrate with sulfuric acid and subsequently subjecting the acidulated
mass to stagewise extraction with either methanol or acetone. The flow
diagram is presented along with the total mass flow rates and the
compositions of the main flow streams for each process variation based
on a total production of 1000 tons per day of product PO,..
It should be stated at this point that the processing conditions
used in the material balance for the flow sheet presented below are
based on data presently available and are not necessarily optimum.
The data need to be subjected to an extensive economic study in order
to establish true optimum processing conditions.
The list of assumptions used in calculating the material balance
are given here. The process produces 1000 tons per day of product P 9 0_
resulting from the stagewise extraction of dried acidulate produced from
the direct acidulation of Florida phosphate concentrate with sulfuric
acid containing 98 percent H.S0,. The chemical analysis of the ground
phosphate concentrate reactant is as follows: 34 percent P 2 0c' 50
percent CaO, 1.3 percent Fe 2 0„, 1.3 percent A l ^ , 0.3 percent MgO and
3.8 percent F. Solvent losses and impurities in the recycled solvent
are assumed neglibible. When using methanol, a solvent/dried acidulate

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 94/151
82
COCD UCO CDCtj 4J
O cd5L
CDC
•H
O
3
m
CJO
• HFQ p* . >-i
^ OQ
COCDCOcd
O om • H
CD <j +JC COH CD
^ bOO • H3 Q
<fOCO P-ires g
CJ M VO
<!•<!• UO O cuP-i CO P-i 4->
on cd 2 cdW O H fe
I I
O
o
CD4-1cd
X !
COO
P-i
<f . <tH l O
• CO P-IH l O
• CO P-I
35
CJO4J CC -H
CN CD Q*i - l > a.
r T 1 mm Ji 1(JL| I—1 • !-(
O ^CO 4J
CO
4J
CD 1 1
> on 4Ji -1 I - I <t CO o CD
CO
1
C a S
S o
l v
I M P
V
< ! •
i - l
< ! •
O COC P-i cO co -cd o
•H W U • H4J
U Ocd
4JQ cd
4JU O
cd
4JQ cd
J-i 4J4J 4J i - l
X c • H
w CD>
i-l P-i
° §CO H
feCD>
i-l P-i
° §CO H
CD>
i-l P-i
° §CO H
0 0 4J
<t CDo >P-I i - l
CO OW CO
•U
a
1 1•U
a>
i-H ao 4-1 OCO CT. C 'H
CD 4J E
S o
l v
e p a r a
CO
T3• HO
<3o 6
• r l 3i-l CD3 . - I
M- l Oi- l
3 UCO O
IT3
O
<3o
• HJ-lO 4-1
. £ O
a 3CO T3O O
. £ HPH PH
COCOCD
oo
P-I
CO
•H4Jcd
I - I
T3• HO
<34JOCDU
• HQ
CDX !4J
^1O
M-l
Il
CJOcd
• HQ
O• H4JcdBCD
OCO
mCD
ubO
• HPM

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 95/151
83
P 0 ratio of 6.0 tons of methanol per ton of P 90[-> being equally divided
among three stages, results in a 96 percent filtrate P 90,- yield during
extraction. The filtration rate of the extracted phosphoric acid is 100
pounds of filtrate P 90,- per hour per square foot. Chemical analysis of
the phosphoric acid which results after fractionation of the methanol is
as follows: 67.0 percent P 90 t -» 1.38 percent CaO, 0.92 percent Fe_0 ,
1.12 percent A1_0 , 0.35 percent MgO, 0.58 percent F and negligible
percent sulfate. The solvent content of the wet extracted filter cake
is 0.4 tons of methanol per ton of wet filter cake. When using acetone,
a solvent/dried acidulate P O ratio of 6.0 tons of acetone per ton of
P 0,, begin equally divided among three stages, results in a 95 percent
filtrate P„0._ yield during extraction. The filtration rate of the extracted2 5 J °
phosphoric acid is 150 pounds of filtrate P 90,. per hour per square foot.
Chemical analysis of the acid which results after fractionation of the
acetone is as follows: 67.0 percent P 90,-, 0.82 percent CaO, 1.19 percent
Fe 9 0 , 1.33 percent Al 9 0 , 0.14 percent MgO, 0.98 percent F and negligible
percent sulfate. The solvent content of the wet extracted filter cake
is 0.35 tons of acetone per ton of wet filter cake.
A flow diagram showing the major processing steps and the major
flow streams in the process when producing low impurity phosphoric acid
is presented in Figure 5. This figure shows the chief constituents in
the streams entering and leaving each of the major processing steps.
Each flow stream is labeled with a number to facilitate cross-reference
with Tables 17 and 18. Total mass flow rates and compositions of the
main process flow streams when producing low impurity phosphoric acid
(1000 tons per day of product P 9 0 output) by extraction with 6.0 tons of

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 96/151
84
>T3
en 6 cu01 ttf ^O CU 0 CTJ
cu pi S-I -H OO -U H3) -U^ pi O en co S-i
T j CU S-i O (UO O & <j -' H 4-)5-1 J-l 0 4-) rH
PH a; co (/j -H -HPM CO CTJ 5-1 M-l
CU O 3
ps a> oT3
a- 4J £ cu
O 00 cu 4-> j-i a> -i-i ;s
5 a co T3 a;PM -H a; n) C j l
d -C S nj 4-JT3 -H H
•H nj ^ o tn iwO 4-) £ <U O
< : a 4J coO CO 4-J ^ - N
o o r-i pi o pi a;5-1 T 3 aO -H r-l CU rid
• M COO -H U ffl •U fJ O
,c o ,c a; pi oa, <j 4.) co cu o J-Ico cu co > a;o o s o r-iPH 5-I . £
r-l O 0 r-l
CO 0) *H> M-l3 4-) LT|
>-, M-l T-l O t l r-l4-1 r-l £ CNJT-I O 4-1
PM o co cu•H 35-1 (/> CO crj
CO 4-1 a;a ^ crj a o ^ M-ig j- i S a) - H H o
M T-1 O J-i5 T3 5-i O (d
£ a) a) , c • oo cu 4-1 pu cu a) 4-11-3 4-1 CTJ CO r - l
crj r-i a; O ,Q 5-iM-I s-i 3 a; X «H cuo 4-i H3i 5-i a M a
a . H , c «H
pi a) o H a; r-i r-i-d M o
o o <;• H a4-1 O M-lO O O LO O
3 CU Pi5-i pi crj
T j 4-1
T J a; pi CNCU a; cu
o 4.) o PM -C e gS-i crj -H 4-) 9p^ Xl 4-1 4-1 CO M-l
Cu O O M CO O
a; co crj p! pi crjJZl O S-l T3 -H CO
4-i xl 4-) o o a; piPM X 5-i p ! S-i OO M-l
H CU ' d CTJ 4-1
M-l o 4-1 M-l 5-i 4-) < r
co pi cupi o cu pi
CU Od) O 3 M l ) >
4-) -r-l CT1 CTJ i—I r- l CU
crj 4-) cu Tl - H O ,Qp4 crj co X co
r-l ,£3 S-I £ O& P! PS CU TJ 4-1O Tj W CU Tj CU
r - l T- l CU r - l H3)h O T j CO E O CU
< c c 3 ^ eCO CTJ O CO O P3CO 4-1 4-) CO CU CO
cu o <r crj 5-i coO CU O O crjO 5-1 C/3 O CU CUJ-l - H CN O 5-1 X CO
PM O Pd r-l CTJ 4-) «H
>-
PM
ctf
o
60
o
PM
£ COo p > ,
r - l O CVJUA H P
CO CU CUCTJ 4- 1 PM
P3
crj picu oS-i «H4-) 4-)C/3 CU
•HCO J-ICO OCU CO
o cuo pS-i
CM
CO crj
cu cuO S-iO 4-15-1 C/3
PM
<f-
co
00
coLO
<t-
O
CU
PH
T3
o
W
60
< t
<t"
00
CO
00
o
LO
LO
T3
w
^
LO
COLO
LO
T3
T3
w
T3
T3
W
00
T3
p-l
T3
>
cu
-o-00
r\ o o o> o o> o> LO o LTl en
0 O o 00 o 00 00 r . o r . r-l
m
m
crjU
h
T3
W

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 97/151
85
o
^
p-i
pi
PM
o
PM
60
PM
<l-
o
Pn
5 coO C >,
r - l O CflPM
H QCO ~ S-lCO 0) 0)nJ 4-i p-i
S eg
cd aCD OJ-l «H4-) 4-)C/3 Pu
• HCO S-lCO OCD COO <UO QS-i
P-i
co ECO Ctf<D <UO J-lO 4-1S-l C/3
P-i
<1"CO
CO
PuPL,
H
CN
CF>
unCN
<1-
<1"
<1"
o

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 98/151
86
WDd
cu
• H 4J 4J 4Jd d 4-) CU
• HCU C cu C SCO XI • H > CU
4J H I—1 > M-l
a v _ ^ CO o r—1 o4J O CU CO OO o CO CO d3 • CO o
T3 T3 cu o • CU 4JO • H d I—1 T 3 XJ5-1 O o • H H 5-1
PM <d 4J LT O CUcu o co a
T3 o O CN ••H •H <i PM o CU CUO 5-1 • H t—1 d< 3 XJ 4J 5-1 x> o
M-l 4J d o • H 4JO t—1 • H cu , G oo CU
• H 3 s o Cu • H o5-1 CO 5-1 CO r—1 coO CO cu o 0 0
X! ,G en a si CU M-l
a 4J ctf a c oCO • H g cuo & cu cu T 3 CO
xt T3 5-1 H3> CU dPM CU CU XJ 3 6 o4J 4J H 5-1 a 4J
^ ctf ctf o co4J 5-1 i—i CO m• H 4J 3 . cu co co5-1 d H3> mx! .3 cu • H o 4J CU o&1 o O CN 5-1
6 a <i PM 0 0 co CUI-I o d , Q
c_> M-l 4J • H 4-)
£ o o O C oo cu 3 3 CU 4J
H J 4J d H3> H3> >ctf o O O t—1 H3>MM ,c •H 5-1 5-1 o cuO Cu
CO4JO
a a CO |d o to M-l cu T3 COO XJ 5-1 O i—i CU CO
• H PM 4J • H r—1 co4J X >-• x: OO M-l w co s t s CO3 o H3> o • H
H3> 4J H3> CUO
ad 5-1 cu 5M CU
5-1 o cu CU 6 MPM • H 3 Cu 3 CU co4J cr* CO JC o
cu CO cu CO CO 4-1J=: F-M CO d rt 5-14J 3 , Q o C cu
H3> 3 4J cu •H 4J5-1 • H CO 5-1 i—1O O o co CO • H
M-l <i H3> o CU M-l
a o £ • HCO 4J co i—i co 4-1 4JCU O cu • H CU4J CU <J-co 5-1 5M sco 5-1 O cu 4J ad •H CO o CO a CU
Q C N 3 s XJ •& X T3
o•H 4J / -v
o > o o CUF-M X> 4J 5-1 CO T3 M-l ^PM a a CtJ c o co
T 3 CU C_J co oCO CU o CO 4JCO o 5-1 CO co d ncu 3 CU cu CU cu CU CU
oT3 PM
o4J CO 4-1 4-1
o O o CO CO d i-i5-1 5-1 0 0 5-1 co o O -H
PM P H c^ Cu £ i - ) O M-l
ooI—1
cut—1Xico
H
g co
d >-•r-l O COPM H OCO *> UCO CU CUcti 4J PM
g dprf
PM
e n t
CO co co m
S o
l v O o o o o o
6 3 1
4 0 3
4 0 3
o
2 2 8
>• r^ o o r^ o r^ r^ o o o O N
COO PM r^ o r^ o m m m <t- o <t- o
t—i r^ <J- CM i—i r—1 i—i I—15M t—iCU
PMO CO o o co o CO CO t—i o t—1 CM
CO 0 0d g cr\ o o CT\ o a> o> CM o CM r^oH
co co o o co o co CO 0 0 o 0 0 m»>o
CU CM O o o o o o O cr\ o <TN o4-1 t—I <t- <t- <J- <r i—i i—i CMto <1tf
£ co co o o co o co co r^ o r^ ^O
o oI—1 CM O o o o o o o r^ o r^ CMPM CU
PM<J- <t- <l- <t- i—i t—i CM
4J
dCU <J- c^ c^ CTN c^ <TN
3 O O I—1 o I—1 o I—1 t—1 O o O I—14-1 CO ^o ^o ^O o ^O•H CM CM CM CM CM4JCO CM CM 0 0d • • •o O c^ C^ C^ C^ CM CM oc_> o 1
5 4
o o
1 5 4
o
1 5 4
1 5 4
i—1 o t—1
1 5 3
m co co co co O O coo m o o m o m m o o o m
CMP H
oi—i o
t—i
oi—i
oi—i
oI—1 o
t—1
a>oco
CM
oCM
r^r^
c^^o
m
CMCO co
i n
mm
OCM
^OCMmm
cocoo<T
coON
c ^CMmo
CU4-1 CO 4J
cu6 CO CO d CTJtd d 5M ctf cu ocu o 4J H3> 4-1 g > H3l5M «H d • H d r—i • H 5M4-> 4-> CU O cu cu CO o O CUCO &i o < 3 CO 4-1 4-1 CO T3 CO <1 4J
• H d t—i CO d aJ CO • H t—ICO 5M o O MM ctf cu t—i g O Ti >-. • HCO O o • H MM g 3 3 <d cu 4-1 PMCU CO 5M H t—1 H3> d 4-1 • H
o cu cu 3 CU MM • H o T3 Ctf 5M T3o o 4-1 MM 5M 4-1 MM O •H CU d 3 CU5M CTJ I—1 O aJ W < 4J 4J o a 4->
PM X ! 3 4-1 i—i
oO • H
6O
a CO CO 3 5M H3l CTJ aJ 4J fl CTJCO cu T 3 cu CU SM 5M o 5M
O s^ 0 0 • H £r • H 4-1 4J CT3 S 4JX ! 0 0 • H O £r 5M X X 5M o XPM CT. n < Q O W PJ PM r-J w
co gCO CO
cu cu I—I CM co <t" m ^O r^ 0 0 ON o I—1O 5M I—I t—1O 4J5M CO

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 99/151
te
00
87
PMM
*
Pn f^
< ! •
T300
O OLO
ot o
00
rQ
*£ enO £ >•>
i«—i o njpy H Q
en ••> s-ien cu cunJ -u P-i
S rtPi
moo
< ! •
<D OS-i -i-l4-> 4-1co Cu
•l-len s-ien ocu eno cu
o oS-iPH
T3CD
a, a, o
H
en £
en <ti<u cuo 5-iO 4-)s-i co
< ! •

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 100/151
88
methanol per ton of P~0 in dried acidulate, being equally divided among
three stages, are shown in Table 17 while the total mass flow rates and
compositions of the main process flow streams when producing low impurity
phosphoric acid (1000 tons per day of product PO . output) by extraction
with 6.0 tons of acetone per ton of P O- in dried acidulate are shown in
Table 18.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 101/151
89
CHAPTER V
CONCLUSIONS AND RECOMMENDATIONS
Conclusion
Dissociation Process
The conclusions drawn from the results obtained in the further
study of the process for the production of low impurity phosphoric acid
by a method involving the dissociation in the presence of an organic
solvent of crude monocalcium phosphate prepared from wet process phosphoric
acid and phosphatic materials, are summarized as follows:
Effect of Repeated Treatment of Monocalcium Phosphate on Dissociation
Reaction. The effect of repeated treatment of monocalcium phosphate with
methanol and acetone was studied by subjecting the insoluble residue from
a dissociation reaction to repeated treatment with fresh solvent. From the
results obtained, the cumulative % P^O- yield in the product phosphoric
acid increases with each subsequent treatment through three stages. The
maximum conversion was about 90%, of theoretical. Higher total yields
were obtained with solid than with slurry monocalcium phosphate.
Product Phosphoric Acids. It is significant that the product
phosphoric acid from the treatment of monocalcium phosphate containing
47% P 0 had a concentration of 54.4% P ? 0 C., which corresponds to
commercial grade phosphoric acid, and that this concentration was achieved
directly from the dissociation step after removal of the solvent and with
out further concentration.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 102/151
90
The impurity contents of the product phosphoric acids made from
Florida phosphate rock and North Carolina phosphate rock are significantly
lower than those of present commerical acids.
Use of Low Grade Phosphatic Materials. The applicability of the
process to produce high purity phosphoric acid from low grade phosphatic
materials was demonstrated by preparation of phosphoric acid from several
grades of Florida and North Carolina phosphate rocks, from Florida phos
phate slimes, and from Florida phosphate matrix. The compositions and
yields of the acids produced were found to be almost idential for all
grades of phosphate rock used, and even when phosphate slimes were used
the acid produced was of about the same composition except that the Al 0„
content was slightly higher.
It is concluded that the dissociation process is capable of producing
high purity phosphoric acid from any grade of phosphatic raw material,
even reject materials such as phosphate slimes. The process is also
applicable to other low grade materials such as phosphate matrix.
Direct Acidulation Process
A modification and simplification of the above phosphoric acid-
dicalcium phosphate process in which only phosphoric acid of high concentra
tion can be made directly by a chemical route involving direct digestion
of phosphatic materials with sulfuric acid and subsequent extraction of
dried acidulate with methanol or acetone is technically feasible. The
results of the investigation on the above process may be summarized as
follows:
Effect of Time on Drying of the Acidulated Mass. Experiments were

