Quantum Leap in Defect Reduction Six Sigma / DMAIC...
34
Quantum Leap in Defect Reduction Six Sigma / DMAIC Application Z.Mousavi SSBB, CQE, CRE (ASQ Certified) [email protected]
Transcript of Quantum Leap in Defect Reduction Six Sigma / DMAIC...

Quantum Leap in Defect Reduction Six Sigma / DMAIC Application
Z.Mousavi SSBB, CQE, CRE (ASQ Certified) [email protected]

Agenda – Introduction – Applying DMAIC Steps in a MFG
Environment to Improve Quality – Review & Analyze a Case Study
2 ZMTECHNICAL

What Is Six Sigma? • First, What is Six Sigma? • Six Sigma is a highly disciplined process that helps us focus on
developing and delivering near-perfect products and services.
• Why "Sigma"? The word is a statistical term that measures how far a given process deviates from perfection. The central idea behind Six Sigma is that if you can measure how many "defects" you have in a process, you can systematically figure out how to eliminate them and get as close to "zero defects" as possible.
• To achieve Six Sigma Quality, a process must produce no more than 3.4 defects per million opportunities.
3 ZMTECHNICAL

Key Concepts of Six Sigma
At its core, Six Sigma revolves around a few key concepts. • Critical to Quality: Attributes most important to the
customer • Defect: Failing to deliver what the customer wants • Process Capability: What your process can deliver • Measure of variation is a measure that describes how
spread out or scattered a set of data • Stable Operations: Ensuring consistent, predictable
processes to improve what the customer sees and feels • Design for Six Sigma: Designing to meet customer needs
and process capability
4 ZMTECHNICAL

What is DMAIC ? • D…Define • M….Measure • A….Analyze • I…Improve • C…Control/check
5 ZMTECH

• Project History • Company X manufactures printed
circuit boards which are used in later stages of assembly lines as building blocks of microwave radios. Components are soldered on Printed Circuit Boards (PCB’s) with a wave soldering machine. Although this is considered the best method of soldering, a number of defective boards may be produced.
Case Study Review
6 ZMTECH

Project Goal • The original goal, was to find the root
cause of the problems, hence improving the efficiency of the wave soldering process and subsequently improving product quality
7 ZMTECH

Problem: Defective Boards
8 ZMTECHNICAL
Bridging defects

Apply DMIAC steps :
• D: Define problem: – Large number of defective boards are
produced in PCB manufacturing area of the company
9 ZMTECHNICAL

• Measure : – Data collection
• The first and the most important issue at the beginning was the correct definition of the problem and gathering of valid data, which were carried out during the first month.
• Analyze – Next, using some analytical tools the problem was defined
more precisely. Then by using quality tools such as a Pareto and root-cause diagram, the potential causes of the defects in the wave soldering process were noted.
10 ZMTECHNICAL

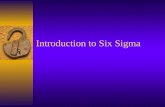
Process Flow
• Wave Soldering Flow Line
Wave .Soldering
Un populated
PCB populated
PCB
Inspection /Quality Control
In Put
Masking
Out Put
11 ZMTECHNICAL

ZMTECHNICAL 12
Process Characteristics The following are characteristics of the wave soldering process:
•The solder connection is very reliable and also a clean connection
•The process is automated
•The process reuses the flux and solder that is left over
•It does require inspection, some touch ups, and also testing
•The productivity and efficiency is increased

Analysis Continue… • scientifically valid data were collected over 2-3
weeks. Pareto analysis was carried out and brainstorming sessions were held to find the possible causes of the problem. The solution to the problem (corrective action) was the main topic of all the meeting in the 2nd & 3rd months from the beginning of the project.
13 ZMTECHNICAL

14 ZMTECH
• At this stage the problem board (the one with the highest number of defects) and the type of the defect were clearly identified.

Data Collection Defective PCB Data
P/N # of Joints/ Board
SAMPLE
SIZE(# BD)
SAMPLE
SIZE
# DEFECTIVE JOINTS/Bd
PROPOTION DEFECTIVE
021-11014-001 86 20 1720 9 0.00523256104-107407-016 1747 28 48916 123 0.00251451101-107662-101 1620 7 11340 30 0.0026455103-098770-024 2154 5 10770 71 0.00659239103-098750-001 1817 10 18170 38 0.00209136103-098770-028 2415 10 24150 102 0.0042236104-107407-012 1747 7 12229 33 0.0026985021-107445-001 1184 12 14208 124 0.00872748101-110282-002 290 20 5800 11 0.00189655
15 ZMTECHNICAL
The proportion defective solder joints for each board P/N were obtained:
Target, or no #1 problem identified

