Q1 Catalyst catastrophes

of 6
-
Upload
ghulam-rasool -
Category
Documents
-
view
220 -
download
0
Transcript of Q1 Catalyst catastrophes
-
8/7/2019 Q1 Catalyst catastrophes
1/6
Acatalyst normally performs thereaction for which it wasdesigned without causing any
problems for the plant operator.H o w e v e r, if subjected to abnormalconditions, whether during normaloperation, start-up or shutdown, the
catalyst may perform other unplannedreactions. These reactions can generatelarge amounts of heat, produce toxicmaterials or have other potentiallydangerous effects. In the worst cases,there can be serious equipment damageand a threat to personnel.
There have been many lessonslearned over the years from incidents inwhich catalysts being used in hydrogenplants and similar processes havedemonstrated unexpected behaviour asa result of abnormal conditions that, ingeneral, have been outside those
specified in the operating procedures forthe catalyst in question.The incidents include temperature
runaways, which have exceeded vesseldesign temperatures and even led tovessel failure; catastrophic failure ofsteam reformer tubes; formation of theextremely toxic nickel carbonyl; theeffects of catalyst wetting; catastrophiccarbon formation in a steam reformer;hydration exotherms; catalyst millingand reactor loading issues. In manycases, the analysis of these incidentsindicates that many occur duringinfrequent procedures. An unfamiliartask assessment procedure and stafftraining in the prevention and handlingof incidents should minimise incidentfrequency, especially at start-ups andshutdowns, which are becoming lessfrequent events as the reliability of plantsystems improves.
Improvements in catalyst technologyenable catalytic reactions to happen atever-improving energy efficiencies,while also reducing their environmentalimpact. For the most part, catalysts workin a quiet, sustained way and performthe reactions required of them without
issue. This, however, can lead operatorsinto a false sense of security. If given the
opportunity, catalysts can also performother unplanned and undesirable side-reactions. Depending on the reactions,these can generate large amounts ofheat, toxic materials or other phenom-ena, which present in the worst cases adanger to life, equipment or theenvironment.
It should be remembered that thereare significant potential hazardsassociated with the commerc i a l - s c a l eoperation of most heterogeneouscatalyst systems. Considering the syngasindustry, the catalytic stages of theseprocesses operate between 200 and900C (392 and 1692F) and at pressuresof 20300 bara (2904350psia). Many ofthe process streams are flammable andexplosive if mixed with air. Somematerials are noxious, such as ammonia,amines and caustic compounds. Heatmanagement uses high-pressure steamsystems and, in certain reactors, firedheaters. Nitrogen is used to flush vessels
free of air or hydrocarbon and is anasphyxiant.
Frequency of incidentsIn addition to the safety, health andenvironmental implications of seriouscatalyst-related incidents, the plantoperator can incur significant costs. Thecumulative costs of preventableincidents in the industry are not known,but it is likely that they amount to asmuch as $10 billion. Paradoxically, acontributing factor to serious incidentscan be that plants, equipment andcatalysts nowadays deliver incrediblereliability. This means there are muchlonger periods of time between transientoperations such as start-ups, shutdownsand the occurrence of serious problems,which makes dealing with them lessfrequent and more unfamiliar. It alsopresents the problem of retention ofcorporate knowledge that has been builtup over many years when there is staffturnover due to retirement, promotionor job relocation.
All of the incidents described are
based on real events, which haveresulted in risk to personnel, major
Catalyst catastrophes inhydrogen plants
Processing mishaps can occur if catalyst is placed in abnormal conditions These
catastrophes include temperature runaways, the formation of toxic nickelcarbonyl, steam-reforming disasters, unplanned exotherms and side reactions
John R Brightling, Peter V Broadhurst and Mike P Roberts
Johnson Matthey Catalysts
PTQ 0 0
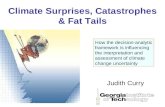
Figure 1 Diagram of a steam reformer
-
8/7/2019 Q1 Catalyst catastrophes
2/6
plant equipment damage or irrecover-able catalyst damage leading to a planto u t a g e .
