
Reindl VFD Condensers-Final
23
1 Douglas T. Reindl Director, IRC University of Wisconsin-Madison University of Wisconsin-Madison Emerging Technologies: VFDs for Condensers Emerging Technologies: Emerging Technologies: VFDs VFDs for Condensers for Condensers
Transcript of Reindl VFD Condensers-Final

1
Douglas T. ReindlDirector, IRCUniversity of Wisconsin-Madison
University of Wisconsin-Madison
Emerging Technologies:
VFDs for Condensers
Emerging Technologies: Emerging Technologies:
VFDsVFDs for Condensersfor Condensers

2
We’ve looked at VFDs on
Evaporators and compressors, what is the potential for application on condensers?
3
Head Pressure Control
Our heat rejection system controls head pressure
Evaporative condenser fan controlson/off (single speed fans)
two-speed fans
variable speed fans

4
Floating Head Pressure Control
Consequences of lowering head pressure
increased evaporative condenser energy use
decreased compressor energy use
reduced high stage compression (on average)
Does the decrease in compressor energy use outweigh the increase in condenser fan energy use???

5
Optimum Head Pressure
82 84 86 88 90 92 94 960
20
40
60
80
100
120
140
160
Saturated Condensing Temperature (F)
Pow
er (k
W)
Compressor
Compressor+Condenser
Condenser
Axial Fan
Tcond,opt = 87.1 F
Toa,wb=78°F

6
Optimum Head Pressure
82 84 86 88 90 92 94 960
50
100
150
200
250
300
Saturated Condensing Temperature (F)
Pow
er (k
W)
Centrifugal Fan
Compressor
Compressor+Condenser
CondenserTcond,opt = 89.9 F
Toa,wb=78°F

7
Optimum Head Pressure
Depends on:Condenser fan type (axial vs. centrifugal)Fan control strategyCondenser sizing strategy
95°F saturated condensing (historic)90°F saturated condensing (recommended)85°F saturated condensing (possible not practical)

8
Case Study: Cold Storage Warehouse
Size
34°F 39,000 (ft²)
0°F 52,000 (ft²)
600,000 (lbs/day, food)
Type
ammonia, single-stage compression, liquid overfeed evaporators
Operating Costs
9,000 ($/month)
4 Compressors Available
Instrumentation
Temp, Pressure,
Mass Flow!
Defrost Strategies
Head Pressure Control
The refrigeration system examined as part of this case study is a cold storage warehouse facility located near Milwaukee, WI. The facility contains four types of refrigerated spaces –low temperature freezer (0°F), cooler (34°F), docks (45°F), and ripening rooms (45-64°F). From a thermal mass perspective, the warehouse construction type can be considered “lightweight” for all spaces. There is mostly insulation and very little mass in the walls and roofs.The freezer and cooler with its loading dock are separate buildings located adjacent to each other. The banana and tomato ripening rooms are located in a heated space adjacent to the cooler. The refrigerant used throughout this system is ammonia (R-717). Evaporators in the freezer are top fed, pumped liquid overfeed. Cooler, and cooler dock evaporators are all bottom feed pumped liquid overfeed where as the evaporators in the banana and tomato ripening rooms are direct expansion controlled by thermal expansion valves and back pressure regulators.(NOTE: This case study was conducted by Manske, K. A. in partial fulfillment of the requirements for a MS degree in Mechanical Engineering under the direction of Professor’s Reindl, D. T., and Klein, S.A. during 1998-1999. Portions of the thesis prepared by Mankse titled “Performance Optimization of Industrial Refrigeration Systems”, 1999 have been excerpted for this section. A complete copy of the Manske thesis is available for download at: http://www.irc.wisc.edu/publications

