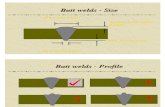
SMAW Welding Techniques. Weld Bead A weld resulting from a pass Stringer Bead Weave Bead.
Quarterly Publication Rs. 20
APRIL 2019 Weld 18 Bead 1
Page 2 of 24
AROUND IWS
IWS DAY CELEBRATIONS 2019
INAUGURATION OF STUDENT FORUM AT
RAMCO INSTITUTE OF TECHNOLOGY
KNOWLEDGE SHARING
HENOSIS 19
STRUCTURED COURSE BY IWS, SZ
TECHNICAL PAPERS
EFFECT OF FORGING PRESSURE &
FORGING TIME ON MECHANICAL
PROPERTIES AND MICROSTRUCTURAL
CHARACTERISTICS OF LINEAR FRICTION
WELDED TI-6Al-4V ALLOY JOINTS
POWER BEAM PROCESSING IN THE
MICRO RANGE
THE JOURNAL OF
Regn. No. 41817 / 2002
QUARTERLY PUBLICATION
April 2019 Weld: 18 Bead: 1
PRESIDENT
SHRI S BISWAS
Immediate Past President
SHRI S GOPINATH
Past President
SHRI A V KRISHNAN
Vice Presidents
SHRI A MARUTHAMUTHU SHRI U D RANE SHRI M P JAIN
Hon. Secretary
SHRI N RAJASEKARAN
Hon. Treasurer
SHRI G RAJENDRAN
Members
Dr K Asokkumar Shri R Subburayalu
Mrs. A Santhakumari Dr. T Senthil Kumar
Shri S Rajendran Dr. K Siva Prasad
Dr G Madhusudan Reddy Dr Shashikantha Karinka
Shri Narain Dharmendra Dr V R Krishnan
Prof. Sunil Pandey Dr G Padmanabham
Shri Basu B K Shri Muneesh Narain
Shri Umesh Agarwal Dr T A Daniel Sagaya Raj
Shri Sandeep Mohan Ubhaykar Shri Uma Shanker G
Shri Amit Agarwal Dr T J Prasadarao
Shri Viral Ashok Shah Shri S N Roy
Shri Easwaran R Prof. V Balasubramanian
Shri Tamboli V B Dr M Kamaraj
EDITORIAL BOARD
Shri R SUBBARAYALU – Editor in Charge Dr. G Madhusudhan Reddy Dr. V. Balasubramanian Mrs. A. Santhakumari Dr. T. Senthilkumar
ASSOCIATE EDITORS Shri Praveen Kumar Lakavat Shri R. Arivazhagan
CO-ORDINATORS Shri Sanjay Kadam Shri K Ganesh Kumar Dr. S. Aravindhan
PUBLISHED BY
On Behalf of IWS by
Shri N RAJASEKARAN Hon. Secretary (IWS)
INDIAN WELDING SOCIETY INSTITUTIONS BUILDING, KAILASAPURAM, TIRUCHIRAPPALLI – 620 014
INDIA Websites: www.iws.org.in www.iwsevents.com E mail: [email protected]
http://www.iws.org.in/http://www.iwsevents.com/mailto:[email protected]
Page 3 of 24
IWS DAY CELEBRATIONS 2019
On the evening of 14th March 2019, the HQ and Southern Zone have jointly celebrated the IWS DAY at
the S K Mazumder Hall, Institutions Building, BHEL Township, Tiruchirappalli. Mr. A. Maruthamuthu,
Vice President (IWS) presided over the function and delivered the IWS day address to the members. He
recalled the successful conduct of IWS 2k18 and SOJOM 2018 by HQ with the support of WZ and by SZ
respectively. Mr. K Ganesh Kumar, Hon. Secretary, IWS, SZ welcomed the gathering. Mr. N Rajasekaran,
Hon. Secretary, IWS recalled the history of IWS and the past accomplishments. Mr. N Parameswaran
conducted the proceedings and proposed the vote of thanks.
AROUND
Page 4 of 24
IWS STUDENT FORUM AT RAMCO INSTITUTE OF TECHNOLOGY,
RAJAPALAYAM
One more Student Forum of IWS was inaugurated at Ramco Institute of Technology, Rajapalayam, Tamil
Nadu on 3rd January 2019. Mr. A. Maruthamuthu, Chairman (IWS, SZ) & then General Manager (DTG),
Bharat Heavy Electricals Limited, Tiruchirappalli inaugurated the centre in the presence of Mr N
Rajasekaran, Hon. Secretary (IWS) and Mr R Ravibharath, Hon. Treasurer of IWS, SZ. Mr. Maruthmuthu
also presented the ‘IWS welcome kit’ containing the proceedings of the past event to the library of the
college.
In his address, he explained the importance of becoming
the members of Indian Welding Society. He said that
students will find it beneficial to attend workshop,
conferences and technical events organised by Indian
Welding Society Students Forum. Students will get
industrial exposure in advanced welding Technology and
its applications by attending technical talks by industry
experts. Dr. N. Jawahar, Principal, Ramco Institute of
Technology presided over the function. Mr. N. Rajasekaran, and Mr. R. Ravibharath, offered their
felicitations. 76 students and one faculty member were inducted in the forum.
Immediately after the inauguration Mr. N Rajasekaran, delivered a free lecture on "Advanced Welding
Processes for Power Plant Equipments" for the students.
KNOWLEDGE SHARING
ONE DAY TECHNICAL SYMPOSIUM “HENOSIS 19” BY DR. N G P INSTITUTE OF
TECHNOLOGY
The IWS student forum at Dr NGP Institute of Technology
conducted “Henosis ‘19”, a National Level Technical
Symposium, in association with Dr. NGP Institute of
Technology and professional bodies like IEEE, SAE & ISACA
on February 2, 2019.
