Rane TRW Steering System Pvt Ltd - IMTMA · Improvement in machining Pumps IMTMA - ACE MICROMATIC...
30
1 OF 30 Winner of Japan Quality Medal in 2011 Winner of Deming Prize in 2005 Use of Modular Fixtures for Productivity Improvement in machining Pumps IMTMA - ACE MICROMATIC PRODUCTIVITY CHAMPIONSHIP Rane TRW Steering System Pvt Ltd
Transcript of Rane TRW Steering System Pvt Ltd - IMTMA · Improvement in machining Pumps IMTMA - ACE MICROMATIC...
1 OF 30
Winner of Japan
Quality Medal in 2011
Winner of Deming
Prize in 2005
Use of Modular Fixtures for Productivity
Improvement in machining Pumps
IMTMA - ACE MICROMATIC PRODUCTIVITY CHAMPIONSHIP
Rane TRW Steering System Pvt Ltd
2 OF 30
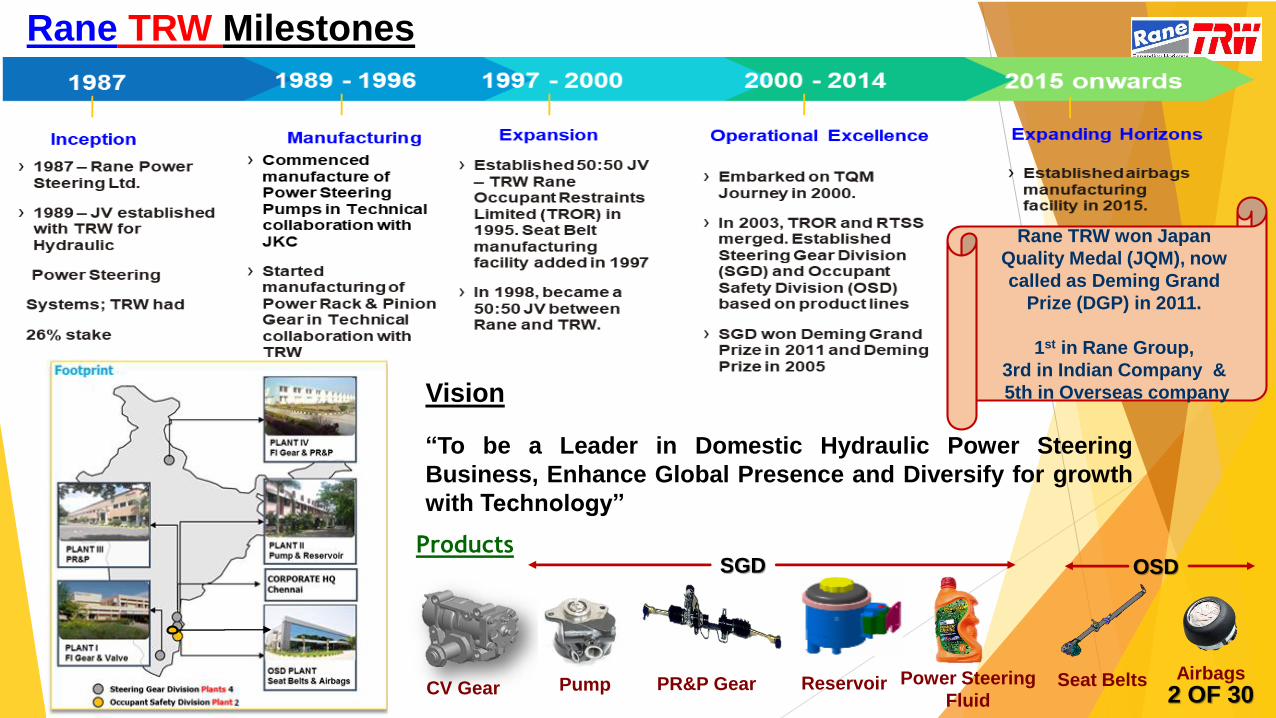
Vision
“To be a Leader in Domestic Hydraulic Power Steering
Business, Enhance Global Presence and Diversify for growth
with Technology”
Rane TRW Milestones
Products
CV Gear Pump PR&P Gear Reservoir Power Steering
FluidSeat Belts Airbags
SGD OSD
Rane TRW won Japan
Quality Medal (JQM), now
called as Deming Grand
Prize (DGP) in 2011.
1st in Rane Group,
3rd in Indian Company &
5th in Overseas company
3 OF 30
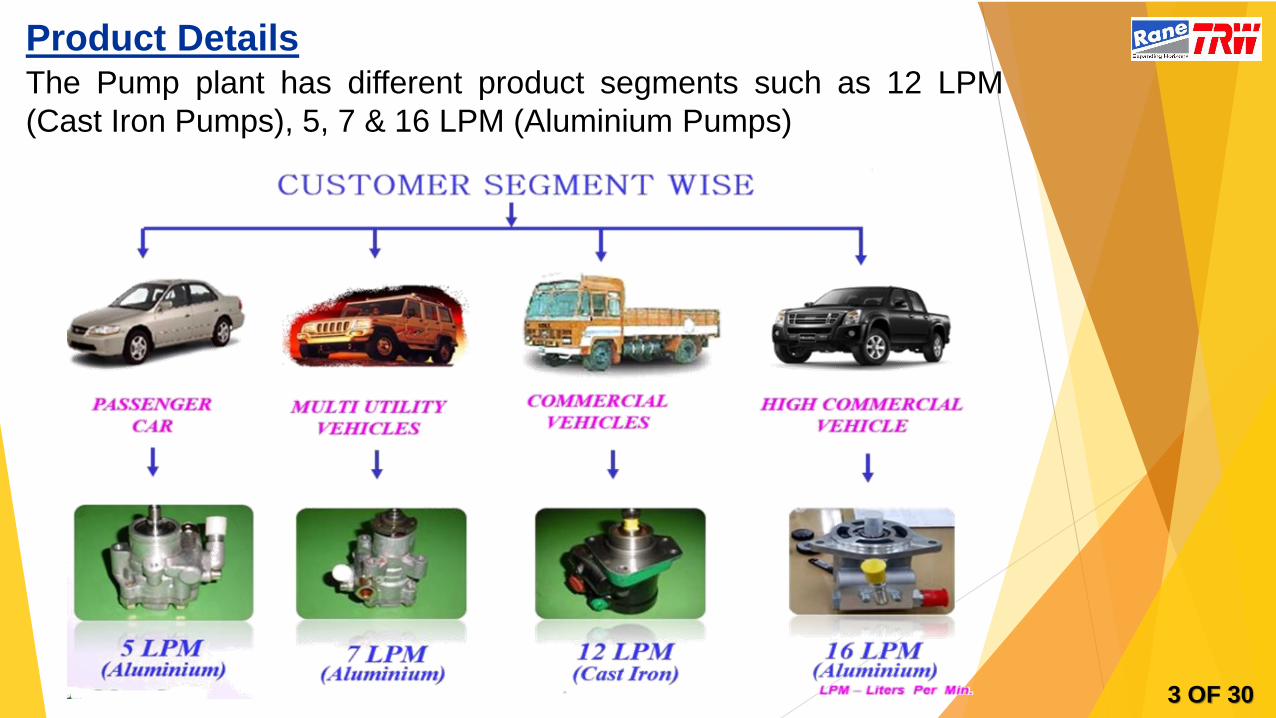
Product DetailsThe Pump plant has different product segments such as 12 LPM
(Cast Iron Pumps), 5, 7 & 16 LPM (Aluminium Pumps)
4 OF 30
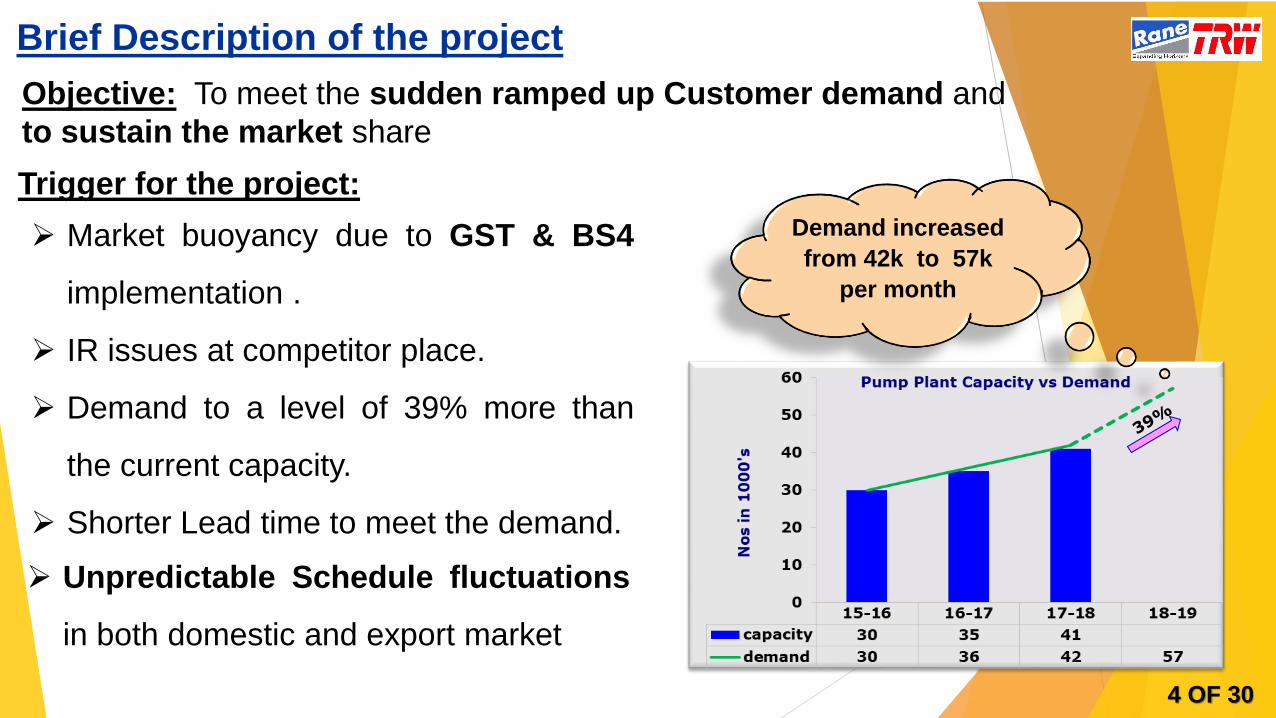
Objective: To meet the sudden ramped up Customer demand and
to sustain the market share
Brief Description of the project
Trigger for the project:
Market buoyancy due to GST & BS4
implementation .
