Quick Response Procurement
17
International Journal of Production Research, 2007, 1–16, iFirst Quick response procurement cost control strategy for fabric manufacturing H. YAN*y, S.-L. TANGy and G. YENz yDepartment of Logistics, The Hong Kong Polytechnic University, Hong Kong zFountain Set (Holdings) Ltd., Hong Kong (Revision received December 2006) Thi s paper con sid ers a mat eri al man age men t dec isi on mak ing pr obl em wit h information revision of a fabric manufacturer, facing highly uncertain material sup ply and qui ck res ponse demand. We con struct a mod el by analys ing the decision process, derive the optimal solution and study the interaction among factors through a practical data based computational simulation. The demand information, in terms of estimated volume, modifiable order, and orde r co nf irmati on re sp ecti ve ly, is pr ov ided by the fi na l bu ye r to th e fabric manufacturer in consecuti ve time periods. We inves tigat e normal and urgen t raw material (yarn) purchasing costs, holding cost, overstock salvage cost, as well as availability of raw materials for urgent order. The model for a single item is then extended to that for multiple items with the capacity constraint. The research shows that a fabric manufacturer plays a critical role in operations efficiency and overall cost control in a typical apparel supply chain, and reveals the cost trade of fs be tween pu rchasi ng and inventor y un de r this special busi ne ss environment. Keywords: Qu ick re sponse; Invent or y; Su pply chain manageme nt ; Textile industry 1. Introduction In a typical supply chain in the textile industry, particularly in a developing industrial region, a fabric manufacturing company often needs to deal with a large number of both up stream ya rn pr ov id ers and do wn st re am garmen t manufactur er s simultaneously. A large final buyer, usually representing a brand name or retailer chain, provides and confirms demand data in consecutive time periods during the manufacturing process. The difficulties faced by the fabric manufacturer are thus: the fabric manufacturer must be capable of a quick response, since it always receives the demand order from the final buyer very late, which leaves a tight lead time for production. In addition, both the material quality and price at the supply side is often noticeably unstable. To cope with the quick response requirement, the fabric manufacturer needs to purchase a certain amount of material (yarn) based on general business experience and informal information exchange with the final buyer before the order arrives. Such an early purchase not only gives the fabric manufacturer a *Corresponding author. Email: [email protected] International Journal of Production Research ISSN 0020–7543 print/ISSN 1366–588X online 2007 Taylor & Francis http://www.tandf.co.uk/journals DOI: 10.1080/00207540701210037
-
Upload
farhanmagoon -
Category
Documents
-
view
225 -
download
0
Transcript of Quick Response Procurement

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 1/17
International Journal of Production Research,
2007, 1–16, iFirst
Quick response procurement cost control strategy
for fabric manufacturing
H. YAN*y, S.-L. TANGy and G. YENz
yDepartment of Logistics, The Hong Kong Polytechnic University, Hong Kong
zFountain Set (Holdings) Ltd., Hong Kong
(Revision received December 2006)
This paper considers a material management decision making problem with
information revision of a fabric manufacturer, facing highly uncertain materialsupply and quick response demand. We construct a model by analysing thedecision process, derive the optimal solution and study the interaction amongfactors through a practical data based computational simulation. The demandinformation, in terms of estimated volume, modifiable order, and orderconfirmation respectively, is provided by the final buyer to the fabricmanufacturer in consecutive time periods. We investigate normal and urgentraw material (yarn) purchasing costs, holding cost, overstock salvage cost, as wellas availability of raw materials for urgent order. The model for a single item isthen extended to that for multiple items with the capacity constraint. The researchshows that a fabric manufacturer plays a critical role in operations efficiencyand overall cost control in a typical apparel supply chain, and reveals the cost
trade offs between purchasing and inventory under this special businessenvironment.
Keywords: Quick response; Inventory; Supply chain management; Textileindustry
1. Introduction
In a typical supply chain in the textile industry, particularly in a developing industrial
region, a fabric manufacturing company often needs to deal with a large number
of both upstream yarn providers and downstream garment manufacturerssimultaneously. A large final buyer, usually representing a brand name or retailer
chain, provides and confirms demand data in consecutive time periods during the
manufacturing process. The difficulties faced by the fabric manufacturer are thus:
the fabric manufacturer must be capable of a quick response, since it always receives
the demand order from the final buyer very late, which leaves a tight lead time for
production. In addition, both the material quality and price at the supply side is
often noticeably unstable. To cope with the quick response requirement, the fabric
manufacturer needs to purchase a certain amount of material (yarn) based on general
business experience and informal information exchange with the final buyer before
the order arrives. Such an early purchase not only gives the fabric manufacturer a
*Corresponding author. Email: [email protected]

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 2/17
reasonable production preparation period but also provides room for quality
material searching and better price bargaining. When the integrated demand order is
given by the final buyer, the fabric manufacturer then adjusts the material inventory
accordingly by purchasing more and starts the production. Such a demand order,
however, needs to be confirmed by the final buyer within a pre-agreed time period,since the apparel market is highly uncertain. Therefore, the fabric manufacturer
often needs to buy at a higher price if the inventory is short, or to deal with the over
inventory with a salvage cost.
Due to the long history of the textile industry and its vast influence on the global
economy, extensive researches have been conducted in the area of inventory
management related to the apparel-textile supply chain (e.g. Hunter and Valentino
1995, Chandra and Kumar 2000, Kilduff 2000, King et al . 2000a,b, Raman and Kim
2002). Based on the observation on the significant demand uncertainty in the final
market faced by the final buyers (retailers or brands), most research has focused on
the final buyers’ inventory or production management problems involving demand
uncertainty, limited sales season, and early sales information.
Fisher and Raman (1996) modelled and analysed the decisions for a fashion
skiwear firm (a brand) under the quick response requirement. Based on the
assumption that there is a production capacity limit in the second period, they
minimized the overstock and understock costs at the end of the sales season. Iyer and
Bergen (1997) examined the impact of a channel view on quick response for the
fashion industry. They applied the Bayesian model to update the demand forecast at
the end of the first period, and analysed a situation in which both the manufacturer
and the retailer can benefit from quick response. A Bayesian model requires
confirmed demand information collected in the initial period which, however, is
clearly unavailable in our problem. Fisher et al . (1997) analysed a certain set of factors that can improve quick response capability and quantified the relationship
between the expected stockout and markdown costs, without considering the holding
cost and the purchasing cost increased in the later period. Fisher et al . (2001) studied
the two-period inventory control problem of a short lifecycle product retailer to
determine the retail product initial and replenishment order quantities that minimize
the cost of lost sales, back orders and over orders. The cost items they considered are
similar to the additional purchasing cost for express, leftover, and holding cost
during the season in our model. We further consider the availability of the qualified
material in the later periods.