9
Case Study: Cold Storage Warehouse
Condenser
Qreject
Evap
Qspace
Evap
Qspace
23°F
-10°F
Evap
Qspace
45-55°F
BPR
DX
PLO
PLO
Design Loads Yearly Average LoadsFruit Ripening = 90 tonsCooler = 107 tonsFreezer = 106 tons
Fruit Ripening = 43 tonsCooler = 58 tonsFreezer = 71 tons
HPR
There are three main vessels in the system as shown above. The first is the high pressure receiver where liquid refrigerant draining from the condenser is stored. Liquid refrigerant from the high pressure receiver is then throttled to either the intermediate pressure receiver or to the direct expansion evaporators in the banana and tomato ripening rooms. The temperature of the refrigerant in the banana/tomato room evaporators is regulated at a desired level by use of a back-pressure regulator. The back-pressure regulator then throttles the refrigerant gas to the intermediate pressure receiver which is at a lower temperature/pressure. Liquid in the intermediate pressure receiver is then either pumped to the cooler and cooler dock evaporators or throttled again to the low pressure receiver. Liquid refrigerant from the low pressure receiver is pumped to freezer evaporators with a mechanical liquid recirculating pump. Liquid levels in the intermediate and low pressure receivers are maintained at a near constant level by a pilot operated, modulating expansion valve controlled by a float switch located on the receiver tank.A single-screw (Vilter model# VSS 451 connected to the low temperature vessel) and reciprocating compressor (Vilter model# VMC 4412 connected to the high temperature vessel) operate in parallel, each compressing to a common discharge header and a single evaporative condenser. The suction line from the low pressure receiver leads to the screw compressor. The suction line from the intermediate pressure receiver leads to the reciprocating compressor. Additional compressors, in parallel piping arrangements to the primary compressors, can be brought on-line if the load exceeds the capacity of the primary compressors.

10
Control Options
Single speed fan with on/off controlmost common head pressure control methodset cut-in (e.g. 150 psig) & cut-out pressures (e.g. 140 psig)simple control method but results in
higher energy consumption vs. two-speed or VFDhigher maintenance (fan motors & belts)liquid management problems w/multiple condensers

11
Control Options – Cont.2-Speed fan control
set high speed cut-in (e.g. 160 psig)low-speed cut-in pressure (e.g. 150 psig), and low-speed cut-out pressure (e.g. 140 psig)
relatively simple control method but results inhigher capital cost compared to single speed fan option
lower energy consumption vs. single-speed but slightly higher energy consumption compared to variable speed
yields less system transients compared to single speed
sequencing speed controls requires attention

12
Control Options – Cont.
Variable speed fan (VFD)set a target head pressure modulate fan speed to maintain head pressure
a very simple principle & method to implementhighest capital cost alternative
lowest energy consumption control alternative
modulate all condensers the same in systems with multiple evaporative condensers
results in smoother system operation with minimal transients

13
Condenser Fan Control Map
Strategy Mode 1 Mode 2 Mode 3 Mode 4 Mode 5Small Motor off on off onLarge Motor off off on onSmall Motor off off onLarge Motor off on onSmall Motor off on on onLarge Motor off off half-speed onSmall Motor off half-speed half-speed on onLarge Motor off off half-speed half-speed onSmall Motor offLarge Motor off
5 variable speedvariable speed
1
2
3
4
The above map provides five different strategies that could be used for an evaporative condenser that is equipped with twin motors, two-speed fans, or variable speed fans. The “modes” are indicative of changes in head pressure (either increasing as one moves from left to right or decreasing as one moves from right to left).For example, strategy 3 would work as follows. In mode 1 all fans are off. As the head pressure rises, the system responds by energizing a small fan motor in attempts to maintain system head pressure. If the head pressure continues to rise and the setpoint is not satisfied, mode three is initiated by the start of the larger fan motor to half-speed. As the head pressure rises further, mode 4 dictates that the larger fan motor is tripped to run at high speed. The exact opposite sequence occurs as the head pressure falls.

14
Condenser Fan Control Options
The above figure illustrates the required fan energy (expressed as a percentage of full-load fan power) as a function of the evaporative condenser capacity for the five strategies listed previously. The least efficient option is the on/off control (strategy 1) while the most efficient option is the variable speed drive option. The two-speed fan option yields nearly all of the part-load power and capacity benefits of the variable speed option but with much less costly equipment.Notice that at zero fan power for all options, the capacity of the evaporative condenser is not zero. This is due to the fact that natural convection will occur drawing air through the condenser coils and rejecting heat yielding about 10% of the condenser’s heat rejection capacity while the fans are idle. This assumes that the condenser coils are running wet i.e. water continues to flow over the condenser coils.

