Roy, Raja; Cohen, Susan Exploiting pre-existing...
46
1 Exploiting pre-existing capabilities to explore the performance frontier during product-market fusion in the U.S. machine tool industry in the 1980s Raja Roy Assistant Professor in Management LeBow College of Business Drexel University 317 Academic Building 101 N 33 rd Street Philadelphia, PA 19104 Phone: 504-296-5223 E-mail: [email protected] Susan K. Cohen Associate Professor in Strategy Katz Graduate School of Business 252 Mervis Hall University of Pittsburgh Pittsburgh, PA 15260 Phone: 412-648-1707 E-mail: [email protected] Draft dated: December 26, 2011
Transcript of Roy, Raja; Cohen, Susan Exploiting pre-existing...

1
Exploiting pre-existing capabilities to explore the performance frontier during product-market
fusion in the U.S. machine tool industry in the 1980s
Raja Roy Assistant Professor in Management
LeBow College of Business Drexel University
317 Academic Building 101 N 33rd Street
Philadelphia, PA 19104 Phone: 504-296-5223
E-mail: [email protected]
Susan K. Cohen Associate Professor in Strategy
Katz Graduate School of Business 252 Mervis Hall
University of Pittsburgh Pittsburgh, PA 15260 Phone: 412-648-1707
E-mail: [email protected]
Draft dated: December 26, 2011

2
Exploiting pre-existing capabilities to explore the performance frontier during product-market
fusion in the U.S. machine tool industry in the 1980s
ABSTRACT
We explore the role of firm capabilities during product-market fusion and answer the question,
“During exploration of the performance frontier of the fused product-market, which firms are more likely
to be closer to the frontier- those that exploit their pre-existing capability or those that explore such
capability?” The context of our study is the US Machine Tool industry in which a drastic shift in demand
and supply conditions in the 1970s and 1980s fused several product-market segments and increased
market penetration by Japanese new entrants. We find that firms with pre-existing component capability
were more likely to explore the performance frontier through innovations in product performance
features, whereas those with pre-existing architectural capability were more likely to explore the frontier by
changing the proportions of various performance features in the product.
Keywords: Product innovation; technological change; product-market fusion

3
INTRODUCTION
Strategy and Technology researchers have observed that many existing products originate in the
fusion of several product-markets. A visit to the Carillon Historical Park museum in Dayton, OH reveals
that Marganthaler Linotype, the revolutionary printing press introduced in the early 1900s, fused several
previously distinct product-markets such as typesetting and casting. The popular press has reported
product-market fusion in various industries in the past decade. For example, The Wall Street Journal (March
9, 2004; pp. B3) reported that the fusion of the yogurt and soft drinks markets is bringing Coke, Pepsi,
General Mills, and Groupe Danone SA into direct competition with one another and The Financial Times
(March 25, 2004; pp. 8) reported product-market fusion in the medical imaging industry and cited Nathan
Rosenberg as suggesting that the industry is “on the verge of a merger between diagnostic techniques and
therapeutic procedures.” Recently, the iPhone, the iPad, and the smartphone have brought together
previously distinct product-markets such as cell phones, digital cameras, laptop computers, MP3 music
players, and GPS. Despite this, strategy and technology literature is yet to address how firms navigate this
challenge.
We define product-market fusion (PMF) as a process that enables a general-purpose versatile
product to provide a range of services that was earlier available from multiple stand-alone products.
Anecdotal evidence suggests that fused products present a substitution threat to the manufacturers of the
stand-alone products (e.g., Apple iPhone 4S commercials mentioning that it is “only camera you may need”),
and under such conditions, PMF challenges firms to explore the “performance frontier”- the maximum
performance available from a given technology at a given time as it evolves following the S-shaped
Technology Improvement Curve (Sahal, 1981; Foster, 1986; Schilling 2008). Anecdotal evidence also
suggests that, during PMF, firms are challenged to explore performance frontier by- i) improving multiple
performance features of the fused product simultaneously, and ii) maintaining a dynamic trade-off among
the values of the various performance features so as to improve the versatility of the product. For

4
example, manufacturers of the fused camera and cell phone improved each of the performance features in
the fused product. The first cell phone with a built-in camera, Sanyo’s SCP 5300, introduced in 2002, had
a resolution of 0.3 megapixel (MP). Nokia’s 7610, introduced in 2004, was the first cell phone with a 1 MP
camera, and the iPhone 4S, introduced in October 2011, has a built-in 8 MP camera. Additionally, cell-
phone manufacturers have to ensure the versatility of their fused product by maintaining a trade-off
among the values of various performance features like camera resolution, Bluetooth connectivity,
multimedia options, conference-calling ability, and others.
Porter (1996) observed that trade-off occurs when the efforts to improve one activity have
negative effects on other activities. Similarly, during PMF, efforts to improve one performance feature in a
fused product often have negative effects on the values of other performance features in the product and
firms have to trade-off among the values of several performance features. For example, the Ford Escape
SUV, which fused the “fuel economy” demanded by sedan users and the “convenience” demanded by
SUV users, improved gasoline consumption in the city (from 30 to 34 mpg), total horse power (from 155
to 177 HP), and cargo space (from 65.5 to 66.1 cubic feet) simultaneously compared with its 2006 to 2011
model. Ford could have raised one performance feature like the gasoline consumption to 45 or 50mpg as
Toyota Prius has, but the larger battery needed for such an improvement would have negatively affected
other performance features, such as cargo space. The trade-off is also a dynamic one as the values of the
various performance features evolve over time with customer preferences. Unlike Christensen’s (1997)
notion of “disruptive technological change,” where firms concentrate on innovations along one “major
performance feature,” PMF challenges firms to explore the performance frontier by innovating and
maintaining a trade-off among the values of multiple performance features.
Technology research suggests that to explore the performance frontier firms either exploit their pre-
existing capabilities or explore such capabilities (March, 1991; Levinthal and March, 1993). In line with
these theoretical predictions, we find that in the fusion of cell phones and cameras, Sharp had to exploit its

5
pre-existing capability in manufacturing digital vision sensors and cell phones to develop the new product
whereas Nokia (a stand-alone cell phone manufacturer since the 1990s) had to explore the capability
required to manufacture digital cameras before it could manufacture the fused product (Nelson, 2004).
Given the firm-level challenges of PMF, we build on prior research that has investigated firms’
exploration and exploitation of technological capabilities and answer the research question, “During
exploration of the performance frontier of the fused product-market, which firms are more likely to be
closer to the frontier- those that exploit their pre-existing capability or those that explore such capability?”
Our research question is important for at least two reasons. First, it is at the heart of the Strategic
Management and Entrepreneurship literature. Among strategic management researchers, tension exists
regarding the role of pre-existing capabilities; on the one hand, they limit firms to a proximity trap (March,
1991; Levinthal & March, 1993), but on the other, they serve as the mechanism that helps firms to explore
new opportunities (Klepper and Simons, 2000). However, researchers have yet to investigate if firms that
exploit their pre-existing capability and those that explore that capability during PMF are likely to differ in
their explorations of the performance frontier. Such an understanding is critical, because technological
changes are driving PMF at a rapid pace, thereby challenging entrepreneurs, managers, and policy makers
around the globe (Economic Report of the President, February 2011).
Second, despite recent efforts by researchers to understand the dynamics of PMF (Yoffie, 1997;
Harianto and Pennings, 1994), the field lacks a theory to predict how firm-level differences affect their
exploration of the performance frontier. This is a critical gap that needs to be addressed if scholars are to
understand firm performance in a dynamic world where technological changes are fusing product-markets
at a rapid pace.
Because knowledge of both components (which are needed to manufacture the fused product)
and product architecture (which is needed to combine the components into the fused product) is critical
to manufacturing the fused product, we relied on two sources of firm differences- component and

6
architectural capabilities- to address the gaps in the literature that we identified. In accordance with
Henderson and Cockburn (1994) and Roy and McEvily (2004), we define component capability as the
knowledge of components and subsystems used in designing and manufacturing a product and
architectural capability as the knowledge of linking components and subsystems in products manufactured
by a firm. Hence, the more focused research question for our paper is, “During exploration of the
performance frontier of the fused product-market, which firms are more likely to be closer to the frontier-
those that can exploit their pre-existing component and architectural capabilities or those that explore those
capabilities?”
To fill the voids in the literature, we concentrated on an industrial-product industry with a mature
technology as the dominant design1,2. The machine tool industry and other such industries are crucial to
the world economy (Szirmai, 2011); recently President Obama emphasized the importance of
manufacturing (Economic Report of the President, February, 2011). To set the boundary conditions of
1 Firms in industries with a mature technology as the dominant design typically have economic
disincentives such as the “sunk cost effect,” “replacement effect,” and relationships with existing
customers (Besanko et al., 1996; Christensen, 1997) that ensure that these firms find it more challenging to
respond to technological changes. Hence, our theoretical model is more rigorous if we concentrate on an
industry where firms compete with a mature technology as the dominant design.
2 In industrial products industries such as machine tools and robotics, in which users experience the
product before placing purchase orders, advertisements and “vaporware” (Schilling, 2008) are largely
ineffective in persuading users. In such industries, demand is relatively more vertically differentiated as
compared to consumer-product industries, and manufactures have higher incentive to be as close as
possible to the performance frontier (Juran and Gryna, 1988; Robinson, 1988; Hambrick, 1983) to
maximize the value these products create for buyers.