Sethi et al . (2001) investigated a periodic review inventory control problem withtwo delivery modes, information updates, and fixed ordering cost. They developed
a dynamic program for characterizing the optimal policy for the finite-horizon
problem. Raman and Kim (2002) studied the impact of varying inventory holding
cost and production reactive capacity on the overstock and understock cost and
the value of increasing reactive capacity for a school uniform manufacturer. They
assumed that the demands received in all periods are not modifiable and that
the additional cost for urgent production does not occur. Yan et al . (2003) analysed
the trade-off between information accuracy and delivery cost. Choi et al . (2005)
compared the quick response policy with two information update models: with the
revision of mean and the revision of both mean and variance. The results suggestthat the latter one can provide more details to analyse the significance of the
information update process. They also showed that the impacts of quick response are
2 H. Yan et al.

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 3/17
influenced by the choice of different pre-seasonal products as observation targets.
Villegas and Smith (2006) used a real demand data of a multinational food and
beverage company in the simulation to illustrate how safety inventory of advanced
planning system influences the variation in production and distribution order
quantities.Most of the research work in apparel supply chains is concentrated in garment
manufacturers or retailers, and the garment inventory is the most critical issue in the
overall cost control. Investigation on the fabric manufacturing is rare. However,
the recent trend in the industry is of product diversification with small production
batch size. The scale of garment manufacture has become smaller while the number
of garment manufacturers has increased, particularly in developing industrial
regions. On the other hand, fabric manufacturers provide integration in both scale
and scope to enhance the operational efficiency and economics of scale and play key
roles in the cost control of the apparel supply chain. The problem faced by the fabric
manufacturer is highly intricate since the manufacturer is not directly linked with themarket and needs to deal with a large number of its material suppliers and product
receivers.
In this paper, analytical models are constructed according to the practical
decision-making process. We obtain the optimal solution and study the interaction
among operational factors through a practical data-based computational simulation.
The basic model is constructed concerning a single fabric item from a single final
buyer. The demand information is in the following forms.
. The first piece of information is from the informal communication with the
final buyer.
. The second one is from an integrated formal demand order for the season,but the order is allowed to be revised within a mutually agreed period.
. The third one is an order confirmation which must be completed in time by
the manufacturer.
The information is thus provided to the fabric manufacturer in three consecutive
time periods.
The fabric manufacturer then needs to place an initial order of raw materials to
prepare the production and adjust the inventory two times according to changes of
demand information. We model the raw material procurement problem to determine
the initial safety inventory level. This level is based on the initial estimation of the
final product demand and the availability of raw material in later periods, in order to
minimize holding, urgent purchasing, and salvaging costs. It should be noted that
once the final product demand information is confirmed, the manufacturer must
meet the client’s requirement in time. At that time the quantity of urgent material
purchasing or the leftover can be determined by inspecting the material inventory
level. This is thus a stochastic dynamic problem constrained by the availability of the
qualified raw material in the latter period.
This single item basic model is then extended to that for multiple fabric orders
with a fixed capacity constraint, usually caused by warehouse limitations or financial
conditions. This phenomenon is often observed when the safety inventories, usually
more than half of the total volume during the season, are placed according to the
initial demand estimation.
Quick response procurement cost control strategy for fabric manufacturing 3

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 4/17
A practical data-based computational simulation is conducted. The relationship
between optimal expected total cost (the sum of holding cost, urgent purchasing costand leftover cost) and parameters such as unit holding cost, urgent unit purchasing
cost, unit leftover cost, limit of available qualified raw materials, and accuracy of
demand order information, are formulated and tested. This research reveals the
overall cost tradeoffs between purchasing and inventory under this special business
environment and provides a proper decision-making framework for the industry.
2. Modelling framework for single fabric order
Consider a production period during the time point [t0, t3], illustrated as figure 1 fora single item of a single sales order. In this work, we assume that the time points are
fixed given the initial point t0. We call the yarn inventory policy a (S 0, Q1, Q2) model.
2.1 Demand estimation at time point t0
About 10 months before the garment goods appear on shelves, denoted by time
point t0 in figure 1, the fabric manufacturer needs to make its estimation on the
total volume of fabric needed in the corresponding season, based on its business
experience and estimated demand (P) from the final buyer. The fabric
manufacturer must determine the safety inventory level S 0 and place an orderfrom the yarn spinning mills at this point to ensure that the order is received
before time t1. At t1, it receives the demand order from the final buyer and starts
the production. Note that this estimated demand is highly uncertain and can
vary in the following period. The demand order is sometimes cancelled by the
buyer due to market competition.
To determine the safety inventory level, the fabric manufacturer has to consider
two folds of the expected cost. On the one hand, it pays for yarn procurement,
transportation, storage, insurance and others. Due to the great uncertainty of
estimation, overstock may occur. The yarn left at the end of the production season
would be salvaged at a low price. On the other hand, if the safety inventory levelcannot meet the demand of the following periods, a yarn trader is an urgent material
source for the fabric manufacturer. The yarn trader makes its profit by committing
Figure 1. Yarn ordering time line (t0, t3) concerning a fabric manufacturer.
4 H. Yan et al.

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 5/17
to certain inventory or future shipments to fabric manufacturers at a premium as
reward for bearing the inventory risk.
The reduction of lead time for an urgent yarn source is associated with a higher
price premium and logistics cost. More importantly, the characteristics or quality of
cotton yarn produced in different geographical locations might differ considerablydue to the quality of cotton fibre as well as the spinning technology. The availability
of quality stock from yarn traders imposes further constraints on the time required to
source the appropriate yarn in the required quantity.
2.2 Demand order received at time t1
At time t1, the final buyer directly, or through garment manufacturers, places
an order, denoted by R1 in figure 1, to the fabric manufacturer. However, it is
a common practice in the industry that such an order is allowed to be modified
within a certain range of quantities without any penalty before time t2, attributed to
the uncertainty of customer demand in the final garment market. But the demand
variation is smaller than before.
