Comparison of predictive values from two diagnostic tests ...

Hindawi Publishing CorporationThe Scientific World JournalVolume 2013 Article ID 279042 8 pageshttpdxdoiorg1011552013279042
Research ArticleComparison of Predictive Control Methods forHigh Consumption Industrial Furnace
Goran Stojanovski and Mile Stankovski
Department of Automation and System Engineering Faculty of Electrical Engineering and Information TechnologiesSaints Cyril and Methodius University in Skopje ul Ruger Boskovic bb 1000 Skopje Macedonia
Correspondence should be addressed to Goran Stojanovski goran100gmailcom
Received 14 August 2013 Accepted 26 September 2013
Academic Editors A Piacentino and F Xiao
Copyright copy 2013 G Stojanovski and M Stankovski This is an open access article distributed under the Creative CommonsAttribution License which permits unrestricted use distribution and reproduction in any medium provided the original work isproperly cited
We describe several predictive control approaches for high consumption industrial furnace control These furnaces are majorconsumers in production industries and reducing their fuel consumption and optimizing the quality of the products is one ofthe most important engineer tasks In order to demonstrate the benefits from implementation of the advanced predictive controlalgorithms we have compared several major criteria for furnace control On the basis of the analysis some important conclusionshave been drawn
1 Introduction
Processes and plant constructions of thermal systems andindustrial furnaces kilns and ovens in particular have beensubject to both scientific and technological research for longtime [1] This is mainly due to the process complexity ofenergy conversion and transfer in thermal systems Howevertheir control and supervision have recently become topics ofextensive research due to the increased computing power ofthe controllers
The overall control task in thermal processes is to drivethe process to the desired thermodynamic equilibrium and toregulate the temperature profile through the plant In indus-trial operating environment technical control specificationsinvolve goal and task descriptions of aims and proceduresof supervision functions From the general systems theoret-ical standpoint it is the thermal systems where it becameapparent that controlled processes in the real-world plantsconstitute a nonseparable unique interplay of the three fun-damental natural quantities energy mass and informationIf the stability problem is resolved in all thermal processesthe controller must optimize between the low consumptionand the quality of the products [2 3]This compromise couldbe made by an experienced engineer or by an automatedprogram that can optimize the behavior of the whole process
Thus in recent years we witness rapid utilization of controloptimization techniques in order to improve the efficiency ofthe power plants Since the technology has not evolved verymuch in the recent years these goals are mainly achievedthrough the design of advanced control algorithms
One of themost used optimization techniques in industryis themodel predictive control (MPC)This algorithmutilizesthe model of a plant in order to perform iterative predictionsand optimize the control actions over some defined horizonThe effectiveness of this method directly depends on thequality of the model that represents the system On theother hand the implementation of linear MPC algorithmsis straightforward but implementation of MPC based oncomplex nonlinearmodels is still a topic of extensive researchDifferent computational methods for MPC implementationhave been proposed in the recent years [4] Most of them arebased on nonlinear or hybrid models but a generalization ofthe characteristics cannot be made because every system hasits own specifics and must be considered separately
The conventional control methods for high consumptionindustrial furnaces generally use linearized models [5ndash7] ofthe plants near the operation point but very often these plantscan be used for production of different types of productshence multiple operating points are required The standardMPC algorithms do not provide an efficient solution to this
2 The Scientific World Journal
T1(t)
T2(t)
T3(t)
Q1(t)
Q2(t)
Q3(t)
Input fuel flow-QiZone temperatures-Tj
Doo
r ope
ning
Out
put
tem
pera
ture
Mas
s flow
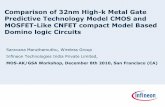
Figure 1 Diagram of the conceptual MIMO system model for gas-fired furnace in FZC ldquo11 Oktomvrirdquo
problem That is why the engineers turn towards utilizationof switched or hybrid MPC algorithms In this paper wewill explain the need for the implementation of switchedand hybrid algorithms for the control of high consumptionindustrial furnaces
Here we present several predictive control algorithmsthat will be used for the optimization of high consumption(20MW) industrial furnace These algorithms will predictthe system behavior on the basis of several models of thefurnace The original model of the furnace is derived usingcontemporary identification methods in [8] Neverthelessin this research we needed to improve the model and toenrich it with the variables that were ignored but havecrucial impact on the process dynamics Here we explain thedetailed technical description of the furnace and the processof building hybrid model that will be used for the design ofhybrid MPC [9]
11 Constraints and Performance Criteria Before we intro-duce the hybrid model we need to elaborate the furnacedynamics In this paper we are dealing with 3-input 3-outputgas-fired furnace as presented in Figure 1 The maximumtemperature that can be achieved is 1150∘Celsius when oper-ating at full power (the valves for the burners are 100 open)
The furnace has two openings (hatches) located at thefront and the back of the furnace When a pipe is enteringthe furnace the front hatch must be opened Logically whenthere is a pipe exiting from the furnace the back hatchmust be opened The opening of these hatches introducesa significant deviation (decreasing) of the temperature nearthe hatch Since the front hatch is located near zone 1 of thefurnace and the back hatch near zone 3 of the furnace andusing some experimental results we can define the influenceof the hatch opening to the global temperature throughoutthe three zones of the furnace Considering these discretechanges in the behavior of the furnace and the nonlinearityin the continual domain we can conclude that linearizing thefurnace in one operating point is not acceptable for designingof a model predictive controller
For that reason several operating points of the furnaceare adopted In this case the linearization will be done in thesurroundings of 130 390 650 910 and 1170 degrees Celsius Ifwe chose to represent the rules for logic switching in the firstzone of the furnace for only one of the previously definedlinearization points then we can define a discrete automatonfor the mode selection
12 Design of a Hybrid Model of the Furnace It is obviousthat the system is both discrete and nonlinear by naturebut cannot be implemented as a discrete control systembecause of the logical conditions in the transfer functionand the interconnection between the states and variables thatcombine a nonaffine set for synthesis of the control system
In this paper we define a hybrid model of the furnacethat will incorporate the influence on both continuous anddiscrete dynamics with additional consideration for logicand integer variables As one of the emerging modelinglanguages HYSDEL will be used to model the industrialfurnace
Considering that there are only 3 Boolean variables theautomaton will have 8 states In Figure 2 we present thediscrete automaton for the first zone of the furnace Similardiscrete automatons are designed for the second and for thethird zones
Of course herewe donot represent the state changeswhenthe furnace is crossing the border between one and anotherlinearized model In the discrete hybrid model we can definethese switches as logic conditions (state 1 3 = 119879
101 ⩽
780) where as borders we can define the average temperaturebetween two linearization points
13 Model Verification The response of the closed loophybrid system is satisfactory and stabilizes the temperaturein the selected zone to 1000 degrees Celsius in the zone nearto 200 and in the third zone to 40 degrees A sample closedloop system simulation is shown on Figure 3
We can conclude that the state that we want to achieve isnot feasible but the controller still manages to stabilize nearthe requested region This only confirms the quality of thefurnace model that acts as the real furnace The simulationsare performed with respect to active disturbances in thesystems The complete results can be found in [9]
2 Design of the Controllers
Since we have derived several models for the plant also wemust design controllers for each of the models that will beoptimized in a specific way Besides the standardMPC designand switch MPC design here we introduce a hybrid MPCand a hybrid multiple-model predictive controller in order toimprove the control performance of the industrial furnaceThe idea for hybrid control and some results regardingconstraints and stability have been explored in details in[10 11]
The results presented here show a multiple-model MPCof piecewise affine (PWA) system [12] and the design of acomplete hybrid MPC for the temperature control of the
The Scientific World Journal 3
000
010
100
110
001
011
101
111
No pip
e
Pipe
Pipe
Pipe
No
pipe
No
pipe
Front hatchopen
Fron
t hat
ch
close
d
Back hatchopen
Back hatchclosedFront hatch
closed
Front hatch
open
Front hatchopen
Front hatch
closed
Back hatchopen
Back hatchclosed
Back hatchopen
Back hatchclosed
Back hatchopen
Back hatchclosed
Front hatch
closed
Front hatch
open
Pipe
No
pipe
0 1XYZX
YZ
0 = no pipe 1 = pipe1 = front hatch open1 = back hatch open
0 = front hatch closed0 = back hatch closed
Figure 2 Discrete automaton for state switching in the first zone of the industrial furnace [9]
furnace [13]The results obtained here clearly justify the use ofthe hybrid control algorithms over the conventionalmethods
For this simulation we have used one linear MPC onelinear multiple-model MPC one hybrid MPC and onehybrid multiple-model MPC These controllers are tested inequal simulation conditions and the results are compared
21 Controller Synthesis The optimization problem of linearMPC is known for a long time and it is not a subject ofthis paper For the design of the controller standard designmethods are used Regarding the hybrid optimization theproblem in control science is relatively new In this case wehave designed a cost function in the form given in (1) and (2)
Consider
min119906120575119911
119873minus1
0
119869 (119906 120575 119911119873minus1
0
119909 (119905))
Δ
=1003817100381710038171003817119876119909119873 (119909 (119873 | 119905) minus 119909
119903)1003817100381710038171003817119901+
119873minus1
sum
119896=1
1003817100381710038171003817119876119909(119909(119896) minus 119909119903)1003817100381710038171003817119901
+
119873minus1
sum
119896=0
1003817100381710038171003817119876119906 (119906 (119896) minus 119906119903)1003817100381710038171003817119901+1003817100381710038171003817119876119911(119911 (119896 | 119905) minus 119911119903)
1003817100381710038171003817119901
+10038171003817100381710038171003817119876119910(119910 (119896 | 119905) minus 119910
119903)10038171003817100381710038171003817119901
(1)st 119909 (0 | 119905) = 119909 (119905)
119909 (119896 + 1 | 119905) = 119860119909 (119896 | 119905) + 1198611119906 (119896 | 119905)
+ 1198612120575 (119896 | 119905) + 119861
3119911 (119896 | 119905)
119910 (119896 | 119905) = 119862119909 (119896 | 119905) + 1198631119906 (119896 | 119905)
+ 1198632120575 (119896 | 119905) + 119863
3119911 (119896 | 119905)
1198642120575 (119896 | 119905) + 119864
3119911 (119896 | 119905) le 119864
1119906 (119896 | 119905) + 119864
4119909 (119896 | 119905)
+ 1198645
119906min le 119906 (119905 + 119896) le 119906max 119896 isin [0119873 minus 1]
119909min le 119909 (119905 + 119896 | 119905) le 119909max 119896 isin [0119873]
4 The Scientific World Journal
119910min le 119910 (119905 + 119896) le 119910max 119896 isin [0119873 minus 1]
119878119909119909 (119873 | 119905) le 119879
119909
(2)
where119873 is the optimal control interval and119909(119896 | 119905) representsthe state predicted at moment 119905 + 119896 resulting from the input119906(119905 + 119896) The initial value of the system at time 119905 is 119909(0 | 119905) =119909(119905) 119906min 119906max 119910min 119910min and 119909min 119909min are hard bound onthe inputs outputs and states respectively and 119909 119878
119909119909 le
119879119909 is a final target polyhedral subset of the state-spaceR119899 In
(1) 119876119909119901= 1199091015840
119876119909 for 119901 = 2 and 119876119909119901= 119876119909
propfor 119901 = infin
In (1) and (2) with 119909(119905) we represent the continuous states ofthe system and with 119911(119905) the discrete states of the system theinputs are denoted by 119906(119905) and the outputs by 119910(119905)
We use the Hybrid Toolbox for Matlab [14] as a designtool for the controller for the high consumption industrialfurnace This toolbox can work with several different typesof hybrid systemmodels (eg Mixed Logical Dynamical Sys-tems Piecewise Affine Systems and Discrete-Time HybridAutomata) and presents a formal mathematical equivalencebetween these models We use HYSDEL to represent themodel of the furnace [14 15]
In order to achieve better results we have divided thetemperature domain of the furnace into five sections aspresented here section
1= 1198792isin [minus10 260] section
2= 1198792isin
[260 520] section3= 1198792isin [520 780] section
4= 1198792isin
[780 1040] section5= 1198792isin [1040 1300] For each of the
sections a linearized model for the furnace was derived nearthe midpoint of the respective section (eg for section
4the
model was linearized near 1198792= 910
∘Celsius)MLD hybrid model generated from the HYSDEL file
for the multimodel linearized problem has 25 continuousstates 9 inputs (4 continuous 5 binary) and 3 continuousoutputs The HYSDEL model has 22 continuous auxiliaryand 15 binary auxiliary variables The optimization problemto be solved has 118 mixed-integer linear inequalities Thesampling time of the system is 05 minutes If comparison tothe hybrid model of the furnace linearized in one operatingpoint whose HYSDEL representation has only 38 mixed-integer linear inequalities it is obvious that the complexityof the optimization problem is significantly increased withthe introduction of multimodel linearizationThis affects thecomputation time of the optimization algorithm and favorsthe one point linearization method for implementation if ithas satisfactory behavior
3 Simulation Results
In order to compare the quality of the designed controllers wehave designed equivalent simulation conditions for the fouralgorithms In this study we will compare the linear MPCmultiple-model MPC hybrid MPC and hybrid multiple-model MPC
The disturbance signals from the front and the backhatches and the timing of the pipe entering in the firstzone of the furnace are graphically represented on Figure 4In Figure 4 the logic variable for pipes entering zone 1is presented The logic variables for zones 2 and 3 have
0 50 100 150 200 250 300 350 400 450 5000
5001000
Tem
pera
ture
in
zone
1
0200
Tem
pera
ture
in
zone
2
050
100
Tem
pera
ture
in
zone
3
005
05
1
Doo
r di
sturb
ance
0
1
Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
Pipe
