Report on apparel internship at orient craft limited
53
REPORT ON APPAREL INTERNSHIP AT ORIENT CRAFT LIMITED ( 9K UNIT) SUBMITTED BY : RIDDHI MALVIYA (B.F.TECH VII) UNDER THE GUIDANCE OF : ASST. PROFESSOR ANKUR SAXENA 25 th May- 28 th August
-
Upload
voodoo-technologies-private-limited -
Category
Education
-
view
703 -
download
9
Transcript of Report on apparel internship at orient craft limited

REPORT ON APPAREL INTERNSHIP AT ORIENT CRAFT LIMITED
( 9K UNIT)
SUBMITTED BY: RIDDHI
MALVIYA
(B.F.TECH VII)
UNDER THE GUIDANCE OF:
ASST. PROFESSOR ANKUR SAXENA
25th May- 28th August

COMPANY PROFILE
• 1997Year established
• Mr. Sudhir DhingraOwners/ Directors
• FOB US$ 225 Million for 2014-15Annual Turnover
• 8000 in-houseNo. of people employed

MERCHANDISING
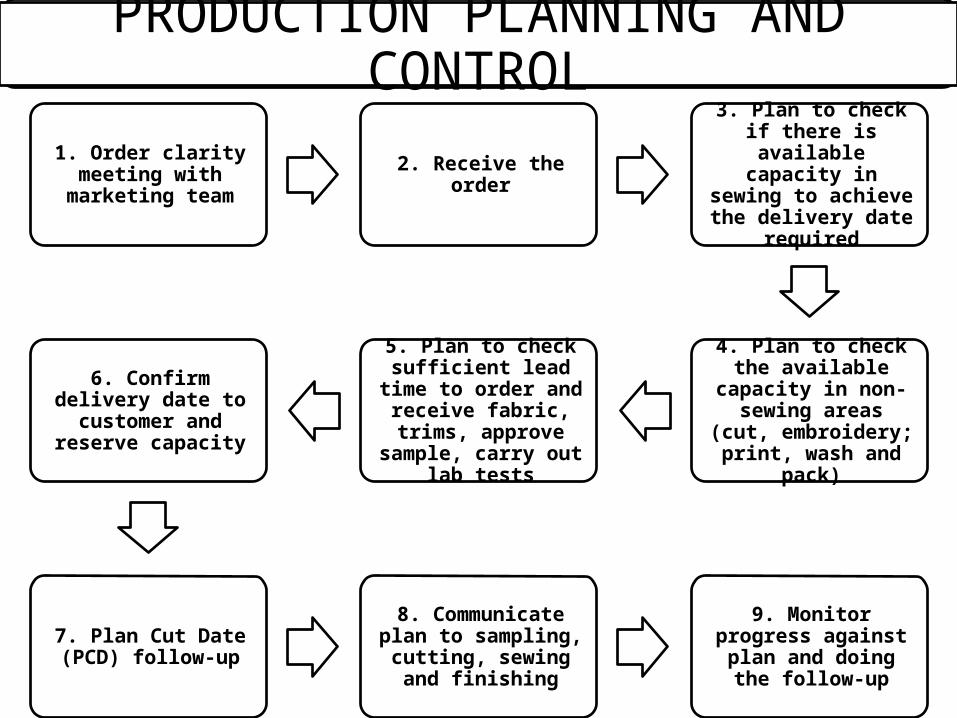
PRODUCTION PLANNING AND CONTROL
1. Order clarity meeting with marketing team 2. Receive the order
3. Plan to check if there is available capacity in
sewing to achieve the delivery date required
4. Plan to check the available capacity in non-
sewing areas (cut, embroidery; print, wash
and pack)
5. Plan to check sufficient lead time to order and receive fabric, trims,
approve sample, carry out lab tests
6. Confirm delivery date to customer and reserve
capacity
7. Plan Cut Date (PCD) follow-up
8. Communicate plan to sampling, cutting, sewing
and finishing
9. Monitor progress against plan and doing
the follow-up
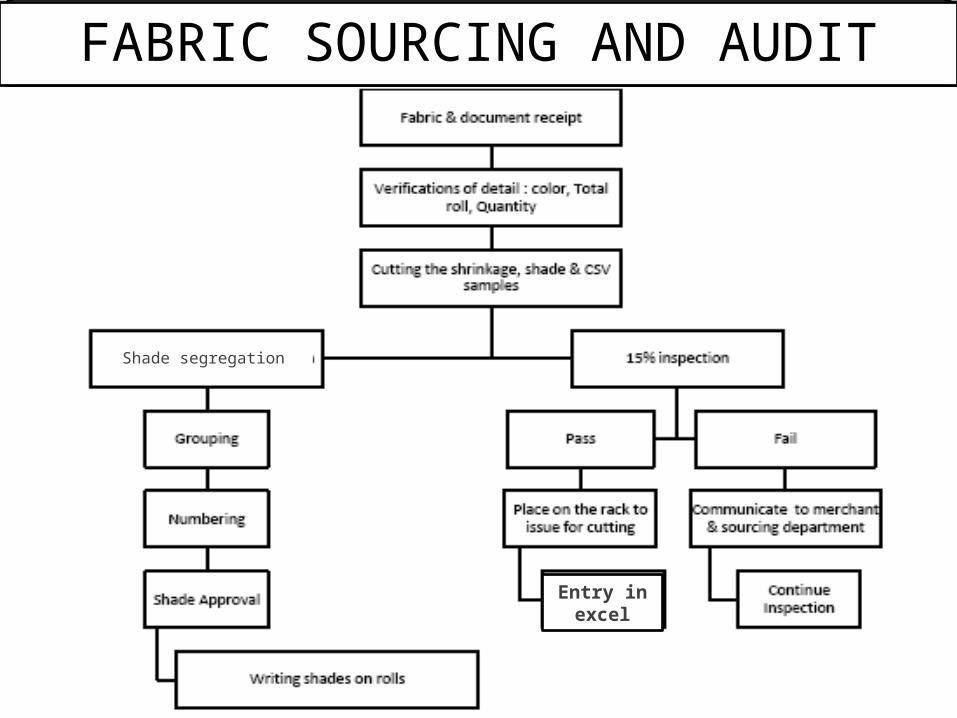
FABRIC SOURCING AND AUDIT
Entry in excel
Shade segregation
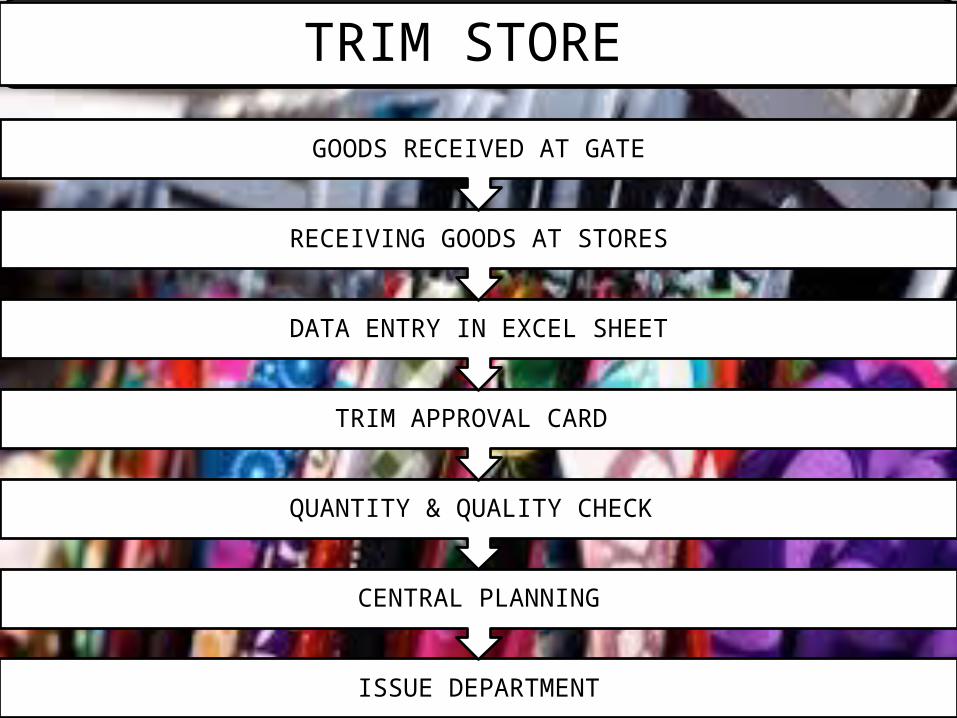
TRIM STORE
ISSUE DEPARTMENT
CENTRAL PLANNING
QUANTITY & QUALITY CHECK
TRIM APPROVAL CARD
DATA ENTRY IN EXCEL SHEET
RECEIVING GOODS AT STORES
GOODS RECEIVED AT GATE

