Quantitative Capability Assessment. Cp, Cpk, Pp Ppk These are non dimensional constants used to...
21
Quantitative Capability Assessment
-
Upload
lucas-dunn -
Category
Documents
-
view
268 -
download
4
Transcript of Quantitative Capability Assessment. Cp, Cpk, Pp Ppk These are non dimensional constants used to...

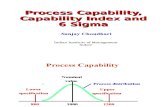
Quantitative Capability Assessment

Cp, Cpk, Pp Ppk
• These are non dimensional constants used to describe capability
• In 6 Sigma organizations they are more useful than percentage yields
• Flowserve is Six Sigma capable in only a few processes so we tend not to use these indices. However it is not uncommon for Six Sigma aware customers to ask use to describe our capability using these measures.

Cp
• Remember a 3 sigma process is 99% good. For many years in high volume manufacturing this was the goal for process capabilities.
• Once you go beyond 3 sigma process capabilities are measured in fractions of percentages – the numbers are valid but clumsy so the sigma (Cp) scale is used. Cp assumes that you have a normal process centered halfway between the specification limits
• When you have a 3 sigma process. (i.e. from the mean to the spec limits = 3 sigma) Cp 1, your yield is 99%
• If your process is more capable, then Cp increases. If you halve the variation in a 3 sigma process it becomes a 6 sigma process & Cp = 2
termshortp s*6
LSLUSLC

Cpk• The difference between Cp and
Cpk is that Cp assumes the voice of the process is centered half way between the sigma limits and Cpk uses the actual voice of the process mean.
• The bigger the difference between Cp and Cpk the greater opportunity there is to improve the process capability by centering. For some simple processes this is valuable information as you only need change an offset to increase capability
Short -Term Capability Indices
termshortp s*6
LSLUSLC
termshortpk(USL) s*3
)X(USLC
termshortpk(LSL) s*3
LSL)X(C
)pk(LSL)pk(USL)pk C , (C minC

Cpk(USL) & Cpk(LSL)
• Notice we used Cpk USL and Cpk LSL to identify Cpk
• These figures should be quoted instead of Cp when you do not have both upper and lower specification limits .
Short -Term Capability Indices
termshortp s*6
LSLUSLC
termshortpk(USL) s*3
)X(USLC
termshortpk(LSL) s*3
LSL)X(C
)pk(LSL)pk(USL)pk C , (C minC

Cpm
• You are almost never going to use this, but for completeness…..
• In some processes you will not target the center point.
• Example cutting impellers you want to cut an impeller diameter between 196 and 200 mm
• It may be cheaper to bias the target cut towards say 199mm instead of 198mm
• So in this case if we target 199mm we want to measure the process against the target instead of the center point

Short and Long Term Sigma • Remember from modules 1 and 2
over a long period we expect the capability of a process to deteriorate
• Also we estimate that the difference between the short term capability and long term capability will be 1.5 sigma
• So if a project team achieves a process that is 99% capable (ST) we expect it to be 80% capable (LT) and to create a process that is 50% good (LT) we aim for 93% (ST)
Short Term Sigma
Long Term Sigma Yield
Long term yield
6.0 4.5 99.9997% 99.865%5.5 4 99.9968% 99.379%
5.0 3.5 99.9767% 97.725%4.5 3 99.865% 93.319%
4.0 2.5 99.3790% 84%3.5 2 97.72% 69%
3.0 1.5 93% 50%2.5 1 84% 31%
2.0 0.5 69% 16%1.5 0 50% 7%

Short and Long Term Sigma
• What does short term and long term mean? ‘’It depends!’’ as a guide:
– Long term is more likely to include special causes
– Long term is likely to include mixtures of batches, parts and include changing personnel
– Long term capability does not get worse.
Short Term Sigma
Long Term Sigma Yield
Long term yield
6.0 4.5 99.9997% 99.865%5.5 4 99.9968% 99.379%
5.0 3.5 99.9767% 97.725%4.5 3 99.865% 93.319%
4.0 2.5 99.3790% 84%3.5 2 97.72% 69%
3.0 1.5 93% 50%2.5 1 84% 31%
2.0 0.5 69% 16%1.5 0 50% 7%