15
Condenser Fan Controls
Source: Manske, K., 2000
May
Of course we do not want to just minimize the power of the evaporative condenser at the expense of the system; consequently, we must look at the impacts or tradeoffs associated with spending more energy on evaporative condenser fans vs. the reduction in compressor power that accrues due to the lower head pressure.The case study system had an oversized evaporative condenser. As a result, it was possible to drive head pressures extremely low in the system. So low in fact that the incremental expenditure of fan energy was not compensated for by an incremental reduction in compressor energy demand. The above plot shows the comparison between heat rejection system control strategies. The point furthest to the left on the curves in the figure represents the system balance point head pressure at which the condenser is operating at 100 percent capacity (for a given outdoor air wet bulb and system load during a peak hour on a average day in May). Any further decrease in condensing pressure would prevent the condenser from rejecting the required amount of energy from the system. The figure shows that VFD fan control could save the system nearly 8% in combined compressor and condenser energy requirements if the head pressure were raised to 125 psia. VFD fan control looses its advantages at low head pressures because the fans must run at near full speed most of the time anyway. At high head pressures the fans in on/off control don’t stay on long because of the high rate of heat transfer that occurs. However, at high head pressure an on/off control strategy would cycle the fans on and off frequently which would cause excessive wear on the motors and fan belts. The figure also shows that there is a different optimum head pressure for each type of condenser fan control. It is also interesting to note that half-speed fan motors have energy requirements that are only approximately one percent above the VFD motors at elevated head pressures. Since this system has a minimum allowed head pressure of 130 psia, VFD and half-speed motors may have very similar energy requirements for most of the year.
16
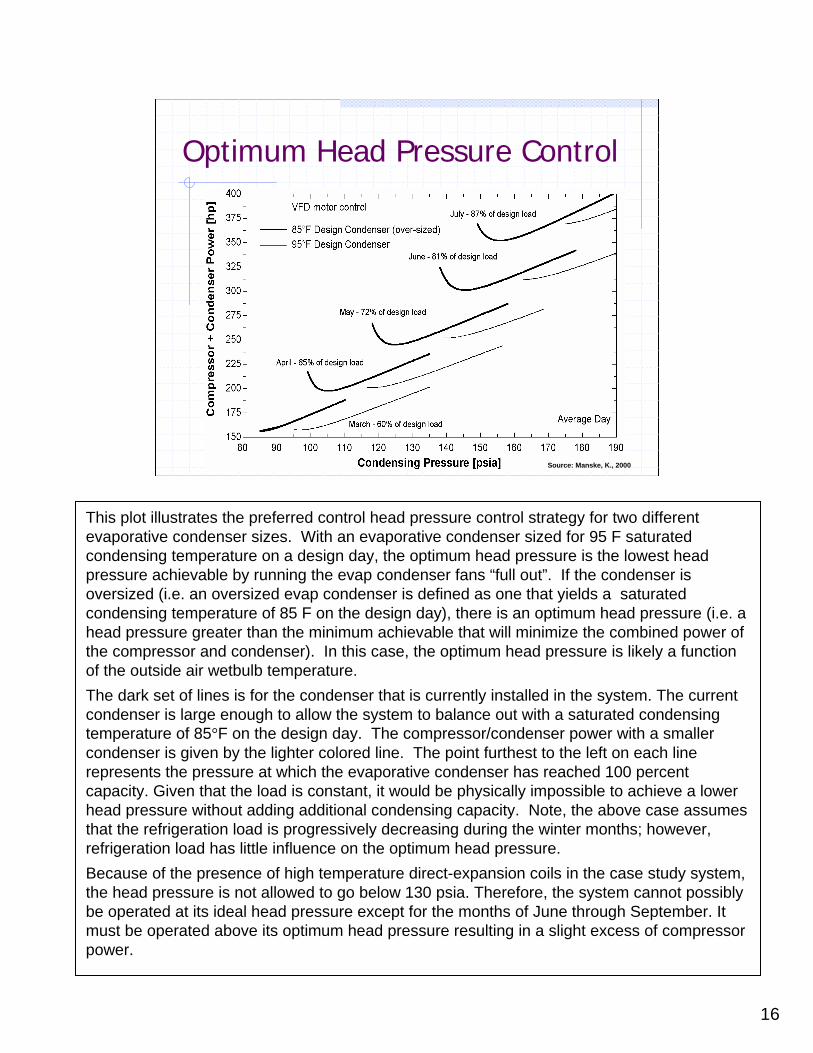
Optimum Head Pressure Control
Source: Manske, K., 2000
This plot illustrates the preferred control head pressure control strategy for two different evaporative condenser sizes. With an evaporative condenser sized for 95 F saturated condensing temperature on a design day, the optimum head pressure is the lowest head pressure achievable by running the evap condenser fans “full out”. If the condenser is oversized (i.e. an oversized evap condenser is defined as one that yields a saturated condensing temperature of 85 F on the design day), there is an optimum head pressure (i.e. a head pressure greater than the minimum achievable that will minimize the combined power of the compressor and condenser). In this case, the optimum head pressure is likely a function of the outside air wetbulb temperature.The dark set of lines is for the condenser that is currently installed in the system. The current condenser is large enough to allow the system to balance out with a saturated condensing temperature of 85°F on the design day. The compressor/condenser power with a smaller condenser is given by the lighter colored line. The point furthest to the left on each line represents the pressure at which the evaporative condenser has reached 100 percent capacity. Given that the load is constant, it would be physically impossible to achieve a lower head pressure without adding additional condensing capacity. Note, the above case assumes that the refrigeration load is progressively decreasing during the winter months; however, refrigeration load has little influence on the optimum head pressure.Because of the presence of high temperature direct-expansion coils in the case study system, the head pressure is not allowed to go below 130 psia. Therefore, the system cannot possibly be operated at its ideal head pressure except for the months of June through September. It must be operated above its optimum head pressure resulting in a slight excess of compressor power.