IR issues at competitor place.
Demand to a level of 39% more than
the current capacity.
Shorter Lead time to meet the demand.
Unpredictable Schedule fluctuations
in both domestic and export market
Demand increased
from 42k to 57k
per month
5 OF 30
Environmental challenges:
Increased carbon foot print
level.
Increase in Energy
consumptions.
Increased use of chemicals,
oils and wastes.
Outsourcing challenges:
High lead time & development cost.
Low probability of sustaining good
Quality
Challenges faced :
New Machine Investment:
High Lead time for building new machine.
Proving the model in the new machine.
Global market demand with the machine makers
New machine investment will impact the profitability of the
business.
6 OF 30
Solution Generation & Innovation
Earlier approach
1. Productivity improvement
2. Outsourcing of parts
3. Refurbishing of equipment's
4. New facilities addition
Innovative approach –
Productivity improvement
1. By Process redesign.
2. Creating Cell Flexibility by introducing modular
fixtures (SMED).
3. Deskilling the process
7 OF 30
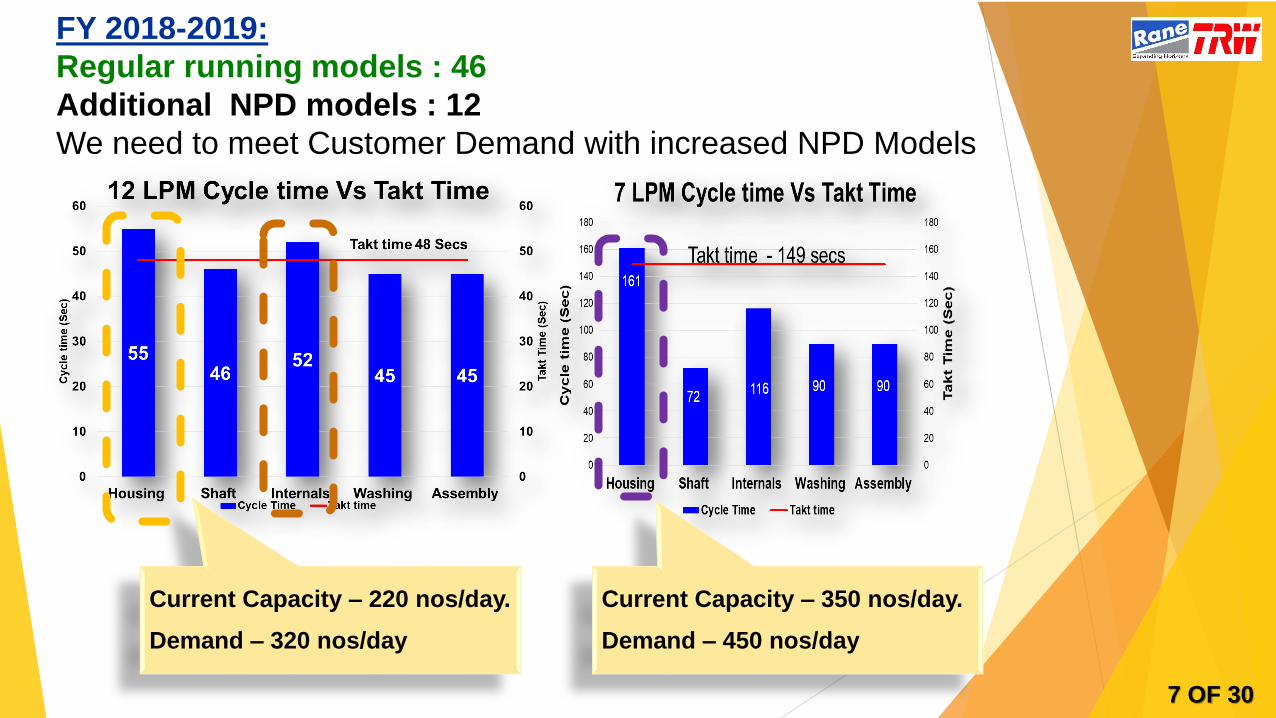
FY 2018-2019:
Regular running models : 46
Additional NPD models : 12
We need to meet Customer Demand with increased NPD Models
Current Capacity – 220 nos/day.
Demand – 320 nos/day
Current Capacity – 350 nos/day.
Demand – 450 nos/day
8 OF 30
1. Productivity improvement in 12 LPM Pump
Housing (Cast Iron) Cell
2. Cell Model Flexibility in Isuzu (5 LPM Aluminium
Pump) Line for 7 LPM Pump
3. Change over time reduction in 12 LPM Housing
cell-3
4. Introduction of New process for Internals
The following actions are taken to meet the
customer demand;
9 OF 30
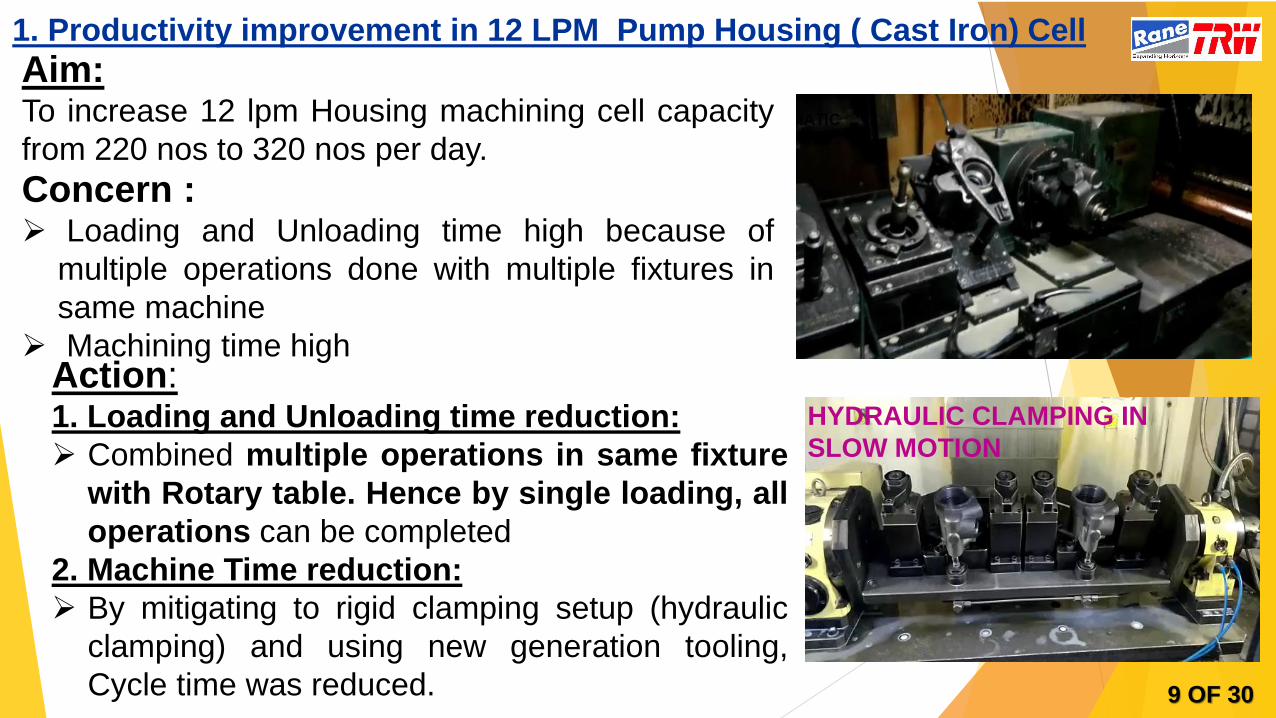
1. Productivity improvement in 12 LPM Pump Housing ( Cast Iron) Cell
Aim:To increase 12 lpm Housing machining cell capacity
from 220 nos to 320 nos per day.