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 103/151
91
made to determine the effect of moisture content of the acidulate on its
filterability. From the results obtained, it is concluded that a filterable
mass is obtained when the acidulate is dried for 20-60 minutes at 250°C
or held in an insulated container for 60 minutes.
Effect of Overall Contact Time on Stagewise Extraction of the Dried
Acidulate. A series of experiments were conducted to determine the optimum
number of extraction stages and optimum contact time per stage. Seven
stages were used. Total contact time was plotted against the total yield
for the extraction of phosphoric acid from the dried acidulate with either
methanol or acetone. It is concluded that the optimum number of stages
was three with 9 minutes of contact time per stage.
Product Phosphoric Acids. It is significant that the product
phosphoric acid from the extraction of dried acidulate, prepared from
Florida concentrate I and sulfuric acids of different concentrations, had
a concentration between 61 and 70% P 90r> and that these concentrations
were achieved directly from the extraction step after removal of the
solvent and without further concentration. The recovery of P 9 0 from
the rock was above 907o except when the rock was digested with sulfuric
acid containing 93% H_S0, the yield in that case was much lower.
The impurity contents of the product phosphoric acids made from
Florida concentrate I are somewhat similar to that of the commerical
acid containing the same percent P 9 0 q *
Use of Low Grade Phosphatic Materials. The versatility of the
process to produce phosphoric acid of concentration up to 70% PO,. from
low grade phosphatic materials was demonstrated by preparation of
phosphoric acid from Florida and North Carolina phosphate concentrates,

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 104/151
92
Florida phosphate slimes and Florida phosphate matrix. The compositions,
yields and concentrations of the acid produced are found to be substantially
identical for all types of phosphatic materials used.
The proposed new process has been shown to be capable of producing
phosphoric acid of up to 707o P 90,- concentration directly without vacuum
evaporation. The Process is adaptable to use of low grade as well as
high grade phosphate concentrates, and of low grade phosphatic materials
such as matrix or waste materials.
Recommendations
The following recommendations should be given consideration in
further studies of the two processes.
1. The feasibility of producing low impurity phosphoric acid
containing more than 54 percent P 90,- directly after solvent separation
by dissociating crude monocalcium phosphate containing more than 47
percent P 90,- in the presence of methanol and acetone should be investigated.
2. The feasibility of using a mixture of methanol and acetone for
dissociating monocalcium phosphate should be investigated. There should
be a substantial increase in the impurity rejection in the product acid
with good filtrate ? 9 0 yield in the product acid still occuring.
3. The range of existing data concerned with the extraction of
phosphoric acid with methanol and acetone from dried acidulate, obtained
from direct digestion of phosphate rock with sulfuric acid, should be
extended. For example, total solvent/acidulate P-Or ratios higher than
6 should be investigated when extracting the dried acidulate with either
methanol or acetone. Extension of existing extraction data might reveal

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 105/151
93
conditions where near optimum yield of phosphoric acid can be obtained
in lesser time.
4. A continuous pilot plant study of the different process variations
for both processes should be initiated to better determine optimum
operating and processing conditions.
5. A comprehensive economic evaluation of the chemical process
involving direct digestion of phosphate rock with sulfuric acid of
different concentrations and subsequent extraction of dried acidulate
with methanol and acetone should be made. Experimental data should be
used to determine which of the sulfuric acids should be used for digesting
the phosphate concentrate I and to determine optimum process operating
conditions of a more refined nature.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 106/151
94
APPENDIX A
CHEMICAL COMPOSITIONS AND PARTICLE SIZE DISTRIBUTION OF DRIED MONOCALCIUM
PHOSPHATE MATERIALS AND DRIED OR DENNED ACIDULATE
The experimental procedures outlined in Chapter II were used in
the preparation of crude monocalcium phosphate and acidulate containing
various amounts of free water. The impure monocalcium phosphate slurry
and acidulate were then dried or denned so that the resultant monocalcium
phosphate and acidulate material contained from 41.6 to 47.0 and 11.7
to 23.0 weight percent P 90,. respectively. The dried monocalcium phosphate
and dried acidulate were then subjected to size reduction procedures so
that the largest particles passed through U.S. standard 18 mesh and 2
mesh screens respectively. The chemical compositions and particle size
distributions are shown in Tables 19 and 20 respectively.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 107/151
95
3•Ho<d
<u• H
5M
oT3Ccj
CU
4-1Cj
OuCO
O
PM
• HO
i-HCjOOco
cu• H
5M
o
coOOu
ga
ctf
o•H6a)
.flCJ
,acjH
4-1
Ccuoucu
PM
4-1
SIMl•H
CU
CO
• H4-1• HcooCMeo
CJ
MM i £O i-H O
Cj «H to CU 5-i i-H CM co i-H co vo 0 0 i-H5-14-14-1 2 a) a) CM r . o VO r . CO i-H COCU W Ctf i-H 5-1 4-1 . • • • • • • •4-1 >> N Ou PH cj vO LO vO <!• LO <!- CO <!-Cj 5-1 -H 12
^ O H
5-1 CT> 0 0 CO <!- r . CO o CMCU CD CM vO CT> i-H CM O o O
cu 4-1 • • . • • • • •5-1 Cj o o o o o o o OPM ! 3
o0JD
CO
cuPM
CO
ocj
CJ
cj4-1OH
CMPM
CUCU i-H4-1 £Cj 3 LO5-1 i-H O4-1 O CM
• H CO PH
CJ C
oen
PM
cO
• H4-1O .
• HMOCO
cuO
cj•H5HCU
4-1Cj
vO CT> LO r . CO CO CO <!-LP> CO CO co t o LO r . r .
O N
O
CMvO
CT>
C ^
oor .
00i-H
O
0 0
00CO
CMCM
O
<!-vO
vOr .
oovO
vOCM
r .CO
0 0
oCO
LO
<!-
CO
o
r .r .
CM
0 0
oo
ovO
<!-
0 0CM
0 0CM
COvO
vOLO
CO
O<!-LO
vOCO
C ^C O
COi-H
CM
VOC^
O0 0
<!-
MOo>
CM
CO
OO
CO
r .
oCM
CM
c^
CM
c^
O0
COCM
CM
i-H OO i-H LO CO CM vo v Di-H CM i-H o vO <!- OO vO
VO <f CO CM CM CM <i C^
-* <!• <!- <!• <!• <!• CO CO
cj cj o j c j c j o j oj CjT ) T ) T ) *d H3 T d *d *d• H • H • H •iH • H • H • H • H5-1 5H 5M 5H 5M 5M 5M 5M
O O O O O O O Oi-H i-H i-H • ~ N i-H i-H i-H i-H i-HPM PM ,-~v PM M PM
~\PM PM PM PM
• — N M M > -e H g M Fj M & M 6 > e e eO v ^ o ^ w o —' O v —' O —' o O O5-1 5M 5M 5M 5M 5-1 5M 5M
<4H CD MM cu MM cu MM cu MM cu UM <4M MM4-1 4-1 4-1 4-1 4-1 • ~ \
PM c j PM Cj PM oj PM Oj PM Cj PM PM PM MCJ 5H CJ 5H CJ 5M CJ 5M CJ 5M CJ CJ CJ ^
s ^ S 4-1 S 4-1 £ 4-1 £ 4-1 s s g ,c c C c c cu to X
T ) cu T ) cu T ) cu nd cu *d cu T d i-H *d cu Td -Hcu o CU o cu o cu o cu o cu ^ 1 cu & CU 5M
•H C • H Ci • H C • H Ci • H CJ • H ^ 1 • H •3 • H 4-15H O 5H o 5H O 5M o 5M O 5M cu 5M i-H 5M o j
O CJ O CJ O CJ O CJ Q CJ o PM O CO O g

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 108/151
96
T3CU
s•H•UCO
CJ
* 0
ctiH
•U
aCUOSHCU
PH
4-1
• H
aao
• H4-1• HCOOCM
gCJ
14-1 i aO .-1 O
cti -H CO a; S-i i—iSH 4-1 4-1 3 a; a; <t-a; CO Cti I—1 S-l 4-1 •4-1 t ^ CO & Pn cti CNCti SH T-1 &&
CJ r-l
S-l
a; a; OCU 4-1 oS-l cti •PH ts o
PH
oM
eno
CN
a;PH
en
octi
CJ
cti4-1
oH
P-i
a;<u i—i4-i , ncti 3 mS-i i- l O4-1 O CN]•r-l CO P-|
CJ aa;
S-l . - ICU ,£>4-1 3Cti i - lrs o
CO
mD
CNP-i
ao• H4-1a
•i-i
S-ioCO<u
oCti
• HS-l
a;4-1
I
CN
COCN
OCN
O
rm
m
co
coi—i
d
CN
I—I
coVO
O
COo>CN
oo
CN
CO
CN
VO
coco
CN0 0
COON
vD
0 0
CN
CN
vO
r^
OCN
VO
CN
CN
CO
o
vD
CN
0 >
rvom
co
rvO N
OO
ro
COCN
COVO
CN
m
oCN
CO
rmr^
COc^
CNvD
vDm
o>vO i—i
o d o O d d di—io> vO CN
COCN
CO r^ vOCO
CO0 0
o>
rCN
CO
CN
CN 00 vO co vO t^. o>CN <t- m i—i CO 0 0 VO
m m <r co CN CO r^co co co <t- <t- co i—i
cti Cti CO ( I ) ( n
: d a
l
T3 T3 T3 • H•H •H • H CU CU O B i 6 ^S-i S-i S-i 4-1 4-1 i—1 o CO I—1O O O Cti Cti i—1 S-l o .i—1 i—1 i—1 . S-l . S-l O LM - C co
PH PH pH 53 4-1
Cs 4-1
aCJ
CU
PH o>6 e g Fj CU g CU F; ^J 4-1 LH T 3o o o o CJ o O o o Cti O cS-l S-l X - N S-i S-i C S-i c S-l o i—1 cti
LH x-s LH M 4-4 x—\ LH O LH o LH p^ 3 CM M > CJ CJ T 3 o XP-i M PH M Pn M PH P H P-I CU •r-l • H o
CJ ^ CJ s — CJ V ^ CJ Cti CJ cti CJ 4-1 O 4-1 oS A s s s C S C S Cti <: Cti P H
X X X •i-l • H -C i—1T3 -H T 3 • H T 3 • H T3 i—i T3 i—1 T 3 & T 3 3 cu <ra) s-i CU S-l CU S-l CU o CU O CU CO CU T 3 4-1 O
• H 4-1 • H 4-> • H 4-> • H S-i • H S-i • H o •r-l • H Cti COS-i cti S-i cti S-i Cti S-i cti S-i cti S-i ^ S-i O £, CN
O S o S Q S Q CJ o CJ P P-I o < &ffi

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 109/151
97
* d
O
CU
«J
64
o
m i ao .-i o
rt -i-i co <u J-IJ-I 4-1 4-1 3 CD CDCD CO Cti i—I J-I 4-)4-1 >-, N a, Pn rtCTS S—I -i—I
^ O --I
CD CDCD 4-)J-I rt
rn
oo
fe
ro
O
mcd O4-1 <NO P-t
CD i —I4-> J3Cd ^ LP)J-i i- l O4-1 O <N•i-t W PL,
o c
CD
CD ,-Q LO4-1 3 Ocd CN
5 o cn
a
CN
<N
00
b" coJ-i o s-s
IH £ 00cx, a-<
CD4-1 M-4 T)cd o d3 a
cd
•O o ^ i• . - I >r4 Oa 4-I o
<3 cd p i
•d 3 o <fQ) T ) J- 1 O
-r—* -I—C Ctf C/DJ-I a j : <N
o <d a JC
CN
g i roO co •J-I O CO
m si oCU , -1
CD4-i m *-dcd O C
i- l cc!3 d
• o o ^ ;•i-l 'rA Oa 4-i o
< ! cd p^!i—i
• d 3 n <CD T} 4-1 O
•i-l «i-l Ctl C/3
J-i a .r ! c-O < Qu X
ro
ro
<N
<N
g i Lho co •J-I o <r
m j n o
4-) M-4 n jm o d=3 G
cd
H3 O Jsi•r-i T- I aa 4-i o
< 03 PS
CD n3 4-) o-i—i -i—i u j e n
J-I a si CN
o < aw
CN
ro
vO
CN
g i r -O co •J-l O ^D
> w £ oPH «-•
CD4-i m n3m o d
I—I cd3 d
• d o ^5•I-I •,-! aa 4-> o
<J cd p3- d d. (0 < t T ) d fl)
a) i d 4J o-i—i -i —-c cd C/DJ-I a j n c-
Q < j a . jx;

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 110/151
98
T3
T3
O
T3
Q
CX
P-i
T3
Q
X :
PM
>.X)
PM
tu as <u
<DMM UO O
(73C1J00 T3nj U
4-i o3a x)0) CO 035-1 -UQJ C/3
PM
x:W)
o
LO
LO
00
CM
a
00
ooLO
<J-
vo
LO
CM
Hd
PM
MM (1)4-1
PM 03O 5M
<u a• H n
5M o
o o
<j-
<j -
CM
00
00
T3
PM
M-I a)4-1
PM 03CJ 5M
<J-
<t
<J-
LO
CM
m<J-
LOLO
LO
m
LO
<t
CM
00
LO
LO
<t
vOCO
oo
c^
oooo
LO
<t-
<t-00
<t- LO
LO
LO
00
oo
CM 00 vO
CM00
00
H3)
PM M
M-I a)4-1
P-i o3O 5-1
T3 <DQ) O
u oo o
H3) (1)<u a
• H c5-i O
H3)
PM
g M e M
M-I <U4-1
PM 03O 5-1
S + J S4-> s y s - yT3 CU Hd (1)
(D O• H JH5-1 O
O O
i d
PM
MM QJ4-1
PH 03U 5-1
r d (UCU O
• H C5M O
P O
PM
nd
PM
PMO
nd
O
nd
PM
PMO
T3
O
M
£nd
PM
PMO
T3
O
nd
PM
PMO
nd
X)
PM
MM
PMW
T3
Q
CMLO
<J-
LO
nd
PM
PMO
T3
<t-
LO
<J-
<J-
<t
ooo
o
MM QJ4-1
PM 03
y ^S Snd 0)cu O
•H c5M O
o o

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 111/151

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 112/151
100
APPENDIX B
EXPERIMENTAL FILTRATE P 9 0 YIELDS, IMPURITY REJECTIONS AND FILTRATION
RATES FOR STAGEWISE DISSOCIATION OF MONOCALCIUM PHOSPHATE PREPARED
FROM FLORIDA PHOSPHATE ROCK IN METHANOL AND ACETONE
The experimental procedures outlined in Chapter II were used to
investigate the stagewise dissociation of crude monocalcium phosphate
containing approximately 32 and 47 percent P 90(- in the presence of
acetone and methanol after different reaction time periods using different
solvent/monocalcium phosphate P 90 t _ ratios in each stage. The crude
monocalcium phosphate was prepared from ground Florida phosphate rock.
Tables 21 and 22 shows the P 90,_ yields, the major cation impurity
(CaO, Fe_0_, Al ? 0 , and MgO) concentrations in product phosphoric acid
containing 54 percent total P O resulting from the first stage of the
stagewise dissociation of crude monocalcium phosphate containing 32 percent
P-Ot- in methanol and acetone respectively. The filtration rates of the
slurries resulting from these dissociation experiments are also listed.
A sample of dissociation slurry was vacuum filtered using water aspiration
to provide the vacuum through a filtration medium of known area as
described in Chapter II. By measuring the time required to filter the
slurry sample until the top portion of the cake appeared dry and after
analyzing the resulting filtrate P„0., the filtration rate in units of
pounds of filtrate P 90,- per hour per square foot of filtration area was
then calculated. The crude monocalcium phosphate P 90,. concentration and

