
Rotation #1_Review_Acting Supervisor
15
RDP Semester Review Sarah Brown, 12/18/14
-
Upload
sarah-brown -
Category
Documents
-
view
32 -
download
0
Transcript of Rotation #1_Review_Acting Supervisor

RDP Semester Review
Sarah Brown, 12/18/14

Agenda
Introduction
Facts About the Rotation
Projects Led
Continues Improvement Initiatives
Lessons Learned
2
Introduction
University Attended &
Majors/Minors
Indiana University – Purdue University Indianapolis (IUPUI)Mechanical Engineering Technology Technical Communications CertificateLean Six Sigma Green Belt
Organization Involvement
Society of Women EngineersEngineers Without Borders American Society of Mechanical Engineers Society of Manufacturing EngineersEngineering Technology Student CouncilInternational Society of AutomationEngineering Technology Leadership Development Program
Study Abroad Experience
No International Experience
Travel throughout the United States with organizations:- California, Michigan, Wisconsin, Florida, Ohio, Illinois, Louisiana, New York- Heard from many local engineers on their companies and what they are doing in varying industries
Fun Facts about Yourself
- I can speak some Spanish & Italian and am working to become more fluent in both
- I play the violin and the piano- I enjoy cooking- I love to travel & try to visit at least one new place per year

Facts About the Rotation
Rotation # 1
Core Field Operations
Executive Mentor Keith Warf
Site Manager John Dunlap (June-November)/Tony Gonzales (December)
Location / Division Faurecia Emissions Control Technology – Louisville, KY
Objectives of the
Rotation
1. Learn the Operations (technologies, products, etc.) from the production floor
2. Spend 3 weeks on the production line supporting different shifts and areas
3. Spend a minimum of 4 months in the role of Production Supervisor
4. Attend Faurecia Excellence School Training to learn FES
Next Rotation Faurecia Automotive Seating – Sterling Heights, MI
5
Facts About the Rotation
• Supervisor in 2 Areas
UAP 1 GAPs 8 & 9 (WDWK Chrysler) Bending as acting supervisor – 4 months
UAP 2 GAPs 10 & 12 (CD Chrysler & S550 Ford) as acting supervisor – 1 month
• Supervisor Dashboard – UAP 1
Targets:
1. Scrap $ per day at or below: $90
2. PDP Attainment to target (DL % of Cost): 95%
3. OT Hours per day to Target (DL % of Cost): 3.5
4. Supervisor Standardized work audits - % complete: 100%
5. Improvement Ideas Implemented Target: 5 per month
Results (Averaged in UAP 1)
1. $97 (3/4 months under target)
2. 97%
3. 4 hours (2 months over target)
4. 112%
5. 11 per month

Projects Led
Updating and Centralizing HSE Documentation in Gaps 8 & 9
• Problem:
1. HSE Instructions and Sign-Off Sheets were outdated and scattered around each machine
2. HSE Instructions did not always match the specifics of the machine
3. FES Audit complications due to instruction unfamiliarity and obscure locations
• Solution
1. Update HSE Instructions to reflect machine specifics and fix any other
discrepancies
2. Simplify Instructions for operator understanding and execution
3. Create a consistent layout for all HSE Instructions
4. Centralize each Gap’s HSE Instructions in one location