Action:1. Loading and Unloading time reduction:
Combined multiple operations in same fixture
with Rotary table. Hence by single loading, all
operations can be completed
2. Machine Time reduction:
By mitigating to rigid clamping setup (hydraulic
clamping) and using new generation tooling,
Cycle time was reduced.
HYDRAULIC CLAMPING IN
SLOW MOTION
Concern : Loading and Unloading time high because of
multiple operations done with multiple fixtures in
same machine
Machining time high

10 OF 30
Result :
3. Combination tool was introduced to reduce the no of tools.
4. Thru coolant drill was used to increase the cutting feed rate.
Through
coolant drill
OUTPUT OUTCOME FINANCIAL
12LPM HSG Cell
Capacity Increased
From 220 nos/day To
323 nos/day
100% Delivery
1. Cost Saving of Rs. 50L
by eliminating new
machine procurement.
2. Sub Contract Cost
Saving Rs66L per Annum
323
Horizontally
deployed to
all 5 lines
Cell
Capacity
increased
to 323 nos
per day
11 OF 30
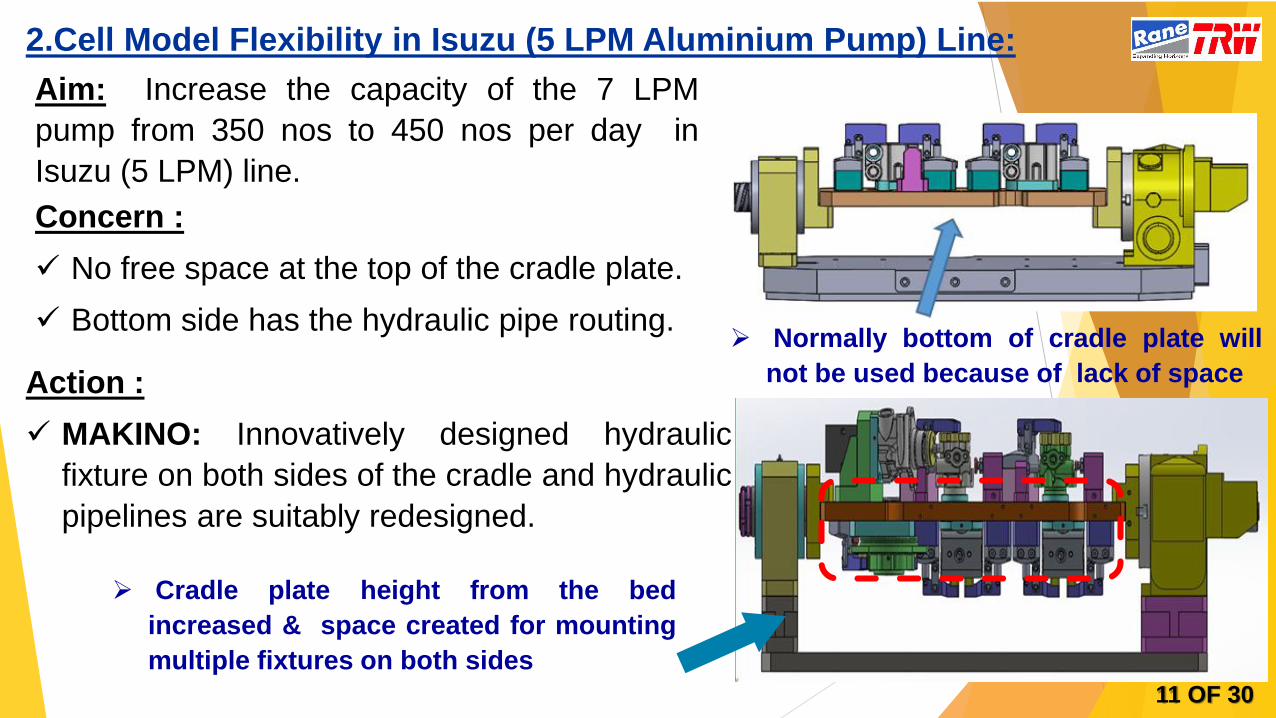
Concern :
No free space at the top of the cradle plate.
Bottom side has the hydraulic pipe routing.
2.Cell Model Flexibility in Isuzu (5 LPM Aluminium Pump) Line:
Aim: Increase the capacity of the 7 LPM
pump from 350 nos to 450 nos per day in
Isuzu (5 LPM) line.
Normally bottom of cradle plate will
not be used because of lack of spaceAction :
MAKINO: Innovatively designed hydraulic
fixture on both sides of the cradle and hydraulic
pipelines are suitably redesigned.
Cradle plate height from the bed
increased & space created for mounting
multiple fixtures on both sides
12 OF 30
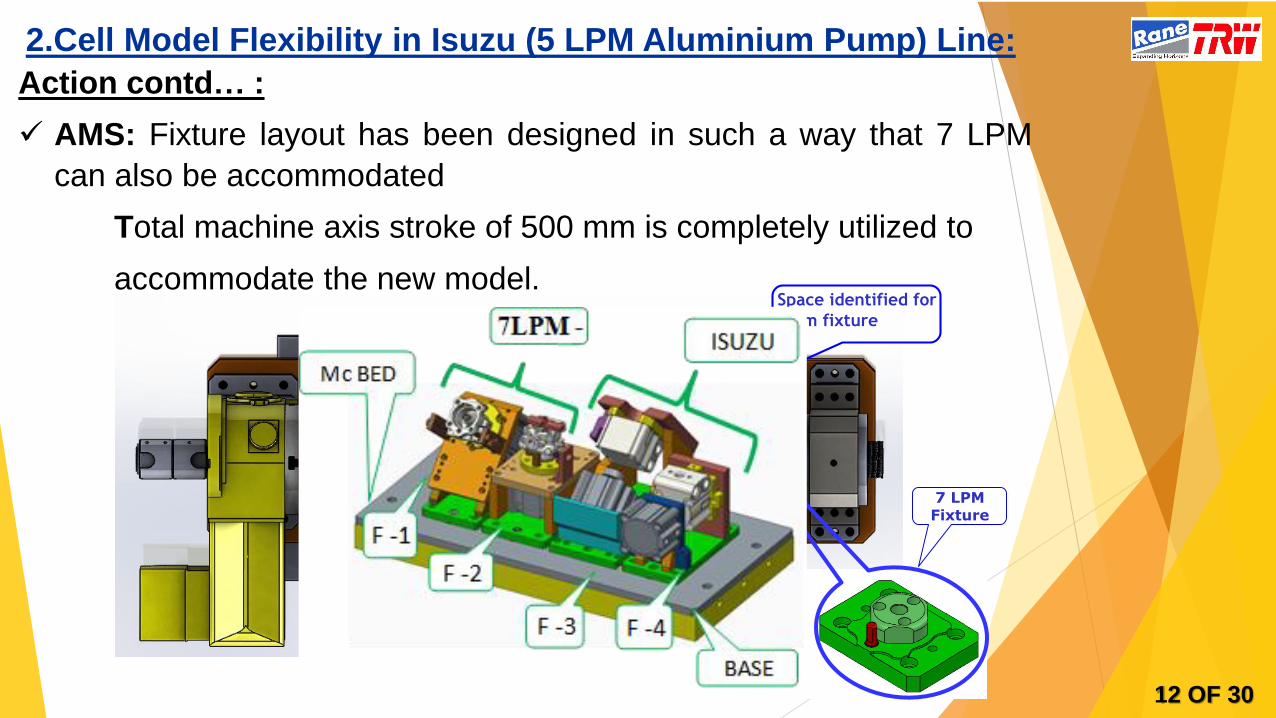
Action contd… :
AMS: Fixture layout has been designed in such a way that 7 LPM
can also be accommodated
Total machine axis stroke of 500 mm is completely utilized to
accommodate the new model.
