Research Advances Towards Low Cost, High Efficiency PEM ...
13
Research Advances Towards Low Cost, High Efficiency PEM Electrolysis K. E. Ayers, E. B. Anderson, C. B. Capuano, B. D. Carter, L. T. Dalton, G. Hanlon, J. Manco, and M. Niedzwiecki Proton Energy Systems, Wallingford, CT 06492, USA Water electrolysis has benefits over other hydrogen generation technologies due to the lack of carbon footprint when integrated with a renewable source of energy. Specifically, proton exchange membrane (PEM) electrolysis is a promising technology for hydrogen generation applications because of the lack of corrosive electrolytes, small footprint, and ability to generate at high pressure, requiring only deionized water and an energy source. PEM electrolysis also produces very pure hydrogen, with none of the typical catalyst poisons that may be found in hydrogen produced from reforming. However, significant advances are required in order to in order to provide a cost-competitive hydrogen source for energy markets. This paper will discuss the current limitations and recent work by Proton Energy Systems towards reaching the DOE Hydrogen Program objective for distributed production of hydrogen from distributed water electrolysis of $3.70/gge by 2012. Status of Technology Proton exchange membrane (PEM) electrolysis has been known for over 50 years, starting from GE technology. Proton Energy Systems is currently the world leader in manufacturing of PEM hydrogen generation products using electrolysis, with over 1300 units in the field. Pure hydrogen is used in a variety of industrial applications, including acting as a cooling fluid for power plant turbine generators, a reducing atmosphere for heat treating and semiconductor processing, and as a carrier gas for spectroscopic applications such as gas chromatography. Proton’s on site hydrogen generators are cost- competitive with delivered hydrogen for these applications. However, interest in hydrogen for energy applications has increased the need to decrease capital cost and increase efficiency of electrolysis and other generation methods. PEM vs. Alkaline There are two main types of low temperature electrolysis currently commercially available. Alkaline electrolysis uses liquid electrolyte, with high concentrations of potassium hydroxide to provide ionic conductivity and to participate in the electrochemical reactions. PEM electrolysis replaces the liquid electrolyte with a solid polymer electrolyte, which selectively conducts positive ions such as protons. The protons participate in the water-splitting reaction instead of hydroxide, creating a locally acidic environment in the cell. There are advantages and disadvantages of each system. One advantage of KOH electrolyzers is the stability of nickel and stainless steel in this environment, enabling elimination of expensive materials of construction. However, in the KOH system, the ECS Transactions, 33 (1) 3-15 (2010) 10.1149/1.3484496 © The Electrochemical Society 3 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49 Downloaded on 2018-04-06 to IP
Transcript of Research Advances Towards Low Cost, High Efficiency PEM ...