entr
ance
Front hatch openBack hatch open
Pipe in
T1 (Amb = 15)T1 (Amb = 60)
T2 (Amb = 15)T2 (Amb = 60)
T3 (Amb = 15)T3 (Amb = 60)
Figure 3 Influence to the zones from control input 1 with respect tothe disturbances
deterministic dependence on this value with fixed delay Inreality this delay is represented through the line speed of theconveyor driving the pipes in the furnace but this is to bedone in near future During this simulation a fixed delaytime of 10 minutes between zones is adopted During thesimulation the continuous disturbance signal has value of15∘Celsius
Themain results are presented in Figures 5 6 and 7wherethe temperatures in the respective zones of the furnace arepresented long with the reference signal The control signalsapplied to the three control valves respectively are presentedin Figures 8 9 and 10
From the presented results it is obvious that introducingthe hybrid control approach for high consumption industrialfurnace improves the quality of the control The controllerleads the system faster to the referent set-point and the steadystate error is acceptable The hybrid MPC one linearized
The Scientific World Journal 5
0 100 200 300 400 500 600 700 800 900 1000
0
1Pipe in zone 1
0
1Front door open
0
1Back door open
Sampling periods (05 min)
0 100 200 300 400 500 600 700 800 900 1000Sampling periods (05 min)
0 100 200 300 400 500 600 700 800 900 1000Sampling periods (05 min)
05
05
05
Logi
c var
iabl
es v
alue
(0=
false
1=
true
)Lo
gic v
aria
bles
val
ue(0
=fa
lse 1
=tr
ue)
Logi
c var
iabl
es v
alue
(0=
false
1=
true
)
Figure 4 Disturbances during the experiment
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200Hybrid and linear MPC comparison-temperature in zone 1
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MPC
Tem
pera
ture
(∘C)
linearized model
Figure 5 Temperature in the first zone
model method has also satisfactory results The multiple-model MPC also shows satisfactory results but there isoscillatory behavior at the reference values
Since we have linearized models the tracking of thereferent trajectory is best when it is near the linearizationpoint(s) and as the referent trajectory moves from this pointwe have bigger error in the control algorithm This is moreexpressed in the hybrid controller with only one linearizationpoint which is linearized near 800∘ degrees In this case it isobvious that output tracks the reference without any problemnear this region but if we have work plans that require a lotof temperature changes throughout the temperature domainof the furnace the multimodel hybrid approach is to be
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200
Tem
pera
ture
(∘C)
Sampling periods (05 min)
Hybrid and linear MPC comparison-temperature in zone 2
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MM-MPClinearized model
Figure 6 Temperature in the second zone
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200Te
mpe
ratu
re (∘
C)Hybrid and linear MPC comparison-temperature in zone 3
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MM-MPClinearized model
Sampling periods (05 min)
Figure 7 Temperature in the third zone
consideredThe previous remark regarding the performanceof the controller near the linearization point also stands forthe multimodel hybrid approach The difference here is thatwe have several models and the difference between the set-point and the active model cannot be very big Logically ifwe introduce more models linearized in different operatingpoints we will increase the performance of the controller butalso we will increase the complexity and the time necessaryto perform the optimization
Regarding the control signals on all three figures (Figures8 9 and 10) we can note that the hybrid controllers havefast reaction time to the disturbances When there is newpipe entering in one of the zones of the furnace the controlsignal in the respective zone acts towards stabilization ofthe temperature Also we can note that when the furnaceis operating near 800∘ degrees all three controllers generatethe same control value but if we move far from this central
6 The Scientific World Journal
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and Linear MPC comparison-control actions on valve 1
Valv
e ope
ning
()
Linearized MM-MPC
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 8 Control actions of the first valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150Hybrid and linear MPC comparison-control actions on valve 2
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 9 Control actions of the second valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and linear MPC comparison-control actions on valve 3
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 10 Control actions of the third valve
Table 1 Abbreviations and full meaning of the algorithmrsquos names
Abbreviations Full meaningMPC Model predictive control (usually linearized)MM-MPC Multiple-model model predictive controlHybrid MPC Hybrid model predictive control
Hybrid MM-MPC Hybrid multiple-model model predictivecontrol
linearization point the calculated values for the controlaction differ a lot
4 Conclusion
In order to obtain real measure of the controllerrsquos qualitywe must compare their performances Therefore we havedesigned a complete test scenario which defines the condi-tions during the simulation Of course we must keep in mindthat the proposed algorithms are specific to the problem theyaddress Anyway these differences will be explained in detailin this chapter In Table 1 we present the abbreviations usedto specify the algorithms along with the full names
Discrete automaton for the furnaces states on the firstzone
We have run several simulations for each of the con-trollers with the same simulation conditions During thesesimulations we have properly tuned up the controllers sowe can compare their best performances Also during thesimulations we have tested the robustness of the controllersby adding small disturbances (opening of the front andback hatches) The parameters chosen for comparison of thecontrollerrsquos performances are the settling time the averageovershoot the ITAE norm the time for computation and theaverage fuel consumption
The average values for the results obtained are summa-rized in Table 2 We must point out that these results arenot directly implied by the behavior of the outputs presentedin Figures 5ndash10 but they represent a measure for the totalaverage values of the analyzed parameters
Regarding the average overshoot during our simulationswe have drawn a general conclusion that by increasing thecomplexity of the controller we can reduce the averageovershoot (if the controller is properly tuned) The secondimportant notice here is that the multiple-model algorithmsgenerate bigger overshoot than the appropriate single modelalgorithms This is a result of the errors in the prediction ofthe single model controllers On the other hand if we lookinto the ITAE normwe can conclude that themultiple-modelalgorithms do have better performance than the single modelalgorithms
The average computation time increases with the com-plexity of the algorithm Anyway we must mention that thedifference in the computation times is not very big in fact themaximal difference is only 40ms which is a very small valuefor this kind of processes The fuel consumption increaseswith the complexity of the controller but does not alwaysguarantee improved control quality
The Scientific World Journal 7
Table 2 Comparisons of the proposed MPC algorithms
Algorithm Settling time Average overshoot ITAE norm Computation time ConsumptionMPC asymp110 10 160410 asymp100ms 89887MM-MPC asymp90 6 115357 asymp110ms 97328Hybrid MPC asymp35 3 111770 asymp130ms 100880Hybrid MM-MPC asymp35 5 96736 asymp140ms 110310
At the end we can conclude that introducing techniquesfor improved control in industrial plants with high con-sumption will lead to improving the quality of the productsEspecially if we incorporate the logical and integer variablesin the optimization process we can obtain significantlybetter results because the real system do have a need foroptimization if hybrid environment
Before we generalize these results we must mentionthat each and every problem in the process industry isdifferent and the engineer must prepare a detailed studyon the problem in order to choose the best algorithm forcontrol In many cases the improvements that resulted fromimplementation of an advanced control technique are verysmall compared to some classical control methods such asPID control
When we speak of industrial plants with high con-sumption these algorithms are very useful since even smallimprovement in the qualityprice criteria could result inincreasing the profit of the company As a result of the imple-mentation of these algorithms we derive several improve-ments in the industrial plant control
(i) improving the quality of the final products
(ii) reducing the settling time
(iii) reducing the fuel consumption
(iv) improving the robustness of the controller
It is clear that the companies can easily benefit from theresults of the implementation of these algorithms but onthe other hand the companies are reluctant to trying newtechnologies especially in the countries in development
Some of the future research possibilities in this areaare the complete design of hybrid model of the presentedindustrial furnacewith high consumptionThismodel shouldbe adaptive and by proper tuning of its parameters could beeasily modified to represent some other industrial furnaceswith similar characteristics
The practical implementation of hybrid controllers in theindustry is not at a satisfactory level Although in theorythe hybrid algorithms introduce big improvements theirpractical implementations until now are limited to laboratorytest-beds or simple processes
The issue of robustness of hybrid MPC with respect tothe unmodeled disturbances in the system should also beaddressed Since in all industrial plants we have significantnumber of not modeled disturbances research in this direc-tion could result with significant improvements
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was partially supported by the Faculty of Elec-trical Engineering and Information Technologies in SkopjeProject DEPAMPCmdashDevelopment of Probability Algo-rithms for Model Predictive Control
References
[1] J Rhine and R Tucker Modeling of Gas-Fired Furnaces andBoilers McGraw-Hill New York NY USA 1991
[2] G Dimirovski A Dourado N Gough et al ldquoOn learningcontrol in industrial furnaces and boilersrdquo in Proceedings of theIEEE International Symposium on Intelligence Control pp 67ndash72 Patras Greece 2000
[3] G Stojanovski andM Stankovski ldquoAdvanced industrial controlusing fuzzy-model predictive control on a tunnel kiln brickproductionrdquo in Proceedings of the 18th World Congress pp733ndash710 The International Federation of Automatic ControlMilano Italy 2011
[4] J H Lee ldquoModel predictive control review of the three decadesof developmentrdquo International Journal of Control Automationand Systems vol 9 no 3 pp 415ndash424 2011
[5] D Q Mayne J B Rawlings C V Rao and P O M ScokaertldquoConstrained model predictive control stability and optimal-ityrdquo Automatica vol 36 no 6 pp 789ndash814 2000
[6] E Camacho andC BordonsModel Predictive Control SpringerLondon UK 2004
[7] J Maciejowski Predictive Control with Constraints PrenticeHall 2002
[8] M Stankovski Non-conventional control of industrial energyprocesses in large heating furnaces [PhD dissertation] Ss Cyriland Methodius University Skopje Macedonia 1997
[9] G Stojanovski and M Stankovski ldquoHybrid modeling of indus-trial furnace using HYSDELrdquo in Proceedings of the 11 Interna-tional SAUM Conference on Systems Automatic Control andMeasurements Nis Serbia November 2012
[10] A Bemporad and M Morari ldquoControl of systems integratinglogic dynamics and constraintsrdquo Automatica vol 35 no 3 pp407ndash427 1999
[11] A Bemporad W P M H Heemels and B De SchutterldquoOn hybrid systems and closed-loop MPC systemsrdquo IEEETransactions on Automatic Control vol 47 no 5 pp 863ndash8692002
8 The Scientific World Journal
[12] G Stojanovski M Stankovski and G Dimirovski ldquoMultiple-model model predictive control for high consumption indus-trial furnacesrdquoFactaUniversitatis Series Automatic Control andRobotics vol 9 no 1 pp 131ndash139 2010
[13] G Stojanovski and M Stankovski ldquoA hybrid system approachfor high consumption industrial furnace controlrdquo IntelligentControl and Automation vol 3 pp 404ndash412 2012
[14] F D Torrisi andA Bemporad ldquoHYSDELmdasha tool for generatingcomputational hybrid models for analysis and synthesis prob-lemsrdquo IEEE Transactions on Control Systems Technology vol 12no 2 pp 235ndash249 2004
[15] A Bemporad ldquoHybrid ToolboxmdashUser Guiderdquo 2004 httpcselabimtluccaitsimbemporadhybridtoolbox
TribologyAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
FuelsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofPetroleum Engineering
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Industrial EngineeringJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Power ElectronicsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Advances in
CombustionJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Renewable Energy
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
StructuresJournal of
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporation httpwwwhindawicom Volume 2014
International Journal ofPhotoenergy
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear InstallationsScience and Technology of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Solar EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Wind EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear EnergyInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
High Energy PhysicsAdvances in
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014

2 The Scientific World Journal
T1(t)
T2(t)
T3(t)
Q1(t)
Q2(t)
Q3(t)
Input fuel flow-QiZone temperatures-Tj
Doo
r ope
ning
Out
put
tem
pera
ture
Mas
s flow
Figure 1 Diagram of the conceptual MIMO system model for gas-fired furnace in FZC ldquo11 Oktomvrirdquo
problem That is why the engineers turn towards utilizationof switched or hybrid MPC algorithms In this paper wewill explain the need for the implementation of switchedand hybrid algorithms for the control of high consumptionindustrial furnaces
Here we present several predictive control algorithmsthat will be used for the optimization of high consumption(20MW) industrial furnace These algorithms will predictthe system behavior on the basis of several models of thefurnace The original model of the furnace is derived usingcontemporary identification methods in [8] Neverthelessin this research we needed to improve the model and toenrich it with the variables that were ignored but havecrucial impact on the process dynamics Here we explain thedetailed technical description of the furnace and the processof building hybrid model that will be used for the design ofhybrid MPC [9]
11 Constraints and Performance Criteria Before we intro-duce the hybrid model we need to elaborate the furnacedynamics In this paper we are dealing with 3-input 3-outputgas-fired furnace as presented in Figure 1 The maximumtemperature that can be achieved is 1150∘Celsius when oper-ating at full power (the valves for the burners are 100 open)