CENTRAL INDUSTRIAL ENGINEERING DEPARTMENT (IED)
Product Analysis(optimum method of
construction )
Product Costing Production Planning(line plan)
Performance Development
(SAM)
Method Engineering(man and material
movement methods)
Operator Training
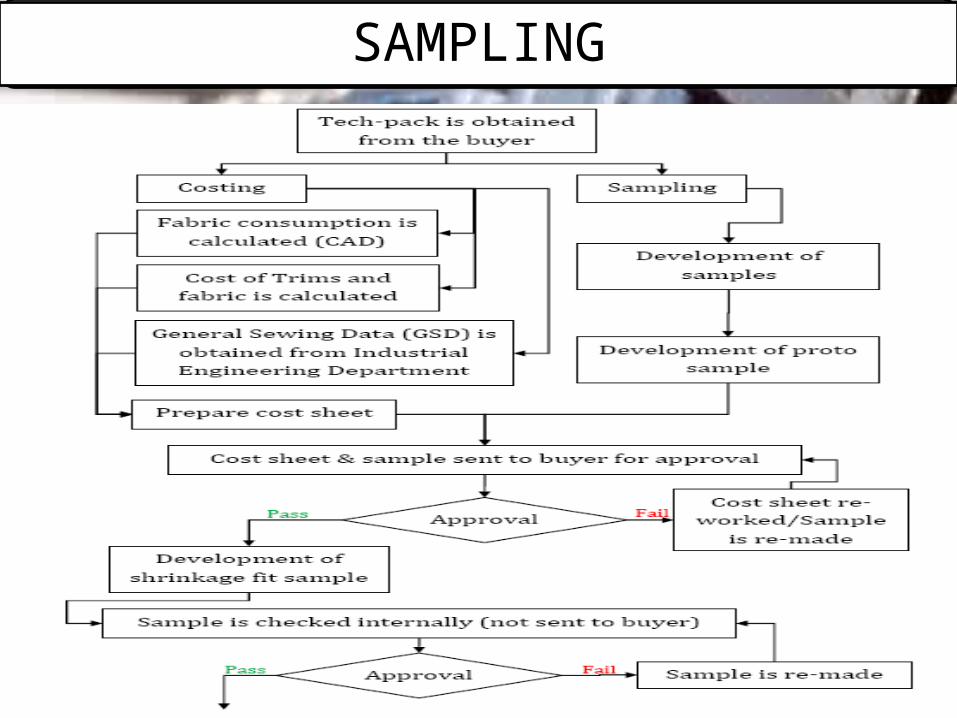
SAMPLING