Seven engineering departments of Dr. N.G.P Institute of
Technology jointly organized the several technical and non-technical events of Henosis ’19. The event
aims to encourage the students to exhibit their talents. Henosis’ 19 provided diversity in the events and
opened up new grounds of exploration and experience for students.
The technical symposium brought together people of varied experiences and provided an opportunity
to everyone to share their thoughts. Mutual participation and high quality deliberations created
Page 5 of 24
inspiring learning environment resulting into innovative ideas. Today’s industry expects such inputs to
bring home new innovations and inventions.
STRUCTURED COURSES
The Southern Zone conducted its flagship course “Welding
Technology for Fresh Engineers Course (EC 052)” during
11.02.2019 – 17.02.2019. 31 students from various
engineering colleges and industries have attended the
course and got benefited by the heavily subsidized course.
Mr. A. Maruthamuthu,
Chairman, IWS, SZ,
inaugurated the course and distributed the course materials to the
participants.
Mr. N Rajasekaran, Hon. Secretary, IWS offered his felicitations and
shared the genesis of the course. Mr K Ganeshkumar, Hon. Secretary,
SZ welcomed the gathering. Mr. R Ravibharath, Hon. Treasurer, SZ, proposed the vote of thanks.
ON 17th Feb 2019, Mr. N Rajasekaran, Hon.
Secretary (IWS) distributed the certificates to the
participants and delivered the valedictory address.
Mr. Praveen Kumar Lakavat, Course Director (IWS,
SZ) welcomed the gathering. Mr. K E R Chari, EC
Member (IWS, SZ) proposed the vote of thanks.
The participants expressed that they got
benefited from the course and thanked IWS for
the noble initiative.
Page 6 of 24
EFFECT OF FORGING PRESSURE & FORGING TIME ON MECHANICAL
PROPERTIES AND MICROSTRUCTURAL CHARACTERISTICS OF
LINEAR FRICTION WELDED TI-6Al-4V ALLOY JOINTS *1P. Sivaraj, 2C. Rajarajan, 3V. Balasubramanian, 4Vijay Petley, & 5Shweta Verma
1 ,2 ,3Centre for Materials Joining and Research (CEMAJOR), Department of Manufacturing Engineering Annamalai University, Annamalai Nagar
4,5Gas Turbine Research Establishment (GTRE), DRDO, Bengaluru.
*Email: [email protected]
ABSTRACT
Ti-6Al-4V (also called as Ti64) is frequently used for structural applications in the
aerospace industry due to its excellent strength and light weight. Ti64 can be welded by
almost all the fusion welding processes but resulted in the formation of coarse grained
microstructure in the fusion zone, severe deformation, and high residual stresses. To
overcome these problems, solid state welding processes are now adopted in the
aerospace industries because it avoids total melting of materials and provides finer grain
structures in the nugget region. Among different solid state techniques, linear friction
welding (LFW) is highly suitable to join the blade to disk assembly in the next generation
aero engines. LFW important process parameters are: friction pressure, friction time,
forging pressure, forging time and oscillating frequency. In order to study the effect of
friction pressure and forging pressure, other parameters were kept constant. The forging
pressure was varied from 5 MPa to 15 MPa and the forging time was varied from 2 Sec to
6 Sec. It is found that forging pressure, the relative motion between the mating surfaces
is minimum and it results in poor joint strength.
Keywords: Ti-6Al-4V alloy, Linear Friction Welding, Forging Pressure, Forging Time, Microstructure
Micro hardness, Tensile Properties.
1.0 INTRODUCTION
Ti-6Al-4V [Ti-64] alloy is widely used in aerospace, automobile, nuclear and petrochemical
industries due to its corrosion resistance, high temperature mechanical properties, and low
density [1]. In particular, Ti-64 is used in bladed disk [blisk] assembly in aero engines [2]. Gas
tungsten arc welding (GTAW or TIG) process is widely used for joining titanium alloys, particularly
in sheet forms. High heat input of TIG welding results in greater distortion, and contamination
[3]. Radiant energy welding processes like laser beam (LB) and electron beam (EB) welding
processes are also used for joining titanium alloys but the higher cooling rate possesses problems
like porosity and fusion zone cracking [4]. Solid state welding processes like friction welding,
friction stir welding and diffusion bonding are widely used to join both similar and dissimilar
joints of titanium alloys. Among different solid state welding processes, friction welding offers
many advantages like, elimination of consumables, less welding time, higher joint efficiency etc...
Linear Friction Welding (LFW) is a variant of friction welding process, where the joint between
mailto:[email protected]
Page 7 of 24
two materials are made by the relative motion and the compressive forces. In LFW, one part is
kept stationary and other part is oscillating linearly. During this process, the frictional heat will
be generated between the surfaces and the plasticized region forms at the interface. After this,
forging force is applied to produce a final joint with a limited thermo mechanically affected zone
(TMAZ) [5].
Abbasi et al. [6] investigated the effect of filler metal on microstructure and mechanical
properties of Ti-6Al-4V joints. The joint fabricated with matching filler exhibited higher tensile
strength than others. The microstructure of the weld metal consists of both acicular and basket
weave morphologies. Kishore Babu et al. [7] studied the effect of current pulsing and post weld
heat treatment on microstructure and mechanical properties of TIG weldments of Ti64. The
current pulsing resulted in refinement of prior β grains which improves both strength and
ductility of the weldments. An increase in ductility and reduction in strength was observed for
the post weld heat treated weldments due to the coarsening of α grains, reduction in defect
density and decomposition of martensite. Balasubramanian et al. [8] investigated the corrosion
behaviour of pulsed gas tungsten arc welded Ti64 joints. The corrosion resistance increased with
increasing pulsing frequency and peak current and then decreased. The finer grains developed in
the fusion zone will be responsible for the increased corrosion resistance. Cao et al. [9] studied
the effect of welding speed on microstructure and mechanical properties of laser welded Ti64
joints. The presence of α' in the fusion zone will increase the hardness by 20 % with respect to
base metal. The microstructure is inhomogeneous across the weld joint and the tensile strength
of the joint is found to be increased with a reduction in ductility.