The furnace has two openings (hatches) located at thefront and the back of the furnace When a pipe is enteringthe furnace the front hatch must be opened Logically whenthere is a pipe exiting from the furnace the back hatchmust be opened The opening of these hatches introducesa significant deviation (decreasing) of the temperature nearthe hatch Since the front hatch is located near zone 1 of thefurnace and the back hatch near zone 3 of the furnace andusing some experimental results we can define the influenceof the hatch opening to the global temperature throughoutthe three zones of the furnace Considering these discretechanges in the behavior of the furnace and the nonlinearityin the continual domain we can conclude that linearizing thefurnace in one operating point is not acceptable for designingof a model predictive controller
For that reason several operating points of the furnaceare adopted In this case the linearization will be done in thesurroundings of 130 390 650 910 and 1170 degrees Celsius Ifwe chose to represent the rules for logic switching in the firstzone of the furnace for only one of the previously definedlinearization points then we can define a discrete automatonfor the mode selection
12 Design of a Hybrid Model of the Furnace It is obviousthat the system is both discrete and nonlinear by naturebut cannot be implemented as a discrete control systembecause of the logical conditions in the transfer functionand the interconnection between the states and variables thatcombine a nonaffine set for synthesis of the control system
In this paper we define a hybrid model of the furnacethat will incorporate the influence on both continuous anddiscrete dynamics with additional consideration for logicand integer variables As one of the emerging modelinglanguages HYSDEL will be used to model the industrialfurnace
Considering that there are only 3 Boolean variables theautomaton will have 8 states In Figure 2 we present thediscrete automaton for the first zone of the furnace Similardiscrete automatons are designed for the second and for thethird zones
Of course herewe donot represent the state changeswhenthe furnace is crossing the border between one and anotherlinearized model In the discrete hybrid model we can definethese switches as logic conditions (state 1 3 = 119879
101 ⩽
780) where as borders we can define the average temperaturebetween two linearization points
13 Model Verification The response of the closed loophybrid system is satisfactory and stabilizes the temperaturein the selected zone to 1000 degrees Celsius in the zone nearto 200 and in the third zone to 40 degrees A sample closedloop system simulation is shown on Figure 3
We can conclude that the state that we want to achieve isnot feasible but the controller still manages to stabilize nearthe requested region This only confirms the quality of thefurnace model that acts as the real furnace The simulationsare performed with respect to active disturbances in thesystems The complete results can be found in [9]
2 Design of the Controllers
Since we have derived several models for the plant also wemust design controllers for each of the models that will beoptimized in a specific way Besides the standardMPC designand switch MPC design here we introduce a hybrid MPCand a hybrid multiple-model predictive controller in order toimprove the control performance of the industrial furnaceThe idea for hybrid control and some results regardingconstraints and stability have been explored in details in[10 11]
The results presented here show a multiple-model MPCof piecewise affine (PWA) system [12] and the design of acomplete hybrid MPC for the temperature control of the
The Scientific World Journal 3
000
010
100
110
001
011
101
111
No pip
e
Pipe
Pipe
Pipe
No
pipe
No
pipe
Front hatchopen
Fron
t hat
ch
close
d
Back hatchopen
Back hatchclosedFront hatch
closed
Front hatch
open
Front hatchopen
Front hatch
closed
Back hatchopen
Back hatchclosed
Back hatchopen
Back hatchclosed
Back hatchopen
Back hatchclosed
Front hatch
closed
Front hatch
open
Pipe
No
pipe
0 1XYZX
YZ
0 = no pipe 1 = pipe1 = front hatch open1 = back hatch open
0 = front hatch closed0 = back hatch closed
Figure 2 Discrete automaton for state switching in the first zone of the industrial furnace [9]
furnace [13]The results obtained here clearly justify the use ofthe hybrid control algorithms over the conventionalmethods
For this simulation we have used one linear MPC onelinear multiple-model MPC one hybrid MPC and onehybrid multiple-model MPC These controllers are tested inequal simulation conditions and the results are compared
21 Controller Synthesis The optimization problem of linearMPC is known for a long time and it is not a subject ofthis paper For the design of the controller standard designmethods are used Regarding the hybrid optimization theproblem in control science is relatively new In this case wehave designed a cost function in the form given in (1) and (2)
Consider
min119906120575119911
119873minus1
0
119869 (119906 120575 119911119873minus1
0
119909 (119905))
Δ
=1003817100381710038171003817119876119909119873 (119909 (119873 | 119905) minus 119909
119903)1003817100381710038171003817119901+
119873minus1
sum
119896=1
1003817100381710038171003817119876119909(119909(119896) minus 119909119903)1003817100381710038171003817119901
+
119873minus1
sum
119896=0
1003817100381710038171003817119876119906 (119906 (119896) minus 119906119903)1003817100381710038171003817119901+1003817100381710038171003817119876119911(119911 (119896 | 119905) minus 119911119903)
1003817100381710038171003817119901
+10038171003817100381710038171003817119876119910(119910 (119896 | 119905) minus 119910
119903)10038171003817100381710038171003817119901
(1)st 119909 (0 | 119905) = 119909 (119905)
119909 (119896 + 1 | 119905) = 119860119909 (119896 | 119905) + 1198611119906 (119896 | 119905)
+ 1198612120575 (119896 | 119905) + 119861
3119911 (119896 | 119905)
119910 (119896 | 119905) = 119862119909 (119896 | 119905) + 1198631119906 (119896 | 119905)
+ 1198632120575 (119896 | 119905) + 119863
3119911 (119896 | 119905)
1198642120575 (119896 | 119905) + 119864
3119911 (119896 | 119905) le 119864
1119906 (119896 | 119905) + 119864
4119909 (119896 | 119905)
+ 1198645
119906min le 119906 (119905 + 119896) le 119906max 119896 isin [0119873 minus 1]
119909min le 119909 (119905 + 119896 | 119905) le 119909max 119896 isin [0119873]
4 The Scientific World Journal
119910min le 119910 (119905 + 119896) le 119910max 119896 isin [0119873 minus 1]
119878119909119909 (119873 | 119905) le 119879
119909
(2)
where119873 is the optimal control interval and119909(119896 | 119905) representsthe state predicted at moment 119905 + 119896 resulting from the input119906(119905 + 119896) The initial value of the system at time 119905 is 119909(0 | 119905) =119909(119905) 119906min 119906max 119910min 119910min and 119909min 119909min are hard bound onthe inputs outputs and states respectively and 119909 119878
119909119909 le
119879119909 is a final target polyhedral subset of the state-spaceR119899 In
(1) 119876119909119901= 1199091015840
119876119909 for 119901 = 2 and 119876119909119901= 119876119909
propfor 119901 = infin
In (1) and (2) with 119909(119905) we represent the continuous states ofthe system and with 119911(119905) the discrete states of the system theinputs are denoted by 119906(119905) and the outputs by 119910(119905)
We use the Hybrid Toolbox for Matlab [14] as a designtool for the controller for the high consumption industrialfurnace This toolbox can work with several different typesof hybrid systemmodels (eg Mixed Logical Dynamical Sys-tems Piecewise Affine Systems and Discrete-Time HybridAutomata) and presents a formal mathematical equivalencebetween these models We use HYSDEL to represent themodel of the furnace [14 15]
In order to achieve better results we have divided thetemperature domain of the furnace into five sections aspresented here section
1= 1198792isin [minus10 260] section
2= 1198792isin
[260 520] section3= 1198792isin [520 780] section
4= 1198792isin
[780 1040] section5= 1198792isin [1040 1300] For each of the
sections a linearized model for the furnace was derived nearthe midpoint of the respective section (eg for section
4the
model was linearized near 1198792= 910
∘Celsius)MLD hybrid model generated from the HYSDEL file
for the multimodel linearized problem has 25 continuousstates 9 inputs (4 continuous 5 binary) and 3 continuousoutputs The HYSDEL model has 22 continuous auxiliaryand 15 binary auxiliary variables The optimization problemto be solved has 118 mixed-integer linear inequalities Thesampling time of the system is 05 minutes If comparison tothe hybrid model of the furnace linearized in one operatingpoint whose HYSDEL representation has only 38 mixed-integer linear inequalities it is obvious that the complexityof the optimization problem is significantly increased withthe introduction of multimodel linearizationThis affects thecomputation time of the optimization algorithm and favorsthe one point linearization method for implementation if ithas satisfactory behavior
3 Simulation Results
In order to compare the quality of the designed controllers wehave designed equivalent simulation conditions for the fouralgorithms In this study we will compare the linear MPCmultiple-model MPC hybrid MPC and hybrid multiple-model MPC
The disturbance signals from the front and the backhatches and the timing of the pipe entering in the firstzone of the furnace are graphically represented on Figure 4In Figure 4 the logic variable for pipes entering zone 1is presented The logic variables for zones 2 and 3 have
0 50 100 150 200 250 300 350 400 450 5000
5001000
Tem
pera
ture
in
zone
1
0200
Tem
pera
ture
in
zone
2
050
100
Tem
pera
ture
in
zone
3
005
05
1
Doo
r di
sturb
ance
0
1
Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
Pipe
entr
ance
Front hatch openBack hatch open
Pipe in
T1 (Amb = 15)T1 (Amb = 60)
T2 (Amb = 15)T2 (Amb = 60)
T3 (Amb = 15)T3 (Amb = 60)
Figure 3 Influence to the zones from control input 1 with respect tothe disturbances
deterministic dependence on this value with fixed delay Inreality this delay is represented through the line speed of theconveyor driving the pipes in the furnace but this is to bedone in near future During this simulation a fixed delaytime of 10 minutes between zones is adopted During thesimulation the continuous disturbance signal has value of15∘Celsius
Themain results are presented in Figures 5 6 and 7wherethe temperatures in the respective zones of the furnace arepresented long with the reference signal The control signalsapplied to the three control valves respectively are presentedin Figures 8 9 and 10
From the presented results it is obvious that introducingthe hybrid control approach for high consumption industrialfurnace improves the quality of the control The controllerleads the system faster to the referent set-point and the steadystate error is acceptable The hybrid MPC one linearized
The Scientific World Journal 5
0 100 200 300 400 500 600 700 800 900 1000
0
1Pipe in zone 1
0
1Front door open
0
1Back door open
Sampling periods (05 min)
0 100 200 300 400 500 600 700 800 900 1000Sampling periods (05 min)
0 100 200 300 400 500 600 700 800 900 1000Sampling periods (05 min)
05
05
05
Logi
c var
iabl
es v
alue
(0=
false
1=
true
)Lo
gic v
aria
bles
val
ue(0
=fa
lse 1
=tr
ue)
Logi
c var
iabl
es v
alue
(0=
false
1=
true
)
Figure 4 Disturbances during the experiment
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200Hybrid and linear MPC comparison-temperature in zone 1
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MPC
Tem
pera
ture
(∘C)
linearized model
Figure 5 Temperature in the first zone
model method has also satisfactory results The multiple-model MPC also shows satisfactory results but there isoscillatory behavior at the reference values
Since we have linearized models the tracking of thereferent trajectory is best when it is near the linearizationpoint(s) and as the referent trajectory moves from this pointwe have bigger error in the control algorithm This is moreexpressed in the hybrid controller with only one linearizationpoint which is linearized near 800∘ degrees In this case it isobvious that output tracks the reference without any problemnear this region but if we have work plans that require a lotof temperature changes throughout the temperature domainof the furnace the multimodel hybrid approach is to be
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200
Tem
pera
ture
(∘C)
Sampling periods (05 min)
Hybrid and linear MPC comparison-temperature in zone 2
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MM-MPClinearized model
Figure 6 Temperature in the second zone
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200Te
mpe
ratu
re (∘
C)Hybrid and linear MPC comparison-temperature in zone 3
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MM-MPClinearized model
Sampling periods (05 min)
Figure 7 Temperature in the third zone
consideredThe previous remark regarding the performanceof the controller near the linearization point also stands forthe multimodel hybrid approach The difference here is thatwe have several models and the difference between the set-point and the active model cannot be very big Logically ifwe introduce more models linearized in different operatingpoints we will increase the performance of the controller butalso we will increase the complexity and the time necessaryto perform the optimization
Regarding the control signals on all three figures (Figures8 9 and 10) we can note that the hybrid controllers havefast reaction time to the disturbances When there is newpipe entering in one of the zones of the furnace the controlsignal in the respective zone acts towards stabilization ofthe temperature Also we can note that when the furnaceis operating near 800∘ degrees all three controllers generatethe same control value but if we move far from this central
6 The Scientific World Journal
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and Linear MPC comparison-control actions on valve 1
Valv
e ope
ning
()
Linearized MM-MPC
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 8 Control actions of the first valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150Hybrid and linear MPC comparison-control actions on valve 2
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 9 Control actions of the second valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and linear MPC comparison-control actions on valve 3
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 10 Control actions of the third valve
Table 1 Abbreviations and full meaning of the algorithmrsquos names
Abbreviations Full meaningMPC Model predictive control (usually linearized)MM-MPC Multiple-model model predictive controlHybrid MPC Hybrid model predictive control
Hybrid MM-MPC Hybrid multiple-model model predictivecontrol
linearization point the calculated values for the controlaction differ a lot
4 Conclusion
In order to obtain real measure of the controllerrsquos qualitywe must compare their performances Therefore we havedesigned a complete test scenario which defines the condi-tions during the simulation Of course we must keep in mindthat the proposed algorithms are specific to the problem theyaddress Anyway these differences will be explained in detailin this chapter In Table 1 we present the abbreviations usedto specify the algorithms along with the full names
Discrete automaton for the furnaces states on the firstzone