When the inventory cannot meet the modifiable order, the fabric manufacturer
would not have sufficient time to reorder from yarn mills and has to source
additional material from the nearby yarn traders, with a higher unit purchasing cost
p1 compared with p0 from yarn millers, for the limitation of lead time. The logistic
cost at this time has no obvious difference from that at t0. The higher purchasing cost
is mainly caused by a higher price premium from the yarn traders. The manufacturer
needs to determine the required inventory level and ordering quantity, denoted by S 1and Q1 respectively, with the new information. Similar to the situation at t0, the
overstock would cause more holding cost and salvage cost, and the understockwould cause further urgent purchasing cost. The inventory level S 1 determined at this
time is compared with the existing yarn inventory S 0. If S 1 does not exceed S 0,
no order is placed. Otherwise, an additional order Q1 would be placed to yarn
traders. Furthermore, the availability of qualified yarn is also limited.
2.3 Order confirmation at time t2
At time t2, the final buyer can update the garment demand information according to
the fresh sales data, and confirm the total fabric order, denoted by R2, to the fabric
manufacturer. Following the confirmed order, the manufacturer makes a furtheryarn ordering, denoted by Q2, with a higher cost p2 compared to p1. The high
purchasing cost at this time is mainly caused by the high logistic cost due to the tight
lead time. Note that generally there is no need to consider the limit of the available
yarn quantity from yarn traders, since in most cases, the ordering quantity Q2 of the
fabric manufacturer is much smaller than Q1.
If the manufacturer only places one order before time point t2, this problem is a
simple one-period newsvendor model and can be solved by the standard newsvendor
solution. In this problem, the order can be placed at both t0 and t1. Thus it is a
two-period dynamic program subject to the limited available material with three sets
of demand information. The decision process involves determining S 0 at t0 when thedemand estimation is made, Q1 at t1 when the order is placed and Q2 at t2 when
the order is confirmed, to minimize the sum of expected inventory holding cost,
Quick response procurement cost control strategy for fabric manufacturing 5

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 6/17
additional purchasing cost and leftover cost at two time points. The model can be
described using the following parameters and variables:
k fabric order index, k ¼ 1,2, . . . , m.
h unit holding cost for the yarn per day.
pi unit yarn purchasing cost (including unit price, unit logistic cost) at ti ,
i ¼ 0,1,2.
w salvage price per unit yarn after t2.
K quantity of available qualified yarn from yarn trader at t1.
L capacity constraint on the yarn ordering for multiple fabric orders at t0.
probability of the final buyer not cancelling the fabric order to the fabric
manufacturer at t1.
Qi yarn order quantity at ti , i ¼ 0,1,2.
Q 1 optimal yarn order quantity determined at t1.
S 0 safety yarn inventory level replenished at t0 (S 0 ¼ Q0).
S 0 optimal safety inventory level determined at t0.S 1 yarn inventory level after replenishment at t1 (S 1 ¼ S 0 þ Q1).
S 1 optimal inventory level determined at t1.
P informally estimated demand from the final buyer at t0.
R1 modifiable fabric order received from the final buyers at t1.
R2 confirmed fabric order quantity from the final buyers at t2.
When P is received at time t0, the demand at t1 can be expressed as a normal
distribution with mean 0 and variance 20 , i.e. f (R1|P) N (0, 20 ). The coefficient
of variance, denoted by 0 ¼ 0/0, is much higher compared to the information
received at time t1. At t1, if the final buyer places an order of R1 ¼ 1, the demand
at t2 can be expressed as a normal distribution g(R2|R1 ¼ 1) N (1, 21 ). At t0,
we assume that the decision maker knows the coefficient of variance 1, which
can be derived from history data or business estimation. Given 1 ¼ 1/1,
g(R2|R1 ¼ 1) N (1, 21 ) can be written as
gðR2jR1 ¼ 1Þ N 1, 212
1
: ð1Þ
Then, we model this problem by a constrained two-stage stochastic dynamic
program.
minS 00
C 0ðS 0Þ ¼ ½hS 0ðt2 t0Þ þ C 01ðS 0, Q1Þ
þ ð1 Þ½ p0 þ hðt2 t0Þ wS 0
s.t.
K Q1 0
where
C 01ðS 0, Q1Þ ¼ ð p1 p0ÞQ1 þ hQ1ðt2 t1Þ
þ
Z þ1
0
½ð p2 p0Þ
Z þ1
S 0þQ1
ðR2 S 0 Q1Þ gðR2jR1ÞdR2
þ ð p0 wÞ
Z S 0þQ1
0
ðS 0 þ Q1 R2Þ gðR2jR1ÞdR2 f ðR1jPÞdR1
ð2Þ
6 H. Yan et al.
8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 7/17
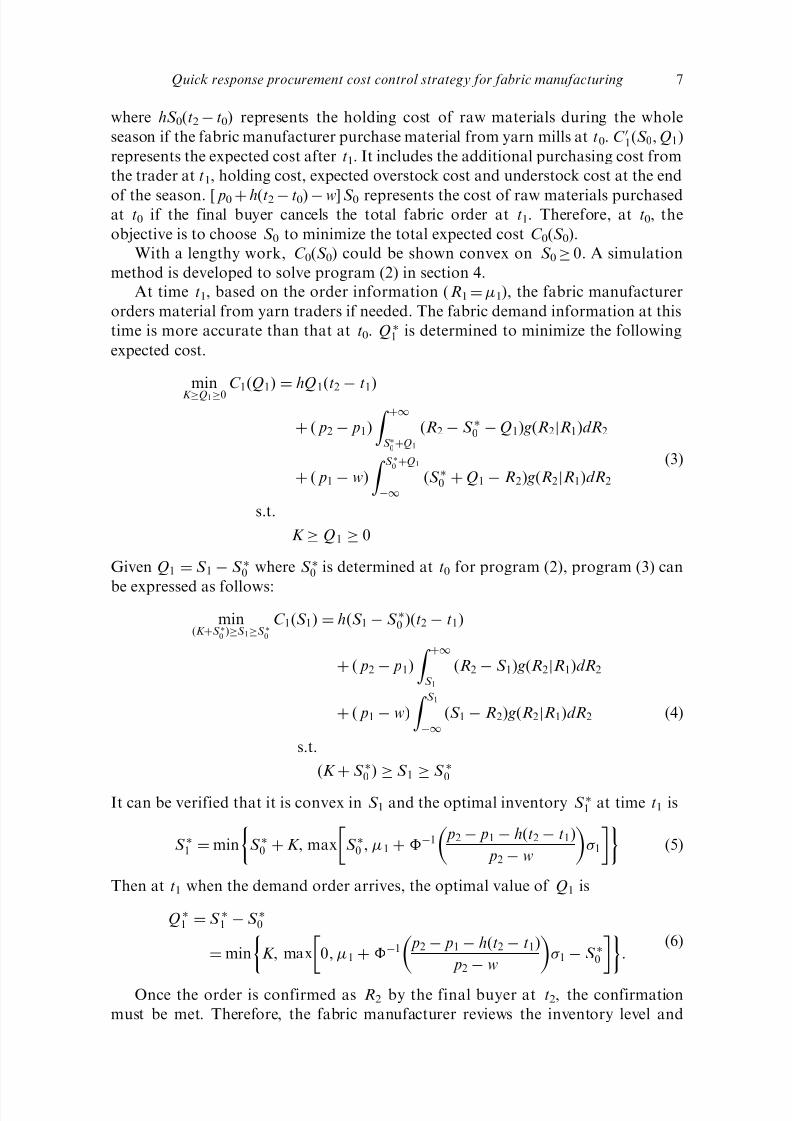
where hS 0(t2 t0) represents the holding cost of raw materials during the whole
season if the fabric manufacturer purchase material from yarn mills at t0. C 01ðS 0, Q1Þ
represents the expected cost after t1. It includes the additional purchasing cost from
the trader at t1, holding cost, expected overstock cost and understock cost at the end
of the season. [ p0 þ h(t2 t0) w] S 0 represents the cost of raw materials purchasedat t0 if the final buyer cancels the total fabric order at t1. Therefore, at t0, the
objective is to choose S 0 to minimize the total expected cost C 0(S 0).