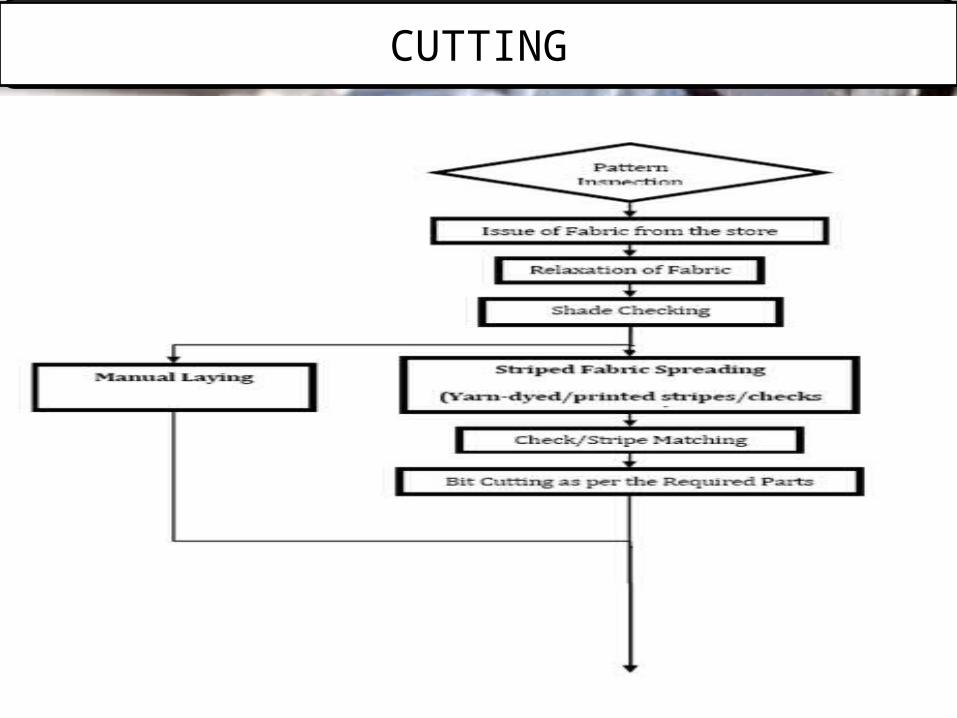
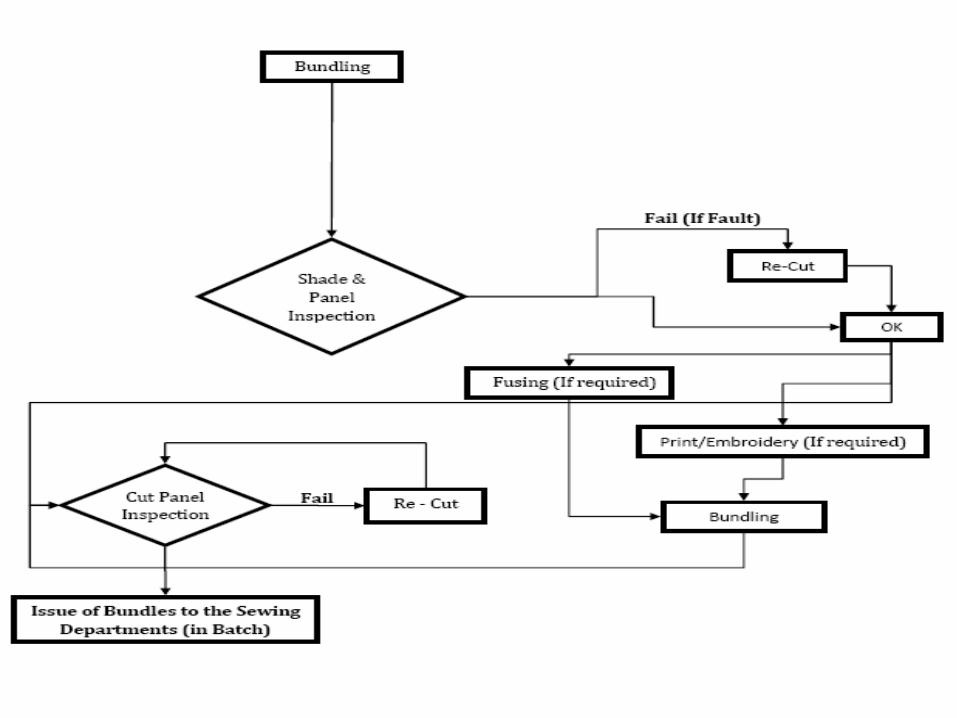
CUTTING