1 , 2Although most examples
within the context of this discussion aretaken from syngas operations, thelessons are more broadly applicableacross a wide range of catalystoperations. However, each plant willhave individual circumstances and theapplicability of the lessons must be
reviewed in light of local operationalknowledge.
Steam-reforming disastersFor those unfamiliar with steam-reforming technology, it lies at the heartof most plants that make on-purposehydrogen in the oil refinery, as well asthose petrochemical facilities making H2and H2/ C O / C O2 mixtures for theproduction of ammonia, methanol andother petrochemicals. The catalysed,strongly endothermic reaction ofhydrocarbon and steam produces a gas
rich in H2 and CO with some CO2 andunreacted steam and methane. Thus,the steam reformer is designed to passthe process gas down many narrowcatalyst-filled tubes, which arepositioned inside a fired furnace. Thefurnace provides the heat to drive thereaction, and the narrow tubes provide alarge surface area between this heatsource and the process gas to enablerapid heat transfer into the reacting gas.The heat in the hot flue gas produced inthe furnace is recovered by heating theincoming process streams (Figure 1).
The complex control and integrationof both the process and furnace side ofthe steam reformer can lead to manypotential issues that could compromisethe operation. Examples of disasters thatcan occur include: Tube failure during start-up due toover-heating or thermal shock fromsteam condensate carry-over Catastrophic carbon formationcausing pressure drop increase andwidespread catalyst damage Catalyst wetting leading towidespread catalyst damage Nickel carbonyl formation.
Examples will be considered in theseareas, but it should be appreciated thatthere are many other incidents that canoccur.
Tube failure on start-upThroughout the world, there are one ormore steam reformers each year thatexperience the failure of a significantnumber, if not all, of their catalyst-filledtubes. In the last 12 months, JohnsonMatthey Catalysts is aware of at leastseven such incidents, including onecomplete reformer burndown.
As is invariably the case, the damagewas caused during a reformer transient,
either at start-up or, more commonly,following a short trip.
3In most cases
following a trip-related outage, there ispressure to bring the plant back on-lineas soon as possible. In these circum-stances, some operators deviate fromthe normal start-up procedures.
The heating duty for a modern, largesteam reformer is approximately100150MW (340510mmBTU/hr). The
heat input is supplied by burners, eachof which liberates 12MW (3.46.8mmBTU/hr). During normal operation,the endothermic steam-reformingreaction absorbs 5060% of the heat. Atstart-up, however, there is no reactionoccurring while the reformer is warmingup, where nitrogen is initially used untilthe process steam reaches requiredcapacity. Also, at this stage, the flowthrough the tubes is low, with only4050% of the normal operationalsteam flow. Hence, the heat-transfercoefficient and heat-transfer rate are
much lower than during normaloperation. This means the temperaturereadings (for example, in the tube exitsand headers) that are reliable duringnormal operation do not providerepresentative readings. In addition, it isimperative to limit the heat input to thesteam reformer to avoid excessive tubeskin temperatures and possible tubefailure. At 50% design steam flow, theheat sink available is about 14%compared to when the plant isoperating at 100% of design rate. Thesame considerations exist during a
controlled plant shutdown or a planttrip.At this stage, the steam-reforming
catalyst is an innocent bystander. Asthere is no hydrocarbon feed in theprocess yet, there is no reaction tocatalyse and so the catalyst cannotinfluence the temperature in thefurnace. The key points at start-up are: There is no substitute for visuallymonitoring the tube appearance toensure that the tubes are not beingoverheated Procedures to ensure that the correctsequence for staged lighting of burnersmust be adhered to at each stage ofstart-up to maintain a uniform pattern/heat generation.
Case study 1Operating procedure deviations
In one recent incident, a plant tripped,abruptly stopping hydrocarbon feedflow to the steam reformer. There wasmanagement pressure to re-establishproduction and so a fast restart wasattempted. However, there were two keydeviations from standard operatingprocedure: all burners remained firing at
full rate and the plant was maintainedat operating pressure (lowering the
PTQ 1 20060 0
-
8/7/2019 Q1 Catalyst catastrophes
3/6
pressure provides additional operatingmargin for the tubes against failure).Steam flow had been reduced in linewith procedure, but this action furthercompromised the tubes integrity inlight of the full firing, as it reduced theavailable heat sink further.
