
Proseding PNES 3 2015 (Vol.1 No.1 Tahun 2016).pdf
165
POLINES National Engineering Seminar ke–3, Nopember, 11 th 2015 ISSN 2503-2771 1 PROSEDUR DAN TEKNIK PEMBUATAN PRODUK UKIR TEMBAGA DAN KUNINGAN Seno Darmanto 1 , Adi Nugroho 2 , Yusuf Umardhani 3 Program Diploma III Teknik Mesin Fakultas Teknik Universitas Diponegoro 1 Fakultas Ilmu dan Politik Universitas Diponegoro 2 Jurusan Teknik Mesin Fakultas Teknik Universitas Diponegoro 3 Program Diploma III Teknik Perkapalan Fakultas Teknik Universitas Diponegoro 4 Email: [email protected] Abstrak Pengerjaan produk ukir tembaga dan kuningan di Cepogo Boyolali pada prinsipnya dilakukan dengan pembuatan sampel dan proses produksi masal. Pembuatan sampel dilakukan setelah ada kontrak kerja/kesepakatan yang disertai dengan pembayaran awal (DP) oleh pembeli. Selanjutnya di tahap proses produksi, ada 6 (enam) tahapan pengerjaan meliputi pembuatan gambar kerja atau MAL, pemotongan plat, menyambung plat, membuat bentuk dan motif, merangkai bagian- bagian, proses finishing dan pewarnaan. Kata kunci: ukir, motif, tembaga, kuningan I. PENDAHULUAN Industri Ukir Tembaga dan Kuningan Bintang Pamungkas merupakan salah satu industri tembaga dan kuningan yang masih eksis di Banaran Cepogo Boyolali. Produk ukir tembaga dan kuningan meliputi hiasan dinding/kayu penyangga, lampu, guci, mangkok, foto pahlawan, patung, kaligrafi dan produk ukir lainnya. Aplikasi produk utama Industri Ukir Tembaga dan Kuningan Bintang Pamungkas adalah benda/perabot ukir (accessories) tembaga dan kuningan untuk rumah, hotel, hiasan luar dan produk hiasan dinding. Sistem produksi menerapkan pola produksi masal dan terutama permintaan/pesanan konsumen. Produk ukir tembaga dan kuningan secara masal rata-rata bersifat sederhana, ukuran kecil dan dibuat dengan jumlah terbatas. Kemudian untuk produk pesanan, Industri Ukir Tembaga dan Kuningan Bintang Pamungkas sudah berani menerima pesanan produk dengan berbagai bentuk dan ornamen. Industri Bintang Pamungkas dapat menghasilkan produk ukir tembaga dan kuningan secara masal dengan rata–rata 100 buah produk/benda ukir setiap minggu. Produk ukir tembaga dan kuningan secara masal meliputi mangkuk, asbak, lampu duduk, tempat pensil/bollpoint, frame foto dan produk desain sederhana dengan ukuran kecil lainnya. Namun ada kalanya jika produk yang dibuat berukuran besar rata-rata hanya dapat membuat 20 buah produk/barang dalam seminggu. Produk-produk tersebut meliputi bak mandi (bathe tap), lampu gantung, kaligrafi, meja hias, patung, hiasan taman, produk pesanan dan produk khusus berdesain komplek dengan ukuran besar. Proses produksi industri-industri ukir tembaga dan kuningan di Cepogo rata-rata masih tergantung dengan pesanan sehubungan dengan keterbatasan modal. Selera konsumen terhadap desain produk yang bervariasi dan beragam juga menjadi tantangan dan harapan di masa yang akan datang. Sumberdaya manusia di industri ukir tembaga dan kuningan Industri Ukir Tembaga dan Kuningan Bintang Pamungkas umumnya mempunyai keahlian cukup baik. Pendidikan mereka rata-rata STM atau SMA dan bahkan ada yang sarjana meskipun juga ada tenaga yang berpendidikan rendah dan diusahakan untuk mengikuti pelatihan atau magang untuk meningkatkan keahlian terutama keahlian las, pembentukan (tempa), grafis dan finishing. Selanjutnya untuk umur, mereka rata-rata di antara 30 – 45 tahun. Namun pada saat sekarang angkatan kerja produktif terutama anak muda semakin bertambah. Mereka tidak lagi memandang/menghiraukan kesan negatif industri logam (tempa logam). Kesan logam yang
Transcript of Proseding PNES 3 2015 (Vol.1 No.1 Tahun 2016).pdf

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 1
PROSEDUR DAN TEKNIK PEMBUATAN PRODUK UKIR TEMBAGA DAN KUNINGAN
Seno Darmanto1, Adi Nugroho2, Yusuf Umardhani3
Program Diploma III Teknik Mesin Fakultas Teknik Universitas Diponegoro1 Fakultas Ilmu dan Politik Universitas Diponegoro2
Jurusan Teknik Mesin Fakultas Teknik Universitas Diponegoro3 Program Diploma III Teknik Perkapalan Fakultas Teknik Universitas Diponegoro4
Email: [email protected]
Abstrak
Pengerjaan produk ukir tembaga dan kuningan di Cepogo Boyolali pada prinsipnya dilakukan dengan pembuatan sampel dan proses produksi masal. Pembuatan sampel dilakukan setelah ada kontrak kerja/kesepakatan yang disertai dengan pembayaran awal (DP) oleh pembeli. Selanjutnya di tahap proses produksi, ada 6 (enam) tahapan pengerjaan meliputi pembuatan gambar kerja atau MAL, pemotongan plat, menyambung plat, membuat bentuk dan motif, merangkai bagian-bagian, proses finishing dan pewarnaan.
Kata kunci: ukir, motif, tembaga, kuningan
I. PENDAHULUAN
Industri Ukir Tembaga dan Kuningan Bintang Pamungkas merupakan salah satu industri tembaga dan kuningan yang masih eksis di Banaran Cepogo Boyolali. Produk ukir tembaga dan kuningan meliputi hiasan dinding/kayu penyangga, lampu, guci, mangkok, foto pahlawan, patung, kaligrafi dan produk ukir lainnya. Aplikasi produk utama Industri Ukir Tembaga dan Kuningan Bintang Pamungkas adalah benda/perabot ukir (accessories) tembaga dan kuningan untuk rumah, hotel, hiasan luar dan produk hiasan dinding. Sistem produksi menerapkan pola produksi masal dan terutama permintaan/pesanan konsumen. Produk ukir tembaga dan kuningan secara masal rata-rata bersifat sederhana, ukuran kecil dan dibuat dengan jumlah terbatas. Kemudian untuk produk pesanan, Industri Ukir Tembaga dan Kuningan Bintang Pamungkas sudah berani menerima pesanan produk dengan berbagai bentuk dan ornamen.
Industri Bintang Pamungkas dapat menghasilkan produk ukir tembaga dan kuningan secara masal dengan rata–rata 100 buah produk/benda ukir setiap minggu. Produk ukir tembaga dan kuningan secara masal meliputi mangkuk, asbak, lampu duduk, tempat pensil/bollpoint, frame foto dan produk desain sederhana dengan ukuran kecil lainnya. Namun ada kalanya jika produk yang dibuat berukuran besar rata-rata hanya dapat membuat 20 buah produk/barang dalam seminggu. Produk-produk tersebut meliputi bak mandi (bathe tap), lampu gantung, kaligrafi, meja hias, patung, hiasan taman, produk pesanan dan produk khusus berdesain komplek dengan ukuran besar. Proses produksi industri-industri ukir tembaga dan kuningan di Cepogo rata-rata masih tergantung dengan pesanan sehubungan dengan keterbatasan modal. Selera konsumen terhadap desain produk yang bervariasi dan beragam juga menjadi tantangan dan harapan di masa yang akan datang.
Sumberdaya manusia di industri ukir tembaga dan kuningan Industri Ukir Tembaga dan Kuningan Bintang Pamungkas umumnya mempunyai keahlian cukup baik. Pendidikan mereka rata-rata STM atau SMA dan bahkan ada yang sarjana meskipun juga ada tenaga yang berpendidikan rendah dan diusahakan untuk mengikuti pelatihan atau magang untuk meningkatkan keahlian terutama keahlian las, pembentukan (tempa), grafis dan finishing. Selanjutnya untuk umur, mereka rata-rata di antara 30 – 45 tahun. Namun pada saat sekarang angkatan kerja produktif terutama anak muda semakin bertambah. Mereka tidak lagi memandang/menghiraukan kesan negatif industri logam (tempa logam). Kesan logam yang

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
2 ISSN 2503-2771
kotor dan pekerjaan rendahan, bukan jenis kantoran, hasil rendah dan tidak prospektif telah berubah menjadi industri yang strategis dan menjanjikan. Kerja di industri ukir tembaga dan kuningan harus mempunyai tekad yang kuat, tekun, kreatif, inovatif dan berani mengambil resiko. Bekerja di industri ukir tembaga dan kuningan tidak harus terlibat langsung dalam pengelolaan dan pembuatan produk, namun akan lebih menguntungkan bekerja di unit pemasaran secara mandiri atau independen dengan bermitra dengan pemilik industri.
Keberadaan industri ukir tembaga dan kuningan di Banaran Cepogo memberikan potensi yang besar terutama di bidang ekonomi, sosial, pendidikan dan lapangan kerja. Banaran merupakan daerah/dataran tinggi dengan profil tanah tegalan dan terletak di bawah lereng gunung Merapi dan Slamet. Mata pencaharian utama di daerah Cepogo adalah petani tegalan, beternak dan penambang pasir. Kemunculan industri kecil dan rumah tangga di sektor peternakan (ayam, sapi, kambing), perkebunan dan logam (kuningan dan tembaga) memberi lapangan kerja baru bagi masyarakat. Apalagi industri-industri rumah tangga rata-rata bersifat padat karya dan membutuhkan/menyerap banyak tenaga kerja. Geliat ekonomi rakyat di daerah Cepogo berjalan cukup baik sekarang ini. Kota kecil Cepogo yang menjadi jalur alternatif Solo – Selo – Magelang (jalur wisata ke candi Borobudur) memberikan potensi/keuntungan tersendiri dalam mengangkat ekonomi rakyat Cepogo khususnya dan Boyolali umumnya. Dan di sisi lain, perkembangan industri ukir tembaga dan kuningan juga memberikan wahana atau sarana pendidikan bagi siswa dan mahasiswa untuk meningkatkan ketrampilan baik manejemen dan proses produksi melalui program magang atau praktek kerja.
Produk ukir dengan desain rumit dan ukuran relative besar masih menjadi kendala bagi industri ukir tembaga dan kuningan selevel industri kecil dan menengah di daerah Cepogo. Ada sekitar 10-an unit industri ukir tembaga dan kuningan di daerah Banaran yang benar-benar telah beroperasi secara aktif. Sedangkan industri-industri ukir kecil (home industry) yang banyak beroperasi di Banaran Cepogo rata-rata menyuplai komponen pendukung seperti bahan cetakan, penghalusan dan komponen (produk) ukuran kecil atau sederhana. Kesulitan/kendala utama industri dalam menghasilkan produk dengan desain yang rumit dan ukuran besar sebenarnya bukan pada penuangan ide/gagasan awal namun lebih banyak terletak pada proses pengerjaan (pembentukan). Bantuan pelatihan dari pemerintah daerah (dinas perindustrian) telah meningkatkan industriawan ukir tembaga dan kuningan dalam menggali inovasi hingga penuangan dalam bentuk gambar (sketsa) dan penentuan metode pengerjaan. Gagasan dan inovasi yang baru umumnya akan menemui kesulitan (berhenti) saat melakukan proses pembentukan di unit produksi. Proses pengerjaan produk yang sederhana dapat ditempa dengan peralatan tangan. Namun untuk desain yang rumit, proses pengerjaan perlu dilakukan dengan bantuan peralatan atau mesin. Proses pengerjaan produk dengan tingkat kesulitan yang rumit umumnya pada desain produk berbahan baik plat atau pipa (persegi atau lingkaran) yang ada profil lekukan atau belokan. Produk ukir tembaga dan kuningan dengan desain lekukan dan ukuran besar meliputi lampu gantung, kap (rumah, teras atau taman), guci ukuran besar, kaligrafi, stupa (masjid, candi,tempat ibadah), hiasan gapura dan produk hiasan luar.
Penyelesaian akhir produk ukir tembaga dan kuningan merupakan tahap penting untuk memunculkan nilai-nilai seni ukir meliputi bentuk, keunikan, keindahan, pancaran sinar/cahaya, kehalusan dan estetika. Pengerjaan produk di tahap penyelesaian akhir secara umum terdiri dari pembetulan bentuk dan ukuran, penghalusan permukaan, pewarnaan dan pemolesan. Pembetulan bentuk dan ukuran dilakukan dengan proses pengelasan, grinding dan polishing. Selanjutnya penghalusan permukaan dikerjakan dengan proses polishing baik polishing manual dengan amplas (berbagai grid) dan polishing mesin. Kemudian pewarnaan dilakukan pada bagian-bagian sambungan, las, pelapis dan bagian-bagian yang belum
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 3
memancarkan warna tembaga dan kuningan dengan sistem semprot. Logam tembaga dan kuningan sebenarnya sudah memiliki warna yang khas. Dan pemolesan dilakukan untuk menumbuhkan dan memunculkan efek kilau dan cahaya yang khas pada produk ukir. Dalam praktek di industri, ada beberapa peralatan untuk mendukung pengerjaan produk di tahap penyelesaian akhir meliputi peralatan tangan (hand tool), gerinda mesin, mesin polishing dan bahan kimia.
Industri ukir tembaga dan kuningan Industri Ukir Tembaga dan Kuningan Bintang Pamungkas merupakan industri yang mulai berbenah dan berkembang menuju industri dengan menejemen yang baik dan bersaing secara kompetitif. Penyempurnaan unit-unit produksi meliputi metode pembukuan, proposal pengajuan/pengadaan bahan, peralatan unit produksi dan metode pemasaran yang baik dilakukan melalui pelatihan dan peningkatan modal usaha. Perhatian pemerintah daerah dan instansi terkait berupa pelatihan dan bantuan permodalan menjadi motivasi industri ukir tembaga dan kuningan terutama Industri Ukir Tembaga dan Kuningan Bintang Pamungkas untuk menggali inovasi dan meningkatkan proses produksi. Keterbukaan dan kebutuhan akan pembimbingan dalam pembenahan usaha Industri Ukir Tembaga dan Kuningan Bintang Pamungkas menjadi faktor utama dimulainya hubungan kerja yang direncanakan dan sedianya akan dilakukan dalam program Iptek untuk masyarakat ini.
Luaran kegiatan pengabdian ini diharapkan dapat meningkakan kualitas dan kuantitas produksi industri kuningan dan tembaga di Banaran Cepogo Boyolali. Dan luaran yang diharapkan dalam kegiatan ini meliputi perbaikan aliran bahan secara baik dan terukur, kemampuan untuk memproduksi produk secara variatif dan propasar, penyempurnaan peralatan proses produksi terutama pemotong, pengelasan, pengerolan, pelapisan/pewarnaan dan pengerjaan akhir, perbaikan laporan keuangan secara baku dan akuntable, penerapan pemasaran secara aktif melalui iklan/kartu nama, shoowrom, m album, pameran dan membuka website dan pemenuhan sumber daya manusia yang trampil dan kreatif. Khusus untuk bidang produksi, perbaikan dan peningkatan kualitas produk ukir tembaga dan kuningan dapat dilakukan dengan mengaplikasikanm ilmu dan teknologi permesinan. Teknologi permesinan ini dapat diterapkan di beberapa tahapan pengerjaan produk ukir tembaga dan kuningan meliputi persiapan bahan, produksi, pengepakan dan pemasaran. Khusus untuk sektor produksi, teknologi permesinan dapat diaplikasikan dengan memodifikasi dan meningkatkan teknologi beberapa mesin meliputi peralatan perancangan (desain) dan gambar (drafting), pengerolan, pengelasan, pelapisan dan pembubutan. Dan aplikasi beberapa mesin di setiap tahap pengerjaan diharapkan dapat meningkatan kualitas produk secara keseluruhan dan lebih lanjut dapat memenuhi standar kualitas internasional
Pembentukan logam merupakan mekanisme deformasi bahan yang melibatkan satu atau beberapa kelompok proses pengerjaan ketika perubahan atau deformasi plastik digunakan untuk mengubah bentuk benda kerja. Proses deformasi akan terjadi bila tegangan yang diterapkan melebihi tegangan luluh (yeild strength) bahan logam (Vlack, 1981; Juvinall, 1967). Tegangan yang diterapkan untuk deformasi plastis umumnya tegangan kompresi. Beberapa proses pembentukan logam juga menerapkan tegangan geser untuk mengurangi dimensi benda kerja. Secara prinsip, pembentukan benda kerja akan berhasil baik apabila benda kerja mempunyai sifat fisik dan kimia (properties) yang baik. Sifat/properties ini dipengaruhi oleh temperatur. Keuletan akan naik dan kekuatan akan menurun dengan kenaikan temperatur. Pengaruh temperatur pada proses pengerjaan logam lebih lanjut dikelompokan menjadi kerja dingin (cold working), kerja setengah panas (warm working) dan kerja panas (hot working) (Groover, 1996).

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
4 ISSN 2503-2771
II. METODOLOGI PENELITIAN
Kualitas dan pengadaan bahan baku plat dan pipa baik tembaga maupun kuningan yang baik menjadi faktor penting dalam proses produksi produk ukir tembaga dan kuningan. Kondisi bahan baku yang diprioritaskan adalah yang masih baru, bersih dan tidak cacat. Persyaratan ini dimaksudkan untuk menjaga kualitas produksi. Bahan ukir tembaga rata-rata menggunakan plat tembaga tebal 0,4 mm. Pengerjaan produk pada prinsipnya dilakukan dengan pembuatan sampel untuk mendapatkan persetujuan dari pembeli. Selanjutnya di tahap proses produksi, pada prinsipnya ada 6 (enam) tahapan pengerjaan meliputi pembuatan gambar kerja atau MAL, pemotongan plat tembaga (bedahi plat), proses menyambung plat tembaga, proses membuat bentuk dan motif (bentuk dan babar), proses merangkai bagian bagian meja dan proses finishing dan pewarnaan. Pembuatan mal berbahan dari kertas karton atau triplek. Selanjutnya pemotongan plat tembaga atau dalam istilah sehari-hari “mbedahi plat”, dilakukan dengan menyesuaikan ukuran mal yang telah dibuat dari kertas karton atau triplek tersebut. Proses selanjutnya adalah pengerjaan penyambungan yang sebagian besar dilakukan dengan menggunakan mesin las. Dan pengerjaan selanjutnya merupakan proses membuat bentuk dan motif (bentuk dan babar). Proses ini dilakukan dengan memukuli plat tembaga dengan martil. Tahapan pengerjaan selanjutnya adalah merangkai bagian bagian meja. Proses ini dilakukan dengan menggunakan patri parat (sejenis solder/tenol). Dan tahapan akhir pengerjaan produk adalah proses finishing dan pewarnaan. Finishing merupakan tahapan pembersihan dan menghilangkan bekas martil pada proses membuat profil. Selanjutnya pewarnaan merupakan pengerjakan memberikan tampilan warna permukaan sesuai dengan pesanan. III. HASIL DAN PEMBAHASAN
Proses produksi di industri ukir tembaga dan kuningan pada prinsipnya dilakukan dalam beberapa tahapan pengerjaan meliputi pembuatan gambar kerja atau MAL, pemotongan plat tembaga (bedahi plat), proses menyambung plat tembaga, proses membuat bentuk dan motif (bentuk dan babar), proses merangkai bagian bagian meja dan proses finishing dan pewarnaan (Sumanto, 2015; Wiyono, 2015). Pembuatan mal dari kertas karton atau triplek dimaksudkan untuk membantu proses pemotongan plat tembaga. Selanjutnya pemotongan plat tembaga atau dalam istilah sehari-hari “mbedahi plat”, dilakukan dengan menyesuaikan mal yang telah dibuat dari kertas karton atau triplek tersebut.
Gambar 1. Pembuatan gambar kerja atau mal (sumber: Sumanto, 2015).

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 5
Pembuatan gambar kerja atau MAL merupakan tahapan awal untuk membuat gambar dan motif baik gambar 2 (dua) atau 3 (tiga) dimensi. Berbeda dengan pada saat pembuatan contoh/prototipe, pembuatan produk ukir selanjutnya menggunakan skala gambar dengan perbandingan 1:1. Kertas gambar mengunakan ukuran A1 dan juga menyambung kertas A1 tersebut untuk ukuran gambar kerja yang relatif besar. Gambar susunan yang sudah jadi kemudian dipotong untuk menjadi panduan (mal) pemotongan bahan plat atau pipa. Salah satu gambar kerja untuk produk ukir tembaga ditunjukkan di gambar 1.
Tahapan pemotongan plat merupakan proses pemotongan material baik bentuk plat atau pipa dengan menyesuaikan bentuk dan dimensi benda kerja (mal). Kegiatan awal di tahap ini dilakukan dengan menempelkan mal di permukaan bahan plat/pipa. Mekanisme penempelan mal perlu menyesuaikan dengan dimensi bahan di mana plat (tembaga, kuningan dan alumunium) berukuran 2000 mm x 1200 mm x 4 mm agar mendapatkan hasil potongan yang maksimal dan sisa potongan bahan yang minimal. Setelah semua mal tertempel, proses pemotongan dapat dilakukan dengan pisau potong plat dan kadang untung plat tebal menggunakan las asetilin. Untuk bentuk dan motif mal yang teratur, hasil potongan bahan kerja akan maksimal dan sebaliknya sisa potongan akan cenderung banyak. Sehubungan bahan plat tembaga relatif mahal, sisa potongan plat disambung kembali dengan las asetilin menjadi lembaran-lembaran kecil yang dapat menjadi material untuk produk ukir ukuran kecil. Tahapan pemotongan plat tembaga untuk salah satu produk ukir ditunjukkan di gambar 2.
Gambar 2. Pemotongan plat tembaga (sumber: Sumanto, 2015).

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
6 ISSN 2503-2771
Proses selanjutnya adalah pengerjaan penyambungan komponen-komponen produk ukir menjadi produk jadi. Sebagian besar pengerjaan penyambungan menggunakan mesin las. Industri ukir tembaga rata-rata menggunakan mesin las asetilin untuk proses penyambungan. Dalam praktek pengelasan sehari-hari di industri tembaga dan kuningan, instalasi las asetelin dimodifikasi dengan mengganti tabung asetelin dengan tabung gas LPG. Ada beberapa pertimbangan industri atau CV Bintang Pamungkas menggunakan gas LPG yakni penyesuaian kebutuhan pengerjaan, harga murah, tersedia secara luas, distributor gas dekat dan kemampuan pengelasan yang bersaing terhadap las asetelin. Proses pengelasan di industri ukir tembaga dan kuningan secara umum digunakan untuk pembersihan, pemanasan, pemotongan, pembengkokan dan pelubangan. Aplikasi bahan bakar LPG menekan biaya opersinal cukup tinggi sehubungan harga bahan bakar LPG jauhlebih murah darri pada gas asetelin. Penurunan biaya akan maksimal apabila menggunakan tabung LPG bersubsidi kapasitas 3 kg. Dalam pengamatan dan analisa pengelasan di industri, menunjukkan bahwa beberapa tahapn pengerjaan meliputi pembersihan, pemanasan, pemotongan, pembengkokan dan pelubangan mampu dikerjakan secara baik dengan las LPG.
Gambar 3. Pengerjaan penyambungan dengan las asetilin (sumber: Sumanto, 2015).
Dan pengerjaan selanjutnya merupakan proses membuat bentuk dan motif (bentuk dan babar). Proses ini dilakukan secara manual dengan memukuli plat tembaga yang telah digambar (berdasarkan mal) dengan palu (martil) dan pahat (tatah). Gaya tekan pahat akan membentuk motif tertentu pada permukaan plat tembaga berdasarkan bentuk permukaan pahat. Mekanisme pengerjaan untuk membuat bentuk dan motif pada prinsipnya dilakukan dengan mengaplikasikan gaya yang bersumber dari tenaga tangan disalurkan ke ayunan palu pada salah satu permukaan pahat dan ujung permukaan pahat yang satunya bermotif tertentu dan tajam menekan permukaan plat tembaga sesuai dengan bentuk permukaan pahat tersebut. Teknik mengukir tekan di industri dilakuan dengan membuat hiasan di atas permukaan pelat logam tipis dengan ketebalan sekitar 0,2 mm untuk pelat logam kuningan dan pelat logam tembaga sampai dengan 0,4 mm. Alat yang biasa digunakan untuk ukir tekan ini yaitu dibuat dari bahan tanduk sapi atau kerbau yang telah dibentuk sesuai kebutuhan ukir tekan jika tanduk sulit didapat dapat digunakan bambu ataupun kayu. Cara menggunakan alat ukir tekan ini yaitu dengan menekan permukaan benda kerja mengikuti bentuk sesuai motif dari gambar yang telah ditentukan. Teknik mengukir relief tinggi adalah teknik membuat benda hiasan di atas permukaan pelat logam. Motif hiasan ditimbulkan dengan cara merendahkan bagian-

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 7
bagian dasar. Jika menginginkan motif hiasan semakin muncul, dapat dilakukan dengan cara mencembungkan bagian motif. Cara ini dilakukan berulang-ulang sampai membentuk ukiran pada produk sesuai yang diinginkan. Untuk tehnik ukir relief tinggi bahan yang digunakan dari 0.4 mm – 1 mm tergantung keinginan ketinggian atau kedalaman bentuk ukiran yang diinginkan.
Gambar 4. Peralatan martil dan aplikasinya (sumber: Sumanto, 2015). Beberapa alat untuk mengukir bahan keras (logam) meliputi pemukul ukir logam tipis,
pahat ukir logam garis lurus (penyilat), pahat logam penguku, pemudul dan perata, palu ukir
logam, bahan landasan ukir logam, landasan ukir logam (jabung). Pahat penyilap bentuknya
lurus berfungsi untuk memahat garis atau bagian-bagian yang lurus. Ukuran pahat penyilap
bermacam-macam. Untuk garis lurus pendek, gunakan pahat penyilap yang pendek,
sedangkan untuk garis lurus panjang, gunakan pahat penyilap lebar. Selanjutnya pahat
penguku berbentuk cekung digunakan untuk membuat bentuk lengkungan dan lingkaran.
Untuk membuat lingkaran dan lengkungan yang kecil, gunakan pahat kecil sedangkan untuk
lengkungan dan lingkaran besar, gunakan pahat penguku yang besar. Pahat bulat digunakan
untuk menurunkan bagian dasar motif atau untuk mengukir bagian dasar. Dan pahat air tetes
digunakan untuk menurunkan bagian dasar motif, bagian sudut motif, dan bagian-bagian yang
tidak dijangkau oleh pahat bulat (Sumanto, 2015; NN, 2012). Pengamatan di mitra industri
menujukkan bahaw rata-rata ada 3 jenis pahat (tatah) meliputi tatasan, wudulan dan lemahan.
Tatasan adalah pahat untuk membentuk garis tepi/garis pinggir pada tembaga, sesuai dengan
desain. Selanjutnya wudulan adalah pahat untuk menghasilkan bentuk/relief yang menonjol,
atau pembuatan tonjolan pada tembaga. Dan lemahan adalah pahat untuk meratakan
permukaan. Setelah tembaga ditatah, pengerjaan selanjutnya adalah proses pelepasan hasil
pahat dari jabung dengan cara dibakar

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
8 ISSN 2503-2771
Gambar 5. Hasil proses membuat bentuk dan motif (sumber: Sumanto, 2015.
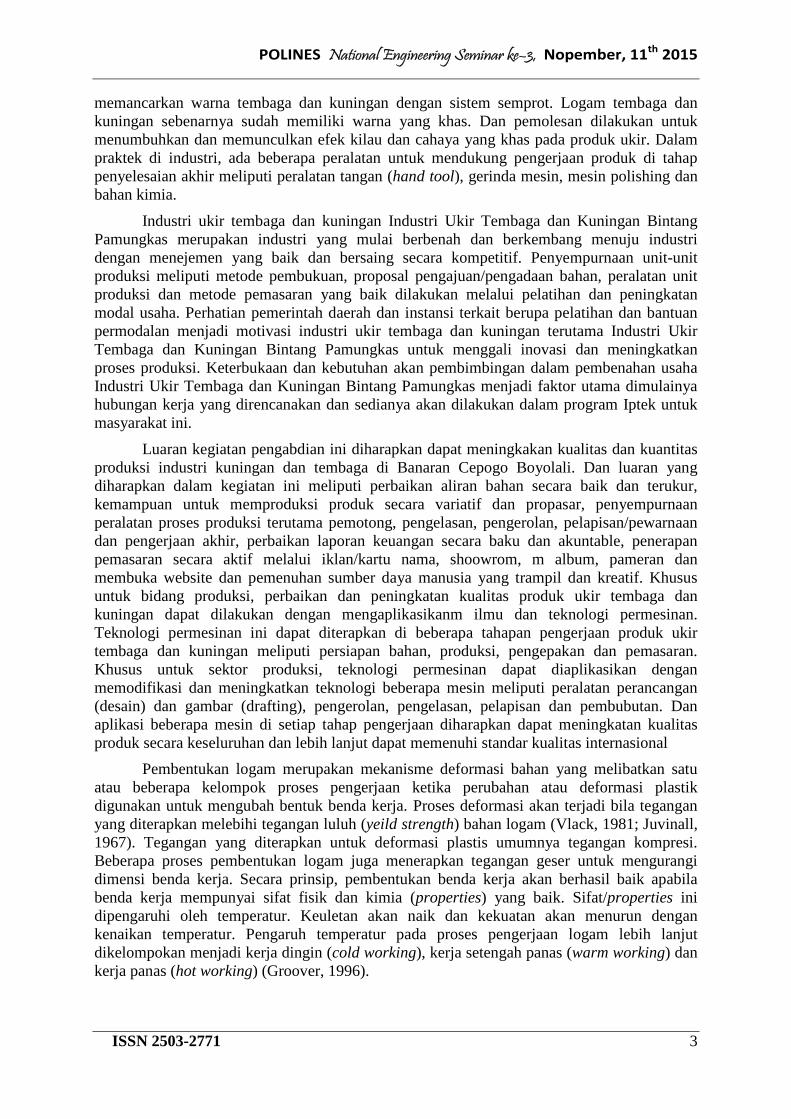
Pengerjaan merangkai dilakukan dengan menyatukan bagian bagian produk ukir menjadi produk jadi. Proses penyatuan ini dilakukan dengan menggunakan patri parat (sejenis solder/tenol). Namun sebelum masuk proses merangkai, ada tahapan membersihkan komponen-komponen produk ukir dari pengotor terutama jabung. Jabung adalah bantalan untuk menatah, yang terdiri dari campuran getah damar, batu bata dan oli. Jabung memiliki sifat seperti aspal, yang apabila terkena suhu dingin akan mengeras, dan bila terkena suhu panas akan meleleh. Apabila pengerjaan mengukir telah dianggap selesai, dengan benda kerja diambil cara memanasi kembali dan dibakar sampai sisa jabung terbakar habis. Kemudian benda kerja dibersihkan dengan cara menggosok dengan sikat kawat. Pembersihan juga dilakukan dengan mengampelas sampai halus dan dipolis sampai mengkilap. Bagian dasaran/latar(background) dibuat tekstur seperti pasir kemudian diwarna gelap, bagian-bagian motif ukiran yang menonjol dipolis mengkilap maka tampak hasil ukiran yang artistic karena ukiran yang menonjol mengkilap dengan background yang gelap sehingga terjadi kontras dan ada pusat perhatian(center of interest) pada motif ukirannya. Hasil merangkai salah satu produk ukir tembaga yakni meja ditunjkkan di gambar 6.
.
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 9
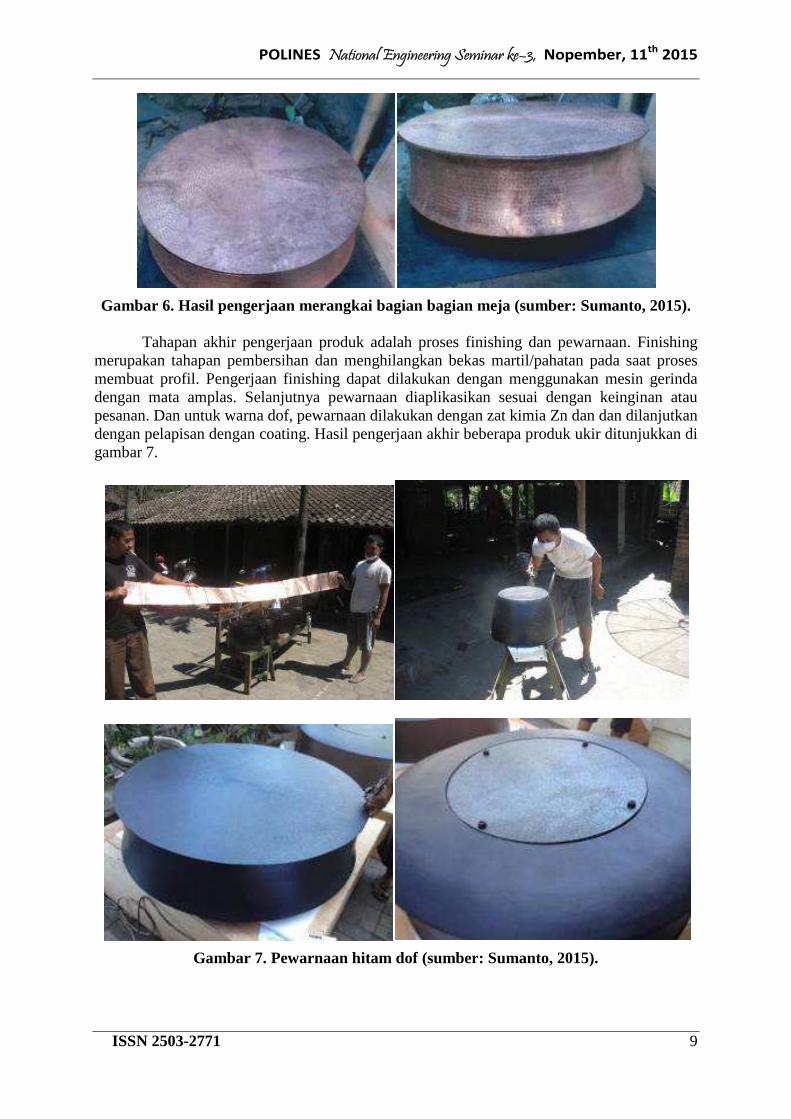
Gambar 6. Hasil pengerjaan merangkai bagian bagian meja (sumber: Sumanto, 2015). Tahapan akhir pengerjaan produk adalah proses finishing dan pewarnaan. Finishing
merupakan tahapan pembersihan dan menghilangkan bekas martil/pahatan pada saat proses membuat profil. Pengerjaan finishing dapat dilakukan dengan menggunakan mesin gerinda dengan mata amplas. Selanjutnya pewarnaan diaplikasikan sesuai dengan keinginan atau pesanan. Dan untuk warna dof, pewarnaan dilakukan dengan zat kimia Zn dan dan dilanjutkan dengan pelapisan dengan coating. Hasil pengerjaan akhir beberapa produk ukir ditunjukkan di gambar 7.
Gambar 7. Pewarnaan hitam dof (sumber: Sumanto, 2015).

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
10 ISSN 2503-2771
IV. KESIMPULAN
Proses produksi di industri ukir tembaga dan kuningan pada prinsipnya dilakukan dalam beberapa tahapan pengerjaan meliputi pembuatan gambar kerja atau MAL, pemotongan plat tembaga (bedahi plat), proses menyambung plat tembaga, proses membuat bentuk dan motif (bentuk dan babar), proses merangkai bagian bagian meja dan proses finishing dan pewarnaan. Pembuatan gambar kerja atau MAL merupakan tahapan awal untuk membuat gambar dan motif baik gambar 2 (dua) atau 3 (tiga) dimensi. Kemudian tahapan pemotongan plat merupakan proses pemotongan material baik bentuk plat atau pipa dengan menyesuaikan bentuk dan dimensi benda kerja (mal). Pengerjaan penyambungan merupakan pengerjaan menyatukan bahan baku dan komponen-komponen produk ukir menjadi produk setengah jadi. Pengukiran merupakan proses membuat bentuk dan motif (bentuk dan babar) dan dilakukan secara manual dengan memukuli plat tembaga yang telah digambar (berdasarkan mal) dengan palu (martil) dan pahat (tatah). Pengerjaan merangkai dilakukan dengan menyatukan bagian bagian produk ukir menjadi produk jadi dengan menggunakan patri parat (sejenis solder/tenol). Dan tahapan akhir pengerjaan produk adalah proses finishing dan pewarnaan. V. UCAPAN TERIMA KASIH
Kami dari hati yang paling dalam mengucapkan terima kasih kepada semua pihak yang telah terlibat dalam pengabdian ini terutama mahasiswa, teknisi dan PSD III Teknik Mesin FT Undip. Terima kasih kepada DP2M DIKTI melalui Skim Iptek bagi Produk Ekspor yang telah mendanai kegiatan pengabdian melalui Direktorat Penelitian dan Pengabdian kepada Masyarakat (Ditlitabmas) Direktorat Jenderal Pendidikan Tinggi (Ditjen Dikti) Kementerian Pendidikan dan Kebudayaan Tahun Anggaran 2015, melalui DIPA UNDIP Nomer: 021/SP2H/PPM/DIT.LITABMAS /II/2015, Tanggal 5 Pebruari 2015 VI. REFERENSI [1] Groover, M.P., 1996,’’Fundamentals of Modern Manufacturing: Material, Process and
Systems’’, Prentice-Hall.Inc, Asimon & Schulter Company. [2] Juvinall, R.C, 1967, ’’Stress, Strain and Strength’’, McGraw-Will Book Company New
York. [3] Khurmi, R.S., 1980,’’A Text Book Machine Design’’, Eurasia Publising House. Ltd,
New Delhi. [4] Sumanto, 2015,’’Album dan Pengerjaan Produk Ukir Tembaga dan Kuningan CV
Bintang Pamungkas’’, Survey langsung pemilik CV Bintang Pamungkas Cepogo Boyolali.
[5] Wiyono, 2015,’’Industri Ukir Tembaga dan Kuningan CV Bintang Pamungkas di Cepogo’’, Survey langsung staff ahli di CV Bintang Pamungkas Cepogo Boyolali.
[6] Vlack, L.H.V. dan Djaprie, S.,, 1989,’’Ilmu dan Teknologi Bahan’’, terjemahan, Erlangga Jakarta

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 11
PEMBUATAN ALAT PERAJANG SAMPAH DI SEKOLAH ALAM AR RIDHO GUNA MENUNJANG
PRODUKSI KOMPOS ORGANIK SEBAGAI BAHAN AJAR SISWA Bambang Kuswanto, Carli, Kunto Purbono
Jurusan teknik mesin Politeknik Negeri Semarang Jln. Prof.Sudarto S.H Tembalang
E mail : [email protected], [email protected] Abstrak
Konsep pendidikan dasar modern menggunakan dasar bermain yang didalamnya terdiri dari tiga hal yaitu ”Discovery”, ”invention”, dan ”innovation”. Ketiga kata tersebut bisa saja berarti ditemukannya sesuatu yang baru, baik sebenarnya barangnya itu sendiri sudah ada lama kemudian baru diketahui atau memang benar-benar baru dalam arti sebelumnya tidak ada. Demikian pula kemungkinan hal yang baru itu diadakan dengan maksud untuk mencapai tujuan tertentu. Ketiga hal tersebut dapat terealisir bila anak terbiasa dengan latihan latihan dan didekatkan dengan teknologi sederhana. Tujuan pengabdian pada masyarakat ini adalah membantu merealisasikan sistim pendidikan modern tersebut dengan membuatkan fasilitas berupa alat pemotong sampah daun dan ranting. Sampah-sampah potongan tersebut akan dijadikan kompos organic. Pembuatan kompos ini juga melibatkan siswa sebagai bagian dari pelajaran extrakulikuler.
Kata kunci : konsep pendidikan,alat pemotong sampah,pengabdian pada masyarakat I. PENDAHULUAN
Pembuatan kompos daun dan ranting adalah sebuah cara edukasi berdasarkan pada explorasi technologi sederhana untuk membangkitkan daya kreatifitas anak.Pembuatan kompos daun dan ranting ini bisa dalam bentuk kegiatan di luar kelas atau di dalam kelas. Bisa pula kombinasi dari ke dua cara tersebut. Kegiatan di dalam kelas perlu menyediakan tong-tong dari plastik sedang di luar kelas bisa dengan cara menggali tanah. Proses pembuatan kompos dengan penyampaiannya secara bermain diharapkan anak didik akan lebih mudah memahami aplikasi teknologi yang sedang mereka pelajari.
Sekolah Alam Ar Rdho merupakan sekolah yang berbasis pada explorasi alam sebagai bahan pendidikan dengan konsep penelitian dasar. Siswa dididik memanfaatkan alam sebagai media penelitian dan penggalian ide. Konsep belajar disekolah ini adalah memanfaatkan alam sekitar sekolah untuk media belajar dengan cara observasi, merasa, mengamati dan dirangkum dalam sebuah akitifitas belajar dalam segala bidang ilmu. Disamping itu siswa juga diajar berbisnis dengan program bisnis day yang dilakukan oleh tingkatan SD dan SMP.
Beberapa permasalahan yang sedang dihadapi oleh sekolah alam ini diantaranya adalah: kurangnya lahan untuk dijadikan laboratorium alam seperti untuk pertanian walaupun dalam skala kecil. Lahan yang mestinya bisa digunakan untuk menanam tanaman yang bisa dikonsumsi sudah habis untuk tempat bermain dan pembangunan ruangan kelas. Sulitnya mendapatkan air bersih, taman bermain yang sempit dan belum adanya taman yang berbasis teknologi. Pemilihan sekolah ini untuk pengabdian pada masyarakat dari jurusan teknik mesin Politeknik Negeri Semarang tahun 2015, untuk membantu menyelesaikan permasalahan khususnya kurangnya lahan untuk proses belajar mengajar bagi siswa dan guru. Bentuk pengabdiannya berupa penambahan alat pemproses kompos daun dan ranting kering. Daun dan ranting harus dipotong untuk mempercepat proses pembutan kompos. Proses ini akan mengasah logika berfikir anak sehingga mengasah cara berfikir yang berbasis kreatifitas. Proses pembuatan kompos ini memerlukan alat sederhana yang bisa diaplikasikan dirumah. Dengan penyampaian secara bermain diharapkan anak didik akan lebih mudah memahami aplikasi teknologi yang sedang mereka pelajari.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
12 ISSN 2503-2771
II. METODOLOGI
Pengabdian pada masyarakat yang dilakukan oleh jurusan teknik mesin Politeknik Negeri Semarang tahun 2015, mengambil lokasi di SD Ar Ridho di daerah Bukit Kencana kecamatan Tembalang Semarang. Sasaran yang ingin dituju adalah menciptakan suasana pembelajaran siswa SD dengan menggunakan alat peraga. Karena obyek sasaran adalah proses pembelajaran yang melibatkan peserta didik (siswa) dan pendidik (guru), maka langkah pertama yang harus dijalankan adalah melakukan diskusi dan perbincangan dengan pihak mitra. Hal tersebut perlu dilakukan mengingat sekolah SD Ar Ridho mempunyai cara pembelajaran yang specific berbeda dengan kebanyakan sekolah dasar. Dari diskusi tersebut dihasilkan langkah sebagai berikut: 1) Desain peralatan yang akan diberikan.
Pada langkah ini melibatkan masukan dari guru, agar penyampaian materi bahasan dalam proses belajar mengajar dapat terjalin secara komunikatif. Demikian pula perlu memperhatikan masukan dari peserta didik (siswa) dan pelaksana tenaga kebersihan sekolah yang umum disebut tukang kebun.
2) Membuat alat perajang sampah dan tong pembuat kompos Menggunakan teknologi yang dikembangkan oleh mahasiswa jurusan mesin Politeknik Negeri Semarang, konstruksi dibuat dengan pertimbangan keselamatan dan keamanan siswa dan guru.
3) Mempraktekkan alat perajang sampah didepan guru, siswa/murid dan tukang kebun. Alat perajang sampah untuk membuat pupuk organik, secara sistematis dijelaskan kepada sebagian siswa, guru dan tukang kebun. Penjelasan secara teori dan praktik menghadapi alatnya. Hal ini dilakukan mengingat terdapat bagian dari alat perajang sampah tersebut yang memiliki ketajaman. Bagian yang dimaksud terletak pada alat pemotongnya, yaitu berupa pisau potong yang terletak di dalam silinder pemotongan.
4) Menyusun SOP penggunaan alat perajang sampah organik Guna menjaga cara pengoperasian yang aman bagi operator alat perajang sampah, perlu dilakukan aturan dan cara pengoperasian yang benar. Aturan cara pengoperasian atau Standart Operasional Prosedur ini perlu disusun guna menjaga siapapun yang mengoperasikannya harus mengikuti prosedur tersebut. Dengan demikian dimaksudkan siapapun sebagai operator alat harus taat dan disiplin dalam mengoperasikan sesuai dengan SOP nya.
5) Menjelaskan dan mengenalkan K3. Keselamatan dan kesehatan kerja (K3) merupakan prasyarat yang harus dipenuhi dan dipatuhi oleh siapapun yang menjalankan/mengoperasikan atau berhubungan dengan kerja suatu alat maupun mesin. Tidak terkecuali alat pemotong sampah untuk membuat pupuk organik yang diberikan/disumbangkan pada SD Ar Ridho. Oleh sebab itu segala hal yang terkait keselamatan dan kesehatan kerja khususnya pada alat pemotong sampah, diberikan secara jelas dan lugas.
III. HASIL DAN PEMBAHASAN
Sekolah alam Ar Ridho sedang menuju green school dengan program utama pemanfaatan sampah organik untuk pembuatan pupuk organik. Selama ini sampah organik berupa dedaunan langsung dibuat pupuk organik dengan membuat lubang ditanah sehingga prosesnya jadi lama. Untuk mempercepat pembuatan pupuk organik maka sampah tersebut harus dicacah dan dihaluskan. Oleh karena itu kami memberikan solusi dengan membuat alat perajang sampah organik yang disesuaikan dengan kondisi lapangan yang ada di sekolah alam Ar Ridho. Dari hasil diskusi dan perbincangan dengan para calon pengelola/pengguna alat perajang sampah dihasilkan desain seperti terlihat pada gambar 1.
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 13
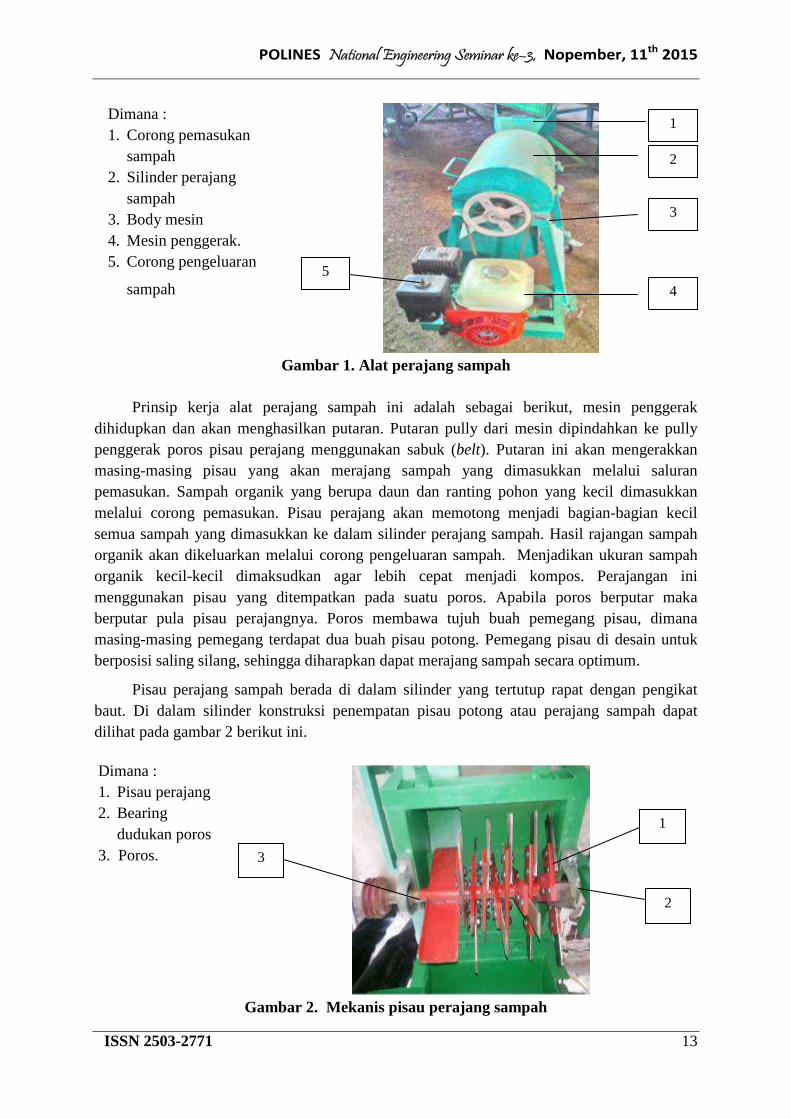
Gambar 1. Alat perajang sampah
Prinsip kerja alat perajang sampah ini adalah sebagai berikut, mesin penggerak
dihidupkan dan akan menghasilkan putaran. Putaran pully dari mesin dipindahkan ke pully penggerak poros pisau perajang menggunakan sabuk (belt). Putaran ini akan mengerakkan masing-masing pisau yang akan merajang sampah yang dimasukkan melalui saluran pemasukan. Sampah organik yang berupa daun dan ranting pohon yang kecil dimasukkan melalui corong pemasukan. Pisau perajang akan memotong menjadi bagian-bagian kecil semua sampah yang dimasukkan ke dalam silinder perajang sampah. Hasil rajangan sampah organik akan dikeluarkan melalui corong pengeluaran sampah. Menjadikan ukuran sampah organik kecil-kecil dimaksudkan agar lebih cepat menjadi kompos. Perajangan ini menggunakan pisau yang ditempatkan pada suatu poros. Apabila poros berputar maka berputar pula pisau perajangnya. Poros membawa tujuh buah pemegang pisau, dimana masing-masing pemegang terdapat dua buah pisau potong. Pemegang pisau di desain untuk berposisi saling silang, sehingga diharapkan dapat merajang sampah secara optimum.
Pisau perajang sampah berada di dalam silinder yang tertutup rapat dengan pengikat baut. Di dalam silinder konstruksi penempatan pisau potong atau perajang sampah dapat dilihat pada gambar 2 berikut ini.
Gambar 2. Mekanis pisau perajang sampah
1
4
3
2
5
2
1
3
Dimana : 1. Corong pemasukan
sampah 2. Silinder perajang
sampah 3. Body mesin 4. Mesin penggerak. 5. Corong pengeluaran
sampah
Dimana : 1. Pisau perajang 2. Bearing
dudukan poros 3. Poros.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
14 ISSN 2503-2771
IV. KESIMPULAN
Pengabdian ini tepat sasaran sesuai dengan apa yang sedang diharapkan oleh mitra. Sekolah alam Ar Ridho sebagai mitra sedang menggalakan program green school dengan miminimalkan penggunaan plastik dan juga memanfaatkan sampah organik sebagai bahan utama pupuk organik. Program ini mengajarkan pada anak untuk menghargai alam sekitar dan lingkungan, sehingga mereka paham bahwa setiap jengkal tanah perlu dirawat dan tidak dikotori dengan sampah. Oleh karena itu dengan pemberian alat perajang sampah ini sangat bermanfaat untuk membantu proses pembuatan pupuk organik. V. UCAPAN TERIMA KASIH
Kegiatan pengabdian masyarakat ini terselenggara dibiayai dari daftar isian pelaksanaan anggaran Politeknik Negeri Semarang nomor: 042.04.2.400137/2015,tanggal 15 April 2015. Sesuai surat perjanjian pelaksanaan kegiatan bantuan pengabdian swadana-PNBP nomor: 12761/PL4/PPK/LK/2015. Pada kesempatan ini pula penulis mengucapkan terima kasih sebesar-besar kepada: 1. Bapak Direktur Politeknik Negeri Semarang 2. Bapak kepala P3M Politeknik Negeri Semarang 3. Anggota tim pengabdian kepada masyarakat jurusan teknik mesin Polines tahun 2015. VI. REFERENSI
[1]. Boutwelluc, Juanita (2007). "Aztecs' aquaponics revamped". Napa Valley Register. Retrieved April 24, 2013.
[2]. Rogosa, Eli. (2013)"How does aquaponics work?". Retrieved April 24,. [3]. Crossley, Phil L. (2004). "Sub-irrigation in wetland agriculture". Agriculture and Human
Values 21: 191–205. Retrieved April 24. [4]. Rakocy, James E.; Shultz, R. Charlie; Bailey, Donald S.; Thoman, Eric S. (2004).
"Aquaponic production of tilapia and basil: Comparing a batch and staggered cropping system". In M.A. Nichols. Acta Horticulturae (International Society for Horticultural Science) (648). Retrieved April 24.
[5]. Diver, Steve (2006). "Aquaponics — integration of hydroponics with aquaculture". ATTRA - National Sustainable Agriculture Information Service (National Center for Appropriate Technology). Retrieved April 24, 2013.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 15
STANDARISASI PRODUK GUNA MENINGKATKAN DAYA SAING INDUSTRI KECIL MENENGAH KOMPONEN KAPAL DI
KABUPATEN TEGAL Ampala Khoryanton1,2
1)Jurusan Teknik Mesin Politeknik Negeri Semarang Jl. Prof Sudarto, SH. Tembalang Semarang 2)Mahasiswa S3 Jurusan Teknik Mesin, Fakultas Teknik, Universitas Brawijaya Malang
E-mail : [email protected]
Abstrak
Abstrak—Pada saat ini perdagangan Internasional telah berkembang pesat dan memasuki era perdagangan bebas. Produk produk komponen kapal telah dapat saling mengisi negara satu dengan negara lainnya. Persaingan semakin ketat sehingga produk komponen kapal yang mampu memenuhi persyaratan mutu dan standar Internasional yang akan memenangkan persaingan di perdagangan bebas. Mutu dan standar memegang peranan penting dalam sistem perdagangan. Sehingga IKM komponen kapal perlu memperkuat landasan yang berfokus pada keunggulan kompetitif produk melalui sertifikasi produk komponen kapal, sehingga mutu produk yang dihasilkan dapat memenuhi standard mutu yang berlaku. Kunci keberhasilan dalam standarisasi dan sertifikasi produk pada IKM terletak pada dukungan kuat pemerintah dan pemanfaatan sumberdaya daerah secara optimal, keterlibatan lembaga sertifikasi, ketersediaan tenaga ahli lokal, dan kesadaran IKM komponen kapal tentang pentingnya standarisasi produk-produknya.
Kata kunci : Standarisasi, Sertifikasi, daya saing, IKM Komponen Kapal I. PENDAHULUAN
Pelonjakan jumlah armada kapal nasional telah membuka pangsa pasar sangat besar bagi industri perkapalan, sehingga keberadaan industri penunjang yaitu Industri Kecil dan Menengah (IKM) komponen kapal mempunyai posisi strategis untuk memasok kebutuhan komponen kapal di Indonesia dalam rangka mengurangi ketergantungan terhadap produk impor. Sayangnya kemampuan industri pendukung lokal yang memproduksi komponen kapal masih rendah dan belum dapat memenuhi standard nasional kebutuhan alat transportasi laut. Ketidakmampuan dalam meningkatkan daya saing produk pada IKM komponen kapal akan membuat produk-produknya tersisih dalam persaingan tersebut. Tantangan IKM komponen kapal di Indonesia saat ini adalah globalisasi yang menuntut persaingan yang sangat ketat. Untuk itu, IKM komponen kapal perlu memperkuat landasan yang berfokus pada keunggulan kompetitif produk melalui sertifikasi produk komponen kapal, sehingga mutu produk yang dihasilkan dapat memenuhi standard mutu yang berlaku.
Kabupaten Tegal merupakan salah satu kabupaten di Jawa Tengah yang memiliki beberapa klaster yang di kembangkan oleh pemerintah daerah, salah satunya adalah klaster IKM komponen kapal yang terletak di desa Kebasen, Kecamatan Talang. Klaster IKM komponen kapal ini merupakan klaster potensial sehingga oleh pemerintah daerah Kabupaten Tegal di jadikan kompetensi inti industri didaerahnya berdasarkan Peraturan Menteri Perindustrian Republik Indonesia Nomor: 135/M-IND/PER/12/2011 karena klaster industri ini dianggap memiliki kompetensi lebih di bandingkan IKM pengecoran logam lainnya.
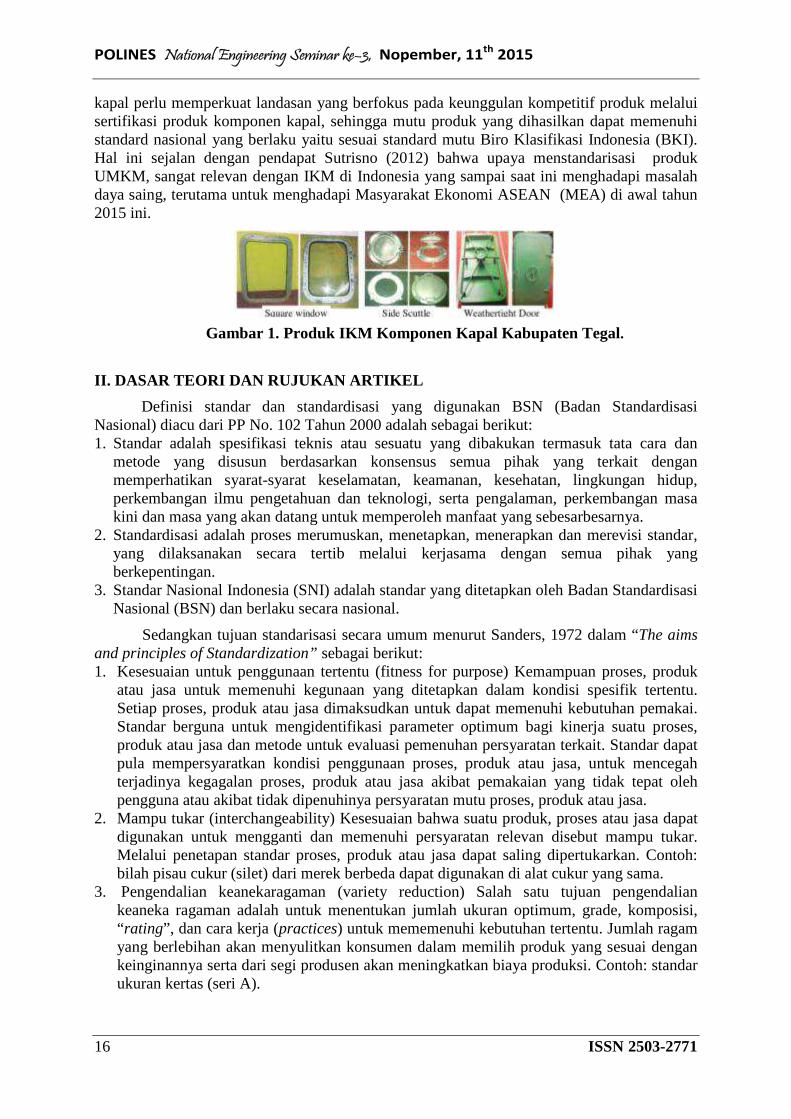
Faktor utama yang menjadi hambatan perkembangan pasar IKM komponen kapal adalah masalah kualitas produk komponen kapal yang di hasilkan masih rendah belum tercapai standar mutu untuk kebutuhan alat transportasi laut nasional, sehingga belum mampu memasok produk produknya ke Industri perkapalan nasional maupun ekspor. Adapun Produk IKM Komponen Kapal diantaranya adalah square window, Side scuttle, dan weathertight door seperti terlihat pada gambar 1. Tantangan IKM komponen kapal di Indonesia saat ini adalah globalisasi yang menuntut persaingan yang sangat ketat. Untuk itu, IKM komponen
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
16 ISSN 2503-2771
kapal perlu memperkuat landasan yang berfokus pada keunggulan kompetitif produk melalui sertifikasi produk komponen kapal, sehingga mutu produk yang dihasilkan dapat memenuhi standard nasional yang berlaku yaitu sesuai standard mutu Biro Klasifikasi Indonesia (BKI). Hal ini sejalan dengan pendapat Sutrisno (2012) bahwa upaya menstandarisasi produk UMKM, sangat relevan dengan IKM di Indonesia yang sampai saat ini menghadapi masalah daya saing, terutama untuk menghadapi Masyarakat Ekonomi ASEAN (MEA) di awal tahun 2015 ini.
Gambar 1. Produk IKM Komponen Kapal Kabupaten Tegal.
II. DASAR TEORI DAN RUJUKAN ARTIKEL
Definisi standar dan standardisasi yang digunakan BSN (Badan Standardisasi Nasional) diacu dari PP No. 102 Tahun 2000 adalah sebagai berikut: 1. Standar adalah spesifikasi teknis atau sesuatu yang dibakukan termasuk tata cara dan
metode yang disusun berdasarkan konsensus semua pihak yang terkait dengan memperhatikan syarat-syarat keselamatan, keamanan, kesehatan, lingkungan hidup, perkembangan ilmu pengetahuan dan teknologi, serta pengalaman, perkembangan masa kini dan masa yang akan datang untuk memperoleh manfaat yang sebesarbesarnya.
2. Standardisasi adalah proses merumuskan, menetapkan, menerapkan dan merevisi standar, yang dilaksanakan secara tertib melalui kerjasama dengan semua pihak yang berkepentingan.
3. Standar Nasional Indonesia (SNI) adalah standar yang ditetapkan oleh Badan Standardisasi Nasional (BSN) dan berlaku secara nasional.
Sedangkan tujuan standarisasi secara umum menurut Sanders, 1972 dalam “The aims and principles of Standardization” sebagai berikut: 1. Kesesuaian untuk penggunaan tertentu (fitness for purpose) Kemampuan proses, produk
atau jasa untuk memenuhi kegunaan yang ditetapkan dalam kondisi spesifik tertentu. Setiap proses, produk atau jasa dimaksudkan untuk dapat memenuhi kebutuhan pemakai. Standar berguna untuk mengidentifikasi parameter optimum bagi kinerja suatu proses, produk atau jasa dan metode untuk evaluasi pemenuhan persyaratan terkait. Standar dapat pula mempersyaratkan kondisi penggunaan proses, produk atau jasa, untuk mencegah terjadinya kegagalan proses, produk atau jasa akibat pemakaian yang tidak tepat oleh pengguna atau akibat tidak dipenuhinya persyaratan mutu proses, produk atau jasa.
2. Mampu tukar (interchangeability) Kesesuaian bahwa suatu produk, proses atau jasa dapat digunakan untuk mengganti dan memenuhi persyaratan relevan disebut mampu tukar. Melalui penetapan standar proses, produk atau jasa dapat saling dipertukarkan. Contoh: bilah pisau cukur (silet) dari merek berbeda dapat digunakan di alat cukur yang sama.
3. Pengendalian keanekaragaman (variety reduction) Salah satu tujuan pengendalian keaneka ragaman adalah untuk menentukan jumlah ukuran optimum, grade, komposisi, “ rating”, dan cara kerja (practices) untuk mememenuhi kebutuhan tertentu. Jumlah ragam yang berlebihan akan menyulitkan konsumen dalam memilih produk yang sesuai dengan keinginannya serta dari segi produsen akan meningkatkan biaya produksi. Contoh: standar ukuran kertas (seri A).
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 17
4. Kompatibilitas (compatibility) Tujuan dari kompatibilitas adalah kesesuaian proses, produk atau jasa untuk digunakan secara bersamaan dengan kondisi spesifik untuk memenuhi persyaratan relevan, tanpa menimbulkan interaksi yang tidak diinginkan. Contoh: pemrosesan data elektronik, informasi harus dalam bentuk kode untuk penyimpanan, transmisi dan retrival dalam bentuk pulsa elektronik. Agar kode tadi pada setiap saat dikenali oleh berbagai jenis piranti, kode harus distandardisasi. Standardisasi di bidang ini mendukung usaha untuk memperoleh kompatibilitas antara berbagai piranti atau subsistem dan membuka peluang untuk ekspansi fitur dan pertukaran informasi antar berbagai sistem.
5. Meningkatkan pemberdayaan sumber daya Pencapaian ekonomi menyeluruh secara maksimum dengan meningkatkan pemanfaatan sumber daya seperti material, modal dan optimasi pemberdayaan manusia merupakan tujuan penting dari standardisasi. Di unit manufaktur misalnya, aspek standardisasi material, komponen dan metode produksi dimanfaatkan untuk mengurangi pemborosan dan memungkinkan penerapan produksi dengan cara yang lebih baik. Sebagai contoh: konstruksi bangunan sipil, pencampuran adukan (semen : pasir : air sesuai standar) dilakukan dengan perbandingan yang benar, begitu pula pemakaian besi beton untuk beton bertulang sehingga mencapai kekuatan yang dipersyaratkan sesuai rekomendasi standar dan pedoman bangunan.
6. Komunikasi dan pemahaman yang lebih baik Salah satu fungsi penting dari standar adalah untuk memperlancar komunikasi antara produsen dan pemakai/konsumen dengan memspesifikasi subjek yang ada dan memberikan kepercayaan bahwa produk yang dipesan memenuhi persyaratan yang tercantum dalam standar. Dalam standar nasional/internasional telah ditetapkan berbagai lambang dan dengan demikian kesimpangsiuran akibat perbedaan bahasa dapat ditiadakan, setidaknya dikurangi.
7. Menjaga keamanan, keselamatan dan kesehatan Standardisasi produk untuk menjamin keamanan, keselamatan dan kesehatan bagi pemakainya. Contoh: sabuk pengaman, helm, sarung tangan karet; penetapan batas keamanan penggunaan bahan zat warna atau bahan pengawet dalam pangan, penetapan persyaratan isolasi listrik pada peralatan listrik rumah tangga, desain seterika listrik harus sedemikian rupa sehingga pengguna bebas dari kejutan listrik dan sebagainya.
8. Pelestarian lingkungan Pelestarian lingkungan kini merupakan tujuan penting standardisasi: dengan focus pada perlindungan alam dari kerusakan yang mungkin timbul. Contoh: pencemaran akibat produksi oleh industri, penggunaan material yang sulit mengalami pelapukan (plastik misalnya), pengaturan mengenai gas emisi kendaraan bermotor dan sebagainya. Pelestarian lingkungan hidup umumnya ditetapkan dalam aturan, regulasi dan peraturan atau persyaratan tertentu.
9. Menjamin kepentingan konsumen dan masyarakat Konsumen kini sangat kritis terhadap masalah keawetan, kehandalan, konsumsi energi, ketahanan terhadap bahaya kebakaran dan lain sebagainya. Hal-hal seperti ini dipersyaratkan dalam suatu standar dan informasi mengenai hal ini dapat dicantumkan pada label dan merupakan hasil pengujian suatu laboratorium yang telah diakreditasi.
10. Mengurangi hambatan perdagangan. Dalam masa globalisasi ini masyarakat international berusaha keras untuk mengurangi hambatan perdagangan yang dilakukan oleh negara tertentu untuk membatasi akses pasar terhadap masuknya produk negara lain misalnya dengan menetapkan bea masuk atau menetapkan standar secara sepihak. Standar mencegah adanya hambatan perdagangan non-tarif melalui harmonisasi persyaratan (standar yang sama setidaknya setara dan membatasi standar yang berbeda), sedemikian sehingga memungkinkan terjadi kompetisi sehat. Pembeli atau konsumen yakin bahwa level mutu suatu produk, proses atau jasa yang telah diproduksi atau tersedia sesuai dengan standar yang diakui.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
18 ISSN 2503-2771
Menurut hasil analisis Daftar Inventaris Masalah yang dilakukan oleh Kementrian Koperasi dan UKM tahun 2010, diketahui bahwa banyak UMKM yang belum memiliki sertifikasi atau melakukan standardisasi produk cederung bersumber dari belum optimalnya peran kelembagaan pendukung, Masih belum optimalnya peran kelembagaan pendukung, diindikasikan dalam bentuk penyusunan ketentuan ketentuan standarisasi, sosialisasi tentang kepentingan standarisasi UMKM, birokrasi dalam mendapatkan standarisasi produk, dan kelemahan internal UMKM yang terkait dengan keterbatasan pegetahuan, informasi dan teknologi yang di milikinya (Sutrisno, 2012).
Pernyataan tentang penentuan standar mutu produk menurut pendapat Assuari (2004) meliputi standar mutu bahan baku, standar mutu proses produksi, dan standar mutu produk akhir. Hal yang sama juga di terapkan pada aturan BKI dalam Rules For Approval Manufacturers And Service Suppliers bahwa prosedur proses sertifikasi harus menyertakan dokumen pengujian bahan baku, standar produksi dan standar mutu produk komponen kapal yang di produksi. Terkait dengan standar mutu produk IKM komponen kapal di Kabupaten tegal ini, maka strategi pencapaiannya harus dimulai dari penyediaan bahan baku, proses produksi sampai dengan produk akhir termasuk kerja sama kolektif antar pelaku usaha dalam klaster.
Raliby et al, 2013 mengkaji proses standarisasi produk guna meningkatkan daya saing ikm. Dari hasil penelitian dengan menggunakan pendekatan Participatory Rural Appraisal (PRA) atau Pemahaman Partisipatif Kondisi Pedesaan (PRA) yaitu pendekatan dan metode yang memungkinkan masyarakat secara bersama-sama menganalisis masalah kehidupan dalam rangka merumuskan perencanaan dan kebijakan secara nyata. Hasil penelitiannya adalah Dengan adanya standarisasi ini, maka akan berdampak pula terhadap harga jual produk. Karena selama ini harga jual produk cukup rendah dan bervariasi antara pengrajin yang satu dengan yang lain. Akibatnya, meskipun omzetnya tinggi namun tidak diikuti dengan peningkatan kesejahteraan para pengrajinnya.
Untari et al 2012 Mempelajari dan mengkaji manfaat penerapan SNI melalui sertifikasi yang berlaku di Indonesia. Menggali kendala/hambatan dalam penerapan sertifikasi di 6 ibukota propinsi yaitu Jawa Timur, Jawa Tengah, Jawa Barat, Sumatera Utara, Sulawesi Selatan dan DKI Jakarta terhadap 88 responden. Hasil kajian menunjukkan bahwa secara umum memperlihatkan adanya kencenderungan bermanfaat. Bila dilihat dari masing-masing peubah pengukur menunjukkan bahwa sertifikasi dapat meningkatkan secara signifikan sistem operasional perusahaan, kepercayaan pelanggan, kualitas produk, daya kompetitif, tingkat kepuasan pelanggan dan sistem monitoring atau kontrol. Namun sertifikasi belum mampu meningkatkan secara maksimal keuntungan finansial, image perusahaan, tingkat keberterimaan produk ekspor ke negara lain, tingkat pengetahuan standar bagi pegawai dan jumlah pelanggan. Sertifikasi juga tidak mampu menekan biaya operasional perusahaan. Hasil analisis data terhadap peubah penunjang menunjukkan bahwa: motivasi terbesar melakukan sertifikasi karena dorongan dari pimpinan manajemen, lembaga sertifikasi nasional masih merupakan pilihan utama responden, responden tidak mengalami kesulitan berarti dalam menerapkan sistem manajemen dan perolehan sertifikat dan biaya sertifikasi masih dianggap wajar. Industri dalam pengadaan barang dan jasa mengutamakan kualitas produk, kemudian disusul dengan pertimbangan kualitas dan harga produk.
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 19
III. METODOLOGI PENELITIAN
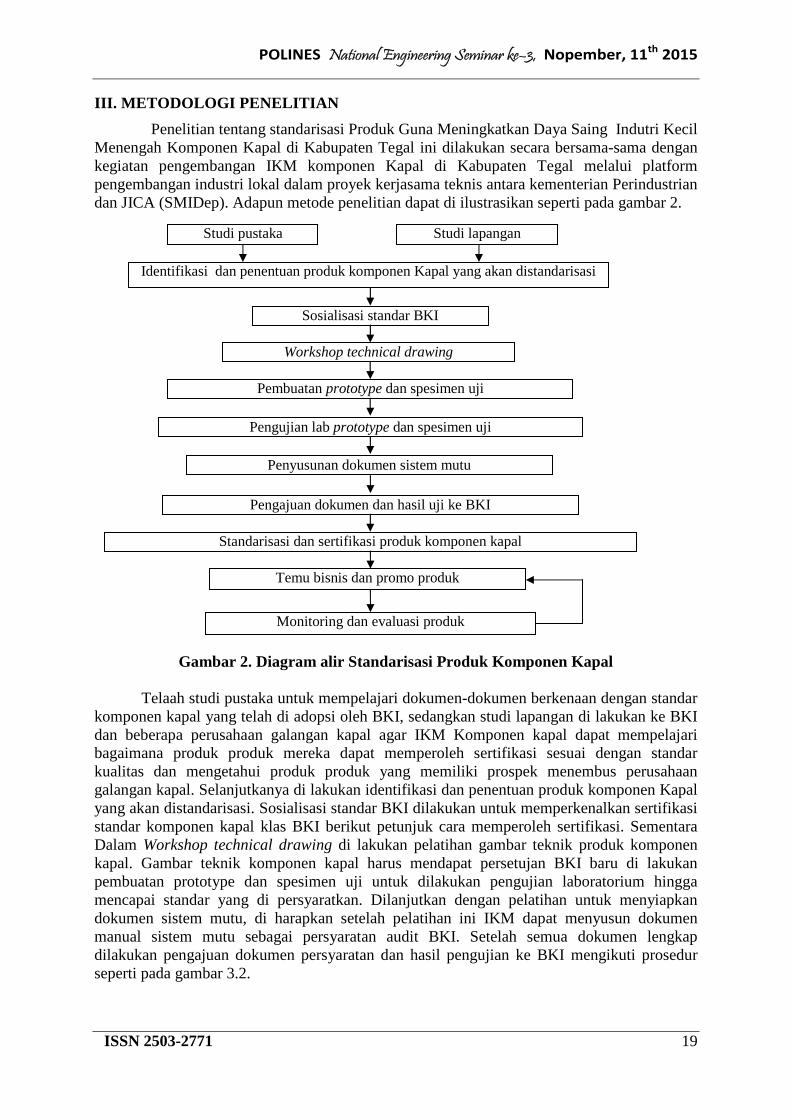
Penelitian tentang standarisasi Produk Guna Meningkatkan Daya Saing Indutri Kecil Menengah Komponen Kapal di Kabupaten Tegal ini dilakukan secara bersama-sama dengan kegiatan pengembangan IKM komponen Kapal di Kabupaten Tegal melalui platform pengembangan industri lokal dalam proyek kerjasama teknis antara kementerian Perindustrian dan JICA (SMIDep). Adapun metode penelitian dapat di ilustrasikan seperti pada gambar 2.
Gambar 2. Diagram alir Standarisasi Produk Komponen Kapal
Telaah studi pustaka untuk mempelajari dokumen-dokumen berkenaan dengan standar komponen kapal yang telah di adopsi oleh BKI, sedangkan studi lapangan di lakukan ke BKI dan beberapa perusahaan galangan kapal agar IKM Komponen kapal dapat mempelajari bagaimana produk produk mereka dapat memperoleh sertifikasi sesuai dengan standar kualitas dan mengetahui produk produk yang memiliki prospek menembus perusahaan galangan kapal. Selanjutkanya di lakukan identifikasi dan penentuan produk komponen Kapal yang akan distandarisasi. Sosialisasi standar BKI dilakukan untuk memperkenalkan sertifikasi standar komponen kapal klas BKI berikut petunjuk cara memperoleh sertifikasi. Sementara Dalam Workshop technical drawing di lakukan pelatihan gambar teknik produk komponen kapal. Gambar teknik komponen kapal harus mendapat persetujan BKI baru di lakukan pembuatan prototype dan spesimen uji untuk dilakukan pengujian laboratorium hingga mencapai standar yang di persyaratkan. Dilanjutkan dengan pelatihan untuk menyiapkan dokumen sistem mutu, di harapkan setelah pelatihan ini IKM dapat menyusun dokumen manual sistem mutu sebagai persyaratan audit BKI. Setelah semua dokumen lengkap dilakukan pengajuan dokumen persyaratan dan hasil pengujian ke BKI mengikuti prosedur seperti pada gambar 3.2.
Studi pustaka Studi lapangan
Identifikasi dan penentuan produk komponen Kapal yang akan distandarisasi
Sosialisasi standar BKI
Workshop technical drawing
Pembuatan prototype dan spesimen uji
Pengujian lab prototype dan spesimen uji
Penyusunan dokumen sistem mutu
Pengajuan dokumen dan hasil uji ke BKI
Standarisasi dan sertifikasi produk komponen kapal
Temu bisnis dan promo produk
Monitoring dan evaluasi produk