7
our theory (Dubin, 1978), we assume an industrial-products industry based on technological capability T1
that emerged around time t0 and was a mature technology by time t1, where t1>>t0. At t1, product
architecture P1 is the dominant design (Abernathy and Utterback, 1978). For simplicity, we assume that
the industry has two product-markets (M1 and M2) and that customers in these product-markets prefer
major performance features F1 and F2, respectively. Ceteris paribus, buyers prefer higher values of the
major performance feature in their products. The product-markets are therefore vertically differentiated, and
firms have the incentive to be at the forefront of the performance frontier. Because of technological
limitations, products manufactured with T1 could meet customers’ requirements (Fi*) in only one
performance feature (= i). Hence, most of the users bought two products- one with the major
performance feature F1 and another with F2- to meet their needs. The performance features in products 1
and 2 made with T1 were (F111 > F1*; F21
1 < F2*) and (F121 < F1*; F22
1 > F2*) respectively, where Fijk denotes
the performance feature i for product j made with technology k. We assume that at time t2, where t2 >t1,
i) A new generation of product architecture (P2) emerges that is based on a new technological
capability T2, and new entrants from other countries challenge the firms in the focal industry using the
new product architecture. These new entrants define the performance frontier.
ii) Products manufactured with T2 rival those made with T1 in terms of product performance
features. Thus, F1j2 F1j
1. Additionally, products made with T2 could provide almost equivalent values of
multiple performance features that were traditionally available from multiple different products made with
T1. Thus, product 3 made with T2 would have F132 F11
1 and F232 F22
1.
iii) At a time t3, where t3>t2, one single product made with T2 exceeded the performance features
provided by several different products made with T1. Thus, the value of performance features 1 and 2 in
product 3 made with T2 would be F132 > F11
1 and F232 > F22
1. Hence, from t3 onwards, the product-markets
M1 and M2 fused into product-market M3. In other words, M3 was a perfect substitute for both M1 and M2.
Thus the existing manufacturers had to explore the fused product-market M3.

8
iv) Firms have to trade-off the values of F1 and F2
of their products so as to ensure that both F132 >
F1* and F23
2 > F2*. If a firm chooses a value F13
2 such that F132 >> F1
*, then there is an adverse effect on F232
such that F232 < F2
*. Similarly, if F232 >> F2
* the negative effect on F132 is F13
2 < F1*.
v) Over time, the minimum customer preferences F1* and F2
* in the fused product evolve. Hence
the trade-off between the values of these features is a dynamic one.
vi) Manufacturers that had entered the industry prior to t1 differed in their pre-existing
capabilities; more specifically, they differed in their pre-existing component and architectural capabilities.
vii) At time t3, firms that had entered prior to t1 were challenged to explore the performance
frontier of the fused product-market and be as close as possible to the frontier.
In this study, we concentrated on- i) time t3 onwards, and ii) on those manufacturers producing
the industrial-product with T1 at time t1, adopted T2 between t1 and t3, and then competed with new
entrants, using T2 to explore the fused product-market. We predict how differences in their component
and architectural capabilities explain the differences in their exploration of the performance frontier of the
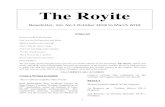
fused product-market. The performance frontier of a fused product with two performance features, F1
and F2, is shown in Figure 1, is similar to the Technology Improvement S-curve (Schilling, 2008; p. 47),
with three differences. First, the performance feature of the fused product-market has multiple
performance features that evolve over time. Second, unlike the Technology Improvement curve, which
emerges at low levels of performance (at time t0), the curve for a fused market emerges at higher levels of
each performance feature (at time t3). Third, unlike the Technology Improvement curve, firms have to
trade-off the values of various performance features. The dotted lines in Figure 1 are along the F1-t plane
and F2-t plane and represent the “standard” technology improvement curve in products with just F1 or
F2. Thus, in the figure, the highest value of F1 at any time t is reached when the corresponding value of
F2 is low (for ease of explanation, the value of F2 is “zero” for the dotted curve in the F1-t plane). In the
case of a fused product, since customers demand minimum values (Fi*) of each of the performance

9
feature, firms trade-off the values of the two performance features and the dashed line represents the
performance frontier.
Insert Figure 1 about here
We concentrated on the U.S. Machine Tool (MT) industry to test our predictions. Using a panel
dataset of 45 U.S. MT manufacturers that had manufactured MT with mechanical controls prior to the
mid-1970s and had adopted Computer Numerical Control (CNC) systems when challenged by Japanese
new entrants in the mid-1970s, we found that those firms that could exploit their pre-existing component
capability were at the forefront in exploring the performance frontier by improving multiple performance
features in their fused product. In contrast, firms that could exploit their pre-existing architectural
capability were at the forefront in exploring the performance frontier by maintaining a balance among the
various performance features. We contribute to the literature by highlighting the role of exploitation of
pre-existing technological capabilities in exploration of the performance frontier during PMF, a
technological change that increasingly affects firms in several different industries.
Next, we review the literature that deals with firm exploration and exploitation of technological
capabilities, in particular, component and architectural capabilities. Thereafter, we predict the role of
component and architectural capabilities in a firm’s exploration of the performance frontier during PMF.
LITERATURE REVIEW
Strategy and Entrepreneurship research has documented that technologies evolve through several
phases (Tushman and Anderson, 1986). During the emergence of a new technology or during substitution
of a new technology for an existing technology, firms rely on product innovation to gain competitive
advantage (Abernathy and Utterback, 1978).
The organizational exploration and exploitation literature (March, 1991) generally concludes that,
during technological transitions, firms are more likely to exploit, rather than explore, in developing new
products. Researchers (e.g., Levinthal and March, 1993, p.106) postulate that firms’ past successes create

10
“success traps,” i.e., because of their scale and scope advantages, firms are more efficient users of their
existing capabilities. This gives them the incentive to exploit their existing capabilities even more, which in
turn increases the economic cost of exploration. This argument resonates with Christensen and
Overdorf’s (2000) observation that firms such as DEC, Seagate, and Xerox chose to exploit their existing
capabilities in “sustaining” innovations aimed at their existing customers. In this paper, we build on
Levinthal and March’s seminal paper and investigate how a firm’s pre-existing capabilities can help it to
explore the performance frontier of the new fused product-markets. Since the two important technological
capabilities that a firm possesses are component and architectural capabilities (Henderson and Clark,
1990), next, we discuss the literature that has investigated the role of these capabilities during
technological changes.
Component capability. The engineering design literature distinguishes between the components
and the product (e.g., Marples, 1961; Clark, 1985; Vincenti, 1990) and defines a component as a physically
distinct portion of the product that embodies a core design concept and performs a well-defined function.
Component capability includes an understanding of the technologies embodied in components and the
design heuristics for manipulating them. Khanna and Iansiti (1997) illustrate the central role of component
capabilities in helping mainframe manufacturers develop a number of “competence-destroying”
technological innovations over time. Roy and McEvily (2004) demonstrated the positive effects of
component capability on firm survival during technological change. Anecdotal evidences suggest that a
component affects several performance features of a product simultaneously and may have positive
effects on one performance feature while negatively affecting another. For example, in the case of Honda
Civic hybrid, electric motor system plays the role of both motor and generator. The electricity generated
by the regenerative braking subsystem is captured in a battery. However, due to the additional
motor/generator subsystem in the product architecture, while gas mileage improves, at least two other
performance features of the product are sacrificed as compared to a “non-hybrid” Civic: the storage space

11
in the trunk is significantly reduced, and the “sudden start” of the gasoline engine after idling reduces
driving comfort.
Architectural capability. Architectural capability is the knowledge of the linkages among the
various components that a firm uses to manufacture its products. This capability affects product
performance by determining how individual components fit and work together to deliver the product’s
functions (Ulrich, 1995; Baldwin and Clark, 2000). For example, the same components (i.e., battery,
electric motor, and internal-combustion engine) are combined is different ways to create a parallel
drivetrain (in Honda Civic Hybrid) or a series-parallel drivetrain (in Toyota Prius) in hybrid vehicles.
Henderson and Clark (1990) observed that existing architectural capability could blind a firm to
the design changes required to explore new performance frontiers during technological changes. Several
scholars (e.g., Kogut and Zander, 1992; Roy and McEvily, 2004) have used terms such as integrative and
combinative capabilities to suggest that architectural capability may affect a firm’s innovativeness during
technological transitions. This capability helps the firm to realize how the alteration of the linkages among
the components is likely to affect the relative importance of the various performance features and
potentially affects a firm’s exploration of the performance frontier by maintaining a trade-off among the
values of the various performance features in the fused product.
Next we discuss the literature that forms the theoretical base of our arguments that firms explore
the performance frontier during PMF.
Performance frontier exploration by improving multiple performance features in a
product: The strategy literature suggests that one of the most prevalent ways by which firms respond to
technological changes is to improve the product performance features that the mainstream customers
value (Christensen, 1997). While Strategy scholars have concentrated on one major performance feature,
Industrial Organization Economics scholars such as Hotelling (1929) and Learner and Singer (1937) noted
in their seminal papers that firms try to “leapfrog” their competitors by improving multiple product

12
performance features simultaneously. Willard and Cooper (1985) extended these seminal papers to the
context of technological changes and observed that survivors of a shake-out in the U.S. color TV industry
in the early 1970s explored the performance frontier by improving the performance features in their
products to manufacture better quality products. Thus, the theoretical lineage of our arguments for
improving multiple performance features in a product simultaneously can be traced back to Hotelling
(1929).
Performance frontier exploration by trading-off the values of various performance features
in a product: Several researchers in the Industrial Organization Economics tradition have investigated the
trade-offs involved in improving multiple performance features in their products. This stream of research
also has its roots in Hotelling’s (1929) model of spatial competition in a linear market. Lancaster (1966),
Eaton and Lipsey (1975), Hay (1976) and others extended Hotelling’s model to the multi-dimensional
product characteristics space. Shaw (1982; pp.71) extended Lancaster’s theory and observed that, in the
UK fertilizer industry, firms strategically relocated their products in multi-dimensional product
characteristics space by trading-off the values of nitrogen, phosphorus, and potash in their products.
Research by Agarwal et al (2004) on the disk drive industry also provide support for exploration of
performance frontier by trading-off the values of various performance features such as capacity per track
in bytes, track density per inch, rotational speed per minute, average positioning time in milliseconds,
average access time in milliseconds, and data transfer rate in kilobytes per second.
Next, we predict the role of component and architectural capabilities on exploration of the
performance frontier during PMF.
THEORY DEVELOPMENT AND HYPOTHESES
Performance frontier exploration during PMF: Component capability and improving
multiple performance features in the product: Because components embody the core technologies of a
product (Clark, 1985; Vincenti, 1990), component capability is likely to help firms improve product