Research Advances Towards Low Cost, High Efficiency PEM Electrolysis
K. E. Ayers, E. B. Anderson, C. B. Capuano, B. D. Carter, L. T. Dalton, G. Hanlon, J. Manco, and M. Niedzwiecki
Proton Energy Systems, Wallingford, CT 06492, USA
Water electrolysis has benefits over other hydrogen generation technologies due to the lack of carbon footprint when integrated with a renewable source of energy. Specifically, proton exchange membrane (PEM) electrolysis is a promising technology for hydrogen generation applications because of the lack of corrosive electrolytes, small footprint, and ability to generate at high pressure, requiring only deionized water and an energy source. PEM electrolysis also produces very pure hydrogen, with none of the typical catalyst poisons that may be found in hydrogen produced from reforming. However, significant advances are required in order to in order to provide a cost-competitive hydrogen source for energy markets. This paper will discuss the current limitations and recent work by Proton Energy Systems towards reaching the DOE Hydrogen Program objective for distributed production of hydrogen from distributed water electrolysis of $3.70/gge by 2012.
Status of Technology
Proton exchange membrane (PEM) electrolysis has been known for over 50 years, starting from GE technology. Proton Energy Systems is currently the world leader in manufacturing of PEM hydrogen generation products using electrolysis, with over 1300 units in the field. Pure hydrogen is used in a variety of industrial applications, including acting as a cooling fluid for power plant turbine generators, a reducing atmosphere for heat treating and semiconductor processing, and as a carrier gas for spectroscopic applications such as gas chromatography. Proton’s on site hydrogen generators are cost-competitive with delivered hydrogen for these applications. However, interest in hydrogen for energy applications has increased the need to decrease capital cost and increase efficiency of electrolysis and other generation methods. PEM vs. Alkaline
There are two main types of low temperature electrolysis currently commercially available. Alkaline electrolysis uses liquid electrolyte, with high concentrations of potassium hydroxide to provide ionic conductivity and to participate in the electrochemical reactions. PEM electrolysis replaces the liquid electrolyte with a solid polymer electrolyte, which selectively conducts positive ions such as protons. The protons participate in the water-splitting reaction instead of hydroxide, creating a locally acidic environment in the cell.
There are advantages and disadvantages of each system. One advantage of KOH
electrolyzers is the stability of nickel and stainless steel in this environment, enabling elimination of expensive materials of construction. However, in the KOH system, the
ECS Transactions, 33 (1) 3-15 (2010)10.1149/1.3484496 © The Electrochemical Society
3 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

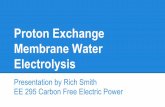
cell construction results in a low bubble point between the oxygen and hydrogen cavities, requiring balanced pressure operation. This limitation requires controlled shutdown procedures to maintain low hydrogen concentration in the oxygen compartment in order to ensure safe operation. This configuration also requires the use of high pressure oxygen, which adds stringent cleanliness specifications for safety reasons as well as high pressure plumbing on the oxygen-water fluids loop. The KOH electrolyte is highly corrosive, adding additional complexity to the balance of plant as well as monitoring of concentration to determine electrolyte replacement needs. Alkaline electrolysis is also not as efficient as PEM, limiting use to fairly low current densities. A comparison of rough efficiency curves is shown in Figure 1.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 500 1000 1500 2000 2500
Current (mA/cm2)
Volta
ge E
ffici
ency
(HHV
)
Conventional Alkaline(Bockris ref)Alkaline (QSI ref)
PEM (Proton ref)
Alkaline Operating Range
PEM Operating Range
Figure 1: Alkaline vs. PEM Efficiency Comparison
PEM electrolysis eliminates most of the disadvantages of KOH electrolysis. The
membrane technology enables safe differential pressure operation, which in turn allows the electrolysis unit to be operated in a load-following mode with 100% turndown capability, which is very attractive for renewable energy applications. Differential pressure also allows the use of ambient pressure oxygen in the oxygen/fluids loop, increasing safety of the unit reducing capital cost. The electrolyzer utilizes pure water as the circulating fluid, which results in a simpler balance of plant. The differential pressure also results in the ability to operate the oxygen-water fluids loop at ambient pressure, which has significant safety advantages as well as use of plastic tubing rather than expensive high pressure piping. The one disadvantage is the acidic environment within the membrane, which limits the catalysts to noble metal oxides and requires semi-precious metals in the oxygen flow fields. The ion exchange membrane is also more sensitive to impurities than the liquid electrolyte, since cations can bind to the proton conducting sites, reducing conductivity. As discussed in more detail below, these areas are being addressed in current programs at Proton.
Fueling Status and Strategy
A key to enabling conversion to fuel cell vehicles is the hydrogen infrastructure. Since it is unlikely that businesses such as the energy companies will be willing to invest in large (1500 kg/day or larger) fueling stations before the cars are available to utilize them, transition options are needed. There are two general strategies: increase the
ECS Transactions, 33 (1) 3-15 (2010)
4 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