We have run several simulations for each of the con-trollers with the same simulation conditions During thesesimulations we have properly tuned up the controllers sowe can compare their best performances Also during thesimulations we have tested the robustness of the controllersby adding small disturbances (opening of the front andback hatches) The parameters chosen for comparison of thecontrollerrsquos performances are the settling time the averageovershoot the ITAE norm the time for computation and theaverage fuel consumption
The average values for the results obtained are summa-rized in Table 2 We must point out that these results arenot directly implied by the behavior of the outputs presentedin Figures 5ndash10 but they represent a measure for the totalaverage values of the analyzed parameters
Regarding the average overshoot during our simulationswe have drawn a general conclusion that by increasing thecomplexity of the controller we can reduce the averageovershoot (if the controller is properly tuned) The secondimportant notice here is that the multiple-model algorithmsgenerate bigger overshoot than the appropriate single modelalgorithms This is a result of the errors in the prediction ofthe single model controllers On the other hand if we lookinto the ITAE normwe can conclude that themultiple-modelalgorithms do have better performance than the single modelalgorithms
The average computation time increases with the com-plexity of the algorithm Anyway we must mention that thedifference in the computation times is not very big in fact themaximal difference is only 40ms which is a very small valuefor this kind of processes The fuel consumption increaseswith the complexity of the controller but does not alwaysguarantee improved control quality
The Scientific World Journal 7
Table 2 Comparisons of the proposed MPC algorithms
Algorithm Settling time Average overshoot ITAE norm Computation time ConsumptionMPC asymp110 10 160410 asymp100ms 89887MM-MPC asymp90 6 115357 asymp110ms 97328Hybrid MPC asymp35 3 111770 asymp130ms 100880Hybrid MM-MPC asymp35 5 96736 asymp140ms 110310
At the end we can conclude that introducing techniquesfor improved control in industrial plants with high con-sumption will lead to improving the quality of the productsEspecially if we incorporate the logical and integer variablesin the optimization process we can obtain significantlybetter results because the real system do have a need foroptimization if hybrid environment
Before we generalize these results we must mentionthat each and every problem in the process industry isdifferent and the engineer must prepare a detailed studyon the problem in order to choose the best algorithm forcontrol In many cases the improvements that resulted fromimplementation of an advanced control technique are verysmall compared to some classical control methods such asPID control
When we speak of industrial plants with high con-sumption these algorithms are very useful since even smallimprovement in the qualityprice criteria could result inincreasing the profit of the company As a result of the imple-mentation of these algorithms we derive several improve-ments in the industrial plant control
(i) improving the quality of the final products
(ii) reducing the settling time
(iii) reducing the fuel consumption
(iv) improving the robustness of the controller
It is clear that the companies can easily benefit from theresults of the implementation of these algorithms but onthe other hand the companies are reluctant to trying newtechnologies especially in the countries in development
Some of the future research possibilities in this areaare the complete design of hybrid model of the presentedindustrial furnacewith high consumptionThismodel shouldbe adaptive and by proper tuning of its parameters could beeasily modified to represent some other industrial furnaceswith similar characteristics
The practical implementation of hybrid controllers in theindustry is not at a satisfactory level Although in theorythe hybrid algorithms introduce big improvements theirpractical implementations until now are limited to laboratorytest-beds or simple processes
The issue of robustness of hybrid MPC with respect tothe unmodeled disturbances in the system should also beaddressed Since in all industrial plants we have significantnumber of not modeled disturbances research in this direc-tion could result with significant improvements
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was partially supported by the Faculty of Elec-trical Engineering and Information Technologies in SkopjeProject DEPAMPCmdashDevelopment of Probability Algo-rithms for Model Predictive Control
References
[1] J Rhine and R Tucker Modeling of Gas-Fired Furnaces andBoilers McGraw-Hill New York NY USA 1991
[2] G Dimirovski A Dourado N Gough et al ldquoOn learningcontrol in industrial furnaces and boilersrdquo in Proceedings of theIEEE International Symposium on Intelligence Control pp 67ndash72 Patras Greece 2000
[3] G Stojanovski andM Stankovski ldquoAdvanced industrial controlusing fuzzy-model predictive control on a tunnel kiln brickproductionrdquo in Proceedings of the 18th World Congress pp733ndash710 The International Federation of Automatic ControlMilano Italy 2011
[4] J H Lee ldquoModel predictive control review of the three decadesof developmentrdquo International Journal of Control Automationand Systems vol 9 no 3 pp 415ndash424 2011
[5] D Q Mayne J B Rawlings C V Rao and P O M ScokaertldquoConstrained model predictive control stability and optimal-ityrdquo Automatica vol 36 no 6 pp 789ndash814 2000
[6] E Camacho andC BordonsModel Predictive Control SpringerLondon UK 2004
[7] J Maciejowski Predictive Control with Constraints PrenticeHall 2002
[8] M Stankovski Non-conventional control of industrial energyprocesses in large heating furnaces [PhD dissertation] Ss Cyriland Methodius University Skopje Macedonia 1997
[9] G Stojanovski and M Stankovski ldquoHybrid modeling of indus-trial furnace using HYSDELrdquo in Proceedings of the 11 Interna-tional SAUM Conference on Systems Automatic Control andMeasurements Nis Serbia November 2012
[10] A Bemporad and M Morari ldquoControl of systems integratinglogic dynamics and constraintsrdquo Automatica vol 35 no 3 pp407ndash427 1999
[11] A Bemporad W P M H Heemels and B De SchutterldquoOn hybrid systems and closed-loop MPC systemsrdquo IEEETransactions on Automatic Control vol 47 no 5 pp 863ndash8692002
8 The Scientific World Journal
[12] G Stojanovski M Stankovski and G Dimirovski ldquoMultiple-model model predictive control for high consumption indus-trial furnacesrdquoFactaUniversitatis Series Automatic Control andRobotics vol 9 no 1 pp 131ndash139 2010
[13] G Stojanovski and M Stankovski ldquoA hybrid system approachfor high consumption industrial furnace controlrdquo IntelligentControl and Automation vol 3 pp 404ndash412 2012
[14] F D Torrisi andA Bemporad ldquoHYSDELmdasha tool for generatingcomputational hybrid models for analysis and synthesis prob-lemsrdquo IEEE Transactions on Control Systems Technology vol 12no 2 pp 235ndash249 2004
[15] A Bemporad ldquoHybrid ToolboxmdashUser Guiderdquo 2004 httpcselabimtluccaitsimbemporadhybridtoolbox
TribologyAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
FuelsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofPetroleum Engineering
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Industrial EngineeringJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Power ElectronicsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Advances in
CombustionJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Renewable Energy
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
StructuresJournal of
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporation httpwwwhindawicom Volume 2014
International Journal ofPhotoenergy
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear InstallationsScience and Technology of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Solar EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Wind EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear EnergyInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
High Energy PhysicsAdvances in
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014

The Scientific World Journal 3
000
010
100
110
001
011
101
111
No pip
e
Pipe
Pipe
Pipe
No
pipe
No
pipe
Front hatchopen
Fron
t hat
ch
close
d
Back hatchopen
Back hatchclosedFront hatch
closed
Front hatch
open
Front hatchopen
Front hatch
closed
Back hatchopen
Back hatchclosed
Back hatchopen
Back hatchclosed
Back hatchopen
Back hatchclosed
Front hatch
closed
Front hatch
open
Pipe
No
pipe
0 1XYZX
YZ
0 = no pipe 1 = pipe1 = front hatch open1 = back hatch open
0 = front hatch closed0 = back hatch closed
Figure 2 Discrete automaton for state switching in the first zone of the industrial furnace [9]
furnace [13]The results obtained here clearly justify the use ofthe hybrid control algorithms over the conventionalmethods
For this simulation we have used one linear MPC onelinear multiple-model MPC one hybrid MPC and onehybrid multiple-model MPC These controllers are tested inequal simulation conditions and the results are compared
21 Controller Synthesis The optimization problem of linearMPC is known for a long time and it is not a subject ofthis paper For the design of the controller standard designmethods are used Regarding the hybrid optimization theproblem in control science is relatively new In this case wehave designed a cost function in the form given in (1) and (2)
Consider
min119906120575119911
119873minus1
0
119869 (119906 120575 119911119873minus1
0
119909 (119905))
Δ
=1003817100381710038171003817119876119909119873 (119909 (119873 | 119905) minus 119909
119903)1003817100381710038171003817119901+
119873minus1
sum
119896=1
1003817100381710038171003817119876119909(119909(119896) minus 119909119903)1003817100381710038171003817119901
+
119873minus1
sum
119896=0
1003817100381710038171003817119876119906 (119906 (119896) minus 119906119903)1003817100381710038171003817119901+1003817100381710038171003817119876119911(119911 (119896 | 119905) minus 119911119903)
1003817100381710038171003817119901
+10038171003817100381710038171003817119876119910(119910 (119896 | 119905) minus 119910
119903)10038171003817100381710038171003817119901
(1)st 119909 (0 | 119905) = 119909 (119905)
119909 (119896 + 1 | 119905) = 119860119909 (119896 | 119905) + 1198611119906 (119896 | 119905)
+ 1198612120575 (119896 | 119905) + 119861
3119911 (119896 | 119905)
119910 (119896 | 119905) = 119862119909 (119896 | 119905) + 1198631119906 (119896 | 119905)
+ 1198632120575 (119896 | 119905) + 119863
3119911 (119896 | 119905)
1198642120575 (119896 | 119905) + 119864
3119911 (119896 | 119905) le 119864
1119906 (119896 | 119905) + 119864
4119909 (119896 | 119905)
+ 1198645
119906min le 119906 (119905 + 119896) le 119906max 119896 isin [0119873 minus 1]
119909min le 119909 (119905 + 119896 | 119905) le 119909max 119896 isin [0119873]
4 The Scientific World Journal
119910min le 119910 (119905 + 119896) le 119910max 119896 isin [0119873 minus 1]
119878119909119909 (119873 | 119905) le 119879
119909
(2)
where119873 is the optimal control interval and119909(119896 | 119905) representsthe state predicted at moment 119905 + 119896 resulting from the input119906(119905 + 119896) The initial value of the system at time 119905 is 119909(0 | 119905) =119909(119905) 119906min 119906max 119910min 119910min and 119909min 119909min are hard bound onthe inputs outputs and states respectively and 119909 119878
119909119909 le
119879119909 is a final target polyhedral subset of the state-spaceR119899 In
(1) 119876119909119901= 1199091015840
119876119909 for 119901 = 2 and 119876119909119901= 119876119909
propfor 119901 = infin
In (1) and (2) with 119909(119905) we represent the continuous states ofthe system and with 119911(119905) the discrete states of the system theinputs are denoted by 119906(119905) and the outputs by 119910(119905)
We use the Hybrid Toolbox for Matlab [14] as a designtool for the controller for the high consumption industrialfurnace This toolbox can work with several different typesof hybrid systemmodels (eg Mixed Logical Dynamical Sys-tems Piecewise Affine Systems and Discrete-Time HybridAutomata) and presents a formal mathematical equivalencebetween these models We use HYSDEL to represent themodel of the furnace [14 15]
In order to achieve better results we have divided thetemperature domain of the furnace into five sections aspresented here section
1= 1198792isin [minus10 260] section
2= 1198792isin
[260 520] section3= 1198792isin [520 780] section
4= 1198792isin
[780 1040] section5= 1198792isin [1040 1300] For each of the
sections a linearized model for the furnace was derived nearthe midpoint of the respective section (eg for section
4the
model was linearized near 1198792= 910
∘Celsius)MLD hybrid model generated from the HYSDEL file
for the multimodel linearized problem has 25 continuousstates 9 inputs (4 continuous 5 binary) and 3 continuousoutputs The HYSDEL model has 22 continuous auxiliaryand 15 binary auxiliary variables The optimization problemto be solved has 118 mixed-integer linear inequalities Thesampling time of the system is 05 minutes If comparison tothe hybrid model of the furnace linearized in one operatingpoint whose HYSDEL representation has only 38 mixed-integer linear inequalities it is obvious that the complexityof the optimization problem is significantly increased withthe introduction of multimodel linearizationThis affects thecomputation time of the optimization algorithm and favorsthe one point linearization method for implementation if ithas satisfactory behavior
3 Simulation Results
In order to compare the quality of the designed controllers wehave designed equivalent simulation conditions for the fouralgorithms In this study we will compare the linear MPCmultiple-model MPC hybrid MPC and hybrid multiple-model MPC
The disturbance signals from the front and the backhatches and the timing of the pipe entering in the firstzone of the furnace are graphically represented on Figure 4In Figure 4 the logic variable for pipes entering zone 1is presented The logic variables for zones 2 and 3 have
0 50 100 150 200 250 300 350 400 450 5000
5001000
Tem
pera
ture
in
zone
1
0200
Tem
pera
ture
in
zone
2
050
100
Tem
pera
ture
in
zone
3
005
05
1
Doo
r di
sturb
ance
0
1
Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
Pipe
entr
ance
Front hatch openBack hatch open
Pipe in
T1 (Amb = 15)T1 (Amb = 60)
T2 (Amb = 15)T2 (Amb = 60)
T3 (Amb = 15)T3 (Amb = 60)
Figure 3 Influence to the zones from control input 1 with respect tothe disturbances
deterministic dependence on this value with fixed delay Inreality this delay is represented through the line speed of theconveyor driving the pipes in the furnace but this is to bedone in near future During this simulation a fixed delaytime of 10 minutes between zones is adopted During thesimulation the continuous disturbance signal has value of15∘Celsius
Themain results are presented in Figures 5 6 and 7wherethe temperatures in the respective zones of the furnace arepresented long with the reference signal The control signalsapplied to the three control valves respectively are presentedin Figures 8 9 and 10
From the presented results it is obvious that introducingthe hybrid control approach for high consumption industrialfurnace improves the quality of the control The controllerleads the system faster to the referent set-point and the steadystate error is acceptable The hybrid MPC one linearized
The Scientific World Journal 5
0 100 200 300 400 500 600 700 800 900 1000
0
1Pipe in zone 1
0
1Front door open
0
1Back door open
Sampling periods (05 min)
0 100 200 300 400 500 600 700 800 900 1000Sampling periods (05 min)