13
performance features in two ways. First, firms with component capability know the cause-and-effect
relationship between a component and the focal performance feature in a product. For example,
automobile manufacturers can predict how changes in the engine of a car are likely to affect performance
features like horsepower and torque. Thus, firms can exploit their capability in engines to explore the
performance frontier in horsepower and torque. Second, capability in one component can help firms to
identify other components that operate on the same basic scientific or engineering principle and explore the
performance frontier further along multiple performance features. For example, in the case of industrial
robots, capability in resolvers can help a firm to identify and incorporate another component such as a
transducer, that works on the same basic principle—the stator and rotor windings-- to improve multiple
performance features simultaneously. Hence, exploitation of component capability derived from a
component helps a firm to explore the performance frontier in two ways: i) by improving certain
performance features using that component, and ii) by improving additional performance features by
incorporating other components that work on similar technical know-how. Thus, the more component
capability that a firm can exploit, the more it can explore the performance frontier by improving multiple
performance features simultaneously.
Several anecdotal evidences suggest this beneficial role of exploitation of component capability.
For example, in 2002, the demand for early detection of coronary artery diseases led GE Medical Systems
to develop the LightSpeed scanner. This product was result of the fusion of positron emission
tomography (PET) technology and computed tomography (CT) scanning technology. GE had had
experience in manufacturing a vast array of medical imaging products (such as equipment for surgical and
vascular imaging, conventional and digital X-rays, computed tomography, electron beam tomography,
magnetic resonance, ultrasound and bone mineral densitometry, positron emission tomography, and
nuclear medicine). Thus GE was able to exploit its pre-existing component capability to explore the

14
performance frontier by improving multiple performance features such as 3D imaging and image
resolution in the fused product (GE news release, 12/1/2002).
However, as compared to pre-existing component capability, pre-existing architectural capability
will be less helpful in exploring the performance frontier by improving multiple performance features
simultaneously. Architectural capability can help a firm to combine several components in a product, but
knowledge of the combination of components cannot help a firm extract the best performance out of a
given component. For example, a hybrid-car manufacturer with knowledge of linking several components
in a variety of ways can neither improve gas mileage nor improve the storage capacity unless it has
capability in manufacturing the motors and generators used in the “regenerative braking” of a hybrid car.
Thus, we posit that during PMF in a vertically differentiated product-market,
H1a: The more pre-existing component capability that a firm can exploit, the better it will be in exploring the performance
frontier by improving multiple performance features of its products.
H1b: The effect of a firm’s pre-existing component capability on its exploration of the performance frontier by improving
multiple performance features of its products will be greater than the effect of its pre-existing architectural capability.
Performance frontier exploration during PMF: The proportions of various performance
features in a product: A firm can exploit its pre-existing architectural capability to choose the linkages
among the components, thereby extracting the desired value of each performance feature from each
component used in the product, and thereby trading-off the values of the various performance features.
This is consistent with Iansiti’s (1997) observations that firms exploit their architectural capability to
address the trade-offs involved in improving the various performance features. In the case of Honda Civic
hybrid, where the electric motor system plays the role of both motor and generator, and leads to a trade-
off between gas mileage improvement and reduced storage space and reduced driving comfort due to the
“sudden start,” Honda had to exploit its pre-existing architectural capability of manufacturing hatchback

15
vehicles and improve the storage capacity/gas mileage ratio of the Insight model relative to that of the
Civic Hybrid model (Source: Honda.com; for 2011 models of both Civic Hybrid and Insight).
Thus, as opposed to component capability, which helps firms to improve the performance
features, architectural capability can be exploited to trade-off the values of the different performance
features in a product. Hence, during PMF in a vertically differentiated product-market, when the fused
product is a substitute for the previously differentiated products, we predict,
H2a: The more pre-existing architectural capability that a firm can exploit, the better it will be in exploring the performance
frontier by maintaining the proportions of the various performance features of its products, and,
H2b: The effect of a firm’s pre-existing architectural capability on its exploration of the performance frontier by maintaining
the proportions of various performance features of its products will be greater than the effect of its pre-existing component
capability.
Taken together, our hypotheses suggest that during PMF, firms need to exploit both component
and architectural capability to explore the performance frontier of the fused product-market. Moreover, the
effect of exploitation of component capability is different from that of architectural capability. Next, we
discuss the context of our study.
CONTEXT
Machine tools (MTs) are used to perform a wide range of metal cutting and forming operations in
manufacturing automobiles, aircrafts, weapons, toys, computers, and MTs themselves (Ashburn, 1988).
The industry’s origins can be traced back to 1715 when the first gun-boring machine was installed in the
Royal Arsenal of England (Klemm, 1959). Two of the largest U.S. MT manufacturers, Pratt & Whitney
and Brown & Sharpe, began producing MTs in the early 1860s. In the late 1970s, the US MT industry was
smaller than a division of General Motors, one of the larges buyers of MTs.
The Association for Manufacturing Technology (AMT), the central organization for MT
manufacturers worldwide, identifies 12 different categories of MTs. In this study, we concentrated on only

16
two of these, category 8 (consisting of milling and boring machines) and category 12 (consisting of lathe
and turning machines), for several reasons. First, for manufacturing these two categories of MTs, firms
need similar component and architectural capabilities. Second, these two categories of MTs are used for
similar purposes (e.g., to remove metal with the help of a cutting tool, either by rotating the tool as in a
category 8 machine or by rotating the work-piece as in a category 12 machine). Third, the challenge from
Japanese entrants was strongest and resulted in PMF in these two categories of MTs (Ashburn, 1988),
whereas the other categories were relatively unaffected by Computer Numerical Control (CNC)
technology. Fourth, the AMT Economic Handbook indicates that these two categories of MTs have
traditionally accounted for 50-60% of the total U.S. MT market by value. Thus, concentrating on these
two categories to investigate PMF in the MT industry seems appropriate3.
While the traditional MTs had mechanical controls, to meet the needs of the U.S. Air Force during
the 1940s, the MIT Servomechanisms Laboratory started a stream of research that eventually led to the
development of the numerical control systems, which later developed into Computer Numerical Control
(CNC) systems (Rosenberg, 1976; Reintjes, 1991). With the help of CNC, traditional stand-alone MTs like
milling machines and lathes could perform several functions milling, boring, and others. Several types of
MTs were thus fused into the more versatile machining centers and turning centers. A user of MT, such as
Ford Motor Co., which earlier had to route a job through milling machines, boring machines, and drilling
machines, could now perform the three functions with one single CNC MT. Both American and Japanese
manufacturers started producing CNC MTs by the mid-1970s; in contrast to the Japanese CNC MTs,
however, most of those produced in the U.S. were little more than the traditional stand-alone machines
retrofitted with CNC controls. Therefore, most of the U.S. MT manufacturers did not fully exploit the
CNC systems and lagged behind the Japanese MT manufacturers in the performance features of their
products.
3 Henceforth in this paper, we use the term ‘MT industry’ to refer to category 8 and category 12 MTs only.

17
During the late 1970s and early 1980s, the demand pattern of MTs in the U.S. started changing
drastically. The largest buyers of MTs, U.S. automakers, faced with increasing competition from overseas,
were forced to seek ways to cut costs and to reduce the productivity gap between them and their highly
efficient Japanese competitors (Phillips, Way, Lowry, and Laing, 1982). Thus, they sought MTs that would
increase their productivity. Japanese MTs made with CNC could best satisfy their needs (Seeman, 1983).
Utilizing CNC, the Japanese MTs could increase users’ productivity in two ways- i) by providing higher
values of multiple performance features, they helped users to finish their jobs faster, and ii) by addressing
the trade-offs involved in improving several performance features simultaneously, they helped users to
perform several types of jobs with one MT, reducing their “down time,” and thus be more efficient.
MT consists of several components and subsystems linked in various architectures; table 1 lists the
various components and subsystems used, many of which can be linked in different ways to manufacture
machines with unique architectures. For example, a vertical and a horizontal milling machine have similar
components, but the linkages among the components are quite different in the two. The performance of
an MT is specified in several ways. For example, spindle rotation per minute (RPM) denotes the speed with
which the spindle of a machine can rotate, rapid traverse in inches per minute (IPM) denotes the speed with
which the tool (or the work-table) can travel, number of axes refers to the number of degrees of freedom
that the MT has, and number of spindles refers to the number of rotating shafts in an MT. Table 2 shows the
various performance features of MTs and the components that affect performances.
Insert Tables 1 and 2 about here
PMF: Japanese challenge to U.S. MT manufacturers
PMF had catastrophic consequences for U.S. MT manufacturers as demand for Japanese MTs
grew, as shown in Figure 2. In almost every year since the early 1980s, Japanese MTs were superior to the
U.S. MTs introduced in that same year in almost all performance parameters. Figures 3 and 4 illustrate this
trend for two performance features, rapid traverse in inches per minute (IPM) and spindle rotation per

18
minute (RPM), respectively. Japanese MTs were thus at the forefront with regard to performance features.
The competitive advantage of the Japanese MT manufacturers was driven by two factors: i) the demand
from Toyota, Honda and other automobile manufacturers who wanted to be the global leaders in
operational effectiveness, and ii) the intense rivalry among the MT manufacturers themselves in Japan
(Porter, 1990). Consequently, the Japanese firms defined the performance frontier (Porter, 1996), and the
number of establishments in the U.S. metalworking industry (SIC 3541) declined from 1394 in 1982 to
624 in 1987 (U.S. Bureau of the Census). The number of workers employed and the profitability of firms
also began to decline drastically around 1981.
Insert figures 2, 3, and 4 about here
The context of PMF in the MT industry, the diversity in the capabilities possessed by the US MT
manufacturers, and the diverse quality of CNC MTs manufactured by them fits nicely with the theoretical
boundaries of our study delineated in the Introduction section and makes the context a nice fit to seek the
answer to our research question. The various key characteristics of our study are as follows:
Mature industrial-product industry: The MT industry.
T1: Technological knowledge required to manufacture MTs with pre-CNC mechanical controls: knowledge of
mechanical components such as gears, cams, etc.
M1, M2, and other stand-alone product-markets: Markets for milling machines, lathes, boring machines,
and other products.
T2: Technological knowledge required to manufacture MTs with CNC: knowledge of electrical and electronic
circuitry, electrical motors, potentiometers, modulators, rectifiers, etc.
t0: Time when MT industry emerges, around late 1700s and early 1800s.
t1: Early 1970s, when the technology T1 has matured and T2 .