number and capacity of “traditional” fueling stations in key locations where early adopters are clustered, and develop a home fueling concept based on lower production capacity but higher pressure production for small footprint. Renewable-based hydrogen production viability is important for both options.
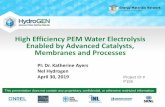
Proton’s equipment is already installed at several fueling demonstrations throughout
the United States. Some of the installations can be seen in Figure 2. These stations typically include 13 kg H2/day capacity from electrolysis, with the hydrogen generated at 215-430 psi (15-30 bar). The hydrogen is compressed to up to 10,000 psi for dispensing into the vehicle.
Figure 2: Examples of Electrolysis-Based Hydrogen Fueling Stations
To reach the DOE cost targets for hydrogen generation from electrolysis, units must
have larger capacity. Scale up enables economies of scale on the systems side, resulting in lower $/kg hydrogen costs. A larger size unit is also required for the next level of demonstration, fueling of buses or small fleets of cars. To address these needs, a product development effort was launched which has increased the capacity of Proton’s previous largest commercial electrolyzer by over a factor of 5, to 65 kg H2/day (30 Nm3 H2/hr). The first prototype with 65 kg/day capacity has been successfully operating since late 2009, and pre-production equipment deliveries are starting in the fall of 2010. The system design is based on Proton’s current commercial and fueling platforms, and incorporates a new 0.23 ft2 active area cell stack design. The cell stack for this larger system was designed for Navy life support applications and has been qualified to military specifications at 800 psi differential pressure. Research efforts for the commercial 65 kg/day platform have focused on cost reduction and operational efficiency improvements primarily in the areas of power conversion, product gas drying, and balance of plant thermal conditioning. This unit also allows entry in to higher capacity heat treating, food
ECS Transactions, 33 (1) 3-15 (2010)
5 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

processing and glass manufacturing applications. The stack and system concept are shown in Figure 3.
Figure 3: Stack and System Concept for 65 kg/day Electrolysis
An alternative solution, as mentioned above, is to enable early adopters to install a
home hydrogen refueling station. Like the electric vehicle charging scenario, a home fueler would allow for filling a fuel cell car overnight with hydrogen generated onsite. An initial design is currently being developed at Proton, based on our commercial platforms and demonstrated high pressure capability. A schematic of the proposed concept is shown in Figure 4. Capacities of these systems would range from 1 to 2 kilograms per day, matching the average 60 mile/day commuting distance.
High pressureelectrolyzer2 kg H2/day
Outdoor rated
Single stage boostcompressor
Medium PressureStorage
(2,400 psi) Simpledispensinginterface
Packaged system boundary
Vehicle Fill≤5 kg at up to
10,000 psiSlow fill
Figure 4: Home Fueling Early Stage Concept
Electrochemical compression involves very little energy loss, and Proton has shown durability at 2400 psi differential pressure to over 20,000 hours, as shown in Figure 5 below. This pressure also allows single stage mechanical compression to reach vehicle fueling pressures. The first demonstrations will therefore utilize 2400 psi electrolysis.
ECS Transactions, 33 (1) 3-15 (2010)
6 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

RND0616001 I-V Performance @ 1000 hr Versus Pressure
1.5
1.6
1.7
1.8
1.9
2.0
2.1
2.2
2.3
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8
Current Density (A/cm2)
Ave
rage
Cel
l Pot
entia
l (Vo
lts)
2400 PSI, 118 F, 1000 h1100 PSI, 115 F, 1000 h 200 PSI, 113 F, 1000 h
Figure 5: Effect of Compression and Demonstration of Durability at 2400 psi
However, 5000 psi is a more attractive electrolysis delivery pressure, because the
mechanical compressor may be eliminated, particularly for the Honda fuel cell car which stores onboard hydrogen at 5000 psi. The storage footprint is also significantly reduced. A 5000 psi fueler is also attractive for Department of Defense applications such as unmanned underwater vehicle fueling or energy storage through a regenerative fuel cell system. Proton recently completed a design study for the Department of Energy. A proposed system design is shown in Figure 6.
Figure 6: 5000 psi Fueling Concept
Current PEM Electrolysis Challenges
The lifecycle costs for PEM electrolysis depend on both capital cost and efficiency.
DOE’s H2A model predicts the lifecycle cost of hydrogen from the capital cost of the equipment, electricity usage and feedstock cost, maintenance costs, and other factors such as taxes and depreciation. Proton has developed an electrochemical interface to the H2A model, which calculates the polarization curve for the PEM cell based on proton diffusion rates through the membrane, hydrogen crossover, and catalyst kinetics. The cost of hydrogen produced can then be determined based on the current density, power supply buss voltage, and cell active area, for an electrolysis unit with known capital cost.
ECS Transactions, 33 (1) 3-15 (2010)
7 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