POLINES National Engineering Seminar ke
20
Gambar 3.2 Alur prosedur proses serfikasi
Setelah proses sertifikat selesai dilakukan temu bisnis dan promo produk ke pasar terkait selanjutnya dilakukan monitoring dan evaluasi produk agar proses produksi dapat berjalan sesuai standar yang ad
IV. HASIL PENELITIAN
IKM komponen kapal di daerah kabupaten Tegal berdasarkan data Disperindag mempunyai industri inti berjumlah 29 unit usaha terkonsentrasi di desa Kebasen Kecamatan Talang Kabupaten Tegal, sedangkan industri terkait seperti pemasok bahan baku dan industri pendukung lainnya terdapat diwilayah yang berdekatan dengan IKM Komponen Kapal Terdapat dua jens IKM komponen kapal di Kabupaten Tegal berdasarkan produk yang di hasilkan yaitu: 1. IKM komponen Kapal Rakyat produknya:
kapal untuk jenis kapal rakyat2. IKM komponen Kapal Niaga produknya:
Handel pintu, Nepel, Kipas, Gate ValveSelama ini IKM Komponen kapal telah mampu membuat produkpasar after-market, namun untuk dapat memasok produknya ke galangan kapal khusus nya komponen kapal niaga kapal patroli dan kapal perang di perlukan standar mutu yang telah di sertifikasi olah BKI. Sedangkan untuk komponen kapal rakyat belum memerstandarisasi karena pasarnya adalah tokoTegal, cirebon, semarang, dan Surabaya. Adapun hasil identifikasi produkkomponen kapal seperti terlihat dalam tabel 1
Standar mutu produk komponen kapal secara spesifik yang telah diadopsi oleh BKI diantaranya adalah: Pintu baja tidak kedap air (SNI 7361, 2007), Pintu baja kedap cuaca untuk kapal kecil (SNI 7362, 2007), Bangunan kapal dan konstruksi kelautan (SNI ISO 1751, 2007), Pintu baja satu daun kedap cuaca (SNI ISO 6042, 2007), Scuttles (ISO 1751,1993), Shipbuilding and marine structures Ships,ship rectangular window (ISO 3434, 1992), ordinary rectangular windows
Tabel 1. Identifikasi produk komponen kapal
IKM Produk Kapal Rakyat
Kemudi Kapal, Pompa PCdan baling baling kapal
Kapal Niaga
Pintu Kedap Jendela kapal Connection Nozel Gate valve
National Engineering Seminar ke–3, Nopember, 11th
2015
Gambar 3.2 Alur prosedur proses serfikasi
Setelah proses sertifikat selesai dilakukan temu bisnis dan promo produk ke pasar terkait selanjutnya dilakukan monitoring dan evaluasi produk agar proses produksi dapat berjalan sesuai standar yang ada.
IKM komponen kapal di daerah kabupaten Tegal berdasarkan data Disperindag mempunyai industri inti berjumlah 29 unit usaha terkonsentrasi di desa Kebasen Kecamatan Talang Kabupaten Tegal, sedangkan industri terkait seperti pemasok bahan baku dan industri
ndukung lainnya terdapat diwilayah yang berdekatan dengan IKM Komponen Kapal komponen kapal di Kabupaten Tegal berdasarkan produk yang di
IKM komponen Kapal Rakyat produknya: Kemudi Kapal, Pompa PCkapal untuk jenis kapal rakyat IKM komponen Kapal Niaga produknya: Pintu kedap, Jendela Kapal, Baut Kupu Kupu, Handel pintu, Nepel, Kipas, Gate Valve dll. Untuk jenis kapal niaga.
Selama ini IKM Komponen kapal telah mampu membuat produk-produk yang di minamun untuk dapat memasok produknya ke galangan kapal khusus nya
komponen kapal niaga kapal patroli dan kapal perang di perlukan standar mutu yang telah di sertifikasi olah BKI. Sedangkan untuk komponen kapal rakyat belum memerstandarisasi karena pasarnya adalah toko-toko komponen kapal yang tersebar di wilayah Tegal, cirebon, semarang, dan Surabaya. Adapun hasil identifikasi produkkomponen kapal seperti terlihat dalam tabel 1.
mutu produk komponen kapal secara spesifik yang telah diadopsi oleh BKI Pintu baja tidak kedap air (SNI 7361, 2007), Pintu baja kedap cuaca untuk
kapal kecil (SNI 7362, 2007), Bangunan kapal dan konstruksi kelautan –(SNI ISO 1751, 2007), Pintu baja satu daun kedap cuaca (SNI ISO 6042, 2007),
Shipbuilding and marine structures Ships, Heated Glass panels for (ISO 3434, 1992), Shipbuilding and marine structur
ordinary rectangular windows (ISO 3903,1993).
Identifikasi produk komponen kapal
Pasar KeteranganKemudi Kapal, Pompa PC, dan baling baling kapal
After-market (toko-toko komponen Kapal)
produk produk bersertifikasi
Galangan Kapal produkproduk bersertifikasi
ISSN 2503-2771
Setelah proses sertifikat selesai dilakukan temu bisnis dan promo produk ke pasar terkait selanjutnya dilakukan monitoring dan evaluasi produk agar proses produksi dapat
IKM komponen kapal di daerah kabupaten Tegal berdasarkan data Disperindag mempunyai industri inti berjumlah 29 unit usaha terkonsentrasi di desa Kebasen Kecamatan Talang Kabupaten Tegal, sedangkan industri terkait seperti pemasok bahan baku dan industri
ndukung lainnya terdapat diwilayah yang berdekatan dengan IKM Komponen Kapal komponen kapal di Kabupaten Tegal berdasarkan produk yang di
Kemudi Kapal, Pompa PC, dan baling baling
, Baut Kupu Kupu,
produk yang di minta oleh namun untuk dapat memasok produknya ke galangan kapal khusus nya
komponen kapal niaga kapal patroli dan kapal perang di perlukan standar mutu yang telah di sertifikasi olah BKI. Sedangkan untuk komponen kapal rakyat belum memerlukan
toko komponen kapal yang tersebar di wilayah Tegal, cirebon, semarang, dan Surabaya. Adapun hasil identifikasi produk-produk IKM
mutu produk komponen kapal secara spesifik yang telah diadopsi oleh BKI Pintu baja tidak kedap air (SNI 7361, 2007), Pintu baja kedap cuaca untuk
– Jendela sisi kapal (SNI ISO 1751, 2007), Pintu baja satu daun kedap cuaca (SNI ISO 6042, 2007), Ships Side
Heated Glass panels for Shipbuilding and marine structures Ships’
Keterangan produk tidak memerlukan produk bersertifikasi
produk memerlukan produk bersertifikasi

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 21
VI. ANALISA DAN DISKUSI
Mutu produk komponen kapal sangat tergantung dari mutu bahan baku dan mutu proses. Namun bahan baku yang di gunakan oleh setiap produsen, khususnya pada industri komponen kapal sejenis tentunya memiliki mutu dan jenis yang hampir sama. Sehingga proses produksi atau pengolahan bahan baku menjadi bahan setengah jadi atau produk menjadi tumpuan utama di dalam penentuan tingkat mutu yang dicapai pada produk akhir sekaligus menjadi kunci utama dalam meningkatkan daya saing industri komponen kapal. Hal ini seperti di tunjukkan dalam tabel 4.2 bahwa dalam pencapaian standar mutu melalui standarisasi produk di perlukan proses produksi yang standar yang meliputi proses perancangan produk (technical drawing) proses pemesinan dan uji kualitasnya. Proses transformasi dari bahan baku sampai dengan produk jadi antara lain di tentukan oleh kapabilitas proses pemesinan, sistem produksi dan kapabilitas sumber daya manusia.
Bagi IKM komponen kapal di kabupaten tegal tidaklah mudah untuk mencapai standar mutu produknya sesuai dengan standar BKI karena keterbatasan teknologi, modal dan sumberdaya manusia. Namun dengan memanfaatkan dukungan layanan dari lembaga pemerintah, swasta maupun akademisi (Service providers) di harapkan ikm komponen kapal mampu melakukan standarisasi produk dan mendapatkan sertifikasi dari Biro Klasifikasi Indonesia, sehingga mampu menembus pasar nasional maupun internasional.
Dalam rangka standarisasi produk-produk IKM komponen kapal beberapa kegiatan dukungan telah dilakukan terkait aspek: i) Produksi/pengolahan (melalui bimbingan teknis pelaksanaan 3S/3K), ii) Pengembangan pasar (kunjungan belajar ke BKI dan industri pembuat kapal), dan iii) Akses keuangan (matching seminar oleh lembaga non-bank lokal). Proses menuju sertifikasi BKI ini mulai dengan pelatihan gambar teknik produk, dan bimbingan teknis pembuatan prototype guna audit produk.
Tabel 2. Output fasilitasi kegiatan dukungan
Nama produk Drawing technical documen
Dukumen standar mutu
prototype Pengujian
Pintu Kedap Sesuai standar Belum di terapkan Sesuai standar Sesuai standar Jendela kapal Sesuai standar Belum di terapkan Sesuai standar Sesuai standar Con Nozel Sesuai standar Belum di terapkan Sesuai standar Sesuai standar
V. KESIMPULAN DAN SARAN
Keberhasilan dalam standarisasi dan sertifikasi produk pada IKM komponen kapal setidaknya ada empat kunci utama yaitu: 1. Dukungan yang kuat oleh pemerintah dan pemanfaatan sumberdaya daerah secara optimal. 2. Keterlibatan lembaga sertifikasi dalam hal ini adalah BKI, melalui penyediaan bimbingan
teknis dan saran terkait pembuatan prototipe dan penyusunan dokumen-dokumen yang di butuhkan untuk sertifikasi.
3. Ketersediaan tenaga ahli teknis dan penyedia layanan atau service providers. Tenaga ahli lokal bisa dengan segera melakukan tindaklanjut melalui pemberian saran secara cepat dan mudah. Sedangkan penyedia layanan jasa lokal khususnya terkait dengan pengujian seperti UPTD laboratorium dan Polman Ceper yang membantu masalah pengujian prototipe.
4. Kontribusi IKM dalam renovasi dan panataan workshop sesuai dengan konsep 3S/3K, percobaan mandiri untuk pembuatan prototipe dan spesimen uji material nya di persyaratkan serta sumberdaya bahan baku/tenaga kerja untuk pembuatan prototipe dan spesimen uji.
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
22 ISSN 2503-2771
VI. DAFTAR PUSTAKA
[1] Anonymous, Masterplan Percepatan dan Perluasan Pembangunan Ekonomi Indonesia (MP3EI), Engineer Monthly No. 50, Juni 2011.
[2] Anonymous, Peta Panduan Pengembangan Kompetensi Inti Industri Daerah Kabupaten Tegal Tahun 2012-2014
[3] Anonymous. 2008, Undang-undang Republik Indonesia Nomor 20 tahun 2008 Tentang Usaha Mikro Kecil dan Menengah (UMKM) Kementerian Koperasi dan UKM, Jakarta.
[4] Anonymus, PT. Biro Klasifikasi Indonesia,2005, ”Buku Petunjuk dan Prosedur Survey Untuk Pemilik Kapal, Operator, Galangan Kapal, dan Pabrik Material / Komponen”
[5] Assauri Sofyan. 2004. Manajemen Produksi dan Operasi. Jakarta: Lembaga Fakultas Ekonomi UI.
[6] Bappenas, 2006, Panduan Pembangunan Industri: Untuk Pengembangan Ekonomi Daerah Berdaya Saing Tinggi, Direktorat Pengembangan Kawasan Khusus dan Tertinggal, Bappenas, Jakarta.
[7] Becattini, G., 1990, The Marshallian Industrial District as a Socioeconomic Notion. In F.
[8] Berr y, A., et al. 2001. Small and Medium Enterprises Dynamics in Indonesia.Bulletin of Indonesia Economic Studies. Vol 37. No.3 Dec 2001
[9] Chinitz, Benjamin, 1961, Contrasts in Agglomeration: New York and Pittsburg. American Economic Review, 51(2): 279-89.
[10] Cooperation in Italy. Geneva: ILO. [11] David, F. R. 1997. Strategic Management, 6th Edition. New Jersey: Prentice Hall
Englewood Cliffs. [12] Donelan, Joseph G., Kaplan, Edward A, 2000 : Value Chain Analyisis : A strategic
approach to Cost Management. Thomson Learning. [13] Ema & Mukhtar Widodo, Konstruksi ke Arah Penelitian Deskriptif,
Ayyrrouz,Yogyakarta, 2000 [14] Fera, Macchiaroli (2010), Appraisal of a New Risk Assessment Model For Small and
Medium Sized Enterprises, Safety science, Elsevier Vol 48, p 1361-1368 [15] Fujita, M., and Thisse, J.-F., 1996, The Economics of Agglomeration. Journal of
Japanese and International Economics, 10, 339-378. [16] Fujita, Masahisa, Paul Krugman, and Anthony J. Venables, 1999, The Spatial
Economy: Cities, Regions, and International Trade. Cambridge and London: The MIT Press.
[17] Hafsah, M. J. 2004. Upaya Pengembangan Usaha Kecil dan Menengah (UKM). Infokop No.25 Tahun XX.
[18] Hayter, Roger, 1997, The Dynamic of Industrial Location: The Factory, the Firm, and the Production System. Chichester: John Wiley & Sons.
[19] Heather Banham (2010) dalam External Environtmental Analiysis For Small and Medium Enterprises, Journal of Business and Economics Research Volume 8, Number 10, October 2010 ISSN: 1542-4448.
[20] Hill, H., 2001, Small and Medium Enterprises in Indonesia: Old Policy Challenges for a New Administration. Asian Survey, 41(2): 248-70.
[21] Houben, G. Lenie, K. Vanhoof, K. 1999. A knowledge-based SWOT-analysis system as an instrument for strategic planning in small and medium sized enterprises. Decision Support Systems. 26:125–135.
[22] Humphrey J, Schmitz H. 1995. Principles for promoting clusters & networks of SMEs. Vienna: UNIDO.
[23] Isard, Walter, 1956, Location and Space Economy. Cambridge: MIT Press. Krugman, P., 1991, Geography and Trade. Cambridge: MIT Press.
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 23
[24] Kerlinger, F. N. 1990. L.R Simatupang). Yogyakarta: Gajah Mada University Press. [25] Krugman, P., 1995, Development, Geography, and Economic Theory. Cambridge and [26] Krugman, P., 1998, Space:The Final Frontier. Journal of Economic
Perspectives,12(2):161-74. [27] Kuncoro, M. 2001. Metode Kuantitatif: Teori dan Aplikasi untuk Bisnis dan Ekonomi.
Yogyakarta: UPP-AMP YKPN. [28] Kuncoro, M., 2002, Analisis Spasial dan Regional: Studi Aglomerasi dan Kluster
Industri Indonesia. Yogyakarta: UPP-AMP YKPN. [29] Porter ME. 1980. Strategi Bersaing: Teknik Menganalisa Industri dan Pesaing.
Jakarta: Erlangga. [30] Pyke, G. Becattini & W. Sengenberger (Eds.), Industrial Districts and Inter-Firm [31] Raliby Oesman, Retno Rusdjijati, dan Nugroho Agung Prabowo (2013).Standarisasi
Produk Guna Meningkatkan Daya Saing Ikm Mainan Anak Di Kota Magelang, SNTT, ISSN 2339-028X.
[32] Rangkuti, F. 1999. Analisis SWOT Teknik Membedah Kasus Bisnis. Jakarta: PT Gramedia Pustaka Utama.
[33] Rosenfeld SA. 2002. Creating Smart Systems. A Guide To Cluster Strategies in Less Favoured Regions. www.rtsinc.org. [27 Desember 2007].
[34] Sandee H, Ibrahim B. 2002. Evaluation of SME Trade and Export Promotion in Indonesia. Jakarta: ADB Technical Assistance SME Development– Kementrian Negara Koperasi dan Usaha Kecil Menengah.
[35] Schmitz H, Nadvi K. 1999. Clustering and Industrialization: Introduction.World Development Vol. 27, No. 9:1503-1514.
[36] Schmitz H. 1997. Collective Efficiency And Increasing Returns. IDS Working Paper 50.
[37] SMIDeP, Platform Untuk Pengembangan Idustri Lokal Edisi 1 Septeber 2013 [38] Soetrisno N. 2005. SME Clustering Strategy In Indonesia: An Integrated
Development Support. Di dalam: Improving The Competitiveness of SMEs Through Enhancing Productive Capacity. Proceedings of Four Expert Meetings. New York and Geneva: UNCTAD. pp. 131-137.
[39] Sriyana, Jaka. 2010. “Strategi Pengembangan Usaha Kecil dan Menengah (UKM): Studi Kasus di Kabupaten Bantul”. Simposium Nasional 2010: Menuju Purworejo Dinamis dan Kreatif
[40] Stamer JM dan Liedtke UH. 2005. How To Promote Clusters. Mesopartner Working Paper 08/2005.
[41] Standarisasi Produk, Badan Stdarisasi Nasional (BSN), Kementerian Perdagangan Republik Indonesia, Jakarta
[42] Sulistyono, Heru &Adiyatma Ardian, Model Optimalisasi Kemitraan Ukm (Usaha Kecil Menengah) Dan Bumn (Badan Usaha Milik Pemerintah) Melalui Program Kemitraan Dan Bina Lingkungan (Pkbl) Untuk Meningkatkan Kinerja Ukm, Riptek Vol.5 No.II Tahun 2011, Hal.: 25 - 40
[43] Sunaryo. 2013, Strategi Industri Perkapalan Terintegrasi, Jurnal maritime edisi 6, 60-63 [44] Sutrisno Joko, 2012, Standarisasi Produk Usaha Mikro Kecil dan Menengah Dalam
Menghadapi Pasar Bebas, Infokop Volume 21, Jakarta [45] Tambunan THM. 2001. Industrialisasi di Negara Sedang Berkembang: Kasus
Indonesia. Jakarta: Ghalia Indonesia. [46] Taufik M. 2004. Proyeksi Sentra Menjadi Klaster. Infokop: No 25 Tahun
XX:62-74. [47] Taufik TA. 2005. Penguatan Daya Saing dengan Platform Klaster Industri:
Prasyarat Memasuki Ekonomi Modern. Makalah disampaikan dalam Seminar

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
24 ISSN 2503-2771
dan Lokakarya Strategi dan Implementasi Pengembangan Daya Saing Ekonomi Daerah dengan Pendekatan Lintas Sektoral diselenggarakan oleh Core Competence dan PUPUK di Yogyakarta tanggal 7-9 Pebruari 2005.
[48] UNEP, united Nation Environment Program, 2003 [49] Untari Pudjiastuti & Dohana Viskhurin F, 2010, Manfaat Sertifikasi Bagi Industri Di
Indonesia, Jurnal Standarisasi Vol 9. [50] Waits MJ. 2000. The Added Value of the Industry Cluster Approach to Economic
Analysis, Strategy Development, and Service Delivery. Econ Dev Quarterly 14(1):35-50
[51] Yuli Wibowo (2011),Strategi Pengembangan Klaster Industri Rumput Laut Yang Berkelanjutan,

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 25
KAJI EKSPERIMENTAL TURBIN AIR ALIRAN SILANG SUDU HORISONTAL DENGAN VARIASI SUDUT SUDU SERANG UNTUK
PEMANFAATAN POTENSI ENERGI ARUS SUNGAI Sahid, A.S. Ardjo, dan B. Sumiyarso
Politeknik Negeri Semarang Jl. Prof Sudarto, SH, Semarang 50275, Indonesia
E-mail : [email protected]
Abstrak
Turbin aliran silang atau cross flow water turbine (CFWT) adalah turbin yang dimanfaatkan pada potensial head rendah seperti sungai, danau dan ombak. Salah satu jenis CFWT adalah turbin Darrieus. Tujuan penelitian ini adalah mengkaji secara eksperimental kinerja turbin Darrieus sudu horisontal dengan variasi sudut sudu serang. Tahapan yang dilakukan meliputi pembuatan model turbin Darrieus dan modifikasinya, pengujian karakteristik kinerja turbin, dan analisis. Pengembangan model dilakukan terhadap sudu turbin Darrieus yang semula terpasang vertikal disertai dengan sirip penghubung, diganti dengan memanfaatkan sirip penghubung yang digunakan sebagai sudu utama dengan bentuk NACA 0018 di tambah variasi kemiringan sudut sudu serang. Sebagai pembanding, sudut sudu serang divariasikan menjadi 4 (15⁰, 30⁰, 45⁰ dan 60⁰). Masing-masing kemiringan sudut sudu serang dibandingkan untuk melihat dampak dari pengembangan desain turbin. Pengujian dilakukan pada kecepatan aliran 1,35 m/s, dan 1,60 m/s. Hasil penelitian menunjukkan effisiensi turbin dan daya mekanik tertinggi yang dihasilkan pada kecepatan aliran 1,35 m/s dengan poros tegak yaitu daya mekanik turbin 3 tingkat dengan variasi sudut sudu serang 150 sebesar 6,28 watt dengan efisiensi 4,74% pada putaran 17 rpm, serta kemiringan poros 300 pada turbin 6 tingkat kemiringan sudut sudu serang 150 dengan daya mekanik sebesar 10,19 watt dengan effisiensi 5,13% pada putaran 43 rpm. Sedangkan pada kecepatan aliran 1,60 m/s effisiensi turbin dan daya mekanik tertinggi pada poros tegak dihasilkan pada turbin 3 tingkat dengan kemiringan sudut sudu serang 150 yaitu daya mekanik sebesar 1,09 watt dengan effisiensi 0,25% pada putaran turbin 12 rpm. Serta pada poros kemiringan 300 dengan kecepatan aliran 1,60 m/s, daya mekanik dan effisiensi turbin tertinggi dihasilkan pada turbin 3 tingkat dengan kemiringan sudut sudu serang 150 yaitu sebesar 13,36 watt dengan effisiensi 4,07% pada putaran turbin 62 rpm. Hasil dari tugas akhir ini adalah sebuah desain baru turbin air aliran silang untuk memanfaatkan energi arus sungai.
Kata Kunci: Darrieus, Sudu turbin, Kinerja Turbin, Naca 0018, Efisiensi.
I. PENDAHULUAN
Air adalah sumber energi alam yang sangat potensial, hal ini didukung oleh kondisi negara kita yang sebagian besar terdiri dari perairan. Sehingga energi yang tersimpan dapat dimanfaatkan sangat besar, jika kita dapat memaksimalkan potensi itu kita bukan tidak mungkin dapat memenuhi kebutuhan energi listrik kita.
Dengan bertambahnya permintaan energi nasional yang terus tumbuh dengan pesat setiap tahunnya, maka diperlukan pasokan energi yang cukup besar pula. Berdasarkan hal tersebut, potensi air sungai yang tersebar di seluruh wilayah indonesia merupakan suatu lumbung energi yang perlu diekplorasi sebagai sumber Pembangkit Listrik Tenaga Air (PLTA). Potensi ini dapat dimanfaatkan oleh masyarakat untuk berkarya menghasilkan energi yang ramah lingkungan dan terbarukan.
Akan tetapi pemanfaatan sungai sebagai energi alternatif ini sering tidak dimanfaatkan secara maksimal, dikarenakan pengetahuan masyarakat dan prasarana yang kurang. Sebagai contoh pemanfaatan sungai irigasi, selain sebagai pengairan sawah, potensi pada alirannya juga bisa dimanfaatkan pada energi kinetiknya. Pemanfaatan energi sungai salah satunya dengan turbin aliran silang (Cross Flow Water Turbine). Model CFWT yang ada salah satunya adalah turbin Darrieus berbentuk sudu hydrofoil, poros vertikal dan jumlah sudu 3. Dimana sudu dari turbin Darrieus berbentuk lurus.

POLINES National Engineering Seminar ke
26
Berdasarkan uraian diatas, dalam pembuatan Tugas Akhir ini akan dilakukan pengembangan turbin Darrieus dengan variasi kemiringan sudut sudu dimana sudut dari sudu serang dapat diatur kemiringannya.
Turbin air adalah turbin dengan media kerja air.Secara umualat mekanik yang terdiri dari poros dan suduikut berputar bersama poros, dan berfungsi mengarahkan aliran fluida.Sedangkan sudu putar atau rotary blade, mengubah arah dan kecepatan aporos.Turbin air mengubah energi potensial dari air menjadi energi mekanis putaran poros.Paryatmo Wibowo, 2007:3 ) Jenis Turbin Air
a. Turbin Impuls Turbin Impuls adalah turbin yang memanfaatkan energi kecepatan (energi kinetik)
berupa pancaran air melalui nosel dengan kecepatan tinggi.Turbin jenis ini disebut juga turbin tanpa tekanan, karena sudu geraknya beroperasi pada tekanan atmosfir.Sudu geraknybucket, didorong oleh pancaran air melalui nosel.Dan bekerja pada saluran yang tidak dipenuhi air.Oleh karena itu persamaan kontinuitas tidak bisa diterapkan. Turbin impuls sangat cocok dimanfaatkan untuk sumber energi air dengan beda ketinggian besar, dengan debit air yang tidak besar. Contoh turbin impuls adalahPelton.(Paryatmo Wibowo, 2007)
b. Turbin Reaksi Turbin Reaksi adalah turbin yang memanfaatkan perubahan tekanan.Pemanfaatan
perubahan energi kinetik juga ada namun hanya sedikit.Turbin reaksi bekerja pada keadaan terendan di dalam air.Oleh karena itu pada sesi masuk dan keluar turbin menpunyai tekanan yang lebih besar dan tekanan dari udara luar.Seluruh sudu geraknya yang disebut juga blade atau runner, terisi air penuh sehingga dapat diberlakukan persamaan kontinuitas.Arah aliran runner diatur oleh sudu pengatur.Kerja yang dibangkitkan oleh adanya perbedaan tekanan sesi masuk dan keluar, ditambah juga sedikit memperhatikan perubahan kecepatan. Contoh turbin reaksi adalah turbin francis
Pemilihan turbin di dasarkan pada rata – rata kecepatan alirannya. Berikut grafik aplikasi turbin berdasarkan
Gambar 1. Aplikasi Turbin (sumber internet, Wordpres.com/2007/03/turbin turbin air)
Cross Flow Water Turbine
Turbin air aliran silang atau konversi energi yang berfungsi mengubah energi kinetik dari aliran arus sungai atau arus laut menjadi energi mekanik.Pada awalnya (gambar a).Turbin Darrieus terdiri dari komponen bilah kipas yang dilengkapisudu) sebagai perangkat yang berputar, dan dari putaran tersebut didapatkan energi
National Engineering Seminar ke–3, Nopember, 11th
2015
erdasarkan uraian diatas, dalam pembuatan Tugas Akhir ini akan dilakukan pengembangan turbin Darrieus dengan variasi kemiringan sudut sudu dimana sudut dari sudu serang dapat diatur kemiringannya.
Turbin air adalah turbin dengan media kerja air.Secara umum pengertian turbin adalah alat mekanik yang terdiri dari poros dan sudu-sudu.Sudu tetap atau stationary blade,ikut berputar bersama poros, dan berfungsi mengarahkan aliran fluida.Sedangkan sudu putar
mengubah arah dan kecepatan aliran fluida sehingga fluida yang memutar poros.Turbin air mengubah energi potensial dari air menjadi energi mekanis putaran poros.
Turbin Impuls adalah turbin yang memanfaatkan energi kecepatan (energi kinetik) berupa pancaran air melalui nosel dengan kecepatan tinggi.Turbin jenis ini disebut juga turbin tanpa tekanan, karena sudu geraknya beroperasi pada tekanan atmosfir.Sudu gerakny
, didorong oleh pancaran air melalui nosel.Dan bekerja pada saluran yang tidak dipenuhi air.Oleh karena itu persamaan kontinuitas tidak bisa diterapkan. Turbin impuls sangat cocok dimanfaatkan untuk sumber energi air dengan beda ketinggian besar, dengan debit air yang tidak besar. Contoh turbin impuls adalah
(Paryatmo Wibowo, 2007)
Turbin Reaksi adalah turbin yang memanfaatkan perubahan tekanan.Pemanfaatan perubahan energi kinetik juga ada namun hanya sedikit.Turbin reaksi bekerja pada keadaan terendan di dalam air.Oleh karena itu pada sesi masuk dan keluar turbin menpunyai tekanan ang lebih besar dan tekanan dari udara luar.Seluruh sudu geraknya yang disebut juga
, terisi air penuh sehingga dapat diberlakukan persamaan kontinuitas.Arah diatur oleh sudu pengatur.Kerja yang dibangkitkan oleh runne
adanya perbedaan tekanan sesi masuk dan keluar, ditambah juga sedikit memperhatikan perubahan kecepatan. Contoh turbin reaksi adalah turbin francis( Paryatmo Wibowo, 2007 )
Pemilihan turbin di dasarkan pada head air yang didapatkan dan kurata kecepatan alirannya. Berikut grafik aplikasi turbin berdasarkan head
Gambar 1. Aplikasi Turbin (sumber internet, www.agungchyntaWordpres.com/2007/03/turbin turbin air)
Turbin air aliran silang atau Cross Flow Water Turbine (CFWT) adalah suatu alat konversi energi yang berfungsi mengubah energi kinetik dari aliran arus sungai atau arus laut
energi mekanik.Pada awalnya CFWT dikembangkan dari turbin Darrieus (1931) (gambar a).Turbin Darrieus terdiri dari komponen bilah kipas yang dilengkapisudu) sebagai perangkat yang berputar, dan dari putaran tersebut didapatkan energi
ISSN 2503-2771
erdasarkan uraian diatas, dalam pembuatan Tugas Akhir ini akan dilakukan pengembangan turbin Darrieus dengan variasi kemiringan sudut sudu dimana sudut dari sudu
m pengertian turbin adalah stationary blade, tidak
ikut berputar bersama poros, dan berfungsi mengarahkan aliran fluida.Sedangkan sudu putar liran fluida sehingga fluida yang memutar
poros.Turbin air mengubah energi potensial dari air menjadi energi mekanis putaran poros.(
Turbin Impuls adalah turbin yang memanfaatkan energi kecepatan (energi kinetik) berupa pancaran air melalui nosel dengan kecepatan tinggi.Turbin jenis ini disebut juga turbin tanpa tekanan, karena sudu geraknya beroperasi pada tekanan atmosfir.Sudu geraknya disebut
, didorong oleh pancaran air melalui nosel.Dan bekerja pada saluran yang tidak dipenuhi air.Oleh karena itu persamaan kontinuitas tidak bisa diterapkan. Turbin impuls sangat cocok dimanfaatkan untuk sumber energi air dengan beda ketinggian permukaan yang besar, dengan debit air yang tidak besar. Contoh turbin impuls adalah turbin
Turbin Reaksi adalah turbin yang memanfaatkan perubahan tekanan.Pemanfaatan perubahan energi kinetik juga ada namun hanya sedikit.Turbin reaksi bekerja pada keadaan terendan di dalam air.Oleh karena itu pada sesi masuk dan keluar turbin menpunyai tekanan ang lebih besar dan tekanan dari udara luar.Seluruh sudu geraknya yang disebut juga rotary
, terisi air penuh sehingga dapat diberlakukan persamaan kontinuitas.Arah runner terjadi karena
adanya perbedaan tekanan sesi masuk dan keluar, ditambah juga sedikit memperhatikan ( Paryatmo Wibowo, 2007 )
air yang didapatkan dan kurang lebih pada head dan debitnya :
www.agungchynta files.
(CFWT) adalah suatu alat konversi energi yang berfungsi mengubah energi kinetik dari aliran arus sungai atau arus laut
dikembangkan dari turbin Darrieus (1931) (gambar a).Turbin Darrieus terdiri dari komponen bilah kipas yang dilengkapi blade (bilah sudu) sebagai perangkat yang berputar, dan dari putaran tersebut didapatkan energi

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 27
mekanik.Sudu turbin Darrieus berjumlah 3 dan berpenampanghydrofoil atau aerofoil yang dipasang tegak sejajar dengan poros turbin.Desain turbin Darrieus dikembangkan untuk fluida air oleh Gorlov (1997). Perbedaan turbin Gorlov dengan Darrieus terletak pada arah posisi sudu, pada turbin Gorlov memiliki arah helik (gambar b)sedangkan turbin darrieus memiliki arah sudu yang tegak. Turbin-turbin tersebut kemudian dikembangkan dalam bentuk yang berbeda oleh Achard dan Maitre (2004) (gambar c). Sudu turbin Achard dan Maitre dikembangkan dalam bentuk delta (delta shaped blade).
Gambar 2. Tiga model konsep CFWT dari skala yang berbeda: (a) Darrieus, 1931; (b) Gorlov, 1997; (c) Achard dan Maitre, 2004.
Dalam rangka penelitian, HARVEST (Hydroliennes a Axe de Rotasition Vertical Stabilities) mengumpulkan empat laboratorium dari Region Rhone-Alpes (Perancis), mengembangkan konsep CFWT berdasarkan turbin Achard dan Maitre, yaitu : Beberapa model turbin yang ditumpuk menjadi seperti sebuah menara dengan sumbu rotasi vertikal bertujuan untuk merubah energi kinetik arus laut atau fluvial. Hal ini dimaksudkan untuk memaksimalkan pengkonversian energi.Kemudian menara disusun menjadi satu-kesatuan dan dilabuhkan didasar laut atau dasar sungai, dengan tujuan mengoptimalkan efisiensi secara menyeluruh.
Salah satu pembangkit listrik yang terdiri dari beberapa buah blade yang tersusun seperti menara yang dirakit menjadi satu kesatuan dan dilabuhkan pada dasar laut ataupun dasar sungai, yang bertujuan untuk mengoptimalkan efisiensi secara menyeluruh, seperti pada gambar di bawah ini. Turbin Achard dan Maitre terdiri dari sudu delta yang terhubung ke sumbu rotasi dengan profil lengan pendukung.Bilah diprofilkan lintas bagian dengan area tetap bergeometri berbentuk bilah ujung daun bebas, sehingga bilah dapat dilengkapi sistem batasan yang dapat menyebabkan terseretnya bilah, seperti bentuk sayap atau cincin. Turbin Achard dan Maitre lebih menguntungkan daripada turbin Gorlov bentuk heliks, yaitu sudu yang berbentuk delta sehingga gaya yang di berikan oleh air terhadap sudu lebih kecil. Sedangkan untuk turbin Darrieus dengan sudu berbentuk lurus, gaya yang diberikan air terhadap sudu lebih besar dan hal ini menjadi penghambat dari laju air.(J. Zanette dkk, 2010)
Gambar 3. Konsep Turbin yang disusun membentuk menara
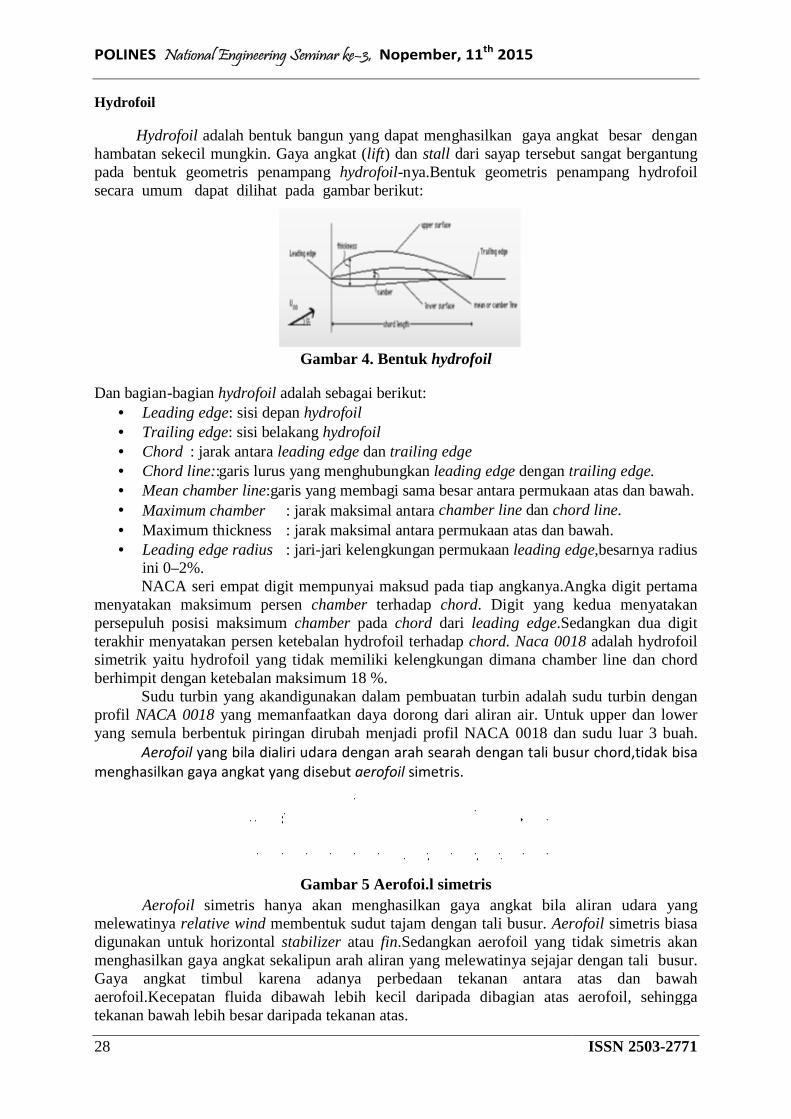
POLINES National Engineering Seminar ke
28
Hydrofoil
Hydrofoil adalah bentuk hambatan sekecil mungkin. Gpada bentuk geometris penasecara umum dapat dilihat p
Dan bagian-bagian hydrofoil a• Leading edge: sisi depa• Trailing edge: sisi bela• Chord : jarak antara le• Chord line:: garis lurus • Mean chamber line:gar• Maximum chamber : • Maximum thickness : • Leading edge radius :
ini 0–2%. NACA seri empat digit mempunyai maksud pada tiap angkanya.Angka digit pertama menyatakan maksimum persen persepuluh posisi maksimum terakhir menyatakan persen ketebalan hydrofoil terhadap simetrik yaitu hydrofoil yang tidak memiliki kelengkungan dimana chamber line dan chord berhimpit dengan ketebalan maksimum 18 %. Sudu turbin yang akandigunakan dalam pembuatan tprofil NACA 0018 yang memanfaatkan daya dorong dari aliran air. Untuk upper dan lower yang semula berbentuk piringan dirubah menjadi profil NACA 0018 dan sudu luar 3 buah. Aerofoil yang bila dialiri udara dengan arah searah
menghasilkan gaya angkat yang disebut
Aerofoil simetris hanya akan menghasilkan gaya angkat bila aliran udara yang melewatinya relative wind membentuk sudut tajam dengan digunakan untuk horizontal stabilizermenghasilkan gaya angkat sekalipun arah aliran yang melewatinya sejajar dengan tali busur. Gaya angkat timbul karena adanya perbaerofoil.Kecepatan fluida dibawah lebih kecil daripada dibagian atas aerofoil, sehingga tekanan bawah lebih besar daripada tekanan atas.
National Engineering Seminar ke–3, Nopember, 11th
2015
uk bangun yang dapat menghasilkan gaya angGaya angkat (lift ) dan stall dari sayap tersebut ampang hydrofoil-nya.Bentuk geometris penpada gambar berikut:
Gambar 4. Bentuk hydrofoil
adalah sebagai berikut: an hydrofoil
lakang hydrofoil leading edge dan trailing edge
rus yang menghubungkan leading edge dengan tris yang membagi sama besar antara permuka: jarak maksimal antara chamber line dan cho: jarak maksimal antara permukaan atas dan b: jari-jari kelengkungan permukaan leading ed
NACA seri empat digit mempunyai maksud pada tiap angkanya.Angka digit pertama menyatakan maksimum persen chamber terhadap chord. Digit yang kedua menyatakan persepuluh posisi maksimum chamber pada chord dari leading edge.Sedangkan dua digit
akan persen ketebalan hydrofoil terhadap chord. Naca 0018simetrik yaitu hydrofoil yang tidak memiliki kelengkungan dimana chamber line dan chord berhimpit dengan ketebalan maksimum 18 %.
Sudu turbin yang akandigunakan dalam pembuatan turbin adalah sudu turbin dengan yang memanfaatkan daya dorong dari aliran air. Untuk upper dan lower
yang semula berbentuk piringan dirubah menjadi profil NACA 0018 dan sudu luar 3 buah. yang bila dialiri udara dengan arah searah dengan tali busur chord,tidak bisa
menghasilkan gaya angkat yang disebut aerofoil simetris.
Gambar 5 Aerofoi.l simetris
simetris hanya akan menghasilkan gaya angkat bila aliran udara yang membentuk sudut tajam dengan tali busur. Aerofoil
stabilizer atau fin.Sedangkan aerofoil yang tidak simetris akan menghasilkan gaya angkat sekalipun arah aliran yang melewatinya sejajar dengan tali busur. Gaya angkat timbul karena adanya perbedaan tekanan antara atas dan bawah aerofoil.Kecepatan fluida dibawah lebih kecil daripada dibagian atas aerofoil, sehingga tekanan bawah lebih besar daripada tekanan atas.
ISSN 2503-2771
gkat besar dengan ut sangat bergantung nampang hydrofoil
trailing edge. aan atas dan bawah.
hord line. bawah. dge,besarnya radius
NACA seri empat digit mempunyai maksud pada tiap angkanya.Angka digit pertama . Digit yang kedua menyatakan
.Sedangkan dua digit chord. Naca 0018 adalah hydrofoil
simetrik yaitu hydrofoil yang tidak memiliki kelengkungan dimana chamber line dan chord
urbin adalah sudu turbin dengan yang memanfaatkan daya dorong dari aliran air. Untuk upper dan lower
yang semula berbentuk piringan dirubah menjadi profil NACA 0018 dan sudu luar 3 buah. dengan tali busur chord,tidak bisa
simetris hanya akan menghasilkan gaya angkat bila aliran udara yang Aerofoil simetris biasa
.Sedangkan aerofoil yang tidak simetris akan menghasilkan gaya angkat sekalipun arah aliran yang melewatinya sejajar dengan tali busur.
edaan tekanan antara atas dan bawah aerofoil.Kecepatan fluida dibawah lebih kecil daripada dibagian atas aerofoil, sehingga

POLINES
ISSN 2503-2771
Sudut Serang (Angle of Attack)
Sudut serang adalah sudut yang dibentuk oleh tali busur sebuah aerofoil dan arah aliran udara yang melewatinya relative wind. Biasanya diberi tanda besar lift yang dihasilkan akan nol, sedang pada aerofoil tidak simetris sekalipun sudut serang nol tetapi gaya angkat tetap timbul.Gaya angkat menjadi nol bila aerofoil tidak simetris membentuk sudut negatif terhadap aliran udara. Sudut serang dimana gaya angkat = 0 ini disebut zero lift angle. Ada 2 jenis sudut serang yang terdapat pada aerofoil yaitu:1. Sudut Serang Mutlak
Sudut serang mutlak adalah sudut serang sebuah aerofoil diukur dari kedudukan angle lift.
Gambar 7. Sudut serang mutlak2. Sudut Serang Kritis
Sudut serang kritis adalah sudut serang dimana gaya angkat yang dihasilkan akan mencapai maksimum. Diatas sudut gaya angkat akan turun sedang hambatan udara drag akan membesar dengan cepat. Hal ini bisa terjadi karena aliran turbulensi bertambah besar.
Gambar 8. Aliran udara pada sudut serang kecil dan besar.Gaya-Gaya Hydrodinamika
Gaya angkat (L) merupakan komponen gaya fluida padaarah gerakan. Berdasarkan analisis dimensi bentuk persamaan lift adalah sebagai berikut:
L = �� ρ c2 Ap CL ................................................
Dimana L merupakan Gaya Lift, CLuasan maksimum: chord x span (mkecepatan fluida (m/s).
Gaya seret (D) adalah gaya aliran yang bekerja pada Berdasarkan analisis dimensi bentuk persamaan drag adalah sebagai berikut:
D = �� ρ c2 Ap CD .............................................................................................................................
Dimana D merupakan Gaya Drag, CLuasan maksimum: chord x span (mkecepatan fluida (m/s).
POLINES National Engineering Seminar ke–3, Nopember, 11
Gambar 6. Aerofoil Asimetris
)
sudut yang dibentuk oleh tali busur sebuah aerofoil dan arah aliran udara yang melewatinya relative wind. Biasanya diberi tanda α. Untuk aerofoil simetris, besar lift yang dihasilkan akan nol, sedang pada aerofoil tidak simetris sekalipun sudut serang
tetapi gaya angkat tetap timbul.Gaya angkat menjadi nol bila aerofoil tidak simetris membentuk sudut negatif terhadap aliran udara. Sudut serang dimana gaya angkat = 0 ini
Ada 2 jenis sudut serang yang terdapat pada aerofoil yaitu:
Sudut serang mutlak adalah sudut serang sebuah aerofoil diukur dari kedudukan
Gambar 7. Sudut serang mutlak
Sudut serang kritis adalah sudut serang dimana gaya angkat yang dihasilkan akan ai maksimum. Diatas sudut gaya angkat akan turun sedang hambatan udara drag
akan membesar dengan cepat. Hal ini bisa terjadi karena aliran turbulensi bertambah besar.
Gambar 8. Aliran udara pada sudut serang kecil dan besar.
angkat (L) merupakan komponen gaya fluida pada hydrofoilarah gerakan. Berdasarkan analisis dimensi bentuk persamaan lift adalah sebagai berikut:
.................................................................................................................................................
Dimana L merupakan Gaya Lift, CL merupakan koefisien lift, Ap merupakan plan area (S), Luasan maksimum: chord x span (m2), ρ merupakan massa jenis fluida (kg/m
Gaya seret (D) adalah gaya aliran yang bekerja pada hydrofoil yang sejajar arah gesekan. Berdasarkan analisis dimensi bentuk persamaan drag adalah sebagai berikut:
.............................................................................................................................
Dimana D merupakan Gaya Drag, CD merupakan koefisien drag, Ap merupakLuasan maksimum: chord x span (m2), ρ merupakan massa jenis fluida (kg/m
Nopember, 11th
2015
29
sudut yang dibentuk oleh tali busur sebuah aerofoil dan arah α. Untuk aerofoil simetris,
besar lift yang dihasilkan akan nol, sedang pada aerofoil tidak simetris sekalipun sudut serang tetapi gaya angkat tetap timbul.Gaya angkat menjadi nol bila aerofoil tidak simetris
membentuk sudut negatif terhadap aliran udara. Sudut serang dimana gaya angkat = 0 ini
Sudut serang mutlak adalah sudut serang sebuah aerofoil diukur dari kedudukan zero
Sudut serang kritis adalah sudut serang dimana gaya angkat yang dihasilkan akan ai maksimum. Diatas sudut gaya angkat akan turun sedang hambatan udara drag
akan membesar dengan cepat. Hal ini bisa terjadi karena aliran turbulensi bertambah besar.
Gambar 8. Aliran udara pada sudut serang kecil dan besar.
hydrofoil yang tegak lurus arah gerakan. Berdasarkan analisis dimensi bentuk persamaan lift adalah sebagai berikut:
.................................................................................................(1)
merupakan koefisien lift, Ap merupakan plan area (S), kg/m3), c merupakan
yang sejajar arah gesekan. Berdasarkan analisis dimensi bentuk persamaan drag adalah sebagai berikut:
...................................................................................................................................................(2)
merupakan koefisien drag, Ap merupakan plan area (S), merupakan massa jenis fluida (kg/m3), c merupakan

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
30 ISSN 2503-2771
Persamaan Kontinuitas
Gambar 9. Gambar aliran fluida untuk persamaan kontinuitas
Apabila Q (m3/s) adalah debit aliran air melalui suatu luas penampang A (m2) dengan kecepatan aliran c (m/s) yang sama disetiap titik,maka berlaku persamaan kontinuitas untuk aliran steady :
Q= c A = tetap ..................................................................................................................................................... .(3)
c=�� � � .....................................................................................................................................................(4)
Dimana Q merupakan debit air (m3/det), c kecepatan aliran (m/det),A Luas penampang (m2), g percepatan grafitasi (m/s2)(Sularso, 1983)
Persamaan Bernoulli
Gambar 10. Gambar aliran fluida untuk persamaan bernoulli
Energi aliran sering dinyatakan dalam setiap satu satuan berat fluida yang disebut
dengan head. a. Energi Tempat atau Potensial (Eh)
Eh=� (Joule) ..................................................................................................................................................................(5) Dimana m adalah massa (Kg), g merupakan percepatan gravitasi (m/det2), z merupakan jarak tegak atau head diatas suatu elevasi aliran (m).
b. Energi Tekanan (Ep) Ep= � �
�(Joule) ................................................................................................................................................................ (6)
Dimana m adalah massa (kg), P adalah tekanan (N/m2), ρ adalah massa jenis air (kg/m3).
c. Energi Kecepatan atau Kinetik (Ek)
Ek= � �
�(Joule) .......................................................................................................................................................... (7)
Dimana m adalah massa (kg), c adalah kecepatan air (m/s). II. METODOLOGI PENELITIAN
Pengujian dilakukan pada kecepatan aliran air 1,35 m/s. Sudu turbin yang digunakan dalam pengujian ini adalah NACA 0018. Sudu dipasang horisontal 3 tingkat. Sudut serang sudu divariasikan 150, 300, 450, dan 600. pengambilan data dilakukan pada tanggal 5 Juni 2014. Model turbin yang dibuat memiliki diameter turbin 30 cm dan tinggi 27 cm. Model turbin tersebut diuji pada instalasi pengujian yang terdiri dari saluran uji, pompa aksial, dan dudukan turbin. Data-data yang diukur meliputi torsi dan putaran turbin untuk menentukan daya mekanik poros turbin, debit dan beda head aliran untuk menentukan daya hidrolik aliran. Data hasil uji diolah dalam bentuk grafik-grafik karakteristik kinerja turbin. Berdasarkan grafik-grafik tersebut, kinerja turbin dibandingkan secara diskriptif.
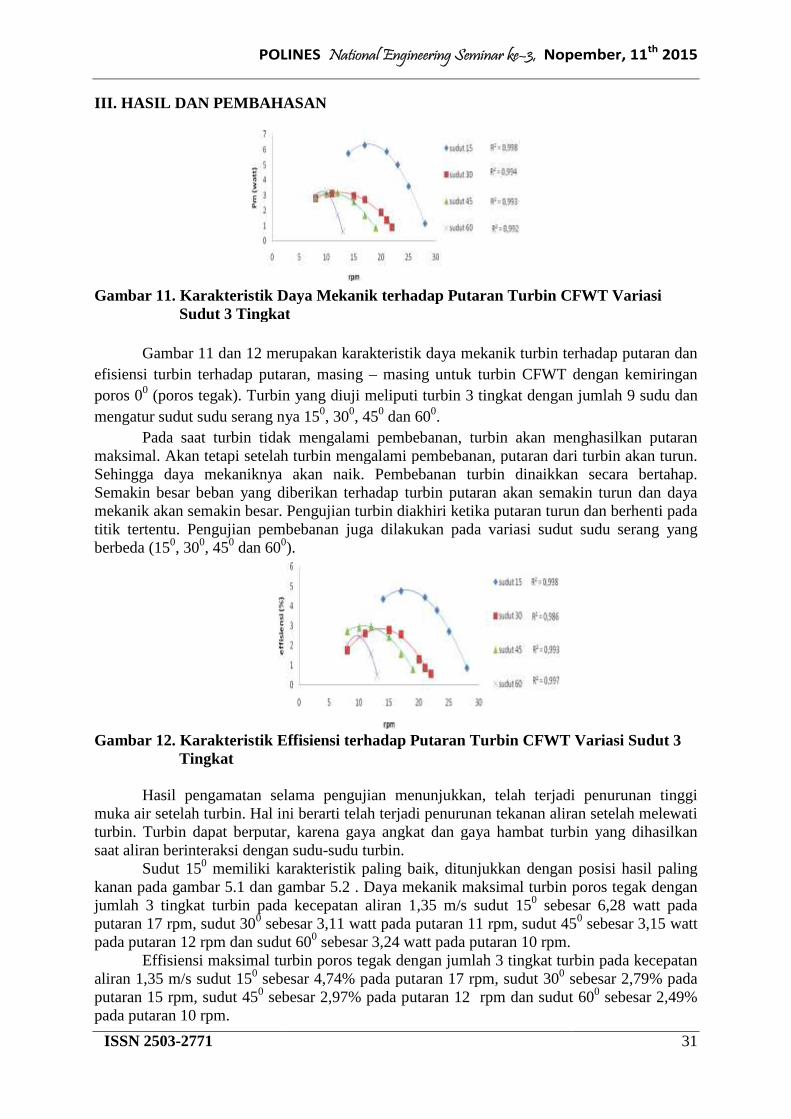
POLINES
ISSN 2503-2771
III. HASIL DAN PEMBAHASAN
Gambar 11. Karakteristik Daya Mekanik terhadap Putaran Turbin CFWT Variasi Sudut 3 Tingkat
Gambar 11 dan 12 merupakan karakteristik daya mekanik turbin terhadap putaran dan
efisiensi turbin terhadap putaran, poros 00 (poros tegak). Turbin yang diuji meliputi turbin 3 tingkat dengan jumlah 9 sudu dan mengatur sudut sudu serang nya 15
Pada saat turbin tidak mengalami pembebanan, turbin akan maksimal. Akan tetapi setelah turbin mengalami pembebanan, putaran dari turbin akan turun. Sehingga daya mekaniknya akan naik. Pembebanan turbin dinaikkan secara bertahap. Semakin besar beban yang diberikan terhadap turbin putaran akanmekanik akan semakin besar. Pengujian turbin diakhiri ketika putaran turun dan berhenti pada titik tertentu. Pengujian pembebanan juga dilakukan pada variasi sudut sudu serang yang berbeda (150, 300, 450 dan 600
Gambar 12. Karakteristik Effisiensi terhadap Putaran Turbin CFWT Variasi Sudut 3 Tingkat
Hasil pengamatan selama pengujian menunjukkan, telah terjadi penurunan tinggi
muka air setelah turbin. Hal ini berarti telah terjadi penurunan tekanan aliran setelah melewatiturbin. Turbin dapat berputar, karena gaya angkat dan gaya hambat turbin yang dihasilkan saat aliran berinteraksi dengan sudu
Sudut 150 memiliki karakteristik paling baik, ditunjukkan dengan posisi hasil paling kanan pada gambar 5.1 dan gambajumlah 3 tingkat turbin pada kecepatan aliran 1,35 m/s sudut 15putaran 17 rpm, sudut 300 sebesar 3,11 watt pada putaran 11 rpm, sudut 45pada putaran 12 rpm dan sudut 60
Effisiensi maksimal turbin poros tegak dengan jumlah 3 tingkat turbin pada kecepatan aliran 1,35 m/s sudut 150 sebesar 4,74% pada putaran 17 rpm, sudut 30putaran 15 rpm, sudut 450 sebesar 2,97% pada putaran 12 rpm dan sudut 60pada putaran 10 rpm.
POLINES National Engineering Seminar ke–3, Nopember, 11
III. HASIL DAN PEMBAHASAN
Gambar 11. Karakteristik Daya Mekanik terhadap Putaran Turbin CFWT Variasi Sudut 3 Tingkat
Gambar 11 dan 12 merupakan karakteristik daya mekanik turbin terhadap putaran dan efisiensi turbin terhadap putaran, masing – masing untuk turbin CFWT dengan kemiringan
(poros tegak). Turbin yang diuji meliputi turbin 3 tingkat dengan jumlah 9 sudu dan mengatur sudut sudu serang nya 150, 300, 450 dan 600.
Pada saat turbin tidak mengalami pembebanan, turbin akan menghasilkan putaran maksimal. Akan tetapi setelah turbin mengalami pembebanan, putaran dari turbin akan turun. Sehingga daya mekaniknya akan naik. Pembebanan turbin dinaikkan secara bertahap. Semakin besar beban yang diberikan terhadap turbin putaran akan semakin turun dan daya mekanik akan semakin besar. Pengujian turbin diakhiri ketika putaran turun dan berhenti pada titik tertentu. Pengujian pembebanan juga dilakukan pada variasi sudut sudu serang yang
0).
2. Karakteristik Effisiensi terhadap Putaran Turbin CFWT Variasi Sudut 3
Hasil pengamatan selama pengujian menunjukkan, telah terjadi penurunan tinggi muka air setelah turbin. Hal ini berarti telah terjadi penurunan tekanan aliran setelah melewatiturbin. Turbin dapat berputar, karena gaya angkat dan gaya hambat turbin yang dihasilkan saat aliran berinteraksi dengan sudu-sudu turbin.
memiliki karakteristik paling baik, ditunjukkan dengan posisi hasil paling kanan pada gambar 5.1 dan gambar 5.2 . Daya mekanik maksimal turbin poros tegak dengan jumlah 3 tingkat turbin pada kecepatan aliran 1,35 m/s sudut 150 sebesar 6,28 watt pada
sebesar 3,11 watt pada putaran 11 rpm, sudut 45dan sudut 600 sebesar 3,24 watt pada putaran 10 rpm.
Effisiensi maksimal turbin poros tegak dengan jumlah 3 tingkat turbin pada kecepatan sebesar 4,74% pada putaran 17 rpm, sudut 300 sebesar 2,79% pada
ebesar 2,97% pada putaran 12 rpm dan sudut 60
Nopember, 11th
2015
31
Gambar 11. Karakteristik Daya Mekanik terhadap Putaran Turbin CFWT Variasi
Gambar 11 dan 12 merupakan karakteristik daya mekanik turbin terhadap putaran dan masing untuk turbin CFWT dengan kemiringan
(poros tegak). Turbin yang diuji meliputi turbin 3 tingkat dengan jumlah 9 sudu dan
menghasilkan putaran maksimal. Akan tetapi setelah turbin mengalami pembebanan, putaran dari turbin akan turun. Sehingga daya mekaniknya akan naik. Pembebanan turbin dinaikkan secara bertahap.
semakin turun dan daya mekanik akan semakin besar. Pengujian turbin diakhiri ketika putaran turun dan berhenti pada titik tertentu. Pengujian pembebanan juga dilakukan pada variasi sudut sudu serang yang
2. Karakteristik Effisiensi terhadap Putaran Turbin CFWT Variasi Sudut 3
Hasil pengamatan selama pengujian menunjukkan, telah terjadi penurunan tinggi muka air setelah turbin. Hal ini berarti telah terjadi penurunan tekanan aliran setelah melewati turbin. Turbin dapat berputar, karena gaya angkat dan gaya hambat turbin yang dihasilkan
memiliki karakteristik paling baik, ditunjukkan dengan posisi hasil paling r 5.2 . Daya mekanik maksimal turbin poros tegak dengan
sebesar 6,28 watt pada sebesar 3,11 watt pada putaran 11 rpm, sudut 450 sebesar 3,15 watt
Effisiensi maksimal turbin poros tegak dengan jumlah 3 tingkat turbin pada kecepatan
sebesar 2,79% pada ebesar 2,97% pada putaran 12 rpm dan sudut 600 sebesar 2,49%
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
32 ISSN 2503-2771
Hasil pengamatan selama pengujian menunjukkan, telah terjadi penurunan tinggi muka air setelah turbin. Hal ini berarti telah terjadi penurunan tekanan aliran setelah melewati turbin. Turbin dapat berputar, karena gaya angkat dan gaya hambat turbin yang dihasilkan saat aliran berinteraksi dengan sudu-sudu turbin. IV. KESIMPULAN
Daya mekanik tertinggi pada pengujian poros tegak dan poros miring 300 dengan kecepatan aliran 1,35 m/s dihasilkan oleh turbin dengan 3 tingkatdan 6 tingkat yaitu sebesar 6,28 Watt pada putaran 17 rpm pada kemiringan sudut sudu serang 150 turbin 3 tingkat, dan sebesar 10,19 watt pada putaran 43 rpm dengan kemiringan sudut sudu serang 150 turbin 6 tingkat. Efisiensi tertinggi turbin pada kecepatan aliran 1,35 m/s dengan poros tegak dan poros miring 300 dihasilkan oleh turbin 3 tingkat dan 6 tingkat yaitu sebesar 4,74% dengan putaran 17 rpm pada kemiringan sudut sudu serang 150 turbin 3 tingkat, dan sebesar 5,13% dengan putaran 43 rpm pada kemiringan sudut sudu serang 150 turbin 6 tingkat. V. UCAPAN TERIMA KASIH
Terimakasih disampaikan Direktorat Penelitian dan Pengabdian kepada Masyarakat DIKTI yang telah membiayai penelitian melalui PUPT tahun 2014-2015. VI. REFERENSI
[1] Achard J-L, Maitre T. Hydraulic Turbo-machine, Applicant: INPG (FR), French patent number: FR 04.50209, 2004.
[2] Achard J-L, Imbault D, Maitre T. Device for maintaining a hydraulic turbomachine, Applicant: INPG (FR), French patent number: FR 05.50420; 2005.
[3] Achard J-L, Imbault D, Tourabi A. Turbomachine a` turbines hydrauliques a` flux transverse a` force globale de portance re´ duite, Applicant: INPG (FR), French patent number: FR 07.58511, 2007.
[4] Antheaume S, Maitre T, Buvat C, Abonnel C. Optimisation of a vertical axis water turbine farm. International Conference – from Innovation to Industry. Bremerhaven, Germany; 2006.
[5] Antheaume S, Maître T, Achard J-L. 2007, A Innovative Modelling Approach To Investigate The Efficiency Of Cross Flow Water Turbine Farms, 2nd IAHR International Meeting of the Workgroup on Cavitation and Dynamic Problems in Hydraulic Machinery and Systems Timisoara, Romania
[6] Bernad S, Georgescu A, Georgescu S-C, R Susan-Resiga, Anton I. 2008. Flow Investigations In Achard Turbine. PROCEEDINGS OF THE ROMANIAN ACADEMY, Series A, OF THE ROMANIAN ACADEMY Volume 9, Number 2, pp.1-12
[7] Darrieus GJM. Turbine having its rotating shaft transverse to the flow of the current. US Patent number: US 1.835.018; 1931. 25
[8] Gorlov AM. Helical turbine assembly operable under multidirectional fluid flow for power and propulsions systems. US Patent number: US 5.451.137; 1997.
[9] Georgescu S-C, Georgescu A-M, Bernad SI, R Susan-Resiga. 2008. 2D Numerical Modelling Of The Unsteady Flow In The Achard Turbines Mounted In Hydropower Farms. IWM 2008 CONFERENCE. Pp. 55-66
[10] J. Zanette, D. Imbault, A. Tourabi. 2010. A design methodology for cross flow water turbines. Renewable Energy 35. pp. 997–1009.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 33
DESAIN CAM PENGGERAK ELEKTRO-MECHANICAL SINGLE ACTING PULLEY ACTUATOR CONTINUOUSLY VARIABLE TRANSMISSION (EMSAPA-CVT) PADA SEPEDA MOTOR
B. Tjahjono1,MD. Gitatisna2, B.Sumiyarso1, , LY. Sutadi1, S. Ariyono1
1Dosen Politeknik Negeri Semarang 2 Mahasiswa Teknik Mesin Politeknik Negeri Semarang
Jl. Prof Sudarto, SH, Semarang 50275, Indonesia E-mail : [email protected], [email protected], [email protected],
[email protected], [email protected] ,
Abstrak
Continously Variable Transmission telah digunakan dalam otomotif dan industri sejak awal abad ke 20. Terdapat banyak jenis dari Continously Variable Transmission, namun hanya tipe rantai dan sabuk yang paling banyak diterapkan dalam otomotif. Continously Variable Transmission yang banyak digunkan dalam motor matic memiliki kelemahan menghasilkan daya yang maksimal sehingga tidak efisien, bahkan sewaktu di jalan turun tidak ada istirahat mesin. Maka, perlu didesain suatu mekanisme pemindahan pulley yang dapat diatur dengan sistem elektromekanik. Desain sistem elektromekanik terdiri dari kombinasi sistem motor DC, gear reduksi, mekanisme cam untuk menggerakkan pulley primer. Pulley sekunder didukung oleh pegas sehingga memberikan gaya apit untuk mencegah slip. Pada desain cam sebelumnya terdapat kelemahan sehingga perlu dicari solusi dengan mendesain ulang profil cam. Desain cam yang baru diperlukan untuk menghasilkan gaya yang optimal ketika menekan pulley primer pada sistem Elektromekanik Continously Variable Transmission.
Kata Kunci: Continously variable transmission, mekanisme cam, gaya apit, kontak permukaan, kontak radius, elektromekanik CVT
I. PENDAHULUAN
CVT telah ditemukan dalam otomotif dan penerapan industri seperti alat permesinan sejak awal abad ke 20. CVT adalah alat transmisi daya, dimana rasio kecepatan dapat divariasi terus-menerus diantara dua batasan [1]. Terdapat banyak jenis dari desain CVT, tiap desain memiliki karakteristik masing-masing, seperti Belt CVT, Spherical CVT [2], Hydrostatic CVT [3], E-CVT [4], Toroidal CVT [5], Power-Split CVT [6], Chain CVT, Milner CVT [7], Ball-Type Toroidal CVT [8], dan sebagainya. Bagaimanapun, dari semua itu, tipe rantai dan sabuk yang paling banyak digunakan dalam CVT di penerapan atomotif [9].
Gambar 1. Desain CVT Konvensional

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
34 ISSN 2503-2771
CVT telah mulai banyak digunakan pada motor matic dan mobil salju, semua
menggunakan tipe sabuk karet CVT. Kebanyakan desain yang digunakan pada motor matic berdasarkan Van Doome CVT. CVT tersebut biasanya mengacu pada logam menekan sabuk, daya ditransmisikan melalui sabuk yang ditekan. Gambar skematik dari CVT terdiri pulley penggerak, pulley yang digerakkan dan sabuk seperti yang terlihat pada Gambar 1.
Perpindahan aksial pulley dalam desain CVT konvensional dikontrol oleh gaya aksial pada pulley penggerak dan pulley yang digerakkan, diperlukan hubungan yang akurat antara rasio kecepatan dan gaya aksial untuk mendapatkan perpindahan maksimal. Juga, gaya aksial langsung dihubungkan dengan tegangan sabuk. Jika tegangan sabuk terhapap gaya aksial tetap dijaga tinggi sesuai yang dibutuhkan untuk menghindari slip pada semua level beban, maka peningkatan yang sangat besar dalam umur sabuk akan menghasilkan dibandingkan kepada tegangan diatur untuk desain daya maksimal. Maka, perbaikan dari CVT konvensional adalah memperoleh hubungan yang akurat antara gaya aksial dan beban torsi untuk diberikan rasio kecepatan.
Sistem Elekto-Mechanics Single Acting Pulley Actuator Continuously Variable Transmission (EMSAPA-CVT) memasang motor sebagai penggerak pada Gambar 2. Sistem terdiri dari 2 pulley, yaitu pulley primer dan pulley sekunder. Motor menggerakkan pulley primer untuk perubahan rasio transmisi, sementara itu mekanisme pegas menggerakkan pulley sekunder untuk gaya apit [10]. Pegas dimasukkan ke pulley sekunder untuk mengurangi slip ketika perubahan rasio transmisi.
Gambar 2.Sistem EMSAPA-CVT
Ketika CVT dalam posisi underdrive, radius primer sabuk minimum sedangkan radius belt sekunder maksimum, perubahan rasio terpanggil, motor primer akan menggerakkan pulley primer ke ukuran radius primer yang baru, dan pada waktu yang sama mekanisme pegas akan menggerakkan pulley sekunder untuk menghasilkan gaya apit optimal untuk mencegah slip sabuk [11]. Perpindahan tersebut akan berhenti ketika rasio yang diinginkan tercapai.
Sistem EMSAPA-CVT akan dapat meningkatkan efisiensi mesin, sehingga dapat menghemat bahan bakar. Selain itu dapat juga digunakan untuk sistem pengamanan kendaraan bermotor bila transmisi ini dilengkapi dengan pendeteksi pemakai baik menggunakan RFID, finger print, face recognition dan lainnya. Karena TCU berupa program yang bisa diinstal dengan alat tambahan sehingga transmisi ini bisa diprogram bila pemakai tidak dikenal maka transmsisi ini tidak akan bekerja. Dengan demikian walaupun mesin bisa hidup dengan kunci palsu tapi karena pengendara tidak dikenal maka tidak bekerja. Teknologi ini akan bisa dikembangkan pada transmisi pada kendaraan yang lebih besar seperti mobil, kendaraan tempur dan lainnya, bahkan bisa menjadi transmisi pada energi terbarukan seperti turbin angin untuk mendapatkan putaran pada generator lebih konstan.