SEWING


WASHING DEPARTMENT

FINISHING & PACKING
Tagging
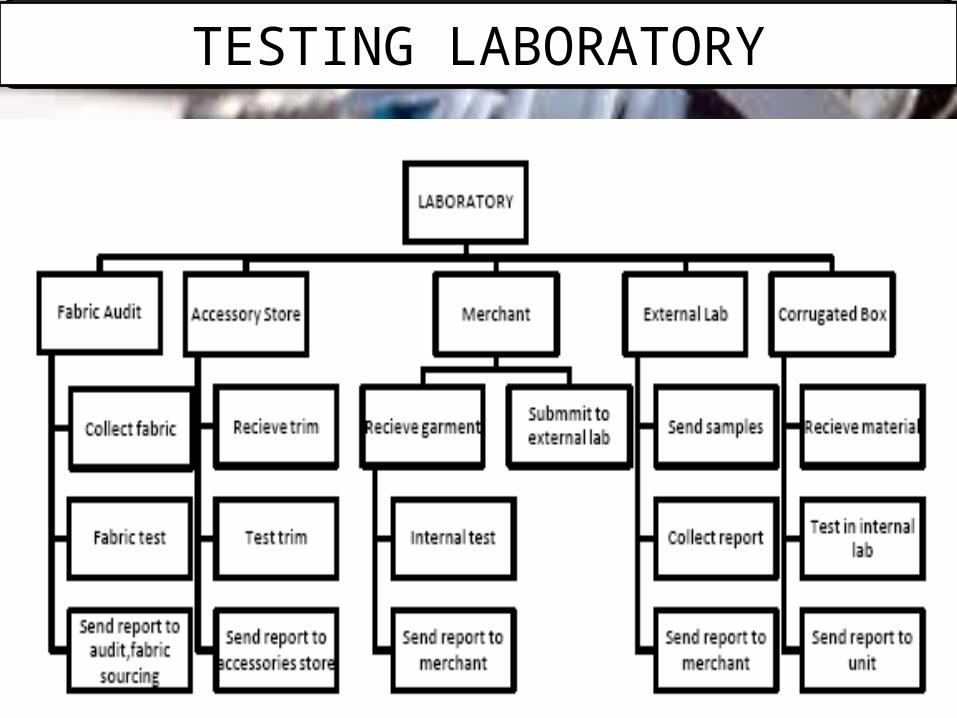
TESTING LABORATORY
•Decreasing alterations in the sewing room
PROJECT
OBJECTIVES
• To estimate the alteration percentage to get a quantitative prospective of problems
• To detect the major defects and its causes • To improve the quality standard from the
current status• To increase the profits which is the major
area of concern for any organization

TRAIN OPERATORS TO THE NEW WAY OF WORKING
Sustaining is as important as implementing
SUGGEST POSSIBLE MEASURES TO REDUCE DEFECTSAfter analysing the cost effectiveness
IDENTIFY THE MAJOR CAUSES OF DEFECTSDiscussing with line managers, using own knowledge
DETECT THE SEWING LINES HAVING MAXIMUM ALTERATIONComparing data from inspection table

Line 1( Day 5) Line 2 ( Day 2) Line 3 ( Day 3) Line 4 ( Day 6) Line 5 ( Day 7)0
200
400
600
800
1000
1200
1400
1600
1800
2000
Total garments produced
Number of alterations

1

• Woven’s Sewing room • Line 2Location
• 558015Style number
• Banana RepublicBuyer
• 10000 piecesOrder quantity

THE PROBLEM
Uneven placket width Problem of puckering, roping


•8-10 minutes per garment ( opening stitch, stitching again with increased focus and time)
Time required
for alteration
•2 workers•Salary = 6000*2 = 12000
Number of workers
involved in alteration

THE SOLUTION:Anti puckering kit
Contains needle plates and feed dogs.
Has a transparent glass guide.
Training provided to the operator on how to use the guide and
needle plate
Cost of anti puckering kit: Rs 180 per kit
( including delivery and basic training)