With a lengthy work, C 0(S 0) could be shown convex on S 0 0. A simulation
method is developed to solve program (2) in section 4.
At time t1, based on the order information (R1 ¼ 1), the fabric manufacturer
orders material from yarn traders if needed. The fabric demand information at this
time is more accurate than that at t0. Q 1 is determined to minimize the following
expected cost.
minK Q10
C 1ðQ1Þ ¼ hQ1ðt2 t1Þ
þ ð p2 p1Þ
Z þ1
S 0
þQ1
ðR2 S 0 Q1Þ gðR2jR1ÞdR2
þ ð p1 wÞ
Z S 0
þQ1
1
ðS 0 þ Q1 R2Þ gðR2jR1ÞdR2
s:t:
K Q1 0
ð3Þ
Given Q1 ¼ S 1 S 0 where S 0 is determined at t0 for program (2), program (3) can
be expressed as follows:
minðK þS
0 ÞS 1S
0
C 1ðS 1Þ ¼ hðS 1 S 0 Þðt2 t1Þ
þ ð p2 p1Þ
Z þ1
S 1
R2 S 1ð Þ g R2jR1ð ÞdR2
þ ð p1 wÞ
Z S 1
1
ðS 1 R2Þ gðR2jR1ÞdR2 ð4Þ
s:t:
ðK þ S 0 Þ S 1 S 0
It can be verified that it is convex in S 1 and the optimal inventory S 1 at time t1 is
S 1 ¼ min S 0 þ K , max S 0 , 1 þ 1 p2 p1 hðt2 t1Þ
p2 w
1
ð5Þ
Then at t1 when the demand order arrives, the optimal value of Q1 is
Q 1 ¼ S 1 S 0
¼ min K , max 0, 1 þ 1 p2 p1 hðt2 t1Þ
p2 w
1 S 0
:
ð6Þ
Once the order is confirmed as R2 by the final buyer at t2, the confirmation
must be met. Therefore, the fabric manufacturer reviews the inventory level and
Quick response procurement cost control strategy for fabric manufacturing 7

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 8/17
determines whether it needs additional yarn timely, with the highest purchasing cost
during the season. The yarn order quantity is expressed
Q2 ¼ maxð0, R2 S 0 Q 1 Þ: ð7Þ
3. Modelling for multiple fabric orders
In a real situation, the fabric manufacturer is often confronted with the case of
multiple fabric orders received simultaneously. The sum of order quantities for each
order often conflicts with the available capacity. In this section, from the single item
purchasing model, we construct a model under multiple fabric orders with capacity
constraints. The model assumes that at time t0 there is a capacity constraint, denoted
by L on the yarn purchasing. But, there are no constraints at time t1 and t2, since
more than half of the total raw materials required by each fabric order during theseason are purchased at t0. The fabric manufacturer usually clearly observes the
capacity limitation at t0, which may be caused by either warehouse capacity or
financial limit. It is consistent with the industrial situation we surveyed.
Consider m fabric item orders, all the related variables and parameters used in the
model above are added an index k (k ¼ 1,2, . . . , m), to indicate a particular order k.
At time t0, the fabric manufacturer has to deal with m fabric orders received from the
final buyers. We model the problem as
min
mk¼1
S k0L, S k00C 0ðS 10, S 20, . . . , S m0Þ ¼ X
m
k¼1
C k0ðS k0Þ
¼Xm
k¼1
k hkS k0 t2 t0ð Þ þ C 0k1 S k0, Qk1ð Þ
þ ð1 kÞ pk0 þ hkðt2 t0Þ wk½ S k0
ð8Þ
s.t.
0 Qk1 K k
Xm
k¼1
S k0 L
where
C 0k1ðS k0, Qk1Þ ¼ ð pk1 pk0ÞQk1 þ hkQk1ðt2 t1Þ
þ
Z þ1
0
pk2 pk0ð Þ
Z þ1
S k0þQk1
Rk2 S k0 Qk1ð Þ g Rk2jRk1ð ÞdRk2
þ pk0 wkð Þ
Z S k0þQk1
0
S k0 þ Qk1 Rk2ð Þ g Rk2jRk1ð ÞdRk2
f Rk1jPkð ÞdRk1
To solve (8), we first solve program (2) for each individual item and get S k0,
k ¼ 1,2, . . . , m. Then the approximating optimal solution of (8) is obtained by
a heuristics described in the next section.It is often observed in practice more than one fabric order requiring the same type
of yarn. Let z be the number of types of yarn used by m fabric orders, and l be a
8 H. Yan et al.

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 9/17
subset of m fabric orders (l ¼ 1,2, . . . , z) requiring the l th type of yarn. Denote the
total available quantity of the l th type of yarn at time t1 by Al . Then for the kth order
(k 2l ), the quantity of available qualified yarn at time t1, K k, can be derived from
K k ¼ Al kk0P
q2l ðqq0Þ ð9Þ
In the above, k0 is the mean of the kth fabric order estimated at time t0, k is the
probability of the kth fabric order not being cancelled by the final buyer at time t1.