19
t2: Late-1970s, when products with T2 are introduced by new Japanese entrants and these rival the performance of
those with T1.
t3: Early 1980s, when machining centers and turning centers made with CNC can better meet the needs of users of
milling machines, boring machines, drilling machines etc. than the stand-alone MTs.
M3: The product-markets of machining centers (which fused the milling machine, drilling machine, and boring
machine product-markets) and turning centers (which fused the lathe, turning machine, and drilling machine product-
markets).
DATA: SOURCES AND DESCRIPTION
The AMT Members Directory, 1975 through 1987, served as the primary source of data on
industry participants and the products they offered. This directory lists both American and non-American
manufacturers of MTs. We also used the American Machine Tool Distributors’ Association (AMTDA)
Membership Directory, 1975 to 1987. The AMT and AMTDA directories together cover almost 100
percent of the manufacturers of U.S. MTs. In addition, we also used Huebner’s Directory of MTs (1980
and 1982), Reynolds RMT Redbook, Ward’s Industrial Directory, Million Dollar Directory, Society of
Manufacturing Engineers Handbook of Horizontal and Vertical Machining Center Manufacturers (1982),
and D&B Metalworking Directory to track U.S. manufacturers of MTs and their year of exit. We met with
Andy Ashburn (late former Editor, American Machinist), Tony Bratkovich (Engineering Director, AMT),
Joe Jablonowski (Editor, Metalworking News), Ralph Nappi (President, AMTDA) and Mark Rogo (CEO,
Morton Machinery) to further our understanding of the U.S. MT industry.
For product introductions and performance features of MTs manufactured by U.S. and non-U.S.
manufacturers, we relied on the advertisements in American Machinist from 1975 to 1987. We also
corroborated and extended these data by use of sales and technical publications of the relevant

20
manufacturers.4 The industry experts, advertisements in American Machinist, product introduction
literature, and Engineering textbooks (e.g., Chryssolouris, 1992) suggest that the four performance
features of MTs most important to improving users’ efficiency are the spindle RPM, rapid traverse in
IPM, number of axes, and number of spindles. Hence, in this study we concentrate on these four
performance features. For the age of firms, we drew on Compustat, Ward’s directories, and Million Dollar
directories. Control variables came from the AMT Economic Handbook, the AMT Member’s Directory,
the AMTDA Member’s Directory, and the Census of Manufacturers.
Our database includes 45 U.S. manufacturers of category 8 and category 12 MTs. AMT Members’
Directory and American Machinist’s Buyers Guide mentions about 85 U.S. manufacturers of category 8
and 12 products in the late 1970s and early 1980s. Paucity of information about product introductions
restricted the number of firms in our sample. Industry experts felt that the firms excluded from our
sample were the smallest job-shop MT manufacturers, none of whom had introduced innovative new
products with CNC into the market. Our results would have been stronger if we could have collected data
on the smallest manufacturers. In the year 1980, the median annual sales of the firms in our database were
about $70 MM and the number of people employed was 10541 (mean) and 850 (median). The age of the
firms in our database was 58.4 years (mean) and 55 years (median) in the year 1980. These figures closely
match the respective figures of the AMT Economic Handbook for the industry. All 45 of the US
manufacturers had introduced CNC MTs by 1980. Moreover, for the products manufactured by each of
these firms, the performance features of CNC MTs were superior to those of MTs with mechanical
controls. Our product introduction database consists of 1802 category 8 and category 12 products
introduced in the U.S. market by 103 U.S. and foreign firms, including the 45 U.S. firms. We also tracked
all the products (both MTs and non-MTs) manufactured by the 45 US manufacturers from various
4 Mr. Mark Rogo, CEO of Morton Machinery, provided us with access to his library, which included
product information on all MTs introduced in the US market during the period of our study.

21
secondary sources and validated them with experts. The Machine Tool Blue Book, published annually by
Andy Ashburn, and other secondary sources such as the annual reports and trade magazines, helped us in
collecting this information.
METHODS
For operationalizing the variables, we follow the time-line described below:
1975-1980: Pre-fusion period. Component and architectural capabilities (the independent variables), the initial
performance and initial versatility of the products introduced by a firm (the control variables) are measured in
this period.
1981-1987: PMF period. Performance frontier exploration (time-varying firm-level dependent variable), age and
sales (the time-varying control variables) are measured during this period.
We restrict our PMF period to 1987, since the PMF period was most challenging for the US
Machine Tool industry up to 1987. Sales of the “fused” CNC MTs in the US surpassed $500 million in
1987 and continued to increase after 1987 (Figure 5). Also in that year, the proportion of CNC lathes
exceeded 75% of the total value of lathes shipped in the U.S. (Figure 6). Moreover, Finegold et al. (1994)
points out that 1987 was the worst period in history for U.S. MT manufacturers as new capital
expenditure in the U.S. MT industry reached an all-time low during 1987.
Insert figures 5 and 6 about here
Dependent variables
Exploring performance frontier by improving multiple performance features of the product
(PRODPERF): To create a measure of PRODPERF, we needed to determine the relative importance of
the four most significant performance features in an MT. To generate these weights, we used hedonic
regression to estimate the influence of the four performance features (spindle RPM, rapid traverse in IPM,
number of axes, and number of spindles) on MT price. We followed Stavins (1995) and separately
estimated the relative importance of the four performance features during the pre-fusion and the fusion

22
periods. In both periods, we included maximum horsepower (HP) of an MT as a control, as several
performance parameters depend on the HP of a MT, and used year fixed effects to account for
competitive forces that might cause prices to fluctuate over time. Tables 3(a) and 3(b) describe the
variables and table 3(c) presents the results for the hedonic regressions. Model 1 in table 3(c) gives the
results for the pre-fusion period and Model 2 the results for the fusion period. We used the weights from
models 1 and 2 to calculate the overall location of machines in the four-dimensional plane, with the four
performance features as the four dimensions5.
Insert Tables 3(a), 3(b), and 3(c) about here
We measure PRODPERF as the value of the average distance of the MTs produced by a firm
from the origin in the four-dimensional (4D) Euclidean space. To account for multi-product firms, we
measure the performance of a firm’s products by using the formula: PRODPERFit = SUMj
[SUMk(PRODPERFijkt / Max[PRODPERFjt])] / Nit, where i indexes firms, j indexes type categories, k
indexes products, t indexes time periods in the fusion period and N indexes the number of products.
Porter (1990; 1996) noted that the Japanese MT manufacturers were the leaders in improving the
5 We used log transformation of all the variables in the hedonic regression because price is a multiplicative
function of product characteristics. Moreover, in our data collection, collecting price data was the most
challenging, because a large buyer would typically make a “lumpy” purchase of several MTs just once in a
decade or so. Prices were negotiated between the buyer and the seller, and, because MT manufactures
were typically small firms and buyers were large corporations such as GM and Ford, the manufacturers
had little bargaining power in these negotiations. Consequently, most of the MTs for which we could
obtain price information were from Cincinnati Milacron, and we did not use firm dummy variables in the
hedonic regressions in our analyses. However, our results are similar when we used a dummy variable for
Cincinnati Milacron, the largest and most reputable American Manufacturer of MTs in the 1970s and
earlier.