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 113/151
101
T 3 r—1 ^•r-l O Oo d O
<; cd. d
5-1
o P CD•r-l CU •P5-1 g cd0 X
Xi . d G .D , P cnCO • H o0 £ -d
XI a .PH cu
P cd5-1 cd ndO .d •r-l
M-l Cu 5-1CO o
QJ O I—1•P v d Pncd PH
PfiS e6 od d 5-1
o • H m•r-l O4J <—1 -dcd cd CU5-1 o 5-1
•P o cdt—1 d a.•r-l o a;Pn g 5-1
a." d cud T d >.cd 2 5-1
5-1 5-1d U do i—1 •• H M-l CO / • ^
•P O occi P-I 05-1 d V LOP o g LOd • Hcu -P a; COo cd x i cdd • H d £o o 5-1
u o O CUCO 5-1
> • > en CU d-p •H X p• H O H cd5-1 N—-' 5-13 cu a;Cu CO • a .6 • H cn 6
i—i £ o cuCU •H P
^ tJO • P
-d cd cd dt—i P ctf Ocu CO • H
•r-l p • P
>* d d cd• H a; 5-1
LO > • p
O cu I—I I—1CMbO o • H
P-i cd- p
CO M-l
M-l CO • P * do d d
• p a; cdd CO uo 5-i CU d
• H • H M-l o•P PM M-l • Hcd • H •P
• H
g O o5-1 o cdCCi 5-1 M-l a;> M-l O 5-1
CM
CUt—l
,£>cd
o M-lCU CU OP Pcd cd p d
P4 5-( PM Op • H
d . - i cr P cdO -r-l co cd cu
• H PM \ 5-i 5-i 0 0 CO t—l ^ D
p 5-1 P < CM CO CO COcd M-i 55 r-l <5-i O \ - HP L O P M
i—1 CO O•H .Q CMPL4 r- l P-i
t—i ^ D < t COi n o r > r > r > 0 0
O bO • • • .oP-i
g O O o o
d•H p CO
i d o O cr\ o t—l
>. d cu CM CM t—i CM CMp o o i—1 • • • •• H U 5-< <; o O o O5-< a;d T3 P-l
a. •r-l CO
B O <f o t—l vO t—l COr-H <d LO CM t—l O t—l o
a;• • • •P P bZ PM o o o o
d o dcu d -Ho -d d o 0 0 t—l CTN CM5-1 O «H cd vO KD LO r-»a; 5-i cd o • • • •P-i P-i P o o o O
d•H x)
• HTd O P t—l t—l CM < tr-l <£ - d CM t—l CO ^ D
a; cu a; . • • .•H P bO O m <t CO \0>H O cd 5-< CO CO CO CO
d -P (Dm-d CO P-i
O OCM 5-1 d
P-I P-I • H
d
o*> cn
• H cu 5-i LO o LO op 6 2 CM LO r-» oo •H O • . • •crj E-i W o o o r—1CU
PSJ
i—i
• P cd * dd -P <ucu o -P> H o
t—l cdO M-l a;
CO O ud P-I o
M-l X) P o COo d _ g .3 d ^ Dco O •r-l
* d P-I
d LO3 ^ Oo a; CM
P-i P-I PH
t—i
cd• p
oH •d
(U P-i ^ D•u d • p y COd -H o g •a; cd t—lO LOCU CO
u o 5-1CU CM d
P-! P-I p

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 114/151
P-i P-i Pn
T3CD
f l 4J f l |•H CJ O
« sLO CD5-1 O 5-1
CD CM dP-I P-I :=>
« U-lCD CD O
4J 4JCtf Ctf •u d
P^ 5-1 Pn O4J • H
C r- l CT 4-1 CtfO -H C/D ttj CD VO T- I o r > CM CTN 0 0 r > T-I CO vO 00
•H f^ \ 5-1 U T—I T- I o cr. 0 0 0 0 ^ O o o T-H O
4J 5-1 4J < CO CO CO CM CO CM CM CO CO CO CO COCtf M-l ffl t-I5-1 O \ >H
4J inp^i—I CO o•H ,£3 CMP4 (-3 P-i
o r > CM VO i n T -I < t CM m CO 00 O r-«LT
oW) T- I T- I T- I T- I T-I T-I T-I T- I t - l O T - l T - l
<NP-I
O o o o o o o o o o o od
• H 4J COt d o VO r^ <t c^ V O O ^ O 00 00 t - I CM T- I
> • > d CD CM CM CO CM CM CO CO CM CM CM CO CM CO4J o o T- I
• H CJ 5-1 <3 O o o O O O O O o o O O5-1 CD2 n3 Pi
a, • H CO
B o <f o O <J\ CO CM CTN 0 0 T- I CM oo r^> CM COH <£ m CM
CDT- I o T- I T- I O O T-I T- I o o T - l T - l
4J 4-1 M Pn O o o o o o o o o o O Od o dCD D «HO T3 d o LO <j - CO <f CO O T-I <f T—l O^ -sf 005-1 O «H ctf T—l T—1 T- I T- I T—l T- I T—l T- I t - l O T - l T - l
CD 5-1 ttj oP-i P-i 4J o o o o o o o o o o o o
d•H T3
• HH3) O 4-> CO CO <r c^ CTN CM T- I vO 00 t - l CM i->T- I < ; - d 00 <j" VO i n VO CO CM 00 <j - CO CO CO
CD CD CD•H 4J W) O r^> oo 0 0 C^ CO C^ O C^ 0 0 CTN o o>n O ttj 5-1 CM CM CM CM CM CM CO CM CM CM CO CO
2 4J CDL O T 3 C/D P-i
O OCM 5-1 d
Pi P i •H
d
o« CO m O
mO
m o mO
m o m o• H CD 5-1 CM m r > O CM i n r^ O CM m r- O4-J e sO •H O O o O T-I o o o T-I o o O r-*rt H tdCD
Pi
i - l•u cd T3d 4-i CDCD O 4J> H
T-IOCtj
O M-l CDC/D O 5-1
d P-ICM CTi
T-IVOT-l
M-i <-d !=» O . .o d S vO r > 0 02 d
CO O • HT3 P I
d LO3 ^ oO CD CNJ
VOCO
vO00
VOOO
CO

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 115/151
103
methanol or acetone/monocalcium phosphate P 9 0r ratio are shown along
with the dissociation reaction time for each experiment.
Tables 23 and 24 show the ^ O yields, the major cation impurity
(CaO, Fe 0 , Al~0 and MgO) concentrations in product phosphoric acid
containing 54 percent total P 90t- resulting from the second stage of
the stagewise dissociation of unreacted monocalcium phosphate from the
first stage using methanol and acetone respectively. The filtration rates
of the slurries resulting from these dissociation experiments are also
listed. The unreacted monocalcium phosphate P 90,- concentration and
methanol or acetone/unreacted monocalcium phosphate P 90,- ratio are shown
along with the dissociation reaction time for each experiment. The
unreacted monocalcium phosphate P 90,- concentration shown in Tables 23 and
24 were obtained from dissociation for one hour of crude monocalcium
phosphate containing 32 percent P 90,- with 6.30 pounds of methanol per
pound of total P 90t- in unreacted MCP and 8.16 pounds of acetone per pound
of total P 90t- in unreacted MCP, respectively.
Tables 25 and 26 show the P 9 0 yields, the major cation impurity
(CaO, Fe 0„, Al 0„, and MgO) concentrations in product phosphoric acid
containing 54 percent total P^r resulting from the third stage of the
stagewise dissociation of unreacted monocalcium phosphate from the second
stage using methanol and acetone respectively. The filtration rates of
the slurries resulting from these dissociation experiments are also
listed. The unreacted monocalcium phosphate P 90,_ ratio are shown along
with the dissociation reaction time for each experiment. The unreacted
monocalcium phosphate P-Or concentration shown in Table 25 were obtained
from dissociation of crude monocalcium phosphate containing 32 percent

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 116/151
104
rH M*& O O•H a oo rt s-i
<; jd
4-1 CUO CU 4-1•H S rtH XJO i P<
J2 4-1 COPL, TH Oco J3 . £
j d cu a.P-i 4-1 rt
rt nd^ X! -Ho a. >-i
M-l CO OO i - l
CD Si Pn4-1 P-,% r* S
p: e o3 5-"
fd - H M-lO O
•H i-l nd4-1 n l CUrt o 5-i5-1 O rt4-> CJ P -
i - l O <U• H g 5-1P4 P.
CUCJ 3 &rt S-i 5-1
_ U 3CJ i-«O M-l CO
• H O
P-i Oct! jd o5-i O g ir i4-> -H i nJd 4-1 CUcu cti nd coo - H 3 n)fd O 5-i £o o oo co cu
co CU 5-i
>^ -H Jd 34-1 Q H 4J5-1 CUP COOr -H P>6 IS «n 6
M CU O CUOJO - H 4-J
^ Ctf 4-1X ) 4-> ctf fdi—i en p4 oCU -i-l
•H CJ 4-1 4-1>-i -H a nJ
CU 5-1LP) CU > 4-1
O 60 i-( i-(CM CtJ O -H
PL, + j en M-ien
M-i 4-i ndo x) a £
C a) rtfd O 5-iO O CU Jd•i-l CU M- l O4-1 en M-l «HCtl «H 4-1
•H g Q O5-i O ctfrt 5-1 4-1 CU
> M-i nj 5-iCM
M-l<D CD O4-14-1 JdCT5 ctf 4-i O
Pn S-i pn -H4-1 4-1
Jd <-H cr* ctf r tO - H en s-i cu
•H pn s ^ 4-1 5-14_i >-i ^—i -=dCtf M-l id - H5-1 O4-1 LP)
i—i co O• H , 0 CMPn »J P-i
p4
m oo | &o
CNgP-I
I p C <l)
4-1 O O•H O 5-15-1 CU3 - d ^ ia. «HM <J m4-1 4-1 6£CJ O Jdcu 3 -HO X) C5-1 O «HCU S-i rt
PM PM 4-1
P4
o
•H X)•H
T3 O 4-1«-H < - CJcu cu cu
•H 4-1 60 O> O nj 5-1
P 4-1 CUinnd en P-i
O OCM5-I Jd
P-i P-i -H
•H ~ CO4-1 CU 5-1O g 3rt'H O<IJ H fC
Pi
4-i id ndC 4-1 CUCU O 4-1> H O
i - l itfO M-l CUen o s-iM-i nd J3 P-io C o
P C SCO O «H
nd P-ijd m3 5-1 O
O CU CMPM P-I P-I
H ndcu
4-1 C 4JC -H O P-icu d oa mcu XU O 5-i0) CM fd
P-i P-i J3
O CM vO COCO CO CM CM
ON CO VO vOm vo vo uoo o o o
is m o CMi—I CM CM CM
o o o o
ON VO i s OO O O i-l
o o o o
vO ON CO Oi n <i- in i n
o o o o
00 O i—l COvo ON is oo< } • < } • < } • < } •
m o in oCM UO is OO O O i-l
00
vo in o> coCM CM CJ CM
<f O N vO <fvO LO vO vO
vo ON o isCM CM CO CM
00 CM is (uo vo in in
<f is co mCM CM CM CM
oo oo m ism m m m
O O CD O
O CM ( ONCM CM r-i T—I
o o o o
CM <}• i—I LOCM CM
o o o o
CO vO <f O
G O O <D
is o> o OO O r-l i—I
o o o o
VO 00 in CTi
o o o o
o o o o
ON 00 is CO
o o o oo o o o
00 CO CO LO<J- <J- -4" <J-
o o o o
O 00 i—I ON<J- <t <f CO
o o o o
<f 00 CM O<J- co <f <f
o o o o
o> i—i (» oCM co <t m
o o o o
CM is O COfs fs CO CO
o o o o
CM ON ON CM
<f <f <f mm io LO m
m o m oCM m is o
in in LO in
m o m oCM in is o
vO vO vO vO
m o m oCM m is o
o o o i-i o o o i-i o o o .-I
vO
<f
<}-
CO 00
is CO
<}- 1-1
o o
ON CO
O O
IS LO
O Oo o
V<f co
o o
<f CM
m oCM in
o o

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 117/151
105
o
CD CD O•U 4-) £cd crj 4J O
Pi M fe 'H4J 4J
£ r-l U^ CVjO - r l W ^
• H f n \ 4J
4J J-l r-lCTJ l ) _ | frj .r-l
<
u om
r- l CO O•r-l ,T l CNJ[ K i-l FM
PH
m oo | bo
c ^
r ^ C l <U4-1 O O•H O MJ-i CD3 - d P-<0 .«H6 O < f
M < m
J <u4-1 4J M Pn
fi o CCD 3 -HO T J CJ-l O -HCD U cvj
Pn P-I 4-1
cj>
•H "d•H
T3 Or- l <T! »• 4-1
CD (U•r-l 4-1 6 0 CD> H O crj O
3 4-1 fcLTTO C/3 CD
P-I
CD
O OcMJ-i G
PU P - H
CO• H CD J-l4-1 g 3O - H Ocrj E-i t dCD
Pi
4-> crj ^ d(=! 4J <uCD O 4-)> E H O
r - l CTjO M-i CD
co O J-i P-iPi O
• H f l p go cco O -H
" d P-I
£ m3 J-i OO CD CNJ
P-I P-I P-I
4-1 C 4-1 P-iC «H O OCD CVj So incDJ-i O J-iQJ csiq!
P^ P-i p
<f mCNJ CNJ
<f m
o o
G\ o
o o
m ooo o
o o
o o
CNJ CNJ
V£ > K£>
m or oO r-l

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 118/151
106
T) a) o• H d oo o u
CU CUO O 4-1
• H <J CTj5-1 J= !o jn a
. d 4-> CO
a - H ow £ .ao a,
x! cuP- l 4-1 CTj
cvj nd5-i X! -Ho a , 5-1
4- 1 CO OO i - l
a; . a PH4-) P i
tf _ gffl £ O
B 5-1
d -H u-io o• H r-l *"d4-1 Oj CUcrj O 5-15-1 O rt4-i a ai—I O CU•H g 5^
FH a,*"d 13 >•>d 2 5-1Ctj U U- u 3O 4-1 CO •
•r-l O ^N4-1 PH Uctf d O o5-1 O g O4-) -H i nd 4-) CUCU rt 13 coO - H p crjd O 5-1 £o o oO co CU
CO CU 5-1
J ^ - H x: 34-1 O H 4J
<u <u o4 - 1 4 - 1 dCt) Ct) 4-1 O
P^ S-l Fn -H4-1 4-1
d r-< t r cd cvjO -H CO 5-) CU
•H Fn 4-1 U
nl M-I m -HS-) O
mi—l CO O• H ,£3 CNJf H | J PM
Fn
m oOlW)
CNgP-I
>* d cu4-1 o a•H O S-)5-1 CU3 nd PHa, -H6 o <f
H <; m4-1 4-1 &C
d o dcu 3 «HO l j f lU O «HCU 5-1 crj
PM PW 4J
•H T J•H
nd Or- l < « 4JCU CU d
•H 4-) t>0 CU^ O (U O
3 4-1 S-l
mn 3 en cuO O P-i
CN 5-I dPL, P-l T H
oCNJ
CNJ
Fn
CJ
o r-» CNJ mi n <f vo voC N CNJ CNJ CNJ
i—i <f o I s-*
o o o o
CNJ r o CNJ CNJ
o o o o
OS CO r-l CNJO O r-l r-l
o o o o
i—i o o r-*
o o o o
H N VO CMH H CM <i "
O CM vO O
ro <f i n vOCNJ CNJ CNJ C N
<f o a> i ni—I i—I O r -l
o o o o
sf n vo mCNJ CNJ <j - COCNJ CNJ CNJ CNJ
CO *"t r-l ONO r-l r-l r-l
o o o o
O s f C ^ H
<f O H CMCNJ CNJ CNJ C N
CTv i—I <f 0 0O r- l r-l i—l
O O O O
CM *4" < f <}" < f C N C N < i - r - I O O m ^ O O M OCN CN CO CO CO CO CO CN CN CO CN CN
O O O O
O O I s-* CT-
r-l r-l O O
o o o o
H vO N CMr-l O O r-l
o o o o
coco o <rO O r-l i-l
o o o o
CN Os CO Oi—I O r-< i—I
o o o o
*cf r o CA CNi—l i—l O r -l
o o o o
f*» 0 0 CN COO O i—l i—l
o o o o
vo CN r-i r--
CM CM CM CM
O O O O
CM O i H n
CN CN CN CN
o o o o
Os vO i—I <J-i—i CN <j- co <i- r*- a- oo ro <f vo i n
CO CO CO CO
CN r-lCN CN
o o
ON ooCN CN
o o
O r-l
o o
o oo o
i—l CNi n I s -
5-1 CUd ooex,-i-i e-e £ co e
M a o abO «H 4J
•> Ct) 4-1n d 4-) cvj dr - l CO Ptf OCU ' i - l
•H d 4J 4J>H -r-l d crj
CU Uincu > 4-i
O W) i—I i—iCNcrJ O T4
P-l 4-1 CO 4-1CO
4-1 4-1 T j
o nd d dd cu oj
d o 5-1o o cu d
• H CU 4-1 O4J CO *H -r-lCVj - r l 4 J
•r-l g Q OS-) O CTjCTj U 4J CU
> 4-i crj 5-i
O « co•r-l CU 5-1
•M S 3O «H Ocrj EH aCUPi
4-1 CTj *T3d 4J C1JCU O 4-1
> H Or -l CTjO 4-4 CU
CO O 5-)d PM
^ T j D U
d dCO O «H
T j P-l
d md 5-i oo cu C M
P-i CH CH
m o m oCN i n t-~- o
o o o r-i
m o m oCM m r- o
o o o I-I
m o m oCN m r- o
o o o r-i
in o in oCN m r- o
o o o r-i
0 0
m oCN m
o o
CO
<J-T J
cu4-1 d 4JG -rl O P-tcu crj c jO m cu SU O 5-1
cu CN dP-i P-i F3
CN