2.Cell Model Flexibility in Isuzu (5 LPM Aluminium Pump) Line:
Space identified for
7lpm fixture
Isuzu
7 LPM500mm Stroke
7 LPM Fixture
13 OF 30
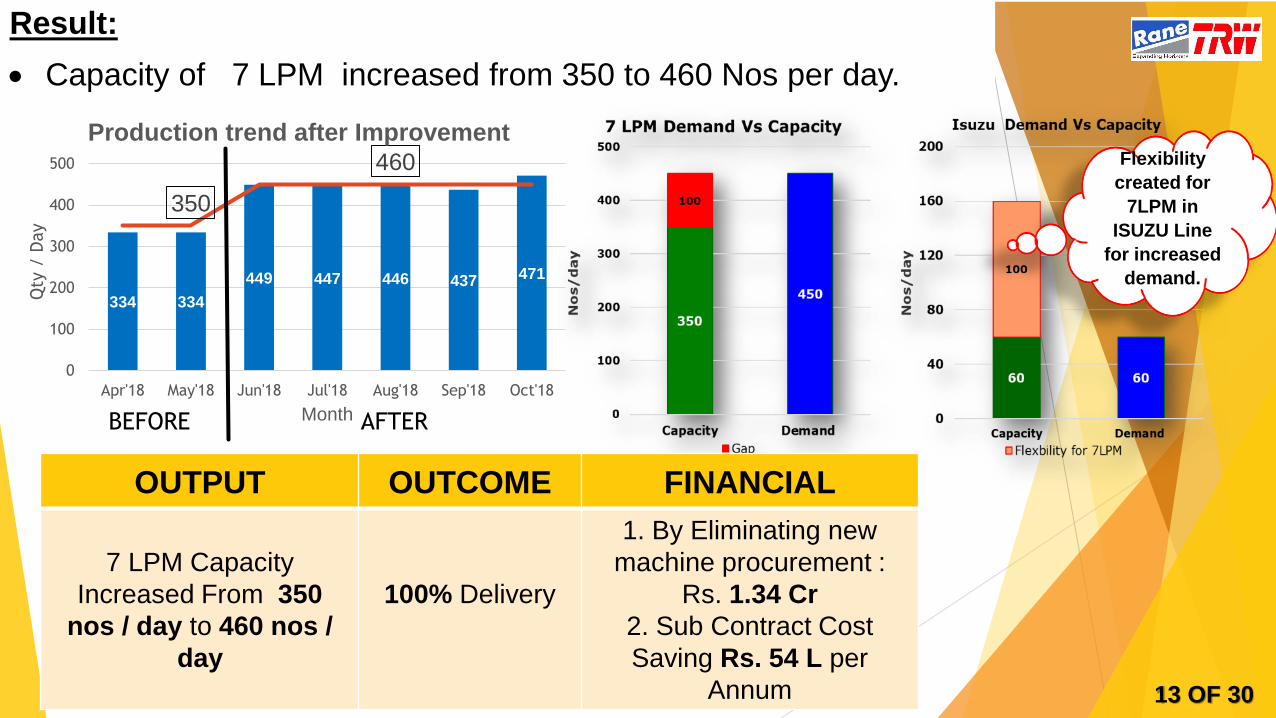
Result:
Capacity of 7 LPM increased from 350 to 460 Nos per day.
Flexibility
created for
7LPM in
ISUZU Line
for increased
demand.
334 334
449 447 446 437 471
350
460
0
100
200
300
400
500
Apr'18 May'18 Jun'18 Jul'18 Aug'18 Sep'18 Oct'18
Qty
/ D
ay
Month
Production trend after Improvement
BEFORE AFTER
OUTPUT OUTCOME FINANCIAL
7 LPM Capacity
Increased From 350
nos / day to 460 nos /
day
100% Delivery
1. By Eliminating new
machine procurement :
Rs. 1.34 Cr
2. Sub Contract Cost
Saving Rs. 54 L per
Annum
14 OF 30
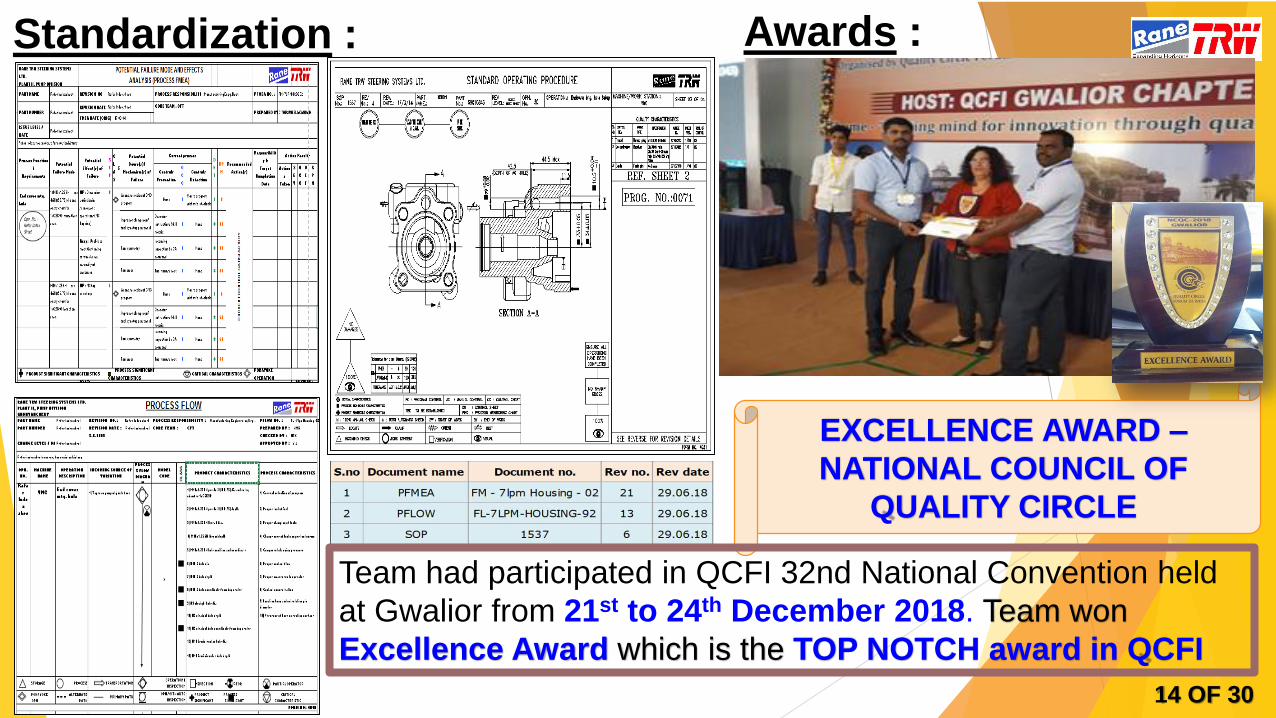
EXCELLENCE AWARD –
NATIONAL COUNCIL OF
QUALITY CIRCLE
Standardization : Awards :
Team had participated in QCFI 32nd National Convention held
at Gwalior from 21st to 24th December 2018. Team won
Excellence Award which is the TOP NOTCH award in QCFI
15 OF 30