Romero et al. [10] studied the effect of forging pressure on microstructure and residual stress
development of Ti64 linear friction welds. From his study they concluded that the forging
pressure has strong influence on weld width and thermos-mechanically affected zone (TMAZ).
During welding the temperature developed at the weld region and TMAZ exceeds β transition
temperature. At low forging pressure, the amount of α-Ti is more and it is decreased with
increasing the forging pressure. Increase in forging pressure decreases the residual stresses in
both x and y direction. Li et al. [11] studied the effect of friction time on flash shape and upset of
linear friction welded steel joints. From the study they concluded that the upset length increases
linearly with increasing friction time. The formation of flash is undulating-ribbon structure in the
direction of friction and curly edges in the vertical direction. Effects of processing parameters
were studied by Li et al. [12] through numerical study. At higher oscillating frequency, the
interface temperature increases quickly, and axial shortening occurs at a faster rate. Similar
behaviour is also observed for amplitude and friction pressure.
From the literature review, it is understood that Ti64 alloys were welded by many fusion welding
techniques. However, published information on joining Ti64 alloy by fusion based processes are
very minimum. Moreover, only very few investigators studied on linear friction welding of Ti64
alloy. Hence, the present investigation was carried out to understand the effect of forging
Page 8 of 24
pressure and friction time on microstructure characteristics and mechanical properties of linear
friction welded Ti64 alloy joints.
2.0 EXPERIMENTAL DETAILS
The rolled plates of Ti64 alloy used in aero engine applications were used in this investigation.
The dimensions of the plates are 60 × 30 × 6 mm (length × width × thickness). The chemical
composition and mechanical properties of Ti64 alloy used in this investigation are presented in
Table 1and 2 respectively. The optical micrograph of Ti64 base metal is shown in Figure1a which
consists of bimodal structure of α and β. The SEM image (Figure 1b) of Ti64 base metal consists
of elongated α grains with intergranular β.
In order to find the effect of forging pressure and forging time, the other welding parameters
such as friction pressure (22 MPa), friction time (40 sec), and oscillation frequency (14 Hz) were
kept constant. The forging pressure and forging time were varied between 5 MPa to 15MPa at an
interval of 5 MPa and 2 sec to 6 sec at an interval of 2 sec respectively. The Table 3 shows welding
parameters used to fabricate the joints. In total 6 joints were made.
Tensile test was performed on defect free joints using a servo hydraulic controlled universal
testing machine at a constant strain rate of 2.4×10-3 s-1. During the test, the load-displacement
curves were recorded using data acquisition system and they are converted as stress-strain
curves. Micro hardness variations across the joints were measured using Vickers’s micro hardness
tester. Hardness was measured at an interval of 0.2 mm in the weld nugget (WN) and thermo-
mechanically affected zone (TMAZ) and an interval of 0.5 mm in heat affected zone (HAZ) and un-
affected base metal (BM). Microstructural features of defect free joints were characterized using
optical microscopy (OM) and scanning electron microscopy (SEM). The microstructural features
were revealed using Kroll's reagent (100 ml H20 + 2 ml HF + 5 ml HNO3).
3.0 RESULTS AND DISCUSSION
3.1 Effect of Forging Pressure on Macrostructure
In Table 4 it shows the effect of forging pressure on macrostructure. At a forging pressure of 10
MPa, it produces sufficient amount of frictional heat at the interface of the weldment which in-
turn plasticize the material. This sufficient heat results in good weld between the mating surfaces.
A uniform flash formation is observed in the joint made using a forging pressure of 10 MPa. The
macrograph reveals defect free joint and the good flash formation. The flash formation is also
uniform on both the sides and the width of the weld nugget (WN) zone is wider than the joint
produced using forging pressure of 10 MPa. When the forging pressure was less than 10 MPa it
produced good flash formation, but the weld nugget zone was minimum and hence, the strength
of the joint was lower compared to the optimized parameter. When the forging pressure was
more than 10 MPa the joint was welded but the joint obtained was having upset (mismatch).
Page 9 of 24
3.2 Effect of Forging Time on Macrostructure
The macrograph of the linear friction welded joints is depicted in Table 5. The macrograph of the
joint produced using a forging time of 4 sec and forging pressure of 10 MPa shows the defect free
weld. From the fixed end the application forging time gives better impact on sound weld. The
rubbing action against the faying surfaces in linear motion produces sufficient frictional heat to
plasticize the material. This heat results in good weld between the mating surfaces if forging time
is applied for few seconds. The optimized forging time for the joint was 4 sec. When forging time
was less than 4 sec it resulted in poor weld with macro level defect which is shown in Table 4.
When the forging time was above 4 sec it resulted with non-uniform flash formation and the
width of the weld nugget zone was also reduced compared to the optimized condition (4 sec).
From the macrograph observations, it is understood that the joint produced using the forging
time of 4 Sec and forging pressure of 10 MPa yielded a defect free joint with appreciable flash
formation. This is due to the sufficient heat produced as well as forging between the faying
surfaces. For further testing and characterization these defect free joints alone utilized.
3.3 Tensile Properties
The tensile properties of LFW joints such as yield strength (YS), ultimate tensile strength (UTS),
uniform elongation (UE) and total elongation (TE) are shown in Table 6. In each case, three
specimens were tested, and the average values are reported in Table 6. The tensile properties are
slightly lower than that of base metals for both the forging pressure and forging time tensile
strength values. The tensile strength is higher for the forging pressure of 10 MPa. The joint
efficiency is calculated as the ratio between weld joint to base metal.
The tensile specimens are failed slightly away from the Weld Nugget Zone (WNZ) i.e., TMAZ. The
ductility of the weld joints is lower than the base metal. From the table it is understood that
forging pressure is the most influencing welding parameter for obtaining high strength and joint
efficiency.