23
performance features, we treat Max[PRODPERFjt] as the performance frontier and the MTs that
represented the frontier were always introduced by the Japanese manufacturers. Max[PRODPERFjt] in
the formula refers to the performance frontier: best performing product produced by the entrants in type
category j at time t. The further an MT is from the origin in the 4D space, the better its performance and
the higher the value of PRODPERF for a firm, the better is the firm in exploring the performance
frontier in terms of improving the various performance features in the product.
Exploring performance frontier by trading-off the values of various performance features in a
product (TRADEOFF): We measure this variable as the extent to which the trade-offs among the values
of various performance parameters in a U.S. product matched those of the more versatile Japanese
counterpart. Figure 7 (see also figure 2 of Shaw (1982), pp.71) shows two competitors’ products along the
two dimensions of performance of MTs: spindle rpm and rapid traverse. The angle () in figure 7
represents the extent to which a U.S. manufacturer has approached the performance frontier at a given
time in terms of the trade-off among various performance features. The smaller the value of the angle, the
better is the firm in exploring the performance frontier in terms of trading off the values of various
performance features in its products.
Insert Figure 7 about here
We measure the angle (in degrees) as follows: Angleit = SUMj [SUMk(αijkt)] / Nit, where i indexes
firms, j indexes type categories, k indexes products, t indexes periods, and N indexes the number of
products. αijkt refers to the angle between a product k introduced by firm i in type category j at time t and
the best performing product produced by the entrants in that same type category in the same year. The
value of TRADEOFFit = (Angleit).
Independent variables
We measured the pre-existing component capability from the information in Table 1. We developed this
list of components (e.g., bearings, spindles) and subsystems (e.g. ionization, heat treatment) by using a

24
variety of engineering textbooks (e.g., Smith, 1993) and validated this list with the MT experts. Our
measure of the pre-existing component capability counts the maximum number of different components that a
firm used in manufacturing any product (including MTs) from 1975 to 1980. We collected this
information from several sources, including annual reports of publicly traded firms, trade journals and
magazines, newspapers, and several reports published by the AMT. The trade journals we consulted
include all the issues of American Machinist from 1975 through 1995. American Machinist often carried
articles on the manufacturers of MTs and discussed their strengths and pre-existing capabilities. Yet
another publication, The Blue Bulletin, published annually from 1967 through 1995 by Andy Ashburn,
late ex-Editor-in-Chief of the American Machinist, also documented MTs and other products
manufactured by the MT manufacturers and we made a list of components used in manufacturing each of
these products using engineering textbooks such as DeGarmo, Black, and Kosher (1997) and Smith
(1993) and validated those with the industry experts mentioned earlier. To illustrate our measure, imagine
a firm that manufactures two products (either two MTs or one MT and one non-MT product) in a given
year. If gears and bearings are components of the first product and gears and spindles are components of
the second, then the component capability for this firm in that year is 3 (= 1 for gear + 1 for spindles + 1 for
bearings). Table 1 suggests that the maximum value of pre-existing component capability for a firm is 31.
We measure pre-existing architectural capability of a firm by using the information about the
architectures of MTs that it produced in the pre-fusion period. AMT sub-categorizes the two categories of
MTs, category 8 and 12, and table 4 lists the various subcategories within these two categories. Each of
these subcategories is produced in many different sizes, and a change in product size typically necessitates
modifying the linkages among the components in that product (Henderson, 1992). Experience in scaling
products up or down thus contributes to the accumulation of architectural capability (Christensen, 1992).
Hence, we subdivided each of the eight subcategories identified in table 4 into seven size-categories: less
than 5 HP, > 5 to 10 HP, > 10 to 15 HP, > 15 to 25 HP, > 25 to 50 HP, > 50 to 100 HP, and > 100 HP.

25
Thus any firm in any given year could have a maximum architectural capability of 56 (= 8 subcategories *
7 size-categories)6. We measure pre-existing architectural capability by the number of ways in which a firm can
link the components used in a product. Thus, if a firm manufactured one 5 HP horizontal milling machine
and one 5 HP vertical milling machine in the time period 1975-1980, it had the capability of linking the
components in two different ways when the product-markets fused, and hence the pre-existing architectural
capability for this firm was 2. If the firm also manufactured a 40 HP horizontal milling machine during
1975-1980, then its pre-existing architectural capability was 3.
Insert Table 4 about here
Control variables
We controlled for the innovativeness of the firms at the beginning of the PMF period because a
firm that manufactured innovative products during the pre-fusion period would likely continue to do so
during the fusion period. These firms are likely to have the values, processes, and routines to develop and
introduce innovative products into the market (Mitchell and Singh, 1993). The initial value of closeness to the
performance frontier in terms of multiple performance features (Initial PRODPERF) averages the Euclidean
distances, from the origin in the 4-D plane, of all the products introduced by a firm in 1975-1980 as a ratio
of the best in the industry in that time period using the same formula used in calculating PRODPERF. We
6 For both component and architectural capabilities, we concentrate on those that were “relevant” to
manufacturing MTs with CNCs. Based on standard engineering textbooks (see, e.g., DeGarmo, Black, and
Kosher, 1997) and our discussions with industry experts, we assume that although a firm can transfer its
relevant component knowledge from a product manufactured by another division of the firm, the relevant
architectural knowledge only comes from manufacturing different architectures of MTs. For example, in
the case of Honda, we assume that the capability require to manufacture the vision sub-system in ASIMO
robot is relevant for manufacturing intelligent automobiles, but the product architecture of ASIMO robot
is not a relevant capability for manufacturing automobiles.

26
use the estimates of the pre-fusion hedonic regression (Model 1 of Table 3(c)) to estimate the relative
weights of the four performance features. Similarly, we controlled for Initial TRADEOFF, the proportion
of the various performance features in products manufactured by a firm in a given year compared with the
performance frontier in that year, as it is likely that a firm that had explored the performance frontier prior
to PMF would continue to do so during the fusion period.
We included the age (in years) of the firm as a control variable, because previous research suggests
that age affects the innovative capabilities of firms (Hannan and Freeman, 1977). The size of the firm also
affects its strategy; large firms have values systems and organizational processes that might become
sources of inertia during technological change (Christensen and Overdorf, 2000). We use natural
logarithm of the dollar values of sales of a firm as a control variable to account for the size of the firm.
Since the fused products were based on CNC product architecture, the proportion of CNC products
introduced by a firm in a given year is likely to affect its exploration of the performance frontier. Hence
we control for firm-year variable CNC ratio = (number of category 8 and 12 MTs with CNC introduced by
a firm in a year)/(number of category 8 and 12 MTs introduced by the firm in that year). Firms that have
invested more resources in category 8 and 12 of MTs are likely to have different incentives to explore the
performance frontier compared with others. Hence, we control for the proportion of category 8 and 12 products
in a firm’s portfolio; this is the ratio of (number of category 8 and 12 MTs introduced by a firm in a given
year)/(total number of MTs introduced by the firm in that year). To control for year-specific effects, we
create dummy variables for each year and use these dummies as controls. Since almost all the MT
manufacturers neither patented their innovations nor devoted significant resources devoted to R&D, we
were unable to gather information on some of the other common firm-level control variables such as
R&D Intensity and the number of patents. Table 5 has the summary of the variables and their correlation
matrix.
Insert Table 5 about here

27
Estimation of the coefficients of Performance response: We estimate the coefficients of PRODPERF
from the equation PRODPERFi,t = f(Initial PRODPERFi, Component capabilityi, Architectural
capabilityi, Agei,t, Salesi,t, CNC ratioi,t, Proportion of category 8 and 12 productsi,t, Year dummy variables),
where i indexes the firms and t indexes the years 1981-1987. Similarly, we estimate the coefficients of
TRADEOFF from the equation TRADEOFFi,t = f(Initial TRADEOFFi, Component capabilityi,
Architectural capabilityi, Agei,t, Salesi,t, CNC ratioi,t, Proportion of category 8 and 12 productsi,t, Year
dummy variables).
Because firms can pursue both PRODPERF and TRADEOFF simultaneously, we estimate the
coefficients by using the two-stage least square method. This method suggests that if y1 and y2 are the two
dependent variables and x1 and x2 are the two independent variables, then using the reduced form
equation y2=h1x1+h2x2+q2, one can compute the predicted values of the endogenous variable
. In the second stage, one runs an OLS regression for the structural equation, using the
predicted values from the first stage regression: . Because the predicted values are
just a weighted average of the exogenous variables, both of the explanatory variables in this second stage
regression are independent of the errors, and the second stage regression will give an unbiased estimate
(Wooldridge, 2002). Thus, we use the predicted values of PRODPERF and TRADEOFF as control
variables while calculating the estimates of TRADEOFF and PRODPERF respectively.
Moreover, because we used a panel dataset, we test for the presence of autocorrelation using
Wooldridge’s (2002; pp.282-283) test. The user program to conduct this test in STATA, the xtserial
program, was developed by Drukker (2003). This test has the size and power properties appropriate for
reasonably sized samples. To use the xtserial program, one needs to specify dependent and independent
variables, and a significant test statistic indicates the presence of serial correlation. The test indicated that
the null hypothesis (H0 = no first order autocorrelation) could be rejected (p > 0.000). Similarly, we tested
for heteroskedasticity by using the Breusch-Pagan test. In this case, too, the null hypothesis (H0 = constant
ˆ y 2 ˆ 1x1 ˆ 2x2
2y 1121 bxyay

28
variance) could be rejected (p > chi2 = 0.000). We used feasible generalized least squares (FGLS) for panel
data with panel-specific autocorrelation and heteroskedastic error structure, since FGLS allows panel-data
linear models estimation in the presence of AR(1) autocorrelation within panels and heteroskedasticity
across panels. Table 6 presents the results for all the hypotheses.
Insert Table 6 about here
RESULTS AND ANALYSES
Estimates of the coefficients for PRODPERF: Models 1 and 2 in Table 6 refer to the estimates of
PRODPERF response. Model 1, which consists of the control variables, indicates that a firm with higher
initial PRODPERF is more likely to continue to innovate during the fusion period. This is not surprising,
because as firms move closer to the performance frontier, they are more likely to have the routines that
may help them to continue to be closer to the frontier during the fusion period (Mitchell and Singh, 1993).
Neither firm sales nor age affects PRODPERF. The higher the ratio of CNC products in a firm’s product
portfolio, the greater is the exploration of the performance frontier. This is expected, since the exploration
of the performance frontier was possible only with CNC product architecture. The higher the proportion
of category 8 and 12 products in a firm’s portfolio, the less likely it is to explore the frontier. These firms
are likely to be more inertial in exploring the performance frontier because of their sunk costs in the pre-
CNC product architectures. In Model 2, we introduce the explanatory variables component capability and
architectural capability. The coefficients for the former are both positive and significant, but those for the
latter are negative and significant. This suggests that the more architectural capabilities a firm possesses,
the more challenge it faces in allocating resources for improving several performance features
simultaneously. The results support our Hypothesis 1a, in which we had predicted that the more a firm
could exploit its component capability, the more likely it would be to explore the performance frontier in
terms of improving multiple performance features. Our Hypothesis 1b, in which we predicted that for this