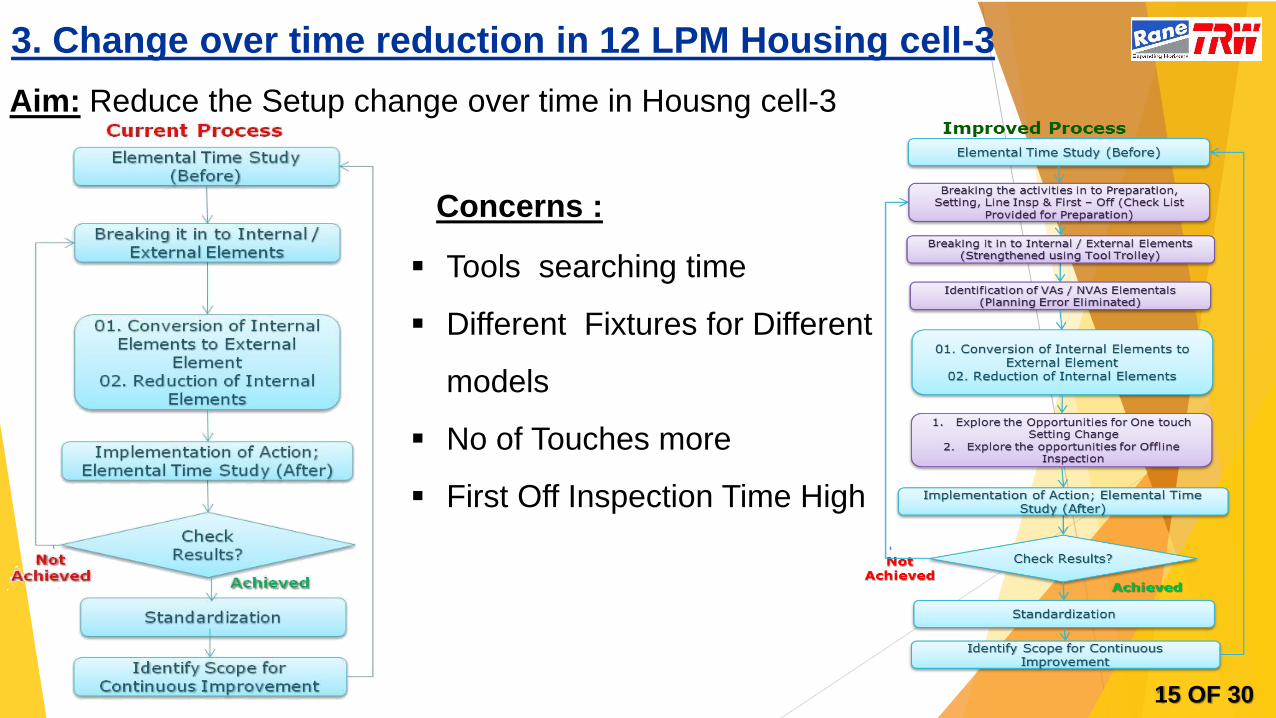
3. Change over time reduction in 12 LPM Housing cell-3
Aim: Reduce the Setup change over time in Housng cell-3
Tools searching time
Different Fixtures for Different
models
No of Touches more
First Off Inspection Time High
Concerns :
16 OF 30
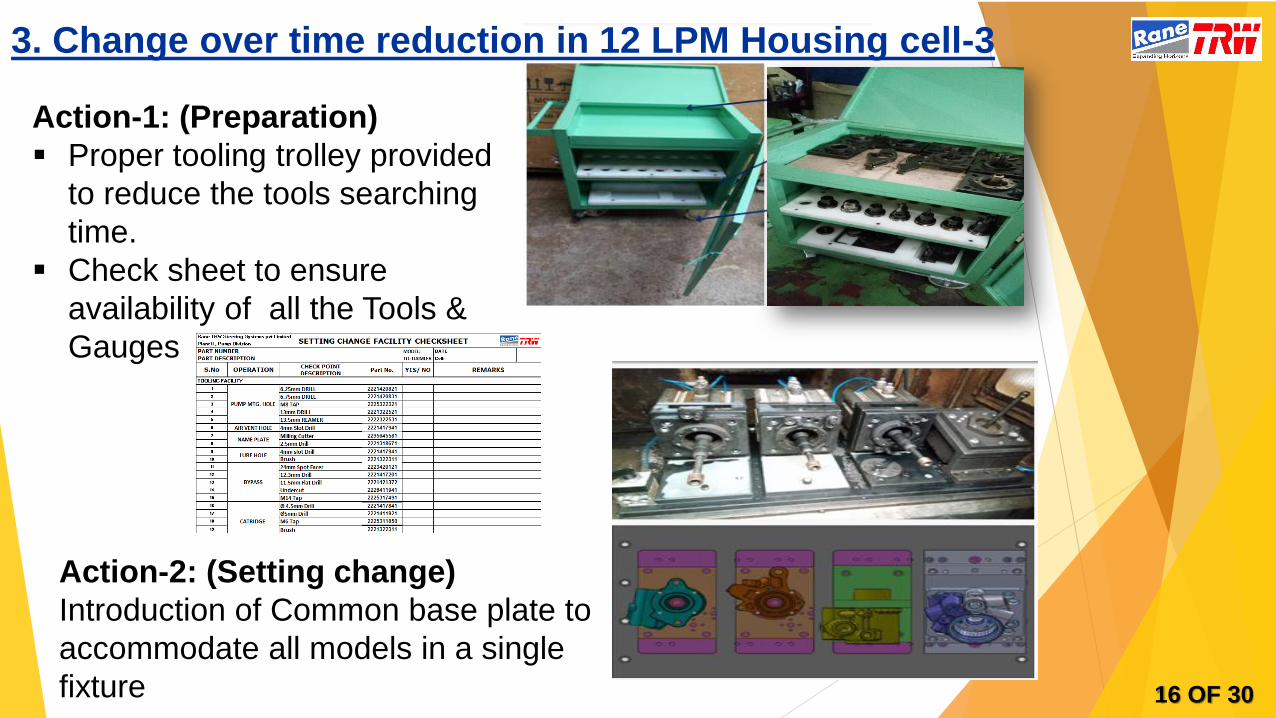
Action-1: (Preparation)
Proper tooling trolley provided
to reduce the tools searching
time.
Check sheet to ensure
availability of all the Tools &
Gauges
Action-2: (Setting change)
Introduction of Common base plate to
accommodate all models in a single
fixture
3. Change over time reduction in 12 LPM Housing cell-3
17 OF 30
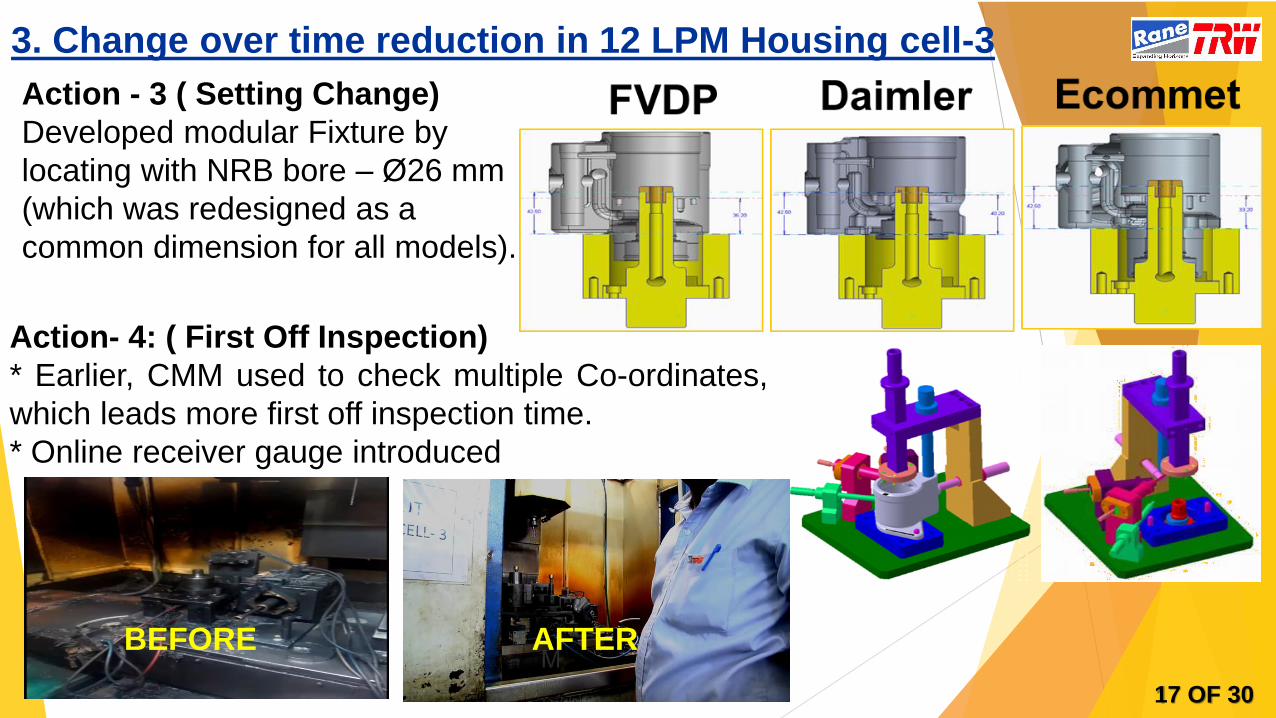
Action- 4: ( First Off Inspection)
* Earlier, CMM used to check multiple Co-ordinates,
which leads more first off inspection time.
* Online receiver gauge introduced
BEFORE AFTER
Action - 3 ( Setting Change)
Developed modular Fixture by
locating with NRB bore – Ø26 mm
(which was redesigned as a
common dimension for all models).