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 119/151
107
n
R a t e ,
I t r a t e
q
F t
o
f
a t
i o n
cdQJ
o • H y j S-i S-i 00 vO r-- CO r-- cN• H fe 4-1
<d oO C3>
oO i-H
r a t M-4
oCJpa F
i l CN CN i - l CN CN CN
4-1 mI - I CO o• H r Q CN
fe 1-4 P-i
O CN i - l CO o mi f O i - l i—1 i - l o i-H i-H
o 0 0 • • • • • •NS o O O o o od
• H
P-i
4-1 ro1 d o CO CT\ vO vO CN CN
>-. d QJ CN CN I—1 CN CN CN CN4-1 o O r H • • . • • •
p u r
i u1 3• H
P e r
ro
o o O O o o
e O <t O I - l I—1 CN CT\ CO i-lM < m CN I - l I—1 i - l o O i-l
QJ
• • • • • • e n t
u c t
d• H
fe o o O o o o
o 1 3 d O I - l CN o> o CO CN^ - s S-i O • H cd I - l i—1 o I - l I-l I-ln3 <u S-i cd u • • • • • •QJ p-i P-i 4-) o o o o o o3d
• H a4-) •H 1 3C • HO n3 O
U i-H < ^ 4-1 vO I—1 CO r-- CN 0>
<u QJ d CO I—1 r-- CT\ O i-l• H 4-1 00 QJ • • • . •>-• o cd a ro <f co co <f <f
. 3 4-1 ^<f LDT3 C/J QJCN O o P-I
CNS-J dQJ P-I P-I • H
i - l
X>cd d
H o ^ w m o m o m o• H QJ *-! r-- o CN m r-- o4-) S 3 • • .
d s
o
f
S o
l v e n t
P o u n
d
o f
T o t a
l
R e a c
i n
U n r e a c t e
d
T i
M C P
H o
o I—1
9 .
2 1
0
o O i-J
d m3 5-J oo QJ CN
e n t
T o t a
l
P
p-i
c
•H a c t e
d
P
p-iu 2
9 .
3 6
o moj S5-1 o V4QJ cNd
P-l p-i E>

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 120/151
108
nd 1-1 o•H O OCJ d 5M
< ; rc5j d cu
CJ 4-) 4J•H Q) tlj5 S J :o a.
, d j d w
a-u ow -i-i sio £ a.
* dPM <u d
4-J H35-I Ct) - HO Si U
M-I a. otO i-1
m O h•J-1 , d
d PL, gPM oo -H
•H o nd4-) cuct) ct) 5-i5-1 CJ Ct)•u o a .
i-i d <u• H O 5-1
h S a•T3) <U t ^
d ^ d 5-ict) ^ 5-i
5-i dd u I - I
QJ QJ O4-1 4-)rt d 4-) d
PM 5-1 fo O4-) -H
fin crwO «H CO tlj
•H Pq \ 5-14J 5-1 4-)tlj M-l [r! i-l5-1 O4J LTIfn
i-1 tfl O•H ,13 ( Nh hJ CM
L P OO l W )
<N2lPM
> d cu4J O O• H CJ 5-15-1 a>5 T l PM
6 o <!•M <tj m
4J 4-) M pM
d o dcu d - HO <T3) dJ-l O - HQJ J-l tlj CJ
PM pL, 4-)
CU
CM N ^D O iCM CM CM CM
o m i-i i—)<j- in m in
o o o o
\D O O ^£>i- l CM CM i-H
o o o o
N vo m No o o o
o o o o
CO O i CM Mco 00 <f 00
o o o o
r^. oo vo ooCM CM CM CM
A A A A A A A A
0> i—I vO CM<j- m in mo o o o
r- vo o> vo
O O O O
in m in voo o o oo o o oVr^- <J\ CO CMro r o ro <J-
o o o o
•I-l M-l S~\4-> O PM CJct) O o5-1 d S LO4-i o i nd «H cuCU 4-1 T3 tflCJ ctf d ctfd <H 5-1 £O CJ CJ
CJ o 0)CO CI) J-l
t ^ to si d4-1 - H H 4J• H f i ^ n)
5-1 5-1d 0 ) CU
a. w • CUg .H to e
HM js o aj
a; «H 4-)- W3 4-i
T 3 Ct) Ct) di- l 4-1 p4 OCU CO - H
•H 4-14-1>^ d d ctj
•H CU 5Min > 4->O CO i -l i—I
CMbO O -HPM Ctf CO MM
4JM-4 CO 4-1 <Tj
O 0 0*& CU rd
d 5-1 5-io »H a) d
•H rl M-i O4-> H M-l T-I
ctJ - H 4J•H £ P CJ5-1 O ctfctf 5M 4-) CD
> MM ct) 5-1
• H H3>• H
i- i < - dCU CU QJ
• r l 4 J M O> H O cd 5M
d 4J QJLPTd CO PM
o oC M J M d
PM PM - H
O " C0• H CU 5M
•P g d
n) H rdCU
PM
4-1 tlj Hdd 4-1 CUCU O 4-1
> ^ o1-1 tljO MM CU
CO O 5M
dMM - T l p PM
o d ud d £
co O - HH3> PMd md 5M oO CU CM
PM PM PM
I -1 CM 0 0 0 >r-i i-l o O
o o o o
m o m oCM in N oo o o I-I
0 0 CTi i—I CMCM CM 0O CO
O O O O
m o m oCM m N oO O O i-i
mCM
T 3CU
4-1 d 4Jd -H CJ PMQJ Ctf C J
o mcu S5M O 5MQJ CM d
PM PM P

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 121/151
109
^•d o•H <D OO d 5-i
<J O•U <D
o m JJ•H O cd5-1 < ^o a.
i i toCL -U Ot l l - H £o £ PL
PM <y cd+J ^
5-J Cd «HO J3 U
M-l CX O03 r-t
QJ O Pn•u ,dcd Pu g
pt! 6
6 ^d 3 M-IO «H
•H O "d•U i - l CDcd cd 5-iJ-J o cd+J O PL
r-i d <u•H O J-lp^ ;£ PL
-d <D >>d ' d ucd 3 J-i
5-i 3d o I-Io w ••H M-l y ^ \
4J O PL) oCd O ' D
5-i d S o•LJ O md -H QJ<D -P >d 03o cd dd «H Pi
cd
o o oo o CD
03 CD UP^ w , d 3.LJ . H H •U•H O cd5-i ^3 CD a)PL 03 • &£ -H 03 eM & O a>
CD >H •u- b0 -U
T 3 cd cd dr- l -P Pd o
CD en •H•H -U •u!x d d cd
• H CD 5-im > +J
o a; I-I I - ICMW) O •H
pl-i Cd CO M-l+J
LH CO -U T3o d d
•d a; cdd >-i j-4O «H <U d
•H , d M-l o•U H M-l •Hcd - H •LJ
•H g O O5-i 5 cdcd 5-i -u a;
> M-l cd U
vO<N
CDT — 1
r dcd
H
CD CD
cd -P5-1 PM
do•H
cr -Pco cd
\ 5-4
M -Ppd I - I
LTfi^
oCM
PL)
d•H
I^ d•P o• H O5-i3 -dPL -H
i-i <H
4J - P
£ y<D 3o -d5-4 OCD 5-4
PL. P-I
m oO l M
cMgPM
coO
CNJ
coO
CNJa;
b£|PMd
•H
d•Hcd•P
d•H
•d oI - I <; « -P
<D CD d• H - P CJO CD
>-) o cd o3 D L|
u r d co a;o o P-I
CNJ5-I dP- ) PL) " H
O « 03• H CD 5-1
•M 6 3O -H On! H f f iCD
P4
• u ri-dd -LJ <u<D o -I-J> H O
i- i cdO M-l CU
co O 5-id P-I
M-l >d ^> O
o d S303 O
" d PL)m
5-i OCU CNJPL) PL) PL)
H T 3a;
4J d 4 J PL)
d -H o o<u cd ^o ma;5^ o 5-4CD < M d
PL-l P-l D
N r^ \ o r o00 0 0 O H
H H N N
n o o> voi—I i—I O «—l
o o o o
o <f co m( N CM M <N
O O O O
H O \ C O Ni-l O i-l O
o o o o
(N O vO 00i-l i-l O O
o o o o
0 0 r^ i—I OVO N 00 CJN
o o o o
m o m oeg i n r^ O
O O O i-l
MDI—I
<f
co
O KD CO <t
in <(• vo ooO CN O CO
<(• in vo voo oo M <rCO <M < f v t
o> N O roO i - l rH i - l
0 0 0 0 N CMo o «—i «—i
o o o o
CM vO H NCM CM C\I CM
O O O O
CM O i -l i-l
O O O O
O <t - CM vOCM CM CM CM
O O O O
CTi 0 0 CM i—IO O i—' i-l
O O O O
vO O C3> i—IO i-l O i-l
O O O O
a% O ^£> r ^O I-I O O
o o o o
o ^o o ovO vO 00 O N
o o o o
vO 0 0 v£) Oi- l CM CO < f
CM CM CM CM
m o m oCM m r^ o
o o o I-I
m o m oCM m r-. o
o o o I-I
CM
m
0 0I - l
vO
coCM
CM
coCM
CM
CM 0 > 0 0 i—Ii—I O O <—I
o o o o
i—i m o CMCM CM CM CM
O O O O
cn co CM HO O i-l i- l
O O O O
vO (D> m CO
o o o oo o o o
CM < f r^ COco vt m voCM CM CM CM
in o m oCM i n r^ o
o o o i-i
CO
I—I
r .
coCM
p^.CM

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 122/151
110
P 0 r with 6.30 and 7.06 pounds of methanol per pound of total PO,.2 5 2 5
in unreacted MCP in successive stages, while the unreacted monocalcium
phosphate P O concentrations shown in Table 26 were obtained from
dissociation of crude monocalcium phosphate containing 32 percent P 90 [ _
with 8.16 and 8.12 pounds of acetone per pound of total P^ . in unreacted
MCP in successive stages.
Tables 27 and 28 show the P 9 0r yields, the major cation impurity
(CaO, Fe 9 0^, Al_0 , and MgO) concentrations in product phosphoric acid
containing 54 percent total P90
c. resulting from the first stage of the
stagewise dissociation of crude monocalcium phosphate containing 47
percent P 90 c . using methanol and acetone respectively. The filtration
rates of the slurries resulting from these dissociation experiments are
also given. The crude monocalcium phosphate ^^0- concentration and
methanol or acetone/monocalcium phosphate P 90 c . ratio are shown along with
the dissociation reaction time for each experiment.
Tables 29 and 30 show the ? 90j- yields, the major cation impurity
(CaO, Fe 90.,, A1 9 0^, and MgO) concentrations in product phosphoric acid
containing 54 percent total P^ resulting from the second stage of the
stagewise dissociation of unreacted monocalcium phosphate from the first
stage using methanol and acetone respectively. The filtration rates of
the slurries resulting from these dissociation experiments are also
listed. The unreacted monocalcium phosphate P 90i- concentration and
methanol or acetone/unreacted monocalcium phosphate P 90 I _ ratio are
shown along with the dissociation reaction time for each experiment.
The unreacted monocalcium phosphate P 90 t - concentrations shown in Tables
29 and 30 were obtained from dissociation for one hour of crude monocalcium

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 123/151
I l l
••> MHCU
4-1CU O
4-1
X> r-H CtJ CtJ 4-1
•H O P^ U h Go d 4-1 O
< CtJ d rH tr" ' H, d CU o • H CD 4-1 crj
O 4-1 4-i • H P H "" ^ CtJ Q) 0 0 O vD <r o r-H CO <r c^ CO 0 0 o 0 0 r-H
<!-r-H
• H CU CtJ 4-1 SH 5H U r-H CM CM CM CM CM CM CM i-H CM r-H CM i-H CM CM CMn £ J 2 ctJ >w!U w <o a 5-1 O \ r-H ^
X! J-1 co 4-1 LO'rH
a- ••-» o r-H w o hCO T-I J 2 •rH ,n CMO £ PH pH t-H" P H
XIP H CU CtJ
4-1 X I CO r» vD 0 0 CM vD LO CO <r CM 0 0 vD i-H CM r . O5-1 CtJ • H L O O r-H i-H r-H i-H i-H r-H r-H i-H r-H r-H r-H i-H rH r-H i-H CMO j2 5-1 ol&p
M-I a. O Ns! O o o o o o O o O o O O O O o ow r-H PH
CU O PM G4-1 XI •H 4-1 COCtJ PL, 6 I G O CNJ 0 0 O N r . ON ON CO r-H O N r-H r» LO r» oo CO 0 0
PH o r^, Pi CU CM r-H o O o O O O r-H O r-H o O o o r-H og 5-1 4-1 O O r H
d 5 M-l • H U H < O o O o O O O o O O o O o o O oO -H 5H CU
•H O X ) 3 X I P H4-1 r-H CU a TH coCtJ CtJ 5-1 B o <l- O vO O N r» o r» O i-H 0 0 LO r» r-- ON o o O N vD O N5-1 O CtJ M < LO CM O O o r-H o r-H i-H o O o o O o o O O4-1 O CL CU
rH C CU 4-1 4-1 W P H O o o O o o O O O o o o o o O O• H O 5-1 G o dPn S CL CU P « H
O X> G o O N 0 0 vD r-H 0 0 0 0 O 0 0 O N CO co CO 0 0 CT\ CO OX l CU > . 5H O -H CtJ <r LO LO vD <!- LO vD LO <r LO LO LO <t <!- vD vod 13 5-i /»-\ CU 5H ctJ OCtJ 3 5-i U PH PH 4-1 o O O O o o O O o o o o o o O O
5-i 3 o
d O r-H LOO CO LO C
• H M-l • H X I4-1 O PH CO • HCtJ o CtJ X) O CO LO i-H r-H o vD CM CM O N 0 0 vD r» r - oo r-H «dr5H d S £ r-H < - 4-1 ON ON <!- r» O N r-H LO r-H r» o CO O N vD CTN CM LO4-1 O CU cu dd -H CU CU • H 4-) bO CU 0 0 O N O O CNl CO CO <r CO <r <t <r CO CO <r «drCU 4-1 x> 5-i r ^ O ctJ O CM CNl CO CO CO CO CO CO CO CO CO CO CO CO CO COO ctJ 3 3 3 4-1 }H
d 'H 5-i 4-1 L O X l CO CUo a g CtJ O O PH
u o 5-i CMSH G
co CU CU PM PH «H
t . co Xl §•4-1 -H H §••H O N —' CU d5-i 4-1 O " CO LO
oLO
oLO O LO
oLO
oLO
oLO O LO O
3 CU •r l (U r l CM LO r^ o CM LO r . o CM LO I^N o CM LO r . OPu CO . d 4-1 1 3e -H CO O o -a o O o o i-H o O o i-H o o o i -H o o o i-H
M JS o •rH ctJ H !x !CU • H 4-1 CU
- bO 4-i CtJ PH 1
X l ctJ CtJ 5-1i-H 4-1 P$ 4-1 i—1
CU t/3 r-l 4-1 CtJ X )• H 4-1 •H G 4-1 CU
^ d d M-l CU O 4-1• H CU > H O
LO > X l r-H CtJ
o cu I—1 a O MH CUcMbO O CtJ t/3 O 5H ON r-H r» LO
P H CtJ c/) d r-H CM r-H i -H4-1 d MH X ) ^ ) P H • • • •M-l C/3 4J O O d o vO r» oo c^
o d • H 3 d S4-) CU 4-1 CO O -H
d co 5-i O Xl PHO 5-i CU CtJ a un
•H -H M-l CU 3 JH O4-» P H M-l r-l O CU CMCtJ • H PH PH PH
•H 6 Q ^5-i 5 oCtJ 5-1 4-i o r-H
> M-l CtJ 5-i
T o
t a
X ) O o o or « CU O o o oCM 4-J
dC 4-1
• H O P H r» r» r» •r-NCU
r-HCU
oCtJ O
LOCU S<T <!- <!- <f
J=> 5H O 5H
ctJ CU CM nH PH PH t )