Route Cause Analysis Diagram /Fish Bone for the Wave Soldering Process • Parameters Affecting W.S process
W.S out put
Man Machine
Environment Material
Profile Training
PCB quality
Temperature
Shift
16 ZMTECH

• Analyze…. – A Design Of Experiment committee was formed in the company
in the following month. The objective of this committee was to investigate and find the prime reason for deficiency in the process regarding the number of defective boards produced by the wave soldering process.
– The members of the committee were the quality engineer, the manufacturing engineer, the project lead, the quality specialist, and the operator. Two brainstorming sessions were held every week for one month.
Continue analyze phase…..
17 ZMTECHNICAL

Process Parameters of the wave soldering machine changed Various Design Of Experiments used, but not much improvements were obtained in the process. Research on alternative ways on defective joints prevention in the wave soldering process started
18
Analysis continued…

After weeks of research, Dynamic Solder Management was introduced and presented by the Project lead. During this month the preliminary experiment and the actual experiment were carried out and the final results were recorded on the last day of the 3rd month.
Improvement Phase
alternative approach, using other process changes in the PCB assembly line
19 ZMTECHNICAL


ZMTECHNICAL 21

22 ZMTECH

23 ZMTECHNICAL

ZMTECHNICAL 24
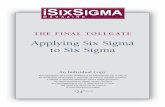
Reduction of defective joints on the same board shown on SPC chart after process improvement
SPC charts before and after implementation of Process Improvement

Results Sample n
Number
Defective
# DEFECTIVE AFTER
Implementation of DSM
1184 14 0
1184 8 1
1184 10 1
1184 10 1
1184 18 0
1184 2 1
1184 2 1
1184 12 0
1184 11 0
1184 9 1
1184 11 2
1184 22 11184 20SUM 149 9
25 ZMTECHNICAL

Results Recommendation
• Defective Joints decreased to 11%
• An improvement of ~ 90%
• Reduced process time
• Reduced Cost
• Implementing the method by means of robotics will improve it even further
ZMTECHNICAL 26

Final Result Perfect Quality
27 ZMTECH

Cost Savings
Company X had a cost savings of nearly $40,000 on the specific board discussed after the first month of the implementation of the project. This method can be used for different geometries of the PCB consequently improving product quality and efficiency of the component integration process on Printed Circuit Boards using wave soldering machines.
28 ZMTECH

Back Up References
29 ZMTECHNICAL

References • https://www.youtube.com/watch?v=in
HzaJIE7-4 • WWW.ASQ.ORG
ZMTECH 30

Defn: • An "opportunity" is defined as a chance for
nonconformance, or not meeting the required specifications. This means we need to be nearly flawless in executing our key processes.
31 ZMTECHNICAL

Definition of Defect • By definition, a “defect” is an individual non-
conformity on a product that causes it to fail to meet a quality specification. A “zero defect” product refers to a product which meets all technical or engineering specifications, and hence has no defects. An item or article is “defective” if it fails to conform to specifications to some respect.
32 ZMTECHNICAL

Yield to Sigma Conversion Table
Yield % Sigma Defects Per Million Opportunities
99.9997 6.00 3.4
99.9995 5.92 5
99.9992 5.81 8
99.9990 5.76 10
99.9980 5.61 20
99.9970 5.51 30
99.9960 5.44 40
99.9930 5.31 70
99.9900 5.22 100
99.9850 5.12 150
99.9770 5.00 230
99.9670 4.91 330
99.9520 4.80 480
99.9320 4.70 680
99.9040 4.60 960
99.8650 4.50 1350
99.8140 4.40 1860
99.7450 4.30 2550
99.6540 4.20 3460
99.5340 4.10 4660
99.3790 4.00 6210
99.1810 3.90 8190
98.9300 3.80 10700
98.6100 3.70 13900
98.2200 3.60 17800
97.7300 3.50 22700
97.1300 3.40 28700
33

97.1300 3.40 28700
96.4100 3.30 35900
95.5400 3.20 44600
94.5200 3.10 54800
93.3200 3.00 66800
91.9200 2.90 80800
90.3200 2.80 96800
88.5000 2.70 115000
86.5000 2.60 135000
84.2000 2.50 158000
81.6000 2.40 184000
78.8000 2.30 212000
75.8000 2.20 242000
72.6000 2.10 274000
69.2000 2.00 308000
65.6000 1.90 344000
61.8000 1.80 382000
58.0000 1.70 420000
54.0000 1.60 460000
50.0000 1.50 500000
46.0000 1.40 540000
43.0000 1.32 570000
39.0000 1.22 610000
35.0000 1.11 650000
31.0000 1.00 690000
28.0000 0.92 720000
25.0000 0.83 750000
22.0000 0.73 780000
19.0000 0.62 810000
16.0000 0.51 840000 34 ZMTECHNICAL