17
50 55 60 65 70 75 80120
130
140
150
160
170
180
190
200
210
220
230
1.5x106
1.7x106
1.9x106
2.1x106
2.3x106
2.5x106
2.6x106
2.8x106
3.0x106
3.2x106
3.4x106
Outside Air Wet Bulb Temperature [°F]
Opt
imum
Hea
d Pr
essu
re [p
sia]
Calculated Ideal Head Pressure (Variable Evaporator Load)Calculated Ideal Head Pressure (Variable Evaporator Load)
Curve Fit (Variable Evaporator Load)Curve Fit (Variable Evaporator Load)
minimum head pressure Tota
l Sys
tem
Hea
t Rej
ectio
n [B
tu/h
r]Calculated Condenser Heat Rejection (Variable Evaporator Load)Calculated Condenser Heat Rejection (Variable Evaporator Load)
Calculated Ideal Head Pressure (Constant Evaporator Load)Calculated Ideal Head Pressure (Constant Evaporator Load)
Calculated Condenser Heat Rejection (Constant Evaporator Load)Calculated Condenser Heat Rejection (Constant Evaporator Load)
as required by dx txv
Optimum Head Pressure
Source: Manske, K., 2000
When performing the calculations to identify the optimum condensing pressure for the year, we discovered that the optimum condensing pressure had a near linear relationship with the outside air wet bulb temperature. The above curve illustrates the relationship between optimum head pressure and outside air wetbulb temperature (lower curve) over a range of evaporator load conditions (corresponding variability in heat rejection is shown by the points above). In the case of this system, a very simple linear relationship was developed that allows a supervisory reset on the system head pressure given the prevailing outside air wet bulb temperature according to the following:
Phead,opt = -27.6 + 2.55 * Twb
where Phead,opt is the head pressure corresponding to minimum system power in psia and Twbis the outside air wet bulb temperature in F. This relationship assumes that the condensers have variable speed drives. Keep in mind that the above relationship needs to have a lower bound as dictated by the characteristics of each given system.

18
Optimizing Head Pressure1. Measure the outdoor air wet bulb temperature2. Note the current condensing pressure and system electrical demand3. Reset the condensing pressure down 5 psig & allow system to equilibrate4. Note the new system electrical demand5. Continue steps 3 and 4 until the lower condensing pressure limit setpoint is
reached6. Plot the system electrical demand vs. the condensing pressure and note the
condensing pressure corresponding to point of minimum system electrical demand
7. Plot that single “optimum” condensing pressure point on a optimum condensing pressure vs. outdoor air wet bulb temperature curve
8. Repeat the procedure from 1-7 to more fully develop a curve analogous to the figure given on the previous page.
Procedure for Determining Optimum Relation Between Condensing Pressure and Outdoor WetbulbThe trajectory of optimum condensing pressures for corresponding outside air wet bulb temperatures as shown on the previous page is specific to the existing ammonia system. Each system will have its own unique trajectory. However, the following procedure can be used to empirically develop the trajectory of optimum condensing pressures. Note, this procedure needs to be executed during off-design periods of the year (during relatively lower outside air wet bulb conditions). The procedure also requires the ability to continuously monitor the outdoor air wet bulb temperature, condensing pressure, and the engine room total electrical demand. We also recommend that other system state variables (such as suction pressures, superheat – if applicable, etc.) be monitored to ensure reliable system operation during the procedure.1. Measure the outdoor air wet bulb temperature2. Note the current condensing pressure and system electrical demand3. Reset the condensing pressure down 5 psig (35 kPa) and allow the system to equilibrate4. Note the new system electrical demand5. Continue steps 3 and 4 until the lower limit in condensing pressure setpoint is reached6. Plot the system electrical demand vs. the condensing pressure and note the condensing pressure that corresponds to the point of minimum system electrical demand7. Plot that single “optimum” condensing pressure point on a optimum condensing pressure vs. outdoor air wet bulb temperature curve8. Repeat the procedure from 1-7 to more fully develop a curve analogous to the figure given on the previous page.Once the optimum condensing pressure trajectory curve is developed, it can be programmed i t t PLC i t ll t i ld ti t f th h t