POLINES
ISSN 2503-2771
II. METODOLOGI PENELITIAN
Desain cam yang baru (Gambar 3 (b)) yang lama (Gambar 3 (a)). Desain cam yang lama memiliki kekurangan terjadi kontak titik ke titik ketika cam diputar, ini karena kesalahan desain profil cam. Untuk menghindari masalah ini perlu mendesain ulang cam
(a) Kontak titik ke titik
Gambar 3. (a) Profil Cam Sebelumnya (b) Profil Cam yang Baru
Profil cam yang baru didesain berdasarkan perpindahan pulley dengan menghitung hubungan antara rasio pulley dan rotasi cam. Gambar 4 (b) dapat menghitung hubungan antara panjang belt dan radius dimana:
Gambar 4. (a) Pandangan atas sistem EMSAPA
Pulley Primer
Pulley Sekunder
Gear Reducer AssemblyPegas
Sabuk
POLINES National Engineering Seminar ke–3, Nopember, 11
METODOLOGI PENELITIAN
Desain cam yang baru (Gambar 3 (b)) akan memperbaiki kekurangan dari desain cam yang lama (Gambar 3 (a)). Desain cam yang lama memiliki kekurangan terjadi kontak titik ke titik ketika cam diputar, ini karena kesalahan desain profil cam. Untuk menghindari masalah ini perlu mendesain ulang cam.
Kontak titik ke titik (b) Kontak PermukaanGambar 3. (a) Profil Cam Sebelumnya (b) Profil Cam yang Baru
Profil cam yang baru didesain berdasarkan perpindahan pulley dengan menghitung hubungan antara rasio pulley dan rotasi cam. Gambar 4 (b) dapat menghitung hubungan antara panjang belt dan radius dimana:
Gambar 4. (a) Pandangan atas sistem EMSAPA-CVT (b) Variasi Geometri
Cam
Gear Reducer Assembly
Nopember, 11th
2015
35
akan memperbaiki kekurangan dari desain cam yang lama (Gambar 3 (a)). Desain cam yang lama memiliki kekurangan terjadi kontak titik ke titik ketika cam diputar, ini karena kesalahan desain profil cam. Untuk menghindari masalah
Kontak Permukaan Gambar 3. (a) Profil Cam Sebelumnya (b) Profil Cam yang Baru
Profil cam yang baru didesain berdasarkan perpindahan pulley dengan menghitung hubungan antara rasio pulley dan rotasi cam. Gambar 4 (b) dapat digunakan untuk
CVT (b) Variasi Geometri
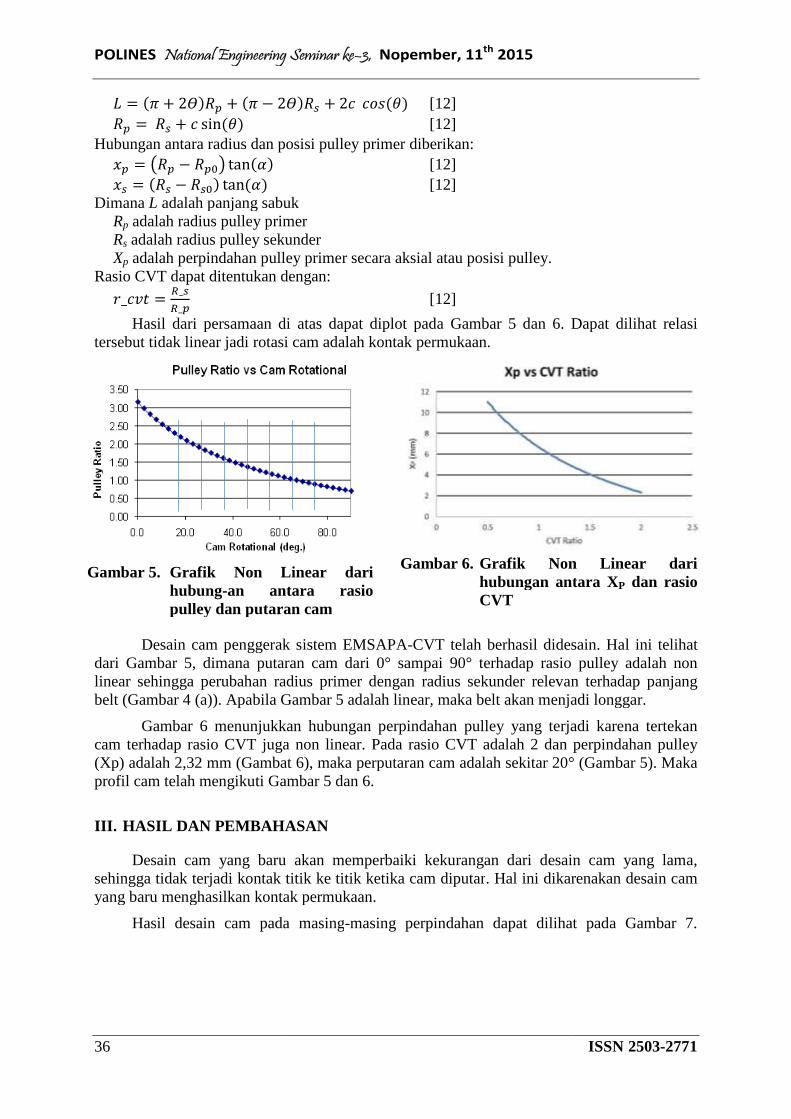
POLINES National Engineering Seminar ke
36
� � �� � 2���� � �� � 2��� � �� � � sin���
Hubungan antara radius dan posisi pulley primer diberikan:�� � �� � ��!" tan�%� �� � ��� � ��!� tan�%�
Dimana L adalah panjang sabuk Rp adalah radius pulley primer Rs adalah radius pulley sekunder Xp adalah perpindahan pulley primer secara aksial atau posisi pulley.Rasio CVT dapat ditentukan dengan:
&_�() � *_�
*_�
Hasil dari persamaan di atas dapat diplot pada Gambar 5 dan 6. Dapat dilihat relasi tersebut tidak linear jadi rotasi cam adalah kontak permukaan.
Desain cam penggerak sistem dari Gambar 5, dimana putaran cam dari 0° sampai 90° terhadap rasio pulley adalah non linear sehingga perubahan radius primer dengan radius sekunder relevan terhadap panjang belt (Gambar 4 (a)). Apabila G
Gambar 6 menunjukkan hubungan perpindahan pulley yang terjadi karena tertekan cam terhadap rasio CVT juga non linear. Pada rasio CVT adalah 2 dan perpindahan pulley (Xp) adalah 2,32 mm (Gambat 6), makaprofil cam telah mengikuti Gambar 5 dan 6.
III. HASIL DAN PEMBAHASAN
Desain cam yang baru akan memperbaiki kekurangan dari desain cam yang lama, sehingga tidak terjadi kontak titik ke titik ketika cam diputaryang baru menghasilkan kontak permukaan.
Hasil desain cam pada masing
Gambar 5. Grafik Non Linear dari hubung-an antara rasio pulley dan putaran cam
National Engineering Seminar ke–3, Nopember, 11th
2015
���� � 2� �+,��� [12] [12]
Hubungan antara radius dan posisi pulley primer diberikan: � � [12]
[12] adalah panjang sabuk
adalah radius pulley primer adalah radius pulley sekunder adalah perpindahan pulley primer secara aksial atau posisi pulley.
Rasio CVT dapat ditentukan dengan:
[12]
Hasil dari persamaan di atas dapat diplot pada Gambar 5 dan 6. Dapat dilihat relasi tersebut tidak linear jadi rotasi cam adalah kontak permukaan.
Desain cam penggerak sistem EMSAPA-CVT telah berhasil didesain. Hal ini telihat dari Gambar 5, dimana putaran cam dari 0° sampai 90° terhadap rasio pulley adalah non linear sehingga perubahan radius primer dengan radius sekunder relevan terhadap panjang belt (Gambar 4 (a)). Apabila Gambar 5 adalah linear, maka belt akan menjadi longgar.
Gambar 6 menunjukkan hubungan perpindahan pulley yang terjadi karena tertekan cam terhadap rasio CVT juga non linear. Pada rasio CVT adalah 2 dan perpindahan pulley (Xp) adalah 2,32 mm (Gambat 6), maka perputaran cam adalah sekitar 20° (Gambar 5). Maka profil cam telah mengikuti Gambar 5 dan 6.
HASIL DAN PEMBAHASAN
Desain cam yang baru akan memperbaiki kekurangan dari desain cam yang lama, sehingga tidak terjadi kontak titik ke titik ketika cam diputar. Hal ini dikarenakan desain cam yang baru menghasilkan kontak permukaan.
Hasil desain cam pada masing-masing perpindahan dapat dilihat pada Gambar 7.
Grafik Non Linear dari an antara rasio
pulley dan putaran cam
Gambar 6. Grafik Non Linear dari hubungan antara XCVT
ISSN 2503-2771
Hasil dari persamaan di atas dapat diplot pada Gambar 5 dan 6. Dapat dilihat relasi
CVT telah berhasil didesain. Hal ini telihat dari Gambar 5, dimana putaran cam dari 0° sampai 90° terhadap rasio pulley adalah non linear sehingga perubahan radius primer dengan radius sekunder relevan terhadap panjang
ambar 5 adalah linear, maka belt akan menjadi longgar.
Gambar 6 menunjukkan hubungan perpindahan pulley yang terjadi karena tertekan cam terhadap rasio CVT juga non linear. Pada rasio CVT adalah 2 dan perpindahan pulley
perputaran cam adalah sekitar 20° (Gambar 5). Maka
Desain cam yang baru akan memperbaiki kekurangan dari desain cam yang lama, . Hal ini dikarenakan desain cam
masing perpindahan dapat dilihat pada Gambar 7.
Grafik Non Linear dari hubungan antara XP dan rasio
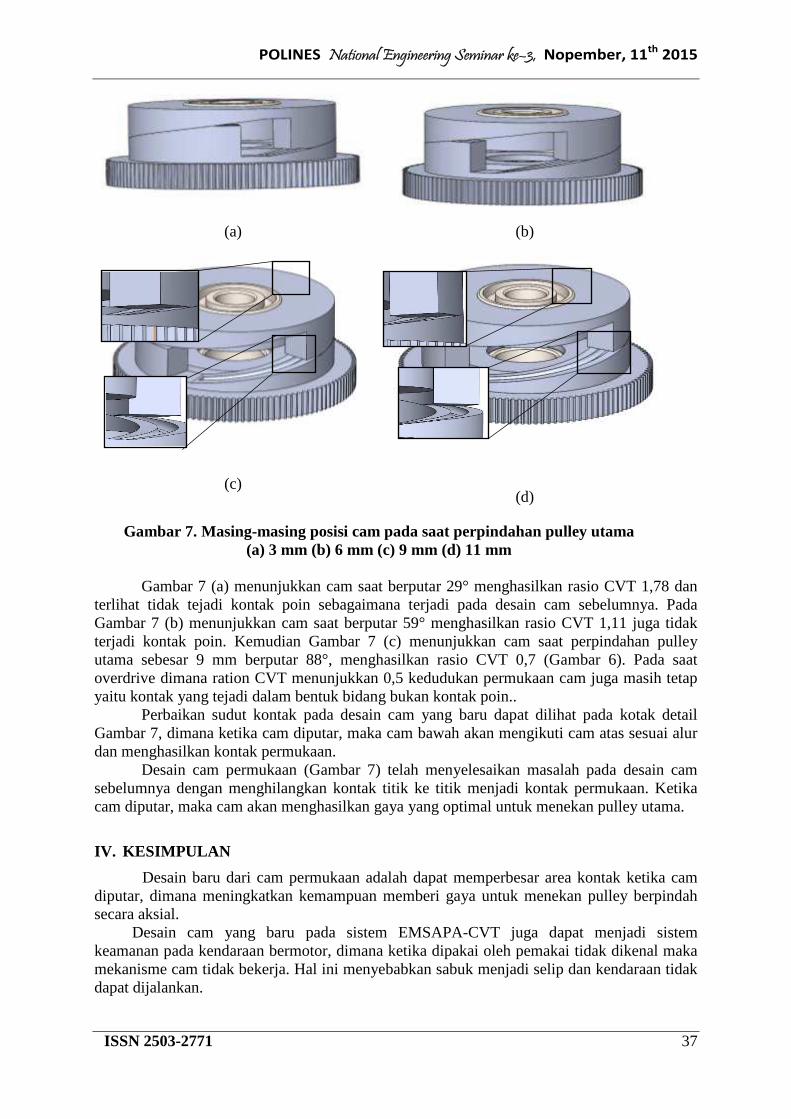
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 37
(a) (b)
(c)
(d)
Gambar 7. Masing-masing posisi cam pada saat perpindahan pulley utama (a) 3 mm (b) 6 mm (c) 9 mm (d) 11 mm
Gambar 7 (a) menunjukkan cam saat berputar 29° menghasilkan rasio CVT 1,78 dan
terlihat tidak tejadi kontak poin sebagaimana terjadi pada desain cam sebelumnya. Pada Gambar 7 (b) menunjukkan cam saat berputar 59° menghasilkan rasio CVT 1,11 juga tidak terjadi kontak poin. Kemudian Gambar 7 (c) menunjukkan cam saat perpindahan pulley utama sebesar 9 mm berputar 88°, menghasilkan rasio CVT 0,7 (Gambar 6). Pada saat overdrive dimana ration CVT menunjukkan 0,5 kedudukan permukaan cam juga masih tetap yaitu kontak yang tejadi dalam bentuk bidang bukan kontak poin..
Perbaikan sudut kontak pada desain cam yang baru dapat dilihat pada kotak detail Gambar 7, dimana ketika cam diputar, maka cam bawah akan mengikuti cam atas sesuai alur dan menghasilkan kontak permukaan.
Desain cam permukaan (Gambar 7) telah menyelesaikan masalah pada desain cam sebelumnya dengan menghilangkan kontak titik ke titik menjadi kontak permukaan. Ketika cam diputar, maka cam akan menghasilkan gaya yang optimal untuk menekan pulley utama.
IV. KESIMPULAN
Desain baru dari cam permukaan adalah dapat memperbesar area kontak ketika cam diputar, dimana meningkatkan kemampuan memberi gaya untuk menekan pulley berpindah secara aksial.
Desain cam yang baru pada sistem EMSAPA-CVT juga dapat menjadi sistem keamanan pada kendaraan bermotor, dimana ketika dipakai oleh pemakai tidak dikenal maka mekanisme cam tidak bekerja. Hal ini menyebabkan sabuk menjadi selip dan kendaraan tidak dapat dijalankan.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
38 ISSN 2503-2771
V. UCAPAN TERIMA KASIH
Kita sampaikan terima kasih kepada Dirjen Dikti, Kepala Laboratorium CNC, Kepala Laboratorium Perancangan dan Ketua Jurusan Teknik Mesin Politeknik Negeri Semarang atas ijin dan bantuannya sehingga penelitihan ini berhasil dilaksanakan.
VI. REFERENSI
[1] Park, N.G., Ryu, J.H., Lee, H.W., Jeon, Y.H. and Zhang, N. 2009. Development of the inner spherical CVT for a motorcycle. International Journal Automotive Technology. 10(3): 341−346.
[2] Kim, J., Park, F.C., Park, Y. and Shizuo, M. 2002. Design and analysis of a spherical continuously variable transmission. ASME Journal of Mechanical Design. 124: 21–29.
[3] Kanphet, P., Jirawattana, P. and Direcksataporn, B. 2005. Optimal operation and control of a hydrostatic CVT powertrain. SAE Transactions Journal of Passenger Cars: Mechanical Systems. 114(6): 1838–1845. Paper No. 2005-01-1467.
[4] Miller, J., M. 2006. Hybrid electric vehicle propulsion system architectures of the e-CVT type. IEEE Transactions on Power Electronics. 21(3): 756–767.
[5] Fuchs, R., Hasuda, Y. and James, I. 2002. Modeling simulation and validation for the control development of a full-toroidal IVT. Proceedings of CVT 2002 Congress, 1709: 121–129.
[6] Mantriota, G. 2001. Theoretical and Experimental Study of a Power Split Continuously Variable Transmission System, Part 2. Proceedings Instn. Mech. Engrs. 215(D): 851-864.
[7] Milner, P.J. 2002. MilnerCVT for high torque applications. Proceedings of CVT 2002 Congress, 1709: 543–554.
[8] Belfiore, N.P. and De Stefani, G. 2003. Ball toroidal CVT: a feasibility study based on topology, kinematics, statics and lubrication. International Journal of Vehicle Design. 23(3–4): 304–331.
[9] Zheng, C.H., Lim, W.S. and Cha, S.W. 2011. Performance Optimization of CVT for Two-Wheeled Vehicles. International Journal of Automotive Technology. 12(3): 461−468.
[10] Mohd E Z, Kamarul B T, Hussein. Bambang S, Aishah D 2010 3rd International Graduate Conference on Engineering, Science and Humanities IGCESH
[11] Bambang S, Kamarul B T, Hishamuddin J and Sugeng A 2006 (RPCES‘06) 26-27 July, Johor Bahru Malaysia
[12] Cholis N. 2013. Electro-Mechanical Single Acting Pulley Rubber V-Belt Continuously Variable Transmission For Scooter. Universiti Malaysia Pahang

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 39
PEMANFAATAN MIKROKONTROLER ARDUINO UNO SEBAGAI PENGENDALI SISTEM WATER INJECTION UNTUK MENURUNKAN KONSUMSI BAHAN BAKAR SEPEDA MOTOR
Basori1, Nyenyep Sriwardani2, Husin Bugis3 1,2,3Pendidikan Teknik Mesin, FKIP , UNS Surakarta
Jl. A.Yano No.200, Pabelan, Kartasura E-mail : [email protected]
Abstrak
Permasalahan utama bagi setiap pengendara kendaraan adalah bagaimanakah cara menghemat konsumsi bahan bakar secara efektif. Salah satu sistem tambahan yang digunakan untuk menghemat konsumsi bahan bakar pada kendaraan bermotor adalah sistem water Injection. Water injection adalah suatu sistem penambahan air dalam bentuk butiran pada ruang pembakaran melalui intake manifold. Penelitian ini bertujuan untuk mengetahui pengaruh water injection terhadap penghematan konsumsi bahan bakar. Water injection ini dilengkapi dengan mikrokontroler arduino uno untuk mengatur besarnya volume air suling dan metanol yang disemprotkan ke dalam ruang bakar.Penelitian ini menggunakan metode deskriptif kuantitatif. Subyek penelitian yang digunakan adalah sepeda motor Honda Mega Pro tahun 2009. Data diperoleh dari pengukuran konsumsi bahan bakar premium pada kondisi tanpa water injection (standar) dan menggunakan water injection berbasis mikrokontroler dengan komposisi air:metanol (A100, A90M10, A80M20, A70M30, A60M40, A50M50,dan A40M60).Hasil penelitian menunjukkan adanya pengaruh pemanfaatan water injection berbasis mikrokontroler arduino uno dalam menurunkan konsumsi bahan bakar. Nilai tertinggi di peroleh water injection dengan komposisi A90 pada putaran 2500 rpm sebesar 4,84 cc/menit. Jika dibandingkan dengan kondisi standar dimana besarnya konsumsi adalah 5,94 cc/menit maka hal ini menunjukkan penghematan konsumsi bahan bakar sebesar 22,77%.
Kata Kunci: water injection, konsumsi bahan bakar, mikrokontroler
I. PENDAHULUAN
Kendaraan bermotor merupakan salah satu jenis alat transportasi yang sangat diminati saat ini. Bentuknya yang kecil, lincah, mudah pengoperasiannya, sangat membantu aktifitas manusia dalam beraktifitas sehari-hari. Mulai dari bekerja, ke pasar, ke tempat rekreasi dan lain-lain. Seiring dengan peningkatan penggunaan sepeda motor tersebut, ada permasalahan yang perlu diperhatikan yaitu masalah lingkungan yang diakibatkan oleh banyaknya kendaraan bermotor yang beroperasi.
Emisi gas buang adalah salah satu masalah yang dikeluarkan kendaraan bermotor ini. Tingkat emisi yang tinggi akan mengakibatkan kerusakan lingkungan. Emisi yang tinggi terjadi karena pembakaran bahan bakar dan udara di ruang bakar kendaraan tidak terjadi dengan sempurna. Hal ini menimbulkan gas-gas berbahaya seperti CO dan HC. Pemakaian bahan bakar yang boros merupakan penyumbang yang tinggi terhadp besarnya konsentrasi CO dan HC.
Pemakaian bahan bakar yang boros selain tidak ramah lingkungan, juga tidak dikehendaki oleh pengguna kendaraan. Ada beberapa cara agar pemakaian bahan bakar lebih hemat. Salah satunya adalah penggunaan sistem water injection. Water injection adalah suatu sistem penambahan air dalam bentuk butiran pada ruang pembakaran melalui intake manifold. Tujuan utama penggunaan water injection adalah untuk mengurangi detonasi pada mesin. Water injection dapat dilakukan untuk menghemat bahan bakar, mengurangi polusi udara dan meningkatkan daya mesin (Wardono, Raharjo, 2009).

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
40 ISSN 2503-2771
Teknologi ini sebenarnya sudah ada sejak dahulu yang digunakan di dalam mesin pesawat terbang. Desain mesin pesawat terbang terdahulu masih menggunakan piston, sehingga perlu induksi air untuk meningkatkan bahan bakar anti-knocking/detonasi. Water injection pada mesin berpengapian busi telah diselidiki untuk penelitian sejak 1930, metode ini digunakan oleh angkatan udara (Juntarakod, 2008). Teknologi ini pun sudah diterapkan di mesin turbojet. Menurut Walkowski (2010), penginjeksian air ke dalam campuran udara sebelum burner memberikan efek yang besar terhadap daya dorong mesin turbojet.
Dengan melihat keuntungan sistem ini terhadap kinerja mesin dan efisiensi bahan bakar, maka sangat diperlukan penelitian pengembangan sistem ini untuk diterapkan pada kendaraan bermotor. Penelitian ini merupakan penelitian lanjutan dari pemanfaatan mikrokontroler sebagai pengendali sistem water injection dalam memberikan suplai penginjeksian campuran air distilasi/aquades dan metanol ke dalam ruang bakar. Sedangkan penelitian terdahulu telah dikembangkan sistem water injection berbasis mikrokontroler Atmega AT89S51. Sasaran penelitian ini terletak pada volume campuran aquades dan metanol yang diinjeksikan sistem water injection, semakin tepat dengan kebutuhan mesin, maka akan semakin baik pula kinerja dan efisiensi bahan bakarnya. Oleh karena itu, tujuan penelitian ini adalah untuk mengetahui pengaruh pemanfaatan mikrokontroler arduino uno dalam sistem water injection dalam menurunkan konsumsi bahan bakar di sepeda motor.
II. METODOLOGI PENELITIAN
Penelitian ini menggunakan desain penelitian eksperimen. Eksperimen dilakukan terhadap subyek penelitian berupa sepeda motor honda megapro tahun 2009 dengan spesifikasi sebagai berikut: Tipe mesin : 4 langkah, SOHC, pendinginan udara Diameter x langkah : 63,5 x 49,5 mm Volume langkah : 156,7 cc Perbandingan kompresi : 9,0 : 1 Daya maksimum : 13,3 PS / 8.500 RPM Torsi maksimum : 1,3 kgf.m / 6.000 RPM Kapasitas minyak pelumas mesin : 0,9 liter pada penggantian periodik Kopling Otomatis : Manual, tipe basah dan pelat majemuk Gigi transmisi : 5 kecepatan, bertautan tetap Pola pengoperan gigi : 1-N-2-3-4-5 Starter : Pedal dan starter elektrik Aki : 12 V - 5 Ah Busi : ND X 24 EP-U9 / NGK DP8EA-9 Sistem pengapian : DC-CDI, Baterai
Sebelum dilaksanakan eksperimen, sepeda motor yang akan dijadikan subyek penelitian diservis dan dirawat dengan prosedur tune-up lengkap. Hal ini dilakukan dalam rangka mengontrol subyek penelitian agar tetap dalam kondisi standar.
Adapun alur penelitiannya dapat digambarkan seperti di bawah ini.
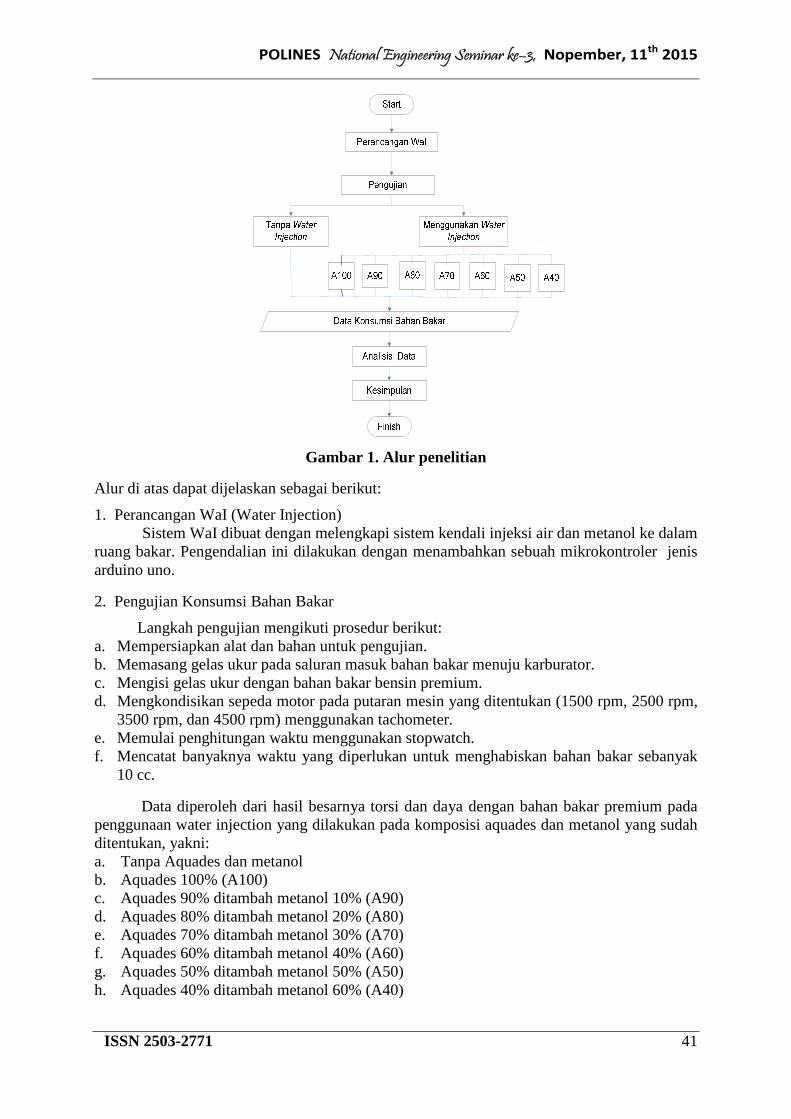
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 41
Gambar 1. Alur penelitian
Alur di atas dapat dijelaskan sebagai berikut:
1. Perancangan WaI (Water Injection) Sistem WaI dibuat dengan melengkapi sistem kendali injeksi air dan metanol ke dalam
ruang bakar. Pengendalian ini dilakukan dengan menambahkan sebuah mikrokontroler jenis arduino uno.
2. Pengujian Konsumsi Bahan Bakar
Langkah pengujian mengikuti prosedur berikut: a. Mempersiapkan alat dan bahan untuk pengujian. b. Memasang gelas ukur pada saluran masuk bahan bakar menuju karburator. c. Mengisi gelas ukur dengan bahan bakar bensin premium. d. Mengkondisikan sepeda motor pada putaran mesin yang ditentukan (1500 rpm, 2500 rpm,
3500 rpm, dan 4500 rpm) menggunakan tachometer. e. Memulai penghitungan waktu menggunakan stopwatch. f. Mencatat banyaknya waktu yang diperlukan untuk menghabiskan bahan bakar sebanyak
10 cc.
Data diperoleh dari hasil besarnya torsi dan daya dengan bahan bakar premium pada penggunaan water injection yang dilakukan pada komposisi aquades dan metanol yang sudah ditentukan, yakni: a. Tanpa Aquades dan metanol b. Aquades 100% (A100) c. Aquades 90% ditambah metanol 10% (A90) d. Aquades 80% ditambah metanol 20% (A80) e. Aquades 70% ditambah metanol 30% (A70) f. Aquades 60% ditambah metanol 40% (A60) g. Aquades 50% ditambah metanol 50% (A50) h. Aquades 40% ditambah metanol 60% (A40)
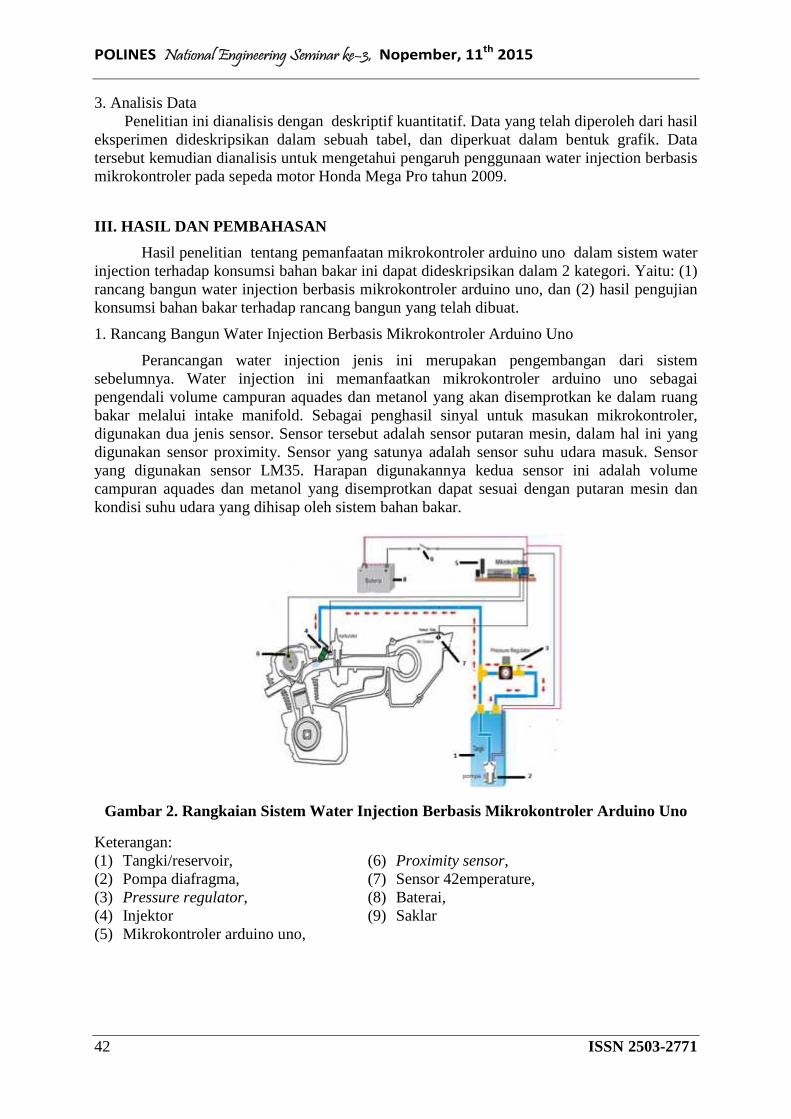
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
42 ISSN 2503-2771
3. Analisis Data Penelitian ini dianalisis dengan deskriptif kuantitatif. Data yang telah diperoleh dari hasil
eksperimen dideskripsikan dalam sebuah tabel, dan diperkuat dalam bentuk grafik. Data tersebut kemudian dianalisis untuk mengetahui pengaruh penggunaan water injection berbasis mikrokontroler pada sepeda motor Honda Mega Pro tahun 2009.
III. HASIL DAN PEMBAHASAN
Hasil penelitian tentang pemanfaatan mikrokontroler arduino uno dalam sistem water injection terhadap konsumsi bahan bakar ini dapat dideskripsikan dalam 2 kategori. Yaitu: (1) rancang bangun water injection berbasis mikrokontroler arduino uno, dan (2) hasil pengujian konsumsi bahan bakar terhadap rancang bangun yang telah dibuat.
1. Rancang Bangun Water Injection Berbasis Mikrokontroler Arduino Uno
Perancangan water injection jenis ini merupakan pengembangan dari sistem sebelumnya. Water injection ini memanfaatkan mikrokontroler arduino uno sebagai pengendali volume campuran aquades dan metanol yang akan disemprotkan ke dalam ruang bakar melalui intake manifold. Sebagai penghasil sinyal untuk masukan mikrokontroler, digunakan dua jenis sensor. Sensor tersebut adalah sensor putaran mesin, dalam hal ini yang digunakan sensor proximity. Sensor yang satunya adalah sensor suhu udara masuk. Sensor yang digunakan sensor LM35. Harapan digunakannya kedua sensor ini adalah volume campuran aquades dan metanol yang disemprotkan dapat sesuai dengan putaran mesin dan kondisi suhu udara yang dihisap oleh sistem bahan bakar.
Gambar 2. Rangkaian Sistem Water Injection Berbasis Mikrokontroler Arduino Uno
Keterangan: (1) Tangki/reservoir, (6) Proximity sensor, (2) Pompa diafragma, (7) Sensor 42emperature, (3) Pressure regulator, (8) Baterai, (4) Injektor (9) Saklar (5) Mikrokontroler arduino uno,

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 43
2. Hasil Pengujian Konsumsi Bahan Bakar
Hasil pengujian konsumsi bahan bakar terhadap sistem water injection ini dapat dijelaskan dalam tabel di bawah ini.
Tabel 1. Data Hasil Pengujian Konsumsi Bahan Bakar pada Sepeda Motor Berbasis Mikrokontroler Arduino Uno
Putaran Mesin (rpm)
Konsumsi Bahan Bakar (cc/menit)
Std A100 A90 A80 A70 A60 A50 A40
1500 3,33 4,35 3,26 3,92 4,32 3,64 4,44 3,82
2500 5,94 6,19 4,84 5,61 5,45 5,45 6,12 6,67
3500 8,33 7,89 7,79 9,09 8,57 7,79 8,22 8,11
4500 11,76 10,53 11,32 11,54 12,50 12,50 11,32 10,53 Tabel di atas dapat dideskripsikan berdasarkan variabel kontrol putaran mesin.
a. Pada putaran 1500 rpm
Ketika sepeda motor yang menggunakan water injection berbasis mikrokontroler arduino uno dikondisikan pada putaran 1500 rpm, konsumsi bahan bakar tertinggi diperoleh pada komposisi aquades dan metanol A90 dengan konsumsi 3,26 cc/menit. Sedangkan konsumsi terendah pada komposisi aquades dan metanol A50 dengan konsumsi 4,44 cc/menit. Jika dibandingkan dengan kondisi standar dengan konsumsi 3,3 cc/menit, maka penghematan konsumsi bahan bakar mencapai 2,22 %.
Gambar 3. Hubungan Konsumsi Bahan Bakar dengan Komposisi Aquades dan Metanol
pada Putaran Mesin 1500 rpm
b. Pada Putaran 2500 rpm
Pada putaran 2500 rpm, konsumsi bahan bakar tertinggi yang dicapai oleh sepeda motor berbasis mikrokontroler arduino uno adalah pada komposisi campuran aquades dan metanol A90 dengan konsumsi 4,84 cc/menit. Sedangkan konsumsi terendah pada A40 dengan konsumsi 6,67 cc/menit. Dan bila dibandingkan dengan sepeda motor tanpa water injection dimana konsumsinya 5,94 cc/menit, maka penghematan bahan bakar mencapai 22,77%.
3,33
4,35
3,26
3,924,32
3,64
4,44
3,82
2,00
2,50
3,00
3,50
4,00
4,50
5,00
Standar A100 A90 A80 A70 A60 A50 A40
Kon
sum
si B
ahan
Bak
ar
(cc/
men
it)
Komposisi Aquades dan Matenol pada Water Injection
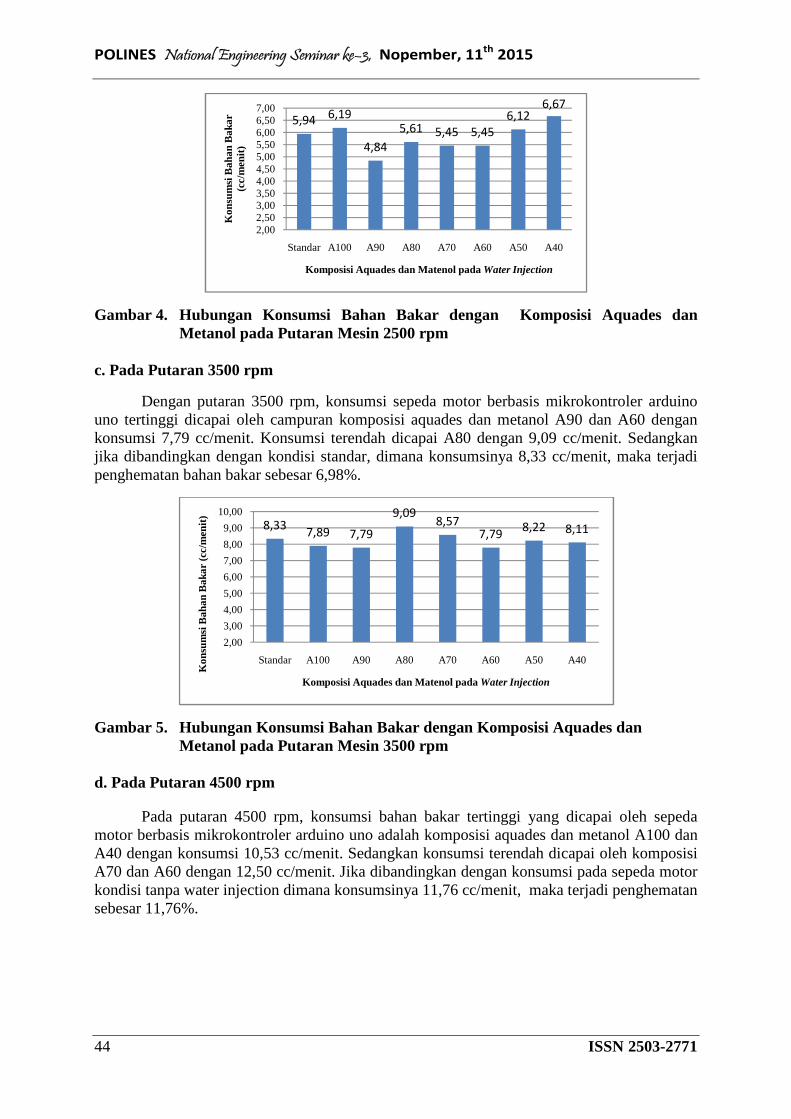
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
44 ISSN 2503-2771
Gambar 4. Hubungan Konsumsi Bahan Bakar dengan Komposisi Aquades dan Metanol pada Putaran Mesin 2500 rpm
c. Pada Putaran 3500 rpm
Dengan putaran 3500 rpm, konsumsi sepeda motor berbasis mikrokontroler arduino uno tertinggi dicapai oleh campuran komposisi aquades dan metanol A90 dan A60 dengan konsumsi 7,79 cc/menit. Konsumsi terendah dicapai A80 dengan 9,09 cc/menit. Sedangkan jika dibandingkan dengan kondisi standar, dimana konsumsinya 8,33 cc/menit, maka terjadi penghematan bahan bakar sebesar 6,98%.
Gambar 5. Hubungan Konsumsi Bahan Bakar dengan Komposisi Aquades dan Metanol pada Putaran Mesin 3500 rpm
d. Pada Putaran 4500 rpm
Pada putaran 4500 rpm, konsumsi bahan bakar tertinggi yang dicapai oleh sepeda motor berbasis mikrokontroler arduino uno adalah komposisi aquades dan metanol A100 dan A40 dengan konsumsi 10,53 cc/menit. Sedangkan konsumsi terendah dicapai oleh komposisi A70 dan A60 dengan 12,50 cc/menit. Jika dibandingkan dengan konsumsi pada sepeda motor kondisi tanpa water injection dimana konsumsinya 11,76 cc/menit, maka terjadi penghematan sebesar 11,76%.
5,946,19
4,84
5,61 5,45 5,45
6,126,67
2,002,503,003,504,004,505,005,506,006,507,00
Standar A100 A90 A80 A70 A60 A50 A40
Kon
sum
si B
ahan
Bak
ar
(cc/
men
it)
Komposisi Aquades dan Matenol pada Water Injection
8,337,89 7,79
9,098,57
7,798,22 8,11
2,00
3,00
4,00
5,00
6,00
7,00
8,00
9,00
10,00
Standar A100 A90 A80 A70 A60 A50 A40
Kon
sum
si B
ahan
Bak
ar (
cc/m
enit)
Komposisi Aquades dan Matenol pada Water Injection

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 45
Gambar 6. Hubungan Konsumsi Bahan Bakar dengan Komposisi Aquades dan Metanol pada Putaran Mesin 4500 rpm
Dari penjelasan konsumsi bahan bakar berdasarkan putaran mesin diatas, maka dapat digambarkan dalam grafik di bawah ini.Berdasarkan ini, dapat diterangkan bahwa terdapat perbedaan hasil konsumsi bahan antara sepeda motor tanpa water injection dengan sepeda motor yang menggunakan water injection berbasis mikrokontroler. Perbedaan ini menunjukkan pengaruh penggunaan water injection terhadap penurunan konsumsi bahan bakar. Hal ini membuktikan teori yang mengatakan bahwa water injection dapat dilakukan untuk menghemat bahan bakar, mengurangi polusi udara dan meningkatkan daya mesin (Wardono dan Raharjo, 2009).
Gambar 7. Hubungan Konsumsi Bahan Bakar dengan Komposisi Aquades dan Metanol pada Semua Putaran Mesin
IV. KESIMPULAN
Berdasarkan hasil penelitian yang telah dilaksanakan, maka dapat disimpulkan bahwa terdapat pengaruh yang signifikan pada pemanfaatan mikrokontroler arduino uno sebagai pengendali sistem water injection untuk menurunkan konsumsi bahan bakar sepeda motor. Hali ini dibuktikan dengan dari data hasil penelitian yang menunjukkan nilai tertinggi di peroleh water injection dengan komposisi A90 pada putaran 2500 rpm sebesar 4,84 cc/menit. Jika dibandingkan dengan kondisi standar dimana besarnya konsumsi adalah 5,94 cc/menit maka hal ini menunjukkan penghematan konsumsi bahan bakar sebesar 22,77%.
11,7610,53
11,32 11,5412,50 12,50
11,3210,53
2,00
4,00
6,00
8,00
10,00
12,00
14,00
Standar A100 A90 A80 A70 A60 A50 A40
Kon
sum
si B
ahan
Bak
ar
(cc/
men
it)
Komposisi Aquades dan Matenol pada Water Injection

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
46 ISSN 2503-2771
V. UCAPAN TERIMA KASIH
Peneliti mengucapkan terima kasih kepada LPPM UNS yang telah memberikan dana hibah penelitian unggulan fakultas tahun 2015. Terima kasih juga disampaikan kepada kepala laboratorium Pendidikan Teknik Mesin FKIP UNS Surakarta yang telah membantu menyediakan sarana prasarana dalam penelitian ini. VI. REFERENSI
[1] Basori, Subagsono, Husin Bugis.( 2014). Analisis Konsumsi Bahan Bakar Terhadap Water Injection (WaI) Berbasis Mikrokontroler Yang Diterapkan Pada Sepeda Motor. Prosiding Senimar Nasional ke-9 Rekayasa Teknologi dan Informasi (ReTII).Yogyakarta. 2: 319-324
[2] Basori, Subagsono, Husin Bugis.( 2014). Pemanfaatan Mikrokontroler AT89S51 dalam Rancang Bangun Sistem Water Injection Berbasis Mikrokontroler pada Sepeda Motor. JIPTEK.7(2):1-8
[3] Basori. Designing Microcontroller-Based Water Injection in The Motorcycle to Improve Engine Performance. Proceedings of The 1st ICETIA.2014:387- 436
[4] Boretti, Alberto. (2012). Water Injection in Directly Injected Turbocharged Spark Ignitoin Engines. Applied Thermal Engineering 52 (2013) 62e68. Diperoleh 7 Maret 2014 dari: www.elsevier.com/locate/apthermeng
[5] Juntarakod, P. (2008). Analysis of Water Injection Into High-Temperature Mixture of Combustion Produck In A Cylinder of Spark Ignition Engine. Thesis. King Mongkut’s University Of Technology North Bangkok . Diperoleh 21 Februari 2014 dari : www.gits.kmutnb.ac.th/ethesis/data/4910082033.pdf
[6] Walkowski, N.A. (2010). A Study of the Effect of Water Injection before the Combustion Chamber on the Performance of a Turbojet Engine. Diperoleh 25 Februari 2014, dari www.ewp.rpi.edu/~ernesto/SPR/Walkowski-FinalReport.pdf
[7] Wardono,H dan Raharjo,Y. Pengaruh Penggunaan Water Injection terhadap Prestasi Motor Bensin 4-Langkah Skala Laboraturium. Prosiding Seminar Sehari Hasil-Hasil Penelitian dan Pengabdian Masyarakat. Bandar Lampung. 2009: 55-59.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 47
ANALISA KEKUATAN MEKANIK PADA MATERIAL AISI 4340 TERHADAP WELDING REPAIR DENGAN METODE SMAW
Dewin Purnama, Galih Ardy Wardana, Nikko Setyo Adicandra
Jurusan Teknik Mesin, Politeknik Negeri Jakarta Kampus Baru UI Depok 16424 Email : [email protected]
Abstrak
Perkembangan teknologi di bidang perindustrian yang semakin maju tidak dapat dipisahkan dari proses pengelasan, salah satunya adalah welding repair. Perbaikan pengelasan bisa mempengaruhi suatu prosedur untuk dapat menghasilkan komponen yang aman dan mampu digunakan sesuai dengan ketentuannya. Kekuatan sambungan las harus diperhatikan dan dijamin kekuatannya, sehingga diharapkan minimal kekuatannya sama dengan kekuatan base metal, khususnya material yang digunakan untuk poros. Tujuan dari penelitian ini adalah membandingkan kualitas mekanik antara raw material baja paduan rendah kekuatan tinggi (HSLA) AISI 4340 dengan material yang sudah dilas. Sehingga akan didapat informasi mengenai kekuatan perubahan sifat mekanik dari sambungan las material AISI 4340 setelah di welding repair dibandingkan dengan raw material AISI 4340. Metode proses pengelasan yang digunakan adalah SMAW (Shielded Metal Arc Welding) DC polaritas terbalik dengan arus 70 Ampere dan 100 Ampere, elektroda yang dipakai E7016 dan E7018 diameter 3,2 mm serta kampuh yang digunakan adalah kampuh V-Groove dengan sudut 60°. Material uji adalah AISI 4340. Pengujian yang dilakukan adalah uji tarik, uji impak dan uji kekerasan. Hasil akhir dari penelitian ini telah didapat nilai kekuatan tarik material hasil pengelasan mengalami penurunan sebesar 0,26% dibanding raw material. Nilai rata-rata kerja patah dan nilai ketangguhan material hasil pengelasan mengalami penurunan terhadap raw material, yaitu sebesar 13,73% untuk kerja patah dan 9,18% untuk nilai ketangguhan. Nilai rata-rata kekerasan material hasil pengelasan juga mengalami penurunan 1,64% terhadap raw material. Kesimpulan yang diperoleh dari penelitian ini adalah material AISI 4340 tidak dapat dilakukan welding repair menggunakan metode SMAW dengan elektroda E7018 diameter 3,2 mm.
Kata Kunci : Welding Repair, Las SMAW, AISI 4340, Sifat Mekanik Material I. PENDAHULUAN
1. Latar Belakang
Pengembangan teknologi di bidang perindustrian yang semakin maju tidak dapat dipisahkan dari proses pengelasan karena proses pengelasan mempunyai peranan penting dalam bidang rekayasa dan reparasi logam. Perbaikan pengelasan bisa mempengaruhi suatu prosedur untuk dapat menghasilkan komponen yang aman dan mampu digunakan sesuai dengan ketentuannya. Apabila kualitas pekerjaan yang dihasilkan kurang maksimal dan menimbulkan kegagalan, maka akan berdampak terhadap keselamatan kerja. Salah satu bagian pada mesin yang sering mengalami kegagalan dalam operasi adalah poros, karena poros mengalami pembebanan yang terus berulang baik berupa puntiran, torsi maupun bending. Kegagalan bahan pada poros dapat timbul akibat retak (crack) yang terus berkembang hingga terjadi perambatan yang kemudian menyebabkan bahan menjadi patah. Poros yang biasa digunakan untuk putaran tinggi dan beban yang berat pada umumnya dibuat dari baja paduan rendah (low alloy steel) karena baja jenis ini memiliki keuletan tinggi, mudah dibentuk, mudah dilas, mudah di daur ulang, dan mudah di machining. Pemilihan baja paduan rendah untuk pembuatan poros dikarenakan material ini mempunyai keunggulan secara ekonomis (Joko Santoso, 2006). Untuk mencegah kerusakan poros lebih lanjut, perlu pergantian poros yang baru jika kondisinya sudah cukup parah. Namun jika memungkinkan, retak yang terjadi dapat dilakukan pengelasan ulang atau welding repair untuk menghemat biaya. Penggunaan las pada material poros baja sangat memungkinkan, sejauh mana kekuatan sambungan las tersebut mendekati kekuatan poros utuh.
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
48 ISSN 2503-2771
Dalam pengelasan, kekuatan sambungan las harus diperhatikan dan dijamin kekuatannya, sehingga diharapkan minimal kekuatannya sama dengan kekuatan logam induk (base metal). Namun dalam setiap aktifitas pekerjaan termasuk salah satunya adalah proses pengelasan selalu ada resiko gagal dalam proses pengerjaannya sehingga diperlukan perbaikan atau repair (Quimby, 2011). Tidak semua logam memiliki sifat mampu las yang baik. Bahan yang mempunyai sifat mampu las yang baik diantaranya adalah baja paduan rendah. Baja ini dapat dilas dengan las busur elektroda terbungkus (SMAW), las busur rendam (SAW) dan las MIG (las logam gas mulia). Baja paduan rendah biasa digunakan untuk konstruksi umum (Wiryosumarto, 2008).
Untuk membandingkan kualitas mekanik antara material poros utuh dengan material poros yang sudah dilas maka perlu dilakukan pengujian. Untuk mengetahui sifat-sifat mekanik suatu logam dapat dilakukan dengan uji tarik (tensile test), uji impak (impact test) dan uji kekerasan (hardness test). Dalam penelitian ini, penulis mencoba menentukan baja AISI 4340 termasuk dalam kategori baja paduan rendah kekuatan tinggi (HSLA). Baja ini biasa digunakan sebagai komponen machinery steel seperti poros, heavy-duty gears, heavy-duty axles, connecting rods, pinion, komponen conveyor dan komponen permesinan lainnya. Dari penelitian didapat informasi mengenai kekuatan perubahan sifat mekanis dari sambungan las material baja AISI 4340 setelah di repair dibandingkan dengan material baja AISI 4340 sebelum di repair.
2. Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah sebagai berikut: a. Mengetahui kualitas kekuatan tarik material baja AISI 4340 sebelum welding repair
dengan sambungan las pada material baja AISI 4340 setelah dilakukan welding repair. b. Mengetahui kualitas kekuatan impak material baja AISI 4340 sebelum welding repair
dengan sambungan las pada material baja AISI 4340 setelah dilakukan welding repair. c. Mengetahui kualitas kekerasan material baja AISI 4340 sebelum welding repair dengan
sambungan las pada material baja AISI 4340 setelah dilakukan welding repair.
3. Batasan Masalah
Dalam penelitian ini penulis membatasinya dengan masalah penelitian sebagai berikut : a. Material uji adalah material baja paduan rendah, yaitu : AISI 4340. b. Pengelasan dilakukan dengan menggunakan metode las SMAW (Shielded Metal Arc
Welding) DC polaritas terbalik dengan elektroda E7016 kuat arus 70 Ampere dan elektroda E7018 kuat arus 100 Ampere masing-masing berdiameter 3,2 mm.
c. Jenis kampuh las yang digunakan adalah single V-groove dengan sudut 600. d. Pengujian yang dilakukan adalah uji tarik, uji impak dan uji kekerasan. II. METODOLOGI PENELITIAN
Pelaksanaan penelitian digambarkan dengan diagram alir (gambar 1) yaitu semua prosedur pelaksanaan digambar seperti dalam diagram alir. Adapun peralatan penelitian terdiri dari : a. Peralatan Pembuatan Spesimen, seperti : mesin gergaji, mesin sekrap, mesin milling /
frais, gerinda Tangan, jangka sorong, kikir dan penggaris. b. Peralatan proses pengelasan, seperti : mesin las SMAW DC, alat bantu las dan
perlengkapan Pelindung diri las. c. Peralatan untuk pengujian, seperti :
- Mesin uji tarik, digunakan untuk menguji kekuatan tarik spesimen benda uji. Pengujian tarik ini menggunakan Shimadzu Universal Testing UH-500 KNI

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 49
- Mesin Uji Impak Charpy, digunakan untuk menguji nilai ketangguhan material AISI 4340 sebelum dan setelah di las. Pengujian impak ini menggunakan mesin XBL – 300
- Mesin Uji Kekerasan Rockwell, digunakan untuk menguji kekerasan material AISI 4340 sebelum dan setelah di las. Pengujian kekerasan ini menggunakan mesin Tokyokoki 3R A970901
Sebelum melakukan penelitian ini penulis mempersiapkan material terlebih dahulu. Spesifikasi material yang digunakan dalam penelitian ini adalah sebagai berikut: material yang digunakan AISI 4340, panjang 320 mm dan lebar 300 mm dan ketebalan material yang dimiliki yaitu 20 mm. Selanjutnya material dengan dimensi 320 x 300 x 20 mm, di ratakan terlebih dahulu sampai 12 mm dengan mesin sekrap dan mesin frais. Sebelum proses pengelasan dilakukan, terlebih dahulu dilakukan pembuatan test piece welding menurut standar AWS D1.1 dengan jenis kampuh yang digunakan V-groove 60°. Pembuatan kampuh V-groove dengan menggunakan mesin frais, material yang telah dipersiapkan dipotong dengan mesin gergaji, dengan ukuran 300 x 120 x 12 mm sebanyak dua buah. Setelah material dipotong kemudian permukaan digambar dengan spidol,dan diperjelas dengan penggores. Tepi permukaan diukur sedalam 2 mm dan diukur dengan pengukur sudut sehingga benar-benar terbentuk sudut 30°. Setelah material digambar material dicekam dan dilakukan pengfraisan dua buah material dengan sudut 30°. Jenis filler metal yang digunakan dalam pengelasan ini adalah AWS A5.1 E7018.
Mulai
Persiapan Material Baja AISI 4340
Pembuatan Spesimen Pengujian Material AISI 4340
Uji Tarik Uji Impak Uji Kekerasan
Pembuatan Test Piece Welding dan Proses Pengelasan SMAW
Pembuatan Spesimen Pengujian Pengelasan Material AISI 4340
Analisa Data
Kesimpulan
Selesai
Hasil dan Pembahasan
Gambar 1. Diagram Alir Penelitian
Study Literatur
Uji Tarik Uji Impak Uji Kekerasan

POLINES National Engineering Seminar ke
50
1. Proses Pengelasan SMAW
Langkah-langkah yang dilakukan dalam proses pengelasan adalah sebagai berikut :a. Mempersiapkan alat dan bahan yang diperlukan.b. Mempersiapkan mesin las SMAW DC sesuai dengan pemasangan polaritas terbalik.c. Mempersiapkan benda kerja yang akan dilas pada meja las.d. Posisi pengelasan dengan menggunakan posisi pengelasan mendatar atau bawah tangan
(1G). e. Kampuh yang digunakan jenis kampuh
mm. f. Mempersiapkan elektroda sesuai dengan penempatan benda kerja yang akan dilas, dalam
penelitian ini dipilih elektroda jenis Efiller metal dengan diameter
g. Menyetel Amperemeter yang digunakan, kemudian salah satu penjepitnya dijepitkan pada kabel yang digunakan untuk menjepit elektroda. Mesin las dihidupkan dan elektroda digoreskan sampai menyala. Ampere meter diatur pada angka 70 A untuk pengelasan bagian root dan angka 100 A untuk bagian pengelasan untuk spesimen
2. Pembuatan Spesimen Pengujian
2.1. Pembuatan Spesimen Uji Tarik
Spesimen pengujian tarik setelah di las ini dibuat menurut standar ASTM E8, banyak sampel yang dibuat setelah pengelasan sebanyak 2 pcs. Langkahspesimen uji tarik sebagai berikut :a. Meratakan alur hasil pengelasan dengan mesin frais.b. Bahan dipotong-potong dengan ukuran panjang 200 mm dan lebar 20 mm sebanyak 2 pcs.c. Bahan di bentuk sesuai gambar dengan mesin bubut dan mesin frais.d. Bahan yang sudah terbentuk tersebut dirapihkan permukaannya dengan kikir yang halus,
selanjutnya benda diampelas
Gambar 2. Spesimen Uji Tarik ( 2.2. Pembuatan Spesimen Uji Impak
Spesimen pengujian impak setelah di las ini dibuat menurut standar ASTM E23, banyak sampel yang dibuat setelah pengelasan sebanyak 3 pcs. Langkahspesimen uji impak sebagai berikut :a. Meratakan alur hasil pengelasan dengan mesin frais.b. Dilakukan proses pengurangan ketebalan material sesuai standar yaitu 10 mm.c. Bahan dipotong-potong dengan ukuran panjang 55 mm dan lebar 10 mm sebanyak 3 pcs.d. Bahan di bentuk sesuai gambar dengan mesin frais.e. Bahan yang sudah terbentuk tersebut dirapihkan permukaannya
selanjutnya benda diampelas sampai halus dan mengkilap.
National Engineering Seminar ke–3, Nopember, 11th
2015
Proses Pengelasan SMAW
langkah yang dilakukan dalam proses pengelasan adalah sebagai berikut :Mempersiapkan alat dan bahan yang diperlukan. Mempersiapkan mesin las SMAW DC sesuai dengan pemasangan polaritas terbalik.Mempersiapkan benda kerja yang akan dilas pada meja las. Posisi pengelasan dengan menggunakan posisi pengelasan mendatar atau bawah tangan
Kampuh yang digunakan jenis kampuh V-groove, dengan sudut 600, dengan lebar celah 3,2
Mempersiapkan elektroda sesuai dengan penempatan benda kerja yang akan dilas, dalam penelitian ini dipilih elektroda jenis E-7016 untuk bagian root dan E7018 untuk bagian
dengan diameter elektroda 3,2 mm. Menyetel Amperemeter yang digunakan, kemudian salah satu penjepitnya dijepitkan pada kabel yang digunakan untuk menjepit elektroda. Mesin las dihidupkan dan elektroda digoreskan sampai menyala. Ampere meter diatur pada angka 70 A untuk pengelasan
dan angka 100 A untuk bagian filler metal. Selanjutnya mulai dilakukan pengelasan untuk spesimen
Pembuatan Spesimen Pengujian
Pembuatan Spesimen Uji Tarik
pengujian tarik setelah di las ini dibuat menurut standar ASTM E8, banyak sampel yang dibuat setelah pengelasan sebanyak 2 pcs. Langkah-langkah pembuatan spesimen uji tarik sebagai berikut :
Meratakan alur hasil pengelasan dengan mesin frais. potong dengan ukuran panjang 200 mm dan lebar 20 mm sebanyak 2 pcs.
Bahan di bentuk sesuai gambar dengan mesin bubut dan mesin frais. Bahan yang sudah terbentuk tersebut dirapihkan permukaannya dengan kikir yang halus, selanjutnya benda diampelas sampai halus dan mengkilap.
Gambar 2. Spesimen Uji Tarik (ASTM E8)
Pembuatan Spesimen Uji Impak
pengujian impak setelah di las ini dibuat menurut standar ASTM E23, banyak sampel yang dibuat setelah pengelasan sebanyak 3 pcs. Langkah-langkah pembuatan spesimen uji impak sebagai berikut :
Meratakan alur hasil pengelasan dengan mesin frais. roses pengurangan ketebalan material sesuai standar yaitu 10 mm.
potong dengan ukuran panjang 55 mm dan lebar 10 mm sebanyak 3 pcs.Bahan di bentuk sesuai gambar dengan mesin frais. Bahan yang sudah terbentuk tersebut dirapihkan permukaannya dengan kikir yang halus, selanjutnya benda diampelas sampai halus dan mengkilap.
ISSN 2503-2771
langkah yang dilakukan dalam proses pengelasan adalah sebagai berikut :
Mempersiapkan mesin las SMAW DC sesuai dengan pemasangan polaritas terbalik.
Posisi pengelasan dengan menggunakan posisi pengelasan mendatar atau bawah tangan
, dengan lebar celah 3,2
Mempersiapkan elektroda sesuai dengan penempatan benda kerja yang akan dilas, dalam dan E7018 untuk bagian
Menyetel Amperemeter yang digunakan, kemudian salah satu penjepitnya dijepitkan pada kabel yang digunakan untuk menjepit elektroda. Mesin las dihidupkan dan elektroda digoreskan sampai menyala. Ampere meter diatur pada angka 70 A untuk pengelasan
. Selanjutnya mulai dilakukan
pengujian tarik setelah di las ini dibuat menurut standar ASTM E8, banyak langkah pembuatan
potong dengan ukuran panjang 200 mm dan lebar 20 mm sebanyak 2 pcs.
Bahan yang sudah terbentuk tersebut dirapihkan permukaannya dengan kikir yang halus,
pengujian impak setelah di las ini dibuat menurut standar ASTM E23, langkah pembuatan
roses pengurangan ketebalan material sesuai standar yaitu 10 mm. potong dengan ukuran panjang 55 mm dan lebar 10 mm sebanyak 3 pcs.
dengan kikir yang halus,
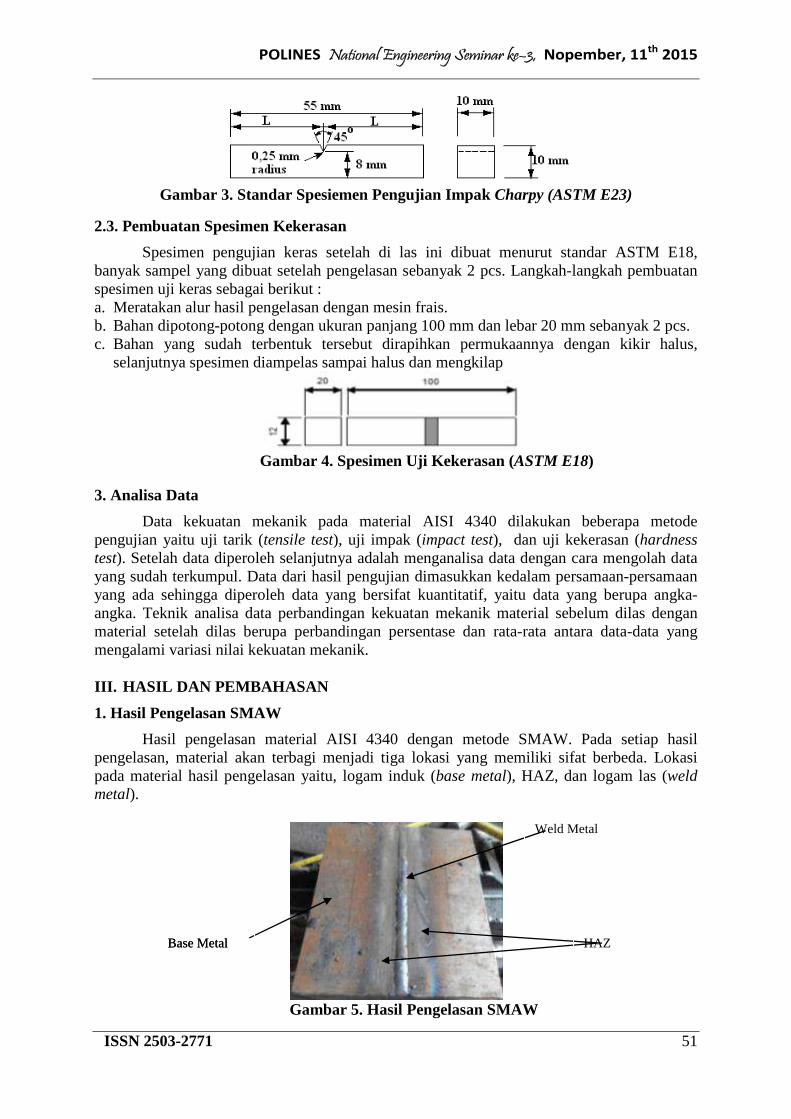
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 51
Gambar 3. Standar Spesiemen Pengujian Impak Charpy (ASTM E23)
2.3. Pembuatan Spesimen Kekerasan
Spesimen pengujian keras setelah di las ini dibuat menurut standar ASTM E18, banyak sampel yang dibuat setelah pengelasan sebanyak 2 pcs. Langkah-langkah pembuatan spesimen uji keras sebagai berikut : a. Meratakan alur hasil pengelasan dengan mesin frais. b. Bahan dipotong-potong dengan ukuran panjang 100 mm dan lebar 20 mm sebanyak 2 pcs. c. Bahan yang sudah terbentuk tersebut dirapihkan permukaannya dengan kikir halus,
selanjutnya spesimen diampelas sampai halus dan mengkilap
Gambar 4. Spesimen Uji Kekerasan (ASTM E18)
3. Analisa Data
Data kekuatan mekanik pada material AISI 4340 dilakukan beberapa metode pengujian yaitu uji tarik (tensile test), uji impak (impact test), dan uji kekerasan (hardness test). Setelah data diperoleh selanjutnya adalah menganalisa data dengan cara mengolah data yang sudah terkumpul. Data dari hasil pengujian dimasukkan kedalam persamaan-persamaan yang ada sehingga diperoleh data yang bersifat kuantitatif, yaitu data yang berupa angka-angka. Teknik analisa data perbandingan kekuatan mekanik material sebelum dilas dengan material setelah dilas berupa perbandingan persentase dan rata-rata antara data-data yang mengalami variasi nilai kekuatan mekanik. III. HASIL DAN PEMBAHASAN
1. Hasil Pengelasan SMAW
Hasil pengelasan material AISI 4340 dengan metode SMAW. Pada setiap hasil pengelasan, material akan terbagi menjadi tiga lokasi yang memiliki sifat berbeda. Lokasi pada material hasil pengelasan yaitu, logam induk (base metal), HAZ, dan logam las (weld metal).
Gambar 5. Hasil Pengelasan SMAW
Base Metal Base Metal
Weld Metal
HAZ
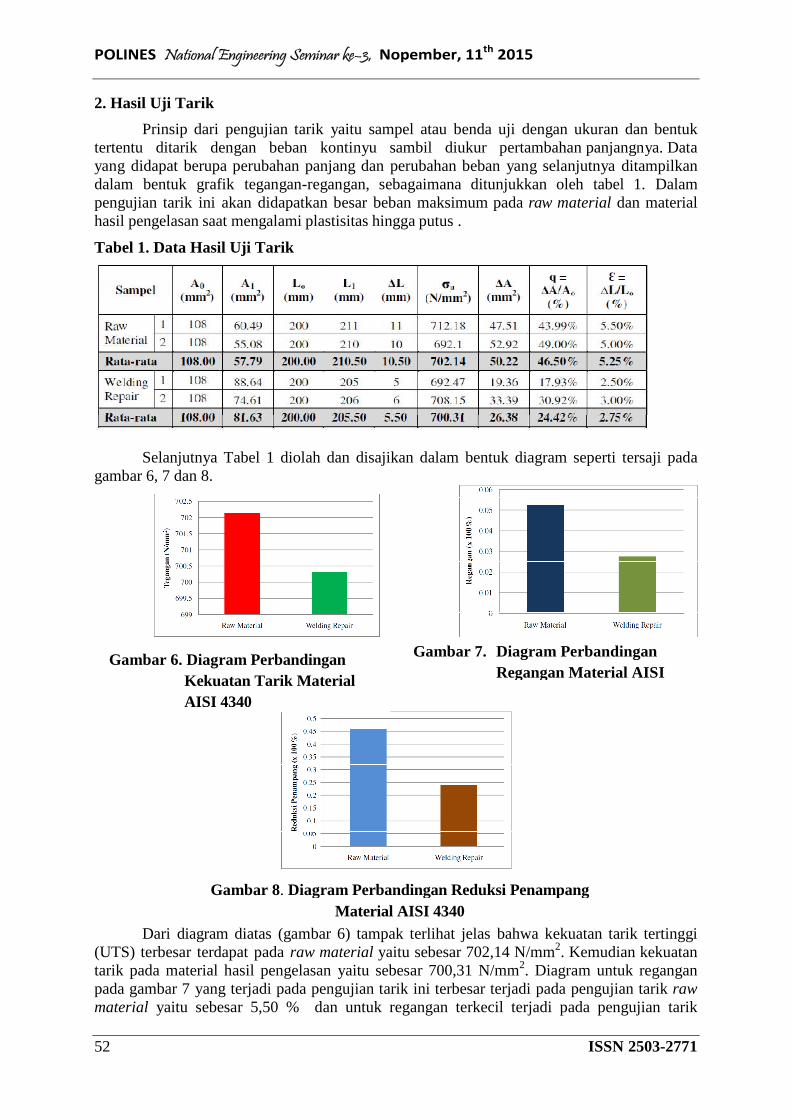
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
52 ISSN 2503-2771
2. Hasil Uji Tarik
Prinsip dari pengujian tarik yaitu sampel atau benda uji dengan ukuran dan bentuk tertentu ditarik dengan beban kontinyu sambil diukur pertambahan panjangnya. Data yang didapat berupa perubahan panjang dan perubahan beban yang selanjutnya ditampilkan dalam bentuk grafik tegangan-regangan, sebagaimana ditunjukkan oleh tabel 1. Dalam pengujian tarik ini akan didapatkan besar beban maksimum pada raw material dan material hasil pengelasan saat mengalami plastisitas hingga putus .
Tabel 1. Data Hasil Uji Tarik
Selanjutnya Tabel 1 diolah dan disajikan dalam bentuk diagram seperti tersaji pada gambar 6, 7 dan 8.
Dari diagram diatas (gambar 6) tampak terlihat jelas bahwa kekuatan tarik tertinggi (UTS) terbesar terdapat pada raw material yaitu sebesar 702,14 N/mm2. Kemudian kekuatan tarik pada material hasil pengelasan yaitu sebesar 700,31 N/mm2. Diagram untuk regangan pada gambar 7 yang terjadi pada pengujian tarik ini terbesar terjadi pada pengujian tarik raw material yaitu sebesar 5,50 % dan untuk regangan terkecil terjadi pada pengujian tarik
Gambar 6. Diagram Perbandingan Kekuatan Tarik Material AISI 4340
Gambar 7. Diagram Perbandingan Regangan Material AISI
Gambar 8. Diagram Perbandingan Reduksi Penampang Material AISI 4340