3.4 Micro hardness Variations across the Joints
The micro hardness variation across the welded joint measured at mid thickness region is shown
in Figure 2. The hardness of the Ti64 base metal is around 340 ± 10 HV. The hardness is increased
to a value of 389±10 HV at the weld nugget zone and it is decreased at the TMAZ region.
The hardness in the heat affected zone (HAZ) was decreased further for both the forging pressure
and forging time. The increased hardness in the WNZ may be attributed to the phase
transformation and refinement of the grains. The combined action of forging time and forging
pressure resulted in elongated coarse grains at the TMAZ region. Hence, the hardness was slightly
decreased at this region. The hardness of the interface between HAZ and TMAZ is lowest when
compared with other regions. This may be due to the phase transformation and high cooling
rates. The joint fabricated using optimized forging time and forging pressure exhibited higher
hardness in the WNZ and away from the weld interface the hardness is decreased.
Page 10 of 24
From the hardness profile, it is clear that the interface between HAZ-TMAZ regions is found to be
the weakest region across the joint. The hardness profile is also consistent with the tensile
properties since the failure of the joint is at the TMAZ-HAZ interface region. Similarly, forging
pressure is the most influencing welding parameter for obtaining higher hardness in the WNZ
when compared to forging time.
3.5 Fracture Surface Analysis
The SEM fractograph of tensile tested specimens are shown in Figure 3 which indicates the ductile
mode of fracture with variation in dimple size. Both the tensile specimens are failed in the TMAZ
region with marginal variation in ductility. The ductility and the strength are higher for the forging
pressure (10) MPa which is evident from the fracture surface. It consists of finer dimples which
are shown in Figure 3b. The joint fabricated using forging time (4 sec) shows marginally elongated
dimples which are shown in Figure 3a. It indicates the lower strength and hardness of the joint
which is evident from the tensile and hardness results.
3.6 Microstructural Features of LFW Joint
The microstructural features of the joint produced with the optimized parameters of forging
pressure and forging time is shown in Figure 4. Generally, the microstructural zones in LFW joint
is classified as weld nugget zone (WNZ), thermo-mechanically affected zone (TMAZ), heat
affected zone (HAZ), and un-affected base metal (BM). The microstructural features of two
different parameters were compared for better understanding. The microstructure in the WNZ
(Figure 4a and 4b) is entirely different from the base metal. The bimodal microstructure of alpha
and beta grains in the base metal were totally transformed into widmanstatten (basket weave)
structure. The width of the WNZ is wider for the forging pressure than the forging time. During
LFW, the interface temperature exceeds to a value of 995 °C. This temperature will transform the
bimodal alpha and beta grains into the single-phase beta field. The higher cooling rate results in
diffusion less transformation of beta grains into the martensitic (widmanstatten) structure. It is
also observed that, the hardness of this region (Figure 4) is higher than the base metal.
The microstructure of the TMAZ is shown in Figure 4 (c-d). This region is very narrow compared
to the WNZ and it is highly deformed due to the combined action of forging pressure and forging
time. The temperature at this is region is well below to the beta transition temperature (below
995 °C). Here, there is no phase transformation at this region. The original bimodal alpha and
beta grains is reoriented during linear friction welding. The microstructure in the HAZ is almost
same as the TMAZ region. In HAZ, the grains are softened due to the convectional heat transfer.
The grain sizes are almost same for both the parameters. This inhomogeneous microstructure is
consistent with the hardness profiles and tensile properties. The failure of the tensile specimens
is at the TMAZ region which due to the presence of elongated alpha and beta grains with
reoriented features.
Page 11 of 24
CONCLUSIONS
In the present investigation, the effect of forging pressure and forging time on tensile properties
and microstructural characteristics of linear friction welded Ti64 alloy joints was studied. The
important conclusions are as follows:
The joint fabricated using forging pressure of 10 MPa and forging time of 4 sec resulted in
good flash formation as well as wider weld nugget zone which yielded defect free joints.
The maximum joint efficiency of 98 % was achieved in forging pressure.
The joints fabricated using forging pressure of 10 MPa exhibited superior tensile properties
due to the presence of wider weld nugget zone and hence, forging pressure was found to
be the most influencing welding parameter for the fabrication.
The lowest hardness value is recorded at the interface between TMAZ-HAZ in both the
joints due to the presence of elongated coarse grains.
ACKNOWLEDGEMENT
The authors are thankful to the Gas Turbine Research Establishment (GTRE), DRDO, Bengaluru
for providing financial assistance through Contract Acquisition Research Support (CARS) scheme
(No. GTRE/MMG/BMR1/1023/16/CARS/A/16) to carry out this investigation. The authors are
thankful to the Director, GTRE, Bengaluru for providing Ti64 alloy materials to carry out this
investigation.
REFERENCES
[1] X.-L. Gao, L.-J. Zhang, J. Liu, and J.-X. Zhang, A Comparative Study of Pulsed Nd:YAG Laser Welding and TIG Welding of Thin Ti6Al4V Titanium Alloy Plate, Mater. Sci. Eng. A, Elsevier, 2013, 559, p 14–21, doi:10.1016/j.msea.2012.06.016.
[2] Bhamji, M. Preuss, P.L. Threadgill, and A.C. Addison, Solid State Joining of Metals by Linear Friction Welding: A Literature Review, Mater. Sci. Technol., 2011, 27(1), p 2–12, doi:10.1179/026708310X520510.