The temperature indications in thecontrol room did not show anyproblems. However, a visual inspection
of the steam reformer a short time laterrevealed that the tubes were white hotand that there was wholesale tubefailure. There were also flames emergingfrom the peepholes in the furnace wallas the internal box pressure had becomepositive. This would normally havetripped the plant, but the furnacepressure trip was by-passed, as was usualduring start-up. Lessons learned fromthis case study include: Control of firing is essential duringstart-up and shutdown, including tripsituations
Light burners in a staged patternduring start-up Visual inspection of the steamreformer during start-up is essential tomonitor what is happening Do not deviate from standardoperating procedures without carefulconsideration of the implications.
Carbon formationThere are a number of causes of carbonformation on steam-reforming catalysts,including catalyst poisoning oroperation at too low a steam-to-carbon
ratio.
4
For example, catalyst poisoningcan occur due to sulphur compoundsslipping through the upstreampurification system at levels in excess ofwhat the steam-reforming catalyst(typically 100ppbv) can tolerate, thuslowering catalyst activity. This allowslocal temperatures to rise, as the catalystis providing less endothermic steamreforming in the poisoned zone. If thetemperature rises to the point where netcarbon deposition is favoured, carbonbuilds up on (and in) the catalyst pellets.
Also, for a given catalyst type,feedstock and operating temperature,there is a limiting value of steam-to-carbon ratio, below which net carbondeposition is favoured. JohnsonMatthey Catalysts produces steam-reforming catalysts that provideprotection against carbon depositionand offer possible recovery from acarbon-forming incident by steamingthe catalysts.
5Even so, plant upsets and
issues can still lead to operation outsidethe advised limiting condition for thesteam-to-carbon ratio. There are variousways in which a low steam-to-carbonratio can result. Some examples include:
Errors in metering of either steam orhydrocarbon flow
Mechanical failure leading to loss ofsteam flow Inadequate purging, such as during aplant trip, leading to trapped hydro-carbon in the purification section,which is flushed onto hot catalyst onrestart With heavier feeds, condensation ofhydrocarbon liquid in dead legs and
pipework low points, which is sluggedinto the reformer on start-up.It is well known that a serious carbon
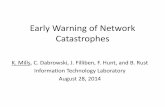
formation incident can even lead tocatastrophic catalyst failure. Dependingon the cause, different carbon speciescan be formed on the catalyst surface:two of the most common are pyrolyticand whisker carbon. Pyrolytic carbon istypically formed at high temperatures(>600C/1112F) from the thermalcracking of hydrocarbons, leading to thedeposition of carbon precursors on thecatalyst particle, as Figure 2 illustrates.
Such carbon formation results incatalyst deactivation and increasingpressure drop.
At lower temperatures (>450C/842F), it is well known that reactionswith hydrocarbons or carbon monoxideover transition metals can lead to theformation of carbon filaments. Thewhiskers have a tubular appearance andmost have a Ni-particle at one end, ashighlighted in Figure 3. As the nickelcrystallites are not obscured or coveredduring this carbon-forming process, therate of carbon formation can beenormous in a steam-free atmosphere.
The whiskers formed within the
catalyst pores are very strong. As a result,these can cause significant damage tothe structure of the pellet. If seriousenough, catalyst breakage can occur, andif an attempt is made to remove thecarbon with steam, further breakage isl i k e l y. In part, this is because the carbonhas caused the structure of the catalystpellet to crack, but acts as a binder while
still in place. Also, gasification of carboninside the pore structure may occurfaster than the gas can escape, causingthe pellets to shatter.