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 53
material hasil pengelasan yaitu sebesar 2,75 %. Pada gambar 8, menunjukkan diagram dari nilai reduksi penampang pada spesimen raw material sebesar 46.50%. Nilai reduksi penampang untuk spesimen material hasil pengelasan mengalami penurunan dibanding spesimen raw material yaitu sebesar 24.42%.
Dari gambar 9 dan 10 menunjukkan bahwa hasil patahan pengujian tarik material setelah di las terjadi pada daerah pengelasan jika dibandingkan dengan hasil patahan pada raw material. 3. Hasil Uji Impak
Eksperimen untuk mengetahui ada tidaknya perbedaan ketangguhan antara raw material dengan hasil pengelasan SMAW. Hasil dari pengujian ketangguhan impak berupa tenaga yang diserap (W) dalam satuan Joule dan nilai ketangguhan dalam satuan Joule/mm2. Hasil yang diperoleh dapat dilihat pada tabel 2 dibawah ini : Tabel 2. Data Hasil Pengujian Impak Charpy
Rata-rata nilai kerja patah untuk raw material sebesar 155,33 Joule. Rata-rata nilai kerja patah pada material hasil pengelasan sebesar 134,00 Joule. Nilai kerja patah pada material hasil pengelasan mengalami penurunan terhadap raw material. Rata-rata nilai ketangguhan untuk raw material sebesar 1,85 Joule/mm2. Rata-rata nilai ketangguhan untuk material hasil pengelasan sebesar 1,68 Joule/mm2. Nilai ketangguhan pada material hasil pengelasan mengalami penurunan terhadap raw material.
4. Hasil Uji Kekerasan Pengujian kekerasan dilakukan pada setiap spesimen raw material dan material hasil pengelasan. Pada tabel 3 menunjukkan data hasil pengujian kekerasan dengan menggunakan uji kekerasan Rockwell, kemudian pada gambar 11 menunjukkan grafik perbandingan kekerasan pada raw material dan material hasil pengelasan
Gambar 9. Hasil Pengujian Tarik Material Sebelum di Welding
Gambar 10. Hasil Pengujian Tarik Material Setelah di Welding

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
54 ISSN 2503-2771
Tabel 3. Data Hasil Uji Kekerasan Rockwell (HRB)
Pada tabel 3, spesimen raw material memiliki nilai kekerasan lebih tinggi daripada material hasil pengelasan. Dari tiga titik yang diuji, nilai rata-rata kekerasan raw material yaitu sebesar 96,23 HRB. Pada lokasi yang sama (base metal), material hasil pengelasan memiliki nilai rata-rata kekerasan yang lebih rendah yaitu sebesar 91,55 HRB. Hasil rata-rata nilai kekerasan material setelah pengelasan yang tertinggi terletak pada lokasi weld metal yaitu sebesar 94,65 HRB. Pada gambar 11, menunjukkan grafik perbandingan kekerasan material AISI 4340 antara raw material dengan material hasil pengelasan dengan tiga lokasi khusus yaitu, base metal, HAZ, dan weld metal. Nilai rata-rata kekerasan pada HAZ pada enam titik pengujian dari dua spesimen material hasil pengelasan yaitu sebesar 93,2 HRB. Dan nilai rata-rata kekerasan pada lokasi weld metal pada enam titik pengujian dari dua spesimen material hasil pengelasan adalah sebesar 94,65 HRB. 5. Pembahasan
Data dari hasil penelitian diketahui ada perbedaan kekuatan tarik, ketangguhan, kerja patah, kekerasan dari raw material dan material hasil pengelasan. Dari data-data yang didapat dari hasil pengujian mekanik yang dilakukan, dapat dilihat bahwa tren yang terjadi adalah penurunan kekuatan mekanis material hasil pengelasan terhadap raw material, mulai dari hasil pengujian tarik, uji impak dan uji kekerasan. Pada tegangan rendah deformasi bersifat elastis, mampu-balik (reversible), dan mengikuti Hukum Hooke, yaitu tegangan berbanding lurus dengan regangan.. Akan tetapi berdasarkan hasil pengujian tarik diatas menunjukkan nilai rata-rata regangan dan kekuatan tarik material hasil pengelasan mengalami penurunan. Kemungkinan penyebab dari hal ini adalah dikarenakan weld metal yang lebih rendah dibanding base metal. Kekuatan tarik
Gambar 11. Grafik Perbandingan Kekerasan Material AISI 4340

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 55
elektroda E7018 sebesar 492 [MPa] lebih rendah dibanding dengan kekuatan tarik rata-rata raw material AISI 4340 sebesar 702 [MPa]. Hal ini dapat berpengaruh terhadap kekuatan tarik terhadap material hasil pengelasan yang terbukti dalam data hasil uji tarik diatas. Penguiian yang kedua adalah uji impak. Kedua variable spesimen pengujian, didapat nilai rata-rata kerja patah dan ketangguhan material dalam uji impak yang dilakukan hasil pengelasan lebih rendah daripada raw material. Hal ini dikarenakan pengaruh dari penggunaan elektroda E7018 yang memiliki kekuatan tarik lebih rendah daripada kekuatan tarik raw material AISI 4340 sehingga ketika kekuatan tarik dari elektroda lebih rendah dengan kekuatan tarik base metal maka nilai kerja patah dan nilai ketangguhan material hasil pengelasan juga akan memiliki nilai lebih rendah dibanding raw material. Pengujian yang ketiga adalah uji kekerasan. Nilai kekerasan yang didapat dari data pengujian kekerasan terhadap raw material masih lebih tinggi dibanding dengan material hasil pengelasan. Ini menunjukkan bahwa elektroda yang digunakan masih berpengaruh terhadap nilai kekerasan. Namun jika diteliti lebih lanjut pada material hasil pengelasan, perbandingan rata-rata nilai kekerasan antara base metal, HAZ, dan weld metal, bahwa weld metal memiliki nilai kekerasan lebih tinggi dibandingkan dengan HAZ dan base metal. Hal ini membuktikan bahwa proses pengelasan berpengaruh terhadap nilai kekerasan material antara raw material dengan material hasil pengelasan. IV. KESIMPULAN
a. Hasil pengujian tarik diperoleh bahwa nilai rata-rata raw material AISI 4340 untuk kekuatan tarik sebesar 702,14 [N/mm2], regangan sebesar 5,25% dan reduksi penampang sebesar 46,5%, sedangkan untuk material hasil pengelasan AISI 4340 untuk kekuatan tarik sebesar 700,31 [N/mm2], regangan sebesar 2,75% dan reduksi penampang sebesar 24,72%. Kesimpulan yang diperoleh adalah kekuatan tarik rata-rata material hasil pengelasan lebih rendah 0,26% terhadap raw material.
b. Hasil pengujian impak diperoleh bahwa nilai rata-rata untuk raw material AISI 4340 untuk kerja patah sebesar 155,33 [Joule] dan nilai ketangguhan sebesar 1,85 [J/mm2], sedangkan untuk material hasil pengelasan AISI 4340 nilai rata-rata untuk kerja patah sebesar 134 [Joule] dan nilai ketangguhan sebesar 1,68 [J/mm2]. Kesimpulan yang diperoleh adalah nilai rata-rata kerja patah dan nilai ketangguhan material hasil pengelasan lebih rendah terhadap raw material, yaitu sebesar 13,73% untuk kerja patah dan 9,18% untuk nilai ketangguhan.
c. Hasil pengujian kekerasan diperoleh bahwa nilai rata-rata untuk raw material AISI 4340 sebesar 96,23 HRB. Sedangkan untuk nilai rata-rata kekerasan material hasil pengelasan di tiga lokasi yaitu base metal sebesar 91,55 HRB, HAZ sebesar 93,20 HRB dan weld metal sebesar 94,65 HRB. Kesimpulan yang diperoleh dari hasil pengujian kekerasan menunjukan bahwa kekerasan weld metal lebih rendah daripada base metal. Nilai rata-rata kekerasan material hasil pengelasan lebih rendah 1,64% terhadap raw material.
d. Material AISI 4340 tidak dapat untuk dilakukan welding repair menggunakan metode SMAW dengan elektroda E7018 diameter [3,2 mm].
V. UCAPAN TERIMA KASIH
Kami mengucapkan terima kasih kepada Pusat Penelitian Pengabdian Masyarakat (P3M) PNJ, karena penelitian ini dibiayai oleh DIPA Politeknik Negeri Jakarta melalui skim penelitian riset grand dengan nomor kontrak : 89/PL3.B2/SPK/2015, pada tahun anggaran 2015.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
56 ISSN 2503-2771
VI. DAFTAR PUSTAKA
[1] ASM Handbook (1993). “Welding Brazing and Soldering”. Volume 06, ASM International, USA.
[2] ASM Handbook (2000). “Mechanical Testing and Evaluation”. Volume 08, ASM International, USA.
[3] ASM Handbook (2005). “Properties and Selection: Irons Steels and High Performance Alloys”. Volume 1, ASM International, USA.
[4] AWS D1.1/D1.1M:2010 22nd Edition, An American National Standard. Structural Welding Code – Steel. American Welding Society.
[5] Diktat Las Busur Manual III, 2010. Departemen Pendidikan Nasional. Direktorat Jenderal Peningkatan Mutu Pendidik dan Tenaga Kependidikan.
[6] Gurpreet Singh Sidhu, Sukhpal Singh Chatha, (2012), “Role of Shielded Metal Arc Welding Consumables on Pipe Weld Joint”. International Journal of Emerging Technology and Advanced Engineering, ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 2.
[7] High Tensile Steel AISI 4340, Engineering Steel, http:/www.stainless.steelandtube.co.nz,, diakses tanggal 30 Juli 2015.
[8] Ibrahim Tanimu, Yawas D. S., Aku S. Y. (2013), “Effects of shield metal arc welding techniques on the mechanical properties of duplex stainless steel”. Advances in Applied Science Research, p.190-201
[9] Joko Santoso. (2006). “ Pengaruh arus Pengelasan Terhadap Kekuatan Tarik dan Ketangguhan Las SMAW dengan Elektroda E7018”. Teknik Mesdin, FT UNNES, Semarang.
[10] Maritime Welding Handbook. 11th edition revision 0. Welding and Related Processes for Repair and Maintenance Onboard. Wilhelmsen Ships Service.
[11] Meyers Marc A, Chawla Krishan Kumar (1998). “Mechanical Behaviors of Materials”. Prentice Hall. ISBN 978-0-13-262817-4
[12] Murti V., et al. (1993), “Effect of heat input on the metallurgical properties of HSLA steel in multi-pass MIG welding”. Materials Processing Technology. 37: p. 723-729.
[13] Quimby, T.B., (2011). “A Beginner's guide to the steel construction manual" Chapter 5- welded connections
[14] Soft Arc 7018-1, Hobart Brothers Company, http:/www.HobartBrothers.com,, diakses tanggal 03 Agustus 2015.
[15] Sudrajat Angger F, P. 2012. Analisa Sifat Mekanik Hasil Pengelasan Aluminium AA 1100 Dengan Metode Friction Stir Welding, Jurusan Teknik Mesin Fakultas Teknik. Universitas Jember.
[16] Widharto, Sri. 2008. Petunjuk Kerja Las, PT. Pradnya Paramitha, Jakarta. [17] Wiryosumarto, H., Okumura, T. (2008), “Teknologi Pengelasan Logam”. PT Pradnya
Paramita, Jakarta. [18] J.W. Sowards, J.C. Lippold, D.W. Dickinson, J. Ramirez. (2008). “Characterization of
Welding Fume from SMAW Electrodes”. Welding Journal Dept., 550 NW LeJeune Rd., Miami
[19] R.E. Smallman, R.J. Bishop (1995), “Modern Physical Metallurgy & Materials Engineering 6th Edition”. Butterworth-Heinemann, a division of Reed Educational & Professional Publishing Ltd.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 57
RANCANG BANGUN MESIN GRAVITY TILTING DENGAN AUTO POURING MENGGUNAKAN PLC OMRON CJ1M-CPU12
Djoko Subagio1, Gatot Windu Sejati2 dan Muchammad Dwi Octaviano3
Politeknik Manufaktur Astra, Jl.Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330
E-mail : [email protected], [email protected]@gmail.com2dan [email protected]
Abstrak
Proses pengecoran yang dilakukan di PT. KXX adalah dengan metode gravity casting. Proses gravity casting yaitu proses penuangan logam cair ke dalam cetakan dengan dibantu pengaruh gaya gravitasi. Produk yang dihasilkan dalam proses gravity casting adalah outer tube, yang jika diproses akan menjadi sebuah front fork assembly. Dalam rangka penerapan otomasi pada setiap proses manufaktur, maka Process Engineering Department melakukan improvement serta development dengan membuat mesin baru yaitu mesin gravity tilting dengan auto pouring menggunakan sistem kontrol PLC Omron CJ1M-CPU12. Proses kerja mesin gravity tilting adalah alumunium cair dituangkan ke dalam pouring cups yang di-mounting di area base plate mesin yang apabila operator akan menjalankan keproses selanjutnya dengan cara menginjak foot switch, maka mesin tersebut akan berotasi sebesar ± 90° dengan waktu tertentu dan kecepatan tertentu secara konstan. Proses penuangan alumunium terjadi pada saat proses mesin mulai berotasi. Dengan data yang diperoleh dari pembuatan mesin gravity tilting, PT. KXX dapat merealisasikan konsep meja putar (carousel casting) pada line outer tube casting.
Kata Kunci: Gravity tilting, Outer tube, Otomasi I. PENDAHULUAN
1.1. Latar Belakang
PT. KXX merupakan perusahaan yang bergerak di bidang industri otomotif, khususnya dalam pembuatan shock absorber untuk kendaraan roda 2 (2W) dan roda 4 (4W). Untuk saat ini, PT. KXX selain memproduksi shock absober, juga memproduksi railway damper, chair damper dan stay damper.
Dalam pembuatan shock absorber tipe front fork di PT. KXX, tahapan awal atau proses yang dilakukan adalah pengecoran (casting). Proses tersebut dilakukan dengan metode gravity casting dimana logam cair (alumunium) dituang dengan dibantu pengaruh gaya gravitasi ke dalam cetakan .Produk yang dihasilkan dalam proses gravity casting di PT. KXX adalah outer tube, yang merupakan salah satu part pendukung dari front fork assembly.
PT. KXX memiliki sejumlah 52 unit mesin gravity casting (existing). Kondisi mesin yang ada sudah kurang layak, ini dikarenakan mesin telah melewati masa lifetime-nya. Hal ini dibuktikan dengan sering terjadi banyak problem pada mesin yang menyebabkanloss time. Kondisi mesin tersebut sangat berpengaruh terhadap hasil produk.
Dalam rangka menerapkan otomasi di line outer tube casting akan menerapkan sistem meja putar (carousel casting) dan untuk mendukung project meja putar (carousel casting) yang akan diterapkan pada line outer tube casting maka Process Engineering Departmentmelakukan improvement dengan membuat mesin baru yaitu mesin gravity tilting dengan auto pouring.
1. 2. Rumusan Masalah
Berdasarkan latar belakang di atas, maka perumusan masalah yang diangkat dan dijadikan penelitian ini adalah sebagai berikut : 1. Bagaimana merancang dan membuat mesin gravity tilting agar dapat melakukan proses
gravity casting untuk menghasilkan produk solid outer tube. 2. Bagaimana membuat sistem kontrol sehingga mesin gravity tilting dapat melakukan proses
gravity casting dengan metode auto pouring.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
58 ISSN 2503-2771
1.3. Tujuan Penelitian
Ada tiga tujuan dalam penelitian rancang bangun mesin gravity tilting: 1. Mengetahui kinerja dari mesin gravity tilting. 2. Membuat sistem kontrol mesin gravity tilting dengan menggunakan PLC CJ1M-CPU12. 3. Mengetahui kapabilitas produk solid outer tube yang dihasilkan oleh mesin gravity tilting
dengan metode auto pouring.
II. DASAR TEORI
2.1. Gravity DieCasting
Gravity die casting ialah proses penuangan logam cair kedalam cetakan dengan cara dituang melalui saluran - saluran cetakan yang telah disediakan pada cetakan dengan menggunakan gayung tuang (ladle). Cairan logam yang dituangkan dengan metode gravity die casting akan mengalami pendinginan yang lebih cepat. Oleh karena itu beberapa persoalan timbul yaitu bagaimana mengatur proses pembekuan. Dapat dikatakan bahwa coran yang mempunyai kualitas dan ketelitian tinggi, bisa dibuat dengan jalan pengaturan komponen dan temperatur cetakan. Selain itu dapat ditentukan siklus operasi dengan efisiensi hasil yang tinggi. Berbagai macam sifat dari cetakan logam diperlukan, yaitu ketahanan aus yang baik, kemampuan mesin yang baik, pemuaian termis yang rendah, ketahanan leleh pada temperatur yang tinggi dan sebagainya. Diperlukan juga memberikan bahan pelapis permukaan (coating) pada cetakan (penelitian) agar memudahkan proses pembebasan cetakan dan mengurangi keausan cetakan serta menurunkan kecepatan pendinginan logam cair sehingga terhindar dari cacat-cacat casting. Bahan yang dipergunakan untuk cetakan ini adalah baja atau besi cor yang mempunyai kualitas baik.
Umur cetakan umumnya beberapa puluh ribuan kali pengisian untuk membuat benda coran (Surdia, 2006).
(a) (b)
Gambar 2. 1 (a) Gravity casting tilting(b) Gravity casting upright
2.2. Sistem Kontrol
Sistem kontrol adalah suatu proses pengaturan ataupun pengendalian terhadap satu atau beberapa besaran (variabel, parameter) sehingga berada pada suatu harga atau dalam suatu rangkuman harga (range) tertentu. Di dalam dunia industri, dituntut suatu proses kerja yang aman dan berefisiensi tinggi untuk menghasilkan produk dengan kualitas dan kuantitas yang baik serta dengan waktu yang telah ditentukan. Otomasi sangat membantu dalam hal kelancaran operasional, keamanan (investasi, lingkungan), ekonomi (biaya produk), mutu produk, dan lain-lain.
Gambar 2. Diagram sistem kontrol
Gravity

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 59
2.3 Programmable Logic Controller (PLC)
Definisi Programmable Logic Controller menurut Capiel (1982) adalah : sistem elektronik yang beroperasi secara digital dan didesain untuk pemakaian di lingkungan industri, dimana sistem ini menggunakan memory yang dapat diprogram untuk penyimpanan secara internal instruksi - instruksi yang mengimplementasikan fungsi-fungsi spesifik seperti logika, urutan, perwaktuan, pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui modul-modul I/O digital maupun analog. PLC terdiri dari dua komponen penyusun utama, yaitu : 1. CPU (Central Processing Unit) 2. Sistem antarmuka input/output
Kedua komponen penyusun utama dapat dilihat pada gambar 2.3 mengenai blok diagram PLC berikut ini:
Gambar 3. Blok diagram PLC
Fungsi dari CPU adalah mengatur semua proses yang terjadi di PLC. Terdapat 3 komponen utama penyusun CPU, yaitu : A ) Processor B ) Memory C ) Power Supply
III. HASIL DAN PEMBAHASAN
3.1 Flow Process Outer Tube
Dalam proses pembuatannya hingga menjadi sebuah assemblyfront fork, outer tube mengalami beberapa proses, proses pembuatan outer tube dapat dilihat pada gambar 3.1.
CASTING CUTTING SANDING BUFFINGREPAIR MACHINING PAINTING
Gambar 4. Alur proses pembuatan outer tube
3.2 Line Outer Tube Casting
Gambar 5. Floor plan line outer tube casting
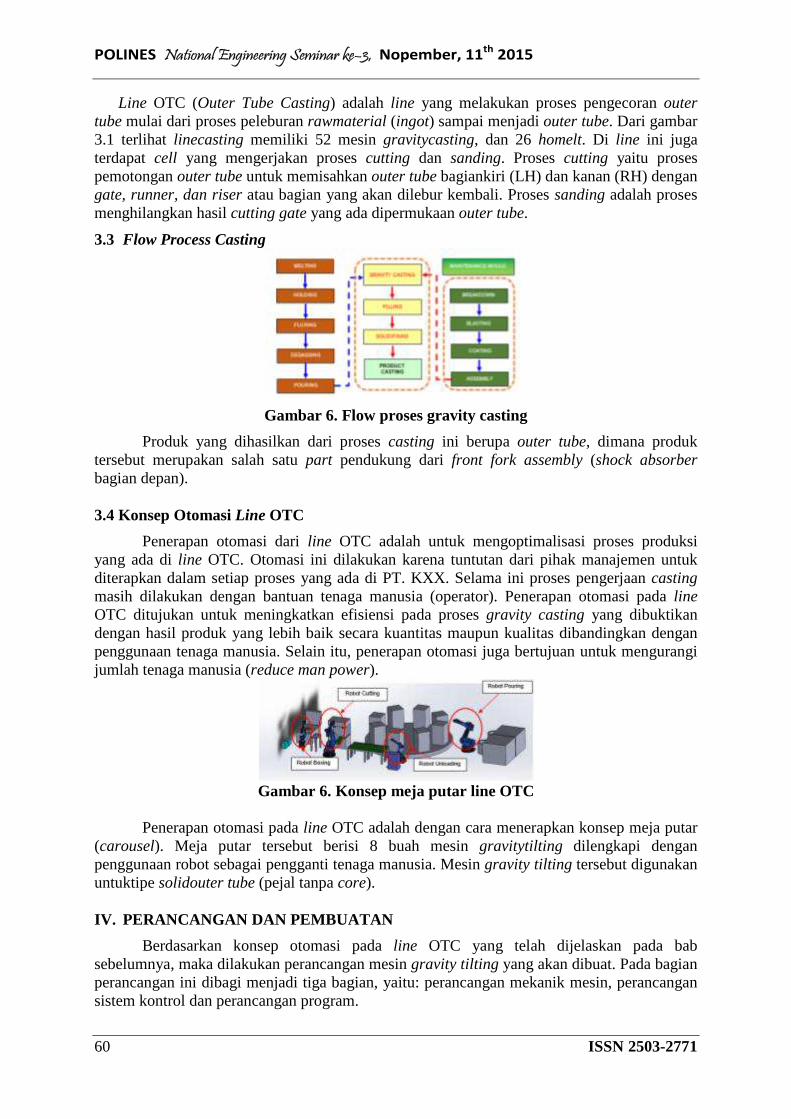
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
60 ISSN 2503-2771
Line OTC (Outer Tube Casting) adalah line yang melakukan proses pengecoran outer tube mulai dari proses peleburan rawmaterial (ingot) sampai menjadi outer tube. Dari gambar 3.1 terlihat linecasting memiliki 52 mesin gravitycasting, dan 26 homelt. Di line ini juga terdapat cell yang mengerjakan proses cutting dan sanding. Proses cutting yaitu proses pemotongan outer tube untuk memisahkan outer tube bagiankiri (LH) dan kanan (RH) dengan gate, runner, dan riser atau bagian yang akan dilebur kembali. Proses sanding adalah proses menghilangkan hasil cutting gate yang ada dipermukaan outer tube.
3.3 Flow Process Casting
Gambar 6. Flow proses gravity casting
Produk yang dihasilkan dari proses casting ini berupa outer tube, dimana produk tersebut merupakan salah satu part pendukung dari front fork assembly (shock absorber bagian depan). 3.4 Konsep Otomasi Line OTC
Penerapan otomasi dari line OTC adalah untuk mengoptimalisasi proses produksi yang ada di line OTC. Otomasi ini dilakukan karena tuntutan dari pihak manajemen untuk diterapkan dalam setiap proses yang ada di PT. KXX. Selama ini proses pengerjaan casting masih dilakukan dengan bantuan tenaga manusia (operator). Penerapan otomasi pada line OTC ditujukan untuk meningkatkan efisiensi pada proses gravity casting yang dibuktikan dengan hasil produk yang lebih baik secara kuantitas maupun kualitas dibandingkan dengan penggunaan tenaga manusia. Selain itu, penerapan otomasi juga bertujuan untuk mengurangi jumlah tenaga manusia (reduce man power).
Gambar 6. Konsep meja putar line OTC
Penerapan otomasi pada line OTC adalah dengan cara menerapkan konsep meja putar
(carousel). Meja putar tersebut berisi 8 buah mesin gravitytilting dilengkapi dengan penggunaan robot sebagai pengganti tenaga manusia. Mesin gravity tilting tersebut digunakan untuktipe solidouter tube (pejal tanpa core). IV. PERANCANGAN DAN PEMBUATAN
Berdasarkan konsep otomasi pada line OTC yang telah dijelaskan pada bab sebelumnya, maka dilakukan perancangan mesin gravity tilting yang akan dibuat. Pada bagian perancangan ini dibagi menjadi tiga bagian, yaitu: perancangan mekanik mesin, perancangan sistem kontrol dan perancangan program.

POLINES
ISSN 2503-2771
4.1 Perancangan Mekanik Mesin
Gambar 7. merupakan gambaran mesin
Gambar 7.
Tabel 1. Bagian-bagian mesin gravity tilting
4.2Perancangan Sistem Kontrol
Perancangan sistem kontrol pada mesin perangkat pengontrol perangkat masukan dan perangkat keluaran. Pembuatan mesin tilting ini menggunakan PLC OMRON CJ1MCPU, modul power supply, modul terpisah)..
Gambar 8. Blok diagram perancangan sistem kontrol mesin gravity tilting.
POLINES National Engineering Seminar ke–3, Nopember, 11
4.1 Perancangan Mekanik Mesin Gravity Tilting
merupakan gambaran mesin gravity tilting yang akan dibuat.
7. Rancangan mekanik mesin gravity tilting
bagian mesin gravity tilting
4.2Perancangan Sistem Kontrol
Perancangan sistem kontrol pada mesin gravity tilting ini mennggunakan PLC sebagai pengontrol perangkat masukan dan perangkat keluaran. Pembuatan mesin
ini menggunakan PLC OMRON CJ1M-CPU12 jenis modular, yang terdiri dari modul modul input , modul output dan end cover
Blok diagram perancangan sistem kontrol mesin gravity tilting.
Nopember, 11th
2015
61
yang akan dibuat.
Rancangan mekanik mesin gravity tilting
ini mennggunakan PLC sebagai pengontrol perangkat masukan dan perangkat keluaran. Pembuatan mesin gravity
ar, yang terdiri dari modul (merupakan bagian
Blok diagram perancangan sistem kontrol mesin gravity tilting.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
62 ISSN 2503-2771
Perangkat input yang digunakan adalah limit switch, push button, emergency switch, selector switch, foot switch, dan sensor suhu (thermocouple). Perangkat output yang digunakan adalah berupa aktuator silinder hidrolik yang pergerakannya diatur oleh solenoid valve, aktuator motor hidrolik, lampu indikator, tower lamp, buzzer, dan solenoid cooling.
4.3 Perancangan Program
Dalam pembuatan program untuk mesin gravity tilting, yang pertama dilakukan adalah mengetahui urutan kerja yang kemudian akan dibuat program. Setelah mengetahui urutan kerja maka dibuatkanlah diagram alir (flow chart), yang digunakan untuk mempermudah dalam pembuatan program PLC. Perancangan program mesin gravity tilting dibagi menjadi dua bagian yaitu mode manual dan mode otomatis.
Pada mode manual, mesin dirancang untuk bergerak sesuai dari perintah operator. Operator dapat melakukan pengendalian mesin sesuai dengan perintah yang diberikan kepada mesin melalui push button, selector switch yang terdapat pada panel kontrol.
Manual
SS Core In
SSCore Out
SSDies Open
SSDies Close
SS Tilting Back
SS Tilting FW
Sol. CoreIn
Sol. Core Out
Sol. Dies Open
Sol. Dies Close
Sol. Tilting Back
Sol. Tilting FW
Cyl. Core InCyl. Core
OutCyl. Dies In
Cyl. Dies Out
Cyl. Tilting In
Cyl. Tilting Out
Core In Lamp
Dies Close Lamp
Selesai
Start
Aktifkan NFB
Hidrolik Motor On
Emg. Release
Gambar 8. Flow chart manual operation
Pada modeauto mesin dapat melakukan pergerakan otomatis dengan cara merubah
selector switch mode ke posisi auto.
Start
Aktifkan NFB
Hidrolik Motor On
Pilih Mode
Auto
EMG Stop Release
Tidak
Ya
Memilih Model
1
Manual
HOME POSE(Core In Lamp ON)(Dies Close Lamp
ON)(Tilting Back)
Mc. Tilting FW
Ya
Tidak
PB. Auto Start
Operator Tuang Cairan
Injak Foot Switch
1
Manual
2
Timer ON + MC Tilting
Back
Buzzer ON.Tower Lamp
ON
Auto Open Tidak
Dies Open
Selesai
Ya
Check &Store
Operator Unloading
Part
Core out
2
Gambar 9. Flow chartautooperation
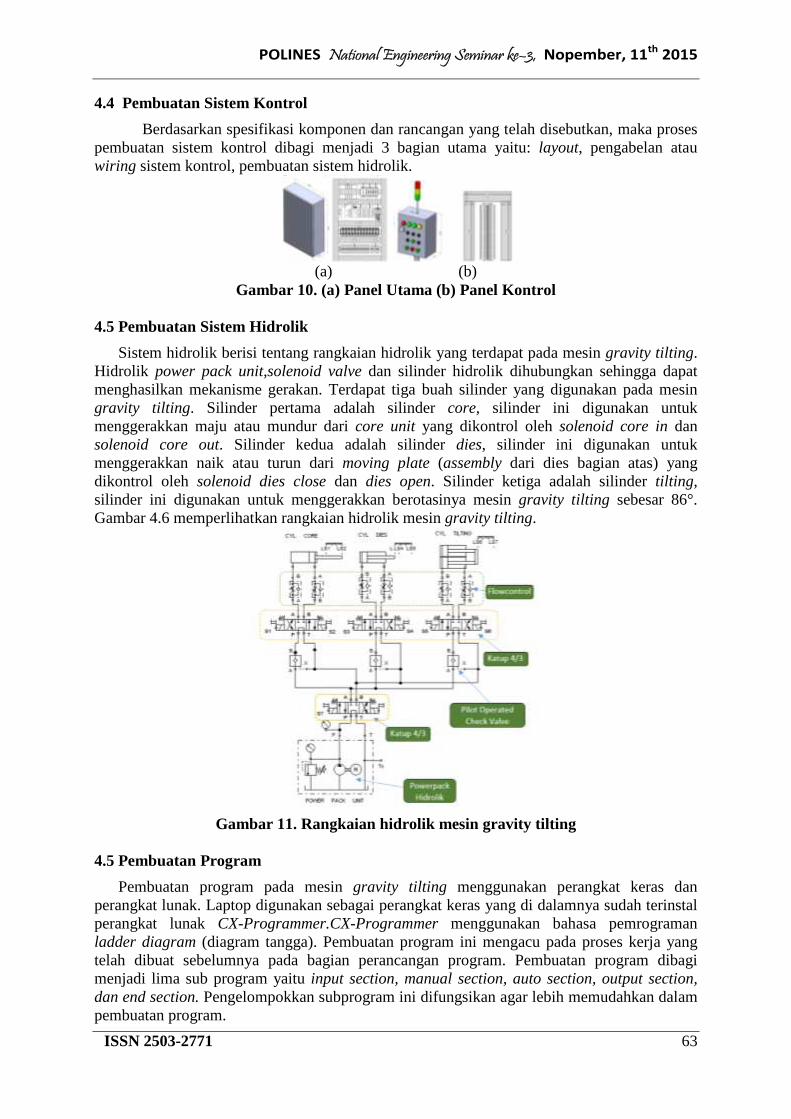
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 63
4.4 Pembuatan Sistem Kontrol
Berdasarkan spesifikasi komponen dan rancangan yang telah disebutkan, maka proses pembuatan sistem kontrol dibagi menjadi 3 bagian utama yaitu: layout, pengabelan atau wiring sistem kontrol, pembuatan sistem hidrolik.
(a) (b)
Gambar 10. (a) Panel Utama (b) Panel Kontrol 4.5 Pembuatan Sistem Hidrolik
Sistem hidrolik berisi tentang rangkaian hidrolik yang terdapat pada mesin gravity tilting. Hidrolik power pack unit,solenoid valve dan silinder hidrolik dihubungkan sehingga dapat menghasilkan mekanisme gerakan. Terdapat tiga buah silinder yang digunakan pada mesin gravity tilting. Silinder pertama adalah silinder core, silinder ini digunakan untuk menggerakkan maju atau mundur dari core unit yang dikontrol oleh solenoid core in dan solenoid core out. Silinder kedua adalah silinder dies, silinder ini digunakan untuk menggerakkan naik atau turun dari moving plate (assembly dari dies bagian atas) yang dikontrol oleh solenoid dies close dan dies open. Silinder ketiga adalah silinder tilting, silinder ini digunakan untuk menggerakkan berotasinya mesin gravity tilting sebesar 86°. Gambar 4.6 memperlihatkan rangkaian hidrolik mesin gravity tilting.
Gambar 11. Rangkaian hidrolik mesin gravity tilting 4.5 Pembuatan Program
Pembuatan program pada mesin gravity tilting menggunakan perangkat keras dan perangkat lunak. Laptop digunakan sebagai perangkat keras yang di dalamnya sudah terinstal perangkat lunak CX-Programmer.CX-Programmer menggunakan bahasa pemrograman ladder diagram (diagram tangga). Pembuatan program ini mengacu pada proses kerja yang telah dibuat sebelumnya pada bagian perancangan program. Pembuatan program dibagi menjadi lima sub program yaitu input section, manual section, auto section, output section, dan end section. Pengelompokkan subprogram ini difungsikan agar lebih memudahkan dalam pembuatan program.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
64 ISSN 2503-2771
V. PENGUJIAN DAN ANALISA HASIL
Pengujian mesin gravity tilting ini dilakukan setelah pembuatan mekanik, pembuatan elektrik, dan pembuatan program selesai dilakukan. Pengujian ini dilakukan untuk mengetahui pada proses perancangan hingga proses pembuatan telah berfungsi sesuai apa yang diharapkan. Terdapat beberapa pengujian terhadap mesin gravity tilting, yaitu pengujian sistem kontrol dan pengujian sistem kerja dari mesin gravity tilting.
5.1 Pengujian Input dan Output PLC
Cara yang dilakukan dalam melaksanakan pengujian perangkat masukan yaitu dengan cara memberikan trigger pada masing-masing perangkat masukan. Cara tersebut meliputi; menekan push button, menekan limit switch, mengaktifkan selector switch, menginjak foot switch dan juga memberikan panasterhadap thermocouple dan melihat hasil pembacaan suhu pada thermocontrol. Parameter OK diberikan apabila perangkat masukan yang di-trigger akan menyalakan kontak pada ladder diagram CX-Programmer menjadi hijau. Tabel 5.1 Pengujian MasukanPLC
OK NG
1 0.00 Auto/manualMemilih mode auto / mode manual Kontak 0.00 pada
monitor mode aktif√
2 0.01 Auto startMenjalankan mesin dalam mode
auto
Kontak 0.01 pada
monitor mode aktif√
3 0.02 Auto openMenggerakkan dies open pada
mode auto
Kontak 0.02 pada
monitor mode aktif√
4 0.03 Time proses (FS)Mengaktifkan tilting down + chilling
time
Kontak 0.03 pada
monitor mode aktif√
5 0.04 Emergency stopMenghentikan mesin dalam kondisi
darurat
Kontak 0.04 pada
monitor mode aktif√
6 0.05 Motor induksiMenggerakkan motor dan
mengaktifkan power pack
Kontak 0.05 pada
monitor mode aktif√
7 0.06 Manual core inMenggerakkan silinder core retract Kontak 0.06 pada
monitor mode aktif√
8 0.07 Manual core outMenggerakkan silinder core
advance
Kontak 0.07 pada
monitor mode aktif√
9 0.08 Manual dies openMenggerakkan silinder dies retract Kontak 0.08 pada
monitor mode aktif√
10 0.09 Manual dies closeMenggerakkan silinder dies
advance
Kontak 0.09 pada
monitor mode aktif√
11 0.10 Manual tilting upMenggerakkan silinder tilting
advance
Kontak 0.10 pada
monitor mode aktif√
12 0.11 Manual tilting downMenggerakkan silinder tilting retract Kontak 0.11 pada
monitor mode aktif√
13 0.12 Core forward.LSSafety saat silinder core retract Kontak 0.12 pada
monitor mode aktif√
14 0.13 Core back.LSSafety saat silinder core advance Kontak 0.13 pada
monitor mode aktif√
15 0.14 Dies feed.LSMengaktifkan timer dies feed Kontak 0.14 pada
monitor mode aktif√
16 0.15 Dies forward.LSSafety saat silinder dies advance Kontak 0.15 pada
monitor mode aktif√
17 1.00 Dies back.LSSafety saat silinder dies retract Kontak 1.00 pada
monitor mode aktif√
18 1.01 Tilting backSafety saat silinder tilting retract Kontak 1.01 pada
monitor mode aktif√
19 1.02 Tilting forwardSafety saat silinder tilting advance Kontak 1.02 pada
monitor mode aktif√
20 1.03 Moped modeMemilih mode chilling time moped Kontak 1.03 pada
monitor mode aktif√
21 1.04 Sport modeMemilih mode chilling time sport Kontak 1.04 pada
monitor mode aktif√
22 1.05 Temp highMengaktifkan solenoid cooling Kontak 1.05 pada
monitor mode aktif√
Perangkat yang diuji Fungsi ParameterStatus
No Alamat
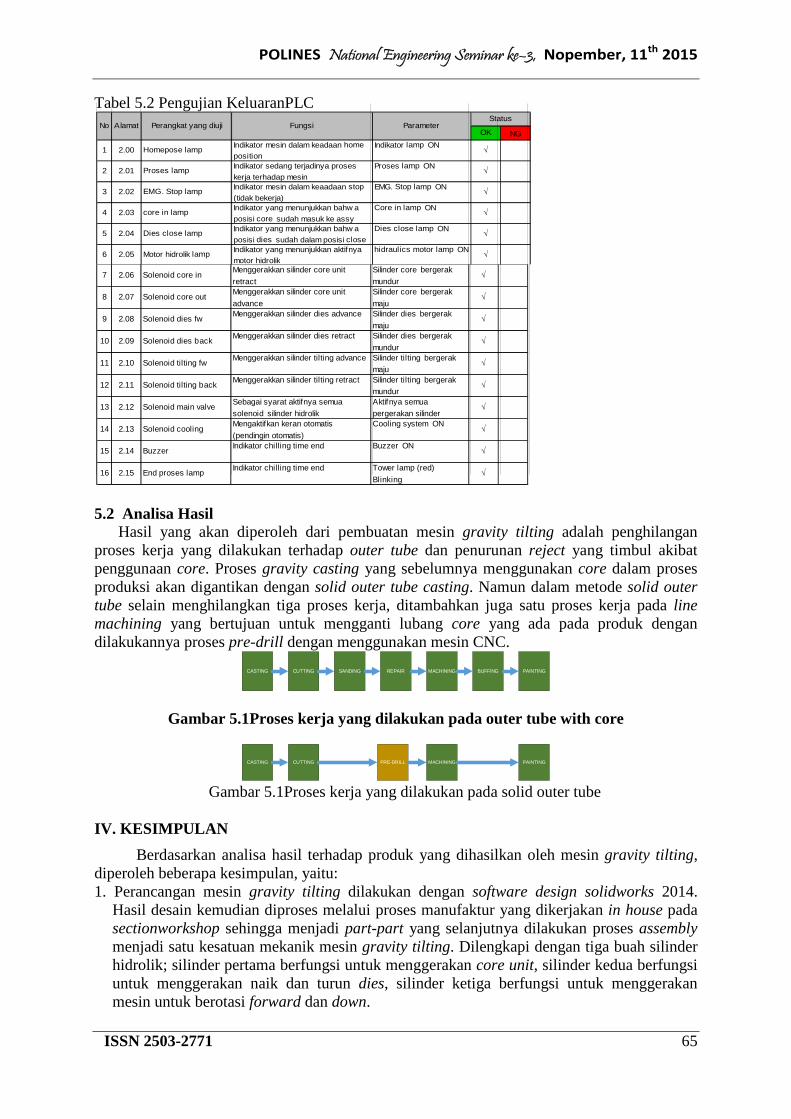
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 65
Tabel 5.2 Pengujian KeluaranPLC
5.2 Analisa Hasil
Hasil yang akan diperoleh dari pembuatan mesin gravity tilting adalah penghilangan proses kerja yang dilakukan terhadap outer tube dan penurunan reject yang timbul akibat penggunaan core. Proses gravity casting yang sebelumnya menggunakan core dalam proses produksi akan digantikan dengan solid outer tube casting. Namun dalam metode solid outer tube selain menghilangkan tiga proses kerja, ditambahkan juga satu proses kerja pada line machining yang bertujuan untuk mengganti lubang core yang ada pada produk dengan dilakukannya proses pre-drill dengan menggunakan mesin CNC.
CASTING CUTTING SANDING BUFFINGREPAIR MACHINING PAINTING
Gambar 5.1Proses kerja yang dilakukan pada outer tube with core
CASTING CUTTING MACHINING PAINTINGPRE-DRILL
Gambar 5.1Proses kerja yang dilakukan pada solid outer tube
IV. KESIMPULAN
Berdasarkan analisa hasil terhadap produk yang dihasilkan oleh mesin gravity tilting, diperoleh beberapa kesimpulan, yaitu: 1. Perancangan mesin gravity tilting dilakukan dengan software design solidworks 2014.
Hasil desain kemudian diproses melalui proses manufaktur yang dikerjakan in house pada sectionworkshop sehingga menjadi part-part yang selanjutnya dilakukan proses assembly menjadi satu kesatuan mekanik mesin gravity tilting. Dilengkapi dengan tiga buah silinder hidrolik; silinder pertama berfungsi untuk menggerakan core unit, silinder kedua berfungsi untuk menggerakan naik dan turun dies, silinder ketiga berfungsi untuk menggerakan mesin untuk berotasi forward dan down.
OK NG
1 2.00 Homepose lampIndikator mesin dalam keadaan home
positionIndikator lamp ON
√
2 2.01 Proses lampIndikator sedang terjadinya proses
kerja terhadap mesin
Proses lamp ON√
3 2.02 EMG. Stop lampIndikator mesin dalam keaadaan stop
(tidak bekerja)
EMG. Stop lamp ON√
4 2.03 core in lampIndikator yang menunjukkan bahw a
posisi core sudah masuk ke assy
Core in lamp ON√
5 2.04 Dies close lampIndikator yang menunjukkan bahw a
posisi dies sudah dalam posisi close
Dies close lamp ON√
6 2.05 Motor hidrolik lampIndikator yang menunjukkan aktifnya motor hidrolik
hidraulics motor lamp ON√
No Alamat Perangkat yang diuji Fungsi ParameterStatus
7 2.06 Solenoid core inMenggerakkan silinder core unit
retract
Silinder core bergerak
mundur√
8 2.07 Solenoid core outMenggerakkan silinder core unit
advance
Silinder core bergerak
maju√
9 2.08 Solenoid dies fwMenggerakkan silinder dies advance Silinder dies bergerak
maju√
10 2.09 Solenoid dies backMenggerakkan silinder dies retract Silinder dies bergerak
mundur√
11 2.10 Solenoid tilting fwMenggerakkan silinder tilting advance Silinder tilting bergerak
maju√
12 2.11 Solenoid tilting backMenggerakkan silinder tilting retract Silinder tilting bergerak
mundur√
13 2.12 Solenoid main valveSebagai syarat aktifnya semua solenoid silinder hidrolik
Aktifnya semua pergerakan silinder
√
14 2.13 Solenoid coolingMengaktifkan keran otomatis
(pendingin otomatis)
Cooling system ON√
15 2.14 BuzzerIndikator chilling time end Buzzer ON
√
16 2.15 End proses lampIndikator chilling time end Tower lamp (red)
Blinking √

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
66 ISSN 2503-2771
2. Pembuatan sistem kontrol mesin gravity tilting menggunakan pengontrol utama berupa PLC modular dengan spesifikasi OMRON CJ1M-CPU12. Hasil yang diperoleh dari pembuatan mesin gravity tiltingdengan metode auto pouring adalah memudahkan dan mempercepat operator dalam melakukan penuangan, karena operator hanya perlu menuang ke dalam media pouring cups yang selanjutnya pouring cups akan melanjutkan penuangan ke dalam penelitianseiring dengan berotasinya mesin sebesar 86° dengan mekanisme tilting pada mesin. Dengan adanya metode auto pouring dapat menurunkan rejection yang muncul akibat penuangan tidak stabil yang dilakukan oleh operator.
VI. REFERENSI [1] Adi, Agung Nugroho. 2010. Mekatronika , Yogyakarta : Graha Ilmu. [2] Bolton, William. 2009. Sistem Instrumentasi dan Sistem Kontrol. Jakarta :
Erlangga. [3] De Silva, C.W., Mechatronics - A Foundation Course, Taylor & Francis/CRC Press,
Boca Raton, FL, 2010. [4] Neal, Hansen. 2010. Hydraulics Component For Industrial Application. Germany :
Bosch Rexroth AG Hydraulics. [5] Putra, Agfianto Eko. 2007. PLC Konsep Pemrograman dan Aplikasi. Yogyakarta :
Gava Media. [6] Putro, Agus Ponco. 2014. Modul Kuliah Pneumatik Hidrolik . Jakarta: Laboratorium
Pneumatik Hidrolik Polman Astra. [7] Setiawan, Iwan. 2006. Programmable Logic Control (PLC) dan Teknik
Perancangan Sistem Kendali, Yogyakarta : Andi. [8] Shrader, Robert L. 1991. Komunikasi Elektronika Jilid 1 . Jakarta : Erlangga. [9] Sudjana, Hardi. 2008. Teknik Pengecoran. Jakarta : Direktorat Pembinaan Sekolah
Menengah Kejuruan.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 67
PENGARUH VARIASI KECEPATAN PENGELASAN GMAWPADA
BAJA TAHAN KARAT AUSTENITIKAISI 316L TERHADAP STRUKTUR MIKRO DANSIFAT MEKANIK
H. Kadir 1, B. Sumiyarso2, A. Syukur2, S.Ariyono2 1DosenPoliteknikNegeri Bandung
2DosenPoliteknikNegeri Semarang, Jl. Prof Sudarto, SH, Semarang 50275, Indonesia
Abstrak
Jenis pengelasan baja tahan karat austenitik AISI 316L banyak diaplikasikan pada bidang konstruksi dan pembuatan komponen. Permasalahan pengelasan baja tahan karat austenitik AISI 316L adalah menurunnya kualitas hasil las akibat masalah penggetasan oleh endapan halus karbida krom diantara batas butir dan juga ketahanan korosi menjadi berkurang.Pada sisi lain baja tahan karat austenitik AISI 316L akan mengalami kekurangan krom pada daerah fusi dan logam las karena terbentuknya krom karbida. Tujuan penelitian ini adalah untuk mengetahui pengaruh kecepatan pengelasan Gas Metal ArcWelding (GMAW) tehadap struktur micro dan sifat mekanik pada baja yahan karat. Penelitian ini dilakukan menggunakan pengelasan GMAW secara semiotomatis pada pelat baja tahan karat austenitik AISI 316L dengan tebal 3 mm,menggunakan kawat elektroda pejal ER308L dengan diameter 0.8 mm,dengan parameter pengelasan yang digunakan seperti: kecepatan pengelasan bervariasi 175 mm/menit, 190 mm/menit, 205 mm/menit, dengan arus las 130A,135 A,140A pada polaritas arus direct current electrode positive (DCEP). Dari hasil percobaan didapatkan bahwa disstribusi kekerasan mikro vickers untuk kecepatan pengelasan 175 mm/menit pada arus las 130A adalah yang direkomendasikan dan patahan hasil uji tarik pada daerah terpengaruh panas (HAZ).
Kata kunci : Arus las,AISI 316L, DCEP, ER308L,HAZ, Krom karbida
I. PENDAHULUAN
Proses pengelasan GMAW dikembangkan sejak tahun 1940 akhir untuk pengelasan aluminum dan proses pengelasan GMAW juga dikenal dengan istilah Metal InertGas (MIG) [Abdul Wahad et al, 2011].
Pengelasan GMAW banyak meningkatkan kinerja di beberapa industri fabrikasi dan proses ini dapat diaplikasikan pada semua posisi pengelasan dan mudah untuk diintegrasikan untuk pekerjaan robotik [Mst.Weglowski,dkk, 2008]. Pengelasan GMAW merupakan salah satu jenis proses pengelasan fusi yang penting dan banyak digunakan secara manual atau semi otomatis atau robotik [Jesper S.Thomsen, 2006] dan kehandalan proses GMAW ini juga merupakan metoda yang sesuai untuk beberapa pekerjaan pengelasan konstruksi [J.Lazano,et al, 2003]
Atas dasar begitu banyak keunggulan dan keuntungan didalam pemilihan proses pengelasan GMAW untuk pekerjaan fabrikasi di industri maka dicoba untuk mencari parameter pengelasan yang sesuai dengan prosedur pengelasan khususnya untuk baja tahan karat austenitik AISI 316L yang memang banyak digunakan secara luas di industri kimia, komponen dan konstruksi. Ada beberapa kendala dalam proses pengelasan baja tahan karat austenitik diantaranya terjadinya distorsi dan tegangan sisa (residual stress) dimana sifat muai baja tahan karat austenitik lebih besar dibandingkan dengan baja karbon. Masalah lainnya dalam pengelasan baja tahan karat austenitik AISI 316L pada daerah batas antara logam las dan daerah terpengaruh panas (HAZ) akan berkurangnya kadar krom karena terbentuk krom oksida dipermukaan logam las karena oksidasi dan fenomena sensitisasi krom karbida diantara batas butir fasa austenit [Wiryo Sumarto dan Okumura, 2000]
Dalam pengelasan baja tahan karat austenitik adalah bagaimana memberikan kondisi bebas retak pada lasan dan menjaga hasil las maupun daerah terpengaruh panas memiliki
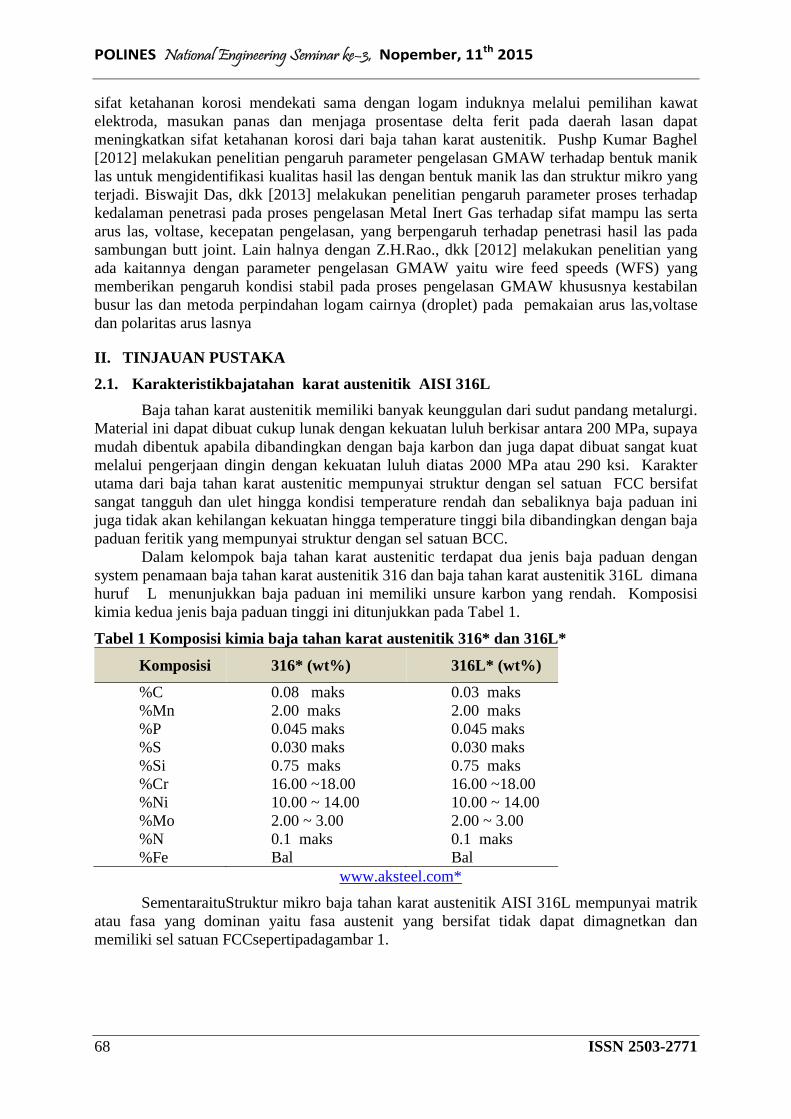
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
68 ISSN 2503-2771
sifat ketahanan korosi mendekati sama dengan logam induknya melalui pemilihan kawat elektroda, masukan panas dan menjaga prosentase delta ferit pada daerah lasan dapat meningkatkan sifat ketahanan korosi dari baja tahan karat austenitik. Pushp Kumar Baghel [2012] melakukan penelitian pengaruh parameter pengelasan GMAW terhadap bentuk manik las untuk mengidentifikasi kualitas hasil las dengan bentuk manik las dan struktur mikro yang terjadi. Biswajit Das, dkk [2013] melakukan penelitian pengaruh parameter proses terhadap kedalaman penetrasi pada proses pengelasan Metal Inert Gas terhadap sifat mampu las serta arus las, voltase, kecepatan pengelasan, yang berpengaruh terhadap penetrasi hasil las pada sambungan butt joint. Lain halnya dengan Z.H.Rao., dkk [2012] melakukan penelitian yang ada kaitannya dengan parameter pengelasan GMAW yaitu wire feed speeds (WFS) yang memberikan pengaruh kondisi stabil pada proses pengelasan GMAW khususnya kestabilan busur las dan metoda perpindahan logam cairnya (droplet) pada pemakaian arus las,voltase dan polaritas arus lasnya
II. TINJAUAN PUSTAKA
2.1. Karakteristikbajatahan karat austenitik AISI 316L
Baja tahan karat austenitik memiliki banyak keunggulan dari sudut pandang metalurgi. Material ini dapat dibuat cukup lunak dengan kekuatan luluh berkisar antara 200 MPa, supaya mudah dibentuk apabila dibandingkan dengan baja karbon dan juga dapat dibuat sangat kuat melalui pengerjaan dingin dengan kekuatan luluh diatas 2000 MPa atau 290 ksi. Karakter utama dari baja tahan karat austenitic mempunyai struktur dengan sel satuan FCC bersifat sangat tangguh dan ulet hingga kondisi temperature rendah dan sebaliknya baja paduan ini juga tidak akan kehilangan kekuatan hingga temperature tinggi bila dibandingkan dengan baja paduan feritik yang mempunyai struktur dengan sel satuan BCC.
Dalam kelompok baja tahan karat austenitic terdapat dua jenis baja paduan dengan system penamaan baja tahan karat austenitik 316 dan baja tahan karat austenitik 316L dimana huruf L menunjukkan baja paduan ini memiliki unsure karbon yang rendah. Komposisi kimia kedua jenis baja paduan tinggi ini ditunjukkan pada Tabel 1.
Tabel 1 Komposisi kimia baja tahan karat austenitik 316* dan 316L*
Komposisi 316* (wt%) 316L* (wt%)
%C 0.08 maks 0.03 maks %Mn 2.00 maks 2.00 maks %P 0.045 maks 0.045 maks %S 0.030 maks 0.030 maks %Si 0.75 maks 0.75 maks %Cr 16.00 ~18.00 16.00 ~18.00 %Ni 10.00 ~ 14.00 10.00 ~ 14.00 %Mo 2.00 ~ 3.00 2.00 ~ 3.00 %N 0.1 maks 0.1 maks %Fe Bal Bal
www.aksteel.com*
SementaraituStruktur mikro baja tahan karat austenitik AISI 316L mempunyai matrik atau fasa yang dominan yaitu fasa austenit yang bersifat tidak dapat dimagnetkan dan memiliki sel satuan FCCsepertipadagambar 1.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 69
Gambar 1 Struktur mikro baja tahan karat austeniti k AISI 316L
[ASM Handbook,Metallography and Microstructure, 2004] 2.2. Pengelasan baja tahan karat austenitik
Terdapattiga proses pengelasan yang actual untuk pengelasan baja tahan karat austenitik yaitu: Shielded Metal Arc Welding (SMAW), Gas Tungsten Arc Welding (GTAW), Gas Metal Arc Welding (GMAW) dan hamper semua proses pengelasan dapat digunakan. Baja tahan karat sedikit lebih sulit di las apabila dibandingkan dengan baja karbon. Sifat fisik dari baja tahan karat austenitic berbeda dengan baja karbon dan membuat sedikit berbeda dalam prosedur pengelasannya dan perbedaan tersebut diantaranya seperti: 1) Sifat ketahanan listrik yang tinggi 2) Koefisien konduktivitas panas yang rendah 3) Temperatur titik cair yang rendah 4) Koefisien ekpansi panas yang tinggi
Sifat-sifat tersebut tidaklah sama untuk semua baja tahan karat tetapi akan sama apabila memiliki struktur mikro yang sama juga. Untuk semua baja tahan karat akan memiliki karakteristik pengelasan yang sama dan dikelompokkan sesuai dengan struktur mikro yang ada untuk pengelasan [Cary.H.B, 2002]
Baja tahan karat austenitic memiliki kira-kira 45% koeffisien ekspansi panas yang tinggi dan tahanan listrik yang tinggi serta konduktivitas panas yang rendah bila dibandingkan dengan baja karbon biasa. Pengelasan baja tahan karat austenitik yang dilakukan dengan kecepatan pengelasan yang tinggi sangat dianjurkan dengan tujuan untuk mengurangi panas masukan dan mengurangi presitipasi karbida serta mengurangi distorsi. Titik cair baja tahan karat austenitic sedikit lebih rendah apabila dibandingkan dengan baja karbon. Beberapa teknik pengelasan seperti back step welding, skip welding dan pengelasan secara bertahap banyak digunakan, terutama untuk material yang tipis sangat sulit untuk mengendalikan terjadinya tekukan (dent) dan distorsi.
Permasalahan lainnya adalah dalam pengelasan baja tahan karat austenitic kemungkinan besar terjadinya retak panas atau micro-fissuring jika tidak dilakukan pengontrolan ferrite content di daerah logam las. Masalah ini dapat diatasi dengan deposit elektroda atau kawat las didaerah logam las dengan mengurangi fasa ferit dan dalam persiapan pengelasan harus menggunakan elektroda sesuai jenis baja tahan karat yang akan di las sehingga dalam deposit logam las kadar ferrit berkisar 0 sampai dengan 10% yang hamper sama dengan kadar ferrit pada logam induk.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
70 ISSN 2503-2771
III. METODOLOGI
Penelitian ini bertujuan untuk mendapatkan parameter pengelasan yang sesuai seperti arus las kecepatan pengelasan, polaritas, voltage, wire feed speed (WFS) untuk pengelasan baja tahan karat austenitik AISI 316L dalam bentuk lembaran pelat tebal 3 mm. Metode pengelasan GMAW menggunakan kawat elektroda pejal AWS 5.9/ASME SFA 5.9 ER 308L dengan diameter 0,8 mm dan dilakukan secara semi otomatis.
Ukuran benda kerja pelat baja tahan karat austenitik yang dibuat menurut standar ISO 9606 untuk sertifikasi juru las, dengan ukuran sebagai mana ditunjukkan pada Gambar 2 Alur peneletian ini meliputi: a. Persiapan material dengan ukuran seperti gambar 2. b. Persiapan pengelasan seperti membuat grove benda kerja c. Pengelasan dengan GMAW dengan specifikasi AWS A5.9 ER 308L. d. Menganalisa hasil pengelasan melalui Uji Visual, Uji Struktur mikro, Uji kekerasan dan
Uji Tarik.
. Gambag 2. Specimen
IV. HASIL DAN DISKUSI
4.1 Pengujian secara visual
Hasil las GMAW sepertipadagambar 3 memperlihatkansecara visual yang hasilnya menunjukkan bahwa tidak terdapat cacat las dipermukaan untuk pengelasan dengan arus las 130A, 135A, tetapi untuk penggunaan arus las 140A terdapat cacat undercut dengan kedalaman 0,2 mm yang diukur dengan alat ukur pengelasan dan dapat diperbaiki sebelum dilakukan pengujian mekanik.
Untuk hasil las yang mengalami cacat undercut tidak direkomendasikan untuk dijadikan specimen pengujian tarik. Hal tersebut disebabkan ketidak stabilan busur las saat menggunakan gas pelindung argon murni untuk pengelasan baja tahan karat austenitik AISI 316L sesuai rekomendasi standar untuk penggunaan gas pelindung sebaiknya menggunakan gas campuran 98% argon + 2% O2. [Lichan Li , dkk., 2013]. Gambar 4.1 adalah hasil pemeriksaan visual menggunakan dye penetrant.
Gambar3. Tampilan hasil las 130A , 135A dan 140A
135 A
Arah
130 A
Arah
140 A
UndercArah