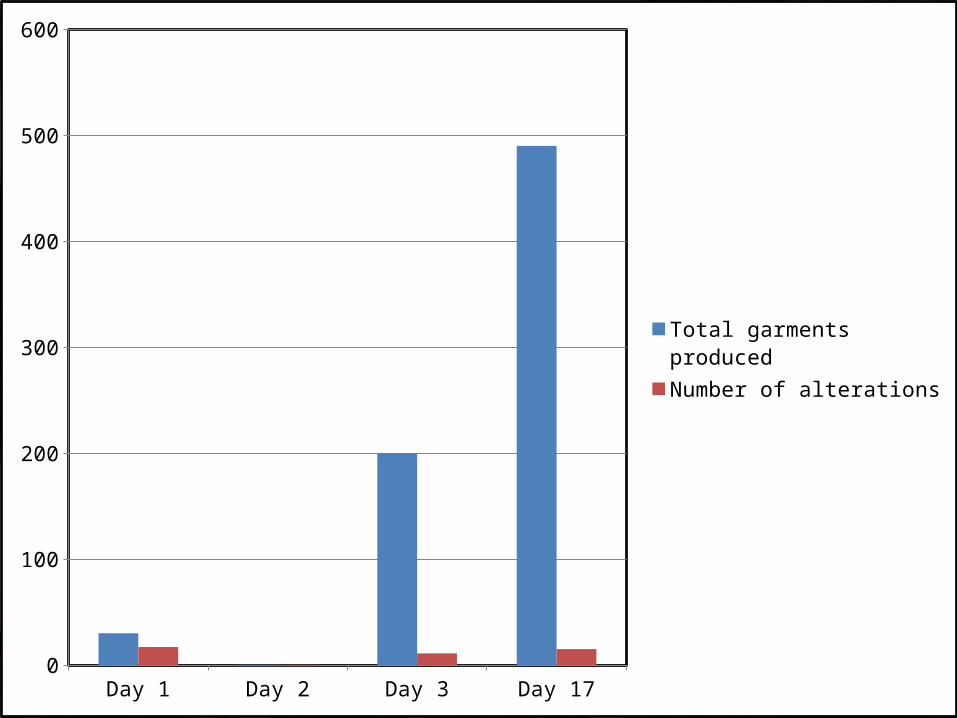
Day 1 Day 2 Day 3 Day 170
100
200
300
400
500
600
Total garments producedNumber of alterations

2

•Woven’s Sewing room •Line 3Location
•289221Style number
•Banana RepublicBuyer
•5000 piecesOrder quantity


THE PROBLEM
Roping and puckering at the bottom hem Causing unevenness
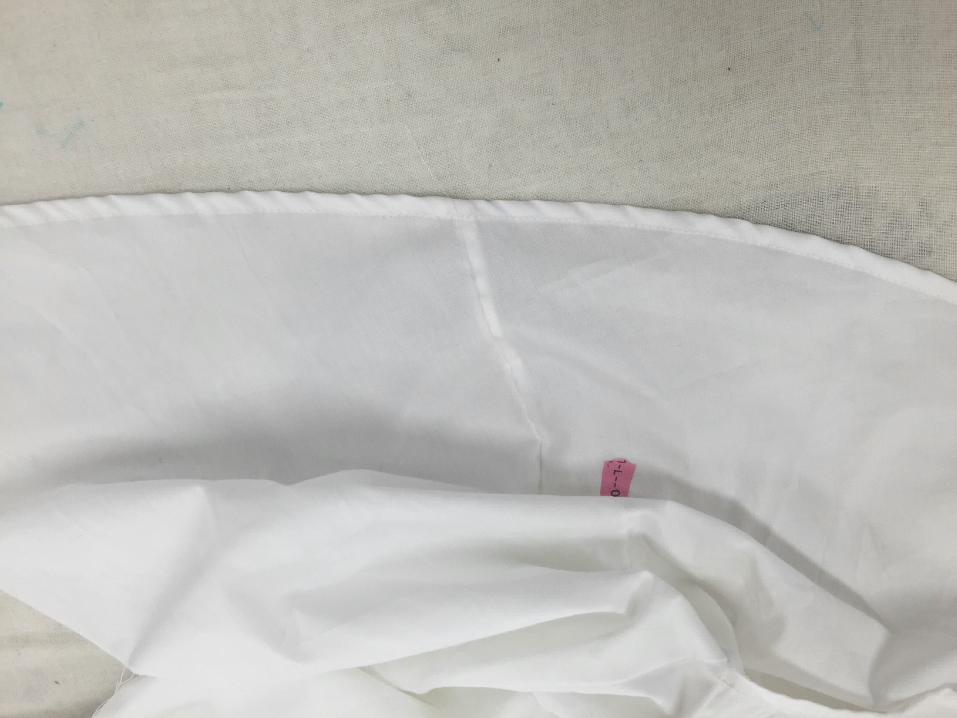
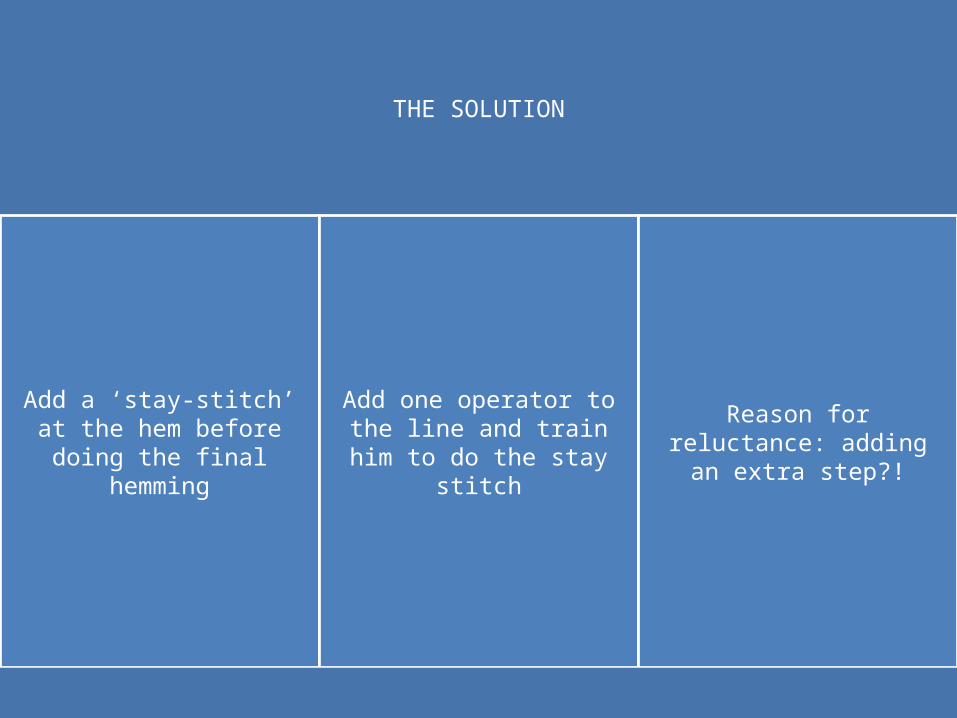
THE SOLUTION
Add a ‘stay-stitch’ at the hem before doing the final
hemming
Add one operator to the line and train him to do the stay
stitch
Reason for reluctance: adding an extra step?!