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 124/151
112
*0•Ha<
o•H
J *O
(D O0 Uo-p <uO) 4-1o cd
5-1 <J jr!
o a,J=! . C en
a. -M oen T-i x !o £ a
*cP H CD cd
4-1 135-1 Cd v- lO X ! 5 H
M-I a oCO i—I
(IJ O h4-i j dcd PH e
pd oe n
pi 3 MH
O «H• H O T }4-) i—i <ucd cd 5-(M o4-) O
•-« fi•H O
CtJa<u5-1
MH S a -
T3 CJpi -Ocd p)
5-1Pi uo
•H 14-14-1 0cd5-14-)f3a)o0O
u
o•H4-1cd•HOOW
!> . cn4-1 -H•H Q5-1pi 0)a, wS «H
M £a)
- boX) cdr-1 4-1
<u co•HJH Pi
•Hm
O CUCMbO
PH aj
5-15-1
i—ICfl •
PH UCJ oS o
m<D
T3 Wcd
CDU
4-1
Cd5-1CDP -
I4-1
PiO
•H4-1cd5H4-1
O -Hco MH
MH CO 4-1 T 3
o a a4-i <u nj
pi w S-io 5-I a)
•r4 - H MH4-1 Pn MHcd T-I
•H g Q5-1 OCd 5-1 4-1
> M-l td
00CM
rdH
O (1) O4-1 4-1cd cd 4-i pj
PH 5-1 f n O4-> TH
p; i—I c r 4-i cdO -H W Cd JU
U 4-1 <J•H PH4-1cd MH pej I-H5-1 O "--. -H4-1 m p ni—I en o•H ^3 CMPH t-J PH
Pi•r-l
I> , Pi4-1 O•H O5-1
a- •«-!
hi <54-1 4-1
£ aCD ^5-1 Oa) 5-i
PH PH
LOO0 | W)
CMSPH
4-1PiCOouCD
PH
<tmbJCPi
•HPi
•Hcd4J
Pi•H T3
•r-lT3 Or-l <lj •> 4J
CI) PJH 4J M d)H o cd o
4-1 5-1m f l cxi CD
o o PHCM 5-1 pi
PH PH -H
a) H pdPrf
cd T 34-i aj
<4H T jO pi
CO OT3 PHPi
4-1OcdCD5H
d c*=> SPi -
•Hm
oCM
PH PH PH
m ajO 5H
CM PiPH PH p
T 3CD4-1O PHcd u
o o> co oON 0 0 CO ON
m r-~ m mo o o o
o o o oV
<f co <t <j-
O O O O
CO r CM CTi
m co co CMo o o o
O H vO CTii—I r- l O O
o o o o
0 0 r- l CX) IT)< t ON ON CO
CM CM CM COCO c o CO CO
m o m oCM i n r-^ o
O O O r-l
CMCM
oor-*
O CM CO 0>00 t^. 00 CO
m m N coo o o o
vO O O ^Orv r-. oo co
M n m i no o o o
o o o oV
co <t as oco •<!• < f m
o o o oV
o in oo >-i<!• co <f < t
o o o o
VO \ D C ) (TiCO CM CO CM
O O O O
O f O H s fco co CO CO
o o o oVD !?> 00 Oi
o o o o
o o o oo> o> oo voo o o o
o o o o
>X) *X> 00 00
<t in vo r-~
o o o o
00 i-l 00 CO00 i—I r-l CM
<!• v t <!• <!•CO CO CO CO
ir> vO vO vOco CO CO CO
m o m oCM in r- o
m o m oCM m r-~ o
O O O r-l O O O r-l
oo
oo
oo oo
t-
CM CO CO vON Pv CO N
m in N ooo o o o
o o o oV
r-l in ON CO<t <t CO <t
o o o o
CO vO r-l OCO CM CO CO
o o o o
oo oo N mo o o o
o o o o
O CO vO ON
a> CM in mm vo o voCO CO co CO
m o m oCM in r- oO O O r-l
toCM
OO

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 125/151
113
TJ O O•H d OO Cd J-l
<: x:4J CDO O 4J
•^ g csM x io si cu
x i 4_i co& «H Oco £ siO PH
xi oiP-i 4J Cd
cd T3J-4 X! T4O & J-l
m co oO r-4
(1) XI Pn4-1 PL,
cd £& & od -H m
o o•rl H T)4J Cd CUcd o J-4J-4 o cd• u d &
r-4 O CU
Pn a
&cu
13 T3d 3cd J-4 J-4CJ rHO m co
•l-l O ^~N4-1 PL, CJcd d c_j oJ-I o g LO4-1 T 4 LOd 4J cuCU Cd T3 Wo -H 3 tdd o J-4 £o o o
O w 0)CO 0) J-l
> > T < £ 34-1 Q H 4J• H ^ CdJ-l CU J-43 CO CUO-. "i-l • C u6 I* to B
M CU O CUbO - H 4-1
- Cd 4-1•xj 4-i cd di-i co pi o
CU * H•H d 4J 4J>H -H d cd
CU J-lLP) CU > 4J
O bO i—I i—ICNlCd O «H
PL, 4 J CO 4-414-1
CO4-1 H 3
o TJ d dd cu cd
d o J-io o cu d
• H CU 4-1 O4J CO "4-1 - H
• H 4-1
= Q °J-4 5 cdCd J-l 4J CU
> <4-l Cd J-4
cd
14_|cu cu o
4J 4Jcd cd 4J d
p i j-4 pn o4J T 4
d i-< c r 4J cdO T 4 CO Cd CU
• H Pn ~--~ J-4 J-44-1 J-4 4-1 < JCd M-4 pXj i - lJ-i O
mfni—I CO O•i-l XI CPn yA PL,
unoO j bOPL,
>, d cu4J O O
•H U JjJ-4 CU3 T 3 PHCu >H
e o <fM < LO4-1 4J bOd o dCU 3 -HO - O fJJ-4 O «HCU J-4 Cd
PL, P i 4J
•H T3•H
n3 O 4-irH <1 « dcu cu cu
•H 4-1 toO O>H O cd J-i
3 4-1 CUm t j co p.,
o oCMJ-4 d
PL, PL, - H
O " C O• H CU J-4
•u g 3O -r4 Ocd H ix!cu
Pi4J Cd "XJd 4-1 CUCU O 4-1> H O
i-i cdO "4-1 CU
CO O J-ld PH
m T j P U
3 dCO O T 4
T 3 P Hd LO3 H OO CU CM
PH PL, PL,
H T3CD
4-1 d 4 Jd -H o PL,cu cd C JO LOCU gJ-l O J^CU C M C
PH PL, pD
CN1
Pn
CJ
rH O oo r^CN CM i—I i—I
CO X LO CMI—I I—I I—I I—I
o o o o
C^ CTi CO HO O O i- l
o o o o
"X) CTi i—I XO O i- l O
o o o o
oo co r^ ooLP) LP) LP) <J"
o o o o
O O C O s f OX ) r^ i—i o
i—I i—I CM CM
LO O LO OCM LO r oO O O . -I
0 0 O N CM i—Ii—l i—I CM CM
r i—i x> x>I—I I—I I—I I—I
i—I CM X ) i—ICM CM i—( CM
< f CO X) CTii-l i-l i-l O
x r^ r^ CMi—I i—I i—I CM
i-l O < f COI—I I—I I—I I—I
o o o o
00 00 C^ i—Io o o I-I
o o o o
LO r^ o xO O i-4 O
o o o o
o r LO xi-l O O O
o o o o
VD O i N VD
o o o o
o o o o
h vD h Mo o o o
o o o o
LO x x r^o o o o
o o o o
LO X CO < fLO LO < f LO
o o o o
LO i—I < f CMLO LO L O LO
o o o o
< h CM CTi CTiLO LO < f < f
o o o o
H CO CM CTii—I CM CO <f
o o o o
X 00 CO COCO <J" X LO
o o o o
i—I X 00 LOi-l CO CM <f
<i- <J- <f <f
LO O LO OCM LO r o
LO LO LO LO
LO O LO OCM LO r o
i—. r— i— r~
LO O LO O
CM LO r oO O O i—I O O O r-4 O O O i-l
CO
LO
COCMCO
<J-
co
X LO
CM CO
o o
r-. ooo o
o o
LO X
o oo o
X 00
o o
CO <f
00 CO
LO OCM LO
o o
00
CO
<f

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 126/151
114
M-lCU CU O
4-1 4-1CTJ rt 4J S
Cd U fc O4-1 - H
C H c r uo -H en ni
• H f n \ H4-1 5-1 4-1rt u-i pd .-i5-1 O \ «H
4J LTfci—I CO O•H ,£) CNp-i t-l CU
i noO bO
>-. d cu4-1 O O••-I O S-i5-1 CU3 n d P-iCU ' H£ o <r
H < m4J 4-1 6C
a o aCU 3 - H
o f l a5-1 O - HCU S-i rt
P-i P-i 4J
Pn
U
•H -d• H
T3 Oi-i < « 4J
CU CU C• H 4-1 60 CU>- l O CT3 O
3 4-1 5-1L^rd co cu
O O P-iCNJ5-I a
P-i P-i -H
m4-1 CU 5-1
O & 3CtJ -r- l Ocu H m
Pi
4J nja 4J T3CU O CU> H 4J
t - l OO M-l flj
w o o5-1
4-i t i aO a t3 P-iw o a s
T3 d( 'rla LO3 S-i OO JJ M
P-i P-i p-i
H t)CU
4J Jd 4Ja «H o P-ICU tti OO LOCU SS-i O 5-1CU C N d
P-i P-i £3
<N
O O
r^ voo o
o o
o o
o o
CN OLO LO
o o
VO 00LO LO
LO Or^ oO .-I
y3 N o m
CT\ o OJ nO t—I t—I i—I
o o o o
cri i n LO LOo o o o
o o o o
o o o o
o o o o
<}• CTi vO IT)<f- CO LO < f
o o o o
CN CN O ^Ooo r^ oo ooCO 00 0 0 00
LO O LO OCNJ m r - oO O O .-I
<i-
a-* r o o
O i N o r oO t—I i—I t—I
o o o o
m oo m voo o o o
o o o o
r^- <r m <}•o o o o
o o o o
vO <}• <N vO<T <T < T CO
O O O O
CN i—I < f CO00 00 C7\ O
CO CO CO CTi
m o m oCM lO N OO O O r-l

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 127/151
115
T) (U O• H C OO O 5-i
< * JCU CU
O O 4- 1• H < ; n jM jdO £ ft
j d -u co(O , •!-« OCO £ jd
o a,Jd CUPL, 4J flj
CTJ nd5-1 Jd -Ho a n
M- l CO OO i - l
CU Jd PH4-> P-iCTJ gPi g 5
3 5-1C -H M-lO O
•H H ' d•u ctj a;CTJ O 5-1
M o nj•u d a,
i - l O CU
PH a,1) T> t ha d 5-1CT3 5—i 5—I
U 3C <-!O M-l CO •
• H O ^ N4J PH C_)CTJ C O o5-1 O g O
4-1 -i- l LT>a -u a) 'a) nj ' d coO 'r l ^ «£ O 5-1 12O O O
O co CUCO 0) 5-i
^ • ^ £. 3•u Q H 4J
•H ^ ctfS-i a) 5-id- to a)a, 'r-i . a,e & co e
f—1 0) O 0)60 -H -U
« flj 4JT l U t« C<—i cn P i O0) -H
•H Cj U 4J>H -H (d 0j
0) 5-1mcj > u
O 00 i—I i—IN f l j O -rl
PH 4-1 CO M- len
M-l 4J "Qo Md d d
d cu ojid O 5-1o o o c
•H CD M-l O4-1 CO M-l >r-ictf -H JJ
•H e o y
5-1 O njCX3 J-l 4-> 0)
> M-l n3 5-1
en
s
M-lCU QJ O
4-t 4-tCIS 4J idJ-l PH O4-1 -H
id i-i c r 4JO -i-l CO Ctj
• rl h \ 5J4J 5-14-1Cti M-l K r- l5-i O4J
i—I co O•rl ,Q CPH i-J PH
mpH
LODO l M
CNgP-I
>-, d <x>4- > O O• H U 5-15-1 <X>3 - d P-I
a, *H
B o <tH-l <J LO4J 4J w:id o dCU d - HO Td 5d5-1 O -Ha) 5-i crj
P-I PH 4J
Fn
o
• H nd•H
T j O 4J•-> <J - d
CU CU CU•H 4J 50 O>H O etf 5H
d- 4J a)LOTd CO PH
o oCNJ 5-1 id
PH PH -H
•H CU 5-1•u e sO -H Octf ^-t ffiCU
P i
4-J Ct5 ' T dC 4- J CUCU O 4- 1> H O
i—I Ct5O M-l <U
CO O 5-4
cM-l nd £> PH0 5d O
d -C g01 O -rl
nd PHd m
3 5-i OO CU CNJPH PH PH
H nd<u
4-J Jd 4-1 P-iC -H O OCU 03 SO LO CU5-1 O 5-1CU CMC
PH PH dJ
o I N <t enMD \o ^o r^-
in KD in mo o o oo o o o
in i—i in m<j- <t en en
o o o o
v£> cr« o r^-CN CNJ en CNJ
o o o o
in m r^. ooo o o oo o o o
i-H CNJ ^ 1 < t< t m v£> m
in o m oCNJ m r . o
o o o .-i
C30
-ct
0 0 O < t ^in \o \o ^o
in vo m mo o o o
oo a^ en CNv£) \o KO r -
m ^o ^o ino o o o
CN oo en r-ir - \o \o \o
in m ^o mo o o o
o o o o
oo <!• ^o \oen <t* en CN
o o o oV V
v£> O ^O 00en < t en CN
o o o oV
rN oo oo coCN en cn cn
o o o o
oo T~I en CNCN N N CO
o o o o
c^ CN < t enCN CN CN cn
o o o o
CN m oo enen CN CN CN
o o o o
oo m r- mo o o o
o o o o
\o \£> m ino o o o
o o o o
in v£> r> ^oo o o o
o o o oV
oo cr\ ^o r^-1^- CO O O
o o o oV V
v£> en r^- CNoo o cn CN
O O o O
v£> r - ON CNI N fN 00 CO
CN c^j en cn
m o m oCN m IN o
en <t en <t
m o m oCN m IN o
in m in m
in o >n oCN m IN oo CD o «-• o o o I-I o o o I-I
CN
m o
en
<t-
en
< t
en
in<h
CN 00\o m
m mo o
o o
<t en
o o
CN rN
O O
\o mo o
\o oov£) \0
m oCN m
o o
m
en
m

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 128/151
116
••dQJ
a•H4J
aO
u
oen
rd
H
~ LWQJ QJ o
4J 4JaJ rt 4J cpil S-i P H O
4J • HC r-t cr 4J rtO - H CO cd CD
• H P H • \ S-l S-i
o>i—I
o enCM
o> enI—1 CO CM
r~.i—1 r-H
en4-) S-l 4J <: LO ^D ^D LO LO LO LO LO s t LO <t LO LO s trt ^ ffi i—1S-l O ~-"- • H
4-) I T P Mi—1 W o•H ,Q CMP H (-1 P-i
v£> LO v£> ^D LO LO LO LO LO LO LO LO ^D ^£>m o o O O O o o o o o o o O o O
o bOCMS o o o o o o o o o o o o o o
a• H
PH V V V V Va• H 4-1 en
1 C O o o CO CO i^» cr. o LO CO r- r- . CTN o> l^»
^ a 0) CM en en en en en en < t en en CM en CM CM en4-) o a i—1
• H u S-i <J3 o o o o o o o o o O o O O OS-l 0)3 T 3 PH
fr • H ene O <t o ^D o> CM CO S t vO CM vO LO r- CM en r- s t
H <3 LO CM CM CM CM CM CM CM CM CM CM CM CM CM CM CM
4-1 4-1 w: PH O o o o o O O O o o o o O O
a O c<u 3 • Ho - d c o v£> LO LO LO LO LO LO LO LO v£>S-l o • H rt O o o o o o o O o o<u S-l cfl co • • • • • • • 1 1 • • • 1 1
P H P-i 4-1 O ? o o o o o o oV
o
a•H T3
• HT3 O 4Jr-H < ] *>C en CO CM s t c^ LO o> I—1 en I—1 o I—1 en S t
QJ <u <u CO c^ r- 0 0 CO c^ o> I—1 i—i CM I—1 CM CM en•H 4-1 bO O
>-• o rt S-l ^D v£> r- r- t-~. l^» r- CO CO CO CO CO co co3 4J QJ
I T T d (73 PH
o oCM S-l aPM PM •H
ao LO o LO o LO o LO o LO O LO o LO o• H »> W r- o CM LO r- o CM LO r~. O CM LO r -- o4-1 <U SHO e 3 O r-H O o O i—( O o O r-H O o O I—1aj • H o<U H ffi
Pfi3
i—i4J nJ T3C 4-1 CDQJ O 4-)
> H Oi—1 rt
O M H <u(73 O S-l
ai—1CM
CMr-H
CMCM
MH T d D P H . « •o a CO C^ o i—13 a a I—1 i—1
W O •HTj P-i
a LO
3 u O
o <u CMPH PH PH
oH n d
cu4-1 a -uC •H O PHCD ttf coo LOO) ti-,SH O SHQJ CM C
PH PH !=)
vO
mLOS t
enLOS t
VOenLOS t