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 71
4.2 Hasil pemeriksaan struktur makro hasil las GMAW
Pada Gambar 4.sampai dengan Gambar 4.3c secara visual tidak terdapat cacat las mikro pada sambungan las tetapi nampak jelas perbedaan hasil penetrasi las untuk kondisi kecepatan pengelasan yang bervariasi yaitu 175 mm/menit, 190 mm/menit dan 205 mm/menit pada arus las 130 A,135 A dan 140A.Struktur makro pada Gambar 4.3a untuk kecepatan pengelasan 175 mm/menit pada arus las 130 A penetrasi hasil las lebih baik bila dibandingkan dengan penetrasi hasil las pada kecepatan 190 mm/menit dan 205 mm/menit yang berlebihan. Selanjutnya untuk struktur makro pada Gambar 4.3b dengan arus las 135 A dengan kecepatan pengelasan 190 mm/menit dihasilkan penetrasi hasil las yang baik bila dibandingkan dengan penetrasi hasil las pada kecepatan pengelasan 175 mm/menit dan 205 mm/menit yang berlebihan dan distorsi.
Gambar 4. Struktur makro dengan arus las 130A dan 135A (Rf = Reinforcement) Struktur makro pada kecepatan pengelasan 205 mm/menit dengan arus las 140A menunjukkan tembusan hasil las bersifat normal dan sedangkan yang lainnya penetrasi hasil lasan bersifat berlebihan. 4.3 Uji Mekanik
Identifikasi hasil patahan hasil uji tarik terjadi pada logam las dan daerah terpengaruh panas hal ini disebabkan karena pada logam las terdapat kadar krom sebesar 19.294 dan menurut [Y.Nishio. dkk, 1970] logam las dan daerah terpengaruh panas sangat peka untuk terjadi retak las hal ini apabila terdapat lebih dari 17%Cr akan menjadikan logam las peka terhadap retak dan mudah terjadi retak dingin. Sedangkan apabila pada logam las terdapat 17%Cr-Nb pada logam las akan terdapat fasa ferit dengan butiran kasar dan mudah untuk terjadinya retak panas.Berdasarkan acceptance criteriauji tarik pada ASME section IX untuk semua spesimen pada pengelasan GMAW yang menggunakan polaritas DCRP maunpun DCSP memenuhi kriteria kelulusan uji tarik semua spesimen patah pada daerah terpengaruh panas pada Gambar 5.
Gambar 5. Patahan hasil uji tarik, arus las 130A
penetrasi
175
Distorsi
190
penetrasi
penetrasi
205
R
R
R
penetrasi
205
175
190mm/m
penetrasi
R
R
R
penetrasi
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
72 ISSN 2503-2771
V. KESIMPULAN
a. Distribusi kekerasan pada kecepatan pengelasan 175 mm/menit dengan penggunaan arus las 130A yang dapat direkomendasikan untuk pengelasan baja tahan karat austenitik AISI 316L dengan tebal pelat 3 mm.
b. Patahan hasil pengelasan GMAW pada kecepatan pengelasan 175 mm/menit dengan arus las 130A terjadi pada daerah terpengaruh panas sedangkan untuk penggunaan arus las 135A dan 140A terjadi patahan di daerah fusi las.
VI. DAFTAR PUSTAKA
[1] ASM Metals Handbook,8th Edition, Volume 9,p.1983 [2] Abdul Wahad, H.Khuder.,Esam J.Ebraheam.,2011., Study the factors effecting on
welding joint of dissimilar Metals, Vol.7,pp 76 – 81. [3] Biswajit Das,dkk.,2013,”Influence Of Process Parameters On Depth Of Penetration Of
Welded Joint In MIG Welding Process.,International Journal Of Reseach in Engineering and Technology,Vol.02,eISSN 2319-1163.
[4] Cary.Howard B.,1979, Modern Welding Technology” Fourth Edition,Prentice Hall,Columbus,Ohio.
[5] Jesper,S.Thomsen.,2006,Control of Pulsed Gas Metal Arc Welding”, Department of Control Engineering,Institute of electrical systems, Aalborg University,Aalborg Denmark,Vol.1 No.2, pp. 115-125.
[6] J.Lozano.,P.Moreda,C.L.LLorente dan P.D.Bilmes.,2003,”Fusion Characteristics Of Austenitic Stainless Steel GMAW Welds”, Laboratorio de Investigaciones de Metallurgia Fisika (LIMF) Facultad de Ingenierla UNLP,Calle 1 y-47,1900, Latin applied Research, pp 27-31.
[7] Lichan Li,dkk.,2013, Effect of Welding Heat input on Grain Size and Microstucture of 316L Stainless Steel Welded Joint, School of Chemical Engineering and Technology – Xian Jiaotong University, Xi’an, China.
[8] M.St.Weglowski,Y.Huang.,Y.M.Zang,2008.,”Effect of Welding Current on Metal Transfer in GMAW”,Archives Of Material Science and Engineering, Vol 33,page 49-56.
[9] Wiryosumarto,H, Okumura,T.,2000,”Teknologi Pengelasan Logam”,Jakarta Pradnya Paramita.
[10] Z.H.Rao,J.Zhou,H.I.,Tsai,2012,“Dertermination of Equilibrium Wire Feed Speeds for Stable gas metal arc welding”,School Of energy Science and Engineering Central South University,Elsevier Ltd, International Journal Of Heat and Mass transfer, Changsa –China

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 73
DAUR ULANG SAMPAH PLASTIK DIOLAH MENJADI MODEL PRODUK PALU PLASTIK
Suyadi, Sunarto, Wahyu Djalmono, Eko Armanto
Jurusan Teknik Mesin, Politeknik Negeri Semarang Abstrak Untuk mengindetifikasi kekuatan tekan jenis plastik yang dapat didaur ulang seperti PP, PET dan HDPE dari sampah plastik perlu melakukan penelitian, maka untuk mencapai tujuan itu perlu melakukan observasi beberapa jenis sampah plastik yang ada di pasaran, mengelompokkan jenis sampah plastik yang dapat didaur ulang agar dapat dicetak kembali, kemudian dirajang masing-masing jenis plastik tersebut menjadi serpihan agar dapat dilebur dan dicetak menjadi model palu plastik, dan yang terakhir melakukan pengujian tekan terhadap model palu plastik dengan hsil kekuatan kepala palu plastik produk industri σ = 42 N/mm2 , palu plastik daur ulang PP σ = 41 N/mm2, plastik daur ulang PET σ = 33,4 N/mm2, dan plastik daur ulang HDPE σ = 24,6 N/mm2, secara keseluruhan kepala palu plastik dari bahan daur ulang jenis PP, PET, dan HDPE masih aman digunakan untuk memukul objek dengan rata-rata gaya pemukul F = 250 N atau 25 kgf karena gaya tekan hasil pengujian kekuatan terendah yaitu bahan HDPE sebesar F = 13000 N atau 1300 kgf.
Kata kunci : plastik, daur ulang, merajang, mencetak, dan pegujian tekan. I. PENDAHULUAN
Plastik merupakan suatu bahan polimer yang sangat susah terdekomposisi oleh mikroorganisme pengurai. Limbah plastik dipandang sebagai masalah yang lebih serius dibandingkan dengan limbah organik karena sifat-sifat khusus yang dimilikinya, yaitu tidak bisa terurai secara alami (non biodegradable), sama sekali tidak menyerap air dan juga tidak dapat berkarat. Karena sifatnya tersebut limbah plastik bisa menimbulkan banyak efek negatif terhadap alam seperti pembentukan film/kantongan yang dapat menyumbat aliran air di parit, selokan, sungai ataupun tempat terbuka yang dapat mengakibatkan genangan air dan tidak jarang bisa menimbulkan banjir, selain itu dapat merusak stabilitas ekosistem, lain halnya dengan limbah organik yang bisa terurai di alam dengan sendirinya.
Salah satu penanganan limbah plastik adalah dengan proses daur ulang, yaitu dengan mengolah limbah plastik untuk dilebur dan dicetak kembali menjadi produk palu plastik, selain itu berdasarkan hasil penelitian Suyadi, kekuatan tarik plastik daur masih tinggi khususnya untuk jenis plastik PP, PET dan HDPE (Penelitian Hibah Bersaing, 2009) hal ini ada korelasinya dengan kekuatan tekannya. Dengan dijadikan produk palu plastik dari daur ulang limbah plastik maka berdampak pada pengurangan impor palu jenis ini, karena harga jual produk akan lebih murah daripada produk impor. Sebagaimana permasalahan di atas kami perlu melakukan penelitian tentang limbah plastik daur ulang yang diolah menjadi model produk palu plastik, adapun pelakasanaan penelitian yang akan kami lalukan antara lain : mengelompokkan jenis plastik yang tidak dapat didaur ulang (termoset) dan jenis yang dapat didaur ulang (termoplas), memilih jenis plastik termoplas (dipilih jenis PP, PET dan HDPE) agar bisa kita gunakan untuk penelitian ini, tentunya harus melalui proses pencucian, perajangan, peleburan, pencetakan, dan pengujian kekuatan tekan. Luaran penelitian ini adalah metode atau rekomendasi kekuatan produk plastik daur ulang yang dicetak menjadi model palu plastik, selain bermanfaat mengurangi beban lingkungan dari limbah plastik, juga penelitian model palu plastik daur ulang ini kalau sampai bisa diproduksi sendiri maka akan mengurangi impor palu plastik dari luar negeri.
II. METODE PENELITIAN
Tahapan penelitian dan semua rangkaian kegiatan akan kami lakukan di Laboratorium Teknik Mesin Politeknik Negeri Semarang. Adapun tahapan penelitian ini sebagai berikut :

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
74 ISSN 2503-2771
2.1 Studi Literatur
Pada studi ini dimaksudkan untuk menggali permasalahan limbah plastik yang dapat didaur ulang, kekuatan produk-produk plastik dalam bidang cetak plastik berdasarkan teori dan beberapa referensi yang ada.
2.2 Observasi
Observsi di lapangan dalam upaya untuk mengidentifikasi produk-produk dari bahan jenis plastik yang dapat didaur ulang dan yang tidak dapat di daur ulang dengan cara menguji densitasnya. Berdasarkan hasil observasi dipilih limbah plastik jenis bahan plastik PP, PET, dan HDPE.
Gambar 1. limbah plastik HDPE 2.3 Perajangan
Dari hasil identifikasi bahan-bahan produk plastik (PP, PET,dan HDPE) yang dapat di daur kemudian dirajang menjadi kecil-kecil atau serpihan ukuran 3x3 mm agar dapat dilebur dan dicetak menjadi sampel uji seperti gambar 2.
a. Bahan PP c. Bahan PET
c. Bahan HDPE Gambar 2. Hasil Perajangan Plastik

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 75
2.4 Pembuatan Cetakan kepala palu
Cetakan plastik (mold) dibuat dari bahan baja khusus untuk cetak plastik karena pada proses pencetakan ada perpindahan panas dari cairan plastik ke cetakan, dalam pembuatan cetakan diperlukan proses pemesinan yaitu frais dan bubut, hal ini bisa dilakukan di bengkel mesin Polines
Gambar. 3 Cetakan kepala palu plastik 2.5 Pencetakan Sampel Uji
Melakukan pencetakan sampel uji kepala palu dengan alat cetak tekan panas sebanyak 8 sampel uji yang baik untuk masing-masing jenis bahan plastik daur ulang dari PP, PET dan HDPE.
Gambar 4. Hasil pencetakan kepala palu plastik bahan PP
Gambar 5. Hasil pencetakan kepala palu plastik bahan PET
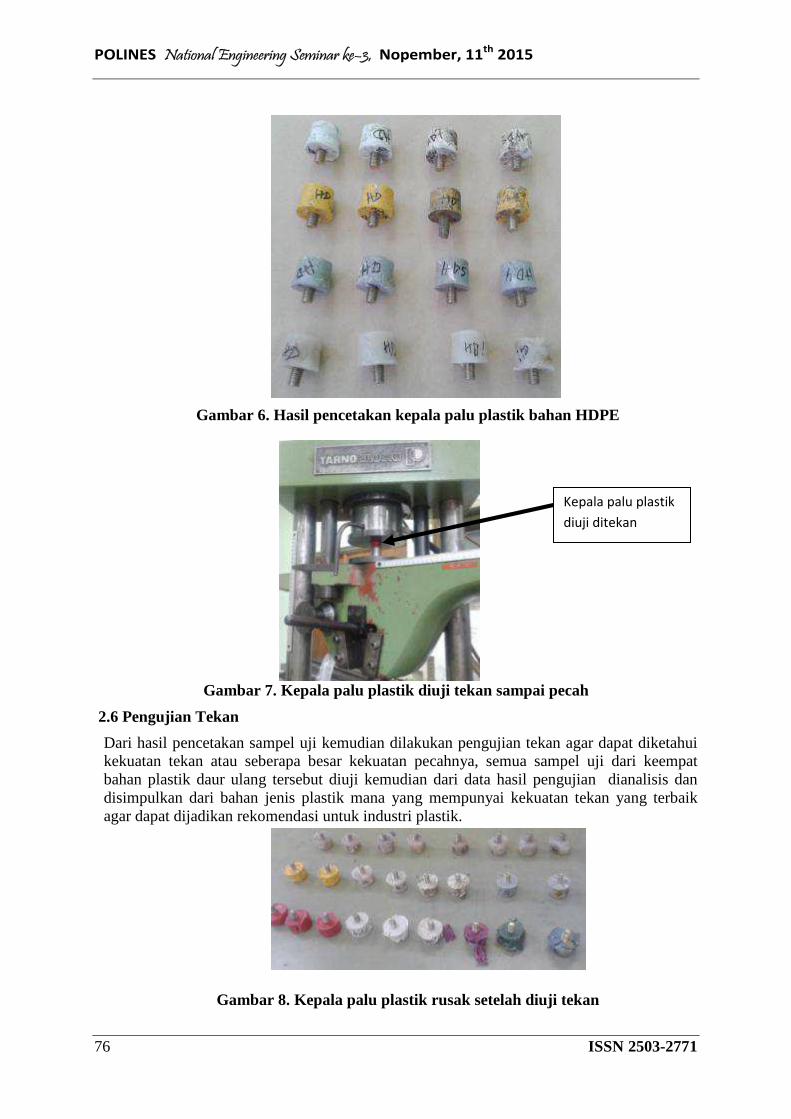
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
76 ISSN 2503-2771
Gambar 6. Hasil pencetakan kepala palu plastik bahan HDPE
Gambar 7. Kepala palu plastik diuji tekan sampai pecah
2.6 Pengujian Tekan
Dari hasil pencetakan sampel uji kemudian dilakukan pengujian tekan agar dapat diketahui kekuatan tekan atau seberapa besar kekuatan pecahnya, semua sampel uji dari keempat bahan plastik daur ulang tersebut diuji kemudian dari data hasil pengujian dianalisis dan disimpulkan dari bahan jenis plastik mana yang mempunyai kekuatan tekan yang terbaik agar dapat dijadikan rekomendasi untuk industri plastik.
Gambar 8. Kepala palu plastik rusak setelah diuji tekan
Kepala palu plastik
diuji ditekan
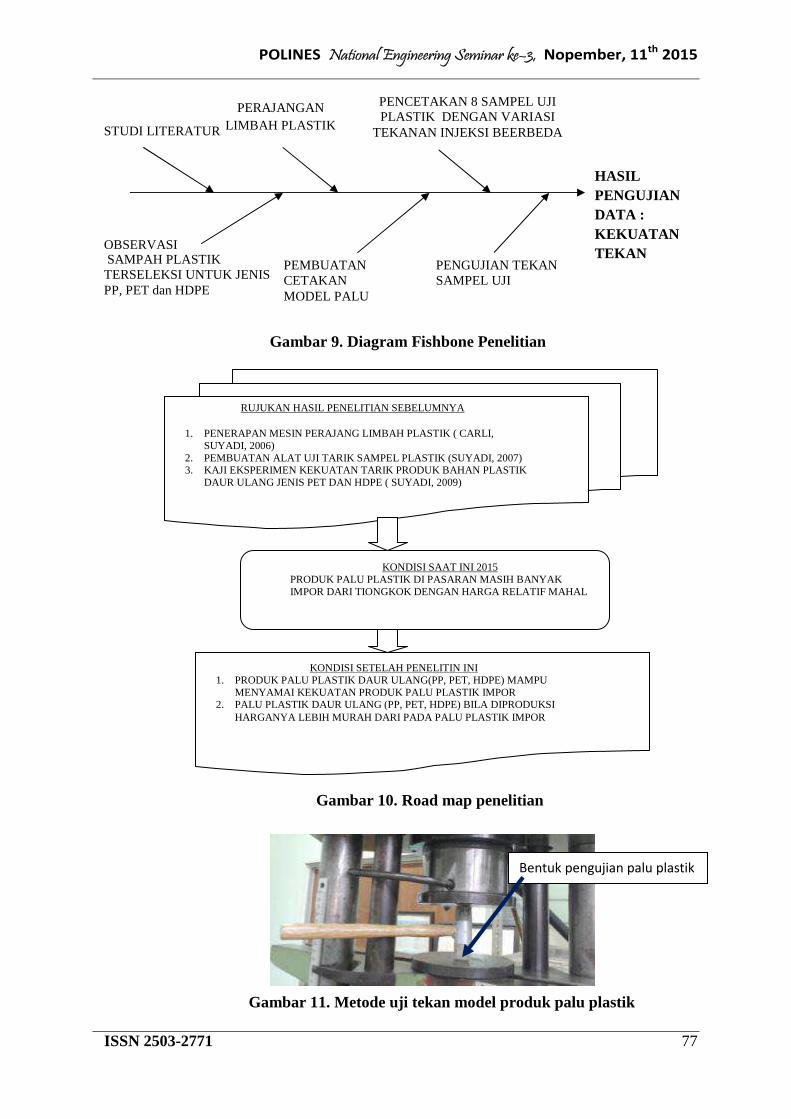
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 77
PEMBUATAN CETAKAN MODEL PALU
PERAJANGAN LIMBAH PLASTIK STUDI LITERATUR
OBSERVASI SAMPAH PLASTIK TERSELEKSI UNTUK JENIS PP, PET dan HDPE
PENCETAKAN 8 SAMPEL UJI PLASTIK DENGAN VARIASI
TEKANAN INJEKSI BEERBEDA
PENGUJIAN TEKAN SAMPEL UJI PLASTIK
HASIL PENGUJIAN DATA : KEKUATAN TEKAN
Gambar 9. Diagram Fishbone Penelitian
Gambar 10. Road map penelitian
Gambar 11. Metode uji tekan model produk palu plastik
KONDISI SETELAH PENELITIN INI 1. PRODUK PALU PLASTIK DAUR ULANG(PP, PET, HDPE) MAMPU
MENYAMAI KEKUATAN PRODUK PALU PLASTIK IMPOR 2. PALU PLASTIK DAUR ULANG (PP, PET, HDPE) BILA DIPRODUKSI
HARGANYA LEBIH MURAH DARI PADA PALU PLASTIK IMPOR
KONDISI SAAT INI 2015 PRODUK PALU PLASTIK DI PASARAN MASIH BANYAK IMPOR DARI TIONGKOK DENGAN HARGA RELATIF MAHAL
RUJUKAN HASIL PENELITIAN SEBELUMNYA
1. PENERAPAN MESIN PERAJANG LIMBAH PLASTIK ( CARLI, SUYADI, 2006)
2. PEMBUATAN ALAT UJI TARIK SAMPEL PLASTIK (SUYADI, 2007) 3. KAJI EKSPERIMEN KEKUATAN TARIK PRODUK BAHAN PLASTIK
DAUR ULANG JENIS PET DAN HDPE ( SUYADI, 2009)
Bentuk pengujian palu plastik

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
78 ISSN 2503-2771
Gambar 12. Palu plastik produk industri yang diuji tekan
Gambar 13. Palu plastik hasil penelitian
III. HASIL DAN PEMBAHASAN
Umumnya palu yang kita kenal selama ini adalah dari baja dan keras, kenyataannya dalam dunia teknik tidak hanya palu baja yang keras saja yang kita perlukan adakalanya pekerjaan keteknikan mesin tertentu seperti bengkel kenteng ( car body repair) maupun pada teteknikan sipil tertentu seperti pemasangan tegel lantai dan keteknikan kayu selalu menggunakan palu lunak seperti palu plastik, palu karet, dan palu kayu. Pada penelitian ini membahas hasil kekuatan tekan model produk palu plastik yang dibuat dari daur ulang limbah plastik dari jenis PP, PET, dan HDPE yang dibandingkan dengan produk palu plastik dari industri. Ketiga jenis limbah bahan plastik daur ulang ini yang paling sering kita jumpai. 3.1 Hasil Pengujian Kekeuatan Tekan Produk Palu Plastik Buatan Industri
Tabel 1. Hasil kekuatan Tekan Produk Palu Plastik Buatan Industri No. F [N] A [mm2] σ [N/mm2] 1 12000 314 38,2 2 13400 314 42,7 3 13600 314 43,3 4 11500 314 36,6 5 13400 314 42,7 6 14700 314 46,8 7 13400 314 42,7 8 13600 314 43,3
Kekuatan tekan rata-rata 42,03 Berdasarkan hasil pengujian kekuatan tekan delapan sampel uji palu plastik buatan industri menghasilkan kekuatan tegangan tekan rata-rata σ = 42 N/mm2 dengan konsisten hasil penyimpangan 5,5 % sebagaimana dapat dilihat pada gambar 14.

POLINES
ISSN 2503-2771
Gambar 14. Hasil kekuatan tekan rata
3.2 Hasil Pengujian Kekeuatan Tekan Model Produk Palu Plastik PP
Tabel 2. Hasil kekuatan Tekan Model Produk Palu Plastik PPNo. F [N] 1 18500 2 22000 3 22300 4 20000 5 21200 6 20300 7 18000 8 18500
Kekuatan tekan rata Berdasarkan hasil pengujian kekuatan tekan delapan sampel uji palu plastik daur P01P menghasilkan kekuatan tegangan tekan ratapenyimpangan 6,7 % sebagaimana dapat dilihat pada gambar 15.
Gambar 15. Hasil kekuatan tekan rata 3.3 Hasil Pengujian Kekeuatan Tekan Model Produk Palu Plastik PET
Tabel 3. Hasil kekuatan Tekan Model Produk Palu Plastik PETNo. F [N] 1 16400 2 17000 3 17500 4 15000 5 16200 6 15500 7 14000 8 19300
Kekuatan tekan rata
POLINES National Engineering Seminar ke–3, Nopember, 11
Gambar 14. Hasil kekuatan tekan rata-rata palu plastik buatan industri
3.2 Hasil Pengujian Kekeuatan Tekan Model Produk Palu Plastik PP
Tabel 2. Hasil kekuatan Tekan Model Produk Palu Plastik PP A [mm2] σ [N/mm2]
491 37,7 491 44,8 491 45,5 491 40,8 491 43,2 491 41,4 491 36,7 491 37,7
Kekuatan tekan rata-rata 41,00
Berdasarkan hasil pengujian kekuatan tekan delapan sampel uji palu plastik daur P menghasilkan kekuatan tegangan tekan rata-rata σ = 41 N/mm2 dengan konsisten hasil
penyimpangan 6,7 % sebagaimana dapat dilihat pada gambar 15.
Gambar 15. Hasil kekuatan tekan rata-rata palu plastik bahan PP
Kekeuatan Tekan Model Produk Palu Plastik PET
Tabel 3. Hasil kekuatan Tekan Model Produk Palu Plastik PET A [mm2] σ [N/mm2]
491 33,4 491 34,6 491 35,7 491 30,6 491 33,0 491 31,6 491 28,5 491 39,3
Kekuatan tekan rata-rata 33,35
Nopember, 11th
2015
79
rata palu plastik buatan industri
Berdasarkan hasil pengujian kekuatan tekan delapan sampel uji palu plastik daur ulang bahan dengan konsisten hasil
rata palu plastik bahan PP
Kekeuatan Tekan Model Produk Palu Plastik PET
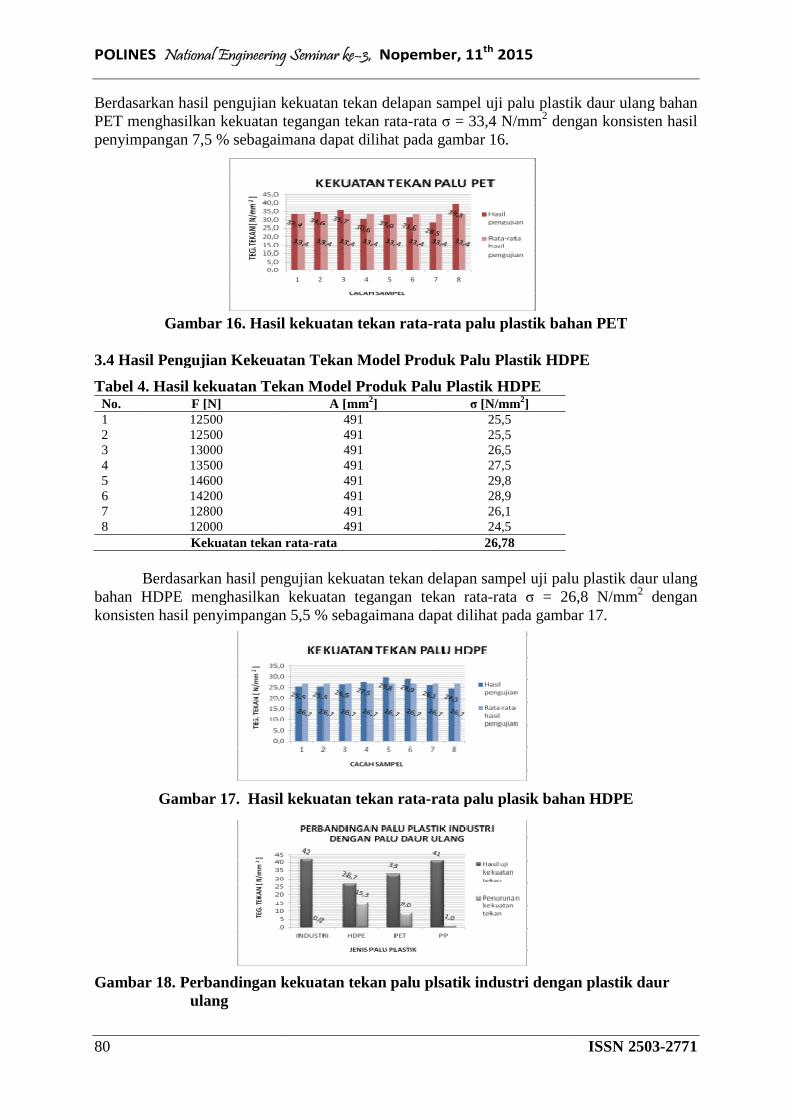
POLINES National Engineering Seminar ke
80
Berdasarkan hasil pengujian kekuatan tekan delapan sampel uji palu plastik daur ulang bahan PET menghasilkan kekuatan tegangan tekan ratapenyimpangan 7,5 % sebagaimana dapat dilihat pada gambar 16.
Gambar 16. Hasil kekuatan tekan rata 3.4 Hasil Pengujian Kekeuatan Tekan Model Produk Palu Plastik HDPE
Tabel 4. Hasil kekuatan TekaNo. F [N] 1 12500 2 12500 3 13000 4 13500 5 14600 6 14200 7 12800 8 12000
Kekuatan tekan rata
Berdasarkan hasil pengujian kekuatan tekan delapan sampel uji palu plastik daur ulang bahan HDPE menghasilkan kekuatan tegangan tekan ratakonsisten hasil penyimpangan 5,5 % sebagaiman
Gambar 17. Hasil ke
Gambar 18. Perbandingan kekuatan tekan palu plsatik industri dengan plastik daur ulang
National Engineering Seminar ke–3, Nopember, 11th
2015
Berdasarkan hasil pengujian kekuatan tekan delapan sampel uji palu plastik daur ulang bahan PET menghasilkan kekuatan tegangan tekan rata-rata σ = 33,4 N/mm2 dengan konsisten hasil penyimpangan 7,5 % sebagaimana dapat dilihat pada gambar 16.
Gambar 16. Hasil kekuatan tekan rata-rata palu plastik bahan PET
3.4 Hasil Pengujian Kekeuatan Tekan Model Produk Palu Plastik HDPE
Tabel 4. Hasil kekuatan Tekan Model Produk Palu Plastik HDPE A [mm2] σ [N/mm2]
491 25,5 491 25,5 491 26,5 491 27,5 491 29,8 491 28,9 491 26,1 491 24,5
Kekuatan tekan rata-rata 26,78
pengujian kekuatan tekan delapan sampel uji palu plastik daur ulang bahan HDPE menghasilkan kekuatan tegangan tekan rata-rata σ = 26,8 N/mmkonsisten hasil penyimpangan 5,5 % sebagaimana dapat dilihat pada gambar 17.
Gambar 17. Hasil kekuatan tekan rata-rata palu plasik bahan HDPE
Gambar 18. Perbandingan kekuatan tekan palu plsatik industri dengan plastik daur
ISSN 2503-2771
Berdasarkan hasil pengujian kekuatan tekan delapan sampel uji palu plastik daur ulang bahan dengan konsisten hasil
rata palu plastik bahan PET
3.4 Hasil Pengujian Kekeuatan Tekan Model Produk Palu Plastik HDPE
pengujian kekuatan tekan delapan sampel uji palu plastik daur ulang σ = 26,8 N/mm2 dengan
a dapat dilihat pada gambar 17.
rata palu plasik bahan HDPE
Gambar 18. Perbandingan kekuatan tekan palu plsatik industri dengan plastik daur

POLINES
ISSN 2503-2771
Gambar 19. Prosentase penurunan kekuatan tekan palu plastik plastik daur ulang terhadap palu plastik buatan industri.
3.5 Pembahasan Hasil Penelitian
Berdasarkan data hasil penelitian pencetakan model kepala palu plastik dari bahan daur ulang jenis bahan PP, PET, maupun HDPE semuanya kekuatan tekannnya tidak bisa menyamai atau melebihi kekuatan palu plastik produk industri. Untuk palu plastik daur ulang dari bahan HDPE kekuatan tekan yang dihasilkan 26,7 N/mmGambar 18.) daripada kekuatan palu plastik produk industri yang mempunyai kekuatan 42 N/mm2, Jadi kekuatan palu plastik daur ulang dari bahan HDPE lebih rendah 36,4 % dari kekuatan palu plastik produk industri (lihat gambar 19.).
Untuk kepala palu plastik daur ula33,4 N/mm2 lebih rendah 9 N/mmindustri yang mempunyai kekuatan 42 N/mmbahan PET lebih rendah 21,4 % dari k
Untuk kepala palu plastik daur ulang dari bahan PP kekuatan tekan yang dihasilkan 41 N/mm2 lebih rendah 1 N/mmyang mempunyai kekuatan 42 N/mmlebih rendah 2,4 % dari kekuatan palu plastik produk industri (lihat gambar 19.).
Dengan demikian berdasarkan hasil pengujian kekuatan palu plastik daur ulang ketiga jenis bahan plastik yaitu HDPproduk industri, namun yang hampir mampu menyamai kekuatan palu plastik produk industri adalah palu plastik bahan daur ulang jenis PP hanya beda 1 N/mm2 (2,4 %) dari kekuatan palu plastik produk industri.
Berdasarkan hasil pengujian kekuatan tekan kepala palu plastik berbahan plastik daur ulang yang mempunya kekutan tekan terendah adalah kepala palu plastik dari bahan daur ulang jenis HDPE dengan kekuatan tekan 26,7 N/mmpalu plastik produk industri 42 N/mmpalu plastik dari daur ulang mulai tertinggi yaitu sebagai berikut : 1) Kepala palu plastik berbahan PP sebesar 41 N/mm2. 2) Kepala palu plastik berbahan PET s3) Kepala palu plastik berbahan HDPE sebesar 26,4 N/mm
Berdasarkan data gaya tekan dari hasil pengujian tekan kepala palu plastik bahan PP mempunyai gaya tekan rata-rata 20000 N setara 2000 kgf, untuk data gaya tekan dari hasil pengujian tekan kepala palu plastik bahan PET mempunyai gaya tekan ratasetara 1600 kg, dan untuk data tekan dari hasil pengujian tekan kepala palu plastik bahan HDPE mempunyai gaya tekan rataplastik berbahan plastik daur ulang lebih rendah dari kekuatan kepala palu plastik produk industri tetapi secara fungsi penggunaannya ada sebagai pemukul dengan gaya pukul sekitar 25 kgf, maka kepala palu plastik dari bahan daur ulang masih aman digunakanmemukul benda objek karena gaya tekan palu ini mencapai 1300 Kgf.
POLINES National Engineering Seminar ke–3, Nopember, 11
Gambar 19. Prosentase penurunan kekuatan tekan palu plastik plastik daur ulang terhadap palu plastik buatan industri.
3.5 Pembahasan Hasil Penelitian
Berdasarkan data hasil penelitian pencetakan model kepala palu plastik dari bahan bahan PP, PET, maupun HDPE semuanya kekuatan tekannnya tidak bisa
menyamai atau melebihi kekuatan palu plastik produk industri. Untuk palu plastik daur ulang dari bahan HDPE kekuatan tekan yang dihasilkan 26,7 N/mm2 lebih rendah 15,3 N/mm
8.) daripada kekuatan palu plastik produk industri yang mempunyai kekuatan 42 , Jadi kekuatan palu plastik daur ulang dari bahan HDPE lebih rendah 36,4 % dari
kekuatan palu plastik produk industri (lihat gambar 19.). Untuk kepala palu plastik daur ulang dari bahan PET kekuatan tekan yang dihasilkan
lebih rendah 9 N/mm2 (lihat Gambar 18.) dari kekuatan palu plastik produk industri yang mempunyai kekuatan 42 N/mm2, Jadi kekuatan palu plastik daur ulang dari bahan PET lebih rendah 21,4 % dari kekuatan palu plastik produk industri (lihat gambar 19.).
Untuk kepala palu plastik daur ulang dari bahan PP kekuatan tekan yang dihasilkan 41 lebih rendah 1 N/mm2 (lihat Gambar 18.) dari kekuatan palu plastik produk industri
2 N/mm2, Jadi kekuatan palu plastik daur ulang dari bahan PP lebih rendah 2,4 % dari kekuatan palu plastik produk industri (lihat gambar 19.).
Dengan demikian berdasarkan hasil pengujian kekuatan palu plastik daur ulang ketiga jenis bahan plastik yaitu HDPE, PET, dan PP tidak mampu menyamai kekuatan palu plastik produk industri, namun yang hampir mampu menyamai kekuatan palu plastik produk industri adalah palu plastik bahan daur ulang jenis PP hanya beda 1 N/mm2 (2,4 %) dari kekuatan
Berdasarkan hasil pengujian kekuatan tekan kepala palu plastik berbahan plastik daur ulang yang mempunya kekutan tekan terendah adalah kepala palu plastik dari bahan daur ulang jenis HDPE dengan kekuatan tekan 26,7 N/mm2 (lebih rendah 36,4 % dari palu plastik produk industri 42 N/mm2). Secara keseluruhan urutan kekuatan tekan kepala palu plastik dari daur ulang mulai tertinggi yaitu sebagai berikut : 1) Kepala palu plastik berbahan PP sebesar 41 N/mm2. 2) Kepala palu plastik berbahan PET sebesar 3 N/mm3) Kepala palu plastik berbahan HDPE sebesar 26,4 N/mm2.
Berdasarkan data gaya tekan dari hasil pengujian tekan kepala palu plastik bahan PP rata 20000 N setara 2000 kgf, untuk data gaya tekan dari hasil
ian tekan kepala palu plastik bahan PET mempunyai gaya tekan ratasetara 1600 kg, dan untuk data tekan dari hasil pengujian tekan kepala palu plastik bahan HDPE mempunyai gaya tekan rata-rata 13000 setara 130 kgf. Meskipun kekuatan kepala paluplastik berbahan plastik daur ulang lebih rendah dari kekuatan kepala palu plastik produk industri tetapi secara fungsi penggunaannya ada sebagai pemukul dengan gaya pukul sekitar 25 kgf, maka kepala palu plastik dari bahan daur ulang masih aman digunakanmemukul benda objek karena gaya tekan palu ini mencapai 1300 Kgf.
Nopember, 11th
2015
81
Gambar 19. Prosentase penurunan kekuatan tekan palu plastik plastik daur ulang
Berdasarkan data hasil penelitian pencetakan model kepala palu plastik dari bahan bahan PP, PET, maupun HDPE semuanya kekuatan tekannnya tidak bisa
menyamai atau melebihi kekuatan palu plastik produk industri. Untuk palu plastik daur ulang lebih rendah 15,3 N/mm2 (lihat
8.) daripada kekuatan palu plastik produk industri yang mempunyai kekuatan 42 , Jadi kekuatan palu plastik daur ulang dari bahan HDPE lebih rendah 36,4 % dari
ng dari bahan PET kekuatan tekan yang dihasilkan (lihat Gambar 18.) dari kekuatan palu plastik produk
, Jadi kekuatan palu plastik daur ulang dari ekuatan palu plastik produk industri (lihat gambar 19.).
Untuk kepala palu plastik daur ulang dari bahan PP kekuatan tekan yang dihasilkan 41 (lihat Gambar 18.) dari kekuatan palu plastik produk industri
, Jadi kekuatan palu plastik daur ulang dari bahan PP lebih rendah 2,4 % dari kekuatan palu plastik produk industri (lihat gambar 19.).
Dengan demikian berdasarkan hasil pengujian kekuatan palu plastik daur ulang ketiga E, PET, dan PP tidak mampu menyamai kekuatan palu plastik
produk industri, namun yang hampir mampu menyamai kekuatan palu plastik produk industri adalah palu plastik bahan daur ulang jenis PP hanya beda 1 N/mm2 (2,4 %) dari kekuatan
Berdasarkan hasil pengujian kekuatan tekan kepala palu plastik berbahan plastik daur ulang yang mempunya kekutan tekan terendah adalah kepala palu plastik dari bahan daur
(lebih rendah 36,4 % dari kekuatan ). Secara keseluruhan urutan kekuatan tekan kepala
palu plastik dari daur ulang mulai tertinggi yaitu sebagai berikut : 1) Kepala palu plastik ebesar 3 N/mm2. dan
Berdasarkan data gaya tekan dari hasil pengujian tekan kepala palu plastik bahan PP rata 20000 N setara 2000 kgf, untuk data gaya tekan dari hasil
ian tekan kepala palu plastik bahan PET mempunyai gaya tekan rata-rata 16000 N setara 1600 kg, dan untuk data tekan dari hasil pengujian tekan kepala palu plastik bahan
rata 13000 setara 130 kgf. Meskipun kekuatan kepala palu plastik berbahan plastik daur ulang lebih rendah dari kekuatan kepala palu plastik produk industri tetapi secara fungsi penggunaannya ada sebagai pemukul dengan gaya pukul sekitar 25 kgf, maka kepala palu plastik dari bahan daur ulang masih aman digunakan untuk
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
82 ISSN 2503-2771
IV. KESIMPULAN
Pada penelitian ini menghasilkan kekuatan tekan maksimal kepala palu plastik yang dibuat dari bahan daur ulang limbah plastik dari jenis PP (polyprophylene), PET (Polyethylene Terephthalate) , dan HDPE (Hight Density Polyethyline) yang dibandingkan dengan produk palu plastik dari industri dengan kesimpulan sebagai berikut :
1. Hasil pengujian kekuatan kepala palu plastik produk industri σ = 42 N/mm2. 2. Hasil pengujian kekuatan kepala palu plastik daur ulang PP σ = 41 N/mm2 (kekuatan
lebih rendah 2,4% dari palu plastik produk industri) 3. Hasil pengujian kekuatan kepala palu plastik daur ulang PET σ = 33,4 N/mm2
(kekuatan lebih rendah 21,4 % dari palu plastik produk industri) 4. Hasil pengujian kekuatan kepala palu plastik daur ulang HDPE σ = 24,6 N/mm2
(kekuatan lebih rendah 36,4 % dari palu plastik produk industri) 5. Secara keseluruhan kepala palu plastik dari bahan daur ulang jenis PP, PET, dan
HDPE masih aman digunakan untuk memukul objek dengan rata-rata gaya pemukul F = 250 N atau 25 kgf karena gaya tekan hasil pengujian terendah yaitu bahan HDPE sebesar F = 13000 N atau 1300 kgf.
V. DAFTAR PUSTAKA
[1] Carli, dkk, 2006, Penerapan Mesin Perajang Limbah Plastik Botol Minuman Untuk Meningkatkan Produktivitas Dan Kualitas Produk Pada Ukm Pengolah Limbah Plastik Menjadi Siap Olah, Prgram TTG, Depdiknas Jateng.
[2] Meriam, JL , 1993, Mekanika Teknik Dinamika, Erlangga, Jakarta. [3] Suyadi, dkk, 2007, Pembuatan Alat Uji Tarik Sampel Plastik Sistem Pneumatik Dengan
Memanfaatkan MikrokontrolerUntuk Diversivikasi Pengujian Destruktif Non Metal, Penelitian Dosen Muda, Dikti Jakarta.
[4] Suyadi, dkk, 2009, Kaji Eksperimen Kekuatan Tarik Produk-produk Berbahan Plastik Daur ulang, Penelitian Hibah Bersaing, Dikti Jakarta.
[5] Taufiq Rochim, 1995, Teori Dan Teknologi Prsoses Pemesinan, Bandung, ITB. [6] ------------- 2003, Hasil Studi Eksplorasi Pada Industri Pengolah Limbah Sampah
Plastik di Semarang, Ungaran dan Kendal. [7] http://en.wikipedia.org/wiki/Polyethylene_terephthalate

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 83
PENGARUH TEKANAN VAKUM TERHADAP POROSITAS DAN KEKERASAN PADA PADUAN ALUMINIUM ADC12
PRODUK DIE CASTING Paryono, Akhmad Supriyadi, LY Sutadi, Suryanto
Program Studi Teknik Mesin, Jurusan Teknik Mesin, Politeknik Negeri Semarang Jl. Prof. H. Sudarto, SH., Tembalang, Semarang 50275
*Email: [email protected]
Abstrak
Perkembangan industri otomotif di Indonesia yang luar biasa peningkatannya khususnya sepeda motor, Hal ini merupakan peluang yang luar biasa bagi industri pengercoran aluminium untuk dapat menyediakan komponen sepeda motor tersebut. IKM pengecoran belum mampu untuk memenuhi persyaratan teknis, sehinggaIKM belum berani untuk ambil bagian dalam peluang ini. Tujuan penelitian ini adalah untuk meneliti pengaruh tekanan vakum terhadap porositas, dan sifat mekanik hasil pengecoran. Sasaran khusus penelitian ini adalah agar IKM dapat meningkatkan kualitas hasil coran khususnya dalam menurunkan porositas dan meningkatkan sifat mekanik dengan cara mengubah dari cetakan pasir (yang selama ini digunakan) ke pengecoran dengan cetakan logam (sistem gravitasi) ditambah dengan sistem vakum.Metode penelitian ini adalah: pemilihan bahan, pembuatan cetakan logam sistem vakum, pengecoran, pembuatan spesimen, pengujian porositas, pengujian sifat mekanis (kekerasan). Dilanjutkan dengan pengambilan data dan analisis data. Variabel penelitian ini meliputi variabel tetap yaitu temperatur tuang 7000C, dan variabel tidak tetap yaitu tekanan vakum yaitu: -250mbar, -350mbar, dan -400 mbar.Kekerasan rata-rata benda tuang hasil pengecoran dengan sistem vacuum gravity die casting didapat sebesar 54,33 HRB, dan tingkat porositas sebesar 0,2097%. Dengan demikian ada peningkatan kekuatan mekanis dan penurunan porositas yang sangat signifikan jika dibandingkan dengan penuangan sistem squeeze die casting yang menghasilkan porositas sebesar 1,0820%.
Kata Kunci: vacuum gravity die casting, porositas, tekanan vakum
I. PENDAHULUAN
Perkembangan industri sepeda motor di Indonesia pada beberapa tahun terakhir ini berkembang sangat pesat, KondisiinimerupakanpeluangbesarbagiparapelakuIndustri Kecil Menengah (IKM) di bidangpengecoran yang banyakterdapat di Juwana, Pati, Jawa Tengah, untuk mencoba membuat produk baru yang tidak seperti biasanya, karena selama ini Industri Kecil Menengah (IKM) pengecoran aluminum, di daerah Yuwana, Pati dan sekitarnya hanya memproduksi barang-barang yang yang nilai tekniknya rendah dan lebih cenderung ke arah seni / hiasan seperti topeng, buah-buahan, dll.
Tujuan dari penelitian ini adalah:Meneliti pengaruh tekanan kevakuman terhadap porositas dan sifat mekanik dengan menggunakan Gravity Die Casting, membandingkan porositas dan sifat mekanik hasil pengecoran Cetakan logam (gravity die casting) dengan porositas dan sifat mekanik hasil pengecoran dengan menggunakan VacuumGravity Die Casting.
1.1 Cetakan Permanen Sistem Vakum( Vacuum Gravity Die Casting)
Pengecoran cetakan permanen dengan penambahan vakum dapat mempertahankan semua keuntungan yang ada pengecoran tekanan rendah cetakan permanen, ditambah gas yang terlarut dalam logam cair diminimalkan dan kebersihan logam cair lebih baik. Proses ini dapat menangani profil berdinding tipis dan memberikan permukaan akhir yang sangat baik. Sifat mekanik biasanya 10 sampai 15% lebih baik dari pengecoran gravitasi cetakan permanen. Proses ini terbatas dalam berat 0,2 sampai 5 kg.
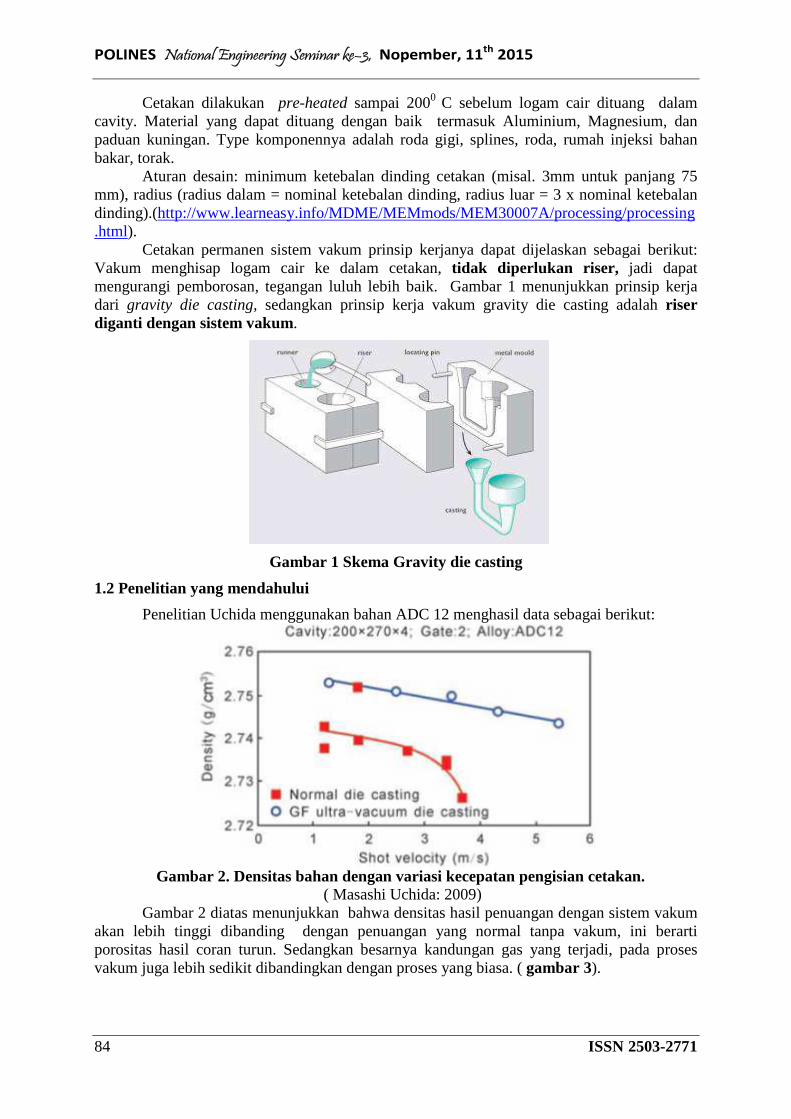
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
84 ISSN 2503-2771
Cetakan dilakukan pre-heated sampai 2000 C sebelum logam cair dituang dalam cavity. Material yang dapat dituang dengan baik termasuk Aluminium, Magnesium, dan paduan kuningan. Type komponennya adalah roda gigi, splines, roda, rumah injeksi bahan bakar, torak. Aturan desain: minimum ketebalan dinding cetakan (misal. 3mm untuk panjang 75 mm), radius (radius dalam = nominal ketebalan dinding, radius luar = 3 x nominal ketebalan dinding).(http://www.learneasy.info/MDME/MEMmods/MEM30007A/processing/processing.html). Cetakan permanen sistem vakum prinsip kerjanya dapat dijelaskan sebagai berikut: Vakum menghisap logam cair ke dalam cetakan, tidak diperlukan riser, jadi dapat mengurangi pemborosan, tegangan luluh lebih baik. Gambar 1 menunjukkan prinsip kerja dari gravity die casting, sedangkan prinsip kerja vakum gravity die casting adalah riser diganti dengan sistem vakum.
Gambar 1 Skema Gravity die casting
1.2 Penelitian yang mendahului
Penelitian Uchida menggunakan bahan ADC 12 menghasil data sebagai berikut:
Gambar 2. Densitas bahan dengan variasi kecepatan pengisian cetakan.
( Masashi Uchida: 2009) Gambar 2 diatas menunjukkan bahwa densitas hasil penuangan dengan sistem vakum akan lebih tinggi dibanding dengan penuangan yang normal tanpa vakum, ini berarti porositas hasil coran turun. Sedangkan besarnya kandungan gas yang terjadi, pada proses vakum juga lebih sedikit dibandingkan dengan proses yang biasa. ( gambar 3).
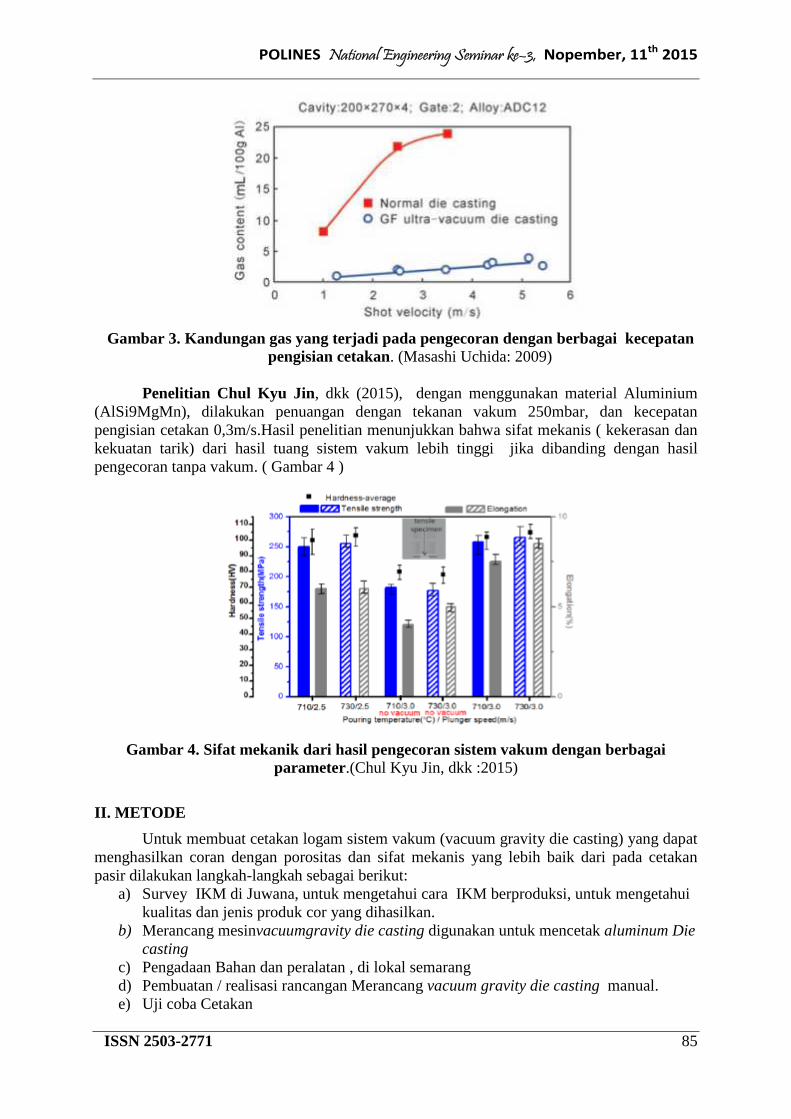
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 85
Gambar 3. Kandungan gas yang terjadi pada pengecoran dengan berbagai kecepatan pengisian cetakan. (Masashi Uchida: 2009)
Penelitian Chul Kyu Jin, dkk (2015), dengan menggunakan material Aluminium (AlSi9MgMn), dilakukan penuangan dengan tekanan vakum 250mbar, dan kecepatan pengisian cetakan 0,3m/s.Hasil penelitian menunjukkan bahwa sifat mekanis ( kekerasan dan kekuatan tarik) dari hasil tuang sistem vakum lebih tinggi jika dibanding dengan hasil pengecoran tanpa vakum. ( Gambar 4 )
Gambar 4. Sifat mekanik dari hasil pengecoran sistem vakum dengan berbagai parameter.(Chul Kyu Jin, dkk :2015)
II. METODE
Untuk membuat cetakan logam sistem vakum (vacuum gravity die casting) yang dapat menghasilkan coran dengan porositas dan sifat mekanis yang lebih baik dari pada cetakan pasir dilakukan langkah-langkah sebagai berikut:
a) Survey IKM di Juwana, untuk mengetahui cara IKM berproduksi, untuk mengetahui kualitas dan jenis produk cor yang dihasilkan.
b) Merancang mesinvacuumgravity die casting digunakan untuk mencetak aluminum Die casting
c) Pengadaan Bahan dan peralatan , di lokal semarang d) Pembuatan / realisasi rancangan Merancang vacuum gravity die casting manual. e) Uji coba Cetakan

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
86 ISSN 2503-2771
f) Pembuatan spesimen uji g) Pengujian spesimen: uji porositas/densitas, uji kekerasan
Bahan penelitian adalah : Paduan aluminium ADC12, dengan komposisi kimia: Al Si Cu Mg Zn Bal. 12,7 1,9 0.122 5,2
Peralatan penelitian, meliputi peralatan untuk pembuatan Cetakan dan peralatan untuk pengujian produk/spesimen hasil pengecoran. Peralatan untuk pembuatan cetakan adalah mesin –mesin perkakas ( bubut, Milling, Bor,mesin CNC milling, dan mesin las). Peralatan untuk pengujian adalah: Mesin uji kekerasan, timbangan digital, (pengujian porositas), dan dapur listrik. Variabel penelitian meliputi temperatur tuang (pencairan ingot) dibuat tetap yaitu 7000 C, sedangkan variabel tidak tetap : tekanan vakum: -250 mbar, -350 mbar, dan -400 mbar edangkan temperatur cetakan : 200, derajat celcius.
III.HASIL DAN PEMBAHASAN
3.1 Peralatan Penelitian
Peralatan penelitian yang berhasil dibuat adalah alat cetak gravity die casting sistem vakum sederhana, alat ini dapat digunakan untuk mencetak spesimen dalam bentuk yang dikehendaki dengan cara mengganti cetakan yang digunakan. Bentuk peralatan tersebut seperti ditunjukkan pada gambar 5 dibawah ini.
Gambar 5. Alat Cetak Gravity Die Casting Sistem Vakum
Pada penelitian ini cetakan yang digunakan adalah cetakan untuk membentuk benda
spesimen berupa handel rem sepeda motor, hal ini dimaksudkan untuk mendekati bentuk komponen sepeda motor, bentuk spesimen seperti pada gambar 6 dibawah ini.
Gambar 6. Spesimen benda uji berbentuk handel rem sepeda motor

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 87
3.2. Pengujian Kekerasan
Hasil pengujian kekerasan selanjutnya disusun seperti pada tabel 1 di bawah ini.
Tabel 1 Data hasil Pengujian Kekerasan pengaruh tekanan Vakum
No. Tekanan Vakum
Kekerasan posisi 1 (HRB)
Kekerasan posisi 2 (HRB)
Kekerasan posisi 3 (HRB)
Kekerasan Rata-rata
1 -250 mbar a. b.
41 45
51 49
51 55
47,67 49,67
2 -300 mbar a. b.
45 45
49,5 55
55 56,5
49,83 52,17
3 -400 mbar a. b.
56 51
56,5 55,5
45 56,5
52,33 54,33
Hasil penelitian ini menunjukkan bahwa kekuatan mekanik (kekerasan) coran ADC12
dengan sistem Vacuum gravity die castingterpengaruh besarnya tekanan vakum, hal ini dibuktikan pada tekanan vakum -250mbar, kekerasan benda 49,67 HRB, sedangkan pada tekanan vakum -400mbar kekerasan benda mencapai 54,33 HRB.
3.3. Hasil Pengujian Porositas
Hasil pengujian porositas pada spesimen disusun seperti pada Tabel 2. dibawah ini.
Tabel 2 Data hasil pengujian porositas pengaruh tekanan vakum
No Tekanan vakum
Volume spesimen
(cm3)
Massa spesimen
(gr)
ρm, gr/ cm3
ρth,
gr/ cm3 Porositas
%
Porositas rata-rata
% 1 -250 mbar 1,8128
0,8935 4,9720 2,4507
2,7427 2,7428
2,7500 2,7500
0,2655 0,2618
0,2637
2 -300 mbar 1,2987 1,2342
3,5632 3,3870
2,7437 2,7443
2,7500 2,7500
0,2291 0,2073
0,2182
3 -400 mbar 1,680 0,8464
4,6167 2,3229
2,7474 2,7445
2,7500 2,7500
0,0945 0,2
0,1473
Porositas rata total 0,2097
Porositas pada pengecoran sistem Vacuum gravity die casting terpengaruh oleh besarnya tekanan vakum yang diberikan pada saat proses penuangan logam cair ke dalam cetakan, hal ini bisa dilihat pada tabel 2. Pada tekanan vakum -250mbar porositas yang terjadi 0,2637% sedangkan pada tekanan vakum -400mbar porositas yang terjadi sebesar 0,147%. Penurunan porositas berakibat pada naiknya kekerasan bahan, dari data ini dapat dikatakan bahwa Vacuum gravity die casting dapat digunakan untuk menurunkan porositas coran yang sekaligus akan meningkatkan sifat mekanik hasil coran. Perbandingan antara pengecoran dengan sistem cetakan logam gravity die casting dengan Vacuum gravity die casting terhadap porositas yang terjadi adalah bahwa pengecoran dengan Vacuum gravity die casting menghasilkan porositas yang jauh lebih rendah. Menurut Sri Harmanto, dkk (2014) bahwa porositas yang terjadi pada cetakan logam dengan sistem squeeze untuk bahan ADC 12 adalah sebesar 1,0820%, sedangkan dengan sistem Vacuum gravity die casting porositas rata-rata dapat mencapai 0,2097%. Penurunan porositas pada Vacuum gravity die casting diakibatkan bahwa udara pada rongga cetak ditarik keluar pada saat logam cair dituangkan, sehingga udara yang terjebak adalah sangat minim.
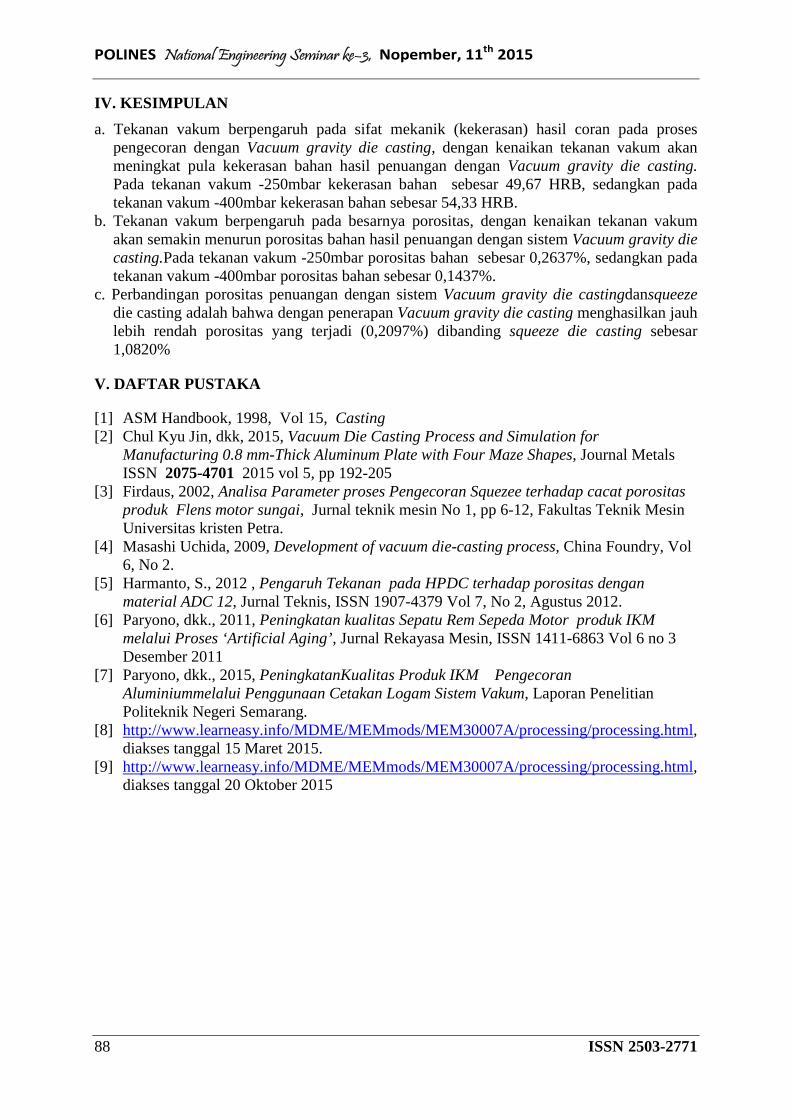
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
88 ISSN 2503-2771
IV. KESIMPULAN
a. Tekanan vakum berpengaruh pada sifat mekanik (kekerasan) hasil coran pada proses pengecoran dengan Vacuum gravity die casting, dengan kenaikan tekanan vakum akan meningkat pula kekerasan bahan hasil penuangan dengan Vacuum gravity die casting. Pada tekanan vakum -250mbar kekerasan bahan sebesar 49,67 HRB, sedangkan pada tekanan vakum -400mbar kekerasan bahan sebesar 54,33 HRB.
b. Tekanan vakum berpengaruh pada besarnya porositas, dengan kenaikan tekanan vakum akan semakin menurun porositas bahan hasil penuangan dengan sistem Vacuum gravity die casting.Pada tekanan vakum -250mbar porositas bahan sebesar 0,2637%, sedangkan pada tekanan vakum -400mbar porositas bahan sebesar 0,1437%.
c. Perbandingan porositas penuangan dengan sistem Vacuum gravity die castingdansqueeze die casting adalah bahwa dengan penerapan Vacuum gravity die casting menghasilkan jauh lebih rendah porositas yang terjadi (0,2097%) dibanding squeeze die casting sebesar 1,0820%
V. DAFTAR PUSTAKA
[1] ASM Handbook, 1998, Vol 15, Casting [2] Chul Kyu Jin, dkk, 2015, Vacuum Die Casting Process and Simulation for
Manufacturing 0.8 mm-Thick Aluminum Plate with Four Maze Shapes, Journal Metals ISSN 2075-4701 2015 vol 5, pp 192-205
[3] Firdaus, 2002, Analisa Parameter proses Pengecoran Squezee terhadap cacat porositas produk Flens motor sungai, Jurnal teknik mesin No 1, pp 6-12, Fakultas Teknik Mesin Universitas kristen Petra.
[4] Masashi Uchida, 2009, Development of vacuum die-casting process, China Foundry, Vol 6, No 2.
[5] Harmanto, S., 2012 , Pengaruh Tekanan pada HPDC terhadap porositas dengan material ADC 12, Jurnal Teknis, ISSN 1907-4379 Vol 7, No 2, Agustus 2012.
[6] Paryono, dkk., 2011, Peningkatan kualitas Sepatu Rem Sepeda Motor produk IKM melalui Proses ‘Artificial Aging’, Jurnal Rekayasa Mesin, ISSN 1411-6863 Vol 6 no 3 Desember 2011
[7] Paryono, dkk., 2015, PeningkatanKualitas Produk IKM Pengecoran Aluminiummelalui Penggunaan Cetakan Logam Sistem Vakum, Laporan Penelitian Politeknik Negeri Semarang.
[8] http://www.learneasy.info/MDME/MEMmods/MEM30007A/processing/processing.html, diakses tanggal 15 Maret 2015.
[9] http://www.learneasy.info/MDME/MEMmods/MEM30007A/processing/processing.html, diakses tanggal 20 Oktober 2015