Pk, Ppk, Ppk(usl), Ppk(lsl)
• The only difference between calculating the C… and P… is that you use the short term sigma level for C.. And the long term sigma level for P….
• Remember long term capability = short term capability + 1.5

Normal Capability – Within Cp Between Pp
• This is another more sophisticated technique for calculating short and long term sigma levels.
• It relies on your ability to group data. For example you collect the shipments per day. However you know that there is a pattern of shipments during the week so you group the shipments into weeks. You can now calculate the average for each week and the standard deviation for each week. The overall variation is made up of two components – the variation within each week and the variation between each week.
• Next the assumption that the variation within each week corresponds to short term and the variation between the weeks is long term. By taking these two variations in turn you derive the standard deviation and hence Cp, Pp etc

Normal Capability – Within Cp Between Pp
In Minitab you would In Minitab you would select these two select these two variations in turn you variations in turn you derive the standard derive the standard deviation and hence Cp, deviation and hence Cp, Pp etcPp etc
Overall variation = short Overall variation = short term variation + long term term variation + long term variationvariation
A large difference A large difference between the Overall and between the Overall and Within Capability indices Within Capability indices may indicate the process may indicate the process is out of control.is out of control.
In Minitab you would In Minitab you would select these two select these two variations in turn you variations in turn you derive the standard derive the standard deviation and hence Cp, deviation and hence Cp, Pp etcPp etc
Overall variation = short Overall variation = short term variation + long term term variation + long term variationvariation
A large difference A large difference between the Overall and between the Overall and Within Capability indices Within Capability indices may indicate the process may indicate the process is out of control.is out of control.
12840-4
LB USLProcess Data
Sample N 27StDev(Within) 2.18221StDev(Overall) 3.77818
LB 0Target *USL 5Sample Mean 4.81481
Potential (Within) Capability
Overall Capability
Pp *PPL *PPU 0.02Ppk 0.02Cpm
Cp
*
*CPL *CPU 0.03Cpk 0.03
Observed PerformancePPM < LB 0.00PPM > USL 518518.52PPM Total 518518.52
Exp. Within PerformancePPM < LB *PPM > USL 466185.90PPM Total 466185.90
Exp. Overall PerformancePPM < LB *PPM > USL 480453.93PPM Total 480453.93
WithinOverall
Process Capability of Y=Shipped

PPM parts per million defects
• The bottom of the capability diagram shows predicted ppm defect rates. The figures are not measured but calculated assuming that the VoP will be normal and using the observed average, standard deviation, sample size and the spec limits.
• Information is presented as number of ppm exceeding each spec limit.
• You will probably wish to simplify into percentages
12840-4
LB USLProcess Data
Sample N 27StDev(Within) 2.18221StDev(Overall) 3.77818
LB 0Target *USL 5Sample Mean 4.81481
Potential (Within) Capability
Overall Capability
Pp *PPL *PPU 0.02Ppk 0.02Cpm
Cp
*
*CPL *CPU 0.03Cpk 0.03
Observed PerformancePPM < LB 0.00PPM > USL 518518.52PPM Total 518518.52
Exp. Within PerformancePPM < LB *PPM > USL 466185.90PPM Total 466185.90
Exp. Overall PerformancePPM < LB *PPM > USL 480453.93PPM Total 480453.93
WithinOverall
Process Capability of Y=Shipped

What to share with Champions and teams?
• Unless you are confident that your Champion understands CPk, Within variation and parts per million, please edit the graph and delete that information
• Also please make the title legible
• It is often best to print the pictures for sharing with non Minitab users rather than asking them to look at your screen
250240230220210200
LSLProcess Data
Sample N 21StDev(Within) 3.04521StDev(Overall) 11.1206
LSL 200Target *USL *Sample Mean 226.976
Potential (Within) Capability
Overall Capability
Pp *PPL 0.81PPU *Ppk 0.81Cpm
Cp
*
*CPL 2.95CPU *Cpk 2.95
Observed PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Within PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Overall PerformancePPM < LSL 7637.71PPM > USL *PPM Total 7637.71
WithinOverall
Process Capability of Lead Time
240230220210200
Lower Specification Limit
Process Capability of Lead Time

Summary
• Capability can be shown as a picture
• For GB start with observed capability
• In the long term capability gets worse
• To predict the long term capability You could describe the capability using - % good, parts per million, sigma level, Cp, Pp
• The one you use will depend on your audience

Exercise
• Over the telephone you are told that lead time is a problem, customers want lead times less than 25 days and here are the lead times of the last 20 orders
• 29,15,21,16,30,25,20,28, 21,22,28,30,24,23,45,25, 42,23,27,19
• What is the capability?• How do you interpret the EDA
output?• Create a PowerPoint slide
which you would use to explain the capability to your champion?