Case study 2Reformer catastrophe
A plant using naphtha feed wasundergoing a restart following a planttrip. The reformer was still relatively hotand had a small steam flow, but itneeded to establish nitrogen circulation.During the introduction of nitrogen, thereformer pressure drop increased from
1.47 bar (20101psi) in approximatelytwo minutes. Nitrogen addition wasstopped. A carbon-forming incident wassuspected and so the steam flow wasincreased and the exit gas monitored forcarbon oxides. Two observations weremade. First, over a number of hours, thepressure drop increased to a point wherecontinued steaming was no longertenable. Second, the analysis of evolvedcarbon oxides suggested that 1.4 tonnesof carbon was removed from theapproximately 10 tonnes of installedcatalyst.
Investigations showed that thenitrogen line operating at a lowerpressure than the process had filled withnaphtha due to reliance on valveisolation rather than fitting a blind (slipplate). The feed line was 100mm (4in) indiameter and around 1km (3300ft) longand was capable of holding 10 metricton of naphtha. The plant operatingprocedures stated that the nitrogen lineshould be checked and confirmed free ofliquid before opening to the processusing a drain valve. However, on thisoccasion, the valve was not openedbecause it was seized.
The catalyst charge had to bereplaced, the discharged material having
PTQ 1 20060 0
F i g u re 2 Pyrolytic carbon on catalystpellet
Figure 3 Whisker carbon on Ni-reformingcatalyst
Catalyst poisoning can
occur due to sulphur
compounds slipping through
the upstream purification
system at levels in excess of
what the steam-reforming
catalyst (typically 100ppbv)
can tolerate
-
8/7/2019 Q1 Catalyst catastrophes
4/6
been reduced almost to dust in the top60% of the tube. The lessons from thiscase study are as follows: Proper isolations should always beused rather than relying on singleisolation valves Large slugs of liquid hydrocarbonwill destroy a charge of steam-reformingcatalyst due to catastrophic carbon
formation Standard operating procedures forstart-up such as draining down linesmust be followed.
Case study 3Condensation on catalyst
Earlier papers explained how wettingthe catalyst is unusual but does notalways have catastrophic effects.
1 , 4
H o w e v e r, the actions that are takenonce you have a wet catalyst can haveserious consequences.
In a recently commissioned hydrogen
plant, insufficient nitrogen wasavailable due to compressor limitationsfor the initial heating phase of start-up.Using nitrogen, the inlet pipe work tothe steam reformer could only be heatedto about 80C (176F). The remainder ofthe warm-up was carried out with 420C(788F) steam introduced to a systempressure with a dew point of 115C(239F). Therefore, during each start-up,condensation occurred in the coldand rather long pipe work between thefeed and steam mixing point and thereformer tube inlet.
In addition, once steam wasintroduced to the process, the heat-uprate at the steam reformer inlet was170200C/hr (306360F/hr) at leastover the initial period after steamintroduction. This far exceeds thenormal heat-up rate for dry catalyst,typically 50C/hr (90F/hr), let alonethat of wetted material, which is halfthis level with recommended holdingperiods to enable controlled waterevaporation.
The plant was also susceptible to tripshutdowns at very frequent intervals.After around 20 start-ups from cold
conditions, there was an unacceptablepressure drop, which necessitated
catalyst renewal. There was a significantdegree of damage to the catalyst thathad resulted not only in the pressuredrop issue but also poor gas distributionwithin the reformer and the subsequentdevelopment of hot spots. The breakagewas primarily due to the rapid heatingof wetted catalyst and the catalystshattering as vapourising water builtpressure within the catalyst pellet faster
than it could be relieved by the escape ofsteam through the pellet pore structure.Breakage was also exacerbated bycrushing due to tube contraction ineach of the frequent trip shutdowns.
Figure 4 shows the agglomeratednature of the catalyst, which had fusedtogether through wetting andcompaction of the broken catalyst both symptoms of a wetted catalyst thathas been dried too quickly. This had tobe mechanically broken up before itcould be vacuumed out.
Lessons learned from this case study
are as follows: Steam-reforming catalyst should beheated a suitable margin above the dewpoint before steam is introduced.Generally, 50C/hr (90F/hr) is advised Rapid drying generates high steampressures within pellets that can breaksteam-reforming catalysts. Carefuldrying will minimise catalyst damage Problems designed into a processinadvertently have major consequencesin terms of plant operability and alsoincur expense in terms of capex anddowntime to correct the problem.