Cost Contributors The cost breakdown for Proton’s 13 kg/day electrolyzer is shown in Figure 7 below. This system includes 3 cell stacks and corresponding power supply banks. As systems are scaled up, the balance of plant costs are expected to become a less significant fraction of the total cost, because the system size does not scale linearly with capacity. Current cost drivers on the systems side include the use of custom parts due to the small volumes. Higher production volumes will therefore also substantially reduce the balance of plant costs.
Power Supplies
15%
Balance of plant32%
Stacks53%
MEA, 24%
flow fields and separators, 48%
balance of cell, 5%
balance of stack, 23%
Figure 7: Capital Cost Breakdown, Proton 13 kg/day Electrolyzer
As seen in the pie chart, the cell stacks represent just over half the capital cost. Further dividing the stack cost into cell components, the two major contributors are the membrane electrode assembly and the flow fields, which combined represent almost three quarters of the stack cost. Key areas of research focus for cost reduction are therefore the membrane, catalyst, flow fields, and separators.
Efficiency Limitations Polarization contributions for a typical commercial electrolysis stack are shown in Figure 8 as a function of current density. The two largest contributors to the overpotential are the anode activation overpotential and the ionic losses from the membrane resistance. The electronic resistance and cathodic overpotential losses are insignificant.
0%
10%
20%
30%
40%
50%
60%
0 500 1000 1500 2000 2500
% O
verp
oten
tial
Current Density, mA/cm2
Activation and Ohmic Overpotentials
Cathode ActivationAnode ActivationIonicElectronic
Figure 8: Overpotential Contributions, Electrolysis Cell
ECS Transactions, 33 (1) 3-15 (2010)
8 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

Based on this analysis, the key areas for increased cell stack efficiency are therefore the membrane and the anode catalyst. In addition, there are system losses which can be addressed to reduce the lifecycle electricity cost. For example, in the 13 kg/day electrolyzer, hydrogen losses are as high as 10% due to drying losses in removing water vapor from the as-produced hydrogen. The 65 kg/day electrolyzer has substantially reduced these losses, with pathways defined toward achieving 2-3% drying loss. In addition, the power conversion is significantly improved, from power supply efficiency below 90% to conversion efficiency close to 95%.
Research and Progress Proton has laid out a five year roadmap to address these cost and efficiency issues. The basic strategy involves maintaining projects in varying stages of development, from near term low risk to long term high risk. The research therefore ranges from prototyping of parts similar to existing components to fundamental materials research and property exploration. For example, catalyst cost improvements could range from near term improvements in ink processing to a completely new fabrication process such as the 3M nanostructured thin film (NSTF) electrode,1 to investigation of non-platinum group metal catalysts. As part of this strategy, Proton has been strengthening relationships with key defense contractors, materials companies, universities, and national labs for proposal collaborations and access to new materials. Near Term Improvements Through catalyst application process improvements and formulation optimization, Proton has recently demonstrated a 55% reduction in anode catalyst loading, with no impact on performance. Performance on a 500 hour test is shown below in Figure 9.
1.00
1.20
1.40
1.60
1.80
2.00
2.20
0 100 200 300 400 500
Cel
l Pot
entia
l (V)
Run Time (hours)
Catalyst Loading Test: 1800 mA/cm2, 80oC
Baseline20% loading reduction55% loading reduction
Figure 9: Impact of Anode Catalyst Loading on Performance
Similar work had previously been performed on the cathode electrode. The resulting cost projections for the MEA cost are shown in Figure 10. As seen in the chart, the combined efforts on the anode and cathode yield a cost benefit of over 25% for this component.
ECS Transactions, 33 (1) 3-15 (2010)
9 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