29
exploration, firms that could exploit their component capability would be closer to the frontier than those
that could exploit architectural capability, was also supported.
Estimates of the coefficients for TRADEOFF: Model 3 in table 6 gives the estimates for the control
variables. Firms that explored the performance frontier in terms of the proportion of performance
features prior to the fusion period continued to be closer to the frontier during the PMF period. Neither
age nor sales significantly affected TRADEOFF. In Model 4, we included component and architectural
capabilities. The coefficient of architectural capability is negative and significant. This means that with unit
rise in architectural capability, firms can move closer to the performance frontier by 14.03% in terms of
the proportion of various performance features (because a negative value of the estimate means a smaller
angle, which implies a firm is closer to the frontier as compared to another with a greater angle). The
coefficient for component capability is negative but not significant. Hence, consistent with our predictions
in Hypothesis 2a, we found that the more a firm could exploit its pre-existing architectural capability, the
more it could explore the performance frontier in terms of trading-off the values of various performance
features. Moreover, as predicted in Hypothesis 2b, we find that the effect of architectural capability was
greater than that of component capability on exploring the frontier.
Robustness check: Our conceptualization of architectural capability appears somewhat similar to what
marketing scholars have referred to as the “product-line breadth” (Kekre and Srinivasan, 1990) or
“product variety” (Lancaster, 1990), although theoretically there are important differences in the
knowledge that architectural capability and product variety capture. For example, the marketing literature
defines product variety as “the number of variants within a specific product group” (Lancaster, 1990;
p.189) and uses the PIMS database to measure the product line breadth of a firm. Using this database, for a
firm like Honda the product variety from manufacturing Accord sedans is = 1. However, architectural
capability for Honda from Accord sedan is = 3 because Accords are manufactured in three different HPs:
177, 190, and 271 HPs. Because our intention in this paper was to explore the role of a firm’s knowledge

30
of linking components in different ways to manufacture a product, architectural capability better captures
that knowledge than product variety does. As Sahal (1981) observed, changes in size create structural
challenges, because as the geometric proportions of a product change, so too do properties such as its
capacity to bear weight and dissipate heat. In the case of the Accord, manufacturing each product with a
different HP gives Honda the capability to combine similar components differently, which is not captured
when all Accords with different HP are treated as a single “product-line.” Nonetheless, statistically, we
would expect a positive and high correlation between a firm’s architectural capability and its product line
breadth. We would also expect the correlation to be exceptionally high in the MT industry, inasmuch as
the manufacturers in this industry typically use different model numbers for all products with different
HPs, thereby increasing their product line breadth with every change in product architecture. We develop
the variable “product count” which is the number of MT products a firm had in the market in the pre-
fusion years. As expected, the new variable is highly correlated to architectural capability (corr = 0.79). To
check the robustness of our finding, we did our analyses by substituting product line breadth for
architectural capability. The results with product count as I.V. are in table 7, models 5 and 6, and these
results, as expected, are similar for the results shown in models 2 and 4 of table 6.
Additionally, it may be argued that the presence of both component and architectural capability
together in a firm would help it to exploit the two capabilities in exploring the performance frontier. To
test this alternative hypothesis, we created the variable Component*Architectural Capability and used it as
a control variable in our analyses. The results are in models 7 and 8 of table 7. Component*architectural
capability does not have a significant effect on either type of performance frontier exploration. These
results are similar to those reported in models 2 and 4 of table 6.
Taken together, the results of our analyses suggest that the more pre-existing technological
capabilities that firms can exploit during PMF, the more likely it is that they can better explore the

31
performance frontier of the fused product-market. Moreover, our predictions are robust to a variety of
alternative explanations.
DISCUSSION
Our motivation for this paper was to investigate performance frontier exploration by firms that
exploit their pre-existing technological capabilities during PMF. We find that exploiting different
technological capabilities lead to the exploration of the frontier in different ways. Our results suggest that
firms exploit component capability to explore the performance frontier in terms of improving multiple
performance features simultaneously, and exploit architectural capability to explore the performance frontier
in terms of the proportions of the various performance features.
Although PMF is increasingly becoming a dominant force shaping the evolution of various
technologies, scholars have yet to investigate how pre-existing capabilities affect firm responses during
these changes. Ours is one of the first studies to investigate systematically the effects of pre-existing
technological capabilities on firms’ exploration of the performance frontier during such a change. We use
a panel dataset of MT manufacturers in the US who were challenged by Japanese new entrants with new
products that fused previously distinct market segments. In the process, we extend both the Strategic
Management and the Technology Management literatures.
Our study adds to the firm exploration/exploitation literature by addressing a long-standing
tension among Strategy scholars. It builds a bridge across the chasm by pointing out that while firms do
need pre-existing capabilities that they can exploit during PMF (consistent with March, 1991 and Levinthal
and March, 1993), these capabilities help firms to explore new performance frontiers (consistent with
Klepper and Simons, 2000). Our paper is one of the first one to distinguish between upstream and
downstream exploitation and exploration from a firm’s value chain perspective (Porter, 1980). The reader
might refer to exploiting pre-existing technological capabilities as an upstream activity (or the cause) and
exploring performance frontier as a downstream activity (or the effect).

32
We also extend the technology literature that explains the establishment of a dominant design and
the cyclical nature of technology evolution (Tushman and Anderson, 1986). While scholars have paid
more attention to the causal mechanisms that establish a dominant design (Klepper, 1997), they have paid
relatively less attention to the substitution of one dominant design for another. Recently, Argyres et al
(2011) have investigated how conpositio desiderata, a product design that has unexpectedly high demand,
leads to the dominant design. Similar to Argyres et al., CNC MTs introduced by the Japanese
manufacturers may be regarded as the conpositio desiderata- a product design all the US manufacturers
imitate. However, our findings take an additional step by suggesting that the followers imitate the
performance frontier created by the conpositio desiderata.
Our study is also one of the first to study systematically PMF by using a panel dataset. Most prior
research (e.g., Yoffie, 1997; Gambardella and Torrisi, 1998) has been case studies. Our paper
complements existing studies on “technological convergence,” which investigate how firms integrate
multiple technologies into a product to improve a product performance feature. In contrast to those
studies (e.g., Gambardella and Torrisi, 1998), ours investigates a situation in which a new product is a
perfect substitute for several products that were previously used in different product-markets.
The results of our analyses have important implications for practitioners. Our results suggest that
during PMF in consumer electronics, firms such as Apple, with relatively few component and architectural
capabilities to exploit compared with manufacturers such as Samsung, are likely to be at a disadvantage in
exploring the performance frontier of fused products such as the iPhone which combines stand-alone
products such as the cell phone, camera, MP3 players, and GPS. Indeed, the Financial Times reported on
7/6/2011 that Samsung’s new smartphone has taken a technological lead over Apple’s iPhone by
introducing the first smartphone with a dual-core processor. Our results also suggest that the recent
problems of Nokia can partly be explained by its lack of component and architectural capabilities, since
the cell phone market is undergoing rapid fusion with other technologies and Nokia was a standalone cell

33
phone manufacturer that had limited component capability (lack of non-cell phone products that
companies such as Apple or Samsung have) and architectural capability (due to lack of different product
architectures and Nokia’s past record of manufacturing no-frills cell phones) to explore the performance
frontier of the rapidly evolving cell phone market.
The limitations of this paper are the assumptions that we have made. At the same time, the
limitations however open up new avenues for research. For example, we assumed perfect substitution of
the fused product for the previous stand-alone products. It would be interesting to explore whether our
findings hold for contexts in which, despite the availability of the fused product, the stand-alone products
can still cater to certain niche markets.
Given the recent attention to PMF in the popular business press, our study is pertinent for both
managers and practitioners, who face a formidable challenge of PMF because of the rapid rate of
technological innovations in the past few decades.

Figure 1: Pcost C (combinati
Figure 2: Ivarious ye
0.1
0.2
0.3
0.4
0.5
0.6
19
ProductivityProductivityons of F1 an
Import penears)
975
C
y frontier ofy frontier nd F2)
etration in th
1980
f a fused prof fused
he US mach
Import
0
F2
34
roduct with product-ma
hine tool ma
Penetration
1985
Year
two perforarket show
arket (Sourc
n (%)
F1
rmance featuwn in dash
ce: AMT Ec
1990
Source:
ures F1 andhed line fo
conomic Ha
199
: AMT Economic Hand
d F2 and or three
andbook,
95
dbook

35
Figure 3: Comparison of rapid traverse (IPM) of the newly introduced U.S. and Japanese MTs
Figure 4: Comparison of spindle rpm in newly introduced U.S. and Japanese MTs
Figure 5: Sales of CNC and traditional MTs in the US since 1987
0
5 0 0
1 0 0 0
1 5 0 0
2 0 0 0
1 9 7 5 1 9 8 0 1 9 8 5 1 9 9 0 1 9 9 5
Y e a r
M a x J a p . I P M M a x U . S . I P M
1000
10000
100000
1975 1979 1983 1987 1991 1995
Year
Spi
ndle
RP
M
Max Spindle RPM (Japanese) Max Spindle RPM (U.S.)