Then kk0 can be seen as the expected demand of the kth fabric order estimated at
time t0. In (9), K k is in proportion to the percentage of the expected demand of the
kth order to the sum of the expected demand of orders requiring the l th type of yarn.
At time t1 and t2, considering the turnover of the working capital and warehouse,
the ordering volume is generally much lower compared to that at t0. Thus, we assume
that there is no capacity constraint at these two time points. This assumption is
consistent with the view of decision makers in the fabric manufacturers weinterviewed.
4. Simulation process
We first develop a simulation algorithm to solve program (2) for single fabric order.
Then with S k0 derived from (2), we solve program (8) for multiple fabric orders.
4.1 Single fabric order
For each fabric item k, at time t0, using the initial fabric demand information Pk,
historical data and expert estimations (see Fisher 1996), the fabric manufacturer can
get the probability distribution of fabric demand Rk1 at t1, i.e. f (Rk1|Pk) N (k0,
2k0). Then in the computational experiment, with the MATLAB 7.0, we generate
a nk 1 (e.g. nk ¼ 1000) matrix M nk
k to simulate the fabric demand (Rk1) received at
time t1, in which the data follows a normal distribution with mean k0 and
variance 2k0.
M nk
k ¼ rk1, rk2, rk3, . . . , rknk
: ð10Þ
For gðRk2jRk1 ¼ k1Þ N ðk1, 2k12
k1Þ, the density function g(Rk2|Rk1 ¼ rki ,
i 2 {1, 2, . . . , nk}) for each Rk1 2 M nk
k is expressed as
gi k ¼ g Rk2jRk1 ¼ rki , i 2 1,2, . . . , nkf gð Þ N rki , 2
k1r2ki
: ð11Þ
Denote the minimal yarn purchasing unit from yarn mills (e.g. ¼ 50). Then
list all the feasible values of S k0 ranging from 0 to a sufficiently large number T k(e.g. five times of k0) as follows:
k0 ¼ f0, , 2, 3, . . . , T k 2, T k , T kg ð12Þ
Quick response procurement cost control strategy for fabric manufacturing 9

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 10/17
Denote S j k0 as the j th item of k0. With given S
j k0 and gi
k, we employ (6) to compute
the optimal value of Qk1, denoted by Qij k1. Consequently, from (2), the cost at t0 for
S j k0and Q
ij k1 is
C
ij
k0 ¼ k hkS
j
k0 t2 t0ð Þ þ C
0
k1 S
j
k0, Q
ij
k1 h i
þ 1 kð Þ pk0 þ hk t2 t0ð Þ wk½ S
j
k0: ð13Þ
Then the expected cost at t0 for a given S j k0 is calculated by averaging C
ij k0,
i ¼ 1, 2, . . . , nk as follows:
C k0 S j k0
¼
1
nk
Xnk
i ¼1
C ij k0: ð14Þ
Compute C k0ðS j k0Þ for all the items in k0, and find S k0 which minimize the
expected cost at time t0, i.e.
C k0
S k0
¼ minS j
k02k0
C k0
S j
k0 : ð15Þ
4.2 Multiple fabric orders with capacity constraint
Based on the optimal safety inventory level for single item, i.e. S k0, we consider the
solution to multiple items with the capacity constraint. With S k0, k ¼ 1,2, . . . , m,
we examine whetherPm
k¼1 S k0 exceeds the capacity limit L. If the capacity is
exceeded, we compare ½C k0ðS k0 Þ C k0ðS k0Þ for k ¼ 1,2, . . . , m and S k0 > ,
where is yarn purchasing unit from yarn mills, choose S k00 that minimizes the cost
increase, and then replace S k00 by S k00 . Repeat this procedure untilPm
k¼1 S k0
equal to or less than L. By this way, we get the optimal safety inventory level, i.e. S k0,
k ¼ 1,2, . . . , m, under the capacity constraint.
5. Computational results
This section implements the simulation solution. The goal is to understand the
relationships between the optimal expected total cost (the sum of holding cost,
additional purchasing cost for express and leftover cost) and parameters such as unitholding cost, additional unit purchasing cost for express, unit leftover cost, limit
of available qualified raw materials, and the accuracy of the information. The
experiment data is obtained from a Hong Kong-based fabric manufacturing
company, company F , located on the Chinese mainland.
5.1 Experiment for single fabric order
To analyse the relationships between cost and parameters, let the parameter studied
vary within a certain range while fixing the values of other parameters. The basic
values of the parameters are given as follows. The time points are given as t0 ¼ 0,t1 ¼ 60, t2 ¼ 90. The demand of t1 is estimated at t0. The demand at t1 follows a
normal distribution with mean 0 ¼ 10 000 and standard deviation 0 ¼ 3000.
10 H. Yan et al.

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 11/17
The unit purchasing costs at these time points are p0 ¼ 10, p1 ¼ 12 and p2 ¼ 14
respectively. The unit holding cost per day and unit salvage price are h ¼ 0.012 and
w ¼ 7. Let 1 ¼ 0.05, ¼ 50 and ¼ 0.8. Finally, let the quantity of available
qualified yarn from yarn trader at t1, K ¼ 2000.
Through computation, we derive the optimal solution of S 0 (see figure 2). It isobserved that the sum of the expected cost at time t0 increases if the unit holding
cost, additional unit purchasing cost for express increases, or unit salvage price, limit
of available qualified raw material or accuracy of the information decreases.
The cross impacts of two parameters on the expected cost, and the capacity
allocation for multiple fabric orders are more useful to the decision maker because in
real situation parameters often vary together. Here we exhibit several remarkable
simulation results for analysis.