Relative Cost
Figure 10: Cost Impact of Cathode and Anode Process Improvements
In the area of flow fields, ongoing work in component consolidation and labor
reductions has resulted in improved manufacturability, enhancing design robustness and reducing cost. These changes have also allowed the use of thinner membranes, with a combined cost impact of over 20% for the complete cell (Figure 11). Next generation designs, discussed below, are expected to yield an additional 15% in cost reductions.
Relative Cost
Figure 11: Cost Impact of Flow Field Design Changes
Proof of Concept
Longer term research directions include more drastic reductions in catalyst loading through new electrode structures such as the 3M nanostructured thin film (NSTF) electrode. Current loadings at 3M represent close to an order of magnitude in additional loading reduction vs. the initially reduced loadings discussed above. Preliminary experiments with these electrodes as electrolyzer cathodes have shown very good performance, as shown in Figure 12. Note that due to availability of samples, the 3M electrodes had membrane thicknesses of 8 mils while the Proton baseline was 7 mils, lending even more confidence in the ability of the 3M electrode structure to reach equivalent performance with current commercial MEAs under more equivalent conditions. For this test, all anodes were manufactured by Proton. Testing of the 3M support structure as an anode catalyst support has also shown good durability, with no
ECS Transactions, 33 (1) 3-15 (2010)
10 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

degradation observed over 3500 hours of operation. Work is ongoing to develop improved anode catalysts, which could be used in a standard electrode or a full 3M-type MEA.
1
1.2
1.4
1.6
1.8
2
2.2
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0
Pote
ntia
l (Vo
lts)
Current Density (Amps/cm2)
Polarization curve @ 80 C
3M Pt/Ir on Cathode, 8-mil MEA
3M Pt/Mn/Co, 8-mil MEA
Proton Baseline, 7-mil MEA
Figure 12: Polarization Curves for MEAs with 3M vs. Proton Cathodes
We have also looked at reinforced membranes to allow thinner electrodes, reducing
lifecycle cost both through increased efficiency as well as reduced raw material usage. Typically, as shown in Figure 13, polyfluorosulfonic acid (PFSA) membranes such as Nafion show issues with creep failure under the cell stack loads and generation pressures required for electrolysis at about 5 mils (125 microns) in thickness, particularly at elevated operating temperatures such as 80°C. The bars to the right show the stability of reinforced PFSA membrane samples at 60-90 microns, showing substantial improvement vs. the non-reinforced PFSA membranes.
Figure 13: Demonstration of Stability with Thin Reinforced Membranes
Plotting membrane thickness vs. cell resistance did not show any resistance penalty due to the membrane reinforcement, as shown in Figure 14. This result is in contrast to some
ECS Transactions, 33 (1) 3-15 (2010)
11 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