Unplanned exothermsThere is a range of reactions that canoccur over catalysts and give rise to anexotherm. If this is a feature of thereaction that is being catalysed, thereactor and control system are designeda p p r o p r i a t e l y. Situations do arise,h o w e v e r, where conditions occuri n a d v e r t e n t l y, outside the normaloperating regime for the catalysts. Inthese situations, unexpected, significantand substantial exotherms can occur. Anumber of case studies will be discussedin further detail. Although these relateto specific types of catalyst reactors,many of the underlying causes arerelatively generic, in that the same typeof incident could occur over manydifferent catalyst reactors if the sameinitiators existed.
Case study 4Self-heating
A major possible hazard whenmethanation reactors in an olefins plantare shutdown is the potential for self-heating if the reduced catalyst isexposed to air. The same is true of other
types of catalyst for which the activeform contains metal, metal sub-oxide
and other phases that reactexothermically with oxygen.
In this case, the methanation reactorhad been shut down and purged withnitrogen as part of a plannedturnaround. The inlet and exit valvesand thermocouples were removed forrepair. The open ends of the pipes werecovered with plastic sheet and thecatalyst, which was still in the reduced
state, was left without a nitrogen purge.Later in the shutdown, the process of
reconnecting the thermocouples began.A reading of 454C (1013F) wasregistered. To cool the vessel, a nitrogenpurge was established and later areading of 649C (1200F) was obtainedwhen another thermocouple wasreconnected.
The plastic sheet was not an adequatemeans of isolation and, without a purgeof nitrogen, air had entered the vessel,allowing the reduced catalyst to reactwith the oxygen. A chimney effect due
to the exotherm then drew in additionala i r, which in turn allowed more reaction,with the liberation of yet more heat.
In the absence of any gas flow andwith some thermocouples disconnectedeven as the nitrogen purge wasestablished, there was no way todetermine the peak localised temper-atures in the catalyst bed. Therefore, itwas impossible to ascertain the extent ofcatalyst damage. The lessons from thiscase study are as follows: Reduced methanation catalyst (andother similarly reactive catalysts) can
become very hot when exposed to air Secure isolation and inert purge isessential for maintenance on vesselscontaining reduced catalyst With little or no gas flow,thermocouples do not provide a reliablemeasurement of the temperaturesthroughout the bed.
Case study 5Methanation
Methanation is a very exothermicreaction, generating an exotherm of74C (133F) for each percentage of COconverted, and 60C (108F) for eachpercentage of CO2 in a bulk hydrogenstream. In normal operation, theupstream water gas shift reactors andwet CO2 removal systems deliver nomore than 0.5 mol% of eachcomponent. Thus, with a typical inlettemperature of 250300C (482572F),the exit temperature should not exceed350C (662F). Thus, the vessel design issuch that its operating temperature limitat the prevailing process conditions is inmany cases around 450C (842F). Totalcarbon oxides of approximately 34mol% will produce this temperature at
the exit of the methanator, dependingon precise operating and design
PTQ 1 20060 0
F i g u re 4 Fused catalyst from steamreformer subjected to wetting
-
8/7/2019 Q1 Catalyst catastrophes
5/6
temperatures. Hence, it may be possibleto run an ammonia or hydrogen plantwith a complete LTS failure or evenchange a low temperature shift (LTS)catalyst on-line if the total carbon oxideburden on the methanator does notexceed the vessel design limit. However,a CO2 removal failure can lead to muchhigher CO2 levels that are capable ofquickly putting the methanator at risk,
potentially producing methanationtemperatures of over 700C (1292F).
In the event of such an upset, it isimportant to consider how quickly thetrip system will respond to changes inbed temperature. There have been caseswhere delays in heat transfer from thecatalyst bed to the thermocouple haveresulted in bed temperatures reachingapproximately 750C (1382F) despitethe inlet temperature trip being set at400C (752F).