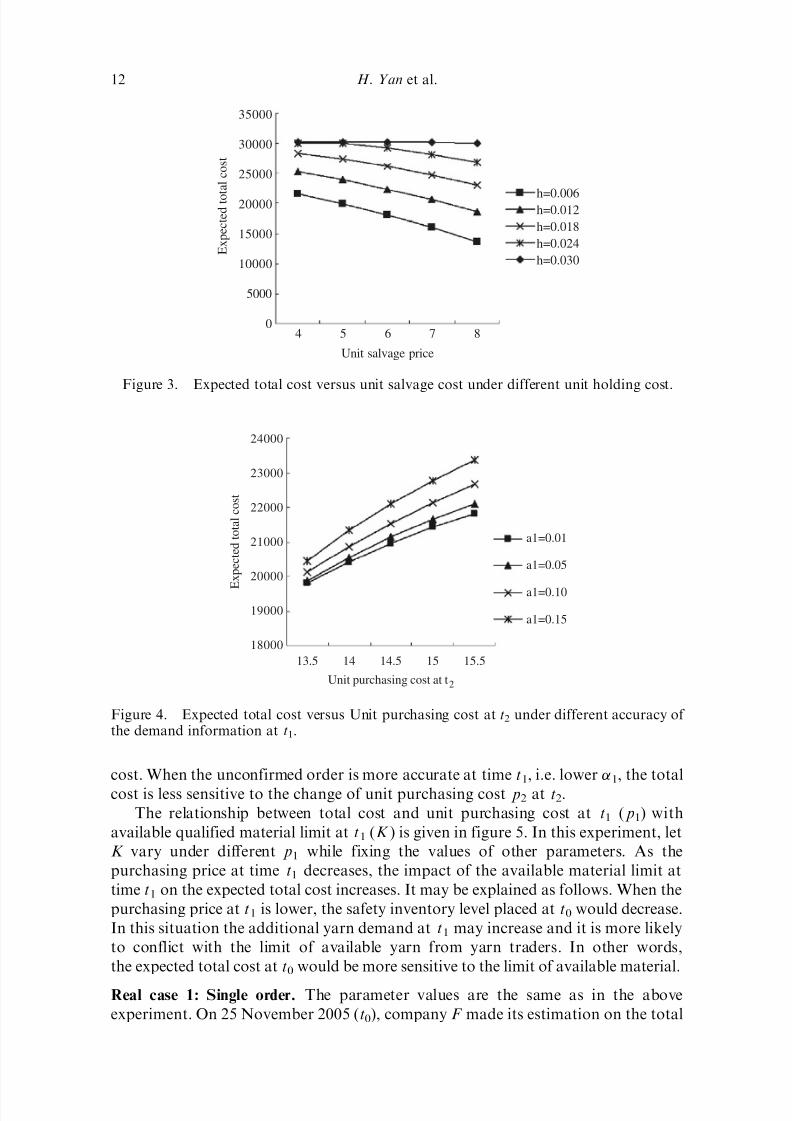
In figure 3, let the unit salvage price w vary under different unit holding cost per
day h, and values of other parameters are fixed. It shows the cross impacts of unit
holding cost and unit salvage price on the expected total cost at t0. The expected costis a function of unit salvage price, and the total cost decreases as the unit
salvage price increases. But the expected total cost is more sensitive to the unit
salvage price when the unit holding cost is lower. This suggests that when the holding
cost is low, the impact of the salvage price of leftover yarn inventory on the total cost
is notable.
In figure 4, let the unit purchasing cost at time t2 vary under different 1, and
values of other parameters are fixed. It illustrates the impact of accuracy of
unconfirmed order (1) and the unit purchasing cost at t2 ( p2) on the expected total
Figure 2. S0 versus expected total cost.
Quick response procurement cost control strategy for fabric manufacturing 11
8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 12/17
cost. When the unconfirmed order is more accurate at time t1, i.e. lower 1, the total
cost is less sensitive to the change of unit purchasing cost p2 at t2.
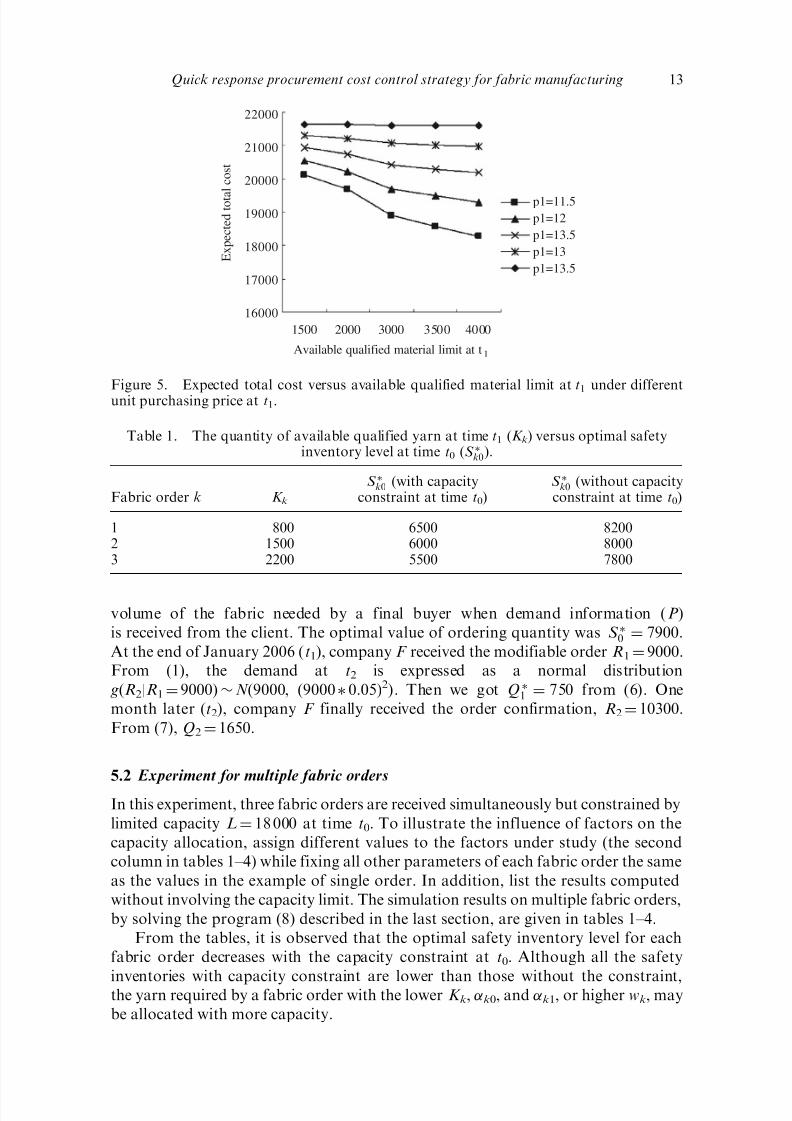
The relationship between total cost and unit purchasing cost at t1 ( p1) with
available qualified material limit at t1 (K ) is given in figure 5. In this experiment, let
K vary under different p1 while fixing the values of other parameters. As the
purchasing price at time t1 decreases, the impact of the available material limit at
time t1 on the expected total cost increases. It may be explained as follows. When the
purchasing price at t1 is lower, the safety inventory level placed at t0 would decrease.