0 100 200 300 400 500 600 700 800 900 1000Sampling periods (05 min)
05
05
05
Logi
c var
iabl
es v
alue
(0=
false
1=
true
)Lo
gic v
aria
bles
val
ue(0
=fa
lse 1
=tr
ue)
Logi
c var
iabl
es v
alue
(0=
false
1=
true
)
Figure 4 Disturbances during the experiment
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200Hybrid and linear MPC comparison-temperature in zone 1
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MPC
Tem
pera
ture
(∘C)
linearized model
Figure 5 Temperature in the first zone
model method has also satisfactory results The multiple-model MPC also shows satisfactory results but there isoscillatory behavior at the reference values
Since we have linearized models the tracking of thereferent trajectory is best when it is near the linearizationpoint(s) and as the referent trajectory moves from this pointwe have bigger error in the control algorithm This is moreexpressed in the hybrid controller with only one linearizationpoint which is linearized near 800∘ degrees In this case it isobvious that output tracks the reference without any problemnear this region but if we have work plans that require a lotof temperature changes throughout the temperature domainof the furnace the multimodel hybrid approach is to be
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200
Tem
pera
ture
(∘C)
Sampling periods (05 min)
Hybrid and linear MPC comparison-temperature in zone 2
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MM-MPClinearized model
Figure 6 Temperature in the second zone
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200Te
mpe
ratu
re (∘
C)Hybrid and linear MPC comparison-temperature in zone 3
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MM-MPClinearized model
Sampling periods (05 min)
Figure 7 Temperature in the third zone
consideredThe previous remark regarding the performanceof the controller near the linearization point also stands forthe multimodel hybrid approach The difference here is thatwe have several models and the difference between the set-point and the active model cannot be very big Logically ifwe introduce more models linearized in different operatingpoints we will increase the performance of the controller butalso we will increase the complexity and the time necessaryto perform the optimization
Regarding the control signals on all three figures (Figures8 9 and 10) we can note that the hybrid controllers havefast reaction time to the disturbances When there is newpipe entering in one of the zones of the furnace the controlsignal in the respective zone acts towards stabilization ofthe temperature Also we can note that when the furnaceis operating near 800∘ degrees all three controllers generatethe same control value but if we move far from this central
6 The Scientific World Journal
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and Linear MPC comparison-control actions on valve 1
Valv
e ope
ning
()
Linearized MM-MPC
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 8 Control actions of the first valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150Hybrid and linear MPC comparison-control actions on valve 2
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 9 Control actions of the second valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and linear MPC comparison-control actions on valve 3
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 10 Control actions of the third valve
Table 1 Abbreviations and full meaning of the algorithmrsquos names
Abbreviations Full meaningMPC Model predictive control (usually linearized)MM-MPC Multiple-model model predictive controlHybrid MPC Hybrid model predictive control
Hybrid MM-MPC Hybrid multiple-model model predictivecontrol
linearization point the calculated values for the controlaction differ a lot
4 Conclusion
In order to obtain real measure of the controllerrsquos qualitywe must compare their performances Therefore we havedesigned a complete test scenario which defines the condi-tions during the simulation Of course we must keep in mindthat the proposed algorithms are specific to the problem theyaddress Anyway these differences will be explained in detailin this chapter In Table 1 we present the abbreviations usedto specify the algorithms along with the full names
Discrete automaton for the furnaces states on the firstzone
We have run several simulations for each of the con-trollers with the same simulation conditions During thesesimulations we have properly tuned up the controllers sowe can compare their best performances Also during thesimulations we have tested the robustness of the controllersby adding small disturbances (opening of the front andback hatches) The parameters chosen for comparison of thecontrollerrsquos performances are the settling time the averageovershoot the ITAE norm the time for computation and theaverage fuel consumption
The average values for the results obtained are summa-rized in Table 2 We must point out that these results arenot directly implied by the behavior of the outputs presentedin Figures 5ndash10 but they represent a measure for the totalaverage values of the analyzed parameters
Regarding the average overshoot during our simulationswe have drawn a general conclusion that by increasing thecomplexity of the controller we can reduce the averageovershoot (if the controller is properly tuned) The secondimportant notice here is that the multiple-model algorithmsgenerate bigger overshoot than the appropriate single modelalgorithms This is a result of the errors in the prediction ofthe single model controllers On the other hand if we lookinto the ITAE normwe can conclude that themultiple-modelalgorithms do have better performance than the single modelalgorithms
The average computation time increases with the com-plexity of the algorithm Anyway we must mention that thedifference in the computation times is not very big in fact themaximal difference is only 40ms which is a very small valuefor this kind of processes The fuel consumption increaseswith the complexity of the controller but does not alwaysguarantee improved control quality
The Scientific World Journal 7
Table 2 Comparisons of the proposed MPC algorithms
Algorithm Settling time Average overshoot ITAE norm Computation time ConsumptionMPC asymp110 10 160410 asymp100ms 89887MM-MPC asymp90 6 115357 asymp110ms 97328Hybrid MPC asymp35 3 111770 asymp130ms 100880Hybrid MM-MPC asymp35 5 96736 asymp140ms 110310
At the end we can conclude that introducing techniquesfor improved control in industrial plants with high con-sumption will lead to improving the quality of the productsEspecially if we incorporate the logical and integer variablesin the optimization process we can obtain significantlybetter results because the real system do have a need foroptimization if hybrid environment
Before we generalize these results we must mentionthat each and every problem in the process industry isdifferent and the engineer must prepare a detailed studyon the problem in order to choose the best algorithm forcontrol In many cases the improvements that resulted fromimplementation of an advanced control technique are verysmall compared to some classical control methods such asPID control
When we speak of industrial plants with high con-sumption these algorithms are very useful since even smallimprovement in the qualityprice criteria could result inincreasing the profit of the company As a result of the imple-mentation of these algorithms we derive several improve-ments in the industrial plant control
(i) improving the quality of the final products
(ii) reducing the settling time
(iii) reducing the fuel consumption
(iv) improving the robustness of the controller
It is clear that the companies can easily benefit from theresults of the implementation of these algorithms but onthe other hand the companies are reluctant to trying newtechnologies especially in the countries in development
Some of the future research possibilities in this areaare the complete design of hybrid model of the presentedindustrial furnacewith high consumptionThismodel shouldbe adaptive and by proper tuning of its parameters could beeasily modified to represent some other industrial furnaceswith similar characteristics
The practical implementation of hybrid controllers in theindustry is not at a satisfactory level Although in theorythe hybrid algorithms introduce big improvements theirpractical implementations until now are limited to laboratorytest-beds or simple processes
The issue of robustness of hybrid MPC with respect tothe unmodeled disturbances in the system should also beaddressed Since in all industrial plants we have significantnumber of not modeled disturbances research in this direc-tion could result with significant improvements
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was partially supported by the Faculty of Elec-trical Engineering and Information Technologies in SkopjeProject DEPAMPCmdashDevelopment of Probability Algo-rithms for Model Predictive Control
References
[1] J Rhine and R Tucker Modeling of Gas-Fired Furnaces andBoilers McGraw-Hill New York NY USA 1991
[2] G Dimirovski A Dourado N Gough et al ldquoOn learningcontrol in industrial furnaces and boilersrdquo in Proceedings of theIEEE International Symposium on Intelligence Control pp 67ndash72 Patras Greece 2000
[3] G Stojanovski andM Stankovski ldquoAdvanced industrial controlusing fuzzy-model predictive control on a tunnel kiln brickproductionrdquo in Proceedings of the 18th World Congress pp733ndash710 The International Federation of Automatic ControlMilano Italy 2011
[4] J H Lee ldquoModel predictive control review of the three decadesof developmentrdquo International Journal of Control Automationand Systems vol 9 no 3 pp 415ndash424 2011
[5] D Q Mayne J B Rawlings C V Rao and P O M ScokaertldquoConstrained model predictive control stability and optimal-ityrdquo Automatica vol 36 no 6 pp 789ndash814 2000
[6] E Camacho andC BordonsModel Predictive Control SpringerLondon UK 2004
[7] J Maciejowski Predictive Control with Constraints PrenticeHall 2002
[8] M Stankovski Non-conventional control of industrial energyprocesses in large heating furnaces [PhD dissertation] Ss Cyriland Methodius University Skopje Macedonia 1997
[9] G Stojanovski and M Stankovski ldquoHybrid modeling of indus-trial furnace using HYSDELrdquo in Proceedings of the 11 Interna-tional SAUM Conference on Systems Automatic Control andMeasurements Nis Serbia November 2012
[10] A Bemporad and M Morari ldquoControl of systems integratinglogic dynamics and constraintsrdquo Automatica vol 35 no 3 pp407ndash427 1999
[11] A Bemporad W P M H Heemels and B De SchutterldquoOn hybrid systems and closed-loop MPC systemsrdquo IEEETransactions on Automatic Control vol 47 no 5 pp 863ndash8692002
8 The Scientific World Journal
[12] G Stojanovski M Stankovski and G Dimirovski ldquoMultiple-model model predictive control for high consumption indus-trial furnacesrdquoFactaUniversitatis Series Automatic Control andRobotics vol 9 no 1 pp 131ndash139 2010
[13] G Stojanovski and M Stankovski ldquoA hybrid system approachfor high consumption industrial furnace controlrdquo IntelligentControl and Automation vol 3 pp 404ndash412 2012
[14] F D Torrisi andA Bemporad ldquoHYSDELmdasha tool for generatingcomputational hybrid models for analysis and synthesis prob-lemsrdquo IEEE Transactions on Control Systems Technology vol 12no 2 pp 235ndash249 2004
[15] A Bemporad ldquoHybrid ToolboxmdashUser Guiderdquo 2004 httpcselabimtluccaitsimbemporadhybridtoolbox
TribologyAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
FuelsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofPetroleum Engineering
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Industrial EngineeringJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Power ElectronicsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Advances in
CombustionJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Renewable Energy
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
StructuresJournal of
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporation httpwwwhindawicom Volume 2014
International Journal ofPhotoenergy
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear InstallationsScience and Technology of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Solar EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Wind EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear EnergyInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
High Energy PhysicsAdvances in
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014

4 The Scientific World Journal
119910min le 119910 (119905 + 119896) le 119910max 119896 isin [0119873 minus 1]
119878119909119909 (119873 | 119905) le 119879
119909
(2)
where119873 is the optimal control interval and119909(119896 | 119905) representsthe state predicted at moment 119905 + 119896 resulting from the input119906(119905 + 119896) The initial value of the system at time 119905 is 119909(0 | 119905) =119909(119905) 119906min 119906max 119910min 119910min and 119909min 119909min are hard bound onthe inputs outputs and states respectively and 119909 119878
119909119909 le
119879119909 is a final target polyhedral subset of the state-spaceR119899 In
(1) 119876119909119901= 1199091015840
119876119909 for 119901 = 2 and 119876119909119901= 119876119909
propfor 119901 = infin
In (1) and (2) with 119909(119905) we represent the continuous states ofthe system and with 119911(119905) the discrete states of the system theinputs are denoted by 119906(119905) and the outputs by 119910(119905)
We use the Hybrid Toolbox for Matlab [14] as a designtool for the controller for the high consumption industrialfurnace This toolbox can work with several different typesof hybrid systemmodels (eg Mixed Logical Dynamical Sys-tems Piecewise Affine Systems and Discrete-Time HybridAutomata) and presents a formal mathematical equivalencebetween these models We use HYSDEL to represent themodel of the furnace [14 15]
In order to achieve better results we have divided thetemperature domain of the furnace into five sections aspresented here section
1= 1198792isin [minus10 260] section
2= 1198792isin
[260 520] section3= 1198792isin [520 780] section
4= 1198792isin
[780 1040] section5= 1198792isin [1040 1300] For each of the
sections a linearized model for the furnace was derived nearthe midpoint of the respective section (eg for section
4the
model was linearized near 1198792= 910
∘Celsius)MLD hybrid model generated from the HYSDEL file
for the multimodel linearized problem has 25 continuousstates 9 inputs (4 continuous 5 binary) and 3 continuousoutputs The HYSDEL model has 22 continuous auxiliaryand 15 binary auxiliary variables The optimization problemto be solved has 118 mixed-integer linear inequalities Thesampling time of the system is 05 minutes If comparison tothe hybrid model of the furnace linearized in one operatingpoint whose HYSDEL representation has only 38 mixed-integer linear inequalities it is obvious that the complexityof the optimization problem is significantly increased withthe introduction of multimodel linearizationThis affects thecomputation time of the optimization algorithm and favorsthe one point linearization method for implementation if ithas satisfactory behavior
3 Simulation Results
In order to compare the quality of the designed controllers wehave designed equivalent simulation conditions for the fouralgorithms In this study we will compare the linear MPCmultiple-model MPC hybrid MPC and hybrid multiple-model MPC