6
A hydrogen plant in North Americasuffered a plant trip due to an electrical
problem, which was quickly reset. Thefocus was to re-establish operationquickly and to get the plant runningagain. During the restart process, themethanator pressure rocketed to over 60bar (900psi) and there was failure of thevessel. Analysis of the incidentconcluded that the CO2 absorber hadprobably drained during the trip and didnot have time to establish normal hold-up when the process gas was re-established. The result was a very highlevel of CO2 to the methanator, leadingto overheating and failure of the vessel.
The lessons from this case study are asfollows: Be aware of the potential for over-temperature in a methanator shouldupstream processes fail, leading to amuch higher CO level in the feed gas.The same analysis should be applied toother catalyst systems to understandwhat may be possible Make sure CO2 removal andmethanator high-temperature tripsystems are working and the tripthermocouples are located correctly Consider the need for properprocedures in the restart of a plantfollowing a trip situation, such aswhether these constitute an unfamiliartask that should be subject to anappropriate review.
Case study 6Absorbent-related exotherm
The previous cases all involve catalysts,but it should be noted that absorbentsare also capable of unexpectedreactivity. In this case, an absorbentbased on copper and zinc oxides wasbeing used to remove trace levels of H2Sand mercaptans from a CO2 stream at
about 90C (192F). The reactor hadbeen in operation on the current
absorbent charge for a number ofmonths. An incident occurred in whicha massive exotherm developed over aperiod of 2030 minutes. Temperaturesrose to in excess of 1000C (1832F) andthe vessel failed explosively, butfortunately without the occurrence ofany injuries.
The incident analysis indicated thatthe absorbent had been in contact withoxygen at high temperature. The sourceof the oxygen was identified at an
upstream compressor incorporating avacuum breaker that, if operated, brokevacuum by allowing air into the process.After the incident, this was found to bestuck open.
The source of the heat was a reactionof the oxygen with the absorbent. Theabsorbent reacts to remove the H2S andmercaptans by the formation of CuS andZnS. Even at benign conditions, thedispersed CuS will react with O2 to formC u S O4 and this reaction is stronglyexothermic. At the time the absorbentvessel was designed and installed, the
potential hazard from this reaction hadbeen overlooked. The lessons from thiscase study are as follows: Reactive phases can be formed inabsorbents as a result of the expectedchemical changes in removingimpurities from the process stream The potential for reaction of theseformed phases with air must also beconsidered as part of the HAZOP studyprior to vessel commissioning Suitable vessel protection must beinstalled in the form of bed thermo-couples, trips, alarms and so forth.
Side reactions and otherphenomenaNickel carbonyl, Ni(CO)4, is described asan extremely toxic stable, colourlessliquid at ambient temperature, which isreported to have a musty smell but av e ry low boiling point (42.5C at1 atm).7 Thus, even at ambient temper-ature and pressure, there is a significantvapour pressure over a sample of theliquid. The current OEL for nickelcarbonyl is 0.001ppm (1ppb) and istherefore extremely toxic. The key ruleis to keep CO away from all nickel
catalysts below approximately 200C(392F). At this temperature, even quite
low CO partial pressures can generateN i ( C O )4 and the propensity for itsformation should be checked wherethere is any possibility of contactbetween a CO-containing gas streamand a nickel-containing catalyst. Thereactor most at risk in the syngasflowsheet is the methanator and, to alesser extent, the pre-reforming andsteam-reforming catalysts.
Thus, one of the main hazards whenmethanation reactors are shut down isN i ( C O )4 formation. Also, a relativelyrecent and serious incident involved areformer on a methanol plant. This hasbeen reported elsewhere in detail andprovides some excellent backgroundinformation as well as a description ofthe incident itself.