3. Change over time reduction in 12 LPM Housing cell-3
18 OF 30
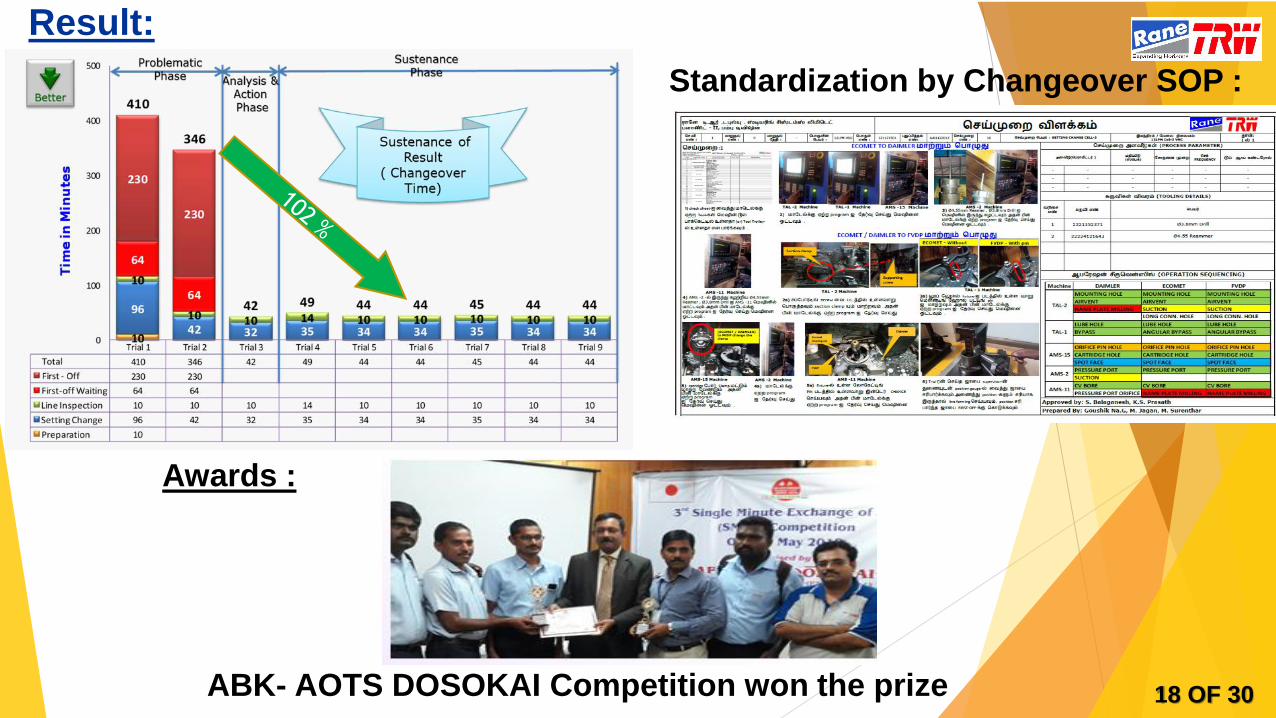
Result:
Standardization by Changeover SOP :
Awards :
ABK- AOTS DOSOKAI Competition won the prize
19 OF 30
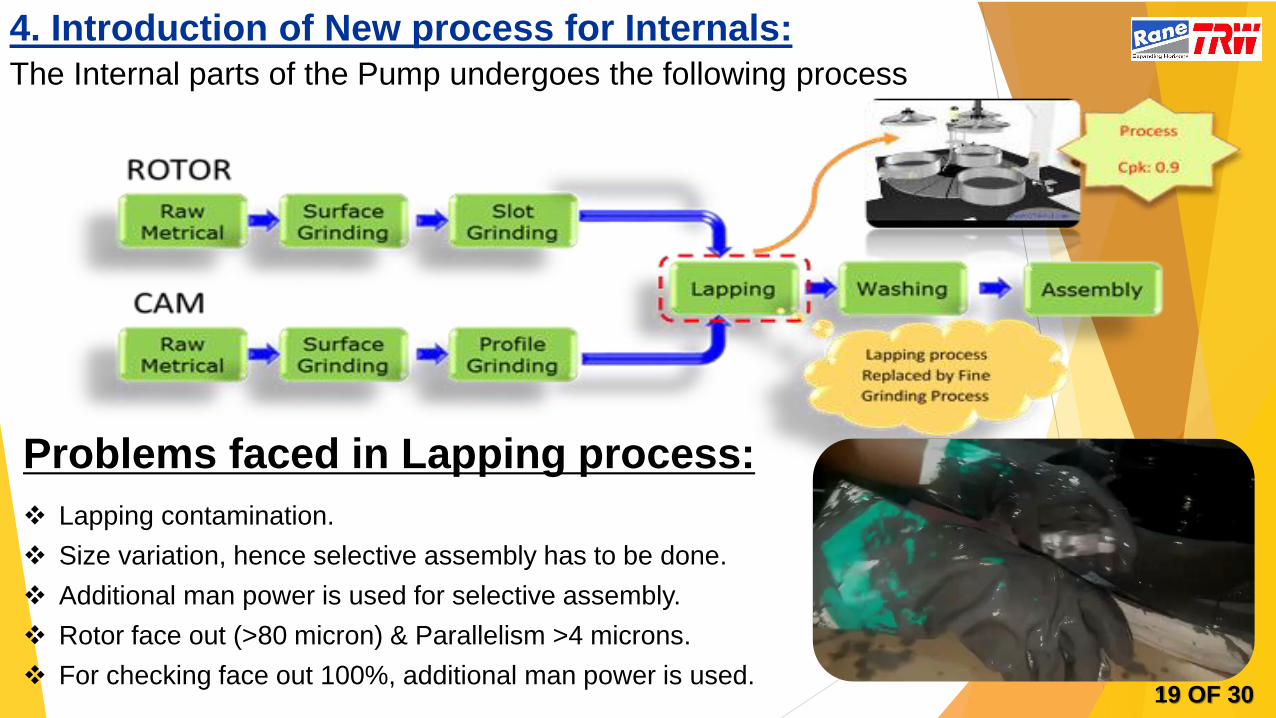
4. Introduction of New process for Internals:
The Internal parts of the Pump undergoes the following process
Problems faced in Lapping process:
Lapping contamination.
Size variation, hence selective assembly has to be done.
Additional man power is used for selective assembly.
Rotor face out (>80 micron) & Parallelism >4 microns.
For checking face out 100%, additional man power is used.
20 OF 30
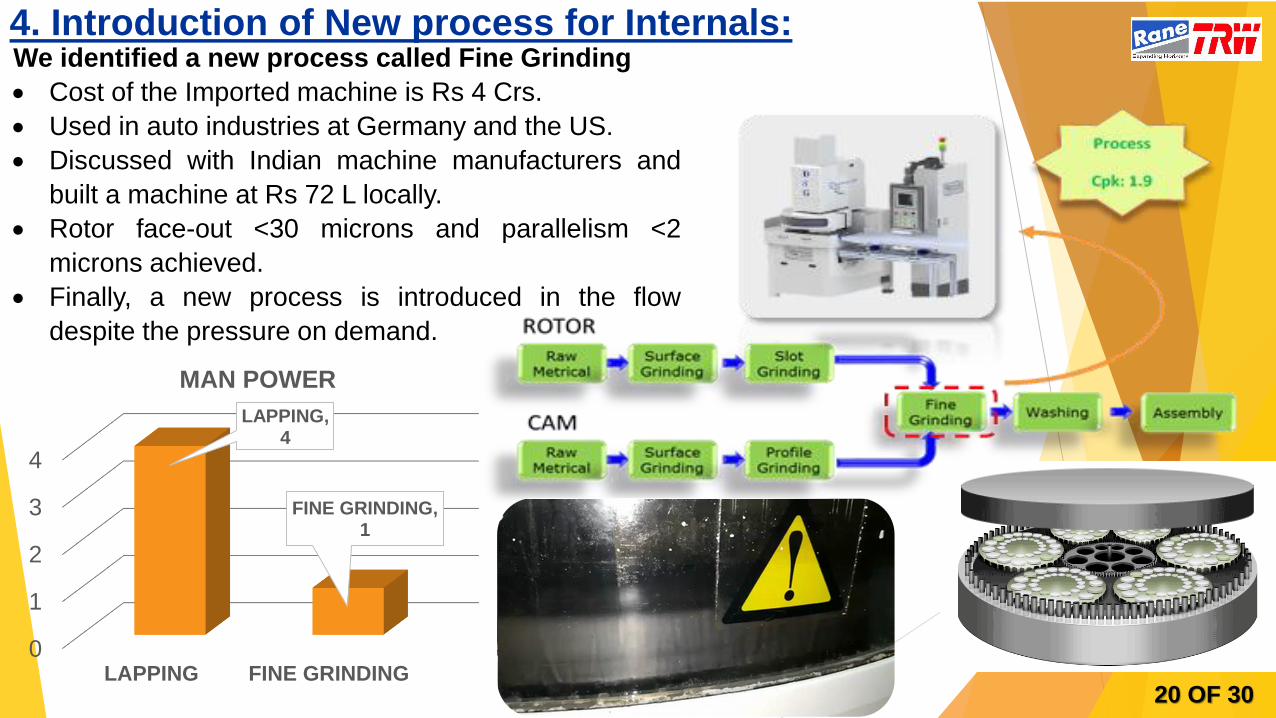
We identified a new process called Fine Grinding
Cost of the Imported machine is Rs 4 Crs.