CURRENT SAM OF GARMENT : 28 MINUTES
ALTERATION % = 160/230 = 69% !
Thus, adding the alteration time, the final time comes out to be 28+8 = 36 minutes
Number of operators in line = 49 operators + 2 for alterations
Time taken for STAY STITCH= 1 minute 49 seconds
Thus, final SAM = 29 minutes 49 seconds
No extra operator required because one operator from alteration can be replaced here.

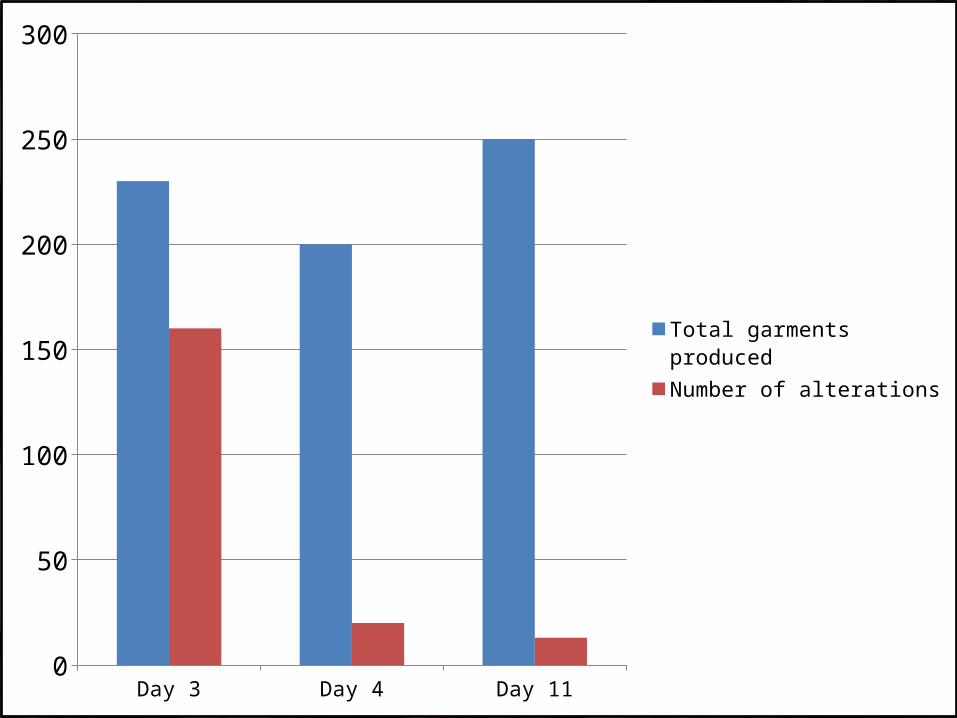
Day 3 Day 4 Day 110
50
100
150
200
250
300
Total garments producedNumber of alterations