8
S u p p o rt and hold-down mediaMaterials used as support and hold-down media are an important part ofthe overall loading of a catalyst or
absorbent reactor. It is important thatthe support and hold-down materialsare properly selected and deployedwithin the reactors so that physical orchemical degradation cannot occur dueto a reaction with or movement by theprocess gas. A variety of problems canresult if the wrong type of supportmaterial is selected or if that material isnot stored or installed properly.Examples of the problems that canoccur include: Selection of the wrong type ofmaterial. For example, it is possible to
leach silica from alumino-silicatematerials at temperatures in excess of300C (572F) in steam-containingenvironments Wetting of support media withsubsequent rapid drying Excessive pressure drop in the zonearound the gas collector.
Thus, care is needed to ensure thatalumino-silicate supports are not used inpre-reformers, secondary reformers orHTS, where silica migration can be anissue. In addition, wrong specification atthe time of purchase can be an issue ifthe need to use high-purity aluminaballs in these reactors is not understood.A recent enquiry associated with HDSand HTS catalysts simply specifiedceramic balls.
Case study 8Improper use of support media
A large plant was renewing a full chargeof 60m
3(2120ft
3) LTS catalyst. This was
installed and reduced without apparentproblems. However, when it wassubsequently operated at full rate, thestart-of-run pressure drop was measuredat 2.1 bar (30psi) and rising, whereas the
previous charge had only been 1 bar(14.5psi) at end of run.
PTQ 1 20060 0
Care is needed to ensure
that alumino-silicate
supports are not used in
pre-reformers, secondary
reformers or HTS, where
silica migration can be an
issue
-
8/7/2019 Q1 Catalyst catastrophes
6/6
A catalyst problem was suspected andadditional pressure tappings were addedto the catalyst drop-out pipe of the vesselto help characterise the pressure drop indifferent parts of the vessel. Thismeasurement showed that the pressuredrop was 0.3 bar (4psi) from the catalystbed and 1.8 bar (26psi) below the catalystbed. The pressure drop became seriousenough that the vessel was emptied and
a detailed investigation completed. Theinvestigation showed that a number ofdifferent types of inert balls had beenused and that one of the types installedhad failed catastrophically.
The investigation also showed thatsome of the balls had previously beenused in other reactors such as the HTSand HDS. In addition, it was suspectedthat the mode of storage could haveallowed at least some of the balls tobecome wet. The cause of the failure,therefore, was believed to be the rapiddrying of the balls, which had become
wet during long-term storage. However,in subsequent investigations, it proveddifficult to simulate in tests the extremeconditions of heat transfer anddepressurisation leading to thevapourisation of trapped moisturewithin a 25mm (1in) ball, as wasthought to have occurred within theplant reactor. The failure of the supportmaterial necessitated complete replace-ment of the LTS catalyst charge, whichincurred a significant additionalexpense for the plant in both catalystpurchase costs and plant downtime to
change out the reactor. The lessons fromthis case study are as follows: Select and store support media tothe same standard as catalysts Only use high-purity aluminasupport above 300C (572F) in a steamenvironment Reuse of support balls is notuncommon, but this incident highlightsthe dangers inherent in using materialwhere the history is not clear.
Catalyst loadingAs catalyst improvements have led tolonger run lengths for catalyst charges,changing catalysts is becoming anincreasingly infrequent task. Changes inpersonnel may mean that many of theresponsible staff have not conducted acatalyst change before. In thesecircumstances, a detailed understandingof the design intent and arrangement ofthe catalyst bed is important. This willallow proper review or preparation ofthe detailed procedures for the catalystchange-out. Also, it is prudent to keepdetailed records of what was done as areference for loading in the future andalso to help troubleshoot performance
issues should these arise. Such recordsshould include the catalyst type, batch
or drum numbers of the catalyst loaded,the weight of the catalyst loaded andthe level in the vessel. The same detailshould be applied to the associatedsupport and hold-down materials.Vessel internal arrangements shouldalso be checked, such as thermocouplepositions. Photographs are a useful aid.