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 89
REKAYASA MODEL TURBO GENERATOR MEMANFAATKAN GAS BUANG MESIN DIESEL
UNTUK MENGHASILKAN DAYA LISTRIK ARUS DC Wahyu Djalmono, Agus Slamet, Muhammad Dani Gitatisna
Jurusan Teknik Mesin Politeknik Negeri Semarang Jl. Prof. H. Sudarto, S.H., Tembalang, Kotak Pos 199/SMS, Semarang,50275
Telp. 024-7473417, 7466420 (hunting), Fax. 024-7472396
Abstrak
Pada rancang bangun penelitian Model Turbo Generator Memanfaatkan Gas Buang Mesin Diesel Untuk Menghasilkan Daya Listrik arus DC, bertujuan mengoptimalkan gas buang motor diesel untuk membangkitkan energi listrik. Model ini mempunyai komponen utama terdiri dari : impeler, berfungsi untuk menggerakan poros turbo dari aliran gas buang; rumah impeler, tempat kedudukan impeler dan mengarahkan aliran gas buang; Poros kopel digunakan untuk meneruskan putaran turbo ke alternator dan Alternator sebagai generator pembangkit daya listrik. Metode penelitian dimulai dari data awal untuk pemilihan komponen model sistem turbo generator yang ada dipasaran. Rekayasa Model Turbo Generator Memanfaatkan Gas Buang Mesin Diesel Untuk Menghasilkan Daya Listrik arus DC dengan tahapan menentukan spesifikasi, pemilihan dan rancangan komponen utama dilanjutkan dengan pembuatan dan perakitan semua komponen utama. Tahap pengujian alat dilakukan dengan parameter pengujian yaitu dengan mengukur langsung. Data-data yang didapatkan dari pengujian ini adalah kecepatan dan temperatur gas buang yang masuk dan keluar pada turbo generator dengan menggunakan anemometer dan termometer digital. Bersamaan dengan itu juga diukur putaran poros alternator sebagai variabel. Pengukuran data juga dilakukan pada output alternator yaitu besarnya tegangan yang dihasilkan dengan menggunakan Voltmeter. Analisis data pengujian berdasarkan hasil data pengujian berupa kecepatan aliran gas buang dan temperatur saat masuk dan keluar dari turbo generator, maka akan dapat diketahui atau dihitung besarnya daya putaran poros yang dapat dihasilkan dari turbo generator. Data putaran poros alternator dan tegangan keluarannya digunakan untuk menghitung daya listrik yang dapat dibangkitkan dari model sistem ini.
Kata Kunci :
I. PENDAHULUAN
Seiring dengan perkembangan teknologi dan jaman, kebutuhan sumber energi semakin meningkat. Saat ini sumber energi yang paling umum digunakan oleh masyarakat dunia yaitu minyak, sebagai bahan bakar dalam kehidupan sehari-hari. Bahan bakar dalam hal ini digunakan untuk pengoperasian kendaraan atau sarana transportasi, serta pembangkit listrik baik itu dalam skala besar atau kecil (praktis). Masyarakat pun semakin kritis terhadap pengoptimalan teknologi yang mereka gunakan dalam kehidupan sehari-hari sebagai sarana pembangkit listrik. Selama ini masyarakat biasa menggunakan Generator-set (genset) sebagai pembangkit listrik skala kecil, karena dianggap lebih praktis. Begitu pula dengan para nelayan di Indonesia. Seperti telah diketahui, Indonesia merupakan Negara maritim dengan sebagian besar wilayahnya terdiri dari perairan atau laut. Hal ini mendorong masyarakat di daerah pesisir untuk memilih berprofesi sebagai nelayan. Masyarakat nelayan biasa melaut selama berhari-hari, hal ini tentu membutuhkan listrik untuk membantu keperluan mereka. Jadi Generator-set (genset) menjadi pilihan alat untuk memenuhi kebutuhan listrik selama perjalanan. Untuk pemasangan generator tersebut dibutuhkan satu mesin tambahan selain mesin utama sebagai penggerak kapal. Untuk nelayan modern dengan modal dan kapasitas tangkapan besar tentu ini bukan suatu masalah yang terlalu besar, namun untuk nelayan kecil tentu ini kurang efisien. Ditambah dengan terus meningkatnya harga bahan bakar.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
90 ISSN 2503-2771
Oleh karena itu akan dilakukan penelitian dengan tujuan untuk membantu komunitas nelayan agar kedepannya dapat berguna dalam menghemat bahan bakar dengan mengurangi satu mesin yang biasa digunakan untuk “genset”, dan membuat alat untuk suplai kebutuhan listrik selama perjalanan dengan memanfaatkan gas buang pada mesin diesel utama (penggerak kapal) dengan modifikasi turbocharger sebagai pemutar alternator untuk membangkitkan listrik. Teknologi ini sendiri merupakan sumber pembangkit energi alternatif yang mulai banyak digunakan, namun dengan dimensi yang lebih praktis disebut “Turbo-generator”. Turbo-generator merupakan gabungan antara turbocharger dan generator dalam satu housing. Namun, untuk saat ini Turbo-generator masih terbatas untuk kendaraan besar seperti bus dan truk.
Untuk turbo-generator dengan teknologi dan dimensi yang praktis tentu akan membutuhkan biaya yang besar dan mahal untuk pengaplikasiannya. Oleh karena itu penulis disini berusaha melakukan eksperimen awal dengan membuat alat pemanfaatan gas buang mesin diesel dengan menggunakan komponen yang ada dan mudah ditemui dipasaran, serta dengan biaya yang relatif lebih murah namun dengan prinsip kerja yang hampir sama dengan turbo-generator yang sudah ada. Diharapkan alat ini akan lebih terjangkau oleh para nelayan kecil, dan diharapkan dapat membantu dalam menghemat biaya konsumsi bahan bakar selama melaut untuk kedepannya setelah dilakukan penelitian atau riset lebih lanjut.
II. METODOLOGI
Metode penelitian meliputi serangkaian kegiatan : A. Studi Literatur
Metode ini bertujuan untuk mendapatkan referensi serta dasar teori yang mendukung data mengenai mesin yang akan dibuat.
B. Studi Lapangan Metode ini dilakukan untuk mengetahui secara langsung kondisi mesin yang sudah ada, untuk mendapatkan informasi sebagai berikut:
C. Alternatif Desain Metode ini digunakan untuk referensi desain yang nantinya akan dirancang sebelum melakukan pengerjaan mesin.
D. Penilaian Alternatif Desain Metode ini digunakan untuk menentukan desain yang akan dirancang agar sesuai dengan
anggaran biaya dan meminimalisir kesulitan saat pembuatan atau pengerjaan mesin. E. Desain dan Gambar Metode ini digunakan untuk mempermudah proses pengerjaan mesin. F. Pembuatan Komponen Pengerjaan mesin per bagian dilakukan pada tahap ini sebelum nantinya di assembling
dan diwujudkan sesuai dengan desain dan gambar atau hasil perancangan. G. Assembling Proses assembling dari tiap-tiap bagian yang telah dibuat untuk diwujudkan sesuai
dengan desain gambar. H. Uji Coba Uji coba mesin yang telah dibuat, apakah sudah layak dan sesuai dengan fungsinya. I. Pengambilan Data Pengambilan data dari hasil uji coba alat, berupa luaran yang dihasilkan dari alat yang
telah dibuat. J. Analisa Data Berisi analisa dari data percobaan.
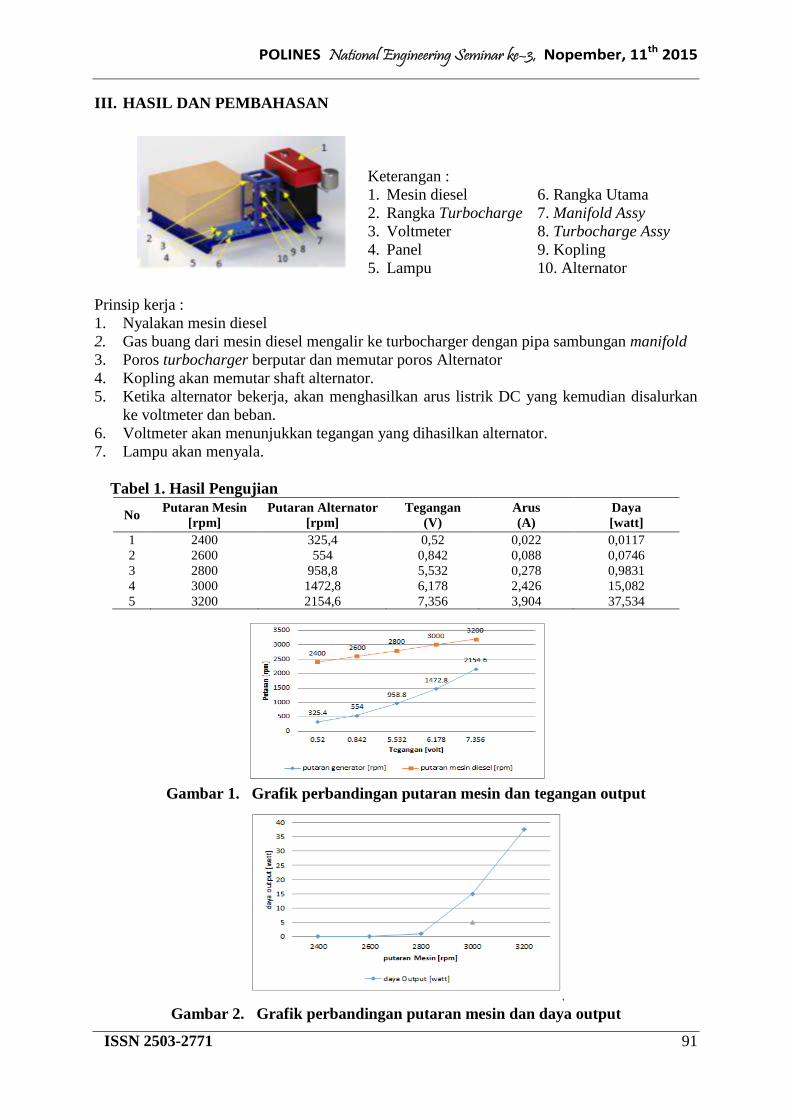
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 91
III. HASIL DAN PEMBAHASAN
Keterangan : 1. Mesin diesel 6. Rangka Utama 2. Rangka Turbocharge 7. Manifold Assy 3. Voltmeter 8. Turbocharge Assy 4. Panel 9. Kopling 5. Lampu 10. Alternator
Prinsip kerja : 1. Nyalakan mesin diesel 2. Gas buang dari mesin diesel mengalir ke turbocharger dengan pipa sambungan manifold 3. Poros turbocharger berputar dan memutar poros Alternator 4. Kopling akan memutar shaft alternator. 5. Ketika alternator bekerja, akan menghasilkan arus listrik DC yang kemudian disalurkan
ke voltmeter dan beban. 6. Voltmeter akan menunjukkan tegangan yang dihasilkan alternator. 7. Lampu akan menyala. Tabel 1. Hasil Pengujian
No Putaran Mesin [rpm]
Putaran Alternator [rpm]
Tegangan (V)
Arus (A)
Daya [watt]
1 2400 325,4 0,52 0,022 0,0117 2 2600 554 0,842 0,088 0,0746 3 2800 958,8 5,532 0,278 0,9831 4 3000 1472,8 6,178 2,426 15,082 5 3200 2154,6 7,356 3,904 37,534
Gambar 1. Grafik perbandingan putaran mesin dan tegangan output
Gambar 2. Grafik perbandingan putaran mesin dan daya output
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
92 ISSN 2503-2771
Pembahasan. 1) Daya output mulai efektif terhitung pada putaran mesin 2400 rpm yakni sebesar
0,0117 watt, dan mengalami peningkatan secara drastis pada putaran 2800 rpm sebesar 0.9831 watt ke 15,082 watt pada 3000 rpm. Hal ini dikarenakan putaran yang dibutuhkan untuk kinerja efektif mulai terpenuhi.
2) Setelah dilakukan pengujian dan analisa data, ternyata Model Turbo Generator Memanfaatkan Gas Buang Mesin Diesel Untuk Menghasilkan Daya Listrik Arus DC ini hanya mampu menghasilkan daya untuk menyalakan lampu 3 volt/0,5 Ampere pada putaran mesin 2807.33 rpm, 4,5 volt/0,5 ampere pada putaran mesin 2817.97 rpm dan 6 volt / 1,33 ampere pada putaran mesin 2899.25 rpm.
3) Daya yang diperoleh dari hasil pengujian hampir serupa dengan daya teoritis hasil simulasi dengan efisiensi sebesar 50%.
4) Berdasarkan pada putaran alternator, sangat bergantung dari jumlah volume dan laju aliran massa gas buang dari mesin diesel. Semakin besar laju aliran massa dan volume gas buang yang mengalir, maka kecepatan turbin yang memutar alternator akan semakin tinggi, begitu pula tegangan yang dihasilkan oleh alternator.
IV. KESIMPULAN
1) Alat telah berfungsi, namun masih belum sempurna dan perlu pengembangan dan penelitian lebih lanjut agar dapat lebih optimal dan target yang dicapai bisa lebih baik lagi, dan tujuan awal sebagai alat pengisian dapat terpenuhi. Hal ini dikarenakan beberapa faktor utama, yaitu main source/ daya utama (mesin diesel), jenis turbocharger yang digunakan, serta jenis alternator dengan spesifikasi yang sesuai dengan daya yang ada.
2) Pada saat beroperasi, tegangan yang dihasilkan sudah mencapai 8 sampai 9 volt pada putaran turbo 1900 sampai 2000 rpm. Namun masih belum mencapai target yang direncanakan (12 volt).
V. DAFTAR PUSTAKA
[1] Agus Slamet, dkk, 2014, Model Penerapan Sistem Refrigerasi Untuk Membekukan Ikan Laut Dengan Memanfaatkan Daya Mesin Diesel Penggerak Propeller Pada Perahu Nelayan, Laporan Akhir Penelitian, Polines, Semarang.
[2] Brigg.s, Ian, 2012 . Modelling A Turbogenerator for Waste Heat Recovery On A Diesel- electric Hybrid Bus. School of Mechanical & Aerospace Engineering, Queen’s University Belfast : Northern Ireland.BT9 5AH.
[3] Prayitno, Sigit. 2011, Desain Pengendalian Tegangan Alternator Pada Sistem Pengisian Baterai Menggunakan Metode Fuzzy Sliding Mode Control (Fsmc)..Institut Teknologi Sepuluh November Surabaya.
[4] Pulkabrek, Willard W., 2003, Engineering Fundamental of the Internal Combustion Engine.. University of Wisconsin –Plateville.
[5] S1 PTM 2007 Oto A., 2009, Turbocharger., Universitas Negeri Surabaya.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 93
PERANCANGAN PERANGKAT PENGUKUR KADAR CO, SUHU DAN KELEMBABAN SEBAGAI NODE UJUNG SISTEM PEMANTAU AKTIFITAS GUNUNG MERAPI
DENGAN TEKNOLOGI JARINGAN SENSOR NIRKABEL Bambang Supriyo1), Sidiq S. Hidayat2), Amin Suharjono3), dan Sorja Koesuma4)
1,2,3Jurusan Teknik Elektro, Politeknik Negeri Semarang, Jl. Prof. Sudarto, SH., Tembalang, Semarang, 50275 4Jurusan Fisika, Universitas Sebelas Maret, Jl.Ir. Sutami 36 A Surakarta 57126
E-mail: [email protected]
Abstrak
Gunung Merapi masih dikategorikan sebagai gunung yang paling aktif di Indonesia, sehingga sistem pendeteksian dini aktifitas vulkanik gunung tersebut sangatlah diperlukan untuk meningkatkan keamanan dan keselamatan penduduk di sekitar Merapi. Parameter suhu dan gas dapat digunakan sebagai indikasi adanya peningkatan aktifitas vulkanik. Saat ini, proses pemantauan intensitas gas dan suhu Gunung Merapi masih bersifat manual dan hanya dilakukan 1-2 bulan sekali. Untuk itu, pembuatan sistem monitoring suhu dan gas yang bersifat on-line (jarak jauh) dan real-time sangat mendesak untuk direalisasi. Teknologi Jaringan Sensor Nirkabel (JSN) yang memiliki kemampuan monitoring daerah jauh dan terpencil, bisa diaplikasikan untuk pendeteksian dini aktifitas vulkanis. Tujuan dari penelitian ini adalah untuk membuat prototipe teknologi JSN yang dilengkapi dengan model sensor dan integrasinya untuk pengembangan deteksi dini vulkanologi. Penelitian ini difokuskan pada perancangan node ujung (end-node) dan pengujiannya. Node ini memantau tiga parameter, yaitu kadar CO, suhu, dan kelembaban udara. Kemudian, data hasil pemantauan ini diolah dan dikirim ke node koordinator dengan benar tanpa bercampur dengan data dari node lain. Dari hasil pengujian yang dilakukan, tiga sensor mampu menghasilkan data pengukuran yang akurat setelah dilakukan proses kalibrasi dengan error rata-rata sekitar 1%.
Kata Kunci: sistem deteksi dini, gas CO, suhu, kelembaban, Merapi, Jaringan Sensor Nirkabel I. PENDAHULUAN
Posisi Indonesia yang berada pada titik pertemuan tiga lempeng tektonik yang saling bertabrakan membuat Indonesia kaya akan gunung api dan dikenal sebagai Ring of Fire. Dampak dari posisi ini menyebabkan Indonesia merupakan salah satu negara yang mempunyai risiko bahaya terhadap terjadinya berbagai bencana alam. Meski berbahaya, hal ini justru menguntungkan warga di sekitar gunung berapi karena kesuburan tanahnya. Selain itu juga menjadi daya tarik bagi puluhan ribu pendaki gunung dan wisatawan baik domestik maupun mancanegara untuk menikmati keindahan alam daerah vulkanik. Oleh kerena itu faktor keamanan dan keselamatan menjadi prioritas utama, dan peran deteksi dini terhadap setiap anomaly aktivitas daerah vulkanik menjadi sangat penting keberadaanya.
Indonesia kaya akan gunung api sehingga memiliki risiko bahaya terhadap terjadinya berbagai bencana alam. Dengan demikian, deteksi dini aktivitas vulkanik sangat penting. Monitoring aktivitas vulkanik meliputi : 1) Monitoring seismic (getaran), 2) Monitoring guguran/deformasi puncak, 3) Monitoring intensitas gas, 4) Monitoring suhu (Werner-Allen,dkk, 2006; Song, dkk, 2010; Fang & Kedar, 2007; Koc & Yegin, 2013; Warner-Allen, dkk, 2005; Huang, dkk,2012; Fang & Kedar, 2008).
Kondisi suhu dan gas merupakan parameter yang sangat penting sebagai indikasi adanya peningkatan aktifitas vulkanik (Saepuloh, dkk, 2013). Khusus di Merapi, sistem monitoring vulkanik yang bersifat on-line yang sudah terpasang adalah monitoring seismic (getaran/kegempaan) dan monitoring deformasi secara visual (Ratdomopurbo & Poupinet, 2000; Voge & Hort, 2009; Firdaus, dkk, 2013). Proses monitoring intensitas gas dan suhu masih bersifat manual dan hanya dilakukan 1-2 bulan sekali. Untuk itu, penembangan sistem monitoring suhu dan gas yang bersifat on-line (jarak jauh) dan real-time sangat mendesak untuk direalisasi.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
94 ISSN 2503-2771
Tantangan utama pemasangan sistem monitoring suhu dan gas vulkanis adalah lokasi sensor yang harus di sekitar puncak dimana tidak ada jaringan PLN. Selain itu, agar lebih akurat, penyensoran harus dilakukan di beberapa titik sumber semburan gas. Untuk menjawab tantangan ini, peneliti merancang sistem monitoring berbasis Jaringan Sensor Nirkabel (JSN). Saat ini, pemantauan gunung berapi aktif menggunakan JSN semakin meningkat. JSN diharapkan mampu mengatasi permasalahan lokasi sensor karena kemampuan pengiriman data secara nirkabel. Selain itu, dengan konsumsi daya yang relative kecil, keperluan energi listrik untuk catu daya cukup diatasi menggunakan baterai. Penyensoran juga memungkinkan dilakukan di beberapa titik penyensoran sekaligus karena protocol JSN mampu membentuk topologi secara otonom.
Pada makalah ini, pembahasan difokuskan pada perancangan node ujung (end-node) dari sistem JSN yang diusulkan. Node ujung berfungsi melakukan proses penyensoran dan mengirimkannya ke node koordinator. Node yang dirancang harus mampu melakukan penyensoran terhadap tiga parameter sekaligus, yaitu kadar CO, suhu, dan kelembaban udara. Node ujung juga harus mampu mengolah dan mengirim data hasil penyensoran ke node koordinator dengan benar tanpa bercampur dengan data dari node lain. II. METODOLOGI
Secara garis besar, penelitian dilakukan dengan metode prototyping, dimana system JSN dirancang dalam aspek perangkat keras dan perangkat lunak. Perancangan perangkat keras diawali dengan penyusunan diagram blok sistem, diagram blok per bagian, dan perancangan rangkaian elektronik. Sedangkan perancangan perangkat lunak diawali dengan penyusunan alur kerja sistem dan diikuti perancangan alur kerja per-blok. Untuk validasi hasil rancangan, prototipe sistem dibangun dan diuji.
Rancangan Perangkat Keras
Sistem JSN sebagai pemantau aktifitas vulkanis dirancang mengikuti kondisi topografi alam Gunung Merapi. Secara garis besar, titik penyensoran direncanakan dipasang di puncak Gunung merapi yang berupa kawah. Dari titik penyensoran, data harus mampu dikirim ke pusat pemantauan di kota Jogjakarta yang berjarak sekitar 7 km. Di jarak 850 m terdapat gardu pantau yang memungkinkan petugas melihat hasil penyensoran secara cepat dan ringkas. Untuk keadaan tersebut, diagram blok sistem dirancang sebagaimana terlihat pada Gambar 1.
<100m
Gambar 1. Diagram Blok Sistem Keseluruhan
Dari skema Gambar 1 terlihat bahwa data penyensoran oleh beberapa node ujung dikirim secara nirkabel ke node koordinator yang berjarak sekitar 100 m. Untuk situasi ini, teknologi JSN dengan protokol Zigbee sangat sesuai.
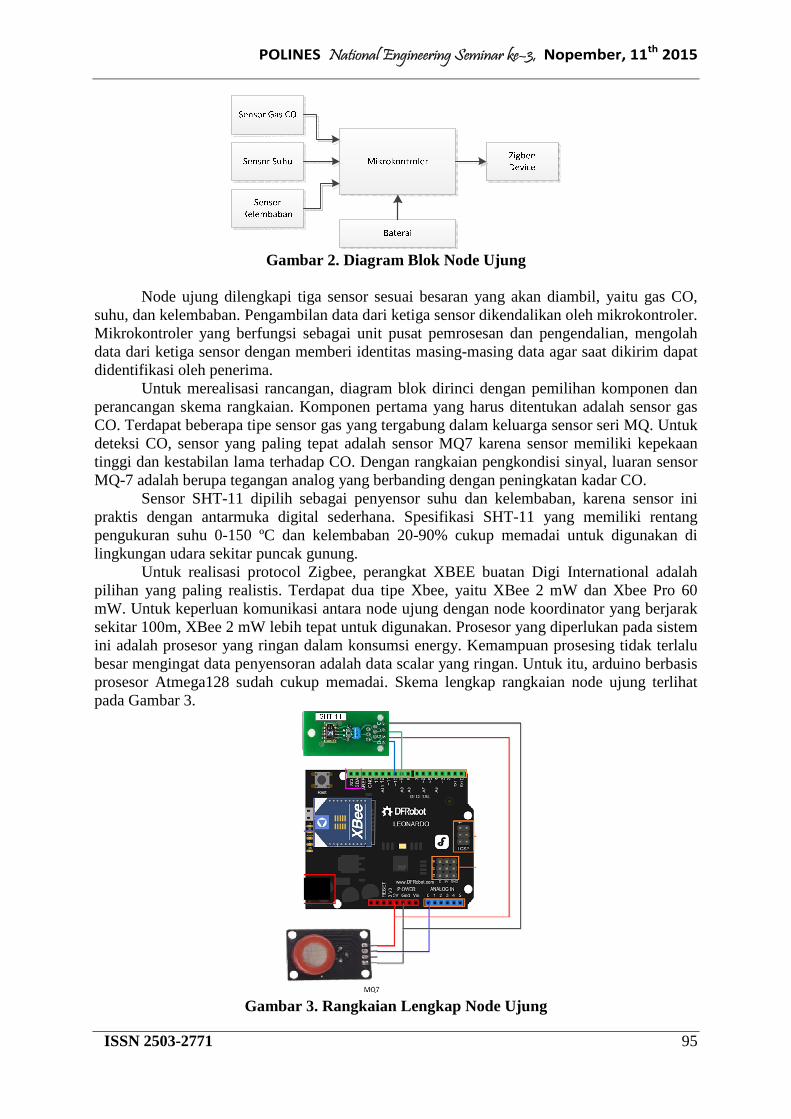
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 95
Gambar 2. Diagram Blok Node Ujung
Node ujung dilengkapi tiga sensor sesuai besaran yang akan diambil, yaitu gas CO,
suhu, dan kelembaban. Pengambilan data dari ketiga sensor dikendalikan oleh mikrokontroler. Mikrokontroler yang berfungsi sebagai unit pusat pemrosesan dan pengendalian, mengolah data dari ketiga sensor dengan memberi identitas masing-masing data agar saat dikirim dapat didentifikasi oleh penerima.
Untuk merealisasi rancangan, diagram blok dirinci dengan pemilihan komponen dan perancangan skema rangkaian. Komponen pertama yang harus ditentukan adalah sensor gas CO. Terdapat beberapa tipe sensor gas yang tergabung dalam keluarga sensor seri MQ. Untuk deteksi CO, sensor yang paling tepat adalah sensor MQ7 karena sensor memiliki kepekaan tinggi dan kestabilan lama terhadap CO. Dengan rangkaian pengkondisi sinyal, luaran sensor MQ-7 adalah berupa tegangan analog yang berbanding dengan peningkatan kadar CO.
Sensor SHT-11 dipilih sebagai penyensor suhu dan kelembaban, karena sensor ini praktis dengan antarmuka digital sederhana. Spesifikasi SHT-11 yang memiliki rentang pengukuran suhu 0-150 ºC dan kelembaban 20-90% cukup memadai untuk digunakan di lingkungan udara sekitar puncak gunung.
Untuk realisasi protocol Zigbee, perangkat XBEE buatan Digi International adalah pilihan yang paling realistis. Terdapat dua tipe Xbee, yaitu XBee 2 mW dan Xbee Pro 60 mW. Untuk keperluan komunikasi antara node ujung dengan node koordinator yang berjarak sekitar 100m, XBee 2 mW lebih tepat untuk digunakan. Prosesor yang diperlukan pada sistem ini adalah prosesor yang ringan dalam konsumsi energy. Kemampuan prosesing tidak terlalu besar mengingat data penyensoran adalah data scalar yang ringan. Untuk itu, arduino berbasis prosesor Atmega128 sudah cukup memadai. Skema lengkap rangkaian node ujung terlihat pada Gambar 3.
Gambar 3. Rangkaian Lengkap Node Ujung
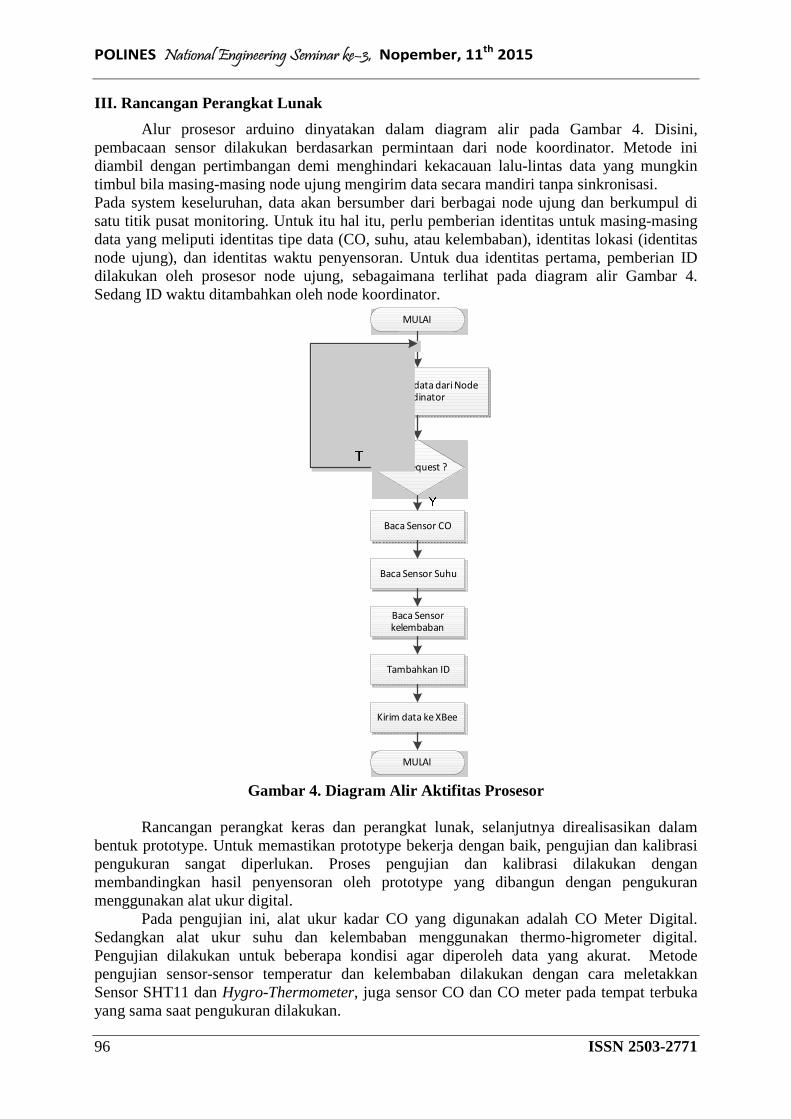
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
96 ISSN 2503-2771
III. Rancangan Perangkat Lunak
Alur prosesor arduino dinyatakan dalam diagram alir pada Gambar 4. Disini, pembacaan sensor dilakukan berdasarkan permintaan dari node koordinator. Metode ini diambil dengan pertimbangan demi menghindari kekacauan lalu-lintas data yang mungkin timbul bila masing-masing node ujung mengirim data secara mandiri tanpa sinkronisasi. Pada system keseluruhan, data akan bersumber dari berbagai node ujung dan berkumpul di satu titik pusat monitoring. Untuk itu hal itu, perlu pemberian identitas untuk masing-masing data yang meliputi identitas tipe data (CO, suhu, atau kelembaban), identitas lokasi (identitas node ujung), dan identitas waktu penyensoran. Untuk dua identitas pertama, pemberian ID dilakukan oleh prosesor node ujung, sebagaimana terlihat pada diagram alir Gambar 4. Sedang ID waktu ditambahkan oleh node koordinator.
MULAI
Cek Request data dari Node koordinator
Ada request ?
Baca Sensor CO
Baca Sensor Suhu
Baca Sensor kelembaban
Tambahkan ID
Kirim data ke XBee
MULAI
Gambar 4. Diagram Alir Aktifitas Prosesor
Rancangan perangkat keras dan perangkat lunak, selanjutnya direalisasikan dalam
bentuk prototype. Untuk memastikan prototype bekerja dengan baik, pengujian dan kalibrasi pengukuran sangat diperlukan. Proses pengujian dan kalibrasi dilakukan dengan membandingkan hasil penyensoran oleh prototype yang dibangun dengan pengukuran menggunakan alat ukur digital.
Pada pengujian ini, alat ukur kadar CO yang digunakan adalah CO Meter Digital. Sedangkan alat ukur suhu dan kelembaban menggunakan thermo-higrometer digital. Pengujian dilakukan untuk beberapa kondisi agar diperoleh data yang akurat. Metode pengujian sensor-sensor temperatur dan kelembaban dilakukan dengan cara meletakkan Sensor SHT11 dan Hygro-Thermometer, juga sensor CO dan CO meter pada tempat terbuka yang sama saat pengukuran dilakukan.
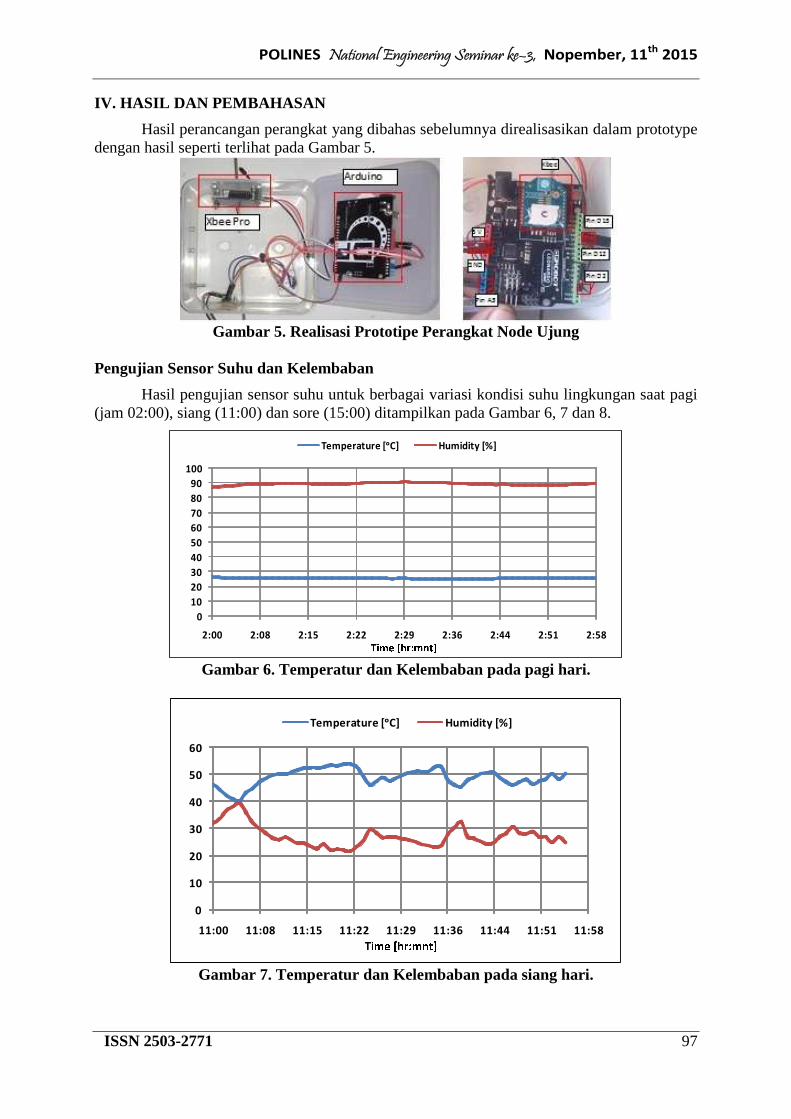
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 97
IV. HASIL DAN PEMBAHASAN
Hasil perancangan perangkat yang dibahas sebelumnya direalisasikan dalam prototype dengan hasil seperti terlihat pada Gambar 5.
Gambar 5. Realisasi Prototipe Perangkat Node Ujung
Pengujian Sensor Suhu dan Kelembaban
Hasil pengujian sensor suhu untuk berbagai variasi kondisi suhu lingkungan saat pagi (jam 02:00), siang (11:00) dan sore (15:00) ditampilkan pada Gambar 6, 7 dan 8.
0
10
20
30
40
50
60
70
80
90
100
2:00 2:08 2:15 2:22 2:29 2:36 2:44 2:51 2:58
Temperature [ᵒC] Humidity [%]
Gambar 6. Temperatur dan Kelembaban pada pagi hari.
0
10
20
30
40
50
60
11:00 11:08 11:15 11:22 11:29 11:36 11:44 11:51 11:58
Temperature [ᵒC] Humidity [%]
Gambar 7. Temperatur dan Kelembaban pada siang hari.
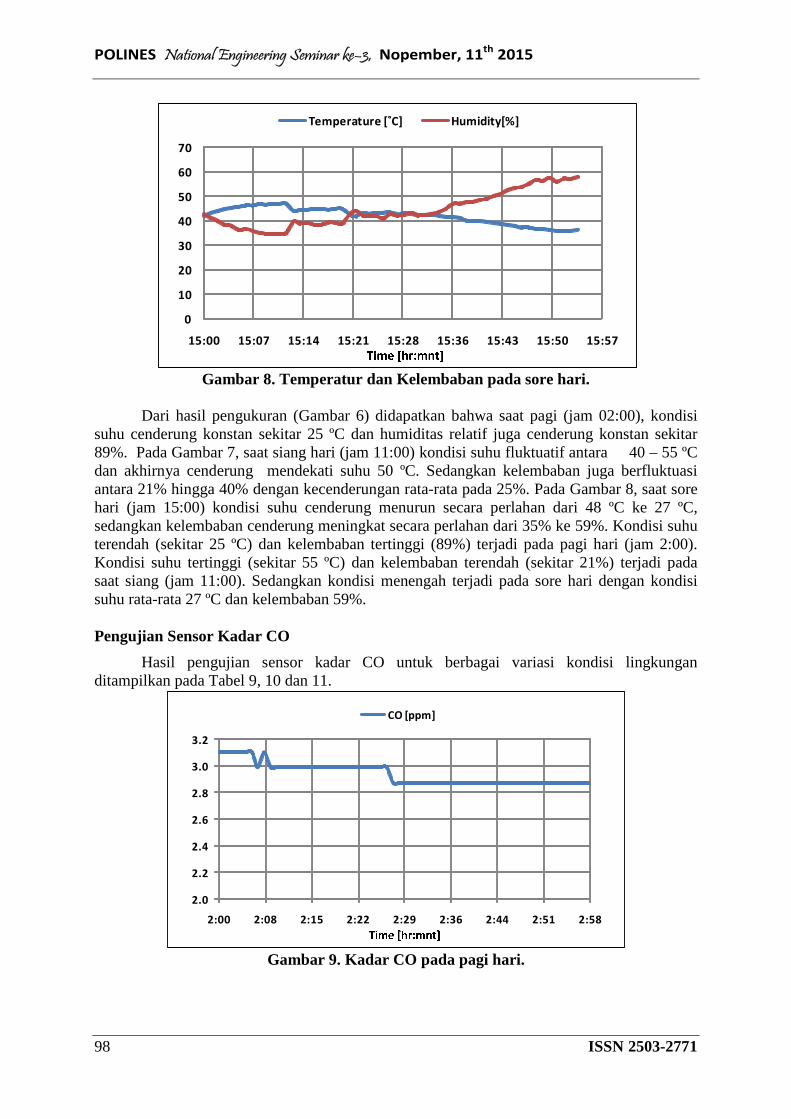
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
98 ISSN 2503-2771
0
10
20
30
40
50
60
70
15:00 15:07 15:14 15:21 15:28 15:36 15:43 15:50 15:57
Temperature [˚C] Humidity[%]
Gambar 8. Temperatur dan Kelembaban pada sore hari.
Dari hasil pengukuran (Gambar 6) didapatkan bahwa saat pagi (jam 02:00), kondisi
suhu cenderung konstan sekitar 25 ºC dan humiditas relatif juga cenderung konstan sekitar 89%. Pada Gambar 7, saat siang hari (jam 11:00) kondisi suhu fluktuatif antara 40 – 55 ºC dan akhirnya cenderung mendekati suhu 50 ºC. Sedangkan kelembaban juga berfluktuasi antara 21% hingga 40% dengan kecenderungan rata-rata pada 25%. Pada Gambar 8, saat sore hari (jam 15:00) kondisi suhu cenderung menurun secara perlahan dari 48 ºC ke 27 ºC, sedangkan kelembaban cenderung meningkat secara perlahan dari 35% ke 59%. Kondisi suhu terendah (sekitar 25 ºC) dan kelembaban tertinggi (89%) terjadi pada pagi hari (jam 2:00). Kondisi suhu tertinggi (sekitar 55 ºC) dan kelembaban terendah (sekitar 21%) terjadi pada saat siang (jam 11:00). Sedangkan kondisi menengah terjadi pada sore hari dengan kondisi suhu rata-rata 27 ºC dan kelembaban 59%. Pengujian Sensor Kadar CO
Hasil pengujian sensor kadar CO untuk berbagai variasi kondisi lingkungan ditampilkan pada Tabel 9, 10 dan 11.
2.0
2.2
2.4
2.6
2.8
3.0
3.2
2:00 2:08 2:15 2:22 2:29 2:36 2:44 2:51 2:58
CO [ppm]
Gambar 9. Kadar CO pada pagi hari.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 99
1.0
1.4
1.8
2.2
2.6
3.0
11:00 11:08 11:15 11:22 11:29 11:36 11:44 11:51 11:58
CO [ppm]
Time [hr:mnt]
Gambar 10. Kadar CO pada siang hari.
2.0
2.2
2.4
2.6
2.8
3.0
3.2
3.4
15:00 15:07 15:14 15:21 15:28 15:36 15:43 15:50 15:57
CO [ppm]
Gambar 11. Kadar CO pada sore hari.
Hasil pengujian pada gambar 9, saat pagi (jam 2:00) terjadi penurunan kadar CO secara perlahan dari 3.1 ppm ke 2.9 ppm. Pada gambar 10, saat siang (jam 11:00) kadar CO berflutuasi antara 2.3 ppm dan 2.9 ppm, dengan kecenderungan berada pada level sekitar 2.4 ppm. Pada gambar 11, saat sore (jam 15:00), kadar CO berfluktuasi antara 2.7 ppm dan 3.2 ppm, dengan kecenderungan pada level sekitar 2.8 ppm. Secara keseluruhan kadar CO berkisar antara 2.3 ppm dan 3.2 ppm. Kadar CO antara 0.5 ppm dan 5 ppm, merupakan kadar normal di rumah (Nikzad, dkk, 2009). Dengan demikian pengukuran yang dilakukan menunjukkan kadar CO yang masih aman di lingkungan yang diukur tanpa ada kontaminasi CO yang membahayakan.
V. KESIMPULAN
Dari hasil perancangan dan prototype yang dibangun, disimpulkan bahwa perangkat protipe bekerja dengan baik. Kondisi suhu terendah dan kelembaban tertinggi terjadi pada pagi hari, sedangkan Kondisi suhu tertinggi dan kelembaban terendah terjadi pada siang hari. Kadar CO lingkungan yand terukur menunjukkan kondisi aman (2.3-3.2 ppm), yaitu di masih bawah 5 ppm yang merupakan standar aman yang biasanya terjadi pada lingkungan di rumah.
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
100 ISSN 2503-2771
VI. DAFTAR PUSTAKA
[1] G. Werner-Allen, K. Lorincz, M. Ruiz, O. Marcillo, J. Johnson, J. Lees, and M. Welsh, “Deploying a wireless sensor network on an active volcano,” IEEE Internet Computing, vol. 10, no. 2, pp. 18–25, Mar. 2006.
[2] W.-Z. Song, R. Huang, M. Xu, B. A. Shirazi, and R. Lahusen, “Design and Deployment of Sensor Network for Real-Time High-Fidelity Volcano Monitoring,” IEEE Transactions on Parallel and Distributed Systems, vol. 21, no. 11, pp. 1658–1674, Nov. 2010.
[3] M. Xu, W.-Z. Song, R. Huang, Y. Peng, B. Shirazi, R. Lahusen, A. Kiely, N. Peterson, A. Ma, L. Anusuya-Rangappa, M. Miceli, and D. McBride, “Design of smart sensing components for volcano monitoring,” Pervasive and Mobile Computing, vol. 5, no. 5, pp. 639–653, Oct. 2009.
[4] W.-C. Fang and S. Kedar, “Gigascale System Design of Sensor Networks for Active Volcanoes,” in IEEE International Symposium on Circuits and Systems, 2007. ISCAS 2007, 2007, pp. 373–376.
[5] G. Koc and K. Yegin, “Hardware Design of Seismic Sensors in Wireless Sensor Network,” International Journal of Distributed Sensor Networks, vol. 2013, p. e640692, Sep. 2013.
[6] G. Werner-Allen, J. Johnson, M. Ruiz, J. Lees, and M. Welsh, “Monitoring volcanic eruptions with a wireless sensor network,” in Proceeedings of the Second European Workshop on Wireless Sensor Networks, 2005, 2005, pp. 108–120.
[7] R. Huang, W.-Z. Song, M. Xu, N. Peterson, B. Shirazi, and R. LaHusen, “Real-World Sensor Network for Long-Term Volcano Monitoring: Design and Findings,” IEEE Transactions on Parallel and Distributed Systems, vol. 23, no. 2, pp. 321–329, Feb. 2012.
[8] W.-C. Fang and S. Kedar, “System Architecting and System-on-Chip Design of Intelligent Sensor Networks for Active Volcanoes,” in 2008 2nd Annual IEEE Systems Conference, 2008, pp. 1–8.
[9] A. Saepuloh, M. Urai, N. Aisyah, Sunarta, C. Widiwijayanti, Subandriyo, and P. Jousset, “Interpretation of ground surface changes prior to the 2010 large eruption of Merapi volcano using ALOS/PALSAR, ASTER TIR and gas emission data,” Journal of Volcanology and Geothermal Research, vol. 261, pp. 130–143, Jul. 2013.
[10] A. Ratdomopurbo and G. Poupinet, “An overview of the seismicity of Merapi volcano (Java, Indonesia), 1983–1994,” Journal of Volcanology and Geothermal Research, vol. 100, no. 1–4, pp. 193–214, Jul. 2000.
[11] M. Voge and M. Hort, “Installation of a Doppler Radar Monitoring System at Merapi Volcano, Indonesia,” IEEE Transactions on Geoscience and Remote Sensing, vol. 47, no. 1, pp. 251–271, Jan. 2009.
[12] Firdaus, S. Hidayat, A. Sahroni, H. Setiawan, and R. Akbar, “Design technology in wireless mesh network system for eruption disaster mitigation of Merapi volcano,” in 2013 3rd International Conference on Instrumentation, Communications, Information Technology, and Biomedical Engineering (ICICI-BME), 2013, pp. 255–259.
[13] N. Nikzad, G. Reddy, and R.K. Gupta,” Final Report: Embedded Systems for Environmental Sensing,” Final R

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 101
PENERAPAN ALAT PENGAYAK MEKANIS PADA INDUSTRI KECIL UNTUK MENINGKATKAN EFEKTIFITAS
DAN EFISIENSI PRODUKSI Dwi Handayani1), Murni 1), Diyono Ikhsan2)
1PSD Teknik Kimia UNDIP, Jl. Prof. Sudarto, SH Tembalang, Semarang, 50239 2Jurusan Teknik Kimia UNDIP, Jl. Prof. Sudarto, SH Tembalang, Semarang, 50239
Email: [email protected]
Abstrak
Penerapan Teknologi Tepat Guna bertujuan mengmbangkan dan menerapkan alat proses pengayakan yang ramah lingkungan untuk produksi serbuk instan jamu dan minuman kesehatan. Selama ini operasi pengayakan dilakukan secara manual, sehingga banyak membutuhkan tenaga dan banyak bahan yang bertaburan ke lingkungan sehingga merupakan kerugian dan pengotoran lingkungan. Oleh karenanya diperlukan penerapan teknologi pengayakanyang bekerja secara mekanik dan tertutup, berupa ayakan goyang (shacker screen) sehingga efektif dan efisien. Pengayakan bertujuan memisahkan partikel padat menurut ukuran bahan menjadi bagian yang uniform ukurannya yang dilakukan dengan melewatkan bahan di atas permukaan plat/lempengan berlubang/anyaman kawat, dengan menggetarkan. Pelaksanaan yang diterapkembangkan meliputi perancangan, pabrikasi, pengujian dan pelatihan pengoperasian alat pengayak. Tolok ukur keberhasilan adalah kecepatan/waktu yang diperlukan, keseragaman produk, kebersihan lingkungan, efektivitas dan efisiensi pengayakan. Pengayak goyang (shacker screen) dirancang dengan diameter 500 mm, tinggi tiap tray 300 mm , ukuran saringan 28 mesh dan 20 mesh, dengan power 370 Watt, 1440 rpm yang dapat beroperasi dengan kapasitas 2,5 kg/menit. Pengayakan dengangerakan yang menyamping sehingga partikel underzise cepat lolos dan tidak banyak partikel halus yang beterbangan ke lingkungan.Pengembangan dan penerapan alat pengayak mekanis pada ”UD. Tiga Dara” di Ungaran kabupaten Semarang dapat mereduksi waktu pengayakan dari 2 jam menjadi 15 menit.Pada pengujian alat menunjukkan bahwa pengayak mekanis tersebut mampu menghemat waktu seperdelapannya dengan hasil yang homogen dan tidak ada bahan terbang kelingkungan sehingga lingkungan tetap bersih dan tidak ada kehilangan bahan. Dapat disimpulkan bahwa proses pengayakan dengan shacker screen hasil perancangan dan pabrikasi dapat diterapkan untuk pengayakan serbuk instan dan berjalan secara efektif serta efisien.
Kata Kunci : efektif, efisien, pengayak mekanis, serbuk instan I. PENDAHULUAN
Upaya pemberdayaanUsaha Mikro Kecil dan Menengah (UMKM), memerlukan model pemberdayaan, yang meliputi peningkatan UMKM yang adauntuk lebih maju agar dapat berkompetisi secara ketat dalam persaingan pasar bebas. UMKM ”Tiga Dara” yang beralamat di Jl. Urip Sumoharjo 45 dan UMKM ”Berliana” yang beralamat di Jl.Cemara No.1 Susukan Ungaran-Kab.Semarang merupakan UMKM masyarakat yang produktif secara ekonomis (usahamikro), dengan produksi berupa jamu atau minuman kesehatan dalam bentuk serbuk instan. Pada awal perkembangannya, usaha tersebut menitik beratkan pada pengolahan aneka tumbuhan apotik hidup (empon-empon) yang dibuat menjadi berbagai jamu dan minuman kesehatan dalam bentuk instan, misalnya: instan jahe, kunirputih, kunyit, kunirasem, mahkotadewa, dll.
Selama ini manajemenUMKM ”Tiga Dara” memiliki kepedulian yang tinggi dalam membina UPPKS (Usaha Peningkatan Pendapatan Keluarga Sejahtera) di Kabupaten Semarang. UPPKS ini merupakan jaringan usaha mikro yang bekerjasama dengan KUB Kabupaten Semarang, membawahi 10 desa dengan jumlah anggota kurang lebih 700 pengusaha mikro. Dari jumlah tersebut 40 (empat puluh) UMKM diantaranya dijadikan sebagai sarana pendampingan bagi mahasiswa dan salah satunya adalah UMKM ”Berliana” Selain itu juga menjadi ketua Perpuk (Perhimpunan Perempuan Usaha Kecil

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
102 ISSN 2503-2771
Mikro) tingkat kabupaten, sehingga dapat mengakomodasi kepentingan Pemerintah Daerah, UMKM dan Institusi Pendidikan sehingga dapat bersinergi dalam pembangunan negeri.
Pada awal usahanya hanya memproduksi satu jenis produk, namun karena permintaan terhadap produk tersebut meningkat sehingga sampai sekarang menjadi lebih dari 20 jenis minuman kesehatan dalam bentuk serbuk instan. Demikian juga dengan kapasitas produksinya yang juga meningkat dari 5 kg/hari pada tahun 2005 dan sekarang mencapai 200 kg/hari. Bahan baku yang digunakan adalah berbagai empon-empon yang pada awalnya didapat dari petani desa sekeliling, dan dengan meningkatnya kapasitas sehingga sekarang dipasok dari berbagai daerah di Jawa Tengah. Adapun wilayah pemasaran pada awalnya meliputi Jawa Tengah dan sekarang telah menjangkau hingga luar Jawa dengan jalur penjualan meliputi distribusi, kemitraan dengan perusahaan lain, pemesanan maupun penjualan langsung konsumen.
Pada awal proses produksi yang dilakukan masih sangat konvensional, mulai dari pemarutan, pemerasan, kristalisasi, penggilingan, pengayakan hingga pengemasannya, sehingga kapasitas produksinya rendah 50 kg/hari. Dengan adanya bantuan peralatan dari program IbM yang lalu yang berupa alat pemeras dan kristalisasi maka kapasitas produksi dapat mencapai 200 kg/hari. Hal ini menunjukkan bahwa dalam usahanya telah berjalan baik namun belum maksimal sehingga masih memerlukan pembinaan dan pengembangan, baik pengembangan teknologi peralatan maupun desain pengemasannya. Oleh karenanya perlu adanya bantuan teknologi maupun peralatan pengayak agar dapat memproduksi secara maksimal. Disamping itu perlu adanya perbaikan desain pengemasan sehingga dapat meningkatkan daya jual dan omset penjualan yang lebih besar. II. PERMASALAHAN MITRA
UMKM “Tiga Dara” dan UMKM “Berliana” merupakan industri jamu dan minuman kesehatan instan dari empon-empon. Selama ini proses maupun operasi dilakukan secara konvensional. Adanya bantuan peralatan yang dapat beroperasi secara mekanik dari program yang lalu dapat meningkatkan kapasitas produksi dari 50 kg/hari menjadi 200 kg/hari, namun masih terkendala pada proses pengayakan dan pengepakannya yang masih konvensional seperti berikut:
Gambar 1. Pengayakan Konvensional
Proses pengayakan tersebut menyebabkan kapasitas produksi yang sangat terbatas. Oleh karenanya perlu adanya bantuan peralatan pengayakan secara mekanis untuk dapat meningkatkan kapasitas produksinya. Dengan adanya mekanisasi pengayakan tersebut diperlukan pengenalan teknologi dan pelatihan penerapannya serta uji kinerja alat tersebut.
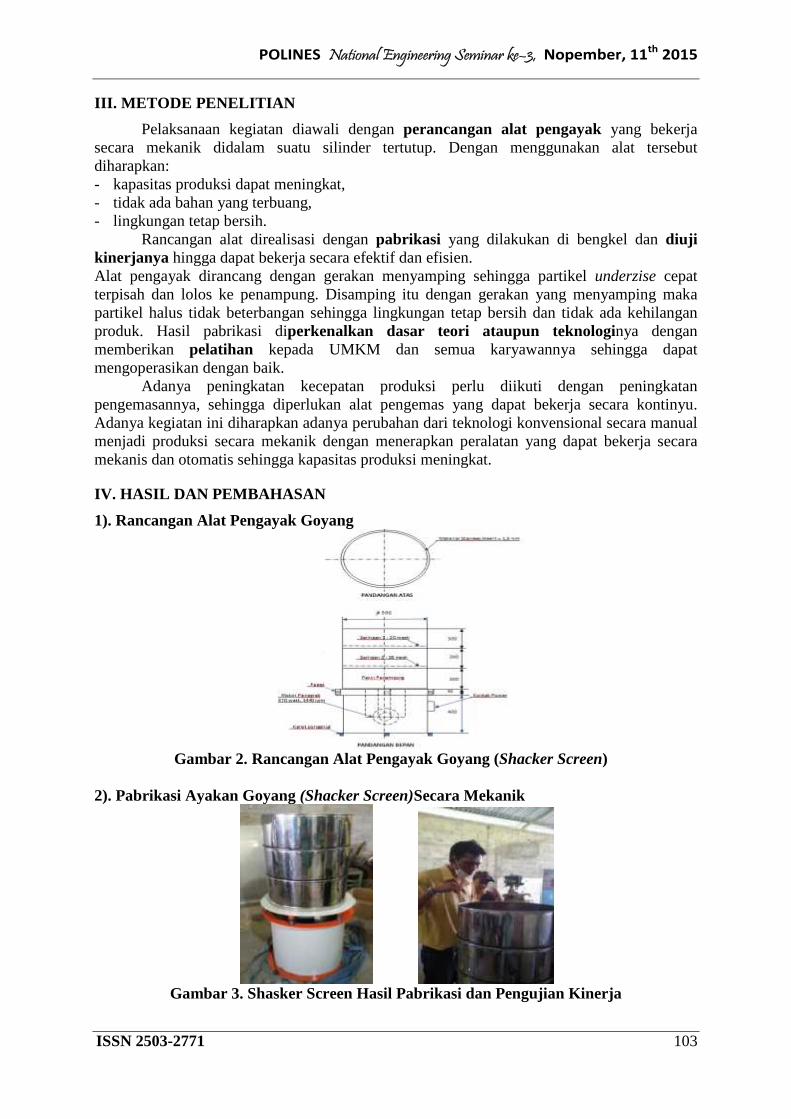
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 103
III. METODE PENELITIAN
Pelaksanaan kegiatan diawali dengan perancangan alat pengayak yang bekerja secara mekanik didalam suatu silinder tertutup. Dengan menggunakan alat tersebut diharapkan: - kapasitas produksi dapat meningkat, - tidak ada bahan yang terbuang, - lingkungan tetap bersih.
Rancangan alat direalisasi dengan pabrikasi yang dilakukan di bengkel dan diuji kinerjanya hingga dapat bekerja secara efektif dan efisien. Alat pengayak dirancang dengan gerakan menyamping sehingga partikel underzise cepat terpisah dan lolos ke penampung. Disamping itu dengan gerakan yang menyamping maka partikel halus tidak beterbangan sehingga lingkungan tetap bersih dan tidak ada kehilangan produk. Hasil pabrikasi diperkenalkan dasar teori ataupun teknologinya dengan memberikan pelatihan kepada UMKM dan semua karyawannya sehingga dapat mengoperasikan dengan baik.
Adanya peningkatan kecepatan produksi perlu diikuti dengan peningkatan pengemasannya, sehingga diperlukan alat pengemas yang dapat bekerja secara kontinyu. Adanya kegiatan ini diharapkan adanya perubahan dari teknologi konvensional secara manual menjadi produksi secara mekanik dengan menerapkan peralatan yang dapat bekerja secara mekanis dan otomatis sehingga kapasitas produksi meningkat.
IV. HASIL DAN PEMBAHASAN
1). Rancangan Alat Pengayak Goyang
Gambar 2. Rancangan Alat Pengayak Goyang (Shacker Screen) 2). Pabrikasi Ayakan Goyang (Shacker Screen)Secara Mekanik
Gambar 3. Shasker Screen Hasil Pabrikasi dan Pengujian Kinerja

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
104 ISSN 2503-2771
3). Teknologi Pengayakan (Shacker Screen)
Screening: Pemisahan zat padat menurut ukuran bahan menjadi bagian-bagian yang lebih uniform ukurannya dari campuran semula, menggunakan ayakan. Screening dilakukan dengan melewatkan bahan di atas permukaan plat/lempengan berlubang/anyaman kawat, dengan menggetarkan atau memutar. Proses screening : - Dry Screening: untuk bahan-bahan yang mengandung moisture / bahan yang perlu
pengeringan sebelum proses screening. - Wet Screening: untuk operasi dimana perlu ditambahkan air kedalam material selama
proses, ber tujuan untuk pencucian sehingga material yang dihasilkan menjadi lebih bersih. Pada screening: - Bahan yang lolos: under size/minus material - Bahan tertahan: over size/plus material Efektifitas screen: ukuran keberhasilan ayak dalam memisahkan.
Penentuan efektifitas didasarkan pada recovery material produk yang diinginkan yang terdapat di dalam umpan dan rejection product yang tidak diinginkan yang terdapat didalamumpan.
Untuk produksi serbuk instan ini yang sesuai adalah Shacker Screen seperti pada gambar di atas dengan ukuran kehalusan ayakan 20 mesh dan 28 mesh, tergantung kebutuhannya.
V. KESIMPULAN
Rancangan alat pengayak goyang (shacker screen) telah dipabrikasi dan diuji kinerjanya dan telah dapat bekerja seperti yang diharapkan. Dengan adanya penggunaan alat pengayak tersebut dapat menghemat waktu seperdelapannya, sehingga untuk mengayak serbuk instan sebanyak 50 kg biasanya memerlukan waktu 2 jam, dapat dikerjakan dengan alat pengayak tersebut selama 15 menit. Disamping itu juga tidak ada bahan yang terbuang ke lingkungan. Dapat disimpulkan bahwa alat dapat bekerja secara efektif dan efisien.
VI. DAFTAR PUSTAKA
[1] Badger W.L. & Banchero J.T. (1984). Introduction to Chemical Engineering. International Student Edition, Mc.Graw- Hill.International Book Co. Singapura.
[2] Khurmi, R.S. (1979). A Text book of Machine Design. Eurasia Publishing House (Pvt) LTD.
[3] Martin, G.H. Kinematics and Dynanics of Machines Mc.Graw Hill, Ltd. 1982. [4] Mc.CabeW.L., Smith, JC.,E.Jasfi. (1989). OperasiTeknik Kimia, Jilid 1 & 2.Edisi 4.
PenerbitErlangga, Jakarta. [5] Popov.E.P.Mechanics of Materials Prentice Hall, Inc. 1978.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 105
PENGEMBANGAN MANISAN CARICA MELALUI BEBANTUAN ALAT PASTEURISASI OTOMATIS PADA UKM SUNRISE SIKUNIR Isti Pudjihastuti 1, Siswo Sumardiono2, Edy Supriyo1, Wisnu Broto1 , Ireng Sigit Atmanto3
1)Program Studi D III Teknik Kimia Fakultas Teknik, Universitas Diponegoro; 2)Jurusan Teknik Kimia Fakultas Teknik Universitas Diponegoro
3)Program Studi D III Teknik Mesin Fakultas Teknik, Universitas Diponegoro Jln Prof Sudharto, SH Tembalang Semarang 50239
Telp/fax: 024-7471379, email: [email protected]
Abstrak
Buah carica yang melimpah di Wonosobo oleh UKM Sunrise Desa Sembungan Sikunir Wonosobo diolah menjadi manisan carica dan sirup carica. Dalam proses pembuatan manisan carica dilakukan melalui beberapa tahapan yaitu sortasi buah, pengupasan, perendaman dengan air panas, pemisahan daging buah dan biji, pencucian , pemerasan, pemasakan air dan gula pasir, perebusan sampai mendidih. Buah carica yang sudah dipotong potong pada ukuran tertentu kemudian dicampur dengan sirup dikemas dalam botol plastic dan dilakukan pasteurisasi sederhana dengan cara mengukus dalam dandang selama 15 menit. Cara pengawetan ini mampu membuat buah carica dalam sirup bertahan kurang lebih 2 bulan. Selama proses pasteurisasi yang hanya dilakukan secara sederhana, maka kualitas proses pasteurisasi tidak dapat terukur dengan jelas. Oleh karena itu dengan keberadaan pasteurisasi otomatis ini disamping dapat meningkatkan kualitas juga dapat meningkatkan produktivitas. Peningkatan kualitas dapat diukur dengan adanya pengatur suhu pasteurisasi yang akurat menggunakan thermosensor, dan dengan ukuran tabung yang berkapasitas 200 liter dapat meningkatkan produktivitas 2,5 kali lipat karena sebelumnya hanya menggunakan 2 dandang kecil yang berkapasitas 40 liter. Dengan demikian bila selama ini tiap hari hanya dapat memproduksi 200 botol per hari maka dengan alat ini dapat mencapai produksi 500 botol per hari dan mampu meningkatkan daya tahan produk menjadi 6 bulan.
Kata kunci : Carica, manisan, pasteurisasi, ekstraktor, otomatis.
I. PENDAHULUAN.
Kabupaten Wonosobo telah dikenal sebagai kota pariwisata. Kabupaten Wonosobo terletak di tengah pulau Jawa yang merupakan daerah pegunungan. Kota ini banyak disinggahi oleh turis baik domestik maupun manca negara sehingga memerlukan penanganan secara serius untuk menaikkan pendapatan daerah, khususnya dari wisatawan manca negara maupun wisatawan lokal. Sejak 3 tahun terakhir di Kecamatan Kejajar tepatnya di Dusun Sembung terdapat suatu bukit yang sedang booming yang disebut dengan Bukit Sikunir,setiap akhir pekan tidak kurang dari 5000 wisatawan baik lokal maupun manca negara berduyun-duyun ingin menyaksikan SUNRISE dari atas bukit Sikunir. Dengan adanya tempat wisata baru tersebut masyarakat sekitar bukit Sikunir berupaya mencari tambahan penghasilan keluarga dan tidak ada didaerah lain seperti terong belanda, carica, purwaceng, kentang, dan lain lain.
Disamping itu program Pemerintah Kabupaten Wonosobo salah satu upaya konservasi lahan kritis di daerah Wonosobo yaitu dengan budidaya tanaman carica (pepaya gunung) dan terong belanda. Hal ini dikarenakan tanah dan kondisinya sangat mendukung untuk budidaya tanaman tersebut. Oleh karenanya, Wonosobo lebih dikenal sebagi daerah penghasil Carica. Carica yang dihasilkan cukup banyak namun belum bisa diolah dengan baik. Sekitar 15 desa di daerah Wonosobo penduduknya menanam carica. Untuk itu, bisa dibayangkan apabila pada waktu panen raya berapa banyak carica yang dihasilkan.
Tanaman carica memiliki tinggi sekitar 3 meter dan buahnya kecil bulat berwarna hijau dan apabila sudah matang berwarna kuning. Carica berasal dari dataran tinggi Andes Amerika Selatan, pohon carica tumbuh subur didaerah pegunungan dengan ketinggian 1500-3000 meter diatas permukaan laut.Buah carica memiliki daging yang tebal dan berbiji berwarna hitam sebagaimana buah pepaya. Selain itu, buah arica juga memiliki kandungan
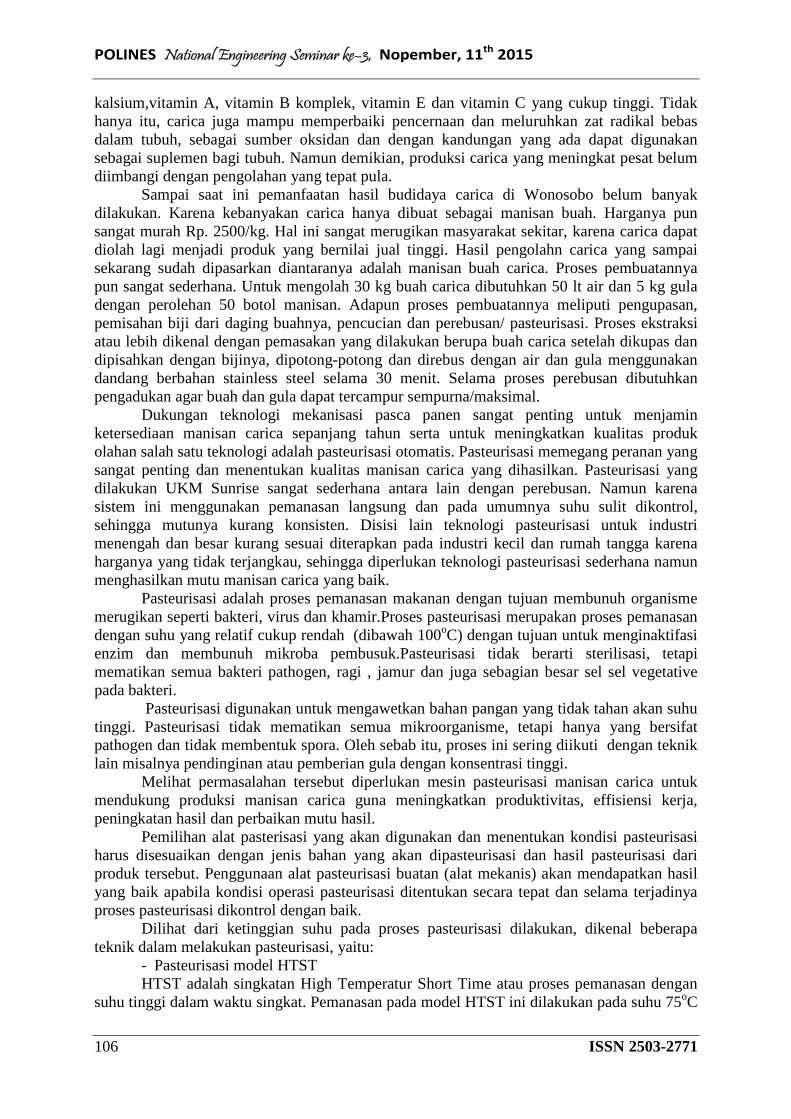
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
106 ISSN 2503-2771
kalsium,vitamin A, vitamin B komplek, vitamin E dan vitamin C yang cukup tinggi. Tidak hanya itu, carica juga mampu memperbaiki pencernaan dan meluruhkan zat radikal bebas dalam tubuh, sebagai sumber oksidan dan dengan kandungan yang ada dapat digunakan sebagai suplemen bagi tubuh. Namun demikian, produksi carica yang meningkat pesat belum diimbangi dengan pengolahan yang tepat pula.
Sampai saat ini pemanfaatan hasil budidaya carica di Wonosobo belum banyak dilakukan. Karena kebanyakan carica hanya dibuat sebagai manisan buah. Harganya pun sangat murah Rp. 2500/kg. Hal ini sangat merugikan masyarakat sekitar, karena carica dapat diolah lagi menjadi produk yang bernilai jual tinggi. Hasil pengolahn carica yang sampai sekarang sudah dipasarkan diantaranya adalah manisan buah carica. Proses pembuatannya pun sangat sederhana. Untuk mengolah 30 kg buah carica dibutuhkan 50 lt air dan 5 kg gula dengan perolehan 50 botol manisan. Adapun proses pembuatannya meliputi pengupasan, pemisahan biji dari daging buahnya, pencucian dan perebusan/ pasteurisasi. Proses ekstraksi atau lebih dikenal dengan pemasakan yang dilakukan berupa buah carica setelah dikupas dan dipisahkan dengan bijinya, dipotong-potong dan direbus dengan air dan gula menggunakan dandang berbahan stainless steel selama 30 menit. Selama proses perebusan dibutuhkan pengadukan agar buah dan gula dapat tercampur sempurna/maksimal.
Dukungan teknologi mekanisasi pasca panen sangat penting untuk menjamin ketersediaan manisan carica sepanjang tahun serta untuk meningkatkan kualitas produk olahan salah satu teknologi adalah pasteurisasi otomatis. Pasteurisasi memegang peranan yang sangat penting dan menentukan kualitas manisan carica yang dihasilkan. Pasteurisasi yang dilakukan UKM Sunrise sangat sederhana antara lain dengan perebusan. Namun karena sistem ini menggunakan pemanasan langsung dan pada umumnya suhu sulit dikontrol, sehingga mutunya kurang konsisten. Disisi lain teknologi pasteurisasi untuk industri menengah dan besar kurang sesuai diterapkan pada industri kecil dan rumah tangga karena harganya yang tidak terjangkau, sehingga diperlukan teknologi pasteurisasi sederhana namun menghasilkan mutu manisan carica yang baik.
Pasteurisasi adalah proses pemanasan makanan dengan tujuan membunuh organisme merugikan seperti bakteri, virus dan khamir.Proses pasteurisasi merupakan proses pemanasan dengan suhu yang relatif cukup rendah (dibawah 100oC) dengan tujuan untuk menginaktifasi enzim dan membunuh mikroba pembusuk.Pasteurisasi tidak berarti sterilisasi, tetapi mematikan semua bakteri pathogen, ragi , jamur dan juga sebagian besar sel sel vegetative pada bakteri.
Pasteurisasi digunakan untuk mengawetkan bahan pangan yang tidak tahan akan suhu tinggi. Pasteurisasi tidak mematikan semua mikroorganisme, tetapi hanya yang bersifat pathogen dan tidak membentuk spora. Oleh sebab itu, proses ini sering diikuti dengan teknik lain misalnya pendinginan atau pemberian gula dengan konsentrasi tinggi.
Melihat permasalahan tersebut diperlukan mesin pasteurisasi manisan carica untuk mendukung produksi manisan carica guna meningkatkan produktivitas, effisiensi kerja, peningkatan hasil dan perbaikan mutu hasil.
Pemilihan alat pasterisasi yang akan digunakan dan menentukan kondisi pasteurisasi harus disesuaikan dengan jenis bahan yang akan dipasteurisasi dan hasil pasteurisasi dari produk tersebut. Penggunaan alat pasteurisasi buatan (alat mekanis) akan mendapatkan hasil yang baik apabila kondisi operasi pasteurisasi ditentukan secara tepat dan selama terjadinya proses pasteurisasi dikontrol dengan baik.
Dilihat dari ketinggian suhu pada proses pasteurisasi dilakukan, dikenal beberapa teknik dalam melakukan pasteurisasi, yaitu:
- Pasteurisasi model HTST HTST adalah singkatan High Temperatur Short Time atau proses pemanasan dengan
suhu tinggi dalam waktu singkat. Pemanasan pada model HTST ini dilakukan pada suhu 75oC
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 107
selama 15 detik. Dalam proses pasteurisasi model HTST ini menggunakan alat yang disebut Keat Plate Exchanger atau semacam perubah suhu tinggi.
- Pasteurisasi model UHT UHT adalah singkatan dari Ultra High Temperatur atau proses pemanasan dengan
suhu sangat tinggi dalam waktu singkat. Pemanasan model UHT ini dilakukan dalam suhu 130oC selama 0,5 detik . Pemanasan dilakukan dalam tekanan tinggi. Melalui proses ini seluruh mikroba yang terdapat dalam makanan dan minuman mati, sehingga produk yang dipanaskan dengan UHT ini sering pula dikenal dengan nama produk steril.
- Pasteurisasi model LTLT LTLT adalah singkatan dari Low Temperatur Long Time atau pemanasan dengan suhu
rendah dalam waktu cukup lama. LTLT dilakukan pada suhu rendah sekitar 60oC dalam waktu 30 menit. Perbedaan tinggi rendahnya suhu dalam pasteurisasi tersebut berbeda pula pada umur atau ketahanan makanan dan minuman yang dipasteurisasi.
Dalam kegiatan ini dilakukan penerapan teknologi mesin pasteurisasi otomatis yang terbuat dari stainless steel dilengkapi pengontrol suhu secara otomatis dengan memperhatikan aspek teknis, ekonomis dan kondisi sosial ekonomis masyarakat setempat.
II. METODOLOGI PELAKSANAAN
1. Bahan dan peralatan
Bahan yang diperlukan dalam kegiatan ini meliputi bahan rekayasa untuk pembuatan mesin pasteurisasi otomatis yang terdiri dari : plat stainless ( kontak dengan food grade), besi siku, termostat, pipa besi , kompor pemanas gas LPG, carica, gula pasir.
2. Metode.
Metodologi yang digunakan dalam pelaksanaan adalah menerapkan dan mengintroduksikan alat pasteurisasi di UKM Sunrise. Metode pelaksanaannya melalui survey dan identifikasi lokasi , pengintroduksikan mesin, pendampingan dan sosialisasi penggunaan mesin, monitoring dan evaluasi penerapan. Kegiatan pendampingan dilakukan melalui pelatihan operator dan demo cara pengoperasian dan penerapan penggunaan mesin dilaksanakan dilokasi pada saat pelaksanaan monitoring dan evaluasi. Carica → Dikupas → Dirajan/diiris → Direbus + air +gula pasir ↓ Dikemas ↓ Manisan carica ← Dikemas ← Diberi label ← Dipasteurisasi
Gambar 1. Alur pembuatan manisan carica
III. HASIL DAN PEMBAHASAN.
Di Kabupaten Wonosobo khususnya desa Sembung sebagian besar penduduknya bercocok tanam, hampir setiap rumah mempunyai lahan yang cukup luas, yang ditanami berbagai jenis tanaman misal, kentang, terong belanda, carica dan lain lain. Namun karena sebagian besar lahannya ditanami kentang dan carica dan masyarakat belum dapat memanfaatkan carica secara maksimal.
Mereka memanfaatkan carica di jual segar (panen langsung dijual) dan di olah menjadi manisan carica sehingga mempunyai nilai jual yang lebih tinggi.
Ibu Ribut adalah seorang ibu rumah tangga yang sangat jeli melihat peluang bisnis memanfaatkan berlimpahnya carica di desanya.Beliau berusaha memaksimalkan manfaat dari

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
108 ISSN 2503-2771
carica dengan membuat manisan carica yang dikenal dengan manisan carica Sunrise, diberi label Sunrise karena akhir akhir ini di desa Sembungan Kecamatan Kejajar Dieng terkenal dengan bukit Sikunir untuk menyaksikan Sunrise (matahari terbit).Pengolahan manisan carica di UKM Sunrise ini masih sangat sederhana sehingga daya tahan (masa simpan) sangatlah pendek , hanya sekitar 2 bulan. Dalam kegiatan ini dilakukan penerapan teknologi mesin pasteurisasi otomatis berupa silinder yang terbuat dari stainless steel dilengkapi pengontrol suhu secara otomatis dengan pemanas kompor gas LPG, sehingga suhu pasteurisasi dapat diamati dengan pasti.
Dengan demikian manisan carica produk UKM Sunrise bertahan lebih dari 2 bulan dan menambah pangsa pasar yang lebih luas karena daya tahannya lebih lama serta menambah produktivitas yang mempunyai nilai ekonomi yang tinggi.
IV. KESIMPULAN
Di Desa Sembung Kecamatan Kejajar Dieng Kabupaaten Wonosobo carica hasil panen kebanyakan dibuat manisan. Di Desa Sembung ini ibu Ribut telah mempelopori para ibu ibu didesanya untuk memanfaatkan carica menjadi manisan carica semaksimal mungkin, maka tim pengabdian ini membantu dengan memberi hibah alat pasteurisasi otomatis.Selama ini pasteurisasi manisan carica menggunakan dandang dan tidak ada alat ukur suhu, sehingga jangka waktu penyimpanan (daya tahan) kurang lebih 2 bulan. Dengan bantuan alat pasteurisasi otomatis ini sekarang manisan carica umur simpannya dapat 6 bulan,sehingga jangkauan pemasaran dapat lebih luas, produktivitas bisa bertambah hingga 2,5 kali serta kandungan vitamin yang ada dalam buah carica tidak banyak yang hilang.
V. UCAPAN TERIMA KASIH
Penulis mengucap terima kasih kepada Universitas Diponegoro yang telah memberi Dana PNBP melalui program penguatan produk unggulan masyarakat Tahun Anggaran 2015 sehingga terlaksananya kegiatan ini
VI. DAFTAR PUSTAKA
[1] Anonim. 2004, Standar Nasional Indonesia, Jakarta, Departemen Perindustrian [2] Astawan, M, 1988, Teknologi Pengolahan Pangan Nabati Tepat Guna, Jakarta, Penerbit
Akedemi Preesindo. [3] Sinya, Hiromi, 2007, The Miracle of Enzyme, Oklahoma, Penerbit Konita. [4] Mc Cabe, 1960, Unit Operations, 3th Ed., New York, Mc Millan Publ. [5] Suprati L.M., 2005 Teknologi Pengolahan Pangan Kembang Tahu dan Susu, Jogjakarta,
Penerbit KANISIUS [6] Cruess, W.V., 1958,”Commercial Fruits and Vegetables Product”, McGraw Hill Book
Co.Inc, New York. [7] Said, E. G. 2000, Menguak Potensi Pengembangan Industri Hilir Perkebunan Indonesia.
Makalah Seminar Sehari Kebijakan Industri Hilir Perkebunan di Jakarta. [8] Surdiatata, Shinroku Saito, 1985, Pengetahuan Bahan Teknik, Jakarta, Pradnya Paramita [9] www.freepatentsonline.com/7391041. [10] www.freepatentsonline.com/0114465 A1. [11] www.ipteknet.com.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 109
DESAIN DAN PEMBUATAN PROTOTIP EKSTRAKTOR KONTINYU UNTUK PRODUKSI MINYAK PUPA SUTERA
Ery Fatarina Purwaningtyas , Mega Kasmiyatun , Sri Mulyaningsih.
Jurusan Teknik Kimia, Fakultas Teknik, Universitas 17 Agustus 1945 Jl. Pawiyatan Luhur Bendan Dhuwur , Semarang50135,Indonesia.
E-mail: [email protected]
Abstrak
Salah satu permasalahan yang dihadapi Pusat Sutera Alam (PSA) Regaloh di Pati adalah, pemanfaatan limbah. pupa ulat sutera ( Bombyx mori) yang merupakan salah satu produk sampingan dalam peternakan ulat sutera yang belum dimanfaatkan secara maksimal. Hambatan dalam penggunaan pupa ulat sutera dalam industri pangan ataupun industri lain adalah kurangnya informasi yang dimiliki mengenai pupa ulat sutera dan adanya persepsi yang kurang baik mengenai kualitas organoleptik produk-produk alternatif berbahan dasar serangga. Selain kandungan protein, pupa sutera memiliki kandungan lemak hampir 7,5 % yang berpotensi sebagai alternatif bahan baku surfaktan. Pupa ulat sutera merupakan komoditas yang belum dimanfaatkan secara maksimal untuk mendukung konsep zero waste industry .Oleh karena itu perlu dilakukan penelitian alternatif dan inovasi aplikatif pemanfatannya. Tujuan penelitian ini adalah pembuatan desain dan prototip ekstraktor kontinyu untuk produksi minyak pupa sutera dan melakukan uji efektivitas waktu ekstraksi terhadap rendemen minyak pupa. Hasil penelitian menunjukkan,bahwa prototip yang dibuat dengan kapasitas bahan (solute) 500 gram dan pelarut (solven) 5000 ml memberikan rendemen optimal 30,85% dengan waktu ekstraksi 90 menit. Prototip ini layak dibuat modelnya dan layak diaplikasikan di PSA Regaloh Pati.
Kata kunci : pupa sutera, ekstraktor kontinyu, minyak pupa.
I. PENDAHULUAN
Ulat sutera selain menghasilkan benang sutera, ternyata masih ada manfaat lain yang belum dikenal masyarakat, antara lain pengolahan pupa sutera sebagai bahan pembuatan kerupuk (http://dimassudiyanto.blogspot.com,2015) ; susu bubuk berprotein tinggi (Shawar Khan,2011). Pupa sutera yang sudah mati karena proses pengeringan, selama ini di Pusat Sutera Alam (PSA) Regaloh Pati merupakan limbah yang belum tertangani dengan maksimal. Sejauh ini sebagian masyarakat memanfaatkannya sebagai makanan ternak, disamping ada sebagian orang yang mengkonsumsinya, hal ini dikarenakan pupa mengandung banyak vitamin. (Guntoro,2004). Pupa adalah bagian isi dari kokon yang merupakan produk sampingan dari industri pembudidayaan ulat sutera, apabila tidak ditangani dengan baik akan mencemari lingkungan. Pupa ulat sutera merupakan komoditas kaya protein yang belum dimanfaatkan secara maksimal untuk mendukung konsep zero waste industry, sehingga dibutuhkan alternatif pemanfaatannya (www.sains.kompas.com,2015). Oleh karena itu diperlukan inovasi aplikatif untuk memanfaatkan pupa ulat sutera yang memiliki karakteristik yang sangat khas. Hasil penelitian Purwaningtyas,dkk , 2006 memberikan hasil kandungan minyak pupa sutera sebesar 6,5% menggunakan proses ekstraksi padat cair (leaching).
Ekstraktor adalah peralatan proses yang digunakan untuk memisahkan satu atau lebih komponen dalam campuran, campuran harus dikontakkan dengan fase lain, proses ini dikenal dengan nama ekstraksi. Fase lain yang dikontakkan dapat berupa gas-cair, uap-cair, cair-cair maupun padat-cair. Proses ekstraksi sendiri dibedakan menjadi dua macam yaitu, ekstraksi cair-cair dan ekstraksi padat-cair (leaching). Ekstraksi pelarut (ekstraksi cair-cair) seringkali digunakan sebagai alternatif untuk melakukan pemisahan selain dengan distilasi atau evaporasi.Pada proses ekstraksi tidak terjadi pemisahan langsung dari bahan-bahan yang akan
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
110 ISSN 2503-2771
diperoleh (ekstrak), melainkan mula-mula terjadi pengumpulan ekstrak (dalam pelarut).(McCabe at all, 1999)
Leaching ialah ekstraksi padat-cair dengan perantara suatu zat pelarut. Proses ini dimaksudkan untuk mengeluarkan zat terlarut dari suatu padatan Biasanya proses leaching berlangsung dalam tiga tahap, yaitu: Pertama perubahan fase dari zat terlarut yang diambil pada saat zat pelarut meresap masuk. Kedua terjadi proses difusi pada cairan dari dalam partikel padat menuju keluar. Ketiga perpindahan zat terlarut dari padatan ke zat pelarut. (http://nurul.kimia.upi.edu )
Proses ekstraksi terdiri dari tahap-tahap berikut: - Mencampur bahan ekstraksi dengan pelarut dan membiarkannya saling kontak (perpindahan
massa dengan cara difusi pada bidang antar muka bahan ekstraksi dengan pelarut). - Memisahkan larutan ekstrak dari rafinat, biasanya dengan cara filtrasi atau penjernihan. - Mengisolasi ekstrak dari larutan ekstrak dalam pelarut, dan mendapatkan kembali
pelarutnya dengan menguapkannya.(Bernasconi,dkk, 1995). Faktor-faktor yang perlu diperhatikan dalam proses ekstraksi antara lain sebagai
berikut : a. Ukuran partikel .Ukuran partikel mempengaruhi laju ekstraksi dalam beberapa hal.
Semakin kecil ukurannya, semakin besar luas permukaan antara padat dan cair; sehingga laju perpindahannya menjadi semakin besar. Dengan kata lain, jarak untuk berdifusi yang dialami oleh zat terlarut dalam padatan adalah kecil.
b. Zat pelarut .Larutan yang akan dipakai sebagai zat pelarut seharusnya merupakan pelarut pilihan yang terbaik dan viskositasnya harus cukup rendah agar dapat dapat bersikulasi dengan mudah. Biasanya, zat pelarut murni akan dipakai pada awalnya, tetapi setelah proses ekstraksi berakhir, konsentrasi zat terlarut akan naik dan laju ekstraksinya turun, pertama karena gradien konsentrasi akan berkurang dan kedua zat terlarutnya menjadi lebih kental.
c. Temperatur .Dalam banyak hal, kelarutan zat terlarut (pada partikel yang diekstraksi) di dalam pelarut akan naik bersamaan dengan kenaikan temperatur untuk memberikan laju ekstraksi yang lebih tinggi.
d. Pengadukan fluida .Pengadukan pada zat pelarut adalah penting karena akan menaikkan proses difusi, sehingga menaikkan perpindahan material dari permukaan partikel ke zat pelarut.
Leaching banyak dipakai dalam berbagai industri. Pada proses industri biologi dan makanan banyak produk dipisahkan dari struktur alaminya dengan proses leaching. Sebagai contoh, gula dihasilkan dari proses leaching dari tebu atau gula bit dengan menggunakan air. Dalam produksi minyak sayur, pelarut organik seperti heksana, aseton, dan eter digunakan untuk mengekstrak minyak dari kacang tanah, kacang kedelai, biji bunga matahari, biji kapas, dan sebagainya. Pada industri farmasi, berbagai produk farmasi yang berbeda dihasilkan dengan proses leaching akar tanaman, daun, ataupun batang. Selain untuk berbagai kegunaan di atas leaching juga dijumpai dalam industri pemrosesan logam. (http://artikelteknikkimia.blogspot ) Gambar 1 menunjukkan peralatan proses ekstraksi skala laboratorium ( soxleth ).