The disturbance signals from the front and the backhatches and the timing of the pipe entering in the firstzone of the furnace are graphically represented on Figure 4In Figure 4 the logic variable for pipes entering zone 1is presented The logic variables for zones 2 and 3 have
0 50 100 150 200 250 300 350 400 450 5000
5001000
Tem
pera
ture
in
zone
1
0200
Tem
pera
ture
in
zone
2
050
100
Tem
pera
ture
in
zone
3
005
05
1
Doo
r di
sturb
ance
0
1
Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
0 50 100 150 200 250 300 350 400 450 500Sampling time
Pipe
entr
ance
Front hatch openBack hatch open
Pipe in
T1 (Amb = 15)T1 (Amb = 60)
T2 (Amb = 15)T2 (Amb = 60)
T3 (Amb = 15)T3 (Amb = 60)
Figure 3 Influence to the zones from control input 1 with respect tothe disturbances
deterministic dependence on this value with fixed delay Inreality this delay is represented through the line speed of theconveyor driving the pipes in the furnace but this is to bedone in near future During this simulation a fixed delaytime of 10 minutes between zones is adopted During thesimulation the continuous disturbance signal has value of15∘Celsius
Themain results are presented in Figures 5 6 and 7wherethe temperatures in the respective zones of the furnace arepresented long with the reference signal The control signalsapplied to the three control valves respectively are presentedin Figures 8 9 and 10
From the presented results it is obvious that introducingthe hybrid control approach for high consumption industrialfurnace improves the quality of the control The controllerleads the system faster to the referent set-point and the steadystate error is acceptable The hybrid MPC one linearized
The Scientific World Journal 5
0 100 200 300 400 500 600 700 800 900 1000
0
1Pipe in zone 1
0
1Front door open
0
1Back door open
Sampling periods (05 min)
0 100 200 300 400 500 600 700 800 900 1000Sampling periods (05 min)
0 100 200 300 400 500 600 700 800 900 1000Sampling periods (05 min)
05
05
05
Logi
c var
iabl
es v
alue
(0=
false
1=
true
)Lo
gic v
aria
bles
val
ue(0
=fa
lse 1
=tr
ue)
Logi
c var
iabl
es v
alue
(0=
false
1=
true
)
Figure 4 Disturbances during the experiment
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200Hybrid and linear MPC comparison-temperature in zone 1
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MPC
Tem
pera
ture
(∘C)
linearized model
Figure 5 Temperature in the first zone
model method has also satisfactory results The multiple-model MPC also shows satisfactory results but there isoscillatory behavior at the reference values
Since we have linearized models the tracking of thereferent trajectory is best when it is near the linearizationpoint(s) and as the referent trajectory moves from this pointwe have bigger error in the control algorithm This is moreexpressed in the hybrid controller with only one linearizationpoint which is linearized near 800∘ degrees In this case it isobvious that output tracks the reference without any problemnear this region but if we have work plans that require a lotof temperature changes throughout the temperature domainof the furnace the multimodel hybrid approach is to be
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200
Tem
pera
ture
(∘C)
Sampling periods (05 min)
Hybrid and linear MPC comparison-temperature in zone 2
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MM-MPClinearized model
Figure 6 Temperature in the second zone
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200Te
mpe
ratu
re (∘
C)Hybrid and linear MPC comparison-temperature in zone 3
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MM-MPClinearized model
Sampling periods (05 min)
Figure 7 Temperature in the third zone
consideredThe previous remark regarding the performanceof the controller near the linearization point also stands forthe multimodel hybrid approach The difference here is thatwe have several models and the difference between the set-point and the active model cannot be very big Logically ifwe introduce more models linearized in different operatingpoints we will increase the performance of the controller butalso we will increase the complexity and the time necessaryto perform the optimization
Regarding the control signals on all three figures (Figures8 9 and 10) we can note that the hybrid controllers havefast reaction time to the disturbances When there is newpipe entering in one of the zones of the furnace the controlsignal in the respective zone acts towards stabilization ofthe temperature Also we can note that when the furnaceis operating near 800∘ degrees all three controllers generatethe same control value but if we move far from this central
6 The Scientific World Journal
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and Linear MPC comparison-control actions on valve 1
Valv
e ope
ning
()
Linearized MM-MPC
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 8 Control actions of the first valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150Hybrid and linear MPC comparison-control actions on valve 2
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 9 Control actions of the second valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and linear MPC comparison-control actions on valve 3
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 10 Control actions of the third valve
Table 1 Abbreviations and full meaning of the algorithmrsquos names
Abbreviations Full meaningMPC Model predictive control (usually linearized)MM-MPC Multiple-model model predictive controlHybrid MPC Hybrid model predictive control
Hybrid MM-MPC Hybrid multiple-model model predictivecontrol
linearization point the calculated values for the controlaction differ a lot
4 Conclusion
In order to obtain real measure of the controllerrsquos qualitywe must compare their performances Therefore we havedesigned a complete test scenario which defines the condi-tions during the simulation Of course we must keep in mindthat the proposed algorithms are specific to the problem theyaddress Anyway these differences will be explained in detailin this chapter In Table 1 we present the abbreviations usedto specify the algorithms along with the full names
Discrete automaton for the furnaces states on the firstzone
We have run several simulations for each of the con-trollers with the same simulation conditions During thesesimulations we have properly tuned up the controllers sowe can compare their best performances Also during thesimulations we have tested the robustness of the controllersby adding small disturbances (opening of the front andback hatches) The parameters chosen for comparison of thecontrollerrsquos performances are the settling time the averageovershoot the ITAE norm the time for computation and theaverage fuel consumption
The average values for the results obtained are summa-rized in Table 2 We must point out that these results arenot directly implied by the behavior of the outputs presentedin Figures 5ndash10 but they represent a measure for the totalaverage values of the analyzed parameters
Regarding the average overshoot during our simulationswe have drawn a general conclusion that by increasing thecomplexity of the controller we can reduce the averageovershoot (if the controller is properly tuned) The secondimportant notice here is that the multiple-model algorithmsgenerate bigger overshoot than the appropriate single modelalgorithms This is a result of the errors in the prediction ofthe single model controllers On the other hand if we lookinto the ITAE normwe can conclude that themultiple-modelalgorithms do have better performance than the single modelalgorithms
The average computation time increases with the com-plexity of the algorithm Anyway we must mention that thedifference in the computation times is not very big in fact themaximal difference is only 40ms which is a very small valuefor this kind of processes The fuel consumption increaseswith the complexity of the controller but does not alwaysguarantee improved control quality
The Scientific World Journal 7
Table 2 Comparisons of the proposed MPC algorithms
Algorithm Settling time Average overshoot ITAE norm Computation time ConsumptionMPC asymp110 10 160410 asymp100ms 89887MM-MPC asymp90 6 115357 asymp110ms 97328Hybrid MPC asymp35 3 111770 asymp130ms 100880Hybrid MM-MPC asymp35 5 96736 asymp140ms 110310
At the end we can conclude that introducing techniquesfor improved control in industrial plants with high con-sumption will lead to improving the quality of the productsEspecially if we incorporate the logical and integer variablesin the optimization process we can obtain significantlybetter results because the real system do have a need foroptimization if hybrid environment
Before we generalize these results we must mentionthat each and every problem in the process industry isdifferent and the engineer must prepare a detailed studyon the problem in order to choose the best algorithm forcontrol In many cases the improvements that resulted fromimplementation of an advanced control technique are verysmall compared to some classical control methods such asPID control
When we speak of industrial plants with high con-sumption these algorithms are very useful since even smallimprovement in the qualityprice criteria could result inincreasing the profit of the company As a result of the imple-mentation of these algorithms we derive several improve-ments in the industrial plant control
(i) improving the quality of the final products
(ii) reducing the settling time
(iii) reducing the fuel consumption
(iv) improving the robustness of the controller
It is clear that the companies can easily benefit from theresults of the implementation of these algorithms but onthe other hand the companies are reluctant to trying newtechnologies especially in the countries in development
Some of the future research possibilities in this areaare the complete design of hybrid model of the presentedindustrial furnacewith high consumptionThismodel shouldbe adaptive and by proper tuning of its parameters could beeasily modified to represent some other industrial furnaceswith similar characteristics
The practical implementation of hybrid controllers in theindustry is not at a satisfactory level Although in theorythe hybrid algorithms introduce big improvements theirpractical implementations until now are limited to laboratorytest-beds or simple processes
The issue of robustness of hybrid MPC with respect tothe unmodeled disturbances in the system should also beaddressed Since in all industrial plants we have significantnumber of not modeled disturbances research in this direc-tion could result with significant improvements
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was partially supported by the Faculty of Elec-trical Engineering and Information Technologies in SkopjeProject DEPAMPCmdashDevelopment of Probability Algo-rithms for Model Predictive Control
References
[1] J Rhine and R Tucker Modeling of Gas-Fired Furnaces andBoilers McGraw-Hill New York NY USA 1991
[2] G Dimirovski A Dourado N Gough et al ldquoOn learningcontrol in industrial furnaces and boilersrdquo in Proceedings of theIEEE International Symposium on Intelligence Control pp 67ndash72 Patras Greece 2000
[3] G Stojanovski andM Stankovski ldquoAdvanced industrial controlusing fuzzy-model predictive control on a tunnel kiln brickproductionrdquo in Proceedings of the 18th World Congress pp733ndash710 The International Federation of Automatic ControlMilano Italy 2011
[4] J H Lee ldquoModel predictive control review of the three decadesof developmentrdquo International Journal of Control Automationand Systems vol 9 no 3 pp 415ndash424 2011
[5] D Q Mayne J B Rawlings C V Rao and P O M ScokaertldquoConstrained model predictive control stability and optimal-ityrdquo Automatica vol 36 no 6 pp 789ndash814 2000
[6] E Camacho andC BordonsModel Predictive Control SpringerLondon UK 2004
[7] J Maciejowski Predictive Control with Constraints PrenticeHall 2002
[8] M Stankovski Non-conventional control of industrial energyprocesses in large heating furnaces [PhD dissertation] Ss Cyriland Methodius University Skopje Macedonia 1997
[9] G Stojanovski and M Stankovski ldquoHybrid modeling of indus-trial furnace using HYSDELrdquo in Proceedings of the 11 Interna-tional SAUM Conference on Systems Automatic Control andMeasurements Nis Serbia November 2012
[10] A Bemporad and M Morari ldquoControl of systems integratinglogic dynamics and constraintsrdquo Automatica vol 35 no 3 pp407ndash427 1999
[11] A Bemporad W P M H Heemels and B De SchutterldquoOn hybrid systems and closed-loop MPC systemsrdquo IEEETransactions on Automatic Control vol 47 no 5 pp 863ndash8692002
8 The Scientific World Journal
[12] G Stojanovski M Stankovski and G Dimirovski ldquoMultiple-model model predictive control for high consumption indus-trial furnacesrdquoFactaUniversitatis Series Automatic Control andRobotics vol 9 no 1 pp 131ndash139 2010
[13] G Stojanovski and M Stankovski ldquoA hybrid system approachfor high consumption industrial furnace controlrdquo IntelligentControl and Automation vol 3 pp 404ndash412 2012
[14] F D Torrisi andA Bemporad ldquoHYSDELmdasha tool for generatingcomputational hybrid models for analysis and synthesis prob-lemsrdquo IEEE Transactions on Control Systems Technology vol 12no 2 pp 235ndash249 2004
[15] A Bemporad ldquoHybrid ToolboxmdashUser Guiderdquo 2004 httpcselabimtluccaitsimbemporadhybridtoolbox
TribologyAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
FuelsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofPetroleum Engineering
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Industrial EngineeringJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Power ElectronicsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Advances in
CombustionJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Renewable Energy
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
StructuresJournal of
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporation httpwwwhindawicom Volume 2014
International Journal ofPhotoenergy
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear InstallationsScience and Technology of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Solar EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Wind EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear EnergyInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
High Energy PhysicsAdvances in
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014

The Scientific World Journal 5
0 100 200 300 400 500 600 700 800 900 1000
0
1Pipe in zone 1
0
1Front door open
0
1Back door open
Sampling periods (05 min)
0 100 200 300 400 500 600 700 800 900 1000Sampling periods (05 min)
0 100 200 300 400 500 600 700 800 900 1000Sampling periods (05 min)
05
05
05
Logi
c var
iabl
es v
alue
(0=
false
1=
true
)Lo
gic v
aria
bles
val
ue(0
=fa
lse 1
=tr
ue)
Logi
c var
iabl
es v
alue
(0=
false
1=
true
)
Figure 4 Disturbances during the experiment
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200Hybrid and linear MPC comparison-temperature in zone 1
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MPC
Tem
pera
ture
(∘C)
linearized model
Figure 5 Temperature in the first zone
model method has also satisfactory results The multiple-model MPC also shows satisfactory results but there isoscillatory behavior at the reference values