Wrong Answer
403020100
LB USLProcess Data
Sample N 20StDev(Within) 7.93206StDev(Overall) 7.57008
LB 0Target *USL 25Sample Mean 25.65
Potential (Within) Capability
Overall Capability
Pp *PPL *PPU -0.03Ppk -0.03Cpm
Cp
*
*CPL *CPU -0.03Cpk -0.03
Observed PerformancePPM < LB 0.00PPM > USL 400000.00PPM Total 400000.00
Exp. Within PerformancePPM < LB *PPM > USL 532655.13PPM Total 532655.13
Exp. Overall PerformancePPM < LB *PPM > USL 534212.87PPM Total 534212.87
WithinOverall
Process Capability of C1

Better Answer• Shape is not normal
• Which may mean that we are looking at –
– Granularity – perhaps there is a reason that there is a gap around orders taking 30-40 days
– Or perhaps we have two catastrophic failures
– or perhaps there is a mixture of more than one type of order.
– Next step is to investigate these two orders with the team.
– With the two values to the right excluded the remaining data is normal. 75% of orders are shipped in 28 days or less and we can expect an average lead time between 21 and 26 days std deviation 7 days….. continued
Descriptive Statistics for: C1
5040302010
95% Confidence I nterval for Mu
5040302010
95% Confidence I nterval for Median
21.2352
5.6818
22.1534
Maximum3rd Quartile
Median1st QuartileMinimum
n of dataKurtosis
SkewnessVarianceStd DevMean
p-value:A-Squared:
28.0000
10.9122
29.1466
45.000028.750024.500021.000015.0000
20.0000 1.9857 1.258355.8184 7.471225.6500
0.0439 0.7439
95% Confidence Interval for Median
95% Confidence Interval for Sigma
95% Confidence Interval for Mu
Anderson-Darling Normality Test

35302520151050
LB USLProcess Data
Sample N 18StDev(Within) 5.00626StDev(Overall) 4.59143
LB 0Target *USL 25Sample Mean 23.6667
Potential (Within) Capability
Overall Capability
Pp *PPL *PPU 0.10Ppk 0.10Cpm
Cp
*
*CPL *CPU 0.09Cpk 0.09
Observed PerformancePPM < LB 0.00PPM > USL 333333.33PPM Total 333333.33
Exp. Within PerformancePPM < LB *PPM > USL 394991.25PPM Total 394991.25
Exp. Overall PerformancePPM < LB *PPM > USL 385756.67PPM Total 385756.67
WithinOverall
Process Capability outliers removed
• Remaining system is stable and shows long term Capability 61%
Descriptive Statistics for orders less outliers
30252015
95% Confidence I nterval for Mu
30252015
95% Confidence I nterval for Median
21.0000
3.3951
21.4167
Maximum3rd Quartile
Median1st QuartileMinimum
n of dataKurtosis
SkewnessVarianceStd DevMean
p-value:A-Squared:
27.4820
6.7828
25.9166
30.0000 28.0000 23.5000 20.7500 15.0000
18.0000 -0.6675 -0.3082 20.4706 4.5244 23.6667
0.7800 0.2279
95% Confidence Interval for Median
95% Confidence Interval for Sigma
95% Confidence Interval for Mu
Anderson-Darling Normality Test

Even Better Answer
• Having investigated with the team there is a reason that there is a gap around orders taking 30-40 days as we pull orders into this month if possible. The two orders later than this were delayed by the customer
• Unless we have more customer delays we can expect around 66% of orders to be within customer expectations
• To achieve 90% or better we need to make significant process changes to reduce the average lead time by around 5 days
302520151050
LB USL
Capability outliers removed - 66% of lead times within cust expectations

Practice
• Using data from a project you or your Green Belt are working on create power point slides to describe the Capability

Quantitative Capability Assessment