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 111
Gambar 1. Ekstraktor soxleth Tujuan penelitian ini adalah membuat desain dan prototip ekstraktor kontinyu dan
melakukan kajian uji efektivitas waktu ekstraksi dari prototip ekstraktor terhadap rendemen minyak pupa sutera yang dihasilkan. Jika setelah dilakukan kajian ekonomi ternyata prototip ekstraktor efisien, maka akan diaplikasikan di Pusat Sutera Alam Regaloh Pati.
II. METODOLOGI PENELITIAN
Bahan dan alat
Pada penelitian ini bahan baku yang digunakan adalah pupa sutera diperoleh dari PSA Regaloh Pati , pelarut benzene teknis diperoleh dari CV. Aneka Kurnia Semarang. Peralatan yang digunakan prototip ekstraktor kontinyu, rangkaian distilasi, dan alat bantu lainnya. Metode Penelitian
Variabel tetap massa pupa sutera 500 gram dan volume pelarut 5000 ml. Variabel berubah waktu ekstraksi : 30, 60,80,120,150 menit Respon : rendemen minyak pupa sutera.
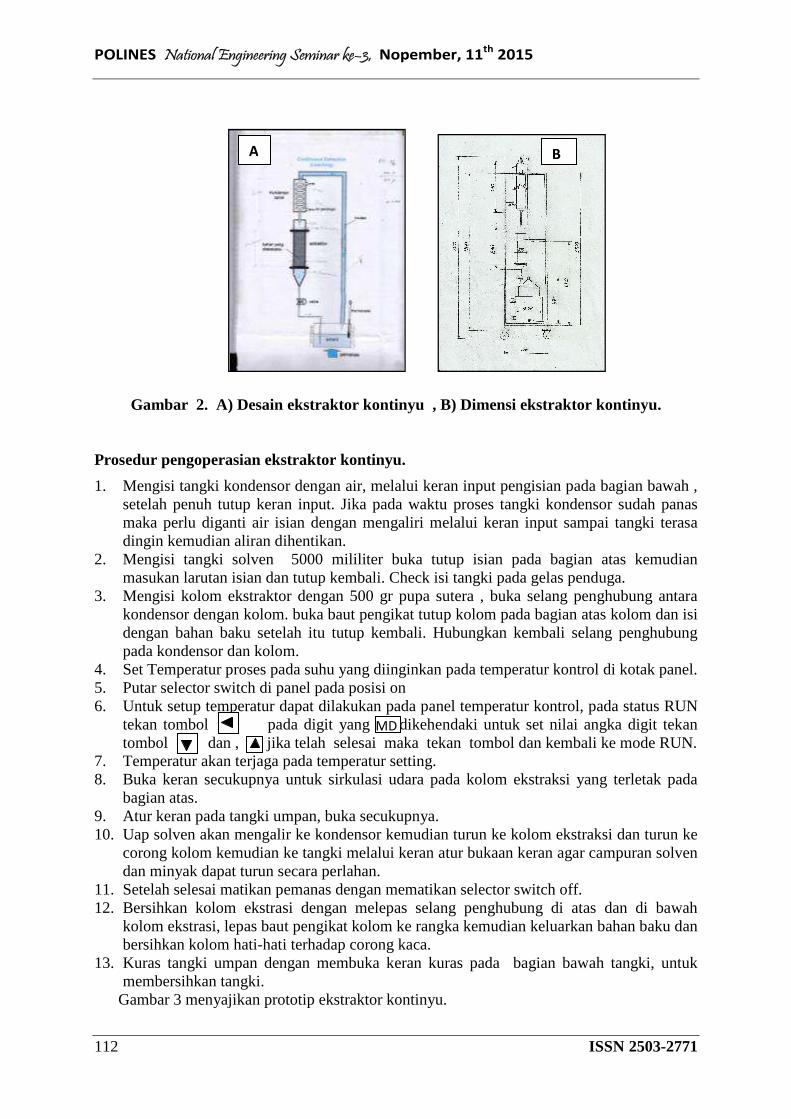
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
112 ISSN 2503-2771
Gambar 2. A) Desain ekstraktor kontinyu , B) Dimensi ekstraktor kontinyu. Prosedur pengoperasian ekstraktor kontinyu.
1. Mengisi tangki kondensor dengan air, melalui keran input pengisian pada bagian bawah , setelah penuh tutup keran input. Jika pada waktu proses tangki kondensor sudah panas maka perlu diganti air isian dengan mengaliri melalui keran input sampai tangki terasa dingin kemudian aliran dihentikan.
2. Mengisi tangki solven 5000 mililiter buka tutup isian pada bagian atas kemudian masukan larutan isian dan tutup kembali. Check isi tangki pada gelas penduga.
3. Mengisi kolom ekstraktor dengan 500 gr pupa sutera , buka selang penghubung antara kondensor dengan kolom. buka baut pengikat tutup kolom pada bagian atas kolom dan isi dengan bahan baku setelah itu tutup kembali. Hubungkan kembali selang penghubung pada kondensor dan kolom.
4. Set Temperatur proses pada suhu yang diinginkan pada temperatur kontrol di kotak panel. 5. Putar selector switch di panel pada posisi on 6. Untuk setup temperatur dapat dilakukan pada panel temperatur kontrol, pada status RUN
tekan tombol pada digit yang dikehendaki untuk set nilai angka digit tekan tombol dan , jika telah selesai maka tekan tombol dan kembali ke mode RUN.
7. Temperatur akan terjaga pada temperatur setting. 8. Buka keran secukupnya untuk sirkulasi udara pada kolom ekstraksi yang terletak pada
bagian atas. 9. Atur keran pada tangki umpan, buka secukupnya. 10. Uap solven akan mengalir ke kondensor kemudian turun ke kolom ekstraksi dan turun ke
corong kolom kemudian ke tangki melalui keran atur bukaan keran agar campuran solven dan minyak dapat turun secara perlahan.
11. Setelah selesai matikan pemanas dengan mematikan selector switch off. 12. Bersihkan kolom ekstrasi dengan melepas selang penghubung di atas dan di bawah
kolom ekstrasi, lepas baut pengikat kolom ke rangka kemudian keluarkan bahan baku dan bersihkan kolom hati-hati terhadap corong kaca.
13. Kuras tangki umpan dengan membuka keran kuras pada bagian bawah tangki, untuk membersihkan tangki.
Gambar 3 menyajikan prototip ekstraktor kontinyu.
A B
MD
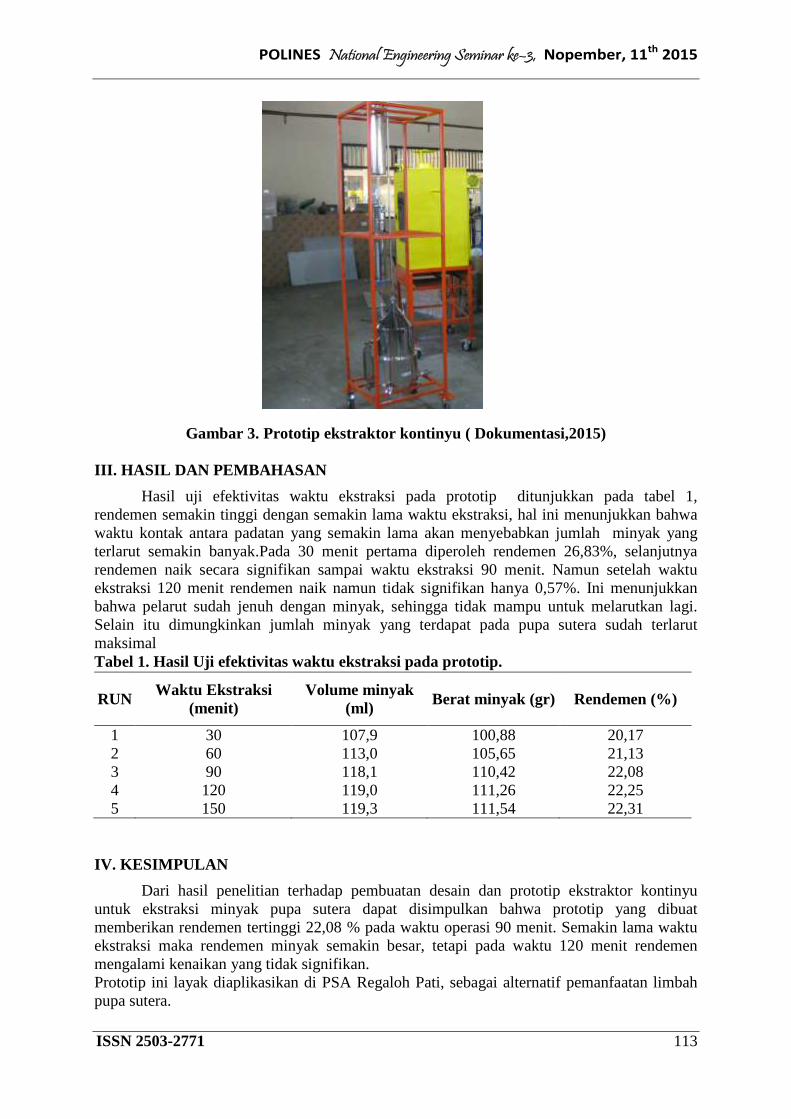
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 113
Gambar 3. Prototip ekstraktor kontinyu ( Dokumentasi,2015) III. HASIL DAN PEMBAHASAN
Hasil uji efektivitas waktu ekstraksi pada prototip ditunjukkan pada tabel 1, rendemen semakin tinggi dengan semakin lama waktu ekstraksi, hal ini menunjukkan bahwa waktu kontak antara padatan yang semakin lama akan menyebabkan jumlah minyak yang terlarut semakin banyak.Pada 30 menit pertama diperoleh rendemen 26,83%, selanjutnya rendemen naik secara signifikan sampai waktu ekstraksi 90 menit. Namun setelah waktu ekstraksi 120 menit rendemen naik namun tidak signifikan hanya 0,57%. Ini menunjukkan bahwa pelarut sudah jenuh dengan minyak, sehingga tidak mampu untuk melarutkan lagi. Selain itu dimungkinkan jumlah minyak yang terdapat pada pupa sutera sudah terlarut maksimal Tabel 1. Hasil Uji efektivitas waktu ekstraksi pada prototip.
IV. KESIMPULAN
Dari hasil penelitian terhadap pembuatan desain dan prototip ekstraktor kontinyu untuk ekstraksi minyak pupa sutera dapat disimpulkan bahwa prototip yang dibuat memberikan rendemen tertinggi 22,08 % pada waktu operasi 90 menit. Semakin lama waktu ekstraksi maka rendemen minyak semakin besar, tetapi pada waktu 120 menit rendemen mengalami kenaikan yang tidak signifikan. Prototip ini layak diaplikasikan di PSA Regaloh Pati, sebagai alternatif pemanfaatan limbah pupa sutera.
RUN Waktu Ekstraksi
(menit) Volume minyak
(ml) Berat minyak (gr) Rendemen (%)
1 30 107,9 100,88 20,17 2 60 113,0 105,65 21,13 3 90 118,1 110,42 22,08 4 120 119,0 111,26 22,25 5 150 119,3 111,54 22,31
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
114 ISSN 2503-2771
V. UCAPAN TERIMA KASIH
Ucapan terima kasih disampaikan pada DIKTI yang telah mendanai penelitian ini sesuai Surat Perjanjian Pelaksanaan Hibah Penelitian Bagi Dosen Perguruan Tinggi Swasta Kopertis Wilayah VI (Batch-I) Melalui DIPA DIKTI Tahun Anggaran 2015, Nomor: 003/K6/KM/SP2H/PENELITIAN_BATCH-I/2015,Tanggal : 30 Maret 2015 VI. REFERENSI [1] Bernasconi G, Gerster H, Hauser H, Stauble H, dan Schneiter E,1995 , Chemische
Technologie teil 2, Penerjemah Lienda Handojo ,Jakarta, PT.Pradnya Paramita, (1995), Halaman 182-185.
[2] Mc Cabe WL, Smith JC,and Harriot P , (1999), Unit Operation Of Chemical Engineering, 4th edition, Penerjemah Jasfi E, Jakarta, Penerbit Erlangga, Halaman 88-90.
[3] Guntoro,S,2004, Budidaya Ulat Sutera,edisi 6, Kanisius, Yogyakarta. [4] Purwaningtyas EF,Retno Ambarwati,dan Rudi Firyanto, 2006, Pemanfaatan Limbah ulat
Sutera Sebagai Sumber Protein dan Lemak , Fakultas Teknik UNTAG, Semarang. [5] Anonim,http://nurul.kimia.upi.edu, 24 Oktober 2015 [6] Anonim,http://artikelteknikkimia.blogspot , 24 Oktober 2015 [7] Anonim,http://dimassudiyanto.blogspot.com,24 Oktober 2015 [8] Anonim,www.sains.kompas.com, 24 Oktober 2015

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 115
PENGARUH KATALIS ASAM DAN BASA TERHADAP BIODISEL YANG DIHASILKAN PADA PROSES TRANSESTERIFIKASI IN SI TU
Indah Astieningsih Mappapa1 dan Indah Prihatiningtyas D.S2
Program Studi Teknik Kimia, Universitas Mulawarman, Jl. Sambaliung No.9 Samarinda, Indonesia 75119 Phone 0541-736834 Fax. 0541-749315
E-mail : [email protected], [email protected]
Abstrak
Biodiesel merupakan campuran mono-alkil ester dari rantai panjang asam lemak yang berasal dari minyak nabati dan dipakai sebagai alternatif bagi bahan bakar dari mesin diesel. Tujuan penelitian ini adalah untuk memproduksi biodiesel dari biji alpukat dengan metode in situ sistem mix sehingga didapatkan bahan bakar alternatif yang ramah lingkungan dari bahan nonedible. Penelitian ini memfokuskan pada pengaruh katalis asam dan basa terhadap sifat fisika dan biodiesel yang dihasilkan. (Trans)esterifikasi dilakukan pada suhu 60oC dengan kecepatan pengadukan 600 rpm dan waktu proses selama 2 jam. Katalis asam yang digunakan adalah H2SO4 18 N dan katalis basa adalah NaOH 0,1 N dengan masing-masing volume katalis adalah 0,25% dari volume etanol, sedangkan rasio bahan baku terhadap etanol (1:3). Sifat fisika dan kimia biodiesel untuk masing-masing katalis asam dan basa diperoleh densitas 0,956 g/ml dan 0,906 g/ml, viskositas 1,844254 mm2/s dan 1,971443 mm2/s, bilangan asam 0,74 dan 0,48 dengan FFA 3,68% dan 2,4%. Biodisel dengan katalis H2SO4 mempunyai prosentase FAEE sebesar 17.25.
Kata Kunci: Biodiesel, biji alpukat, transesterifikasi, in situ, Fatty Acid Ethyl Ester (FAEE)
I. PENDAHULUAN
Kebutuhan bahan bakar minyak sebagai sumber energi utama di Indonesia mengalami peningkatan setiap tahunnya seiring dengan meningkatnya jumlah penduduk dan pertumbuhan industri. Pemerintah pada akhirnya mengeluarkan Kebijakan Energi Nasional dan telah disetujui oleh DPR dimana dalam kebijakan tersebut Indonesia harus mengurangi ketergantungan terhadap energi fosil dan memprioritaskan penggunaan energi baru terbarukan (EBT). Pemerintah menargetkan pada 2025 nanti konsumsi energi fosil (minyak bumi) berkurang menjadi 23% dari konsumsi saat ini yang masih 49%. Kebijakan ini merupakan peluang untuk dikembangkannya biofuel yang merupakan salah satu energy yang terbarukan.
Biodiesel merupakan bahan bakar dari minyak nabati yang terdiri dari campuran mono-alkil ester dari rantai panjang asam lemak dan dipakai sebagai alternatif bagi bahan bakar dari mesin diesel. Biodiesel memiliki kelebihan seperti mudah digunakan, ramah lingkungan (biodegradable), tidak beracun, bebas dari logam berat dan senyawa aromatik. Biodiesel dapat dihasilkan dari berbagai macam bahan baku terutama tanaman pangan yang mengandung minyak nabati [1].
Permasalahan yang sekarang dihadapi adalah penggunaan bahan baku tersebut hanya akan menimbulkan krisis pangan sehingga perlu dicari sumber minyak nabati non pangan yang dapat digunakan sebagai bahan baku biodiesel.
Telah banyak penelitian yang berkaitan dengan produksi biodiesel dengan berbagai macam bahan baku, seperti minyak kelapa sawit [2], mikro alga [3], minyak kemiri [4], dan biji karet [5]. The National Biodiesel Foundation (NBF) telah meneliti buah alpukat sebagai bahan bakar sejak 1994 dan menggungkapkan bahwa biji alpukat mengandung lemak nabati yang tersusun dari senyawa alkil ester. Bahan ester ini memiliki komposisi yang sama dengan bahan bakar diesel [6]. Ulfiati dan Herbi (2010) telah melakukan penelitian pembuatan biodiesel dengan mengekstrak biji alpukat untuk memperoleh minyak nabati, selanjutnya menggunakan metode (trans)esterifikasi dengan katalis NaOH dan dihasilkan biodiesel. Biodiesel dari minyak biji alpukat mempunyai flash point antara 130oC sampai 240oC dan mempunyai nilai pour point antara -2oC sampai 9oC. Wulansari dkk (2012) juga melakukan penelitian yang sama dimana biodiesel yang diperoleh dari minyak hasil ekstraksi biji alpukat

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
116 ISSN 2503-2771
memiliki sifat fisika dan kimia mendekati Syarat Mutu Biodiesel Indonesia [7]. Dari hasil penelitian diatas mendorong peneliti untuk membuat biodiesel dari biji alpukat dengan proses (trans)esterifikasi in situ sistem mix. Proses ini dapat mengurangi biaya produksi dan lebih efisien dibandingkan metode konvensional karena pada proses ini bahan baku langsung dikontakkan dengan metanol yang dibantu katalis asam/basa dan tanpa didahului dengan tahapan ekstraksi dan destilasi minyak dengan pelarut [5].
Pada proses pembuatan biodiesel, minyak nabati di(trans)esterifikasikan dengan alkohol dengan bantuan pemanasan dan katalis untuk mempercepat reaksi. Katalis yang umum digunakan adalah katalis basa homogen [8], katalis asam homogeny [9] dan katalis heterogen [11]. Penelitian untuk mengetahui pengaruh katalis asam dan basa pada produksi biodiesel dari biji alpukat dengan metode (trans)esterifikasi insitu belum pernah dilakukan sebelumnya, sehingga dalam penelitian ini pengaruh katalis asam dan basa terhadap sifat fisik dan kimia biodiesel ingin dipelajari. Penelitian ini diharapkan dapat membantu dalam mengatasi masalah krisis energi dengan memanfaatkan limbah biji alpukat.
Tujuan Penelitian 1. Mengetahui pengaruh katalis asam dan basa terhadap densitas dan viskositas biodiesel
yang dihasilkan 2. Mengetahui pengaruh katalis asam dan basa terhadap karakteristik FAEE yang dihasilkan
dari biji alpukat
II. METODOLOGI PENELITIAN
Alat Penelitian Alat-alat yang digunakan dalam penelitian ini antara lain oven, erlenmeyer, pisau,
blender, beaker glass, ember, batang pengaduk, gabus penutup, selang, pompa, hot plate, pipet tetes, gelas ukur, spatula, neraca analitis, termometer, alat destilasi sederhana, kondensor graham, kondensor liebig, kertas saring, panci stainless steel, gelas ukur, labu ukur, pipet ukur, pipet volume, aluminium foil, botol sampel, corong kaca, statif dan klem, stirer, corong pisah, labu leher tiga dan bulp. Bahan Penelitian
Bahan-bahan yang digunakan dalam penelitian ini antara lain biji Alpukat, NaOH 0.1 N, H2SO4 p.a 96%, aquadest, H2C2O4 0.1 N, etanol p.a 98% dan indikator PP.
Prosedur Percobaan
Bahan baku berupa biji alpukat dihaluskan kemudian dikeringkan pada suhu 60oC selama 2 jam. Transesterifikasi dilakukan dengan mereaksikan bahan baku dengan etanol dengan perbandingan 1:3 baik untuk katalis H2SO4 maupun dengan NaOH, dengan volume katalis 0,25% dari volume etanol, dengan kecepatan pengadukan 600 rpm pada suhu 60oC selama 2 jam. Pemurnian etil ester (biodiesel) dari etanol dengan cara distilasi pada suhu 65oC. Untuk memisahkan etil ester dengan gliserol dilakukan dengan dekantasi. Etil ester dimurnikan dengan pencucian basah menggunakan air selanjutnya dianalisa sifat fisika dan kimia biodiesel yaitu densitas, viskositas kinematik, bilangan asam, prosentase FFA dan konsentrasi FAEE. MetodeAnalisis Data 1. Densitas
Penentuan densitas pada penelitian ini menggunakan piknometer dengan prinsip yang didasarkan atas penentuan massa cairan dan penentuan ruangyang ditempati cairan ini. Penentuan berat jenis larutan dengan menimbang piknometer kosong dan piknometer berisi

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 117
larutan uji dimana selisih dari penimbangan tersebut dibandingkan dengan volume larutan uji untuk memperoleh bobot jenis larutan tersebut.
2. Viskositas Penentuan koefisian viskositas diukur dengan metode Viskometer Oswald [11]. Pada metode ini viskositas ditentukan dengan mengukur waktu yang dibutuhkan bagi cairan uji untuk lewat antara dua tanda ketika ia mengalir karena gravitasi, melalui suatu tabung kapiler vertikal. Waktu alir dari cairan yang diuji dibandingkan dengan waktu yang dibutuhkan bagi suatu cairan yang viskositasnya sudah diketahui (biasanya air) untuk lewat antara dua tanda tersebut.
3. Bilangan asam Bilangan asam adalah massa dari kalium hidroksida (KOH) dalam milligram yang diperlukan untuk menetralisir satu gram zat kimia.
4. Prosentase Free Faty Acid (FFA) Penentuan presentase asam lemak bebas (FFA) berprinsip pada titrasi sampel yang dilarutkan dengan etanol oleh NaOH untuk menetralkan asam lemak bebas.
5. Karakteristik FAEE GC (Gas Chromatography) yang biasa disebut juga Kromatografi Gas (KG) merupakan teknik instrumental untuk memisahkan campuran dengan mengalirkan arus gas melalui fase diam [12]. GC merupakan metode yang dinamis untuk pemisahan dan deteksi senyawa-senyawa organik yang mudah menguap dan senyawa-senyawa gas anorganik dalam suatu campuran.
III. HASIL DAN PEMBAHASAN
Hasil analisa proksimat biji alpukat disajikan sesuai Tabel 1 dibawah ini: Tabel 1. Hasil analisis proksimat kandungan bahan baku biji alpukat
Analisis Kadar (%) Kadar air 73,3 Kadar abu 1,16 Kadar minyak/lemak 14,78
Proses (trans)esterifikasi insitu dilakukan dengan mereaksikan minyak yang terdapat
dalam biji alpukat dengan bantuan katalis (asam maupun basa). Proses (trans)esterifikasi ini menggunakan etanol p.a dengan variasi katalis yaitu katalis asam (H2SO4) dan basa (NaOH). Proses (trans)esterifikasi dilakukan selama 120 menit dimana waktu tersebut merupakan waktu optimum untuk memperoleh yield yang tinggi [8] dimana setiap 15 menit sampel akan diuji densitas, viskositas dan asam lemak bebasnya dengan rentang temperatur operasi 55oC-65oC. Pada proses ini suhu reaksi harus kurang dari titik didih etanol untuk memastikan tidak ada etanol yang menguap. Ketika reaksi mendekati atau melampaui titik didih etanol, etanol akan menguap dan membentuk sejumlah besar gelembung yang akan menghambat reaksi [13]. Gambar 1 adalah grafik viskositas kinematik dan densitas campuran terhadap waktu reaksi pada katalis asam dan basa.
Gambar 1. Grafik viskositas kinematik dan densitas campuran biodiesel terhadap
waktu pada katalis asam dan basa
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,75
0,76
0,77
0,78
0,79
0,8
0,81
0,82
0,83
0 15 30 45 60 75 90 105 120
Vis
ko
sita
s k
ine
mat
ik (
mm
2/
s)
De
nsi
tas
(gr/
ml)
Waktu (menit)
Densitas(H2SO4)
Densitas(NaOH)
Viskositas(H2SO4)
Viskositas(NaOH)

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
118 ISSN 2503-2771
Densitas adalah ukuran kepekatan atau kemampatan suatu zat merupakan perbandingan antara massa dan volume zat itu sendiri sedangkan viskositas merupakan sifat suatu cairan atau gas yang berhubungan dengan hambatan alir gas/cairan itu sendiri akibat adanya gaya-gaya antar partikel yang mengalir [14]. Keduanya merupakan sifat fisika yang tergantung pada suhu, waktu reaksi dan komposisi larutan. Gambar 1 menunjukan bahwa secara umum semakin lama proses (trans)esterifikasi insitu nilai densitas dan viskositas larutan dengan katalis asam maupun basa mengalami kenaikan. Hal ini disebabkan semakin lama waktu maka semakin besar gaya gesek antar partikel-partikel sehingga menghambat pergerakan dari fluida [15] yang akhirnya menyebabkan semakin besarnya nilai viskositas. Jika dibandikan nilai densitas maupun viskositas berdasarkan penggunaan katalis antara asam dan basa maka nilai densitas dan viskositas katalis asam (H2SO4) memiliki nilai yang lebih tinggi dibandingkan dengan katalis basa (NaOH). Gambar 1 juga menunjukkan bahwa penggunaan katalis baik asam (H2SO4) maupun basa basa (NaOH) memiliki nilai densitas dan viskositas yang konstan setelah 105 menit. Ketika densitas dan viskositas produk konstan maka dapat diperkirakan bahwa produk biodiesel dan ekstraksi minyak telah sepenuhnya terbentuk [5].
Densitas bahan bakar memiliki beberapa efek pada break up bahan bakar yang disuntikkan ke dalam silinder [5]. Densitas biodiesel menurut standar SNI 04-7182-2006 adalah 0,85-0,90 g/ml. Nilai densitas biodiesel dengan katalis basa yang diperoleh dalam penelitian ini sesuai dengan standar yaitu 0,906 g/ml sedangkan densitas biodiesel dengan katalis asam sedikit di atas standar SNI yaitu 0,956 g/ml hal ini kemungkinan karena masih ada kotoran dalam produk biodiesel. Produk biodiesel adalah hasil dari proses ekstraksi dan reaksi, jadi selain biodiesel masih ada kemungkinan produk-produk lain seperti resin [5]. Dengan meningkatnya densitas, diamater tetesan bahan bakar akan meningkat sehingga penetrasi ke ruang pembakaran akan lebih tinggi juga [16]. Ketika disuntikkan bahan bakar dengan densitas dan viskositas yang rendah maka akan terjadi perbaikan atomisasi dan dihasilkan pembentukan campuran yang lebih baik [17].
Viskositas merupakan salah satu parameter yang sangat penting. Viskositas memainkan peran yang dominan dalam penyemprotan bahan bakar, pembentukan campuran dan proses pembakaran. Menurut Chigier and Norman (1983) viskositas yang rendah akan menyebabkan cepat ausnya bagian-bagian mesin seperti pompa injektor dan injektor bahan bakar, sedangkan viskositas yang tinggi akan menyebabkan terganggunya proses injeksi dan mengarah ke atomisasi bahan bakar tidak baik [18]. Viskositas biodiesel menurut standar SNI 04-7182-2006 adalah 2,3-6,0 mm2/s. Dari hasil penelitian didapatkan nilai viskositas kinematik untuk katalis asam adalah 1.844254 mm2/s, nilai tersebut berada dibawah standar nilai SNI. Sedangkan untuk katalis basa didapatkan nilai 1.971443 mm2/s yang juga masih berada dibawah standar SNI, tetapi nilai ini sudah sesuai standar nilai ASTM D-6751 dengan kisaran 1,9-6,0 mm2/s. Gambar 2 adalah grafik bilangan asam terhadap waktu pada perbedaan katalis.
Gambar 2. Grafik bilangan asam terhadap waktu pada perbedaan katalis
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
15 30 45 60 75 90 105 120
Bil. Asam (H2SO4)
Bil. Asam (NaOH)
Bil
. Asa
m (
mg
KO
H/g
r)
Waktu (menit)

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 119
Bilangan asam sendiri adalah massa dari natrium hidroksida (NaOH) yang diperlukan untuk menetralisir satu gram zat kimia [5]. Dari Gambar 2 terlihat bahwa dari waktu ke waktu nilai bilangan asam baik pada katalis H2SO4 maupun NaOH mengalami penurunan. Pada menit ke-15 bilangan asam untuk katalis H2SO4 adalah 0,83 dan pada menit ke-120 turun menjadi 0,67 sedangkan pada katalis NaOH bilangan asam lebih rendah yaitu 0,19 pada menit ke-15 dan 0,12 pada menit ke-120. Penurunan bilangan asam ini disebabkan asam lemak/FFA terkonversi menjadi etil ester. Perbedaan nilai bilangan asam pada kedua katalis dimana nilai bilangan asam pada katalis basa jauh lebih rendah dari katalis asam disebabkan karena sifat basa dari NaOH akan menetralisisr/menurunkan FFA dalam bahan baku ataupun produk biodiesel [5].
Bilangan asam juga mempengaruhi kualitas biodiesel. Bilangan asam yang tinggi tidak hanya membuat deposit dalam sistem bahan bakar tetapi juga menurunkan kualitas komponen sistem bahan bakar. Hasil yang didapatkan menunjukkan nilai bilangan asam pada katalis asam lebih tinggi dari katalis basa yaitu 0,73 untuk katalis asam dan 0,48 untuk katalis basa. Nilai bilangan tersebut masih berada pada standar nilai SNI yang mensyaratkan bilangan asam maksimum 0,8. Produk biodiesel dengan katalis basa (NaOH) 0,1 N memiliki warna yang lebih cerah dibandingkan dengan produk yang menggunakan katalis asam (H2SO4) PA 18 N seperti yang ditunjukkan Gambar 3.
Gambar 3. Gambar produk biodiesel a) Biodiesel dengan katalis basa b) Biodiesel
dengan katalis asam
Etil ester asam lemak (FAEE) dari biodiesel yang dihasilkan dapat terdeteksi dengan kromatogram Gas Chromatography. Gambar 4 menunjukkan FAEE yang terdeteksi dengan kromatogram GC pada katalis asam.
Gambar 4. Kromatogram GC biodiesel dengan katalis H2SO4
Dari gambar 4 dapat dijelaskan bahwa FAEE terdeteksi pada menit ke 8,15 adalah
asam linoleat. Penelitian menunjukkan bahwa biodisel yang dihasilkan dengan katalis asam menghasilkan yield sebesar 20,29% dari berat minyak sedangkan prosentase FAEE sebesar 17,25%.
a b

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
120 ISSN 2503-2771
IV. KESIMPULAN
Proses produksi biodiesel ini untuk masing-masing katalis asam (H2SO4) dan basa (NaOH) didapatkan densitas 0,956 g/ml dan 0,906 g/ml, viskositas 1,844254 mm2/s dan 1,971443 mm2/s serta bilangan asam 0,74 dan 0,48 dengan FFA 3,68% dan 2,4%. Biodisel dengan katalis H2SO4 mempunyai prosentase FAEE sebesar 17,25 dengan yield 20,29%. Secara umum bahwa biodiesel dengan katalis basa dan asam mendekati standar SNI maupun nilai ASTM D-6751.
V. REFERENSI
[1] Manay S. (2010). Membuat Sendiri Biodiesel. Yogyakarta : Andi Offset [2] Anshary M Isa., Oktavia Damayanti., Achmad Roesyadi. (2012). Pembuatan Biodiesel
dari Minyak Kelapa Sawit dengan Katalis Padat Berpromotor Ganda Dalam Reaktor Fixed Bed. Jurnal Teknik POMITS 1 (1) : 1-4
[3] Christi Y. (2007). Biodiesel from Microalgae. Biotechnology Advances (25): 294-306. [4] Maulana F. (2011). Penggunaan Katalis NaOH dalam Proses Transesterifikasi Minyak
Kemiri menjadi Biodiesel. Jurnal Rekayasa Kimia dan Lingkungan (8), 2 : 73 – 78. [5] Duma K W., Widayat., Hadiyanto. (2013). Study on Production Process of Biodiesel
from Rubber Seed (Hevea Brasiliensis) by in Situ (Trans)Esterification Method with Acid Catalyst. Energy Procedia (32) : 64-73.
[6] Ulfiati dan Herbi S Totok. (2010). Pembuatan Biodiesel dari Biji Alpukat dengan Proses Transesterifikasi. Tesis. Surabaya, Universitas Pembangunan Nasional “Veterean”.
[7] Wulansari., Ayu., Eka Putri Indriani. (2012). Pembuatan Biodiesel dari Minyak Biji Alpukat (Persea gratissima) Menggunakan Katalis Heterogen Kalsium Oksida (CaO). Skripsi. Bandung, Teknik Kimia Politeknik Negeri Bandung.
[8] Elvianto D. (2013). Biodiesel Dari Minyak Pepaya Dengan Transesterifikasi Insitu. Jurnal Teknik Kimia (8), 1
[9] Soemargono dan Mulyadi E. (2011). Proses Produksi Biodiesel Berbasis Biji Karet. Jurnal Rekayasa Proses (5), 2
[10] Widayat dan Duma Kalista W. (2010). Teknologi Proses Produksi Biodiesel. Semarang: Ef Press
[11] Dogra SK. (2008). Kimia Fisik dan Soal-soal. Jakarta : Universitas Indonesia (UI Press) [12] Muharrami LK. (2011). Penentuan Kadar Kolestrol Dengan Metode Kromatografi Gas.
AGROINTEK (5), 1 [13] Meng X., Chen G., Wang Y. (2008). Biodiesel Production From Waste Cooking Oil Via
Alkali Catalyst and Its Engine Test. Fuel Process Tech. (89), 9 : 851-857 [14] Humaida H., Brotopuspito KS., Pranowo HD., Narsito. (2011). Pemodelan Perubahan
Densitas dan Viskositas Magma serta Pengaruhnya terhadap Sifat Erupsi Gunung Kelud. Jurnal Geologi Indonesia (6), 4 : 227-237
[15] Welty J. (2004). Dasar-Dasar Fenomena Transport. : Transfer Momentum. Jakarta: Erlangga
[16] Choi CY and Reitz RD. (1999). A Numerical Analysis of The Emissions Characteristics of Biodiesel Blended Fuels. J Eng Gas Turbines Power (121) :31-37
[17] Cakani M and Sanli H. 2008. Biodiesel Production From Various Feedstocks and Their Effect on The Fuel Properties. Journal Ind Microbiel Biotechnol (35):431-441
[18] Chigier and Norman. (1983). Energy, Combustion, Environment. England: McGraw Hill publishers

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 121
PEMISAHAN HASIL CAIR PIROLISIS SAMPAH PLASTIK TERSELEKSI DENGAN DISTILASI KONVENSIONAL
Maryudi, Martomo Setyawan, Abdul Fadlil, Siti Salamah
Program StudiTeknik Kimia Universitas Ahmad Dahlan Kampus III UAD, Jl. Prof Soepomo, Janturan, Warungboto, Yogyakarta
Abstract
Waste of plastics has become a major issue to environment lately. Since it invented in 1907 plastic has become most used component on our daily lives. Plastic has many adavantages compared to other materials. In general plastic has a low density, light, varying strength and low manufacturing cost. However, plastic cannot degraded naturally and when not used anymore it will pollute the enviroment. One of method to degrade plastic is pyrolysis. In this method plastic will degrade to hydrocarbon which can used as liquid fuel. Pyrolysis of plastic occurs at high temperature of about 400oC under an free oxygen environment and produces small moleculer weight molecules. This research was conducted to determine the composition products of pyrolysis selective plastic at 450oC in previous research. The method which used to separateproducts of pyrolysis is distillation with temperature between 50oC to 240oC to obtain liquid fuel as products of pyrolysis plastic. The results of this research were the distillate at 170oC, 190oC, 200oC, 210oC, 220oC and 240oC with volume 2 mL, 4,7 mL, 2,3 mL, 2,5 mL, 5,0 mL and 4,9 mL. And the most products component of pyrolysis plastic in previous research was obtain at 190oC, 220oC and 240oC.
Keyword : Pyrolysis, Plastic, Fuel I. PENDAHULUAN
Plastik saat ini merupakan salah satu bahan yang tidak dapat dipisahkan dari kehidupan sehari-hari. Hal ini dikarenakan plastik memiliki sifat unggul seperti ringan tetapi kuat, transparan, tahan air serta harganya relatif murah dan terjangkau oleh semua kalangan masyarakat [1]. Di Indonesia, kebutuhan kemasan yang terus meningkat dari kalangan industri membuat industri plastik terus bertumbuh. Bahan baku plastik yang biasa dibutuhkan pasar, adalah polietilena (PE) dan polipropilena (PP). Untuk konsumsi plastik jenis PE, tahun lalu mencapai 800.000 ton: Adapun konsumsi plastik PP mencapai sebesar 900.000 ton [2]. Namun dibalik semua kelebihannya, bahan plastik memiliki masalah setelah barang tersebut tidak digunakan lagi. Barang berbahan plastik tidak dapat membusuk, tidak dapat menyerap air, maupun tidak dapat berkarat, dan pada akhirnya tidak dapat diuraikan/didegradasi dalam tanah sehingga menimbulkan masalah bagi lingkungan [3]. Maka dari itu diperlukan tindakan untuk mengurangi jumlah sampah terutama plastik. Melihat dari sifat penyusun plastik yang tersusun dari komponen hidrokarbon minyak bumi, maka limbah plastik sangat berpotensi untuk dikonversi menjadi BBM. Teknik yang digunakan untuk mengembalikan material plastik tersebut adalah dengan cara pemecahan rantai karbon atau polimer sehingga menja dihidro karbon. Pada penelitian ini untuk dekomposisi tersebut digunakan teknik pirolisis. Pirolisis yaitu pemanasan pada kondisi bebas oksigen. Dalam proses pirolisis komponen organik dalam bahan dapat menghasilkan produk cair dan gas yang dapat berguna sebagai bahan bakar atau sumber bahan kimia [4]. Kegiatan yang akan dilakukan dalam penelitian ini adalah upaya untuk memisahkan dan mengetahui komposisi hasil pirolisis plastik campuran pada suhu 450oC dengan metode destilasi. II. LANDASANTEORI
Pirolisis plastik merupakan proses thermal cracking dari polimer bermassa molekul tinggi tanpa adanya oksigen dan menghasilkan senyawa bermassa molekul rendah. Umumnya limbah plastik hanya dibuang atau dibakar (inceneration). Namun kedua hal tersebut tidak

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
122 ISSN 2503-2771
menyelesaikan masalah limbah plastik karena keterbatasan lahan dan sifat plastik yang tidak mudah terdegadrasi. Sementara pembakaran pada suhu rendah akan menghasilkan zat beracun yang berbahaya bagi kesehatan[5]. HDPE, LDPE, PP dan PS merupakan polimer turunan dari hidrokarbon dan memiliki nilai energi yang mirip dengan komponen penyusunnya. Berikut adalah perbandingan jumlah energi dalam plastik dengan bahan bakar
Tabel 1. PerbandinganJumlahEnergidalamPlastikdenganBahanBakar [6]
Material NilaiKalori ( MJ/kg) Polietilen 46.3 Polipropilen 46.4 Polistiren 41.4 Polivinilklorida 18.0 Batubara 24.3 LPG 46.1 Kerosene 43.4 Diesel 43.0 Light Fuel Oil 41.9 Heavy Fuel Oil 41.1
Pirolisis plastik pada umumnya terjadi pada temperatur ± 400oC. Pada temperatur
tersebut rantai utama (C-C) dari plastik akan putus sehingga menjadi rantai yang lebih pendek dan akhirnya menjadi hidrokarbon cair dan gas pada temperatur ruangan. Rantai utama dapat putus dengan cara dekomposisi acak dan depolimerisasi. Dekomposisi acak memutus rantai utama secara acak, contohnya terjadi pada PE dan PP, sedangkan depolimerisasi memutus rantai utama menjadi monomer awalnya. Contohnya terjadi pada PS dan PMMA [7]
Produk proses pirolisis dapat menjadi bermacam-macam komponen. Terdapat lebih
dari seratus komponen hidro karbon termasuk paraffin, olefin, napthene dan senyawa aromatis yang dapa tmenjadi produk proses pirolisisplastik. Parafin merupakan hidrokarbon jenuh dengan rantai lurus atau bercabang. Olefin hampir sama dengan paraffin namun memiliki ikatan rantai rangkap 2 dalam strukturnya. Napthene merupakan hidrokarbon jenuh namun memiliki gugus cincin dalam strukturnya. Senyawa aromatis mengandung gugus cincin benzene dalam strukturnya. Secara keseluruhan senyawa tersebut digunakan sebagai bahan bakar. Berikut adalah tabel senyawa hidrokarbon di dalam bahan bakar pada umumnya[8].
Tabel 2.Komponen Hidrokarbon dalam Bahan Bakar
III. METODOLOGI
Penelitian dilakukan di Laboratorium Universitas Ahmad Dahlan, Yogyakarta. Bahan penelitian yang digunakan dalam penelitian ini adalah hasil pirolisis plastik campuran terseleksi pada temperatur 450oC dari hasil penelitian sebelumnya. Sementara alat penelitian berupa serangkaian alat destilasi seperti gambar di bawah ini.
Fuels LPG Petrol Kerosene Diesel Heavy Fuel Oil Hidrokarbon C3 to C4 C4 to C12 C12 to C15 C12 to C24 C12 to C70
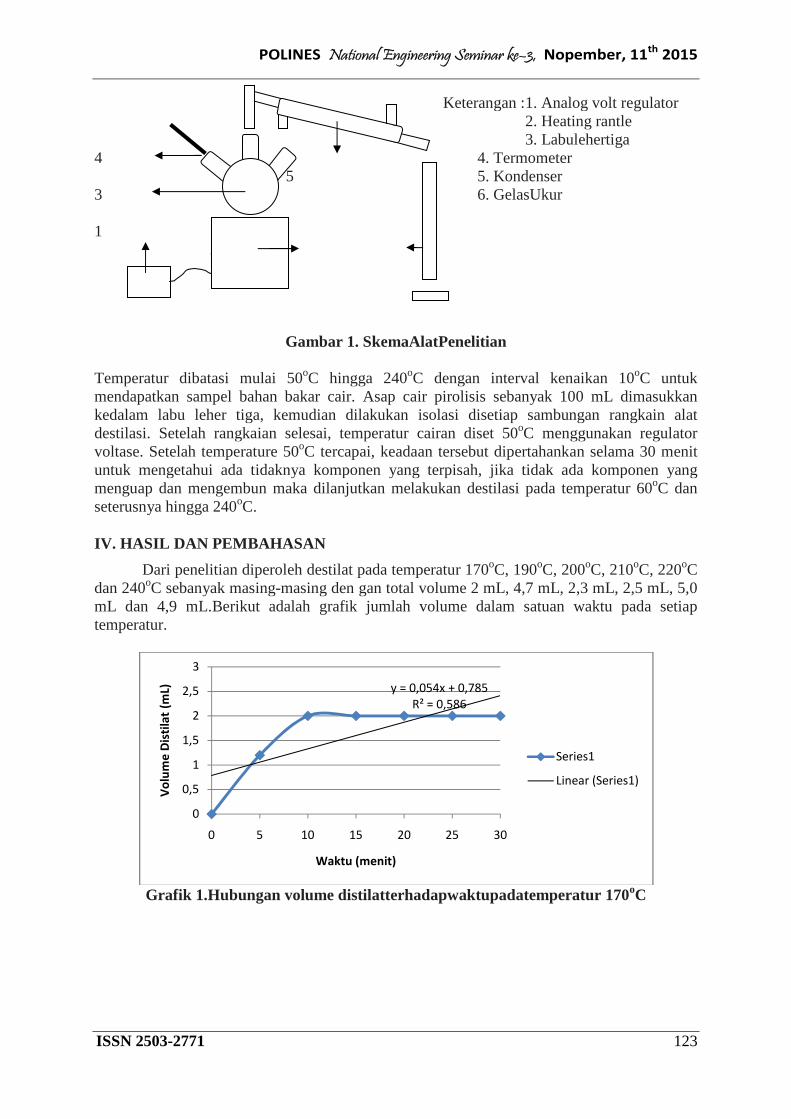
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 123
Keterangan : 1. Analog volt regulator 2. Heating rantle 3. Labulehertiga 4 4. Termometer 5 5. Kondenser 3 6. GelasUkur 1 2 6
Gambar 1. SkemaAlatPenelitian Temperatur dibatasi mulai 50oC hingga 240oC dengan interval kenaikan 10oC untuk mendapatkan sampel bahan bakar cair. Asap cair pirolisis sebanyak 100 mL dimasukkan kedalam labu leher tiga, kemudian dilakukan isolasi disetiap sambungan rangkain alat destilasi. Setelah rangkaian selesai, temperatur cairan diset 50oC menggunakan regulator voltase. Setelah temperature 50oC tercapai, keadaan tersebut dipertahankan selama 30 menit untuk mengetahui ada tidaknya komponen yang terpisah, jika tidak ada komponen yang menguap dan mengembun maka dilanjutkan melakukan destilasi pada temperatur 60oC dan seterusnya hingga 240oC. IV. HASIL DAN PEMBAHASAN
Dari penelitian diperoleh destilat pada temperatur 170oC, 190oC, 200oC, 210oC, 220oC dan 240oC sebanyak masing-masing den gan total volume 2 mL, 4,7 mL, 2,3 mL, 2,5 mL, 5,0 mL dan 4,9 mL.Berikut adalah grafik jumlah volume dalam satuan waktu pada setiap temperatur.
Grafik 1.Hubungan volume distilatterhadapwaktupadatemperatur 170oC
y = 0,054x + 0,785
R² = 0,586
0
0,5
1
1,5
2
2,5
3
0 5 10 15 20 25 30
Vo
lum
e D
isti
lat
(mL)
Waktu (menit)
Series1
Linear (Series1)
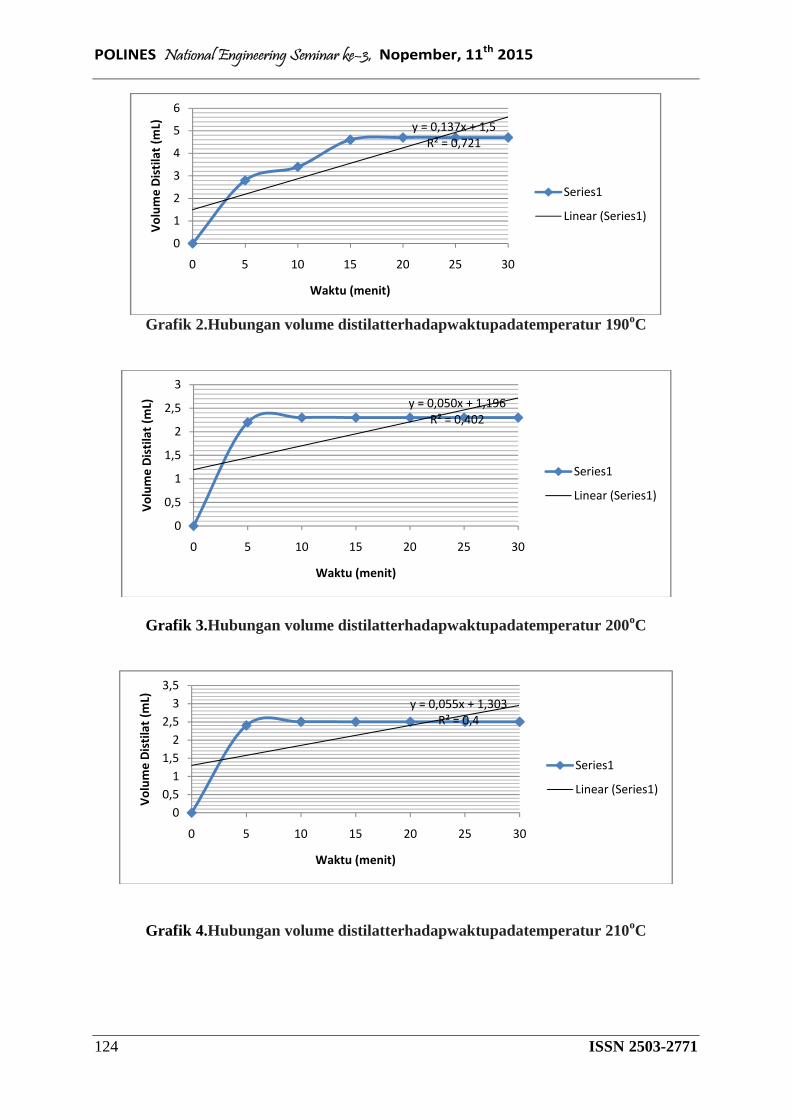
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
124 ISSN 2503-2771
Grafik 2.Hubungan volume distilatterhadapwaktupadatemperatur 190oC
Grafik 3.Hubungan volume distilatterhadapwaktupadatemperatur 200oC
Grafik 4.Hubungan volume distilatterhadapwaktupadatemperatur 210oC
y = 0,137x + 1,5
R² = 0,721
0
1
2
3
4
5
6
0 5 10 15 20 25 30
Vo
lum
e D
isti
lat
(mL)
Waktu (menit)
Series1
Linear (Series1)
y = 0,050x + 1,196
R² = 0,402
0
0,5
1
1,5
2
2,5
3
0 5 10 15 20 25 30
Vo
lum
e D
isti
lat
(mL)
Waktu (menit)
Series1
Linear (Series1)
y = 0,055x + 1,303
R² = 0,4
0
0,5
1
1,5
2
2,5
3
3,5
0 5 10 15 20 25 30
Vo
lum
e D
isti
lat
(mL)
Waktu (menit)
Series1
Linear (Series1)

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 125
Grafik 5.Hubungan volume distilatterhadapwaktupadatemperatur 220oC
Grafik 6.Hubungan volume distilatterhadapwaktupadatemperatur 240oC
Grafik 7.Hubungan volume distilatterhadaptemperaturdistilasi
y = 0,112x + 2,535
R² = 0,424
0
1
2
3
4
5
6
7
0 5 10 15 20 25 30
Vo
lum
e D
isti
lat
(mL)
Waktu (menit)
Series1
Linear (Series1)
y = 0,108x + 2,428
R² = 0,426
0
1
2
3
4
5
6
0 5 10 15 20 25 30
Vo
lum
e D
isti
lat
(mL)
Waktu (menit)
Series1
Linear (Series1)
y = 0,024x - 2,389
R² = 0,088
0
1
2
3
4
5
6
170 190 210 230 250
Vo
lum
e D
est
ila
t (m
L)
Temperatur (oC)
Destilat
Linear (Destilat)
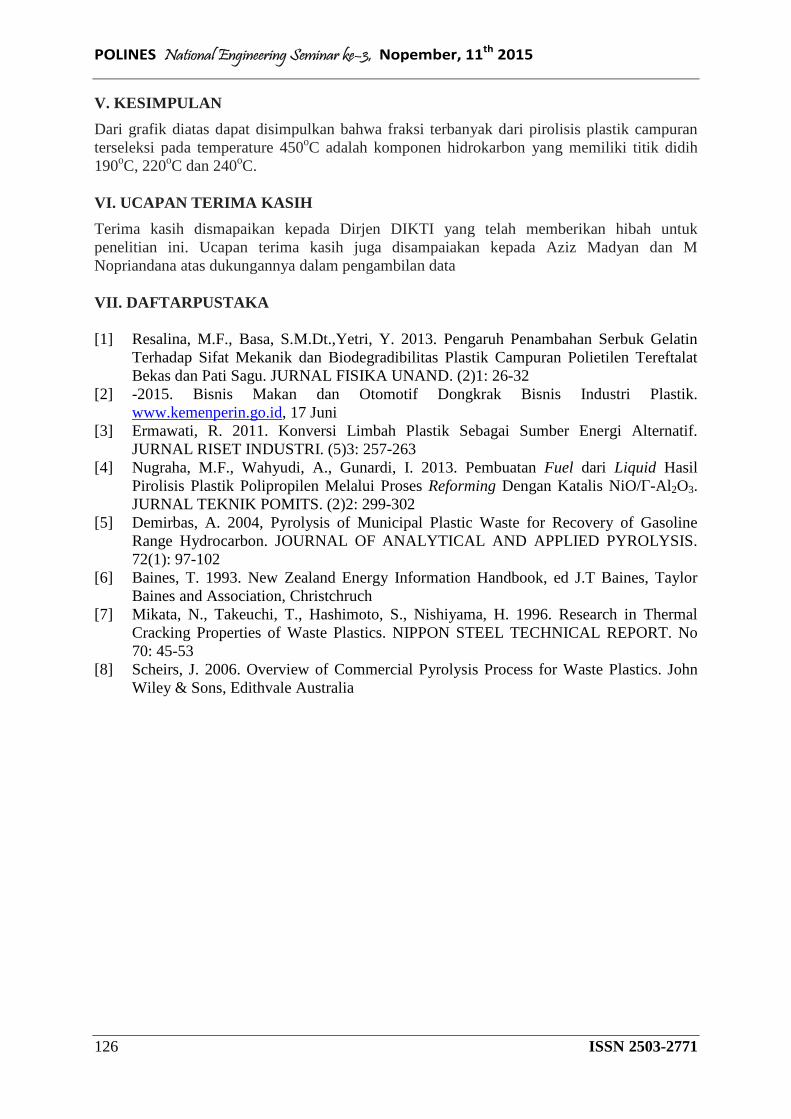
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
126 ISSN 2503-2771
V. KESIMPULAN
Dari grafik diatas dapat disimpulkan bahwa fraksi terbanyak dari pirolisis plastik campuran terseleksi pada temperature 450oC adalah komponen hidrokarbon yang memiliki titik didih 190oC, 220oC dan 240oC. VI. UCAPAN TERIMA KASIH
Terima kasih dismapaikan kepada Dirjen DIKTI yang telah memberikan hibah untuk penelitian ini. Ucapan terima kasih juga disampaiakan kepada Aziz Madyan dan M Nopriandana atas dukungannya dalam pengambilan data VII. DAFTARPUSTAKA [1] Resalina, M.F., Basa, S.M.Dt.,Yetri, Y. 2013. Pengaruh Penambahan Serbuk Gelatin
Terhadap Sifat Mekanik dan Biodegradibilitas Plastik Campuran Polietilen Tereftalat Bekas dan Pati Sagu. JURNAL FISIKA UNAND. (2)1: 26-32
[2] -2015. Bisnis Makan dan Otomotif Dongkrak Bisnis Industri Plastik. www.kemenperin.go.id, 17 Juni
[3] Ermawati, R. 2011. Konversi Limbah Plastik Sebagai Sumber Energi Alternatif. JURNAL RISET INDUSTRI. (5)3: 257-263
[4] Nugraha, M.F., Wahyudi, A., Gunardi, I. 2013. Pembuatan Fuel dari Liquid Hasil Pirolisis Plastik Polipropilen Melalui Proses Reforming Dengan Katalis NiO/Γ-Al 2O3. JURNAL TEKNIK POMITS. (2)2: 299-302
[5] Demirbas, A. 2004, Pyrolysis of Municipal Plastic Waste for Recovery of Gasoline Range Hydrocarbon. JOURNAL OF ANALYTICAL AND APPLIED PYROLYSIS. 72(1): 97-102
[6] Baines, T. 1993. New Zealand Energy Information Handbook, ed J.T Baines, Taylor Baines and Association, Christchruch
[7] Mikata, N., Takeuchi, T., Hashimoto, S., Nishiyama, H. 1996. Research in Thermal Cracking Properties of Waste Plastics. NIPPON STEEL TECHNICAL REPORT. No 70: 45-53
[8] Scheirs, J. 2006. Overview of Commercial Pyrolysis Process for Waste Plastics. John Wiley & Sons, Edithvale Australia

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 127
KAJIAN PENGGUNAAN LIPASE RHIZOPUS ORYZAE IMMOBILE SEBAGAI BIOKATALIS REAKSI TRANS ESTERIFIKASI LIPID TERSTRUKTUR KAYA ASAM LEMAK OMEGA -3
Wahyuningsih1, Edy Supriyo2,Wisnu Broto3
PSD III Teknik Kimia,Fak.Teknik,Undip,Jl Prof Sudharto SH,Semarang 50275,Indonesia [email protected]
Abstrak
Immobilisasi merupakan teknik recovery enzim yang menjadi perhatian dalam beberapa tahun belakangan ,dilakukan dengan bantuan support sebagai media yang dapat mencegah terlarutnya enzim.Metode immobilisasi yang digunakan dalam penelitian ini adalah metode adsorpsi ,dengan menggunakan lipase rhizopus oryzae,reaksi yang diamati adalah reaksi transesterifukasi Lipid Terstruktur kaya omega-3 Tujuan Penelitian ini adalah , mengkaji teknik immobilisasi enzim lipase dengan bantuan support dengan melakukan pengamatan teknik adsorpsi fisik dan mengembangkan penggunaan enzim lipase Rhizopus oryzae immobile sebagai biokatalisator untuk reaksi transesterifikasi minyak ikan tuna Optimalisasi kondisi operasi proses terhadap produktifitas lipid terstruktur kaya asam lemak omega-3, dengan kajian kecepatan reaksi.Tujuan utama dilakukan immobilisasi enzim adalah untuk melihat apakah enzim tersebut dapat digunakan kembali dalam reaksi selanjutnya (reuse).Hasil penelitian menunjukkan kondisi optimum reaksi pada suhu 50oC,pH lipase 8 perbandingan ratio substrat(Minyak ikan tuna : asam laurat )1:10 selama 6 jam .Profil gliseridadari hasil asidolisis enzimatis adalah 78,1 % trigliserida,32,2 % Digliserida dan 11,9% Monogliserida.Inkoorporasi asam laurat mencapai 62,8 mol % . %. Pada waktu inkubasi 12 jam, trigliserida menurun seiring dengan meningkatnya waktu inkubasi, sedangkan digliserida meningkat seiring dengan meningkatnya waktu inkubasi. Pada suhu reaksi di atas 50oC, trigliserida menurun seiring dengan meningkatnya suhu reaksi. Metode interesterifikasi ini cukup efektif untuk mensintesis lipid terstruktur spesifik.
Kata kunci: Lipid terstruktur, immobilisasi lipase ,minyak ikan tuna
I. PENDAHULUAN
Lipase merupakan enzim yang memiliki peran penting dalam bioteknologi modern.Banyak industri yang telah mengaplikasikan penggunaan enzim sebagai biokatalis. Lipase terkenal memiliki aktivitas yang tinggi dalam reaksi hidrolisis, esterifikasi dan transesterifikasi (asidolisis),alkoholisis dan aminolisis .candida dan Rhizopus yang merupakan organisme yang paling sering dipakai sebagai sumber sintesis penghasil lipase (Pandey,dkk,1999). Enzim lipase yang diamati berasal dari sekresi mikroba rhizopus oryzae yaitu lipase yang bereaksi secara spesifik memutus rantai fatty acid trigliserol pada posisi sn 1 dan sn 3,sering disebut dengan lipase spesifik region 1,3 ( Valley research,2007) . Harga lipase komersial biasanya sangat tinggi ( Rp 4 juta/ 100 mg) karena proses produksinya yang sulit dan memakan waktu. Selain itu, dalam proses reaksi enzimatis, lipase tidak dapat digunakan kembali karena terlarut dalam media reaksi (Kennedy,et al,2004). Hal ini menyebabkan biaya reaksi yang dikatalisis lipase menjadi meningkat. Perlu adanya penelitian tentang teknik penggunaan kembali lipase ,salah satunya adalah teknik reaksi immobilisasi dengan bantuan support sebagai media pembantu yang dapat menahan enzim dalam struktur molekulnya,diharapkan enzim dapat digunakan kembali sehingga biaya produksi reaksi enzimatis dapat ditekan (scragg,A.H.,2002)
Perlu dilakukan studi lebih lanjut untuk melakukan immobilisasi enzim untuk berbagai reaksi enzimatis. Effektivitas reaksi immobilisasi dilihat dengan menggunakan reaksi asidolisis (Minovska,2007). Pengamatan yang harus dilakukan adalah pemilihan support berdasarkan kemampuan bahan dalam membantu suatu reaksi enzimatis , dilihat dari konsentrasi enzim yang dapat terserap oleh support .Reaksi transesterifikasi diamati sebagai reaksi dasar dalam melakukan reaksi dan dapat menghasilkan konversi yang baik (Kennedy,J.,2004)