Since we have linearized models the tracking of thereferent trajectory is best when it is near the linearizationpoint(s) and as the referent trajectory moves from this pointwe have bigger error in the control algorithm This is moreexpressed in the hybrid controller with only one linearizationpoint which is linearized near 800∘ degrees In this case it isobvious that output tracks the reference without any problemnear this region but if we have work plans that require a lotof temperature changes throughout the temperature domainof the furnace the multimodel hybrid approach is to be
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200
Tem
pera
ture
(∘C)
Sampling periods (05 min)
Hybrid and linear MPC comparison-temperature in zone 2
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MM-MPClinearized model
Figure 6 Temperature in the second zone
0 100 200 300 400 500 600 700 800 900 1000500
600
700
800
900
1000
1100
1200Te
mpe
ratu
re (∘
C)Hybrid and linear MPC comparison-temperature in zone 3
Hybrid MPC-multimodelLinearized MPCReferent temperature
Hybrid MPC-one
Linearized MM-MPClinearized model
Sampling periods (05 min)
Figure 7 Temperature in the third zone
consideredThe previous remark regarding the performanceof the controller near the linearization point also stands forthe multimodel hybrid approach The difference here is thatwe have several models and the difference between the set-point and the active model cannot be very big Logically ifwe introduce more models linearized in different operatingpoints we will increase the performance of the controller butalso we will increase the complexity and the time necessaryto perform the optimization
Regarding the control signals on all three figures (Figures8 9 and 10) we can note that the hybrid controllers havefast reaction time to the disturbances When there is newpipe entering in one of the zones of the furnace the controlsignal in the respective zone acts towards stabilization ofthe temperature Also we can note that when the furnaceis operating near 800∘ degrees all three controllers generatethe same control value but if we move far from this central
6 The Scientific World Journal
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and Linear MPC comparison-control actions on valve 1
Valv
e ope
ning
()
Linearized MM-MPC
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 8 Control actions of the first valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150Hybrid and linear MPC comparison-control actions on valve 2
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 9 Control actions of the second valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and linear MPC comparison-control actions on valve 3
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 10 Control actions of the third valve
Table 1 Abbreviations and full meaning of the algorithmrsquos names
Abbreviations Full meaningMPC Model predictive control (usually linearized)MM-MPC Multiple-model model predictive controlHybrid MPC Hybrid model predictive control
Hybrid MM-MPC Hybrid multiple-model model predictivecontrol
linearization point the calculated values for the controlaction differ a lot
4 Conclusion
In order to obtain real measure of the controllerrsquos qualitywe must compare their performances Therefore we havedesigned a complete test scenario which defines the condi-tions during the simulation Of course we must keep in mindthat the proposed algorithms are specific to the problem theyaddress Anyway these differences will be explained in detailin this chapter In Table 1 we present the abbreviations usedto specify the algorithms along with the full names
Discrete automaton for the furnaces states on the firstzone
We have run several simulations for each of the con-trollers with the same simulation conditions During thesesimulations we have properly tuned up the controllers sowe can compare their best performances Also during thesimulations we have tested the robustness of the controllersby adding small disturbances (opening of the front andback hatches) The parameters chosen for comparison of thecontrollerrsquos performances are the settling time the averageovershoot the ITAE norm the time for computation and theaverage fuel consumption
The average values for the results obtained are summa-rized in Table 2 We must point out that these results arenot directly implied by the behavior of the outputs presentedin Figures 5ndash10 but they represent a measure for the totalaverage values of the analyzed parameters
Regarding the average overshoot during our simulationswe have drawn a general conclusion that by increasing thecomplexity of the controller we can reduce the averageovershoot (if the controller is properly tuned) The secondimportant notice here is that the multiple-model algorithmsgenerate bigger overshoot than the appropriate single modelalgorithms This is a result of the errors in the prediction ofthe single model controllers On the other hand if we lookinto the ITAE normwe can conclude that themultiple-modelalgorithms do have better performance than the single modelalgorithms
The average computation time increases with the com-plexity of the algorithm Anyway we must mention that thedifference in the computation times is not very big in fact themaximal difference is only 40ms which is a very small valuefor this kind of processes The fuel consumption increaseswith the complexity of the controller but does not alwaysguarantee improved control quality
The Scientific World Journal 7
Table 2 Comparisons of the proposed MPC algorithms
Algorithm Settling time Average overshoot ITAE norm Computation time ConsumptionMPC asymp110 10 160410 asymp100ms 89887MM-MPC asymp90 6 115357 asymp110ms 97328Hybrid MPC asymp35 3 111770 asymp130ms 100880Hybrid MM-MPC asymp35 5 96736 asymp140ms 110310
At the end we can conclude that introducing techniquesfor improved control in industrial plants with high con-sumption will lead to improving the quality of the productsEspecially if we incorporate the logical and integer variablesin the optimization process we can obtain significantlybetter results because the real system do have a need foroptimization if hybrid environment
Before we generalize these results we must mentionthat each and every problem in the process industry isdifferent and the engineer must prepare a detailed studyon the problem in order to choose the best algorithm forcontrol In many cases the improvements that resulted fromimplementation of an advanced control technique are verysmall compared to some classical control methods such asPID control
When we speak of industrial plants with high con-sumption these algorithms are very useful since even smallimprovement in the qualityprice criteria could result inincreasing the profit of the company As a result of the imple-mentation of these algorithms we derive several improve-ments in the industrial plant control
(i) improving the quality of the final products
(ii) reducing the settling time
(iii) reducing the fuel consumption
(iv) improving the robustness of the controller
It is clear that the companies can easily benefit from theresults of the implementation of these algorithms but onthe other hand the companies are reluctant to trying newtechnologies especially in the countries in development
Some of the future research possibilities in this areaare the complete design of hybrid model of the presentedindustrial furnacewith high consumptionThismodel shouldbe adaptive and by proper tuning of its parameters could beeasily modified to represent some other industrial furnaceswith similar characteristics
The practical implementation of hybrid controllers in theindustry is not at a satisfactory level Although in theorythe hybrid algorithms introduce big improvements theirpractical implementations until now are limited to laboratorytest-beds or simple processes
The issue of robustness of hybrid MPC with respect tothe unmodeled disturbances in the system should also beaddressed Since in all industrial plants we have significantnumber of not modeled disturbances research in this direc-tion could result with significant improvements
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was partially supported by the Faculty of Elec-trical Engineering and Information Technologies in SkopjeProject DEPAMPCmdashDevelopment of Probability Algo-rithms for Model Predictive Control
References
[1] J Rhine and R Tucker Modeling of Gas-Fired Furnaces andBoilers McGraw-Hill New York NY USA 1991
[2] G Dimirovski A Dourado N Gough et al ldquoOn learningcontrol in industrial furnaces and boilersrdquo in Proceedings of theIEEE International Symposium on Intelligence Control pp 67ndash72 Patras Greece 2000
[3] G Stojanovski andM Stankovski ldquoAdvanced industrial controlusing fuzzy-model predictive control on a tunnel kiln brickproductionrdquo in Proceedings of the 18th World Congress pp733ndash710 The International Federation of Automatic ControlMilano Italy 2011
[4] J H Lee ldquoModel predictive control review of the three decadesof developmentrdquo International Journal of Control Automationand Systems vol 9 no 3 pp 415ndash424 2011
[5] D Q Mayne J B Rawlings C V Rao and P O M ScokaertldquoConstrained model predictive control stability and optimal-ityrdquo Automatica vol 36 no 6 pp 789ndash814 2000
[6] E Camacho andC BordonsModel Predictive Control SpringerLondon UK 2004
[7] J Maciejowski Predictive Control with Constraints PrenticeHall 2002
[8] M Stankovski Non-conventional control of industrial energyprocesses in large heating furnaces [PhD dissertation] Ss Cyriland Methodius University Skopje Macedonia 1997
[9] G Stojanovski and M Stankovski ldquoHybrid modeling of indus-trial furnace using HYSDELrdquo in Proceedings of the 11 Interna-tional SAUM Conference on Systems Automatic Control andMeasurements Nis Serbia November 2012
[10] A Bemporad and M Morari ldquoControl of systems integratinglogic dynamics and constraintsrdquo Automatica vol 35 no 3 pp407ndash427 1999
[11] A Bemporad W P M H Heemels and B De SchutterldquoOn hybrid systems and closed-loop MPC systemsrdquo IEEETransactions on Automatic Control vol 47 no 5 pp 863ndash8692002
8 The Scientific World Journal
[12] G Stojanovski M Stankovski and G Dimirovski ldquoMultiple-model model predictive control for high consumption indus-trial furnacesrdquoFactaUniversitatis Series Automatic Control andRobotics vol 9 no 1 pp 131ndash139 2010
[13] G Stojanovski and M Stankovski ldquoA hybrid system approachfor high consumption industrial furnace controlrdquo IntelligentControl and Automation vol 3 pp 404ndash412 2012
[14] F D Torrisi andA Bemporad ldquoHYSDELmdasha tool for generatingcomputational hybrid models for analysis and synthesis prob-lemsrdquo IEEE Transactions on Control Systems Technology vol 12no 2 pp 235ndash249 2004
[15] A Bemporad ldquoHybrid ToolboxmdashUser Guiderdquo 2004 httpcselabimtluccaitsimbemporadhybridtoolbox
TribologyAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
FuelsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofPetroleum Engineering
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Industrial EngineeringJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Power ElectronicsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Advances in
CombustionJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Renewable Energy
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
StructuresJournal of
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporation httpwwwhindawicom Volume 2014
International Journal ofPhotoenergy
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear InstallationsScience and Technology of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Solar EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Wind EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear EnergyInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
High Energy PhysicsAdvances in
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014

6 The Scientific World Journal
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and Linear MPC comparison-control actions on valve 1
Valv
e ope
ning
()
Linearized MM-MPC
Sampling periods (05 min)
Hybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 8 Control actions of the first valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150Hybrid and linear MPC comparison-control actions on valve 2
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 9 Control actions of the second valve
0 100 200 300 400 500 600 700 800 900 10000
50
100
150 Hybrid and linear MPC comparison-control actions on valve 3
Valv
e ope
ning
()
Sampling periods (05 min)
Linearized MM-MPCHybrid MPC-multimodelLinearized MPC Hybrid MPC-one
linearized model
Figure 10 Control actions of the third valve
Table 1 Abbreviations and full meaning of the algorithmrsquos names
Abbreviations Full meaningMPC Model predictive control (usually linearized)MM-MPC Multiple-model model predictive controlHybrid MPC Hybrid model predictive control
Hybrid MM-MPC Hybrid multiple-model model predictivecontrol
linearization point the calculated values for the controlaction differ a lot
4 Conclusion
In order to obtain real measure of the controllerrsquos qualitywe must compare their performances Therefore we havedesigned a complete test scenario which defines the condi-tions during the simulation Of course we must keep in mindthat the proposed algorithms are specific to the problem theyaddress Anyway these differences will be explained in detailin this chapter In Table 1 we present the abbreviations usedto specify the algorithms along with the full names
Discrete automaton for the furnaces states on the firstzone
We have run several simulations for each of the con-trollers with the same simulation conditions During thesesimulations we have properly tuned up the controllers sowe can compare their best performances Also during thesimulations we have tested the robustness of the controllersby adding small disturbances (opening of the front andback hatches) The parameters chosen for comparison of thecontrollerrsquos performances are the settling time the averageovershoot the ITAE norm the time for computation and theaverage fuel consumption
The average values for the results obtained are summa-rized in Table 2 We must point out that these results arenot directly implied by the behavior of the outputs presentedin Figures 5ndash10 but they represent a measure for the totalaverage values of the analyzed parameters
Regarding the average overshoot during our simulationswe have drawn a general conclusion that by increasing thecomplexity of the controller we can reduce the averageovershoot (if the controller is properly tuned) The secondimportant notice here is that the multiple-model algorithmsgenerate bigger overshoot than the appropriate single modelalgorithms This is a result of the errors in the prediction ofthe single model controllers On the other hand if we lookinto the ITAE normwe can conclude that themultiple-modelalgorithms do have better performance than the single modelalgorithms
The average computation time increases with the com-plexity of the algorithm Anyway we must mention that thedifference in the computation times is not very big in fact themaximal difference is only 40ms which is a very small valuefor this kind of processes The fuel consumption increaseswith the complexity of the controller but does not alwaysguarantee improved control quality
The Scientific World Journal 7
Table 2 Comparisons of the proposed MPC algorithms
Algorithm Settling time Average overshoot ITAE norm Computation time ConsumptionMPC asymp110 10 160410 asymp100ms 89887MM-MPC asymp90 6 115357 asymp110ms 97328Hybrid MPC asymp35 3 111770 asymp130ms 100880Hybrid MM-MPC asymp35 5 96736 asymp140ms 110310