In this situation the additional yarn demand at t1 may increase and it is more likely
to conflict with the limit of available yarn from yarn traders. In other words,
the expected total cost at t0 would be more sensitive to the limit of available material.
Real case 1: Single order. The parameter values are the same as in the above
experiment. On 25 November 2005 (t0), company F made its estimation on the total
24000
23000
E x p e c t e d t o t a l c o s t
22000
21000
20000
19000
18000
13.5 14.5
Unit purchasing cost at t2
15.514 15
a1=0.01
a1=0.05
a1=0.15
a1=0.10
Figure 4. Expected total cost versus Unit purchasing cost at t2 under different accuracy of the demand information at t1.
35000
25000
E x p e c t e d t o
t a l c o s t
15000
5000
30000
20000
10000
04 5 6
Unit salvage price
7 8
h=0.006h=0.012
h=0.018
h=0.024
h=0.030
Figure 3. Expected total cost versus unit salvage cost under different unit holding cost.
12 H. Yan et al.
8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 13/17
volume of the fabric needed by a final buyer when demand information (P)
is received from the client. The optimal value of ordering quantity was S 0 ¼ 7900.
At the end of January 2006 (t1), company F received the modifiable order R1 ¼ 9000.
From (1), the demand at t2 is expressed as a normal distribution
g(R2|R1 ¼ 9000) N (9000, (9000 0.05)2). Then we got Q 1 ¼ 750 from (6). One
month later (t2), company F finally received the order confirmation, R2 ¼ 10300.
From (7), Q2 ¼ 1650.
5.2 Experiment for multiple fabric orders
In this experiment, three fabric orders are received simultaneously but constrained by
limited capacity L ¼ 18 000 at time t0. To illustrate the influence of factors on the
capacity allocation, assign different values to the factors under study (the second
column in tables 1–4) while fixing all other parameters of each fabric order the same
as the values in the example of single order. In addition, list the results computed
without involving the capacity limit. The simulation results on multiple fabric orders,
by solving the program (8) described in the last section, are given in tables 1–4.
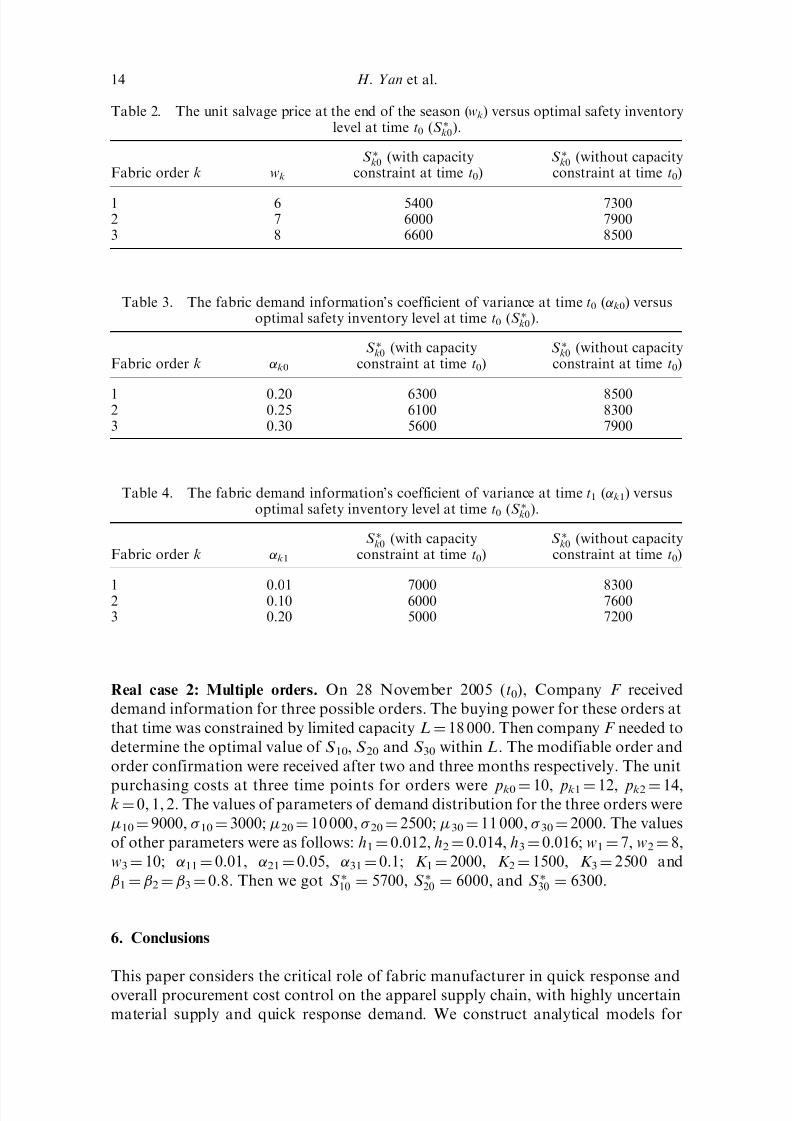
From the tables, it is observed that the optimal safety inventory level for each
fabric order decreases with the capacity constraint at t0. Although all the safety
inventories with capacity constraint are lower than those without the constraint,the yarn required by a fabric order with the lower K k, k0, and k1, or higher wk, may
be allocated with more capacity.
22000
21000
20000
E x p e c t e d t o t a
l c o s t
19000
18000
17000
16000
1500 2000 3000
Available qualified material limit at t1
3500 4000
p1=11.5
p1=13.5
p1=13.5
p1=12
p1=13
Figure 5. Expected total cost versus available qualified material limit at t1 under differentunit purchasing price at t1.
Table 1. The quantity of available qualified yarn at time t1 (K k) versus optimal safetyinventory level at time t0 (S k0).