3

New correct method to sew main label for clean finish from front & back : Nordstorm

Traditional method of attaching main label

In traditional method back side is not very neat after attaching main label and may result in alteration if tried to finish.
Not neat from back
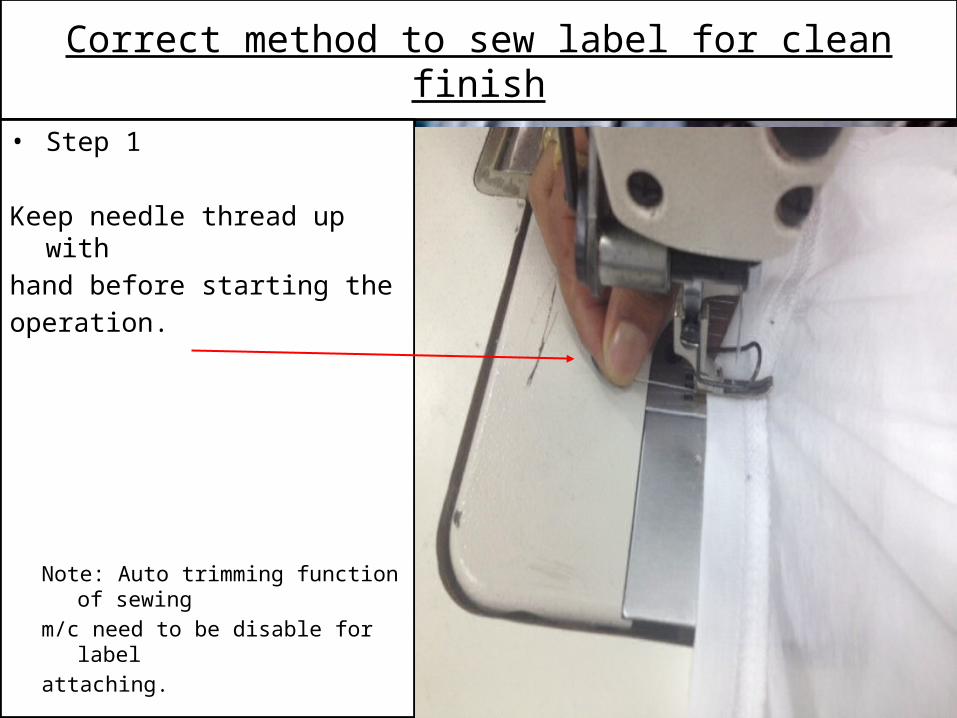
Correct method to sew label for clean finish
• Step 1
Keep needle thread up with hand before starting the operation.
Note: Auto trimming function of sewing m/c need to be disable for labelattaching.
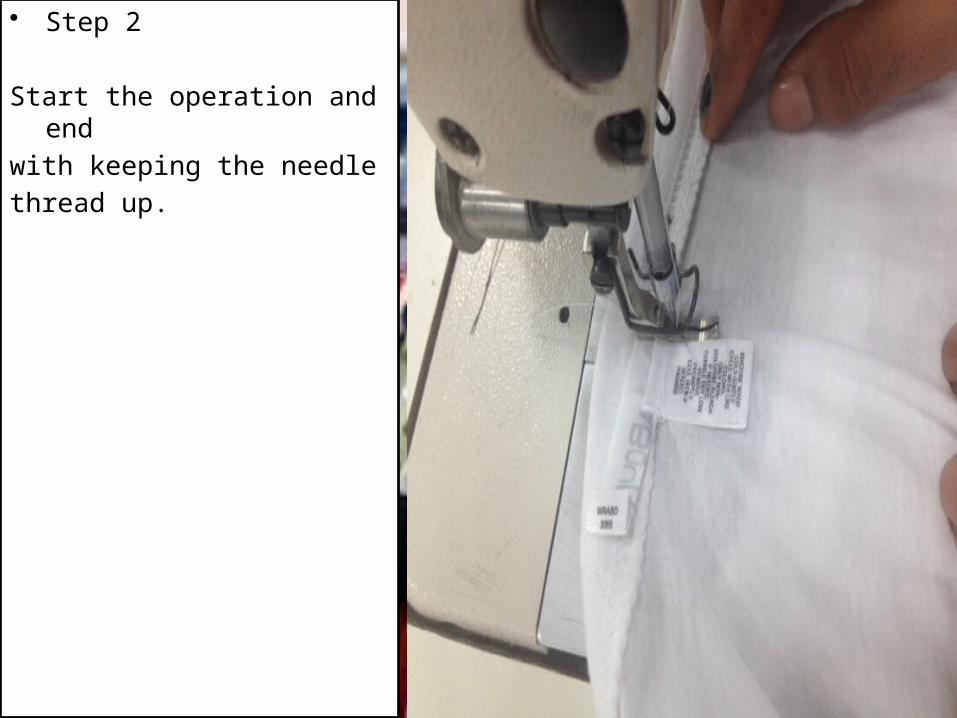
• Step 2
Start the operation and end with keeping the needle thread up.