other approaches using solid supports which can reduce the membrane conductivity by over 20%.
Figure 14: Cell Resistance vs. PFSA Membrane Thickness
Next generation flow field designs involve further design simplification to reduce part
count as well as reducing the amount of semi-precious metal content. Proton is currently investigating replacing solid titanium parts with carbon-based composite parts, coating the carbon on the oxygen side of the cell with titanium or another protective coating to prevent oxidation at the high electrolysis potentials. Initial work on coated parts has shown good voltage stability even at 2.2 V over 500 hours of testing (Figure 15). Some corrosion was noted at defect sites in the coating (inset), but where the coating was continuous, the part showed good durability. As shown in Figure 11 above, this design is expected to provide additional cost reduction vs. the near term work currently underway in parallel.
100
105
110
115
120
125
130
135
140
22.05
2.12.15
2.22.25
2.32.35
2.42.45
2.5
0.0 100.0 200.0 300.0 400.0 500.0
Pote
ntia
l (Vo
lts)
Hours
Voltage Trend Monitoring During 500 hr Exposure Test
Cell 1 Cell 2Cell 3Temp
Figure 15: Voltage Monitoring of Ti-Coated Carbon Flow Fields Performance and Cost Predictions
Based on Proton’s research to date, parameters for membrane and catalyst improvements were integrated into Proton’s electrochemical model in order to predict the polarization curve for a fully integrated cell operating at 80°C. Proton’s commercial products currently run lower than this temperature, partly due to system limitations such as ion exchange resins which tend to break down at these temperatures. However, new resins are being tested which have stability to higher temperatures. Results are shown in
0.00
0.20
0.40
0.60
0.80
1.00
1.20
0 50 100 150 200 250 300
Membrane thickness (microns)
Nor
mal
ized
resi
stan
ceStandard PFSA MEAs, commercial supplier
Reinforced membrane MEAs
ECS Transactions, 33 (1) 3-15 (2010)
12 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

Figure 16. The top curve is representative data for an actual stack operated at this temperature, for comparison to the projections for the new materials. While the exact configuration modeled has not yet been tested, this projected curve is based on data from bench tests and single cell testing incorporating aspects of these technology advancements.
1
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2
2.1
2.2
0 500 1000 1500 2000 2500 3000
Pote
ntia
l (Vo
lts)
Current Density (mA/cm2)
Demonstrated >5000 hours
Next Generation Materials - projected
Figure 16: Near Term and Long Term Polarization Improvements
The impact of these improvements on the cost of hydrogen generation from PEM
electrolysis is shown in Figure 17. This data is calculated using the H2A model, based on Proton’s electrochemical interface and standard DOE assumptions such as $0.05/kWh electricity costs. Proton’s 65 kg/day unit in its current design configuration, even in volumes of one unit at a time, has achieved cost levels of about $8/kg H2, without the improvements discussed above. The next unit under development, for which multi-cell stacks have already been designed and tested, is expected to reach close to $5/kg, including the near term cell stack improvements. At higher volume manufacturing (500 units/year) and with advanced stack components, we expect to approach $3/kg.
$-
$2
$4
$6
$8
$10
FuelGen65, current stack
150 kg/day system, next
generation stack
150 kg/day system,
advanced stack*
$/kg
H2,
H2A
mod
el
*Assumes volumes of 500 units/year
Figure 17: H2A Model Calculations of Hydrogen Cost
ECS Transactions, 33 (1) 3-15 (2010)
13 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

Conclusions
As described above, Proton is leveraging robust product development history in
advanced designs to reduce the capital and operating cost for production of hydrogen. This history enables rapid time to market and reliability on product launch. In addition, our strong materials competencies and collaborations are being applied towards longer term cost reductions and efficiency improvements. Based on our work in developing an electrolysis research roadmap, pathways have been defined for meeting DOE fueling targets and customer requirements. These advancements will continue to be integrated into commercial products as validation is performed.
ECS Transactions, 33 (1) 3-15 (2010)
14 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP

Acknowledgments
Financial support for this work was provided by Hamilton Sundstrand, the U.S. Army Tank Automotive Research, Development and Engineering Center (TARDEC), and the U.S. Department of Energy. Composite flow field work was performed in collaboration with Entegris.
References 1. M. K. Debe, , A. K. Schmoecke, G. D. Vernstrom, and R. Atanasoski, Journal of Power Sources, 161 (2), 1002 (2006).
ECS Transactions, 33 (1) 3-15 (2010)
15 ) unless CC License in place (see abstract). ecsdl.org/site/terms_use address. Redistribution subject to ECS terms of use (see 54.39.17.49Downloaded on 2018-04-06 to IP