Fabric order k K k
S k0 (with capacityconstraint at time t0)
S k0 (without capacityconstraint at time t0)
1 800 6500 82002 1500 6000 80003 2200 5500 7800
Quick response procurement cost control strategy for fabric manufacturing 13
8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 14/17
Real case 2: Multiple orders. On 28 November 2005 (t0), Company F received
demand information for three possible orders. The buying power for these orders at
that time was constrained by limited capacity L ¼ 18 000. Then company F needed to
determine the optimal value of S 10, S 20 and S 30 within L. The modifiable order and
order confirmation were received after two and three months respectively. The unit
purchasing costs at three time points for orders were pk0 ¼ 10, pk1 ¼ 12, pk2 ¼ 14,k ¼ 0, 1, 2. The values of parameters of demand distribution for the three orders were
10 ¼ 9000, 10 ¼ 3000; 20 ¼ 10 000, 20 ¼ 2500; 30 ¼ 11 000, 30 ¼ 2000. The values
of other parameters were as follows: h1 ¼ 0.012, h2 ¼ 0.014, h3 ¼ 0.016; w1 ¼ 7, w2 ¼ 8,
w3 ¼ 10; 11 ¼ 0.01, 21 ¼ 0.05, 31 ¼ 0.1; K 1 ¼ 2000, K 2 ¼ 1500, K 3 ¼ 2500 and
1 ¼ 2 ¼ 3 ¼ 0.8. Then we got S 10 ¼ 5700, S 20 ¼ 6000, and S 30 ¼ 6300.
6. Conclusions
This paper considers the critical role of fabric manufacturer in quick response andoverall procurement cost control on the apparel supply chain, with highly uncertain
material supply and quick response demand. We construct analytical models for
Table 3. The fabric demand information’s coefficient of variance at time t0 (k0) versusoptimal safety inventory level at time t0 (S k0).
Fabric order k k0
S k0 (with capacityconstraint at time t0)
S k0 (without capacityconstraint at time t0)
1 0.20 6300 85002 0.25 6100 83003 0.30 5600 7900
Table 2. The unit salvage price at the end of the season (wk) versus optimal safety inventorylevel at time t0 (S k0).
Fabric order k wk
S k0 (with capacityconstraint at time t0)
S k0 (without capacityconstraint at time t0)
1 6 5400 73002 7 6000 79003 8 6600 8500
Table 4. The fabric demand information’s coefficient of variance at time t1 (k1) versusoptimal safety inventory level at time t0 (S k0).
Fabric order k k1
S k0 (with capacityconstraint at time t0)
S k0 (without capacityconstraint at time t0)
1 0.01 7000 83002 0.10 6000 76003 0.20 5000 7200
14 H. Yan et al.

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 15/17
single item and multiple items with normal and urgent raw materials (yarn)
purchasing costs, holding cost, overstock salvage cost, as well as availability of raw
materials for urgent order. We simulate the relationship between optimal expected
total cost and related parameters. The analysis reveals the overall cost trade offs
between the purchasing and inventory under this special business environment, andprovides an insightful decision-making framework for the industry.
It can be observed in practice that several fabric orders using the same type of
yarn while the available qualified yarn is limited at time t1. The allocation policy of
this limited quantity among orders has an impact on the decision-making
of inventory. In this work the available qualified yarn at time t1 (A1) is allocated
at time t0 in proportion to the percentage of its expected demand to the sum of the
expected demand of orders using the same type of yarn (see equation (9)). Future
work can be conducted by analysing other possible allocation policies. The risk-
pooling effect can be applied in this situation. The effect of risk-pooling can be
briefly explained as that the standard deviation of the sum of the fabric orders is lessthan the sum of standard deviations of orders. Since these fabric orders are jointly
constrained by the availability of the same type of yarn at time t1, the variance of
orders can be pooled and shared among them when considering the impact of this
constraint, and the decision on inventory made at time t0 would also be changed
accordingly.
Acknowledgements
This research is partially supported by the Hong Kong Polytechnic UniversityResearch Grant A628.
References
Chandra, C. and Kumar, S., An application of a system analysis methodology to managelogistics in a textile supply chain. Sup. Chain Manage., 2000, 5, 234–245.
Choi, T.M., Li, D. and Yan, H.M., Optimal single ordering policy with multiple deliverymodes and Bayesian information updates. Comp. Oper. Res., 2004, 31, 1965–1984.
Choi, T.M., Li, D. and Yan, H.M., Quick response policy with Bayesian information updates.Euro. J. Oper. Res., 2005, 170, 788–808.
Fisher, M. and Raman, A., Reducing the cost of demand uncertainty through accurateresponse to early sales. Oper. Res., 1996, 44, 87–99.
Fisher, M., Hammond, J., Obermeyer, H. and Raman, A., Configuring a supply chain toreduce the cost of demand uncertainty. Prod. Oper. Manage., 1997, 6, 211–225.
Fisher, M., Rajaram, K. and Raman, A., Optimising inventory replenishment of retail fashionproducts. Manuf. Serv. Oper. Manage., 2001, 3, 230–241.
Hunter, N.A. and Valentino, P., Quick response—Ten years later. Int. J. Cloth. Sci. Tech.,1995, 7, 30–40.
Iyer, A.V. and Bergen, M.E., Quick response in manufacturer-retailer channels. Manage. Sci.,1997, 43, 559–570.
Kilduff, P., Evolving strategies, structures and relationships in complex and turbulent businessenvironments: the textile and apparel industries of the new millennium. J. Text. Apparel,Tech. Manage., 2000, 1, 1–9.
Quick response procurement cost control strategy for fabric manufacturing 15

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 16/17
King, R.E., Brain, L.A. and Thoney, K.A., Control of yarn inventory for a cottonspinning plant: part 1. Uncorrelated demand. J. Text. Apparel, Tech. Manage.,2002a, 2, 1–11.
King, R.E., Brain, L.A. and Thoney, K.A., Control of yarn inventory for a cotton spinningplant: part 2. Correlated demand and seasonality. J. Text. Apparel, Tech. Manage.,
2002b, 2, 1–7.Raman, A. and Kim, B., Quantifying the impact of inventory holding cost and reactive
capacity on an apparel manufacturer’s profitability. Prod. Oper. Manage., 2002, 11,358–373.
Sethi, S.P., Yan, H.M. and Zhang, H.Q., Peeling layers of an onion: inventory model withmultiple delivery modes and forecast updates. J. Optim. Theory Appl., 2001, 108,253–281.
Villegas, F.A. and Smith, N.R., Supply chain dynamics: analysis of inventory vs. orderoscillations trade-off. Int. J. Prod. Res., 2006, 44, 1037–1054.
Yan, H., Yu, Z. and Cheng, T.C.E., A strategic model for supply chain design with logicalconstraints: formulation and solution. Comp. Oper. Res., 2003, 30, 2135–2155.
16 H. Yan et al.

8/13/2019 Quick Response Procurement
http://slidepdf.com/reader/full/quick-response-procurement 17/17