Used in auto industries at Germany and the US.
Discussed with Indian machine manufacturers and
built a machine at Rs 72 L locally.
Rotor face-out <30 microns and parallelism <2
microns achieved.
Finally, a new process is introduced in the flow
despite the pressure on demand.
0
1
2
3
4
LAPPING FINE GRINDING
LAPPING, 4
FINE GRINDING, 1
MAN POWER
4. Introduction of New process for Internals:

21 OF 30
Overall Result:
• Capacity of 57K Nos per month achieved.
36K Nos
15K Nos
5 LPM - 6K nos
Productivity Capacity Increased from 42K to 57K
Cost SavingsSavings by avoiding new
investments = Rs. 5.12 Cr
Man Power savings
= Rs 21 L
By avoiding out
sourcing = Rs 1.2 Cr
Delivery 100% Customer plan met for past 9 months & sustaining still
22 OF 30
Environmental Impact:
Eliminated 5 New machine investments
Reduced the carbon footprint level by avoiding the additional machines.
Reduced the usage of chemicals such as coolant, oil and also the
waste generation is reduced.
Use of Hazardous lapping waste was completely eliminated.
Horizontal Deployment:
Similar improvements are implemented in other Rane TRW plants (4 Plants)
Also implemented in our Supplier manufacturing plants
1.Sathya components, Chennai
2. Srivari alloys, Chennai
23 OF 30
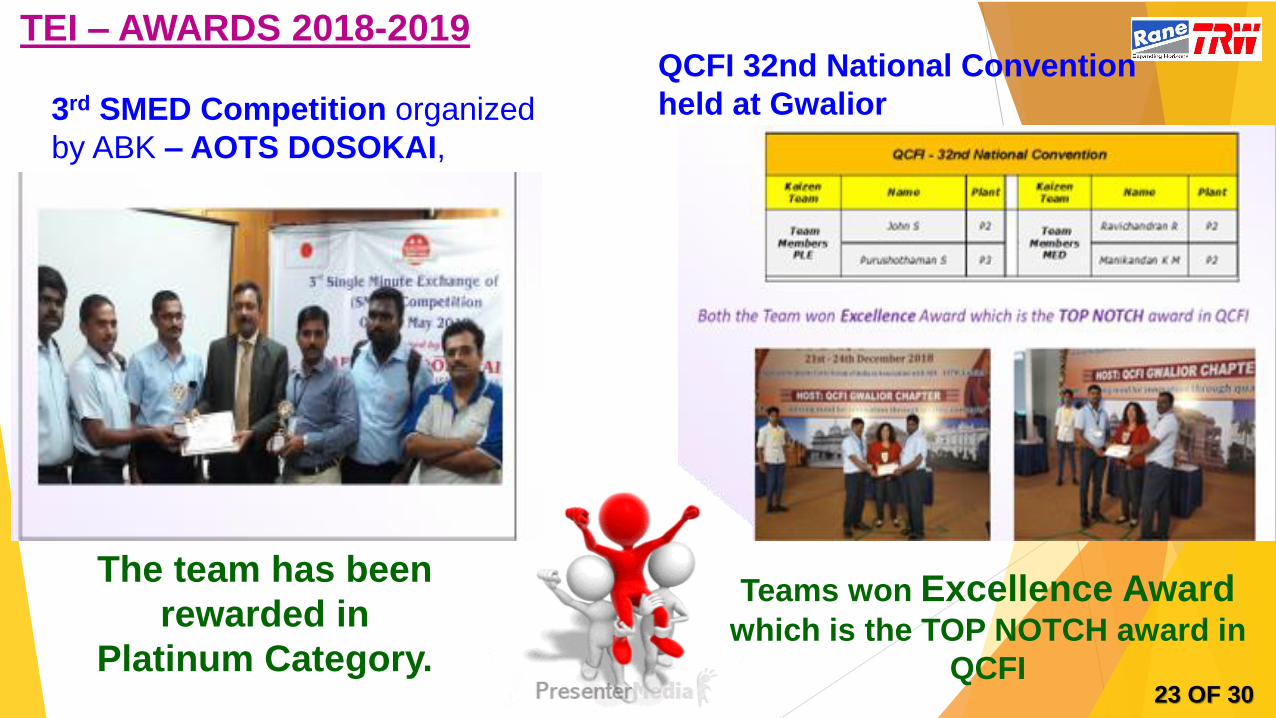
TEI – AWARDS 2018-2019
3rd SMED Competition organized
by ABK – AOTS DOSOKAI,
The team has been
rewarded in
Platinum Category.
Teams won Excellence Award which is the TOP NOTCH award in
QCFI
QCFI 32nd National Convention
held at Gwalior

24 OF 30
Dr. Washio Quality Trophy and the Chairman’s Excellence
Award, Rane QC Convention Rolling Trophy.
Rane 12th QC ConventionTEI – AWARDS 2018-2019
25 OF 30
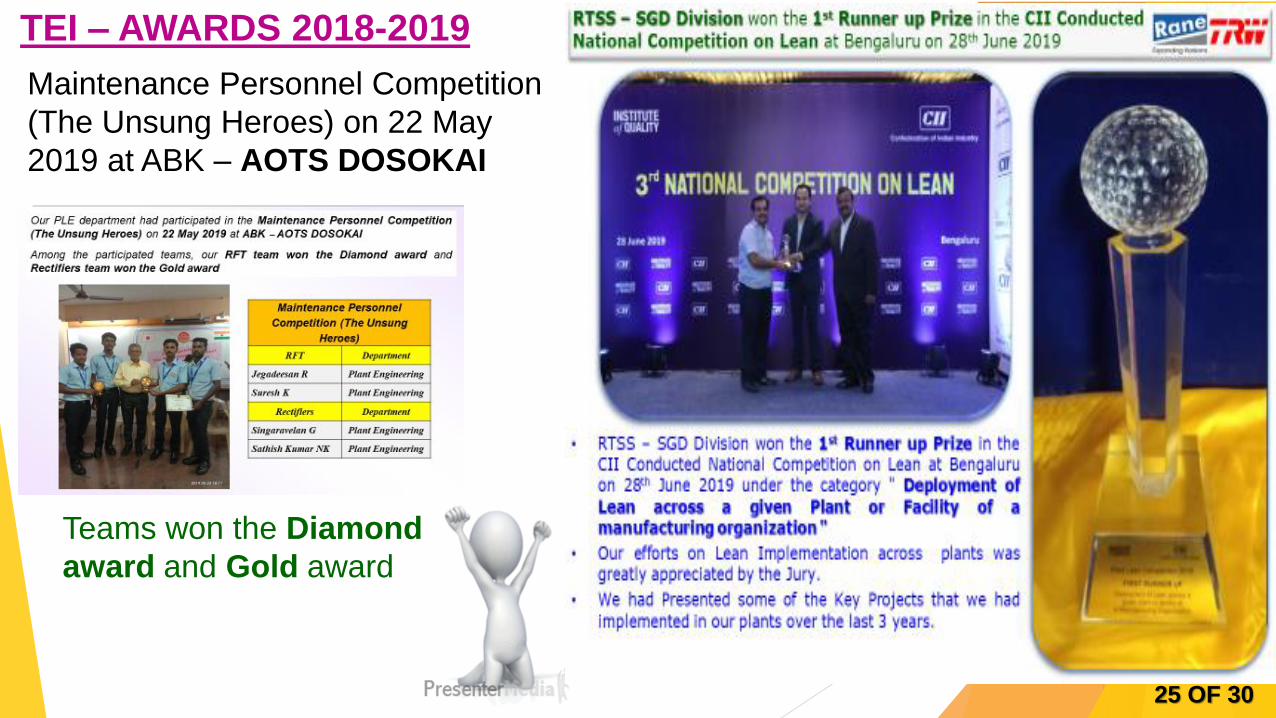
Maintenance Personnel Competition
(The Unsung Heroes) on 22 May
2019 at ABK – AOTS DOSOKAI
Teams won the Diamond
award and Gold award
TEI – AWARDS 2018-2019
26 OF 30
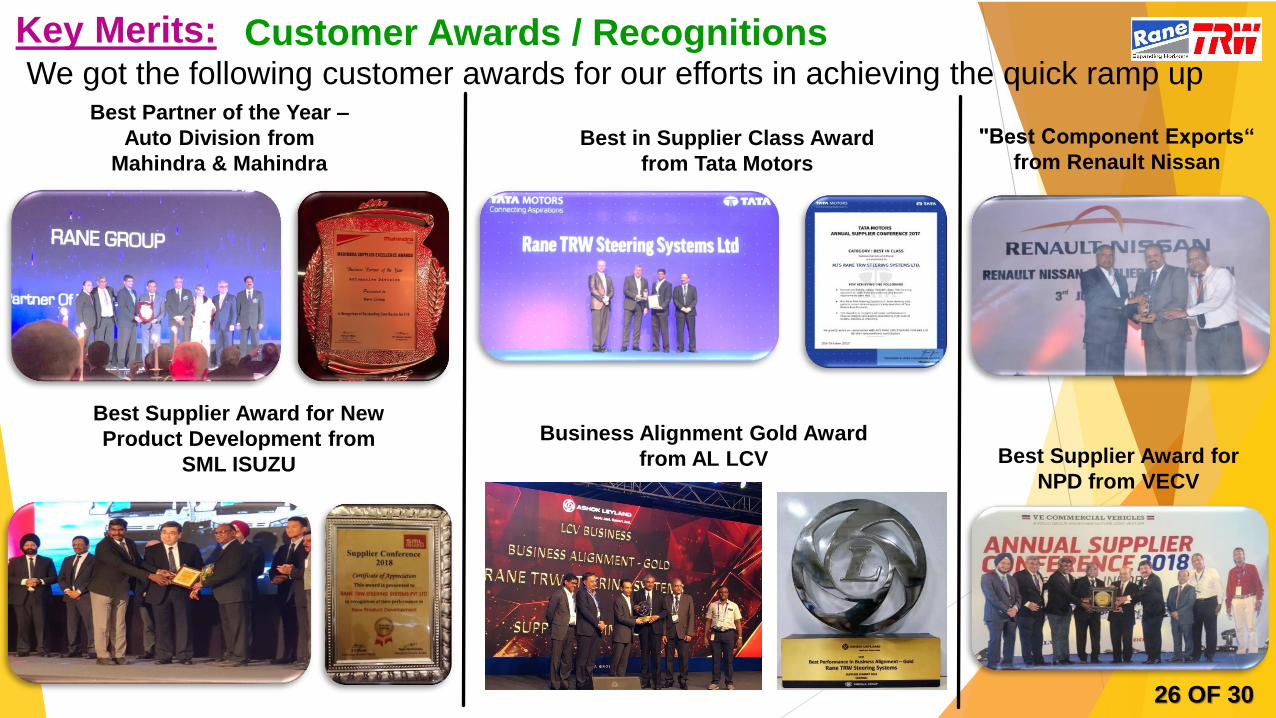
Key Merits:We got the following customer awards for our efforts in achieving the quick ramp up
Customer Awards / Recognitions
Best Partner of the Year –
Auto Division from
Mahindra & Mahindra
Best in Supplier Class Award
from Tata Motors
Best Supplier Award for New
Product Development from
SML ISUZU