At the end we can conclude that introducing techniquesfor improved control in industrial plants with high con-sumption will lead to improving the quality of the productsEspecially if we incorporate the logical and integer variablesin the optimization process we can obtain significantlybetter results because the real system do have a need foroptimization if hybrid environment
Before we generalize these results we must mentionthat each and every problem in the process industry isdifferent and the engineer must prepare a detailed studyon the problem in order to choose the best algorithm forcontrol In many cases the improvements that resulted fromimplementation of an advanced control technique are verysmall compared to some classical control methods such asPID control
When we speak of industrial plants with high con-sumption these algorithms are very useful since even smallimprovement in the qualityprice criteria could result inincreasing the profit of the company As a result of the imple-mentation of these algorithms we derive several improve-ments in the industrial plant control
(i) improving the quality of the final products
(ii) reducing the settling time
(iii) reducing the fuel consumption
(iv) improving the robustness of the controller
It is clear that the companies can easily benefit from theresults of the implementation of these algorithms but onthe other hand the companies are reluctant to trying newtechnologies especially in the countries in development
Some of the future research possibilities in this areaare the complete design of hybrid model of the presentedindustrial furnacewith high consumptionThismodel shouldbe adaptive and by proper tuning of its parameters could beeasily modified to represent some other industrial furnaceswith similar characteristics
The practical implementation of hybrid controllers in theindustry is not at a satisfactory level Although in theorythe hybrid algorithms introduce big improvements theirpractical implementations until now are limited to laboratorytest-beds or simple processes
The issue of robustness of hybrid MPC with respect tothe unmodeled disturbances in the system should also beaddressed Since in all industrial plants we have significantnumber of not modeled disturbances research in this direc-tion could result with significant improvements
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was partially supported by the Faculty of Elec-trical Engineering and Information Technologies in SkopjeProject DEPAMPCmdashDevelopment of Probability Algo-rithms for Model Predictive Control
References
[1] J Rhine and R Tucker Modeling of Gas-Fired Furnaces andBoilers McGraw-Hill New York NY USA 1991
[2] G Dimirovski A Dourado N Gough et al ldquoOn learningcontrol in industrial furnaces and boilersrdquo in Proceedings of theIEEE International Symposium on Intelligence Control pp 67ndash72 Patras Greece 2000
[3] G Stojanovski andM Stankovski ldquoAdvanced industrial controlusing fuzzy-model predictive control on a tunnel kiln brickproductionrdquo in Proceedings of the 18th World Congress pp733ndash710 The International Federation of Automatic ControlMilano Italy 2011
[4] J H Lee ldquoModel predictive control review of the three decadesof developmentrdquo International Journal of Control Automationand Systems vol 9 no 3 pp 415ndash424 2011
[5] D Q Mayne J B Rawlings C V Rao and P O M ScokaertldquoConstrained model predictive control stability and optimal-ityrdquo Automatica vol 36 no 6 pp 789ndash814 2000
[6] E Camacho andC BordonsModel Predictive Control SpringerLondon UK 2004
[7] J Maciejowski Predictive Control with Constraints PrenticeHall 2002
[8] M Stankovski Non-conventional control of industrial energyprocesses in large heating furnaces [PhD dissertation] Ss Cyriland Methodius University Skopje Macedonia 1997
[9] G Stojanovski and M Stankovski ldquoHybrid modeling of indus-trial furnace using HYSDELrdquo in Proceedings of the 11 Interna-tional SAUM Conference on Systems Automatic Control andMeasurements Nis Serbia November 2012
[10] A Bemporad and M Morari ldquoControl of systems integratinglogic dynamics and constraintsrdquo Automatica vol 35 no 3 pp407ndash427 1999
[11] A Bemporad W P M H Heemels and B De SchutterldquoOn hybrid systems and closed-loop MPC systemsrdquo IEEETransactions on Automatic Control vol 47 no 5 pp 863ndash8692002
8 The Scientific World Journal
[12] G Stojanovski M Stankovski and G Dimirovski ldquoMultiple-model model predictive control for high consumption indus-trial furnacesrdquoFactaUniversitatis Series Automatic Control andRobotics vol 9 no 1 pp 131ndash139 2010
[13] G Stojanovski and M Stankovski ldquoA hybrid system approachfor high consumption industrial furnace controlrdquo IntelligentControl and Automation vol 3 pp 404ndash412 2012
[14] F D Torrisi andA Bemporad ldquoHYSDELmdasha tool for generatingcomputational hybrid models for analysis and synthesis prob-lemsrdquo IEEE Transactions on Control Systems Technology vol 12no 2 pp 235ndash249 2004
[15] A Bemporad ldquoHybrid ToolboxmdashUser Guiderdquo 2004 httpcselabimtluccaitsimbemporadhybridtoolbox
TribologyAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
FuelsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofPetroleum Engineering
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Industrial EngineeringJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Power ElectronicsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Advances in
CombustionJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Renewable Energy
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
StructuresJournal of
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporation httpwwwhindawicom Volume 2014
International Journal ofPhotoenergy
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear InstallationsScience and Technology of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Solar EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Wind EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear EnergyInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
High Energy PhysicsAdvances in
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014

The Scientific World Journal 7
Table 2 Comparisons of the proposed MPC algorithms
Algorithm Settling time Average overshoot ITAE norm Computation time ConsumptionMPC asymp110 10 160410 asymp100ms 89887MM-MPC asymp90 6 115357 asymp110ms 97328Hybrid MPC asymp35 3 111770 asymp130ms 100880Hybrid MM-MPC asymp35 5 96736 asymp140ms 110310
At the end we can conclude that introducing techniquesfor improved control in industrial plants with high con-sumption will lead to improving the quality of the productsEspecially if we incorporate the logical and integer variablesin the optimization process we can obtain significantlybetter results because the real system do have a need foroptimization if hybrid environment
Before we generalize these results we must mentionthat each and every problem in the process industry isdifferent and the engineer must prepare a detailed studyon the problem in order to choose the best algorithm forcontrol In many cases the improvements that resulted fromimplementation of an advanced control technique are verysmall compared to some classical control methods such asPID control
When we speak of industrial plants with high con-sumption these algorithms are very useful since even smallimprovement in the qualityprice criteria could result inincreasing the profit of the company As a result of the imple-mentation of these algorithms we derive several improve-ments in the industrial plant control
(i) improving the quality of the final products
(ii) reducing the settling time
(iii) reducing the fuel consumption
(iv) improving the robustness of the controller
It is clear that the companies can easily benefit from theresults of the implementation of these algorithms but onthe other hand the companies are reluctant to trying newtechnologies especially in the countries in development
Some of the future research possibilities in this areaare the complete design of hybrid model of the presentedindustrial furnacewith high consumptionThismodel shouldbe adaptive and by proper tuning of its parameters could beeasily modified to represent some other industrial furnaceswith similar characteristics
The practical implementation of hybrid controllers in theindustry is not at a satisfactory level Although in theorythe hybrid algorithms introduce big improvements theirpractical implementations until now are limited to laboratorytest-beds or simple processes
The issue of robustness of hybrid MPC with respect tothe unmodeled disturbances in the system should also beaddressed Since in all industrial plants we have significantnumber of not modeled disturbances research in this direc-tion could result with significant improvements
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgment
This work was partially supported by the Faculty of Elec-trical Engineering and Information Technologies in SkopjeProject DEPAMPCmdashDevelopment of Probability Algo-rithms for Model Predictive Control
References
[1] J Rhine and R Tucker Modeling of Gas-Fired Furnaces andBoilers McGraw-Hill New York NY USA 1991
[2] G Dimirovski A Dourado N Gough et al ldquoOn learningcontrol in industrial furnaces and boilersrdquo in Proceedings of theIEEE International Symposium on Intelligence Control pp 67ndash72 Patras Greece 2000
[3] G Stojanovski andM Stankovski ldquoAdvanced industrial controlusing fuzzy-model predictive control on a tunnel kiln brickproductionrdquo in Proceedings of the 18th World Congress pp733ndash710 The International Federation of Automatic ControlMilano Italy 2011
[4] J H Lee ldquoModel predictive control review of the three decadesof developmentrdquo International Journal of Control Automationand Systems vol 9 no 3 pp 415ndash424 2011
[5] D Q Mayne J B Rawlings C V Rao and P O M ScokaertldquoConstrained model predictive control stability and optimal-ityrdquo Automatica vol 36 no 6 pp 789ndash814 2000
[6] E Camacho andC BordonsModel Predictive Control SpringerLondon UK 2004
[7] J Maciejowski Predictive Control with Constraints PrenticeHall 2002
[8] M Stankovski Non-conventional control of industrial energyprocesses in large heating furnaces [PhD dissertation] Ss Cyriland Methodius University Skopje Macedonia 1997
[9] G Stojanovski and M Stankovski ldquoHybrid modeling of indus-trial furnace using HYSDELrdquo in Proceedings of the 11 Interna-tional SAUM Conference on Systems Automatic Control andMeasurements Nis Serbia November 2012
[10] A Bemporad and M Morari ldquoControl of systems integratinglogic dynamics and constraintsrdquo Automatica vol 35 no 3 pp407ndash427 1999
[11] A Bemporad W P M H Heemels and B De SchutterldquoOn hybrid systems and closed-loop MPC systemsrdquo IEEETransactions on Automatic Control vol 47 no 5 pp 863ndash8692002
8 The Scientific World Journal
[12] G Stojanovski M Stankovski and G Dimirovski ldquoMultiple-model model predictive control for high consumption indus-trial furnacesrdquoFactaUniversitatis Series Automatic Control andRobotics vol 9 no 1 pp 131ndash139 2010
[13] G Stojanovski and M Stankovski ldquoA hybrid system approachfor high consumption industrial furnace controlrdquo IntelligentControl and Automation vol 3 pp 404ndash412 2012
[14] F D Torrisi andA Bemporad ldquoHYSDELmdasha tool for generatingcomputational hybrid models for analysis and synthesis prob-lemsrdquo IEEE Transactions on Control Systems Technology vol 12no 2 pp 235ndash249 2004
[15] A Bemporad ldquoHybrid ToolboxmdashUser Guiderdquo 2004 httpcselabimtluccaitsimbemporadhybridtoolbox
TribologyAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
FuelsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofPetroleum Engineering
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Industrial EngineeringJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Power ElectronicsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Advances in
CombustionJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Renewable Energy
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
StructuresJournal of
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporation httpwwwhindawicom Volume 2014
International Journal ofPhotoenergy
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear InstallationsScience and Technology of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Solar EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Wind EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear EnergyInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
High Energy PhysicsAdvances in
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014

8 The Scientific World Journal
[12] G Stojanovski M Stankovski and G Dimirovski ldquoMultiple-model model predictive control for high consumption indus-trial furnacesrdquoFactaUniversitatis Series Automatic Control andRobotics vol 9 no 1 pp 131ndash139 2010
[13] G Stojanovski and M Stankovski ldquoA hybrid system approachfor high consumption industrial furnace controlrdquo IntelligentControl and Automation vol 3 pp 404ndash412 2012
[14] F D Torrisi andA Bemporad ldquoHYSDELmdasha tool for generatingcomputational hybrid models for analysis and synthesis prob-lemsrdquo IEEE Transactions on Control Systems Technology vol 12no 2 pp 235ndash249 2004
[15] A Bemporad ldquoHybrid ToolboxmdashUser Guiderdquo 2004 httpcselabimtluccaitsimbemporadhybridtoolbox
TribologyAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
FuelsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofPetroleum Engineering
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Industrial EngineeringJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Power ElectronicsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Advances in
CombustionJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Renewable Energy
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
StructuresJournal of
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporation httpwwwhindawicom Volume 2014
International Journal ofPhotoenergy
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear InstallationsScience and Technology of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Solar EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Wind EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear EnergyInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
High Energy PhysicsAdvances in
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014

TribologyAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
AerospaceEngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
FuelsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofPetroleum Engineering
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Industrial EngineeringJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Power ElectronicsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Advances in
CombustionJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Renewable Energy
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
StructuresJournal of
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal ofEngineeringVolume 2014
Hindawi Publishing Corporation httpwwwhindawicom Volume 2014
International Journal ofPhotoenergy
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear InstallationsScience and Technology of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Solar EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Wind EnergyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nuclear EnergyInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
High Energy PhysicsAdvances in
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014