19
Economic Benefits of Drive
Annual savings for warehouse13 kW (peak) reduction97,140 kWh reduction (~5%)$3,856 per year in electrical operating costs (~5%)Drive cost = $6,900Simple payback of 1.8 yrs

20
Final Thoughts
VFDs on condensers can provide economic and operating cost benefits on the high-sideTake advantage of lowering head pressureConsider barriers to lowering head pressure

21
Floating Head Pressure ControlHead pressure limits dictated by:
hot gas defrost requirementssetting of defrost relief valvessizing of hot gas maincondensate management in hot gas main
DX evaporatorsmost thermostatic expansion valves need at least 75 psig differential pressure to function properly
liquid injection oil coolingcheck manufacturer’s requirements for TXV pressure differential
As with most things, there are limits to lowering system head pressure. We do not want to create problems by trying to improve the efficiency of our systems. The above items are some of the more common factors constraining or limiting our ability to lower system head pressure. Keep in mind that these items may not necessarily be unmovable barriers; however, changes in components or system arrangements may be required to overcome their limiting effects on the system.Hot Gas Defrost:Many industrial refrigeration systems utilize hot gaseous refrigerant to defrost evaporators. In cases where defrost relief valves are installed, a sufficient pressure differential (e.g. 75 psig) across the valve must be created to open the valve. Sizing of the hot gas main may also impose constraints. If a hot gas main is undersized, hot gas (at a sufficient rate) will not be delivered to the evaporator without a high differential pressure. For larger size hot gas mains, a much lower differential pressure will allow adequate flow of hot gas to defrosting evaporator(s). Finally, if condensate is not properly managed in hot gas mains, hydraulic shock can cause catastrophic failures of hot gas piping on a call for defrost. Also, the condensate effectively decreases the pipe size causing similar symptoms as an undersized line with regard to head pressure requirements. All of these deficiencies can be overcome in the long run; however, they do create real barriers to lowering head pressure in the short run.DX Evaporators:In systems that utilize direct-expansion evaporators, a minimum differential pressure is required across the thermostatic expansion valves (TXV). The minimum pressure differential is dependent on the specific valve selection but is routinely on the order of 75 psig. When we drop the pressure differential across the TXV below the minimum, we lose controllability of the valve (control engineers call this “control authority”). What results is an inability to properly modulate refrigerant to the evaporator. Since our evaporator pressure i.e. downstream of the TXV the pressure is fixed (to satisfy our temperature requirements for meeting load), the head

22
Floating Head Pressure ControlHead pressure limits dictated by:
evaporative condenser selectionoversized evaporative condensers results in an optimum head pressure that depends on outdoor air wet bulb temperature
evaporative condenser fan controlsVFD fans are preferred but 2-speed fans yield considerable benefits
thermosiphon oil coolers
Evaporative Condenser Selection:If an evaporative condenser is too small, the system head pressure will rise until its heat rejection capacity is sufficient to reject the needed heat from the system.
Fan Controls:Although fan controls themselves do not necessarily limit head pressure, there are methods of fan controls that lead to more stable and efficient system operation. Two speed condenser fans or variable frequency drive (VFD) fans have better capacity modulating capability and result in more stable head pressures – leading to more stable system operation. In addition to their stability, two-speed and VFD controlled fans will result in improved energy due to their better part-load performance as compared to single speed fans.
Thermosiphon Oil Cooling (TSOC):TSOC improves compressor efficiency by using a thermosiphon effect coupled with the system’s evaporative condenser to reject heat from the compressor’s oil.
23
Floating Head Pressure ControlHead pressure limits dictated by:
hand expansion valve settingssignificantly lowering head pressure will likely require seasonal HEV adjustmentsthis constraint can be overcome by the use of motorized valves or pulse width valves
oil separator sizinggas driven systems (transfer systems & gas pumpers)controlled-pressure receiver setpointsheat recoveryengineering and operations (knowledge & willingness)


