Key learning pointsIn the vast majority of the catalystcatastrophes discussed, the catalyst,although often placed in the dockaccused of causing the problem, isultimately found not guilty. Theincident has usually been initiated byexposure to conditions that are outsidethose advised by the supplier. A generalmessage from many of these events isthat infrequent operations around start-up and shutdown present a higher riskthan routine plant operation. In this,one must also include actions taken in
an unplanned plant shutdown, such as atrip condition.A full understanding of the side
reactions that can occur is required andshould have been considered through aprocess such as HAZOP or processhazard review. It is not the usualexposure to process fluids in line withthe advised procedures from the catalystand absorbent vendors that creates theissues whether during reduction,commissioning, normal operation andshutdown. It is, however, the advent ofan unusual process fluid compositionthat creates the possibility for seriousincidents. Where possible, plant designshould eliminate the potential for sucha problem.
Some of the incidents arise fromprocedural issues in a number of ways.First, the existing procedures may beinadequate. Second, the operatingpersonnel may not follow the proce-dures. This may either be due topressures to restore plant operation and,therefore, to cut corners. Alternatively,it may be due to inadequate training andunderstanding of the procedures thate x i s t .
Equipment problems also play a partin creating unusual conditions, and a
strategy for covering the effect ofequipment issues will help, as willpreventative maintenance routines.Also, some catalyst users take actionsbased on a partial understanding of theapplication of the catalysts andassociated factors (for example, supportand loading). It is important to realisethat the catalyst vendor has a wealth ofexpertise and should be able to provide
advice based upon a much broaderexperience of operation of the catalystproducts.
This article is based on a paper originallypresented at the recent ERTC in Vienna. Theauthors have expressed that this publicationis intended to provide authoritative generaltechnical information on the subject covered.It is not intended to provide technical orprofessional advice to cover specific factualsituations. Appropriate technical andprofessional input should be obtained toaddress specific circumstances.
References1 Roberts M P, Catalyst catastrophes,
Proceedings of 48th Safety in AmmoniaPlants & Related Facilities Symposium,AIChE Autumn Meeting, Orlando 2003,AIChE Technical Manual 2003, Vol 44.
2 Brightling J R, Roberts M P, Catalystcatastrophes II, Proceedings of 50th Safetyin Ammonia Plants & Related FacilitiesSymposium, AIChE Autumn Meeting,Toronto 2005, AIChE Technical Manual2005, Vol 46.
3 Timbres D H, McConnell M, Primaryreformer failure, Proceedings of 47th Safetyin Ammonia Plants & Related FacilitiesSymposium, AIChE Autumn Meeting,Montreal 2002, AIChE Technical Manual2005, Vol 42.
4 Cotton W J, Broadhurst P V, Common
problems on primary reformers,Proceedings of 49th Safety in AmmoniaPlants & Related Facilities Symposium,AIChE Autumn Meeting, Denver 2004,AIChE Technical Manual 2004, Vol 45.
5 Broadhurst P V, Cotton W J, Fowles M E,Sengelow W M, Recent advances inhydrogen plant catalyst technology: theshape of things to come in steam reformingcatalysis, Proceedings of the 4th EuropeanCatalyst Technology Conference (ECTC),Prague, 1719 February 2003.
6 Janssen A, Siraa N, Blanken J, Temperaturerunaway in a methanator, Proceedings of25th Safety in Ammonia Plants & RelatedFacilities Symposium, AIChE AutumnMeeting, Portland 1980, AIChE TechnicalManual 1980, Vol 23.
7 Cotton F A, Wilkinson G, Advanced inorganic
chemistry, 5th Edition, Wiley-Interscience,New York, 1988, 1024.
8 Rogers G, Hancock M, Nickel carbonyl anunwelcome visitor on a methanol plant,IMTOF 2001, London, June 2001.
John Brightlingis ammonia marketingmanager with Johnson Matthey Catalystsin Billingham, Cleveland, [email protected] Broadhurstis syngas technicalmanager with Johnson Matthey Catalystsin Billingham, Cleveland, UK.Mike Robertsis technical development
manager with Johnson Matthey Catalystsin Billingham, Cleveland, UK.
PTQ 0 0
Infrequent operations
around start-up and
shutdown present a higher
risk than routine plant
operation. In this, one must
also include actions taken in
an unplanned plantshutdown, such as a trip
condition