• Step 3
Same on other side of the label with keeping the needle thread up.

After attaching label
Front side Back side
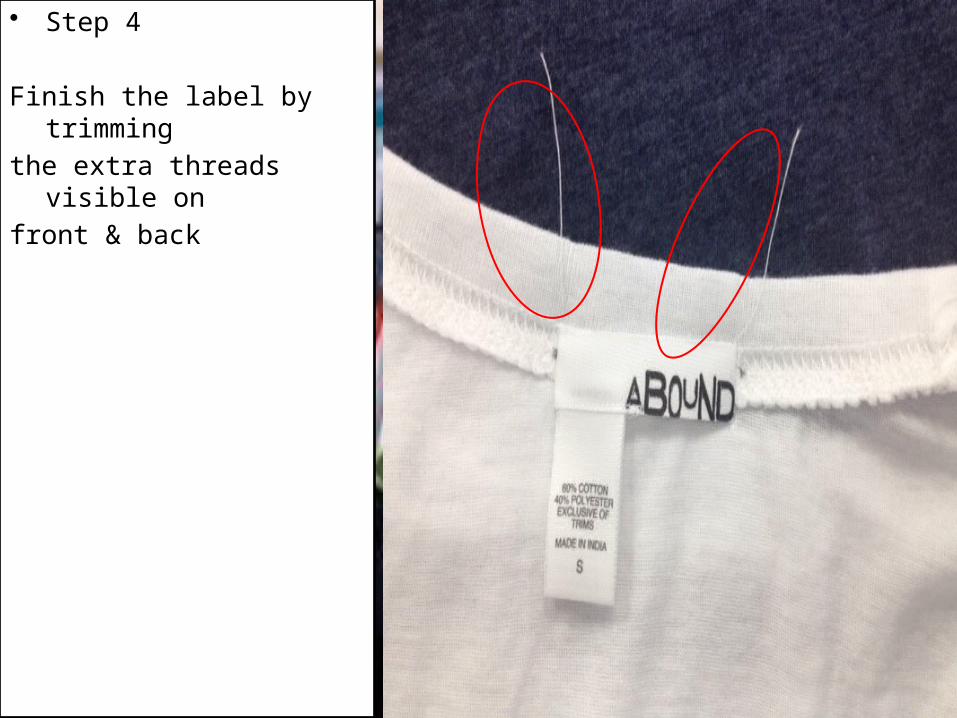
• Step 4
Finish the label by trimming the extra threads visible on front & back
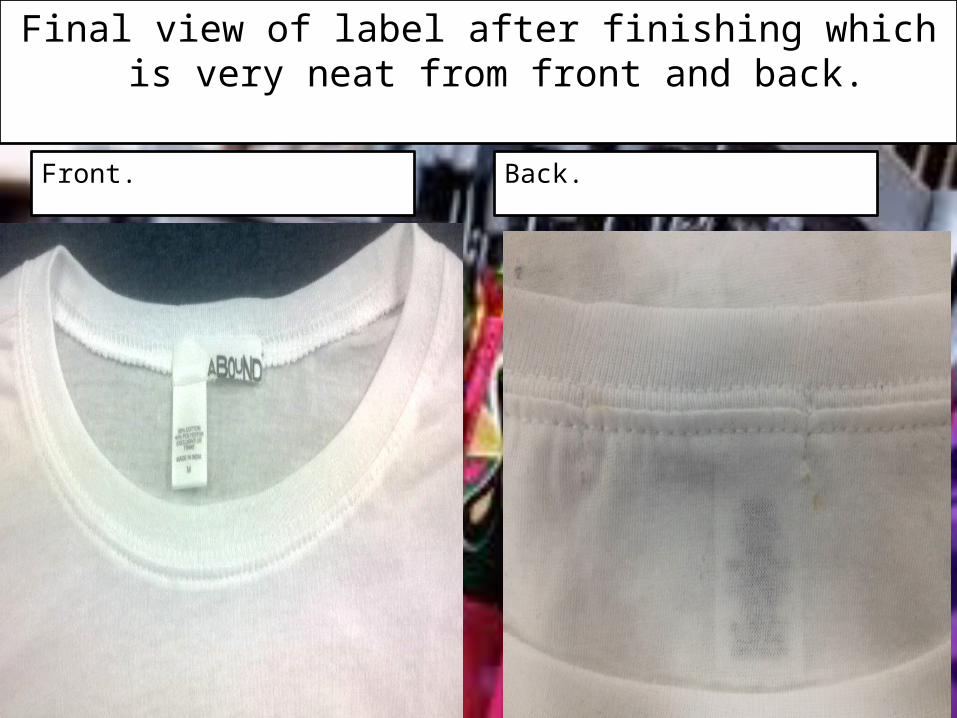
Final view of label after finishing which is very neat from front and back.
Front. Back.

ComparisonTraditional method Correct method
Back view Back view
Not neat Neat & clean
Not neat Neat & clean

SPECIALIZATION: MERCHANDISING

THANK YOU