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 129/151
117
phosphate containing 47 percent P 0 with 8.17 pounds of methanol per
pound of total P 9 0 q in unreacted MCP and 8.19 pounds of acetone per
pound of total P 0 in unreacted MCP respectively.
Tables 31 and 32 show the P 90,- yields, the major cation impurity
(CaO, Fe 0 , Al 0 , and MgO) concentrations in product phosphoric acid
containing 54 percent total P ? 0_ resulting from the third stage of the
stagewise dissociation of unreacted monocalcium phosphate from the
second stage using methanol and acetone respectively. The filtration
rates of the slurries resulting from these dissociation experiments are
also listed. The unreacted monocalcium phosphate P 9 0 q ratios are shown
along with the dissociation reaction time for each experiment. The
unreacted monocalcium phosphate P ? 0 concentration shown in Table 31
were obtained from dissociation of crude monocalcium phosphate containing
47 percent P ? 0 with 8.17 and 9.14 pounds of methanol per pound of total
P 0 in unreacted MCP in successive stages, while the unreacted mono
calcium phosphate P ? 0_ concentration shown in Table 32 were obtained
from dissociation of crude monocalcium phosphate containing 47 percent
P 0 with 8.19 and 10.12 pounds of acetone per pound of total P 9 0r i- n
unreacted MCP in successive stages.
In order to facilitate comparison of the data, the filtrate P„0,.
yields, the product acid impurity concentrations and filtration rates
for stagewise dissociation of crude monocalcium phosphate containing
32 percent P 9 0r in methanol and acetone are. presented in Tables 5 and
7 respectively. Similarly the data for stagewise dissociation of crude
monocalcium phosphate containing 47 percent: P ? 0 in methanol and acetone
are presented in Tables 6 and 8 respectively. The values of the filtrate

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 130/151
118
- d n o•rH O OO £ 5-1
<; «X ! CU
O 4-1 4-1•rH CU Oj
u g x!O PL,
X i X ! WPu 4-1 Oto T H x !O £ pu
X !Pu cu aj
4-1 13S-l CtJ -r HO X ! S-i
M-i pu OW i—I
cu o PM• u ^ -
nJ p-i BP4 OP: 3 <wO -rH
•H a id4-1 i—I CDnJ ctj 5-i
s-i a nj4-1 O Pui- l P CU•rH O S-lPM g PuT) (0 >in 13 5-inJ 3 S-i
5-1 3C U i - lO cn
• rH M_| ^4-1 O P-i OnJ o oS-i P g O4-) o mf l - H CJCJ U- C Bo aj 3 ctjpi -H s-i £o a o
o o cuw cu s-i
^ w x : 34J -rH H 4-1•H QS-I3 CUPU W
nJ
PL,£ 'H en £
I—I £ O CUCU " H 4-1
^ W) 4-11 3 ctj ctj ai- i 4-i pi! o
CU CO T-I• H 4 -14-1>-< a a nj
• H CU S-lm > 4J
O CU i—I i—ICNloO O «H
P-i nJ co M-I4-1
MH Cfl 4J T )
o a aT) CJ rti
a s-i s-iO "rH CU P
•H x : M-I o4-1 H M-I . HCtJ - H 4 - 1S-l 6 CtJCtJ 5-1 4- 1 CU
> M-I CtJ S-l
CU CU O4-14-1 p|nJ nJ 4-i o
P^ 5-1 PM -rH4-1 4-1
p I- I cr" nJ ctjO ' rH CO 5-1 CU
•rH PM4-1 5-1 r—I
nJ M-I tr! -rHS-l O
4-1 S-l
4-1 mi—I W O•rH X I CNJ
h J f t
LOOO l M
CsgPu
N fi a)4-) o a•rH U S-lS-i CU3 1 3 P UPu «H
6 o <rM <; m4-1 4-1 Mp o p :CU 3 «HO 13 £S-l O ' Hcu s-i nJ
Pu Pu 4-1
•H 13• H
13 O<-i < - p:
CU
PM
o
CU CU•rH 4-i oo a>u O CtJ S-l
3 4-1 CUini3 co Pu
o ocNS-i p:
P-i Pu «H
• H ••» W4-1 CU S-lo g 3Ctf - r l Oa> FU ps
P=S
4-1 CtJ 1 3P 4J CUCU O 4-1> ^ O
r- l CtJO M-I (U
CO O S-i
M-I U £3 PuO P O
3 CJ gW O v-l
13 Pup m3 S-i OO CU CNJ
P-; Pu Pu
H 13CU
4-1 C 4-1P! -rH O PuCU CtJ O
o incu gS-l O S-lCU C N P
Pu Pu p
o c r - or- l i—I i—I CNJ
O r - r- CNji—l O O i—I
o o o o
m m m mo o o o
o o o oV V
m m m v£>o o o o
o o o oV VCNJ O ^O CNJ
<J- <J- co <J-
O O O O
CNJ 00 C7> i—Ia> a> CTI i—i
o o o I-I
m o m oCNJ m r- o
o o o r-i
<l-
<l-
\o i n co voI—I I—I CNJ CNJ
ON O 00 COo i—i o i—i
o o o o
o\ <j- mo o oo o o
V
m in mo o o i
o o oV V V
v£> co oo a>co <i- co coo o o o
CNJ oo vD <J-s t <)• m m
m o m oCNJ i n r- oo o o i—i
<l-
VD oo ON m
N CO 00 O io o o o
o o o o
m m mo o o
o o oV V V
o o o
o o oV Vn o> vo <tco co co <l-
o o o o
a> o r- co<t vo m m
m o m oCM m r- oo o o I-I
<l-

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 131/151
119
*d•H 0)O C
<: o4J <U
o CU 4J
• H O cd5-1 < 4=iO a,4=1 4=i TO
a, 4J oTO •H 4=io £ a, jr ;
P-I <U cd4J x)
5-1 cd •HO 4=i 5-i
m & oen I—1
CU o Pu4J 4=icd P-i eP=! g o
5-1C p <4-(
o •H• H O *d4J i—1 a)cd cd 5-i5-J o cd4J
o a,i—1 Pi cu•H O 5-ih a a.X)C
cuX) fr^ ;
cd 3 S-i o5-i 3 oC CJ> i—I Oo TO LT>
•H <+-(4J o CM TOcd CJ> cd5-i C S &
4 J OPi •H a; 0)CU 4J *d 5-io cd 3 3CJ •H 5-i 4J
o O O cdo o 5-i
TO a; a;>-. TO X. a,4J •H H e• H Q ^^ 0)5-J 4J3 <U& TO • Pie •H TO oi—i & O •H
<U •H 4Jr. 60 4J cd
X) cd cd 5-iI—1 4J P4 4J<u CO I - l
•H 4J •H^ c C <4-(
•H CUL P > *d
o CU i—1 PiCM 60 O cd
PM cd CO•U qj
U-J CO 4J OO C •H
*d CU 4J
Pi u u OO •H cu cd
•H 4=i <4-( a;4J H <4-( 5-icd •H
• H g Q M5-J o ocd 5-1 4J o> <4-( cd 5-i
CMro
|43cd
H
<u <u o4J 4J Picd cd 4-1 o
pi S-i PH •H4J 4J
C ^ cr cdO -H CO S-i cd
•H Pu ^^ 4 J cu O N 0 0 i—I vD i—i co CM CN r . vO CN r .4J 5-1 i—1 5-1 CO co co CO CO CO CO co CM CM co CMCd <+-( EC •H <5-1 O Pn
4 J mi—1 TO o• H 4=1 CNPn H J P-i
m i n uo m m m vo vO vO m m vOi r o
O l 60o o o o o o O o o o o o
CNE o o o o o o o o o o o oc
•H
PH V V V Vc•H 4J CO
i PI o CN O i-H i—i < ! • c^ (^ 00 o 00 00 o>-. PI 0) CN co CO CO co co CN CM CM < ! • co CM co
4J o O i—1•H o S-i <C o o o o o O O o o o O o5-i CU3 T3 PM
a. •H coe O < ! • o < ! • s t O o CN vO CO m CM co C^ vO
M <: m CNCU
CN CN CM CN CN CM CM CM CM CM CM CM
4J • P M P4 O o o O O O O o o O O oC O Pia; 3 •Ho T3 Pi o m m m m5-i O •H cd 1 1 1 o 1 o 1 1 1 1 o oa; 5-i cd o • • • •
PH P-i 4J o o o o
c•H ' d
•H' d o 4Jt - i < ; *> Pi CN i—1 v O r - 00 o CO CO c^ C^ CO c^cu 0) QJ vO vo m m I—1 CN CN CN < ! • m vO vO
•H 4J 60 O>-t O cd 5-i o o o o I—1 i—1 i—l i—1 i—l i—i I—I I—l
3 4J cuirrd CO PM
o oCM 5-1 PiPM P... •H
CJ
o m O LT) o m o m o m o m o• H •» TO CN LO r^. o CN m r-«. o CN m r . o4J 53 5-i
O e p! o o o i—i o o CD I—l o o o I—l
cd •3 Ocu H ffl
P=!
I—14J Cd ' dC 4J cucu o 4J> H oi—i cdO "+-( cu
CO O 5-ipi
00I—1
CNi—1
I—lCM
u-i *T3 P3 PH . • .O C CJ> < ! • m vO3 PI STO O •H
' d PH
c m3 5^ oo cu CNP-i PH P..I
oH
CU4J C 4JPi •H O PHCU cd Oo mcu su o ucu cMqi
PM P-i ZD
< ! •
r .I—I
< ! • < ! •

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 132/151
120
P 0 yields, product acid impurity concentrations and filtration rates,
shown in Table 5, 6, 7, and 8 are after one hour of dissociation reaction
time periods in each stage.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 133/151
APPENDIX C
EXPERIMENTAL FILTRATE P 0 YIELDS, IMPURITY REJECTIONS AND FILTRATION
RATES FOR DISSOCIATION OF MONOCALCIUM PHOSPHATE PREPARED FROM VARIOUS
GRADE OF PHOSPHATIC MATERIALS IN METHANOL AND ACETONE
The experimental procedures outlined in Chapter II were used to
investigate the dissociation of crude monocalcium phosphate, prepared
from various grades of phosphatic materials, in the presence of methanol
and acetone after different reaction time periods. Solvent/monocalcium
phosphate P ? 0_ ratios of approximately 6.2 were used during experimenta
tion.
Table 33 shows the filtrate P 90 c . yields major cation impurity
(CaO, Fe 0 , Al 0„, and MgO) concentrations in product phosphoric acid
containing 54 percent P 9 0r resulting from the dissociation in the
presence of methanol and acetone of crude monocalcium phosphate prepared
from various grades of phosphatic materials. Table 33 also gives the
filtration rates of the slurries resulting from these dissociation
experiments. A sample of dissociation slurry was vacuum filtered using
water aspiration to provide the vacuum through a filtration medium of
known area as described in Chapter II. By measuring the time required
to filter the slurry sample until the top portion of the cake appeared
dry and after analyzing the resulting filtrate for P 0,., the filtration
rate in units of pounds of filtrate P 90,- per hour per square foot of
filtration area was then calculated. The crude monocalcium phosphate

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 134/151
122
5-1O
M-l Td
ticu o3B
•r-i r - l
•4J O CO
ti r - i
ti o3 o3 c_>O si •rH o
•r H 4-1 5-1 m4-> CU d) mo g 4J03 03 T)a) bfl B ti^ a 03
•rH osi w •rH C_>4J P 4 J 0
•rH 03 O£ d) J2 m
• u exd) 03 CO cu
+J x: o 5-1
oj a, x : d)P i CO a. &
oa x: m r - l
O CM o o•rH ti4J B 03 03
o3 3 d) x:5-1 - rH T3) 4J4 J O 03 d)
i—1 i—1 5-1 B•r-l 03 MpM O T3)
O 03 dT3) d 3 03
a o O03 g •r-i d)
U dd cu o3 oO T3) > 4J
•r H ^ CU4 J 5-1 B o03 C_> 0 o3S-l u
4 J M-l M-l 5-1
d o O0) T3) M-l
o d d)
d o S-l COO -H 03 d)
c_> -u a 5-103 d) 3
>N -H 5-1 4-1•M O ex o3
•H O S-i5-1 CO d) d)d- co M aP* -H cu eB Q £ d)
M 4-1
a> PM13 JH c_> di—1 4_) g o
CU • H•rH B cu 4-1
>-• o T3> o35-1
sS-l
LTVH s 4 J
o o r - l
cv td •rH
PH -H d) M-l .
o J5 ^~s
M-l <J H T3> >NO N _ ^ d r^
o 03 CUd TH >O 5-1 • ti TH
•H O d) O 4J
4-> , G d •H Ooj a o 4J a)•r H CO 4-1 o a,5-i O CU o3 coo3 si o d) CU
> PH <J P i 5-1
mmcu
.oo3
H
M-l
mO M-i
CNJOd O PH tio 4-1 o
•r-i CO CU h •rH o34-1 X> 4J 4J cu CO o ^ <J- o ON en o en 00 m <r ON o <r I N03 r- l 03 CT 03 S-i r - l CNl CNJ CNJ ON CO 00 ON en en en en VO I N vO I N5-1
SH CO5-1
<I4J d) 4 J - N 4Jr - l 4-1 r - l 5-1 r - l•rH 03 •r4 t t i •rH
pM Pi PM - N fc
I m I N > X ) 0 0 en I N m m ON CN] en O CO I N r - l <rO <tSH m
obO
r - l r - l r - l r - l o o o o r - l CNJ CNJ CN] O o r - l r - l
PHbO
d d•rH T H
g O O O O o o o o o o o o o o O o
ti m en CNJ 00 d > I N <r < f r-l ON o I N en <t 00 m <r ONP*,T4 o o t—1 o o o <r en < t <r r - l o r - l r—1 < t m <r <r
4J 03 CM CN
p u r
i
C o n t PH
4J
ti
r - l o o o o o o o o o o o o o o o o
B 0) m V£> C3N I N O 00 I N CNJ ON 00 r - l O r N o CNJ I N I Nr-\ T3)
•rHO5-i o
CNJ
o O O r-l en en en CNJ o r - l r- l O <r <r <r <r4 J O
d < jd)
CUPH
cuPM
o o o o O O o o o O o o o o o o
O 4J ON 0 0 V O r - l O r—1 V£> ON r—1 O IN 00 v£> as CO mS-l Od) 3
o03
<r m m vo r - l r-l O o <r <r <r <J- O o o o
T3>r - l
P-l T3
4JO
c_> o o o o o O O o o o o o o o o o
d) 3 4J m i n r - l r - l 00 r - l 0 0 en m r—1 r - l CNI ON en ON ON•rH
>•r r j «
O T3)tid)
ON ON < J " | N <r ON O N ON 00 r - l en m I N r - l en CO
S-l T H O 00 ON o o CNJ CNJ CNJ CNJ I N 00 00 00 00 a\ ON ONmpH o 5-1 CNJ cNi en en en en en en CNJ CNJ CNJ CNJ CNJ CNJ CNJ CNJ
o <d CUCM d PH
PH •H
do•H " CO m o m o m O m O m O m o m o m O4J <L)
o BS-l
3CNJ m r- o CNJ m rN O CNJ m r- o CNJ m rN o
o3 T H
CU HPi
O
PC
o O O r -l o o o r—1 o o O r-l o o o r—1
M-l T3) T3>
o 4JPI r-l3 03 ti
CD4J
CO ti O 4J •rH O ON CNJ r—1 COT3 d) PH O 03 PH r - l CN) CN] r - l
d > H ir Id ) CJ . . . .3 r - l S-l O >-" g v£> v£> v£> v£>
o O a) M-i o itiPH
e n t
S
PH O
tir-l -H
03
PH
1
ti
P
T3)0)
4J PH
OO
OO
O< ! •
O
o •u m p O CJ • . . .5-1d)
PH
R a w
T o
M a t e r
i a
l s
S o
l v e n
t
? ?
0
u-O
oPH
r~-
03 gd)S-i
1
J
F l
o r
i d
a
M e t
h a n
o l
4 7
C o n c e n
t r a t e
( I )
( 3
4 .
3 )
A c e t o n
e
4 7
F l
o r
i d
a
M e t
h a n
o l
4 6
C o n c e n -
t r a t e
( I I )
( 3
4 .
2 )
A c e t o n
e
4 6