[3] Y. Guo, M.M. Attallah, Y. Chiu, H. Li, S. Bray, and P. Bowen, Spatial Variation of Microtexture in Linear Friction Welded Ti-6Al-4V, Mater. Charact., Elsevier Inc, 2017, 127, p 342–347, doi:10.1016/j.matchar.2017.03.019
[4] Fall, M. Jahazi, A.R. Khodabandeh, and M.H. Fesharaki, Erratum to: Effect of Process Parameters on Microstructure and Mechanical Properties of Friction Stir-Welded Ti–6Al–4V Joints (The International Journal of Advanced Manufacturing Technology, (2017), 91, 5-8, (2919-2931), 10.1007/s00170-016-9527-Y), Int. J. Adv. Manuf. Technol., The International Journal of Advanced Manufacturing Technology, 2017, 91(5–8), p 2933, doi:10.1007/s00170-017-0519-3.
[5] P. Wanjara and M. Jahazi, Linear Friction Welding of Ti-6Al-4V : Processing, Microstructure , and Mechanical-Property Inter-Relationships, 2005, 36(August).
[6] Abbasi, K., Beidokhti, B., & Sajjadi, S. A. (2017). Microstructure and mechanical properties of Ti-6Al-4V welds using α, near-α and α+β filler alloys. Materials Science and Engineering: A, 702, 272–278. https://doi.org/10.1016/j.msea.2017.07.027
[7] Kishore Babu, N., Ganesh Sundara Raman, S., Mythili, R., & Saroja, S. (2007). Correlation of microstructure with mechanical properties of TIG weldments of Ti-6Al-4V made with and without current pulsing. Materials Characterization, 58(7), 581–587. doi:10.1016/j.matchar.2006.07.001
[8] Balasubramanian, M., Jayabalan, V., & Balasubramanian, V. (2008). Effect of pulsed gas tungsten arc welding on corrosion behavior of Ti–6Al–4V titanium alloy. Materials & Design, 29(7), 1359–1363. doi:10.1016/j.matdes.2007.06.009
[9] Cao, X., & Jahazi, M. (2009). Effect of welding speed on butt joint quality of Ti-6Al-4V alloy welded using a high-power Nd:YAG laser. Optics and Lasers in Engineering, 47(11), 1231–1241. doi:10.1016/j.optlaseng.2009.05.010
https://doi.org/10.1016/j.msea.2017.07.027
Page 12 of 24
[10] Romero, J., Attallah, M. M., Preuss, M., Karadge, M., & Bray, S. E. (2009). Effect of the forging pressure on the microstructure and residual stress development in Ti-6Al-4V linear friction welds. Acta Materialia, 57(18), 5582–5592. doi:10.1016/j.actamat.2009.07.055
[11] Li, W. Y., Ma, T. J., Yang, S. Q., Xu, Q. Z., Zhang, Y., Li, J. L., & Liao, H. L. (2008). Effect of friction time on flash shape and axial shortening of linear friction welded 45 steel. Materials Letters, 62(2), 293–296. doi:10.1016/j.matlet.2007.05.037
[12] Li, W.-Y. W.-Y., Ma, T., & Li, J. (2010). Numerical simulation of linear friction welding of titanium alloy: Effects of processing parameters. Materials & Design, 31(3), 1497–1507. doi:10.1016/j.matdes.2009.08.023
Table 1 Chemical composition (wt%) of Ti64 base metal
Elements (wt %) Al V Fe O C N H Ti
Ti-6Al-4V 6 4 0.19 0.15 0.06 0.04 0.01 Bal.
Table 2 Mechanical properties of Ti64 base metal
0.2%Yield Strength (MPa)
Tensile Strength (MPa)
Elongation in 50 mm gauge length (%)
Reduction in Cross Sectional Area (%)
Hardness (HRc)
980 1030 12 24 33
Table 3 Welding Parameters used to fabricate the joints
Joint Number
Forging Pressure (MPa)
Forging Time (sec)
Friction Pressure (MPa)
Friction Time (sec)
Oscillating Frequency (Hz)
1 5 4 22 15 14
2 10 4 22 15 14
3 15 4 22 15 14
4 10 2 22 15 14
5 10 4 22 15 14
6 10 6 22 15 14
Table 4 The Effect of Forging Pressure
Joint Forging Pressure
(MPa) Macrograph Observation
1 5
Welded with good flash formation on both sides
2 10
Welded with good flash formation and weld beed also good
3 15
The joint was welded but not straight and upset happed due to high
forging pressure
Page 13 of 24
Table 5 The Effect of Forging Time
Joint Forging Time (sec) Macrograph Observation
4 2
Welded with macro level defect
5 4
Welded with good flash formation and weld beed also good
6 6
Welded with non-uniform flash formation
Table 6 Tensile properties of LFW joints
Joint Number
0.2% Yield strength (MPa)
Tensile strength (MPa)
Total Elongation (%)
Joint efficiency (%)
2 926 1011 8.4 98
5 900 975 7.1 94
(a) Optical micrograph of base metal (b) SEM image of base metal
Fig 1 Micrographs of Ti64 - base metal
Page 14 of 24
Fig 2 Micro hardness variation across the joint
Joint No. 5 Joint No. 2
Fig 3 Fracture surfaces of tensile specimens
(a) WNZ (d)WNZ
(b) TMAZ (e) TMAZ
(c) HAZ (f) HAZ
Fig 4 Microstructural features of LFW joints (a), (b), (c) - Joint Number 5 (d), (e), (f) - Joint Number 2
Page 15 of 24
POWER BEAM PROCESSING IN THE MICRO RANGE M. Merkel, M. Escher, Ch. Otten & St. Jakobs*
Focus GmbH, Germany
*ISF - Welding Institute, Germany
ABSTRACT
Electron beam welding in the micro range is an under estimated joining process in the industry.
Nowadays laser beam welding in vacuum is an upcoming technology. It is a mandatory measure to
investigate in this technologies for the micro processing.
The aim of this paper is to demonstrate the advantages of electron and laser beam welding in
vacuum for micro processing technologies.