36
Figure 6: Market share of CNC MTs in lathe market
Figure 7: Illustrative PRODPERF and TRADEOFF (Distance from origin of (x,y)=PRODPERF; = TRADEOFF)
Table 1: Components and subsystems used in various MTs Gears, Bearings, Spindle, Spring, Hydraulic subsystem, Pneumatic subsystem, Cam, Index Centers, Crank, Pulley, Abrasives, Bonding, Vice, Ram, Clamp, Ionization subsystem, Heat treatment subsystems, Heat transfer subsystems, Servo controls, Ball screw, Tribology related subsystems, Transducers, Resolver/ encoder, Circular/ Parabolic/ Cubic interpolation subsystems, Switches, Acoustic sensors, Dynamometers, Capacitator, Pressure sensor, Torsional rigidity subsystems, Thermal stability subsystems. Table 2: Components, subsystems, and performance of MTs Components and Subsystems Function Performances affected
Recirculating ballscrew Slideway motion Rapid ipm; number of axes Bearings Friction reduction Spindle rpm, rapid ipm, number of axes
Hydraulic subsystems Tool release Number of axes; number of spindles Pneumatic subsystems Work holding devices Spindle rpm, number of axes, number of spindles
Resolver/ encoder Table and tool positioning Rapid ipm, number of axes Tribology related subsystems Friction reduction Rapid ipm, number of axes
Thermal stability subsystems Thermal drift reduction Spindle rpm, rapid ipm, number of spindles
Rapid traverse
Spindle RPM
American product (x2, y2)
Versatile product by entrant (x1, y1)
45o

37
Torsional rigidity subsystems Flexure reduction Spindle rpm, number of axes Table 3(a): Correlation matrix for variables in hedonic regression 1975-1980 (N=238)
Mean S.D. 1 2 3 4 5
1 Log Price 11.18 1.33 1.00
2 Log Spindle 0.09 0.29 0.13 1.00
3 Log Axes 1.02 0.28 0.42 0.11 1.00
4 Log RPM 7.69 0.68 -0.10 0.28 0.23 1.00
5 Log IPM 5.27 0.56 0.54 0.01 0.34 0.24 1.00
6 Log HP 2.44 1.07 0.72 -0.11 0.02 -0.54 0.29 Table 3(b): Correlation matrix for variables in hedonic regression 1981-1987 (N=148)
Mean S.D. 1 2 3 4 5
1 Log Price 10.61 1.30 1.00 2 Log Spindle 0.05 0.19 -0.13 1.00 3 Log Axes 0.99 0.24 0.08 0.12 1.00 4 Log RPM 8.03 0.76 0.30 0.00 0.30 1.00
5 Log IPM 5.52 0.78 0.55 -0.14 0.15 0.51 1.00
6 Log HP 2.03 1.09 0.77 -0.35 -0.17 0.07 0.42 Table 3(c): Estimates of hedonic panel regressions for 1975-1980 and 1981-1987 with year fixed effects
Model 1 Model 2 Pre-fusion Period Fusion Period
Log Spindle 0.26 † 0.78 * (0.14) (0.32)
Log Axes 1.00 *** 0.79 *** (0.17) (0.26)
Log RPM 0.25 *** 0.23 * (0.08) (0.09)
Log IPM 0.36 *** 0.30 ** (0.09) (0.10)
Log HP 0.79 *** 0.94 *** (0.05) (0.07)
Cons 4.43 *** 4.43 *** (0.64) (0.66)
Year fixed effects *** *** N 238 148
R-squared within 0.65 0.71 † p<0.1; * p<0.05; ** p<0.01; *** p<0.001; Standard errors in parentheses

38
Table 4: Subcategories of category 8 and category 12 MTs
AMT Category Subcategories of MTs
12 Sub-category 1: Lathes, Turning Centers, Turret Lathes 12 Sub-category 2: Bar and Chuckers 12 Sub-category 3: Vertical Turning Centers, Vertical Boring Machines 8 Sub-category 4: Horizontal Machining Centers 8 Sub-category 5: Horizontal Milling Machines 8 Sub-category 6: Horizontal Boring Machines 8 Sub-category 7: Vertical Machining Centers 8 Sub-category 8: Vertical Milling Machines
Table 5: Descriptive variables and correlation matrix (N=264)
Variable Mean Std. Dev. 1 2 3 4 5 6 7 8 9
1 PRODPERF 0.974 0.033 1.00
2 Initial
PRODPERF 0.965 0.037 0.46 1.00 3 TRADEOFF 7.815 4.563 -0.14 0.08 1.00
4 Initial
TRADEOFF 8.464 4.236 -0.01 -0.14 0.50 1.00
5 Component
capability 20.000 6.102 0.21 -0.13 -0.05 0.07 1.00
6 Architectural
capability 5.913 4.388 0.02 -0.19 -0.19 0.01 0.48 1.00 7 Age 3.882 0.783 -0.07 0.06 0.08 0.13 0.16 -0.07 1.00 8 Sales 4.717 2.257 0.05 -0.05 -0.05 -0.01 0.44 0.23 0.24 1.00 9 CNC Ratio 0.552 0.424 0.16 0.04 -0.09 -0.06 0.33 0.01 -0.11 0.17 1.00
10
Proportion of category 8 and 12
products 0.774 0.229 -0.10 0.08 0.06 -0.07-
0.40 -0.13 -0.17 -0.43 0.03

39
Table 6: FGLS estimates of the coefficients for exploration of performance frontier (N=264; Number of groups= 45)
DV: PRODPERF DV: TRADEOFF Model 1 Model 2 Model 3 Model 4
Initial PRODPERF 0.3252 *** 0.3026 *** (0.0371) (0.0424)
Initial TRADEOFF 0.6680 *** 0.7134 *** (0.0525) (0.0519)
Component capability 0.0014 *** -0.0496 (0.0003) (0.0508)
Architectural capability -0.0006 * -0.1403 ** (0.0002) (0.0444)
Age -0.0008 -0.0016 -0.0508 -0.1104 (0.0017) (0.0018) (0.2335) (0.2154)
Year *** *** *** *** Sales 0.0004 0.0002 -0.1032 0.0370
(0.0006) (0.0005) (0.0990) (0.1016) CNC Ratio 0.0064 *** 0.0030 -0.5623 -0.7378 *
(0.0019) (0.0022) (0.3529) (0.3520) Proportion of category
8 and 12 products -0.0124 *** -0.0046 0.8803 1.4697 * (0.0037) (0.0037) (0.7217) (0.7106)
Predicted TRADEOFF 0.0004 4.6E-05 (0.0003) (0.0003)
Predicted PRODPERF 29.1431 * 37.7141 * (11.9706) (16.2121)
Constant 0.6724 *** 0.6962 *** -25.3843 * -34.5442 * (0.0388) (0.0438) (11.6128) (15.8270)
Wald Chi Squared 214 230 250 339 † p<0.1; * p<0.05; ** p<0.01; *** p<0.001; Standard errors in parentheses

40
Table 7: Robustness checks: FGLS estimates of the coefficients for exploration of performance frontier (N=264; Number of groups= 45)
Model 5: DV PRODPERF
Model 6: DV TRADEOFF
Model 7: DV PRODPERF
Model 8: DV TRADEOFF
Initial PRODPERF 0.2860 *** 0.2947 *** (0.0462) (0.0426)
Initial TRADEOFF 0.7326 *** 0.7150 *** (0.0491) (0.0504)
Component capability 0.0015 *** 0.0240 0.0015 *** -0.0635 (0.0004) (0.0585) (0.0003) (0.0523)
Architectural capability -0.0004 † -0.0951 † (0.0003) (0.0533)
Age -0.0025 -0.4690 † -0.0021 -0.0150 (0.0018) (0.2482) (0.0018) (0.2272)
Year *** *** *** ***Sales 0.0002 0.0999 0.0008 0.0472
(0.0005) (0.0999) (0.0007) (0.1018)
CNC Ratio 0.0036 -0.5905 † 0.0032 -0.6941 † (0.0022) (0.3507) (0.0022) (0.3553)
Proportion of category 8 and 12 products -0.0065 † 0.8514 -0.0049 1.1470
(0.0037) (0.6914) (0.0037) (0.7407)
Predicted TRADEOFF 5.0E-05 -0.0001 (0.0003) (0.0004)
Predicted PRODPERF 6.9275 41.6798 * (18.3094) (16.9435)
Product-line Breadth -0.0004 † -0.1321 *** (0.0002) (0.0346)
Component * Architectural capability -0.0001 -0.0088
(0.0001) (0.0079) Constant 0.7165 *** -3.1021 0.7048 *** -38.5297 *
(0.0486) (18.2260) (0.0441) (16.5596)
Wald Chi Squared 236.32 333.16 241.45 322.52 † p<0.1; * p<0.05; ** p<0.01; *** p<0.001; Standard errors in parentheses

41
References
Abernathy, W.J., and Utterback, J.M. 1978. Patterns of Industrial Innovation. Technology Review, 80(7):
40-47.
Adner, R. & Levinthal, D. 2001. Demand Heterogeneity and Technology Evolution: Implications for
product and process innovation. Management Science, 47(5): 611-628.
Afuah, A. 2001. Dynamic boundaries of the firm: Are firms better off being vertically integrated in the
face of a technological change? Academy of Management Journal. 44: 1211-1228.
Agarwal, R., and Gort, M. 2002. Firm and product life cycles and firm survival. American Economic
Review, 92(2): 184-190.
Agarwal, R., Echambadi, R., Franco, A.M. & Sarkar, MB. 2004. Knowledge transfer through inheritance:
spinout generation, development, and survival. Academy of Management Journal, 47(4): 501-522.
Ashburn, A. 1988. The machine tool industry: The crumbling foundation. In D.A. Hicks (Ed.), Is new
technology enough? Making and remaking of U.S. basic industries, Washington D.C.: American
Enterprise Institute for Public Policy Research.
Argote, L., Beckman, S.L., Epple, D. 1990. The persistence and transfer of learning in industrial settings.
Management Science, 36:140-154.
Argyres, N., Bigelow, L., & Nickerson, J.A. 2011. Dominant design, conpositio desiderata, and the
follower’s dilemma. Working paper.
Baldwin, C.Y. & Clark, K.B. 2000. Design rules: The power of modularity. Cambridge, MA: MIT Press
Basalla, G. 1988. The evolution of technology. NY: Cambridge University Press.
Carroll, G.R. 1985. Concentration and specialization: Dynamics of niche width in populations of
organizations. American Journal of Sociology, 90: 1262-1283.
Christensen, C.M. 1992. Exploring the limits of the technology S-curve. Production and Operations
Management, 1: 334-366.
Christensen, C.M. 1997. The innovator’s dilemma. Boston, MA: Harvard Business School Press.