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 135/151
123
t tcu
g• H4-1GO
O
COCO
ctJH
IT)
o *u<4-\ CNO
a o PL,O 4-J
• H CO CU PH4-J JD 4-1ClJ I- J CtJ C T CtJSM J-i co SM
GoH
4-J CtJ
4-J CD 4-Ji—I 4-1 i—I•H CtJ - Hh P i h
IO^4
PM
a•H
>4-)• HS-J3
cu^44J <
^4|X| -H
\ PM
<t"LO
60
a•H
a•H CNCtJ PM
LO
04 O
£• H
4-)
aCU
oucu
4-J
acuoS-J
cuO PM
4-1O
PM H3)
oOC
CO
t t 4-)i-l O
CU Pi• H t t -> H O H3)
^4 -HL O P M O
O <CMC
PL) «H
4-J
acuOS-JCU
PM
O " CO• H CU }-i•M g 3O - H OctJ H pelCU
p<-
t ta•y ^
a oH3) CU P M
C >3 i- l ^4
o o cu
CO
t tCU
a +j•H O
CtJ PMLO cu u
o n gCNJH
PM C/J PM O PM pD
4-1
ccu crjO 4-1
t tCU4-J PM
PM
L O C O U^4 O O P CtJ gCU H CN CU
PM U
4-1
aCU>i—I
OC/J
£ CtJ LOcd •H O
p<- J-i CNCU PM
4-> &-S
ON CN i—I OCN CO CO CO
0 0 i—I CO CNCN CO CO CO
r-* oo LO CMLO LO
r-* LO
vO ON LO 0 0
o o o o
CN O <t" T-I
CN CN CN CN
CN vD CO LOCN CN CN CN
ON vO CO LO
LO LO r-* VD
vO 00 CO vOO O O O
o o o o
co i—i o r -O i—I i—I O
o o o o
< f VD LO LO
o o o o
r— i—i r~- a >i—I i—I O O
o o o o
LO 0 0 i—I 0 0
<t- r- <t- <t-
o o o o
vO vO i—I COO O i-l i- l
O O O O
^ I O H oco r-* VD co
o o o o
r-* oo <h r-*o o I-I o
o o o o
r-* ON i—i L O< f vO vO CO
O O O O
CO O 0 0 LO<t" <t- <t" <t"
O O O O
i— r— i—i r—o o i—i c>
o o o o
ON o <t- ONCO <t" <t" <t"
o o o o
VD vD CT\ r^
o o o oo o o o
vo CTI oo I s-r-* ON CN CO
o o o o
1 ^ G \ vO 0 0O N <}- co r-»
o o o o
i—I ON O N i—ION VO CO CM
O O O O
r-* i—i CN o0 0 CO CM si"
r-* r-* oo ooCN CN CN CN
LO O LO OCN LO r-* o
0 0 CTi 0 > ONCN CN CN CM
LO O LO OCN LO r^ o
r^ oo oo ooCN CN CN CN
LO O LO
N m N
0 0 ON ON ONCN CN CN CN
LO O LO OCN LO r-* o
O O O i-l
0 0I—I
vO
O O O r H
COCN
O O O i-l
CN
O O O i-l
ONI—I
vO
oCO
LO
o0CtJ
rC4-1
CU
MMM
CtJ I wH3) a ^•H CU CU LOU O 4-1 .O C CtJ CO
i—i O J-i COPM O 4-1 w
oCOLO
cu
0o4-J
cuo
<
ovO
ovO
o CUti Ceti o
J3 4-14-) CUcu Og
>M
<
CtJ 1 v —'H3) c /— s
•H CU cu o5-J o 4-J .O C CtJ CO
i—1 o U COPM o 4-) v —'
CN O i—I ONCN CN CN i—I
n <t H <tCN CN CN CN
o o o o
r-* ON o oO O i—l i—l
o o o o
LO LO ON VOi-l i-l O O
o o o oLO O ON i—I<f LO <t- LO
o o o o
!-* VO ON <fON CO <t" O
1^ 00 00 00CN CN CN CN
LO O LO O
CN LO r-* oO O O i-l
CN
vD
o
LO
oaCtJ
rC4-1cu
CtJ I*U 0•HJ-i
o
>
CU CU COO 4-J •JH CtJ CNO JM CO
f n o 4-J ^- ^

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 136/151
124
mo M-)
M-) CNO
i o n O
Cfi
P-I
CU
d4-1 OPn - H
4-1 X I 4-1 4-1 Cl3ci3 KJ Oj cr nj cu Is - IT) t - \ t - \ IT) LO I s - 0 s . <T\ vO CO 0 0 I—1 .—i o .—i O CM <T\ vO5-1
4-1 CU
5-1
4-1
CO 5-1 5-1
^ 4-1 <m vO m m i—1 I - I >-i i—1 <t <t iri <t .—1 .—i .—i .—i IT) m <t m
F i l
R a t
F i l 5-i . - I
W -H
i <t <t <t <t o >-l 0 0 IT"! vO vO vO vO <t <t .—i o> VO oo oo vO
o5-i m o o O o o CO CO CN CO o O o o V£» IT) V£» v£» o o o o
P-i
0•H
bO
d•!-) LT)
bO o o o o o O O o o O o o o O o O O o o o
d o co CM vO r-l CT> CM CT> < t i- - vO O IT) I s - <t r-l I s - CN r-l <t m vO
4-1• H CM
CT3 P-IO
CMm CO <t CO T-\ O r-l I - I I s - vO IT) IT) T-\ CM .—i .—1 <t <t CO CO
u r
i 4-1d 4-1
o d
.-H
< o O o o o O O o O O o o o o o O o o o o
cu o cue o CO 0 0 C3N o I s - 0 0 ON CM m v£> 0 0 I s -- CO CM 0 0 vO vO 0 0 v£) CM 0 0
M T3 5-i• H CU o
CM
CO CO <t <t o O r-l i—i <1- <t <j - vO T~\ .—1 CM T~\ CM CO CO CM
e n t O P-i
<CU
p4
o o o O o O O O o o o o o o o O o o o o
o 4-1 I s - 00 00 o> <t I s - CT> <t vO vO 0 s ! r-l o> CM CO <t vO vO r-» o>5-i
CU
O
3oci3
o o o o <t <t <t <t o o o T~\ m v£> IT) m O o O oP-i T3 u o o o o o o o O o o o o o O o o O o O o
T3CU TJ 4-1
3 r-l o0 CU 3 4-1 v£> CN 00 <t r-l VO r-l CNJ vO <T\ ^-1 <t r-l <T\ I s - co r-l CM vO r-l
• H • H TJ - d 0 0 T~\ CN m CO 00 CM CNJ 00 o co r-l r-l 00 o> CM CN CO CM <t4-1 ^ O T3 CU
0 5-i • H O <T\ o O o r-» r- oo a) 00 o> 0 s . o> vO vO vO r-» o> o> o> <T\O ina< O 5-1 CN CO CO CO CN CM CM CNJ CNJ CN CM CN CM CM CM CM CM CM CM CM
U o < CUv w CN(d P-I
P-I • H
co 0CO O - w
• H CU 5-1 IT) o m o m o m o m o LO o m o IT) O m o m o(U
r-l4-1
O • H OCN IT) I s - o CNJ i n I s - o CM m Is -- o CM m r-» O CM IT) r-» o
^D Oj H tn O o o r-l o o o I—1 o o o T—\ o o O r-l o o o T—\
Oj CUH
P o u n
d s
o f
P e r c e n t
S o
l v e n t
R a w
T o t a l
P e r
P o u n
d
R
Ti—1 C
4-1 T- t CO C
H meo *
<4-( C N fO P-i H
d T• H C
1 4.md c
O D cCM C
P-< 5
4-1
dCU
>r - l
O
CO
COI"1 ,—N
Oj IT)•r-) O5-1 CMCU P-i4-1 5-S
rt w
a
M C P
M C P
A c e t o n e
4 5 . 4
0
6 .
1 9
F l
o r
i d
a
M e t
h a n o
l
4 4 .
8 0
6 .
2 3
P e
b b l
e
( 2 8
. 9
)
A c e t o n e
4 4 .
8 0
6 .
2 1
F l
o r
i d
a
M e t
h a n o
l
4 2
. 1 0
6 .
1 4
M a t r
i x
I
( 2 0
. 2
)
A c e t o n e
4 2
. 1 0
6 .
1 8

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 137/151
125
nd
o
O 4^H-J CNJO
d o PL,O 4J
•r l 01 0 h T I-P ,T) -P -P Hirt (J nl 0* ni 0)
•p a) -P5-t en s-i s-4
T—I 4- J 1—I S-l 1—I•r-i ctf -i- i m •!-)
•P < :
to ptf ft, P-i
O stJ-I m
cubO
d d•i-i - H m
d O> , - H CNJi ) Hi CM•i-l -P
J-I a - p3 o ca . 0 a;
w nd J-I
•P O PL,d <Hcuo -Pn ocu d
PL, Td
T3 -PT- I oCU d -P
• r i - d « d>-) O nd cu
J-I T- I CJLnpM o J-I
toO
CNJ
P-i
CJ
CNJdPL, T-)
<U CUPL,
O " W• H CU J-i•u 6 3O -H OHi H ffiCU
pi
nd ndcu
•P 2 03 C -Pw C O -P •!-) O PL
Hi CJnd cu CM oCJ > H mc u gJD T-I J-I O J-Io o cu m C N C
PM w ft o p-i t b
•P d ndd - H cucu r- i 1 - P p.,o n> m d o cjJ-I 4J o !z> ni g3) O M CU
PL, H ft J-I
t-i mHi O
£ -H CNJHi J-I PL,
ft f CU•P &*5Hi ^
ON ON ON ON
vD <|- r-l T-Im m vo vo
0 0 0 0
o T- I co voco co co t-i
0 0 0 0
IN vo 00 coCNJ CNJ CNJ CNJ
0 0 0 0
Oi ^O (T> Om m vo vo
0 0 0 0
vo ON CNj r -m 00 r » 00
vo vo vo voCNJ CNJ CNJ CNJ
m o m ocNj m r^- o
o o o t-i
<*
MW
cd• d x ^•i-( -i-i 0 0J-I J-I .
o -P mi—l 03 i—lto g w
CO vO ON CO< t co co co
vO VD v o VDO O O O
O M 3 0 CO C^
i—1 i—1 I N I NvO fN vo fN
o < t m 00CO CNJ CNJ CNJ
I N VD h- 00O O O O
O O O O
i—1 f N CNJ CNJ<t <t m co
0 0 0 0
o> ON IN r oCNJ CNJ CNJ < j -
O O O O
m CNJ r-N o
m vo m INO O O O
co co co ONm < t CNJ CNJ
0 0 0 0
CO I N I N CMCNJ CNJ CNJ <J -
O O O O
f N ,—1 VO < tco < t m co
0 0 0 0
00 o ON ONO T- I O O
O O O O
vO O CO i- l<t <t vo i n
O O O O
00 ON ON oO O O <-!
O O O O
co 00 00ON CO < t 00
O O O O
O <J- <J- CNJ
O O O O
t—I vO vO f N00 T- I CNJ <j - < ± < ± C O T - I
f N CO 00 0 0CNJ CNJ CNJ CNJ
m o m 0CNJ m I N o
fN fN fN fNCNJ CNJ CNJ CNJ
m o m oCNJ m I N o
fN fN fN 00CNJ CNJ CNJ CNJ
m o m oCNJ m I N o
o o o T-I o o o T-I O O O f-H
vo
<* <*
MMM
ttf13 X ^•H TH 00J-I J-I •O -P T-i
r- l Hi T-Ito £ ^
N N N 00
O CNJ ON COvo m m m
O O O O
CNJ fN CNJ UOco co <t CNJ
O O O O
VO CO CNJ T—ICO CNJ CO < t
O O O O
m vo vo vo
0 0 0 0
f N <(• T—I 0 0T- I co <t CNJ
vD \D vO vOCNJ CNJ CNJ CNJ
m o m oCNJ m I N o
o o o T-I
CNJ
>1-1
Hind X• H -r-l ^"NJ-I J-i mo -P •
T-I Hi f Nto g w

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 138/151
126
o M-IM-l ( N O
S O PM CO 4-1 O
• H CO CU PM - H4-1 JD 4-1 4-1 Cdcd H-J cd c r cd cu
5-1 CO M 5-J4-1 CU 4-1
PM P4 P M
4-1 <
•H ctf -H jr i T-IPM
N m o t^CM CM CM CM
0> i—I CTs G> oo CM o o CMO O T -I O o <—i oo t—i
i n m i n <vD
Io <t-5-1 m
PMbO
s c• iH -r- l
obO
m>-> - o
• H 4-1 pL,U C3 O 4-1
a o d6 cu
M x) o• H J-J
• M O Dd <J PM
cuO 4->5-1 OCU 3
PM X )
o
X ) 4-JT -I Ocu 3
•r l - d ~ 4-1>-• o ' d c
5-J - H (UL O P H O O
o CNJPJPM
< U 5-1CU
PL,
CM
PM
u
<|- o^ o t- iT—I O T- I t—I
o o o o
<)• m m rN.<h m en I N
o o o o
m r^- T—i cTion oo vd- on
o o o o
t— r— r - r~~o o o oo o o o
vo (Ti T-I <fro 4 vo m00 00 00 00CM CM CM CM
vO O O 0 0O0 O0 CO CM
o o o o
CO CTi <t" 0 0CO CM CO < t
o o o o
m r~- as ooCO CM CM CO
o o o o
vD vO CM CMO 1^ N CO
o o o o
T- I T- I aD OC^ CM CM <±
vo r^- r-» r-»CM CM CM CM
r - i n T—i oO O T- I O
O O O O
vo m oo oo<t- <t- m >*
o o o o
C^ C^ CM CMco co m >ct-
CM T—i < f i n
o o o o
CM r-» oo oo• ^ h- CO N
00 0 0 00 COCM CM CM CM
H V O N O<(- co oo m
o o o o
Os O CM COco as as c^
o o o o
o oo CM asCM CM CM T—I
o o o o o o o o
OS CM CM T- I
<f m m m
o o o o
Ch H CM 0 0oo T—i m ovO N N COCM CM CM CM
m m m mo o o o
o o o o
< } • < } • m T- IO CM T -I < f
cn O <r Hm vo vo vo
O O O O
m vo vo r-»o o o o
o o o o
vD s f H Q>oo CM T-I m
o^ o o oCM CO CO CO
•r-l CU 5-1
4-> e 3O -H Ocd H pd
CDP4
m o in oCM m r-. o
o o o T-I
m o m oCM i n r- o
o o o T-I
m o m oCM m h- oo o o T-I
i n o m oCM m r-» o
o o o T-I
m o m oN m N oo o o T-I
4-i d nj d 4-iCO Pi O 4-1 -rH O
Ti cu PM oPi >
Cti PMmcu o
o H SO O CU M-l CMpi
PM co PM o CM p
co
£ T- I «H CU<U Clj I 4-J pL,o 4-> inp i o o5-1 o o PD cti sCU H CM
PM PMCU 0 0
CO <t-
£ cd mcd -H o
p i 5-1 CMCU PM
to o io o T-H
si & oPM CJ
CD cd4-1 4-1 S Ti P-,MM Cd 4-J T- I CdO Si - H O T- I
CO & |5 T- I o
• H CU CO
^ e •O -H <f
T— I r - l T — IPM CO "—'