To address the special requirements of micro joining tasks for an electron beam welding system a
number of technical modifications are required. The tungsten filament cathode is replaced by a LaB6
single crystal for smaller spot profiles and higher power densities. A fast beam deflection system is
integrated for a higher precision in beam motion by time and position. A high voltage power supply
is integrated enabling fast power regulation in the ms range. Fast pulsing with pulse lengths down
to 1 µs and stable beam currents down to the 10 µA are essential for welding applications joining
very thin micro wires or sheets.
Recently a new laser has been integrated into a vacuum micro processing welding machine (LaVa)
used for similar applications. A short survey and outlook will be given about this very new technology
and its first achievements.
KEY WORDS: Electron Beam Welding, EB Welding, Laser Welding, Laser in Vacuum, Micro Welding,
Micro Structuring, Micro Drilling
1.0 INTRODUCTION
The miniaturization in various high tech industries requires joining methods which can process in
the range of a few microns (Zhou, 2008). Beam joining methods are increasingly gaining in
importance in the Micro System Technology (MST). The Laser is already well established as tool
for micro joining and surface modification. Welding in vacuum reduces the ambient pressure in
the key hole and avoids the plasma plume generated by the ionized gas. These effects stabilize
the welding process drastically known from deep penetration electron beam welds. First
experiments using fibre or disc laser beams for the welding in vacuum demonstrate that similar
advantages can be observed (Reisgen P).
Transforming the micro process technology into vacuum, a row of applications are successfully
performed by the electron beam (Otten). This expands the expectations in quality for welding
and surface modification in the micro range. (Smolka, Gillner, Bosse, & Lützeler, 2004). The
advantage of vacuum and the ability to weld almost all electrically conductive materials, the high
reliability and efficiency and the possibility to focus the beam precisely to a few microns makes
this technique particularly interesting for processing in the micro range.
Page 16 of 24
Another process related uniqueness is the manipulation in the kHz range due to an almost inertia
free control of the beam with electromagnetic coils. This allows for a high accurate positioning
on the work piece at synchronous short processing times (Knorovsky, Dorfmüller, Dilthey, &
Woeste, 2008). Continues approaches expand the field of successful applications for electron-
and laser beam in vacuum for micro processing industry.
2.0 SYSTEM ENGINEERING
All experiments were done with a FOCUS micro electron beam welder (FOCUS GmbH, 2015). This
system is specially designed to fulfil the requirements for processing in the micro range. The
installation of a fast beam deflection system including the coil and amplifiers with up to 200 kHz
(FOCUS GmbH, 2015) and the redesign of the triode system with a novel filament type as cathode
frame the fundament. For that a LaB6 single crystal with a diameter of 300 µm is used. The main
advantage is a constant beam characteristic and a significantly increased power density over the
whole lifetime of up to 1000 h. The problem of the partial evaporation (Steffens, Sievers, &
Buchmann, 1990) is, due to a pressure of a low 10-6 mbar, minimized.
For laser beam welds the FOCUS micro electron beam welder is equipped with a 600 W single
mode fibre laser. The electron beam column at the top of the vacuum chamber including beam
generation and electron optical System, is exchanged by a Precitec YW52 optics and a 1-D
scanner. For the irradiation of the laser power beam in to the vacuum chamber a specialized
window is required. The system also includes a well - designed vapour shielding device to avoid
metal dust on this window. Refer Figure 01.
3.0 EXAMPLES
3.1 Micro Welding
The first example is a micro electron beam weld to join two 100 µm thick sheets together, Figure
02. The application of this is a hermetically sealed battery housing for electric cars. The material
316L (X2 Cr Ni Mo 17-12-2) is welded with 84 W beam power, 90 mm / s welding speed, a circular
oscillation of 50 µm and free root forming. In Figure 02a, the surface of the sheet is shown. The
weld has a uniform flanking and a constant width of 180 µm. The macro section allows an
examination of the weld appearance (see Figure 02 b). In all analysed welds neither pores nor
cracks can be detected. The fusion line distinguished the steep course from the surface to the
root. A heat affected zone can, due to the precise heat input, not be seen. Though this weld is
done by deep penetration welding with keyhole, the shape reminds more like a heat conductive
weld, which can be explained by the low heat capacity of the parts in the micro range.
3.2 Medical (Electron Beam)
The medical sector demands the highest requirements on the reliability of the products. The
electron beam features advantages in the contactless processing under high vacuum condition
and the material independent energy absorption. The precise focusing is especially needed during
Page 17 of 24
the welding of devices in the micro-range. Figure 03a, shows a micro electron beam welded
Nitinol (intermetallic phase of NiTi) stent for the air tube. The 200 µm thick wires were welded at
their endpoints with a lap joint. An important fact is the in-situ quality control, due to the high-
resolution SEM mode of the micro EB welding machine. A cross-section of a joint imaged with a
SEM is shown in Figure 03b, except of a few micro cavities a crack free and very homogeneous
microstructure is demonstrated. The good strength coupled with the excellent biocompatibility
has made Nitinol an attractive candidate for medical device applications (Khan & Zhou, 2010).
Some difficulties associated with the mechanical properties after laser welding have been
reported in (Falvo, Furgiuele, & Maletta, 2005) and demonstrate the need of further research
regarding the joining process. Scientific results about electron beam are rare or outdated
(Horikawa, Ueki, & Shiroyama, 1994). The change in the microstructure after welding is particular
important and should be kept as low as possible. In Figure 03c & 03d are two cross section of a
Ni-Ti shape memory alloy demonstrated, c) is welded with the LaB6 cathode and d) with the
wolfram hairpin cathode. Both welds are free of any defects like cracks or pores. The beam power
was incrementally increased with a constant welding speed of 50 mm / s, until a full penetration
is reached. With the wolfram filament the beam power has to be increased from 150 W to 210 W.
The result is a stronger grain growth in the weld and an increase in the width of the HAZ.