"Best Component Exports“
from Renault Nissan
Best Supplier Award for
NPD from VECV
Business Alignment Gold Award
from AL LCV
27 OF 30
Below are the voices of our prestigious customers for our performance
On the behalf of the management of VECV I would appreciate you for the hard work
which helped in achieving the target 100%. Your quick thinking, decisive action and
foresight helped to increase the production output.
We appreciate the efforts taken by
Rane TRW Team to ramp up &
deliver HCV parts & also delivered
the parts of New projects, that too in
challenging situation of March.
It's your greatness to pass-on the credit of efforts
majorly done by you and your team. RTSSL
team is one of the most customer-centric in the
industry. It's only because of the extra mile
traversed by RTSSL team, that we were able to
achieve highest ever numbers in 6 years.
Relationships, such as with RTSSL, are the ones
to give a feeling of pride.

28 OF 30
7
8
9
16-17 17 ~ 18 18~19
7.70 8.00 8.70
7.708.00
8.70
Pu
mp
/ma
n/d
ay
DIRECT EMPLOYEE PRODUCTIVITY - Plant 2 - PUMP
7
8
9
16-17 17 ~ 18 18~19
7.30 7.60 8.30
7.307.60
8.30
Ge
ars
/ma
n/d
ay
DIRECT EMPLOYEE PRODUCTIVITY - Plant 3 - GEAR
2
2
2
16-17 17 ~ 18 18~19
2.17 2.22 2.33
2.172.22
2.33
Ge
ars
/ma
n/d
ay
DIRECT EMPLOYEE PRODUCTIVITY - Plant 1 - GEAR
60
70
80
16-17 17 ~ 18 18~19
62 73 78
62
73
78
Va
lue
s In
(%
)
Operator Utilization P 2 (%)
55
65
75
16-17 17 ~ 18 18~19
58 61 73
5861
73
Va
lue
s In
(%
)
Operator Utilization P 1 (%)
Better
65
75
85
16-17 17 ~ 18 18~19
71 77 81
71
7781
Va
lue
s In
(%
)
Operator Utilization P 3 (%)
Over all Effects Impact on Operations
BetterBetter
Better Better Better
29 OF 30
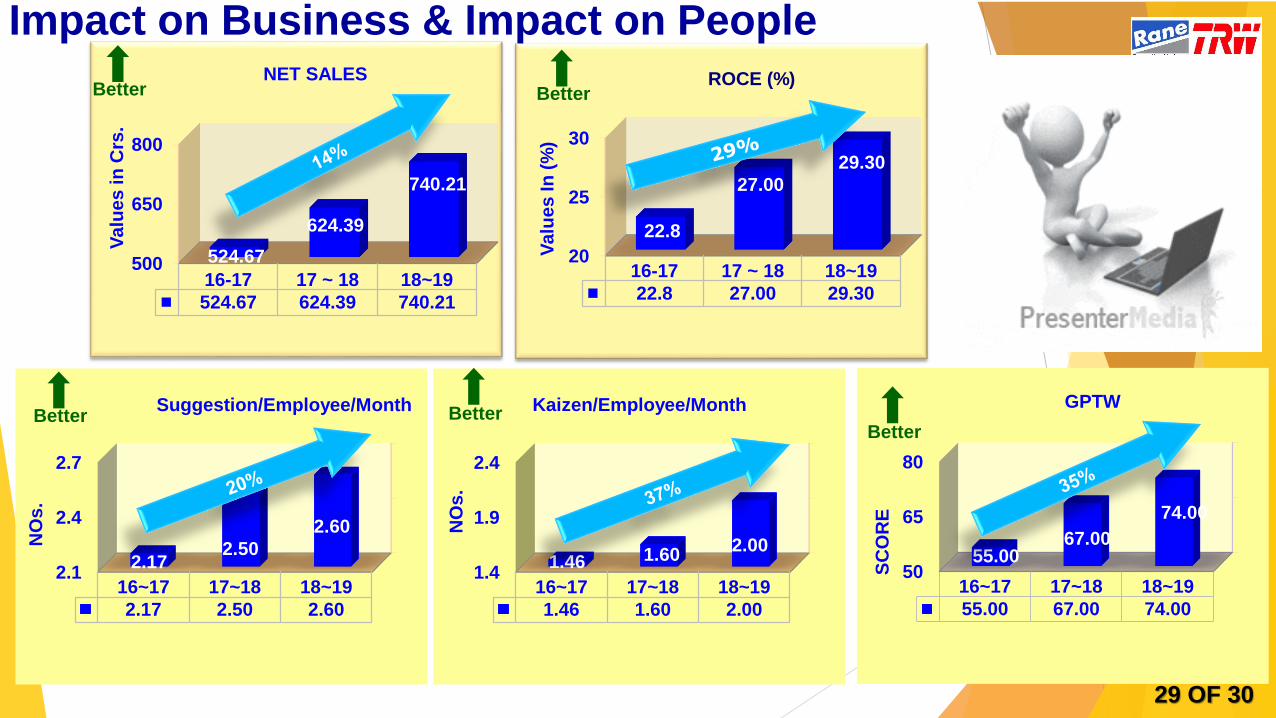
500
650
800
16-17 17 ~ 18 18~19
524.67 624.39 740.21
524.67
624.39
740.21
Va
lue
s in
Crs
.
NET SALESBetter
20
25
30
16-17 17 ~ 18 18~19
22.8 27.00 29.30
22.8
27.00
29.30
Va
lue
s In
(%
)
ROCE (%)Better
1.4
1.9
2.4
16~17 17~18 18~19
1.46 1.60 2.00
1.46 1.602.00
NO
s.
Kaizen/Employee/Month
50
65
80
16~17 17~18 18~19
55.00 67.00 74.00
55.0067.00
74.00
SC
OR
E
GPTW
2.1
2.4
2.7
16~17 17~18 18~19
2.17 2.50 2.60
2.172.50
2.60
NO
s.
Suggestion/Employee/MonthBetter Better
Better
Impact on Business & Impact on People
30 OF 30
End of Presentation