Projects Led
7
Updating and Centralizing HSE
Documentation in Gaps 8 & 9
• Execution
1. HSE & PM Board in each Gap
2. One sign-off for the Gap Leader & Supervisor
3. Quicker checks that save the Gap Leader &
Supervisor time
4. Easier for FES auditors to find and check HSE
Documentation
5. Related Improvement: Purchasing of new E-Stops
w/ “Start” & “Lock Out” features built in.
8
Projects Led
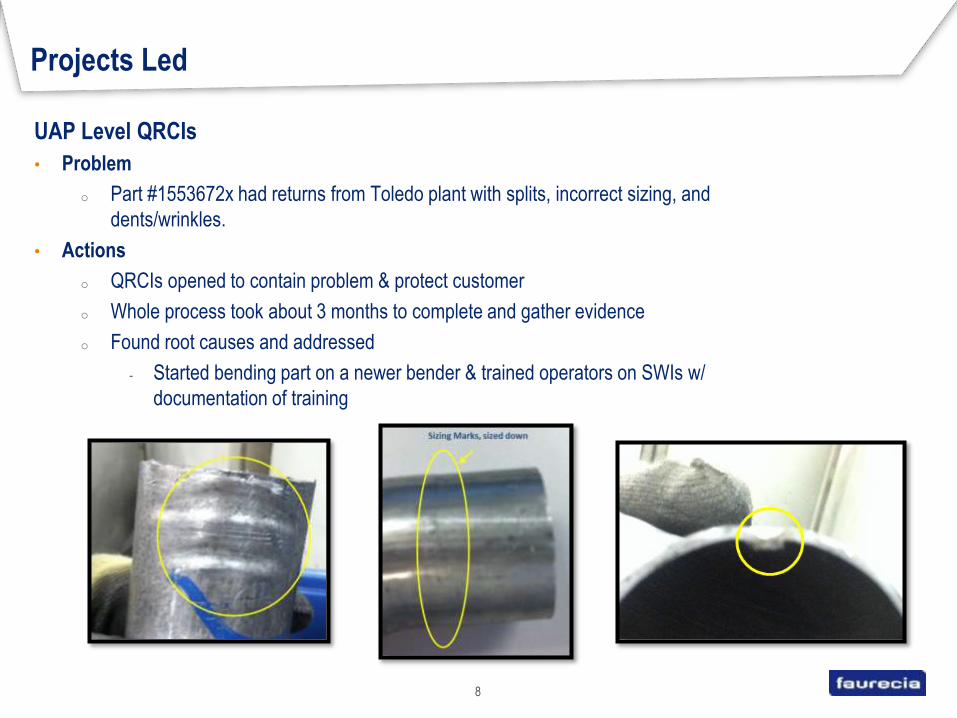
UAP Level QRCIs
• Problem
o Part #1553672x had returns from Toledo plant with splits, incorrect sizing, and
dents/wrinkles.
• Actions
o QRCIs opened to contain problem & protect customer
o Whole process took about 3 months to complete and gather evidence
o Found root causes and addressed
- Started bending part on a newer bender & trained operators on SWIs w/
documentation of training

9
Projects Led
UAP Level QRCIs - #12 Top Half

10
Projects Led
UAP Level QRCIs - #12 Bottom Half

11
Projects Led
UAP Level QRCIs – Evidence
• Containment Sorting Sheet
• Quality Hold reporting sheet from Return RMA
• 672x Scrap from 3 months prior to incident
• Standardized Work Instructions that outline
OK/NOK conditions
• On the Job Training (OJT) sheet for quality stand
down immediately after incident
• On the Job Training (OJT) sheet for quality
inspection training for operator
• Ok 1st Part Sheet that documents visual check for
defects
• Gap Board Scrap sheet that documents daily
scrap target
• Scrap Reports documenting daily scrap after the
incident
• J&J Invoice for tooling to rebuild bender part was
originally created on

12
Projects Led
RDP Supervisor Guide
• Development of Guide for training RDP Trainees
• Guide includes:
Schedule breakdown for training and shadowing
o Outline of different support groups to train with and learn how they affect production
Documentation call-outs and definitions
A contact list of people and their contact information
Suggestions to program managers
Suggestions to trainees
Pictures of documentation so trainees can get familiar during shadowing/training
Instructions on how to input production data into relevant programs and documents
Information referenced that can guide trainees to ask questions and get the most out of their
rotation

Continues Improvement Initiatives
• RDP Supervisor Guide
• Update & Replacement of all Kanban cards in GAPs 8 & 9
• Replacement of zoning corners and labels throughout GAPs
• Creation of HSE Board & Updating of Documentation
• Updating/Training on GAP Boards to get back to FES Standard
• Gap Leader Training on line side QRCI boards to adhere to FES Standard
Lessons Learned
• A supervisor must always know what is going on in their GAPs – who’s involved, what is being
done, when tasks are planned to be accomplished, etc.
• It is important to know the capabilities of the GAPs in order to make adjustments to production
when any issues come up.
• There is always room for improvement in production and even the tiniest changes will make a
difference to the line.
• Getting to know the operators is imperative to being a good supervisor. Different people need
different types of leadership styles to find their potential.
• Communication is key to production. Communication between shift supervisors, between Gap
Leaders/Supervisors/Operators, between support functions, maintenance, and those on the
floor. This is an area of improvement across the plant.



