3.3 Sensor and Battery Housings (Laser and Electron Beam)
The increasing interest in aluminium alloys can be explained by its special properties and their
importance for light-weight design (Dilthey & Stein, 2006). Besides the application in body
construction, where aluminium is used due to its high strength – to - weight ratio, it is also used
for battery and sensor housing (Hailat, Mian, Chaudhury, Newaz, Patwa, & Herfurth, 2012).
Electron beam technology is particularly interesting for welding aluminium alloys since it provides
high levels of joint efficiency (Tosto, Nenci, & Hu, 1996), (Chen & Huang, 1999) and the absorption
is process related material independent (Schultz, 2000).
From the metallurgical point of view, beam welding of aluminium alloys leads through the high
affinity to oxygen to pores (Gellert, 1998). Welding those materials in vacuum consequently lead
to a process with a strong reduced amount of pores in number and size. Due to the high
solidification range this welding process is sensitive to hot cracks (Gref, 2005). These cracks which
occur in the weld and the HAZ during solidification strongly depend on the used alloy and the
process parameters.
Figure 04 shows examples of sensor housings welded by electron beam and laser beam. Both
were tested via helium leakage test satisfactory to leakage rates of 10-9 mbar l / s. In the full
penetration connection welds, the existence of imperfections, like pores or hot cracks cannot be
detected. Due to the low heat impact of power beam welds the sensor manufacturing can be
improved drastically. If the temperature stays lower than 70 °C during the entire welding process,
sensors can be welded completely assembled even with electronic devices installed inside. The
low heat impact prevents plastic and electronic parts from destruction.
Page 18 of 24
A reasonable explanation for the crack-free welds is in addition to the high absorption and the
low capacity of heat transmission. The weld is facing the vacuum atmosphere from its upper
surface and the root side. Due to the vacuum condition the reduced heat conduction cannot be
balanced by convective flow of heat which leads to a decreasing cooling rate with extended
degassing time and increased diffusive replacement possibilities. The slower cooling is especially
important for the high crack susceptibility of alloys with multi constitute.
3.4 Vacuum Feed Through (Laser and Electron Beam)
Another application for best sealed and low heat impact requirements are high vacuum feed
throughs for all kind of media, mostly electric power and signals. It is a challenge to seal a
compound of different materials by welding into a stainless steel flange. In certain cases the
leakage rate has to achieve values better than 10-11 mbar l / s. The shown examples are a
demonstration of excellent welds by laser beam or even electron beam of an X5 CrNi Mo17-12-2
pipe with 3 mm wall thickness and a diameter of 25 mm into a stainless steel flange. Refer Figure
05.
3.5 Drilling (Electron Beam)
It is well known that the electron beam is an efficient method for precise and reproducible
drillings in technical work pieces (Leitz, Koch, Otto, Maaz, Löwer, & Schmidt, 2012). The minimum
bore diameter is thereby mainly influenced by the beam profile. The major energy absorption of
the pulsed beam is compared to laser drilling, where the penetration depth of the photons is in
the nanometer range, deeper in the bulk of the work piece achieving a few microns. The FOCUS
MEBW-60 comes with a controlled mode, where it is possible to adjust the pulse form, and a fast
mode, where the control electrode switches between two levels. Figure 06 shows a micro
electron beam drilled 100 µm thick molybdenum apertures.
3.6 Surface Structuring (Electron Beam)
The surface modification of materials is important for many applications (Tavakoli, Buxton, Jones,
& Dance, 2007). One method is a, patented by TWI (Dance, 2002), texturing technique called Surfi-
Sculpt. In that process the electron beam is deflected rapidly over the surface of the material and
displaces material in a highly controlled manner (Reisgen, Olschok, Otten, Panfil, & Fischer, 2012).
Figure 07a, shows a textured stainless steel sheet where 10 x 6 structures were produced at the
same time with multiple beam technique. Therefore a tailored process management is needed
to avoid distortion. Theses specimens were used for steel - plastic dissimilar joints. For the second
exampleTiAl6V4 disks with a diameter of 10 mm were used. The micro structuring was applied
with the goal of a better ingrowths behaviour of implants in the human body (Neuss, et al., 2015).
The distance between the structures is 40 µm and the height is 20 µm. The accuracy in which the
process can be done is in the range of a few microns.
Page 19 of 24
CONCLUSION
i. The electron beam is a multifaceted tool for material processing in the micro range. There
are applications in many sectors as well as in different processes. The main advantages are
the material independent extremely high absorption, the vacuum conditions, keeping the
work pieces clean and non-oxidized, and the extremely fast, precise and reproducible beam
deflection. The process related high current density and beam quality can be improved by
the use of a LaB6 single crystal as cathode. Due to the precise control abilities, in
combination with the fine beam, processes like micro drilling and surface texturing pushes
the technology into new dimensions.
ii. Exchanging the electron beam column of the welding chamber into a laser beam optic fed
by a single mode fibre laser demonstrates also highest levels in welding quality for the
micro processing. The key factor for success is the ambient low pressure in the evacuated
welding zone.
iii. It is a question of the required flexibility and demands in beam processing or monitoring
that decides about the choice of the best power beam tool.
REFERENCES
1. N. Zhou, Micro joining and Nano joining, Cambridge, England: Wood head Publishing Ltd, 2008.
2. M. Mücke, U. Reisgen, S. Olschok, S. Jakobs, "Welding with Laser in Vacuum: Test results from Automotive
Components", Proceedings SMWC XVI, Livoni Michigan, USA, Oct 2014
3. C. Otten, M. Escher, M. Christ, I. Balz, S. Krasnorutskyi, "Electron beam Processing in the micro range",
Proceedings of 3rd IEBW Conference, Chicago, USA, Nov. 2015
4. G. Smolka, A. Gillner, L. Bosse and R. Lützeler, "Micro electron beam welding and laser machining - potentials
of beam welding methods in the micro-system technology," Microsystem Technologies, vol. 10, pp. 187-192,
2004.