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 139/151
127
mo MH
MH CNO
t i
o n o
CO
X I
PM
0)4-1
d•u oPH - H
4-)T5D
r ^ %CO l-J CO cr co J-I ,—i ,—i r ^ % 0 0 co O o c^ 0 0 C^ i-H co <t- 0 0 oJ-I U co J-I <c eg eg eg eg 0 0 0 0 0 0 <y\ ,—1 ,—i t—i e g 00 00 r-» 0 0
F i l t
R a t e
F i l t
/ H r /
F i l t
i
o <t- m eg o r- eg i-H r—1 o o ,—i eg i—i vD vD VD vDJ-I
PHi n O
bOvD vD V D i n ,—i i-H l-l ,—1 ,—1 ,—1 ,—1 r-H O o o O
0• H
bO
d• H
d m co
o O o o o O O o o o o o O o O O
>. • H O o 0 0 ,—1 <t" CO o r-» IT) eg m vD VD r-» m <t- <t" ,—14-)• H
CtJ CM4J PL,
eg,—1
eg CO co eg co CN co co o O O O co co CN CO
m p u r do -u
U 0cu
<co
o O o o o o o o o O o o o o O O
H 'Td o o 0 0 C^ r-» eg o •tf I-l co vD r-» 0 0 i—1 vD r-» O C^
4-)• H JH
o cuCN
CUo o O i-H vD VD vO vD o o O .-H eg eg CO eg
c e n < PM
4-1
PH o o o o O O O O o o o o o o O o
u O o o 0 0 eg VD <f VD vO <f i-H 0 0 1-1 < f r-» r-» C^ CT«cu
PH3
'Td
CO
ovD vD vD vD O O O O m <f vD vD o o o oo O o o O O o O o o O O o o o o
<^"S
X ) x) 4-1
cu i-H og CU 3 •u0 • H T3 - d CTi ,—1 CTi i-H 0 0 VD CO co 0 0 ,—1 VD m i-H i-H i-H r-»
• H &H O T J CU r-» vD 0 0 <T\ r^ C^ i- l m m CN r-» oo 0 0 i-H CO m4-1 J-i • H Od mpH o J-I c^ O O i-H i-H i-H CN eg 0 0 C^ CTi O o i-H i-H ,—i
o o <C cu eg CO CO CO CO CO co co CN eg CN CO co CO CO coo cNd PM
"^ PH • H
# 0co O ~ CO
co • H CU J-i4-) 6 3 m O m o m O m o m o m o m O m o
cui-H
OCO
• H O
H aeg m r- o eg m r>» o eg m r- o CN m r-» o
rO cu o o O i-H o O o ,—1 o o O .-H o o o ^H
d! p<H
P o u n
d s
o f
P e r c e n t
S o
l v e n t
R a w
T o t a
l
P e r
P o u n
d
.-H <CO d 4•U »H CO cH m c
O JMH CNfO PM £
d ^• H C
1 +m d c
o -p cCM C
PM J
4-1
dCU>
i-HO
CO
COi-H ^scu m
• H OJH CNCU PM
4-) B-S
M C P
M C P
N o r t
h
M e t
h a n o
l
4 6
. 2 0
6 .
2 8
C a r o
l i
n a
C o n c e n
t r a t e
I
( 3 2
. 9
)
A c e t o n e
4 6
. 2 0
6 .
2 6
N o r t
h
M e t
h a n o
l
4 5 .
6 7
6 .
2 0
C a r o
l i
n a
C o n c e n
t r a t e
I I
( 3 0
. 6
)
A c e t o n e
4 5 .
6 7
6 .
2 3

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 140/151
128
P 0 concentration and methanol and acetone/monocalcium phosphate P 90,-
ratios are shown along with the dissociation reaction time for each
experiment.
In order to facilitate comparison of the data, the filtrate P 0
yields, the product acid impurity concentrations and filtration rates
after one hour of dissociation reaction time period are presented in
Table 10.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 141/151
129
APPENDIX D
EXPERIMENTAL FILTRATE P YIELD IN THE STAGEWISE EXTRACTION OF PHOSPHORIC
ACID FROM DRIED ACIDULATE OBTAINED FROM DIRECT ACIDULATION OF PHOSPHATE
CONCENTRATE WITH SULFURIC ACID
The experimental procedures outlined in Chapter II were used to
investigate the stagewise extraction of dried acidulate containing
approximately 19 percent P ? 0 q . in the presence of acetone or methanol after
different overall contact time divided equally in each stage and using
a solvent/dried acidulate VJ^^ ^atio of 2 in each stage of extraction.
The dried acidulate was prepared from ground Florida phosphate concentrate.
Table 34 shows the type of solvent, number of extraction stages,
total overall contact time and also contact time for each stage and overall
percent recovery of P^q. Extraction was carried out in 4 in. diameterand 2 in. deep Buchner funnel. A Hoffman clamp was used to pinch the
polyethylene tube, attached to the stem of the funnel, so that the
organic solvent could be held in contact with the acidulate for a
desired period of time. The filtrate collected, after the solvent has
been in contact with the acidulate, was analyzed and percent P~0 recovery
was subsequently calculated.
The results given in Table 34 are summaried in Figure 6. The
total P 90q; yield in the product acid resulting from the stagewise
extraction of dried acidulate containing 19 percent P^O- increased rapidly
with increasing overall contact time up to 36 minutes. As the overall

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 142/151
130
Table 34. Variation of P.0,. Yield in the Stagewise Extractionof Phosphoric Acid from Dried Acidulate with EitherAcetone or Methanol at Different Overall Contact Timeand a Ratio of Solvent/Dried Acidulate of 2 in EachStage of Extraction. (The Dried Acidulate Containing19 Percent P„0r was Prepared from Florida PhosphateConcentrate).
Contact Time, Percent OverallTypes of Solvent Number of Mins. Recovery of P O
• Stages per Stage Total in Filtrate
Acetone 7 1 7 63.78
Methanol 7 1 7 59.72
Acetone 7 2 14 74.51Methanol 7 2 14 69.87
Acetone 6 3 18 80.53
Methanol 6 3 18 84.74
Acetone 5 4 20 88.37
Methanol 5 4 20 87.76
Acetone 5 5 25 94.59
Methanol 5 5 25 94.08
Acetone 4 10 40 98.18
Methanol 4 10 40 96.91
Acetone 4 15 60 96.26
Methanol 4 15 60 97.22
Acetone 4 20 80 96.53
Methanol 4 20 80 98.04
Acetone 4 25 100 95.79
Methanol 4 25 100 96.94
Acetone 4 30 120 98.42
Methanol 4 30 120 98.33

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 143/151
131
100 i—
40 80
Total Contact Time (Minutes)
Figure 6. P 2 0 Yield as a Function of Total Contact Time WhenAcidulate is Extracted with Acetone or Methanol

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 144/151
132
contact time was increased above 36 minutes the product phosphoric acid
yield became relatively constant at approximately 97 percent. From Fig.
6 it can be seen that the P 9 0 c; yield in product phosphoric acid when
extracted with either methanol or acetone increased at the same rate
with increasing overall contact time up to 25 minutes. As the overall
contact time was increased above 25 minutes, the product phosphoric acid
yield was slightly higher when extracted with methanol than with acetone.
It can be seen from Fig. 6 that when extracting the dried acidulate
with either methanol or acetone, an optimum yield of approximately 97
percent P^O^ in product phosphoric acid resulted when the overall contact
time was 36 minutes. Hence, four extraction stages with 9 minutes of
contact time per stage seems to be sufficient.
Three and four extraction stages with 9 minutes of contact time
per stage were carried out with both acetone and methanol. The dried
acidulate containing approximately 19 percent P ? 0 was obtained from
direct acidulation of Florida phosphate concentrate and 98% sulfuric
acid. The results are as follows:
2-5
Type of Number of Contact time , Mins Percent Over<Solvent Stages
3
per S tage Total
27
Recovery of P
Acetone
Stages
3 9
Total
27 96.43
Methanol 3 9 27 96.21
Acetone 4 9 36 97.01
Methanol 4 9 36 97.57
From the above results, it is apparent that 3 stages of extraction
with 9 mins. of contact time per stage are sufficient.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 145/151
133
APPENDIX E
SAMPLE CALCULATION
The sample calculations listed below are the same as those given
by Drees (11):
1. Digestion of ground phosphate rock or dissociation filter
cake residue with sulfuric acid,
2. Preparation of monocalcium phosphate from phosphate rock and
phosphoric acid,
3. Dissociation filtrate P 9 0 yield and impurity concentrations
in low impurity phosphoric acid,
4. Dissociation slurry filtration rates,
5. Dissociation residue hydration state.
The following sample calculation is given in order to clarify
computational procedures used in this work.
Direct Acidulation of Ground Phosphate Rock with Sulfuric Acid
Reactants used in acidulation were ground Florida phosphate
rock containing 34.28 percent P ? 0_ and 49.50 percent CaO, technical grade
sulfuric acid containing 98 percent H SO . For computational purposes,
it was assumed that a wet process acid would be produced that contained
67.0 percent P~0 and 2.0 percent free sulfuric acid. It was also
assumed that 96.5 percent of the phosphate in the ground phosphate
rock would be digested by the sulfuric acid leaving the remaining 3.5
percent of the P-0 undigested in the by-product calcium sulfate. It

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 146/151
was also assumed that all the calcium oxide in the ground phosphate rock
would be converted to calcium sulfate anhydrite.
A basis of 100.00 grams of ground phosphate rock reactant is used
in the following calculation:
gm P 0, gm • P ? 0 digested(100.00 gm • rock) (0.3428 fL2 -T") (0.965 p n
D . r-)& gm • rock x gm • P o 0r in rock
= 33.08 gm • P 0 digested.
33.08 gm • P 0 digestedn r-, 7T7;—7 r r : rr = 49.37 gm • phosphoric acid.0.67 gm • P„0,-/gm • phosphoric acid ^ r r
//n oi u u • . U M no gm • sulfuric acid(49.37 gm • phosphoric acid) (0.02 **• : : : — )gm • phosphoric acid
= 0.99 gm • free sulfuric acid inphosphoric acid.
(100 .0 gm • ro ck )( 0. 49 50 ^ ' C a ° 1 = 49.50 gm • CaO or 0. 88 27 gm • mole^ gm • ro ck % A . , , ^ &.CaO in phosphate rock
(0.8827 gm • mole CaO in rock) (0.965 ' ^0 digestedgm • CaO in rock
= 0.8518 gm • mole CaO converted tocalcium sulfate anhydrite.
Since each mole of CaO requires one mole of H o S0. for calcium2 4
sulfate anhydrite precipitation:
gm • H SO(0.8518 gm • mole H_S0 ) (98.082 •— \ ) - 83.55 gm • H_S0
2 4 gm • moie H 0 bU, z 4required for calciumsulfate anhydriteprecipitation.
83.55 gm . H SO, for calcium sulfate anhydrite +0.99 gm I SO for
phosphoric acid = 84.54 gm. total H„S0 required.
84.54 gm • H 2 S0 4
0.98 gm • H7S0^gm • sulfuric acid
86.27 gm * sulfuric acid required.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 147/151
135
To summarize, the amounts of react an ts required for this reaction
are as follows:
100.00 grams ground phosphate rock.
86.27 grams sulfuric acid.

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 148/151
136
BIBLIOGRAPHY
1. Achorn, F.P., "Status of Fluid Fertilizers - 1970," Solutions 3,26-31 (1970).
2. Bakr, M.Y., Hussien, M., "Exploitation of Egyptian Phosphate Rock:Part VI - Solvent Extraction of Phosphoric Acid," Indian Journalof Technology Vll N9, 397-401 (1973).
3. Baniel, A.M. and Blumberg, R., British Patent 1,142,719 February 12,(1969).
4. Baniel, A.M., Blumberg, R., and Alon, A., French Patent 1,396,077,April 16, (1965).
5. Baniel, A.M., Blumberg, R., and Lavie, S., German Patent 1,801,856,August 7, (1969).
6. Barney, A., "Solving the Phosphoric Problem by Solvents is PureGood Sense," Engineer, 33 (1974).
7. Boulle, A. and de Sallier Dupin, A., "Action of Organic CompoundsUpon Solutions of Monometallic Orthophosphates," Computer RendusHebdomadaires des Seances de L'Academic des Sceinces 248, 1669-1672, (1959).
8. Chemical Marketing Reporter 207 (26), 32-44 (1975).
9. Coleman, J.H., U.S. Patent 2,384,813, September 18, 1945.
10. Coleman, J.H., U.S. Patent 2,384,814, September 18, 1945.
11. Drees, C.B., "A New Process for the Production of Low ImpurityPhosphoric Acid," Ph.D. Thesis, Georgia Institute of Technology,Atlanta, Georgia, November, (1972).
12. Elmore, K.L. and Farr, T.D., "Equilibrium in the System CaO-P 0 -H ? 0,"Industrial and Engineering Chemistry 32, 580-586 (1940).
13. Fox, P.J., "Alcohol in the Manufacture of Phosphoric Acid andPhosphates," Journal of Industrial and Engineering Chemistry 6,828 (1914).
14. Gleason, R.J., U.S. Patent 3,684,438, November 5, 1970.
15. Goret, J. and Winand, L., French Patent 1,531,487, July 5, (1968).

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 149/151
137
16. Hand, Jr., L.D., Potts, J.M. and Slack, A.V., "Use of ConcentratedSulfuric Acid and Production of Granular Normal Superphosphate,"Journal of Agricultural and Food Chemistry, 11, 44 (1963).
17. Helferich, B. and Baumann, U., "The Solubility of Phosphoric Acidin Organic Solvents," Chemische Berichte 85, 461-463 (1952).
18. Hignett, T.P., Slack, A.V., Potts, J.M. and Hand, Jr., L.D. U.S.Patent 3,161,467, December 15, (1964).
19. Hill, W.L. and Jacob, K.D., "The Composition and Properties ofSuperphosphate," Journal of the Association of Official AgriculturalChemists 17, 487-505 (1934).
20. Horwitz, W. (Editor), Official Methods of Analysis of the Associationof Official Agricultural Chemists, Tenth Edition, Association ofOfficial Agricultural Chemists, Washington D.C. (1965).
21. Kharakoz, A.E., "The Hydrolysis of Monocalcium Phosphate," TrudyInstituta Khimii, Akademiya Nauk Kirgizskoi SSR 8, 175-179 (1957).
22. Kimura, T., Tago, A., Minagawa, Y. and Kaneko, Y., Japanese Patent7,445,895, September 8, (1972).
23. Legal, Jr., C.C., Pryor, J.N. , Tongue, T.O. and Veltman, P.L.,"Phosphoric Acid by the Clinker Process," Industrial and EngineeringChemistry, 49,334 (1957).
24. Legal, Jr., C.C., Tongue, T.O. and Wight, E.H., U.S. Patent2,504,544, April 18, (1950).
25. Litvinenko, V.I., and Isabekor, K.V., "Obtaining DefluorinatedPhosphoric Acid and Feed Phosphates", Trudy Instituta KhimiiNauk, Akademiya Nauk Kirgizskoi SSR 10, 110-118 (1964).
26. Litvinenko, V.I., Berturov, A.B., and Ekshtelis, A.V., "Decompositionof Karatau Phosphorites with Concentrated Sulfuric Acid," TrudyInstituta Khimii Nauk, Akademiya Nauk Kirgizskoi SSR 10, 100-109(1964).
27. Melamid, M. and Grotzinger, L., German Patent 280,969, April 17,(1914).
28. Montecatini Edison S.P.A., Italian Patent 804,739, March 1, (1968).
29. Murakami, K., Okabe, T. and Tanaka, H., Japanese Patent 6,828,005December 3, (1968).
30. Nakaoka, T., Kashiwaze, H. and Koshimizu, I., Japanese Patent6,817,283, July 22, (1968).

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 150/151
138
31. Noyes, R., Phosphoric Acid by the Wet Process, Noyes DevelopmentCorporation, Park Ridge, New Jersey (1967).
32. Raz, Igal., "Solvent Extraction Upgrades Wet-Process Phosphoric
Acid," Chemical Engineer V81 N12, 52-53 (1974).
33. Rohac, J., Nodvornik, R., and Hrusovsky, J., Czech Patent 103,132,March 15, 1962.
34. Ross, W.H., Durgin, C.B. and Jones, R.M., U.S. Patent 1,451,786,April 17, (1923).
35. Ross, W.H., Jones, R.M. and Durgin, C.B., "Purification of PhosphoricAcid by Crystallization," Industrial and Engineering Chemistry 17,1081-1083 (1925).
36. Rubin, A.G., "A New Route to High Quality Phosphate Fertilizers,"Presented in 1971 as a process developed by Bohna Engineering andResearch, Inc. of San Francisco, California.
37. Shoeld, M., U.S. Patent 2,384,773, September 11, 1945.
38. Slack, A.V. (Editor), Phosphoric Acid, Parts I and II, MarcelDekker, Inc., New York, New York (1968).
39. Stollenwerk, W., "Experiments on the Solubility of MonocalciumPhosphate in Water," Zeitschrift fuer Anorganische und AllgemeineChemie 156, 37-55 (1927).
40. Tago, A. and Kaneko, Y., Japanese Patent 7,445,896, September 8,(1972).
41. Tago, A and Kaneko, Y. , Japanese Patent 7,445,897, September 8,(1972).
42. Winand, L. and Martin, M., French Patent 1,435,877, April 22, (1966).

7/21/2019 roy_amitava_197605_phd_261183.pdf
http://slidepdf.com/reader/full/royamitava197605phd261183pdf 151/151
139
VITA.
Amitava Roy was born on June 12, 1948, in Calcutta, India. He
attended public schools in Calcutta and Bombay, and graduated from Bharda
New High School in Bombay in June 1964. He attended the Loyola College
in Madras and received Pre-University degree. In 1965 he started his
undergraduate studies in Chemical Engineering at the Indian Institute of
Technology, Kharagpur, and graduated with Bachelor of Technology degree
in Chemical Engineering in 1970.
In 1970 he enrolled in the graduate division of the Georgia
Institute of Technology where he received the Master of Science degree
in Chemical Engineering in 1972.
f f