42
Christensen, C.M., and Bower, J.L. 1996. Customer power, strategic investment, and the failure of leading
firms. Strategic Management Journal, 17: 197-218.
Christensen, C.M and Overdorf, M. 2000. Meeting the challenge of disruptive change. Harvard Business
Review, 78(2):66-76.
Christensen, C.M., Suarez, F.F., and Utterback, J.M. 1998. Strategies for survival in fast-changing
industries. Management Science, 44(12):S207-S220.
Chryssolouris, G. 1992. Manufacturing systems : theory and practice. New York : Springer-Verlag.
Clark, K. B. 1985. The interaction of design hierarchies and market concepts in technological evolution.
Research Policy, 14: 235-251.
Clark, K.B. 1996. Competing through manufacturing and the new manufacturing paradigm: is
manufacturing strategy passe? Prod. Oper. Management, 5: 42–58.
Cohen, W. & Levinthal, D. 1989. Innovation and learning: The two faces of R&D. Economic Journal,
99(397): 569-596.
Cooper, A.C. & Schendel, D. 1976. Strategic responses to technological threats. Business Horizons,
Feb:61-69.
DeGarmo, E.P. Black, J.T., and Kosher, R.A. 1997. Materials and processes in manufacturing, 8th
Edition. Upper Saddle River, NJ : Prentice Hall, 1997.
Eaton, B.C. and Lipsey, R.G. 1975. The principle of minimum differentiation reconsidered: Some new
developments in the theory of spatial competition. Review of Economic Studies, 42: 27-49.
Finegold, D., Brendley, K.W., Lempert, R., Henry, D., Cannon, P., Boultinghouse, B., and Nelson, M.
1994. The decline of the U.S. machine tool industry and prospects for its sustainable recovery
(Vol. I). Santa Monica, CA:RAND.
Fleming, L. 2001. Recombinant uncertainty in technological search. Management Science, 47:117-132.
Foster, R. 1986. Innovation: The Attacker’s Advantage. Summit Books, New York.

43
Gambardella, A. & Torrisi, S. 1998. Does technological convergence imply convergence in markets?
Evidence from the electronics industry. Research Policy, 27: 445–463
Granstrand, O., Patel, P., & Pavitt, K. 1997. Multi-technology corporations: Why they have “distributed”
rather than “distinctive core’’ competencies. California Management Review, 39(4): 8-25.
Hambrick, D.C. 1983. An empirical typology of mature industrial-product environments. Academy of
Management Journal, 26: 213–230.
Hannan, M.T. 1998. Rethinking Age Dependence in Organizational Mortality: Logical Formalizations.
American Journal of Sociology, 104(1): 126-164.
Hannan, M.T. & Freeman, J. 1977. The population ecology of organizations. American Journal of
Sociology, 82:929-64.
Harianto, F. & Pennings, J.M. 1994. Technological convergence and scope of organizational innovation.
Research Policy, 23: 293-304.
Hay, D.A. 1976. Sequential entry and entry-deterring strategies in spatial competition. Oxford Economic
Papers, 28: 240-257.
Henderson, R. 1992. Technological change and the management of architectural knowledge. In Kochan,
T.A. and Useem, M. (Eds.) Transforming Organizations. NY: Oxford University press.
Henderson, R. 1995. Of life cycles real and imaginary: The unexpectedly long old age of optical
lithography. Research Policy, 24: 631-643.
Henderson, R. and Clark, K.B. 1990. Architectural innovation: The reconfiguration of existing product
technology and the failure of established firms. Administrative Science Quarterly, 35:9-30.
Henderson, R. and Cockburn, I. 1994. Measuring competence? Exploring firm effects in pharmaceutical
research. Strategic Management Journal, 15: 63-84.
Hotelling, H. 1929. Stability in competition. Economic Journal, 39: 41-57.
Hsiao, C. 2003. Analysis of panel data. Cambridge, UK: Cambridge University Press.

44
Iansiti, M. 1997. From technological potential to product performance: An empirical analysis. Research
Policy, 26:345-365.
Juran, J.M. & Gryna, F.M. 1988. Juran’s quality control handbook. New York: McGraw-Hill.
Kekre, S. and Srinivasan, K. 1990. Broader product line: A necessity to achieve success? Management
Science, 36(10): 1216-1231.
Khanna, T. and Iansiti, M. 1997. Firm asymmetries and sequential R&D: Theory and evidence from the
mainframe computer industry . Management Science, 43: 405-421.
Klemm, F. 1959. A history of western technology. London, U.K.: Allen & Unwin.
Klepper, S. 1997. Industry life-cycles. Industrial and Corporate Change, 6: 145-182.
Kogut, B., and Zander, U. 1992. Knowledge of the firm, combinative capabilities, and the replication of
technology. Organization Science, 3(3): 383-397.
Lancaster, K. 1966. A new approach to consumer theory. Journal of Political Economy, 74: 132-132-
157.
Lancaster, K. 1990. The economics of product variety: A survey. Marketing Science, 9(3) 189-206.
Learner, A. and Singer, H. 1937. Some notes on duopoly and spatial competition. Journal of Political
Economy, 45: 145-186.
Macher, J.T., Mowery, D. C., and Hodges, D. A. 1998. Reversal of Fortune? The Recovery of the U.S.
Semiconductor Industry. California Management Review, 41: 107-136.
Marples, DL. 1961. Decisions of engineering design. IEEE Transactions on Engineering
Management,55-71.
McGahan, A. M., Argyres, N, and Baum, J. A. C. 2004. Introduction: Context, technology and strategy:
Forging new perspectives on the industry life cycle. In A. M. McGahan, N. Argyres, and J. A. C. Baum
(Eds.) Advances in Strategic Management, Vol. 21. Amsterdam: Elsevier Science.
Miller, D. J., Fern, M. J., & Cardinal, L. B. 2007. The use of knowledge for technological innovation
within diversified firms. Academy of Management Journal, Vol. 50(2): 308–326.

45
Mitchell, W. and Singh, K. 1993. Death of the lethargic: Effects of expansion into new technological
subfields of an industry on performance in a firm's base business. Organization Science. 4: 152-180.
Nelson, P. A. 2004. The Making of the Camera Phone: How Japan's Mobile and Optics Technologies are
Converging. Available at SSRN: http://ssrn.com/abstract=985241
Noble, D. 1984. Forces of production: A social history of industrial automation. New York: Knopf.
Phillips, R, Way, A, Lowry, A., and Laing, S. 1982. Auto industries of Europe, U.S. and Japan. MA:Abt
Books.
Porter, M.E. 1990. The competitive advantage of nations. New York: Free Press.
Porter, M.E. 1996. What is strategy? Harvard Business Review, November-December, pp. 61-78.
Prencipe, A. 2000. Breadth and depth of technological capabilities in CoPS: The case of aircraft engine
control system. Research Policy: 29: 895-911.
Reintjes, J.F. 1991. Numerical control: Making of a new technology. N.Y.: Oxford University Press.
Robinson, W.T. 1988. Sources of market pioneer advantages: the case of industrial good industries.
Journal of Marketing Research, 25: 87–94.
Rosenberg, N. 1976. Technological change in the machine tool industry, 1840-1910. In N. Rosenberg
(Ed.) Perspectives on technology. Cambridge, U.K.: Cambridge University Press.
Roy, R. & McEvily, S. K. 2004. Incumbent survival during market fusion in matured industries: The
influence of component and architectural capabilities on the survival of U.S. machine tool manufacturers
during 1975-1995. In Baum, J.A.C. and McGahan, A.(Eds.) Advances in Strategic Management, Vol.
21. Amsterdam: Elsevier Science.
Sahal, D. 1981. Patterns of Technological Innovation. Reading, MA: Addison-Wesley.
Schilling, M. A. 2008. Strategic management of technological innovation. New York, NY: McGraw-
Hill/Irwin.
Seeman, R. 1983. U.S.-Japan machine tool trade problems. Japan Lawletter, April Issue.

46
Shaw, R.W. 1982. Product proliferation in characteristics space: The UK fertilizer industry. The Journal
of Industrial Economics, 31: 69-91.
Smith, G.T. 1993. CNC machining technology. New York : Springer-Verlag.
Sorenson, J.B. & Stuart, T.E. 2000. Aging, obsolescence, and organizational innovation. Administrative
Science Quarterly, 45, 1:81-112.
Stavins, J. 1995. Model entry and exit in a differentiated-product industry: The personal computer market.
The Review of Economics and Statistics, 77: 571-583.
Teece, D.J., Pisano, G., and Shuen, A. 1997. Dynamic capabilities and strategic management. Strategic
Management Journal, 18: 509-533.
Tripsas, M. 1997. Surviving radical technological change through dynamic capability: Evidence from the
typesetter industry. Industrial and Corporate Change, 7:341-377.
Tushman, M.L., and Anderson, P. 1986. Technological discontinuities and organizational environments.
Administrative Science Quarterly, 31:439-65.
Vincenti, W.G. 1990. What engineers know and how they know it. Baltimore, MD: Johns Hopkins
Press.
Willard, G.E., and Cooper, A.C. 1985. Survivors of industry shake-outs: The case of U.S. color television
set industry. Strategic Management Journal, 6: 299-318.
Williams, M. 2003. Samsung set to unveil video cell phones. PC World, January 6, 2003.
Wooldridge, J.M. 2002. Econometric analysis of cross section and panel data. Cambridge, MA: MIT
Press.
Yoffie, D.B. 1997. CHESS and competing in the age of digital convergence. In D.B.Yoffie (Ed.)
Competing in the age of digital convergence. Boston, MA: Harvard Business School Press.