5. G. A. Knorovsky, T. Dorfmüller, U. Dilthey and K. Woeste, "Electron beam microwelding," in Microjoining and
Nanojoining, Cambridge, England, Woodhead Publishing Ltd., 2008, pp. 419-472.
6. FOCUS GmbH, "MEBW-60 Micro Electron Welder," 08 September 2015. [Online]. Available: http://www.focus-
e-welding.de/resources/Sectors/MEBWBroschuere2014.pdf.
7. FOCUS GmbH, "www.focus-gmbh.com," 30 September 2015. [Online]. Available: http://www.focus-
gmbh.com/resources/Electronics/HDCA40_Flyer-german.pdf.
8. H.-. D. Steffens, E.-. R. Sievers and C. Buchmann, "Kathode Deterioration During Electron Beam Welding,"
Materialwissenschaft und Werkstofftechnik, vol. 21, pp. 454-471, 1990.
9. M. I. Khan and Y. Zhou, "Effects of local phase conversion on the tensile loading of pulsed Nd: YAG laser
processed Nitinol," Material Science and Engineering A, vol. 527, pp. 6235-6238, 2010
10. Falvo, F. M. Furgiuele and C. Maletta, "Laser welding of a NiTi alloy: Mechanical and shape memory
behaviour," Materials Science and Engineering A, vol. 412, pp. 235-240, 2005.
11. H. Horikawa, T. Ueki and K. Shiroyama, "Superelastic performance of Ni-Ti thin tubes," in Proceedings of SMST,
Pacific Grove, USA, 1994.
12. U. Dilthey and L. Stein, "Multimaterial car body design: challenge for welding and joining," Science and
Technology of Welding and Joining, vol. 11, no. 2, pp. 135-142, 2006.
http://www.focus-e-welding.de/resources/Sectors/MEBWBroschuere2014.pdfhttp://www.focus-e-welding.de/resources/Sectors/MEBWBroschuere2014.pdfhttp://www.focus-gmbh.com/resources/Electronics/HDCA40_Flyer-german.pdfhttp://www.focus-gmbh.com/resources/Electronics/HDCA40_Flyer-german.pdf
Page 20 of 24
13. M. Hailat, A. Mian, Z. Chaudhury, G. Newaz, R. Patwa and H. Herfurth, "Laser micro-welding of aluminium
and copper with and without tin foil alloy," Microsystem Technologies, vol. 18, pp. 103-112, 2012.
14. S. Tosto, F. Nenci and J. Hu, "Microstructure and properties of electron beam welded and post-welded 2219
aluminium alloy," Material Science and Technology, vol. 12, no. 4, pp. 323-328, 1996.
15. S. C. Chen and J. C. Huang, "Influence of welding parameters on microstructures and mechanical properties of
electron beam welded aluminium–lithium plates," Material Science and Technology, vol. 15, no. 8, pp. 965-
978 , 1999.
16. H. Schultz, Elektronenstrahlschweißen, Düsseldorf: DVS-Verlag, 2000.
17. M. Gellert, Wasserstoffporenbildung beim Laserstrahlschweißen von Aluminium, Aachen: Shaker Verlag,
1998.
18. W. Gref, Laserstrahlschweißen von Aluminiumwerkstoffen mit der Fokusmatrixtechnik, Stuttgart: Herbert Utz
Verlag GmbH, 2005.
19. C. Otten, U. Reisgen, M. Christ, T. Unger and M. Schmachtenberg, "Electron beam welding of AW-2024
aluminum for hermetically sealed sensor housing," in 68th IIW Annual Assembly and International Conference,
Helsinki, Finnland, 2015.
20. K.-. H. Leitz, H. Koch, A. Otto, A. Maaz, T. Löwer and M. Schmidt, "Numerical Simulation of Drilling with Pulsed
Beams," Physics Prcedia, vol. 39, pp. 881-892, 2012.
21. M. Tavakoli, A. Buxton, I. Jones and B. Dance, "The use of power beams in surface modification," Medical
Device Technology, vol. 18, no. 1, pp. 6-12, 2007.
22. B. Dance, "Modulated Surface Modification". International Patent WO 2002/094497 A3, 2002.
23. U. Reisgen, S. Olschok, C. Otten, C. Panfil and H. Fischer, "Electron beam structuration of titanium materials
for medical applications: potential for improved ingrowth behavior," in DVS-Berichte Band 285: International
Electron Beam Welding Conference, 2nd IEBW Conference, Aachen, 2012.
24. S. Neuss, C. Panfil, D. Campos, M. Weber, C. Otten, U. Reisgen and H. Fischer, "Adhesion of human
mesenchymal stem cells can be controlled by electron beam-microstructured titanium alloy surfaces during
osteogenic differentiation," Biomedical Engineering, vol. 60, no. 3, p. 215–223, 2015.
Page 21 of 24
Figure 01 Micro processing system. Usable for any kind of power beam processing in the micro range under vacuum
Figure 02 Micro electron beam weld of 100 µm thick stainless steel foils
a) b)
100 µm
weld
Fusion
line
Page 22 of 24
Figure 03 Electron beam welding of Nitinol: a) with Lab6 and b) with tungsten filament
Figure 04 Example of sensor welded by electron- and laser beam showing highest welding standards
a) b)
c) d)
500 µm
200 µm 200 µm
weld weldHAZ
HAZ
weld
wire
Page 23 of 24
Figure 05 Example of a high vacuum electric feed through welded by electron- and laser beam showing highest welding standards
Figure 06 Micro EB-drilling of a 100 µm thick molybdenum aperture
Figure 07 Electron beam structuring: a) on a stainless steel sheet as perpetration for steel-plastic joints; b) on titanium grade 5 plates for a better acceptance in the human body
Page 24 of 24
IWS JOURNAL
Sincerely Thanks