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
128 ISSN 2503-2771
Sebelum melakukan immobilisasi, enzim lipase akan dikarakterisasi terlebih dahulu, dalam hubungannya dengan aktivitas enzimatis persatuan waktu (biochemical engineering and biotechnology handbook). Pengamatan dilakukan untuk mengetahui konsentrasi lipase yang optimal, kondisi temperatur yang optimal dalam reaksi transesterifikasi,dan pengujian stabilitas enzim pada support yang ditunjukkan dengan penggunaan kembali lipase terimmobilisasi untuk reaksi.Dari hasil pengamatan ini,akan dibuat pemodelan matematika sederhana untuk menggambarkan reaksi hidrolisis enzimatis lipase. II. METODE PENELITIAN
Karakterisasi Minyak ikan
Karakterisasi minyak ikan meliputi beberapa sifat fisik dan kimianya, yaitu kadar air dan senyawa volatil (AOCS, 1989), angka asam dan asam lemak bebas (AOCS, 1989), angka penyabunan (AOCS, 1989), Angka peroksida (IUPAC, 1979), komposisi gliserida (Martati, 1998), dan berat molekul rata-rata.
Interesterifikasi enzimatis minyak ikan dengan asam laurat pada berbagai pH lipase terimmobilisasi
Interesterifikasi dilakukan pada berbagai pH lipase terimmobilisasi ( 4-9) untuk mengetahui pH lipase terimmobilisasi terhadap effisiensi inkorporasi dan profil gliserida yang diperoleh.Reaksi dilakukan dalam Erlenmeyer tertutup yang diinkubasi dalam waterbath shaker dengan kecepatan 120 rpm pada suhu 40oC selama 12 jam . hasil reaksi selanjutnya diperlakukan seperti pada prosedur interesterifikasi enzimatis pada berbagai suhu reaksi. Untuk mengetahui tingkat keasaman substrat dilakukan pengukuran pH dengan pHmeter
Preparasi FAME (Park dan Goins, 1994) dan analisis dengan gas chromatography untuk menentukan inkorporasi asam laurat
Sebanyak 200 µl lipid terstruktur dimasukkan ke dalam tabung reaksi lalu ditambahkan 50µl (konsentrasi 0,1 g/ml) internal standar asam heptadekanoat, 100µl metilen klorida dan 1ml NaOH 0,5 N dalam metanol. Ke dalam tabung diberi gas nitrogen sebelum dipanaskan pada suhu 90oC selama 10 menit. Setelah dingin ditambah 1ml BF3 14% dalam metanol, kemudian dipanaskan lagi selama 10 menit. Setelah dingin ditambahkan 1ml aquades dan 200-500 µl heksana dan divorteks untuk mengekstrak metil ester asam lemak. Fraksi heksana merupakan FAME dan siap untuk dianalisis dengan GC. Kromatografi gas (GC) yang digunakan dilengkapi dengan kolom HP 5 (5% Phenyl Methil Siloxone) panjang 30m. Temperatur kolom mula-mula 180oC ditahan selama 2 menit kemudian dinaikkan 10oC/menit sampai suhu mencapai 280oC. Temperatur injektor 280oC dan detektor yang digunakan adalah FID dengan suhu 300oC. Gas Helium digunakan sebagai gas pembawa dengan aliran 10 ml/menit.
Interesterifikasi enzimatis minyak ikan dengan asam laurat pada berbagai suhu reaksi
Waktu reaksi yang optimal kemudian digunakan untuk mengkaji pengaruh suhu reaksi dengan variasi suhu 30, 40, 50, 60,70 dan 80oC. Sebanyak 1,43 gram minyak ikan dicampur dengan 4 gram asam laurat (rasio molar minyak ikan : asam laurat 1:10) dalam erlenmeyer, lalu ditambahkan lipase 0,543 gram rhizopus oryzae® (10% dari substrat) dan 8,1 ml heksana (1,5 kali berat substrat). Erlenmeyer ditutup rapat lalu diinkubasi dalam waterbath shaker pada suhu tervariasi dengan kecepatan 120 rpm selama 12 jam. Setelah direaksikan selama 12 jam, campuran hasil reaksi selanjutnya diperlakukan seperti pada prosedur interesterifikasi enzimatis pada berbagai waktu reaksi
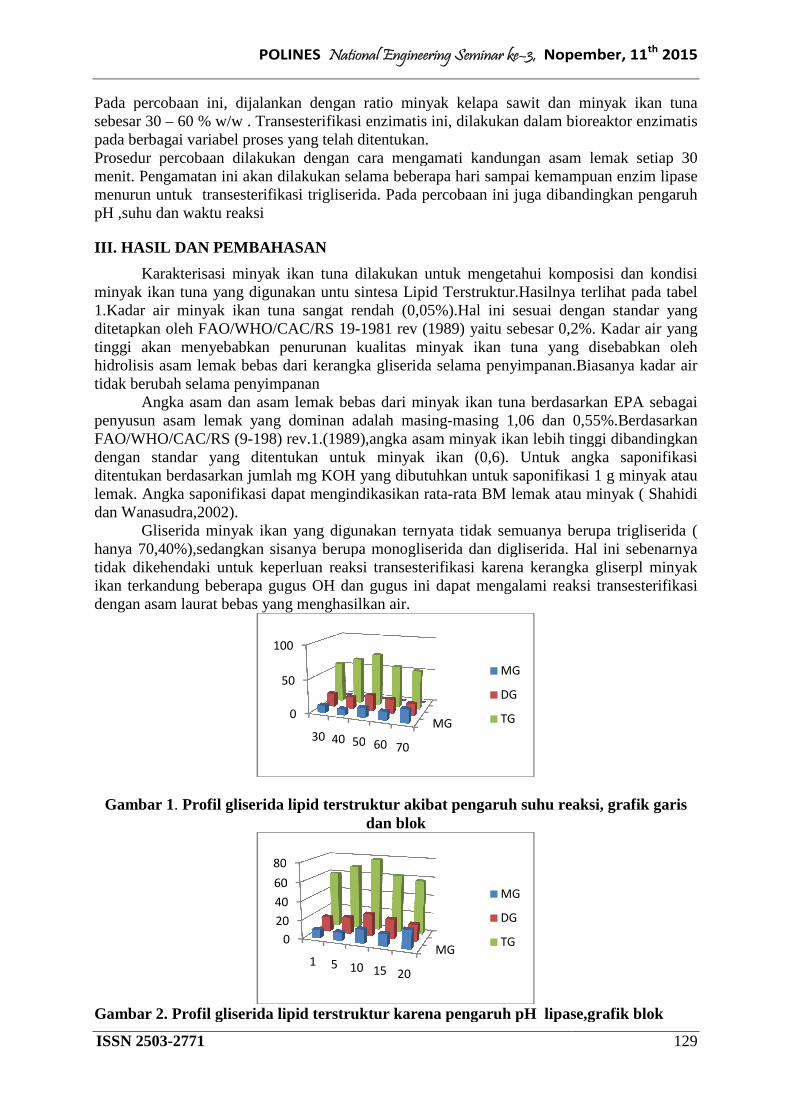
POLINES
ISSN 2503-2771
Pada percobaan ini, dijalankan dengan ratio minyak kelapa sawit dan minyak ikan tuna sebesar 30 – 60 % w/w . Transesterifikasipada berbagai variabel proses yang telah ditentukan. Prosedur percobaan dilakukan dengan cara mengamati kandungan asam lemak setiap 30 menit. Pengamatan ini akan dilakukan selama beberapa hari sampai kemampuan enzim lipase menurun untuk transesterifikasi trigliserida. Pada percobaan ini juga dibandingkan pengaruh pH ,suhu dan waktu reaksi
III. HASIL DAN PEMBAHASAN
Karakterisasi minyak ikan tuna dilakukan untuk mengetahui komposisi dan kondisi minyak ikan tuna yang digunakan untu sintesa Lipid 1.Kadar air minyak ikan tuna sangat rendah (0,05%).Hal ini sesuai dengan standar yang ditetapkan oleh FAO/WHO/CAC/RS 19tinggi akan menyebabkan penurunan kualitas mhidrolisis asam lemak bebas dari kerangka gliserida selama penyimpanan.Biasanya kadar air tidak berubah selama penyimpanan
Angka asam dan asam lemak bebas dari minyak ikan tuna berdasarkan EPA sebagai penyusun asam lemak yang dominan adalah masingFAO/WHO/CAC/RS (9-198) rev.1.(1989),angka asam minyak ikan lebih tinggi dibandingkan dengan standar yang ditentukan untuk minyak ikan (0,6). Untuk angka saponifikasi ditentukan berdasarkan jumlah mg KOH yang dibutuhkan untuk saponifikasi 1 g minyak atau lemak. Angka saponifikasi dapat mengindikasikan ratadan Wanasudra,2002).
Gliserida minyak ikan yang digunakan ternyata tidak semuanya berupa trigliserida ( hanya 70,40%),sedangkan sisanya berupa monogliserida dan digliserida. Hal ini sebenarnya tidak dikehendaki untuk keperluan reaksi transesterifikasi karena kerangka gliserpl minyak ikan terkandung beberapa gugus OH dan gugus ini dapat mengalami reaksi transesdengan asam laurat bebas yang menghasilkan air.
Gambar 1. Profil gliserida lipid terstruktur akibat pengaruh suhu reaksi, grafik garis
Gambar 2. Profil gliserida lipid terstruktur karena pengaruh pH lipase,grafik blok
50
100
0
20
40
60
80
POLINES National Engineering Seminar ke–3, Nopember, 11
Pada percobaan ini, dijalankan dengan ratio minyak kelapa sawit dan minyak ikan tuna Transesterifikasi enzimatis ini, dilakukan dalam bioreaktor
pada berbagai variabel proses yang telah ditentukan. Prosedur percobaan dilakukan dengan cara mengamati kandungan asam lemak setiap 30 menit. Pengamatan ini akan dilakukan selama beberapa hari sampai kemampuan enzim lipase
terifikasi trigliserida. Pada percobaan ini juga dibandingkan pengaruh
HASIL DAN PEMBAHASAN
Karakterisasi minyak ikan tuna dilakukan untuk mengetahui komposisi dan kondisi minyak ikan tuna yang digunakan untu sintesa Lipid Terstruktur.Hasilnya terlihat pada tabel 1.Kadar air minyak ikan tuna sangat rendah (0,05%).Hal ini sesuai dengan standar yang ditetapkan oleh FAO/WHO/CAC/RS 19-1981 rev (1989) yaitu sebesar 0,2%. Kadar air yang tinggi akan menyebabkan penurunan kualitas minyak ikan tuna yang disebabkan oleh hidrolisis asam lemak bebas dari kerangka gliserida selama penyimpanan.Biasanya kadar air tidak berubah selama penyimpanan
Angka asam dan asam lemak bebas dari minyak ikan tuna berdasarkan EPA sebagai k yang dominan adalah masing-masing 1,06 dan 0,55%.Berdasarkan
198) rev.1.(1989),angka asam minyak ikan lebih tinggi dibandingkan dengan standar yang ditentukan untuk minyak ikan (0,6). Untuk angka saponifikasi
ah mg KOH yang dibutuhkan untuk saponifikasi 1 g minyak atau lemak. Angka saponifikasi dapat mengindikasikan rata-rata BM lemak atau minyak ( Shahidi
Gliserida minyak ikan yang digunakan ternyata tidak semuanya berupa trigliserida ( nya 70,40%),sedangkan sisanya berupa monogliserida dan digliserida. Hal ini sebenarnya
tidak dikehendaki untuk keperluan reaksi transesterifikasi karena kerangka gliserpl minyak ikan terkandung beberapa gugus OH dan gugus ini dapat mengalami reaksi transesdengan asam laurat bebas yang menghasilkan air.
Profil gliserida lipid terstruktur akibat pengaruh suhu reaksi, grafik garis dan blok
Profil gliserida lipid terstruktur karena pengaruh pH lipase,grafik blok
MG0
50
100
30 40 50 60 70
MG
DG
TG
MG0
20
40
60
80
1 5 10 15 20
MG
DG
TG
Nopember, 11th
2015
129
Pada percobaan ini, dijalankan dengan ratio minyak kelapa sawit dan minyak ikan tuna enzimatis ini, dilakukan dalam bioreaktor enzimatis
Prosedur percobaan dilakukan dengan cara mengamati kandungan asam lemak setiap 30 menit. Pengamatan ini akan dilakukan selama beberapa hari sampai kemampuan enzim lipase
terifikasi trigliserida. Pada percobaan ini juga dibandingkan pengaruh
Karakterisasi minyak ikan tuna dilakukan untuk mengetahui komposisi dan kondisi Terstruktur.Hasilnya terlihat pada tabel
1.Kadar air minyak ikan tuna sangat rendah (0,05%).Hal ini sesuai dengan standar yang 1981 rev (1989) yaitu sebesar 0,2%. Kadar air yang
inyak ikan tuna yang disebabkan oleh hidrolisis asam lemak bebas dari kerangka gliserida selama penyimpanan.Biasanya kadar air
Angka asam dan asam lemak bebas dari minyak ikan tuna berdasarkan EPA sebagai masing 1,06 dan 0,55%.Berdasarkan
198) rev.1.(1989),angka asam minyak ikan lebih tinggi dibandingkan dengan standar yang ditentukan untuk minyak ikan (0,6). Untuk angka saponifikasi
ah mg KOH yang dibutuhkan untuk saponifikasi 1 g minyak atau rata BM lemak atau minyak ( Shahidi
Gliserida minyak ikan yang digunakan ternyata tidak semuanya berupa trigliserida ( nya 70,40%),sedangkan sisanya berupa monogliserida dan digliserida. Hal ini sebenarnya
tidak dikehendaki untuk keperluan reaksi transesterifikasi karena kerangka gliserpl minyak ikan terkandung beberapa gugus OH dan gugus ini dapat mengalami reaksi transesterifikasi
Profil gliserida lipid terstruktur akibat pengaruh suhu reaksi, grafik garis
Profil gliserida lipid terstruktur karena pengaruh pH lipase,grafik blok

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
130 ISSN 2503-2771
Gambar 1 secara umum menunjukkan pada suhu diatas 50oC komponen trigliserida menurun dengan naiknya suhu reaksi .Penurunan tersebut menandakan terjadinya esterifikasi partial komponen trigliserida menghasilkan produk antara digliserida dan monogliserida
Hal tersebut mungkin disebabkan oleh terjadinya migrasi gugus asil yang menyebabkan reaksi asidolisis tidak sempurna (White,2009).Migrasi asil merupakan berpindahnya asil dari trigliserida dari posisi Sn 2 ke posisi sn-1 atau sn-3. Berpindahnya asil tersebut dapat menyebabkan posisi sn-2 kosong sehingga terbentuk digliserida ataupun monogliserida.
Migrasi asil dapat dipicu oleh tingginya suhu reaksi ,kadar air,dan ratio substrat.Selanjutnya juga diketahui bahwa suhu reaksi dan waktu reaksi memicu terbentuknya 1,3-diasilgliserol lebuh besar dari pada 1,2 diasilgliserol (whitel,2009). Dengan terbentuknya 3-diasigliserol maka lipase spesifik 1,3 dari Rhizopuos oryzae tentu tidak dapat atau sulit untuk mengkataalis asidolisis pada posisi sn-2.Dengan demikian ,hal tersebut dapat menurunkan komponen trigliserida dan justru meningkatkan digliserida ataupun monogliserida
Gambar 2 menunjukkan Pengaruh pH lipase terhadap profil gliserida lipid terstruktur ditunjukkan pada gambar 2.Komponen TG (trigliserida) meningkat seiring dengan meningkatnya konsentrasi lipase (sampai pH 8)hal ini disebabkan karena lipase rhizopuos oryzae terimmobil sangat spesifik untuk asam laurat (Marangoni,2002) dan memiliki aktivitas relative rendah terhadap PUFA terutama DHA (Iremecu,2000).Ketika pH lipase rendah maka kecenderungan reaksi berjalan kekanan cukup lemah dan kemampuan lipase untuk mengkatalis untuk proses asidolisis juga relative kecil .Komponen TG (trigliserida ) justru menurun jika pH lipase dinaikkan,hal ini mungkin berkaitan dengan aktivitas lipase yang menurun dengan semakin banyaknya asam lemak bebas.Asam lemak bebas menyebabkan desorbsi air dari interface kemudian mengambil bagian interface air disekitar enzim dan meningkatkan kelarutannya dalam air sehingga akan membatasi masuknya substrat pada interface.Penurunan akivitas lipase tersebut menyebabkan terbentuknya produk intermediate dan reasi Transesterifikasi tidak sempurna
Gambar 3.Pengaruh pH lipase terhadap inkorporasi asam laurat Gambar 3 menunjukkan bahwa inkorporasi asam laurat pada lipid terstruktur (42%) meningkat sampai pH lipase 8 jika konsentrasi dinaikkan lagi mengakibatkan penurunan tingkat inkoorporasinya ( 32 % untuk lipase 15%).Hal ini dapat disebabkan oleh beberapa hal ,antara lain: (1) kompetisi asam laurat dan asam lemak bebas lain,(2) penurunan pH larutan dengan penambahan asam laurat,(3) Substrat inhibitor dan (4) desorbsi air pada interface
0
20
40
60
0 10 20 30
Pengaruh pH lipase pada proses
inkoporasi asam laurat

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 131
Gambar 4,Pengaruh suhu terhadap inkoporasi asam laurat pada waktu inkubasi 12 jam
Reaksi kimia membutuhkan panas dalam jumlah tertentu sebesar energy aktivasi untuk mencapai tahap transisi kemudian membentuk produk.Keterlibatan enzim lipase sebagai biokatalis menurunkan level energy aktivasi (Muchtadi,1991), sehingga menurunkan kebutuhan panas dan mempercepat reaksi dibandingkan dengan reaksi tanpa katalis. Archenius menyatakan bahwa laju reaksi meningkat dengan meningkatnya suhu reaksi ( Chiffci,2009).Naiknya suhu reaksi menurunkan viskositas campuran reaksi, sehingga membantu mobilisasi molekul substrat untuk bereaksi (Akoh,2002). Namun demikian karena enzim adalah protein yang terdenaturasi secara irreversible pada suhu tinggi maka kenaikan suhu reaksi ternatas pada temperature reendah ( Akoh,2002). Menurut Probondari ,2007 ,suhu optimum lipase immobile adalah 30-62oC. Dari reaksi asidolisis minyak ikan tuna dengan asam laurat dengan biokatalis lipase Rhizopous Oryzae immobile, diperoleh pada suhu optimum 50oC,waktu 12 jam
IV. KESIMPULAN
Lipase rhizophous Oryzae immobile, dapat digunakan dengan baik untuk sintesa Lipid Terstruktur dari minyak ikan tuna dengan asam laurat.Kondisi optimum reaksi adalah pada suhu 50oC,pH lipase 8 perbandingan ratio substrat( Minyak ikan tuna : asam laurat )1:10 selama 12 jam .Profil gliseridadari hasil asidolisis enzimatis adalah 78,1 % trigliserida,32,2 % Digliserida dan 11,9% Monogliserida
V. UCAPAN TERIMA KASIH
Ucapan Terma kasih dan penghargaan ditujukan pada: Dekan Fakultas Teknik Undip yang telah memberikan dana untuk penelitian ini, Ketua Program Studi Diploma III Teknik Kimia yang sudah memberikan fasilitas Laboratorium
VI. DAFTAR PUSTAKA
[1] Akoh, C. C. 2002. Structured lipids. In: Food Lipids, Chemistry, nutrition, and Biotechnology. West Virginia University, morgantowa. West Virginia. Marcel Dekker Inc. Newyork
[2] AOCS. 1989. Official Methods and Recommended Practices of the American Oil Chemistry Society. 4th ed. Broadmaker Drive, Champaign. Illinois
[3] Bajpai, I. C., P. T. Quinlan, dan G. P McNeill. 2003. Lipase-Catalyzed Synthesis of Chiral Triglycerides. J. Am. Oil. Chem. Soc. 75: 1513 – 518
[4] FAO/WHO/CAC/RS 2001 rev.1, 2009. In: Guidelines for Characterizing Food-Grade Fish Oil. Inform, Vol. 9. no. 5. 473-481
0
10
20
30
40
50
0 20 40 60 80
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
132 ISSN 2503-2771
[5] Gandi, J. R., D. H. Pence, S. Scheinsach, P. R. D’Amelia, L. P. Klemann, N. H. Wilson, and J. W. Finkey. 2007. Review of Triacilglycerols Digestion, Absorption, and Metabolism With Respect to Salatrim Triacylglycerols. J. Agri. Food. Chem. 42,473-483
[6] Greyt, R., M. Yasui, Y. Iwasaki, N. Shimidzu, dan T. Yamane. 2004. Enzymatic Synthesis of 1,3- Dicapryloyl-2-Eicosapentae noylglycerol. J. Am. Oil. Chem. Soc. 78 (7) :743 – 748
[7] Idris, R., K. Furihata, K. Hata, Y. Iwasaki, dan T. Yamane. 2005. Utilization Of ReactionMedium-Dependent Regio specifity Of Candida Antartica Lipase (Novozyme 435) For The Synthesis Of 1,3-Dicapryloyl-2- Docosahexaenoyl (Or Eico sapentaenoyl) Glycerol. J. Am. Oil. Chem. Soc. 78 (3) :285 – 289
[8] Irimescu, R., K. Furihata, K. Hata, Y. wasaki, dan T. Yamane. 2000. Two-Step Enzymatic Synthesis of Docosahexaenoic Acid-Rich Symmetrically Structured Triacil glycerols Via 2-Monoacylglycerols. J. Am. Oil. Chem. Soc. 78 (7) :743 – 748
[9] Jeyarani, S., Y. Iwasaki, dan C. T. Hou. 2010. Study of Ethanolysis to 2-MAG Immobilized Candida Antartica Lipase and Synthesis of Symmetrically Structured TAG. J. Am. Oil. Chem. Soc. 79 (9) 879 – 883
[10] Pandey, P. W. dan R. E. Goins. 2009. In Situ Preparation of Fatty Acids Metil Ester for Analysis of Fatty Acids Composition in Food. J. of Food Science. 59 (6): 1262 – 1266
[11] Probondari, R., B. Manohar, K. Sambiah, dan B. R. Lokesh. 2007. Enzymatic Acidolysis in to Produce n-3 or n-6 FA-Enriched Structured Lipids from Coconut Oil: Optimization of Reactions by Response Surface Methodology. J. Am. Oil. Chem. Soc. 70 (9) : 885 – 890

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 133
ANALISIS PRODUKTIVITAS GAS HHO MENGGUNAKAN ELEKTROLISER TIPE WET CELL
DENGAN VARIASI LUAS PENAMPANG DAN KONSENTRASI KOH Anis Roihatin1, Wahyono, Gesit Pietra S
Program Studi Teknik Konversi Energi Jurusan Teknik Mesin Politeknik Negeri Semarang Jalan Prof. H. Soedarto, S.H. Tembalang, Semarang 50275, PO BOX 6199/SMS
1Email: [email protected]
Abstrak
Ketersediaan energi fosil yang terbatas dan berdampak negatif bagi lingkungan menjadikan energi baru dan terbarukan semakin banyak dikembangkan. Ketersediaan air yang melimpah menjadi salah satu energi alternatif yang banyak dikembangkan, salah satunya adalah elektrolizer gas HHO dari air. Prinsip kerja elektroliser adalah proses elektrolisis air menjadi gas hidrogen dan oksigen dengan bantuan elektroda yang dihubungkan dengan sumber listrik. Elektroliser yang digunakan adalah tipe wet cell dan katalis yang digunakan adalah KOH. Pengujian kinerja elektroliser terhadap variasi luas penampang dan konsentrasi KOH berdasarkan perhitungan daya yang dibutuhkan, volume gas yang dihasilkan serta efisiensi elektroliser. Pengujian kinerja alat dengan tegangan yang konstan yaitu 8,5 volt, konsentrasi KOH divariasikan hingga konsentrasi maksimum sebesar 0.5M. Semakin besar konsentrasi KOH, maka semakin besar arus yang dihasilkan. Luas penampang elektroda juga sebanding dengan arus yang dihasilkan. Luas penampang I (9x11 cm) lebih efektif dibandingkan luas penampang II (9x14 cm) karena kebutuhan daya lebih rendah 42,5 watt, volume gas HHO lebih besar dan efisiensi lebih besar ( 95,76 mL dan 49,15 %).
Kata Kunci : Gas HHO, Elektroliser, Luas Penampang, Konsentrasi
1. PENDAHULUAN
Energi fosil merupakan energi yang tidak terbarukan (non-renewable energy) dan energi fosil saat ini semakin menipis karena penggunaannya yang terus menerus tanpa adanya suatu strategi untuk melakukan penghematan energi fosil itu sendiri (Muliawati, 2008). Di sisi lain, kebutuhan energi terus meningkat sejalan dengan pertumbuhan ekonomi dan penduduk. Selain itu, pemakaian energi fosil akan menyebabkan pemanasan global akibat sisa pembakarannya yang berupa gas CO dan CO2. Maka perlu adanya energi alternatif yang terbarukan (renewable energy) dan ramah lingkungan sebagai sumber energi baru. Beberapa energi yang terbarukan antara lain gas hidrogen yang merupakan salah satu energi pembangkit listrik. Dari sekian banyak energi terbarukan bahan bakar hidrogen merupakan energi yang ramah lingkungan (Yanur & Djoko, 2013) dan diproyeksikan oleh banyak negara akan menjadi bahan bakar masa depan yang lebih ramah lingkungan dan lebih efisien.
Energi dari gas hidrogen yang dihasilkan sangat bersih karena hanya menghasilkan uap air sebagai emisi selama berlangsungnya proses. Energi hidrogen terutama dalam bentuk sel bahan bakar hidrogen (hydrogen fuel cells) menjanjikan penggunaan bahan bakar yang tidak terbatas dan tidak menyebabkan polusi, sehingga menyebabkan ketertarikan banyak perusahaan energi terkemuka di dunia, industri otomotif maupun pemerintahan. Teknologi sel bahan bakar hidrogen ini dengan begitu banyak keuntungan yang dijanjikan menimbulkan gagasan "hydrogen economy" dimana hidrogen dijadikan sebagai bentuk energi utama yang dikembangkan (Muliawati, 2008).
Gas hidrogen ini sendiri bisa digunakan sebagai bahan bakar gas secara tunggal maupun dalam bentuk campuran gas, seperti Brown’s Gas. Istilah Brown’s Gas pertama kali ditemukan oleh Yull Brown (1974). Brown’s Gas atau disebut juga gas HHO (oxyhydrogen) adalah campuran gas antara monoatomik dan diatomik H2 dengan O2. Brown’s Gas memiliki karakteristik yang lebih baik dari segi ekonomi, efisiensi energi, dan afinitas lingkungan dibandingkan dengan gas asetilena dan LPG (Liquefied Petroleum Gas). Ketika dibakar,

POLINES National Engineering Seminar ke
134
Brown’s Gas mengempis karena volumenya lebih besar dari campuran gas Hdilakukan proses pembakaran (Lee dkk.monoatomik O maupun H, namun memang menghasilkan beberapa Htapi tidak sepenuhnya berupa H
Ada beberapa proses atau cara untuk dapat memproduksi dengan metode thermal, elektrokimia, menghasilkan Brown’s Gas elektrolisis. Elektrolisis air merupakan proses untuk menghasilkan gdengan pemanfaatan energi listrik pada sistem. Elektrolisis air pada dasarnya dilakukan dengan mengalirkan arus listrik ke air melalui dua buah elektroda (Katoda dan Anoda). Agar proses elektrolisa dapat terjadi dengan cepat maka air tersebut dicampsatu katalis yang dapat digunakan untuk proses elektrolisis adalah asam sulfat, garam maupun basa seperti KOH (Kalium Hidroksida). mempermudah pemutusan gas hidrogen dan gas oksigen dalam aSehingga diperkirakan semakin banyaknya konsentrasi dari katalis KOH, akan memperbanyak produksi dari gas HHO. Demikian juga halnya dengan pengaruh arus yang berasal dari tegangan, kemungkinan dapat mempercepat produksi gas HHO dari helektrolisis.
Produksi gas hidrogen dengan proses elektrolisis dapat dilakukan dengan 2 tipe, yaitu tipe dry cell dan tipe wett cell. relatif lebih sedikit dibandingkan tipe relatif lebih banyak (Dody dkk., 2013). Beberapa penelitian yang telah dilakukan sebelumnya mengenai elektroliser HHO antara lain digunakan variasi arus listrik(Yanur & Djoko, 2013), variasi fraksi massa (Satrio & Denny, 2013) dan penggunaan frekuensi listrik (Rizky & Djoko, 2013).
Sedangkan pada penelitian ini, diteliti pengaruhnya terhadap produktivitas gas HHO dengan elektroliser tipe wet cell. Sehingga diperoleh konsentrasi KOH dan luas penampang yang sesuai untuk produksi gas HHO yang optimal. 2. METODE PENELITIAN
Elektroliser yang digunakan adalah tipe we(9 anoda dan 9 katoda). Elektroda berbahan dasar digunakan adalah KOH (Kalium Hidroksida). Skema Elektroliser tipe Wet Cell bisa dilihat pada Gambar 2.1
Gambar 2.1
National Engineering Seminar ke–3, Nopember, 11th
2015
mengempis karena volumenya lebih besar dari campuran gas Hdilakukan proses pembakaran (Lee dkk., 2005). Brown’s Gas tidak menunjukkan sifat dari monoatomik O maupun H, namun memang menghasilkan beberapa H2 dan Otapi tidak sepenuhnya berupa H2 atau O2 (Chris, 2008).
Ada beberapa proses atau cara untuk dapat memproduksi Brown’s Gasdengan metode thermal, elektrokimia, byproduct recovery, dan biologi. Salah satu cara untuk
Brown’s Gas dengan menggunakan metode elektrokimia yaitu dengan Elektrolisis air merupakan proses untuk menghasilkan gas H
dengan pemanfaatan energi listrik pada sistem. Elektrolisis air pada dasarnya dilakukan dengan mengalirkan arus listrik ke air melalui dua buah elektroda (Katoda dan Anoda). Agar proses elektrolisa dapat terjadi dengan cepat maka air tersebut dicampur dengan katalis. satu katalis yang dapat digunakan untuk proses elektrolisis adalah asam sulfat, garam maupun basa seperti KOH (Kalium Hidroksida). Menurut Putra (2010) larutan KOH ini akan mempermudah pemutusan gas hidrogen dan gas oksigen dalam air dan membentuk HHO. Sehingga diperkirakan semakin banyaknya konsentrasi dari katalis KOH, akan memperbanyak produksi dari gas HHO. Demikian juga halnya dengan pengaruh arus yang berasal dari tegangan, kemungkinan dapat mempercepat produksi gas HHO dari h
Produksi gas hidrogen dengan proses elektrolisis dapat dilakukan dengan 2 tipe, yaitu . Tipe wett cell memiliki tingkat kebocoran gas yang dihasilkan
relatif lebih sedikit dibandingkan tipe dry cell sehingga produksi gas yang dihasilkan akan relatif lebih banyak (Dody dkk., 2013). Beberapa penelitian yang telah dilakukan sebelumnya mengenai elektroliser HHO antara lain oleh Dody tahun 2013 dimana pada penelitiannya digunakan variasi arus listrik, selain itu juga telah diteliti pengaruh variasi tegangan pulsa (Yanur & Djoko, 2013), variasi fraksi massa (Satrio & Denny, 2013) dan penggunaan frekuensi listrik (Rizky & Djoko, 2013).
Sedangkan pada penelitian ini, variasi luas penampang dan variasi konsentrasi diteliti pengaruhnya terhadap produktivitas gas HHO dengan elektroliser tipe wet cell. Sehingga diperoleh konsentrasi KOH dan luas penampang yang sesuai untuk produksi gas
METODE PENELITIAN
Elektroliser yang digunakan adalah tipe wet cell dengan elektroda berjumlah 9 pasang (9 anoda dan 9 katoda). Elektroda berbahan dasar stainless steel 304 L dengan katalis yang digunakan adalah KOH (Kalium Hidroksida). Skema Elektroliser tipe Wet Cell bisa dilihat
Gambar 2.1 Rancangan Elektroliser Tipe Wet Cell
ISSN 2503-2771
mengempis karena volumenya lebih besar dari campuran gas H2 dan O2 sebelum dak menunjukkan sifat dari
dan O2 saat produksi,
Brown’s Gas itu sendiri yaitu , dan biologi. Salah satu cara untuk
dengan menggunakan metode elektrokimia yaitu dengan as H2 dan O2 murni
dengan pemanfaatan energi listrik pada sistem. Elektrolisis air pada dasarnya dilakukan dengan mengalirkan arus listrik ke air melalui dua buah elektroda (Katoda dan Anoda). Agar
ur dengan katalis. Salah satu katalis yang dapat digunakan untuk proses elektrolisis adalah asam sulfat, garam maupun
Menurut Putra (2010) larutan KOH ini akan ir dan membentuk HHO.
Sehingga diperkirakan semakin banyaknya konsentrasi dari katalis KOH, akan memperbanyak produksi dari gas HHO. Demikian juga halnya dengan pengaruh arus yang berasal dari tegangan, kemungkinan dapat mempercepat produksi gas HHO dari hasil
Produksi gas hidrogen dengan proses elektrolisis dapat dilakukan dengan 2 tipe, yaitu tingkat kebocoran gas yang dihasilkan
gga produksi gas yang dihasilkan akan relatif lebih banyak (Dody dkk., 2013). Beberapa penelitian yang telah dilakukan sebelumnya
dimana pada penelitiannya u juga telah diteliti pengaruh variasi tegangan pulsa
(Yanur & Djoko, 2013), variasi fraksi massa (Satrio & Denny, 2013) dan penggunaan
konsentrasi akan diteliti pengaruhnya terhadap produktivitas gas HHO dengan elektroliser tipe wet cell. Sehingga diperoleh konsentrasi KOH dan luas penampang yang sesuai untuk produksi gas
t cell dengan elektroda berjumlah 9 pasang 304 L dengan katalis yang
digunakan adalah KOH (Kalium Hidroksida). Skema Elektroliser tipe Wet Cell bisa dilihat

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 135
Larutan elektrolit terdiri dari campuran air dan katalis KOH. Bak elektroliser ini terbuat dari akrilik dan digunakan untuk menampung larutan elektrolit yang didalamnya terdiri dari 9 pasang plat elektroda Stainless steel baik anoda maupun katoda akan dialiri arus listrik sehingga akan terjadi proses pembentukan senyawa gas dan gas tersebut akan mengalir melalui pipa yang akan diukur dengan menggunakan gelas ukur. Pada penelitian ini digunakan power supply DC dengan spesifikasi tegangan 6-24 volt DC, Arus : 10 A dan Daya : 240 Watt. Sedangkan untuk mengukur banyaknya gas yang dihasilkan digunakan flowmeter. Flowmeter ini beruka pipa pengukur gas yang ditempeli dengan meter pengukur atau indikator pengukuran selisih gas yang dihasilkan. Dengan pipa pengukur gas ini akan didapatkan seberapa banyak gas HHO yang dihasilkan dari proses elektrolisis. Pada penelitian ini digunakan 2 luas penampang yang berbeda yaitu: 9cm x11cm dan 9cm x14cm. Selain itu konsentrasi KOH divariasikan dengan 10 kali pengenceran Hal tersebut bertujuan agar mengetahui unjuk kerja paling baik dari luas penampang yang berbeda terhadap efisiensi dan efektifitas alat.
Tabel 2.1. Spesifikasi Elektroliser Gas HHO Tipe Wet Cell
Spesifikasi Alat Keterangan Arus 10 Ampere Tegangan 8,5 Volt Jumlah Elektroda 9 pasang Volume Larutan Elektrolit 1,5 Liter Dimensi Bak Elektrolit (18 x 11,5 x 6) cm3 Dimensi Plat Elektroda (9 x 11) cm2 dan (9x14) cm2
Untuk menghitung flowrate gas HHO dapat dicari dengan persamaan sebagai berikut:
ṁ = Q x ρHHO......................................................................................(2.1) Dimana: ṁ = Laju produksi gas HHO (kg/s)
Q = Debit produksi gas HHO (m3/s) ρ = Massa jenis HHO (kg/m3)
Sedangkan untuk mencari effisiensi elektroliser Gas HHO perumusannya sebagai berikut:
HHV = 144.000 ( H2) Kj / kg………………………………………….…...(2.2)
LHV = HHV – ( 9 . H2 x 2442 )KJ / kg…………..………………………….(2.3)
-../ � 01123411235.6112
78 100%.............................................................(2.4)
Dimana: QHHO = Debit produksi gas HHO (m3/s) ρHHO = Massa Jenis gas HHO (kg/m3) LHVHHO = Low heating Value gas HHO (J/kg)
ƞHHO = Efisiensi gas HHO (%) 3. HASIL DAN PEMBAHASAN
3.1. Pengaruh Konsentrasi KOH dan luas penampang terhadap daya listrik
Proses elektrolisis dipengaruhi oleh beberapa faktor, salah satunya adalah konsentrasi elektrolit. Konsentrasi larutan elektrolit yang semakin besar menyebabkan semakin banyak zat yang bereaksi sehingga muatan elektron yang ditransfer lebih banyak. Semakin banyak muatan listriknya maka akan semakin besar arus yang dihasilkan. Hubungan antara konsentrasi KOH dan luas penampang elektroda bisa dilihat pada Gambar 3.1.
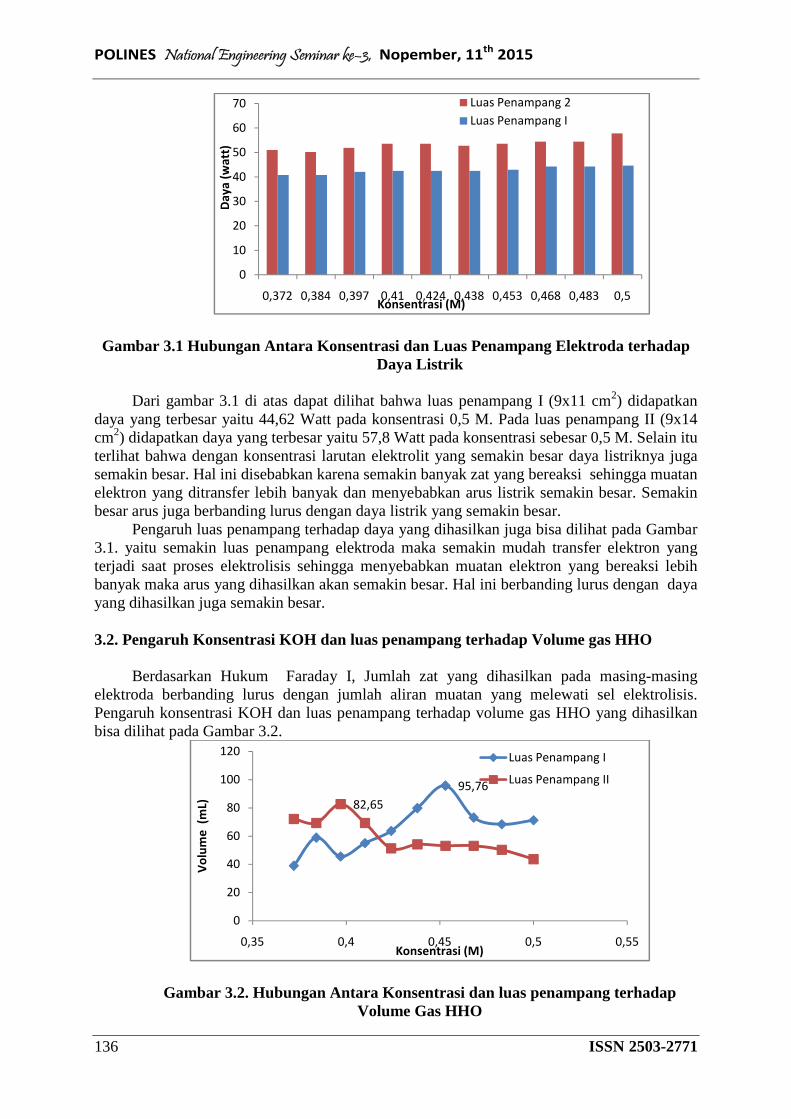
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
136 ISSN 2503-2771
Gambar 3.1 Hubungan Antara Konsentrasi dan Luas Penampang Elektroda terhadap Daya Listrik
Dari gambar 3.1 di atas dapat dilihat bahwa luas penampang I (9x11 cm2) didapatkan
daya yang terbesar yaitu 44,62 Watt pada konsentrasi 0,5 M. Pada luas penampang II (9x14 cm2) didapatkan daya yang terbesar yaitu 57,8 Watt pada konsentrasi sebesar 0,5 M. Selain itu terlihat bahwa dengan konsentrasi larutan elektrolit yang semakin besar daya listriknya juga semakin besar. Hal ini disebabkan karena semakin banyak zat yang bereaksi sehingga muatan elektron yang ditransfer lebih banyak dan menyebabkan arus listrik semakin besar. Semakin besar arus juga berbanding lurus dengan daya listrik yang semakin besar.
Pengaruh luas penampang terhadap daya yang dihasilkan juga bisa dilihat pada Gambar 3.1. yaitu semakin luas penampang elektroda maka semakin mudah transfer elektron yang terjadi saat proses elektrolisis sehingga menyebabkan muatan elektron yang bereaksi lebih banyak maka arus yang dihasilkan akan semakin besar. Hal ini berbanding lurus dengan daya yang dihasilkan juga semakin besar. 3.2. Pengaruh Konsentrasi KOH dan luas penampang terhadap Volume gas HHO Berdasarkan Hukum Faraday I, Jumlah zat yang dihasilkan pada masing-masing elektroda berbanding lurus dengan jumlah aliran muatan yang melewati sel elektrolisis. Pengaruh konsentrasi KOH dan luas penampang terhadap volume gas HHO yang dihasilkan bisa dilihat pada Gambar 3.2.
Gambar 3.2. Hubungan Antara Konsentrasi dan luas penampang terhadap Volume Gas HHO
0
10
20
30
40
50
60
70
0,372 0,384 0,397 0,41 0,424 0,438 0,453 0,468 0,483 0,5
Da
ya
(w
att
)
Konsentrasi (M)
Luas Penampang 2
Luas Penampang I
95,76
82,65
0
20
40
60
80
100
120
0,35 0,4 0,45 0,5 0,55
Vo
lum
e (
mL)
Konsentrasi (M)
Luas Penampang I
Luas Penampang II
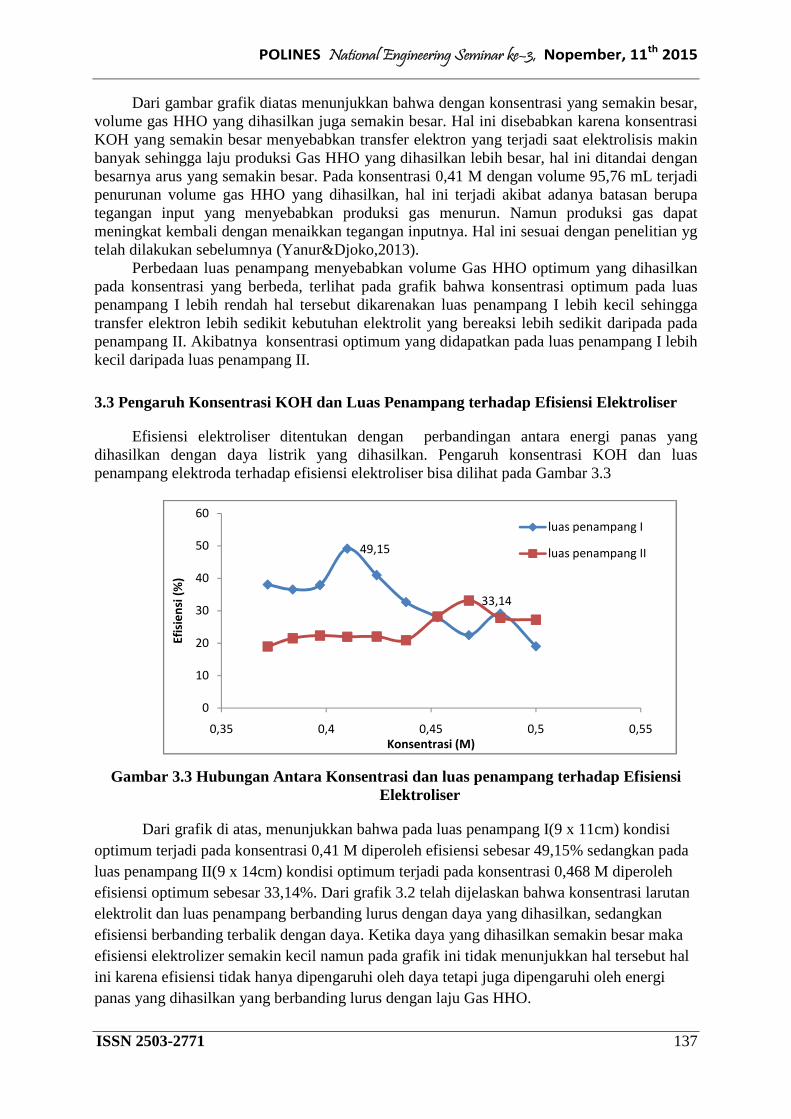
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 137
Dari gambar grafik diatas menunjukkan bahwa dengan konsentrasi yang semakin besar, volume gas HHO yang dihasilkan juga semakin besar. Hal ini disebabkan karena konsentrasi KOH yang semakin besar menyebabkan transfer elektron yang terjadi saat elektrolisis makin banyak sehingga laju produksi Gas HHO yang dihasilkan lebih besar, hal ini ditandai dengan besarnya arus yang semakin besar. Pada konsentrasi 0,41 M dengan volume 95,76 mL terjadi penurunan volume gas HHO yang dihasilkan, hal ini terjadi akibat adanya batasan berupa tegangan input yang menyebabkan produksi gas menurun. Namun produksi gas dapat meningkat kembali dengan menaikkan tegangan inputnya. Hal ini sesuai dengan penelitian yg telah dilakukan sebelumnya (Yanur&Djoko,2013).
Perbedaan luas penampang menyebabkan volume Gas HHO optimum yang dihasilkan pada konsentrasi yang berbeda, terlihat pada grafik bahwa konsentrasi optimum pada luas penampang I lebih rendah hal tersebut dikarenakan luas penampang I lebih kecil sehingga transfer elektron lebih sedikit kebutuhan elektrolit yang bereaksi lebih sedikit daripada pada penampang II. Akibatnya konsentrasi optimum yang didapatkan pada luas penampang I lebih kecil daripada luas penampang II.
3.3 Pengaruh Konsentrasi KOH dan Luas Penampang terhadap Efisiensi Elektroliser
Efisiensi elektroliser ditentukan dengan perbandingan antara energi panas yang dihasilkan dengan daya listrik yang dihasilkan. Pengaruh konsentrasi KOH dan luas penampang elektroda terhadap efisiensi elektroliser bisa dilihat pada Gambar 3.3
Gambar 3.3 Hubungan Antara Konsentrasi dan luas penampang terhadap Efisiensi Elektroliser
Dari grafik di atas, menunjukkan bahwa pada luas penampang I(9 x 11cm) kondisi optimum terjadi pada konsentrasi 0,41 M diperoleh efisiensi sebesar 49,15% sedangkan pada luas penampang II(9 x 14cm) kondisi optimum terjadi pada konsentrasi 0,468 M diperoleh efisiensi optimum sebesar 33,14%. Dari grafik 3.2 telah dijelaskan bahwa konsentrasi larutan elektrolit dan luas penampang berbanding lurus dengan daya yang dihasilkan, sedangkan efisiensi berbanding terbalik dengan daya. Ketika daya yang dihasilkan semakin besar maka efisiensi elektrolizer semakin kecil namun pada grafik ini tidak menunjukkan hal tersebut hal ini karena efisiensi tidak hanya dipengaruhi oleh daya tetapi juga dipengaruhi oleh energi panas yang dihasilkan yang berbanding lurus dengan laju Gas HHO.
49,15
33,14
0
10
20
30
40
50
60
0,35 0,4 0,45 0,5 0,55
Efi
sie
nsi
(%
)
Konsentrasi (M)
luas penampang I
luas penampang II

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
138 ISSN 2503-2771
4. KESIMPULAN
Konsentrasi larutan elektrolit optimum pada luas penampang I sebesar 0.41 M
menghasilkan volume gas HHO sebesar 95.8 mL sedangkan pada luas penampang II sebesar 0.468 M menghasilkan volume gas sebesar 82.6 mL. Luas penampang I lebih efektif dibandingkan luas penampang II, karena pada luas penampang I daya yang dibutuhkan lebih kecil konsentrasi larutan elektrolitnya lebih rendah dan efisiensi yang diperoleh lebih tinggi. Kedepannya elektroliser tipe wet cell ini masih perlu disempurnakan untuk memperbaiki kinerja alat dan keakuratan dalam pengukuran. Untuk mendapatkan hasil gas HHO yang maksimal dibutuhkan konsentrasi larutan elektrolit yang lebih pekat dengan tegangan input yang lebih besar pula.
DAFTAR PUSTAKA
[1] Chris Eckman. 2008. Plasma Orbital Expansion of the Electrons in Water . Idaho State University
[2] Dody Wiryawan; Denny Widhiyanuriyawan; Nurkholis Hamidi. 2013. Pengaruh Variasi Arus Listrik Terhadap Produksi Brown’s Gas Pada Elektroliser. Malang: Universitas Brawijaya
[3] Lee, Yong-Kyun; Lee, Sang-yong, Jeong Byung-Hwan, Mok Hyung-Soo and Choe Gyu-Ha. 2005. Development of a Welding Machine System Using Brown Gas by Improved Water Electrolyzation. Journal of Power Electronics, Vol. 5, No. 4
[4] Muliawati, Neni. 2008. Hidrogen Sebagai Sel Bahan Bakar Sumber Energi Masa Depan. Lampung: Universitas Lampung.
[5] Putra, Arbie Marwan. 2010. Analisis Produktivitas Gas Hidrogen dan Gas Oksigen Pada Elektrolisis Larutan KOH. Jurnal Fisika Neutrino Vol. 2, No.2.
[6] Pratama, Rizky Akbar &Sungkono Kawano, Djoko. 2013. Pengaruh Penggunaan Frekuensi Listrik terhadap Performa Generator HHO dan Unjuk Kerja Engine Honda Kharisma 125CC. Surabaya: ITS
[7] Satrio & Denny. 2013. Pengaruh Variasi Fraksi Massa NaHCO3 Terhadap Produksi Brown’s Gas Pada Elektroliser. Malang: Universitas Brawijaya.
[8] Yanur & Djoko. 2013. Studi Karakteristik Generator Gas HHO Tipe Dry Cell dan Wet Cell berdimensi 80 х 80 mm dengan Penambahan PWME-3 FF (1KHz). Surabaya: ITS.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 139
PENGARUH PENAMBAHAN FLY ASH DAN BOTTOM ASH TERHADAP MUTU ADUKAN (SPESI/PLESTER) DALAM UPAYA PEMANFAATAN LIMBAH PLTU TANJUNGJATI KAB. JEPARA
Kusdiyono, Supriyadi, Herry Ludiro Wahyono
Politeknik Negeri Semarang, Jl. Prof Sudarto, SH, Semarang 50275, Indonesia E-mail :[email protected]¹, [email protected]²,
Abstrak
Fly ash dan bottom ash merupakan limbah padat yang dihasilkan dari sisa pembakaran batubara untuk pembangkit listrik tenaga uap (PLTU) atau proses industri lainnya. Limbah padat ini terdapat dalam jumlah yang cukup besar, sehingga memerlukan pengelolaan yang serius agar tidak menimbulkan masalah pencemaran lingkungan, seperti pencemaran udara, perairan dan penurunan kualitas ekosistem lainnya. Sekarang ini, penanganan limbah tidak dilakukan secara maksimal, hal seperti ini terbukti dengan masih adanya perusahaan yang membuang abu batu bara di Jalan lingkar selatan kota Salatiga (Suara Merdeka, 2012) dan limbah batu bara yang memakan korban di Kayen Pati (Suara Merdeka, 2012), kejadian ini menunjukkan bahwa pengelolaan limbah padat dari industri tidak dikelola dengan baik. Sementara penelitian dibidang Rekayasa Bahan sudah banyak dilakukan oleh peneliti sebagai upaya untuk memecahkan permasalahan dan memanfaatkan limbah industri ini untuk dapat diproduksi menjadi industri lain seperti bahan bangunan. Hasil penelitian menunjukkan bahwa mutu Adukan (spesi/plester) model/jenis B2,5, B05, B7,5 dan B10 terdapat peningkatan kuat tekan rata-rata pada penambahan 2,5% dan menurun pada penambahan berikutnya. Tertinggi pada penambahan fly ash dan bottom ash 2,5% dengan kekuatan tekan rata-rata mencapai 373,54 kg/cm² pada umur uji 7 hari, sedang penurunan terjadi pada penambahan fly ash dan bottom ash 5% sampai dengan 10% dengan kuat tekan rata-rata terendah 318,11 kg/cm² pada umur uji 28 hari. Persamaan regresi yang didapat Y= - 8,4517 X² - 45,644 X + 295,71 dengan nilai korelasi R² = 0,6886, artinya dengan penambahan fly ash dan bottom ash mempunyai pengaruh kuat terhadap kuat tekan adukan. Sehingga diperoleh suatu gambaran bahwa dengan menambahkan fly ash dan bottom ash pada pembuatan Adukan (spesi/plester) mutu adukan menjadi bertambah dan menurun pada model/jenis campuran B05, B7,5 dan B10.
Kata Kunci : fly ash dan bottom ash, pencemaran, adukan
I. PENDAHULUAN
1.1. Latar Belakang Fly ash dan bottom ash merupakan limbah padat yang dihasilkan dari pembakaran
batubara pada pembangkit tenaga listrik. Ada tiga type pembakaran batubara pada industri listrik yaitu dry bottom boilers, wet-bottom boilers dan cyclon furnace (Sri Prabandiyani R.W., 2008). Produksi abu terbang batubara (fly ash) didunia pada tahun 2000 diperkirakan berjumlah 349 milyar ton. Penyumbang produksi abu terbang batubara terbesar adalah pada sektor pembangkit listrik. Produksi abu terbang jenis ini di Indonesia terus meningkat, pada tahun 2000 jumlahnya mencapai 1,66 milyar ton dan diperkirakan mencapai 2 milyar ton pada tahun 2006(Marinda Putri, 2008).
Salah satu penanganan lingkungan yang dapat diterapkan adalah memanfaatkan limbah tersebut untuk keperluan bahan bangunan seperti batako dan paving blok serta pembenah lahan pertanian. Namun, hasil pemanfaatan tersebut belum dapat dimasyarakatkan, karena berdasarkan PP No. 85 Tahun 1999 tentang Perubahan Atas Peraturan Pemerintah No. 18 Tahun 1999 Tentang Pengelolaan Limbah Bahan Berbahaya dan Beracun, abu terbang dan abu dasar dikategorikan sebagai limbah B3 karena terdapat kandungan oksida logam berat yang akan mengalami pelindian secara alami dan mencemari lingkungan (Tekmira, 2012).
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
140 ISSN 2503-2771
Salah satu penanganan lingkungan yang dapat diterapkan adalah memanfaatkan limbah tersebut untuk keperluan bahan bangunan seperti batako dan paving blok serta pembenah lahan pertanian. Namun, hasil pemanfaatan tersebut belum dapat dimasyarakatkan, karena berdasarkan PP No. 85 Tahun 1999 tentang Perubahan Atas Peraturan Pemerintah No. 18 Tahun 1999 Tentang Pengelolaan Limbah Bahan Berbahaya dan Beracun, abu terbang dan abu dasar dikategorikan sebagai limbah B3 karena terdapat kandungan oksida logam berat yang akan mengalami pelindian secara alami dan mencemari lingkungan (Tekmira, 2012).
Penelitian ini merupakan salah satu bentuk sosialisasi kepada industri khususnya industri listrik dengan pembangkit tenaga uap seperti Tanjungjati Kabupaten Jepara, dengan harapan agar limbah berupa FlyAsh dan Bottom Ash dapat dimanfaatkan sebagai unsur bangunan pada pembuatan adukan (spesi atau plester) dengan proporsi masing-masing bahan (air, semen, agregat, fly ash dan bottom ash) pada proporsi tertentu.
1.2. Tujuan Penelitian
Penelitian ini mempunyai tujuan, antara lain : 1) mengukur pengaruh penambahan fly ash dan bottom ash terhadap kekuatan tekan adukan
(spesi atau plester); 2) untuk mendapatkan kekuatan tekan optimum adukan (spesi atau plester) dari penambahan
fly ash dan bottom ash dibanding dengan adukan tanpa menggunakan fly ash dan bottom ash;
3) mewujudkan pemanfaatan fly ash dan bottom ash di kalangan industri sesuai dengan kondisi daerah dan masyarakat sekitar PLTU;
4) merupakanbentuk implementasi dan kerjasama antara perguruan tinggi, stakeholder dan masyarakat.
1.3. Review penelitian/ teknologi terdahulu
Penelitian-penelitian yang berhubungan dengan penelitian sebelumnya, adalah : a) Heru Isnawan, dkk, 2012, melakukan penelitian yang berjudul Pengaruh Penambahan
Limbah Batubara (Fly Ash dan Bottom Ash) terhadap Mutu Bata Beton berlubang; b) Kusdiyono, dkk, 2014, dalam penelitian memberikan gambaran PengaruhPenambahan
Fly Ash dan Bottom Ash pada pembuatan Beton mutu f’c 20 MPa dalam upaya pemanfaatan limbah industri.
II. METODE PENELITIAN
a. Tahapan penelitian
Untuk mencapai tujuan penelitian yang diinginkan, perlu dilakukan tahapan -tahapan seperti dalam bagan 3.1 berikut : Tahapan penelitian setiap tahunnya dapat dibagi dalam 3 (tiga) tahap, antara lain : (1) Tahap I : Menguji sifat fisis dan mekanis bahan susun mortar, seperti : pasir, semen; (2) Tahap II : Perhitungan rencana campuran (Mix Design). Metode perhitungan
menggunakan cara yang dikeluarkan Road Research Laboratory. Dalam penelitian ini akan dilakukan mix design untuk mendapatkan Adukan tanpa fly ash dan bottom ash, dan yang dengan penambahan fly ash dan bottom ash. Hasil mix design selanjutnya dibuat benda uji dengan ukuran 50 mm x 50 mm x 50 mm;
(3) Tahap III : Uji eksperimental kekuatan tekan sejumlah benda uji adukan mortar dengan berbagai umur 3, 7, 14, 21 dan 28 hari.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 141
2.2 Persiapan Bahan dan alat
Bahan-bahan yang dipakai dalam penelitian ini adalah : Semen Portland, yang dipakai dalam penelitian ini adalah semen portland pozolan jenis I produk Gresik, yaitu semen yang digunakan untuk umum, tidak memerlukan persyaratan khusus. Fly ash dan Bottom Ash dari sisa bakar batubara dari PLTU Tanjungjati Kabupaten JeparaAgregat halus ( pasir), pasir yang dipakai dalam penelitian ini adalah pasir Muntilan sebagai referensi pengujian. Air , air diambil dari laboratorium Politeknik Negeri Semarang.
Sedang Alat yang dipergunakan, adalah : Ayakan, dipakai untuk memisahkan fraksi-fraksi agregat menurut kelompok butiranya. Dalam penelitian ini digunakan satu set ayakan dari lubang mulai 0,15 mm sampai dengan 40 mm; Timbangan, dipakai untuk menimbang semen, pasir, dan batu pecah sebelum bahan-bahan dicampur, dengan ketelitian 1 gram; Gelas ukur , dipakai untuk mengukur volume air;Kerucut Abrams dan tongkat penusuknya, dipakai untuk mengukur nilai konsistensi adukan (slump); Cetakan Kubus, digunakan untuk mencetak benda uji dengan ukuran sisi 5 cm x 5 cm x 5 cm; Mesin pengaduk (Mixer), digunakan untuk mencampur dan mengaduk mortar kapasitas 5 liter; Mesin uji tekan, digunakan untuk menguji kuat tekan silinder beton, merk Controll kapasitas 50 kN dan ELE kapasitas 2000 kN.
2.3 Prosedur penelitian
Pelaksanaan penelitian dimulai dari pemeriksaan bahan susun sampai dengan pengujian kuat tekan benda uji. Secara garis besar meliputi : a. Pemeriksaan agregat halus : Analisa saringan agregat halus, Berat jenis dan penyerapan
agregat halus, Bobot isi agregat halus, dan Kadar air agregat halus; b. Pemeriksaan berat isi semen; c. Perhitungan rencana campuran (Mix Design), dalam penelitian ini akan dilakukan mix
design untuk mendapatkan Adukan tanpa fly ash dan bottom ash, dan yang dengan menggunakan fly ash dan bottom ash. Hasil mix design selanjutnya dibuat benda uji dengan ukuran 50 mm x 50 mm x 50 mm, dengan 5 variasi campuran yaitu mortar tanpa fly ash dan bottom ash. (BN), bata berlubang dengan fly ash dan bottom ash 2,5% (B2,5); 5% (B5); 7,5% (B7,5); dan 10% (B10), masing-masing seri campuran terdiri dari 30 sampel, sehingga total benda uji sebanyak 750 buah;
d. Pencampuran dan pengadukan dalam campuran ini untuk setiap macam bahan dan faktor air semen yang sama dibuat dalam satu adukan, dibuat 30 buah kubus mortar, yang akan diuji tekan pada umur 3, 7, 14, 21 dan 28 hari dengan banyak benda uji masing-masing umur 30 buah. Setelah bahan siap, kemudian dicampur dan diaduk dengan mesin mixer kurang lebih 2 - 3 menit;
e. Pencetakaan, adukan mortar dimasukkan dalam cetakan benda uji dalam kondisi lembab (fas antara 0,40 – 0,60) dan dipadatkan dengan cara ditusuk dengan alat pemadat sebanyak 32 kali per-layer.
f. Perawatan, cetakan dibuka setelah dibiarkan selama 24 jam yang kemudian diberi tanda (kode) sesuai dengan penambahan fly ash dan bottom ash, kemudian dirawat dengan direndam dalam air sampai dengan umur uji;
g. Pengujian, benda uji mortar diuji kekuatan tekannya pada umur 3, 7, 14 21 dan 28 hari. Sebelum diuji kubus mortar ditimbang, diukur dimensinya, kemudian diuji dengan mesin tekan dengan kecepatan 1,4 – 2,5kg/cm2 per detik dan dicatat beban tekan maksimumnya.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
142 ISSN 2503-2771
2.4 Pengumpulan data
Data penelitian diambil dari hasil pemeriksaan dilaboratorium terhadap bahan air, semen, fly ash dan bottom ash, agregat halus, dan pengujian kuat tekan bata berlubang. Hasil pemeriksaan laboratorium terhadap bahan air, semen portland, fly ash dan bottom ash dan agregat halus, selanjutnya dicampur yaitu perbandingan air : semen : fly ash dan bottom ash : pasir. Selanjutnya, dengan diketahui perbandingan berat campuran adukan (air, semen dan pasir) dengan penambahan fly ash dan bottom ash (2,5; 5; 7,5; dan 10)%, dan faktor air semen (fas = 0,60 – 0,70) atau konsistensi pada pengukuran flow menunjukkan antara (110 s.d. 120)%, pengujian kuat tekan (ditetapkan), 3, 7, 14, 21 dan 28 hari, serta jumlah pada setiap jenis/model benda uji (ditetapkan 30 buah). Maka akan diperoleh data pengujian kuat tekan sejumlah 30 benda uji pada setiap variable tetap + 30 benda uji pada pada setiap variable bebas (fly ash dan bottom ash) x 5 = 150 benda uji, dan data total pengujian kuat tekan = 750 benda uji atau dapat dilihat seperti pada tabel 2.1.
Tabel 2.1. Hubungan jumlah sampel dan jenis campuran dan umur uji.
Jumlah3 7 14 21 28 Benda Uji
1 Campuran "BN" ( fly ash/bottom ash 0% ) 30 30 30 30 30 150 Tahun ke-12 Campuran "B2,5" ( fly ash/bottom ash 2,5% ) 30 30 30 30 30 1503 Campuran "B5" ( fly ash/bottom ash 5% ) 30 30 30 30 30 1504 Campuran "B7,5" ( fly ash/bottom ash 7,5% ) 30 30 30 30 30 1505 Campuran "B10" ( fly ash/bottom ash 10% ) 30 30 30 30 30 150
Total 750
No. Jenis CampuranUmur Uji (hari)
Keterangan
Catatan : Semua jenis campuran ditentukan konsistensi antara (110-120)%.
2.5 Analisis data
Persamaan-persamaan dasar yang dipergunakan, adalah:
Kuat Tekan Beton (σ′b) = 7
<
Dimana : P = beban maksimum (Kg) A = luas penampang benda uji (cm²)
Pengaruh penambahan fly ash dan bottom ash terhadap kekuatan tekan dapat dilihat dari
nilai kuat masing-masing jenis campuran yang tanpa fly ash dan bottom ash dengan yang menggunakan fly ash dan bottom ash pada setiap interval 2,5% dari berat agregat, dengan umur uji 3, 7, 14, 21 dan 28 hari.
Hasil penelitianditabelkan dalam bentuk hubunganantara variable dependen (bebas) adukan (spesi/plester) tanpa fly ash dan bottom ash dengan berbagai umur 3, 7, 14, 21, dan 28 hari dengan penambahan fly ash dan bottom ash setiap beda 2,5% dimulai (2,5 s.d. 10)% terhadap berat agregat halus sebagai variabel independen (terikat), dengan harapan konsumen atau masyarakat pengguna (user) dapat dengan mudah memanfaatkan proporsi penambahan fly ash dan bottom ash yang terbaik dan yang tepat sesuai dengan kekuatan tekan optimumnya
.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 143
III. HASIL DAN PEMBAHASAN
b. Hasil Pengujian Material
Pengujian material, dilakukan dengan menggunakan acuan standar negara kita yaitu Standar Nasional Indonesia (SNI) atau ASTM (jika pada salah satu diantara jenis uji tertentu tidak terdapat dalam SNI), pengujian sifat - sifat material meliputi : uji agregat halus, fly ash, bottom ash dan Semen Portland dengan hasil seperti dalam tabel 3.1.
Tabel 3.1. Hasil pegujian sifat fisik dan mekanis agregat
1 Agregat Halus (Pasir)a Indeks kekerasan ≤ 2,2 Tidak diujb Kekekalan 2.39% Maksimum 12 % Memenuhic Kadar butir halus lewat saringan no. 200 7.23% Maksimum 5 %d Analisa ayak
Angka kehalusan butir (Fineness modulus) 2.41 1,5 - 3,8 MemenuhiDaerah susunan butir Zone 2 Zone 1,2,3 atau 4
e Berat Jenis 2.73 minimum 2.5 Memenuhif Penyerapan Air 1.63% maksimum 3% Memenuhig Berat Isi 1.37 kg/lt 1.25 kg/lt Memenuhih Kadar organik Tidak ada Tidak boleh ada Memenuhii Kadar Air 5.03% -2 Semen Portlanda Berat Isi 1.25 > 1,25 Memenuhi3 Abu Dasar (bottom ash)a Berat Isi 1.08b Daerah susunan butir Zone 2 Zone 1,2,3 atau 44 Abu Batubara (fly ash)a Berat Isi 1.17
Hasil pengujianNo Jenis material Spesifikasi Keterangan
3.1.1. Hasil Pemeriksaan Sifat Fisik Agregat
Dengan hasil pengujian material agregat yang berasal dari pasir Muntilan seperti diatas, maka agregat tersebut dinyatakan “dapat digunakan” sebagai campuran adukan spesi/plester, fly ash dan bottom ash dari PLTU Tanjungjati Jepara dan semen portland (PC) dalam penelitian ini menggunakan PPC Jenis I – PU ex Gresik.
Agregat dinyatakan dapat dipergunakan untuk campuran adukan spesi/plester dan dari semua hasil pengujian sifat fisik/mekanis menunjukkan memenuhi persyaratan seperti yang tercantum dalam SNI 03-6861.1-2002 atau Spesifikasi A untuk Bahan Bangunan non Logam.
Berdasarkan pengujian Kekekalan bentuk agregat terhadap larutan Natrium atau Magnesium Sulfat (Soundness), dimana uji ini adalah salah satu cara uji dengan cara percepatan dan mempunyai tujuan untuk mengetahui sampai sejauhmana agregat dapat dinyatakan tahan terhadap pengaruh cuaca tanpa terjadinya deformasi, apabila hasil pengujian menunjukkan dibawah persyaratan, maka agregat tersebut dinyatakan tahan terhadap pengaruh cuaca (Durable). Dari hasil uji didapat 2.39% lebih kecil dari 12%, maka pasir Muntilan memenuhi syarat ketahanan terhadap pengaruh cuaca.
Uji material lolos saringan no. 200 bertujuan untuk mengukur kandungan bahan impurities yang terdapat pada agregat. Material yang dimaksud adalah lumpur, lanau, tanah liat yang mempunyai sifat tidak kekal yang dapat mengembang dan menyusut akibat pengaruh cuaca, disamping menghalangi ikatan antara agregat terhadap semen Portland, sehingga dapat mengurangi kualitas beton terutama terhadap ikatan antara pasta semen dengan agregat yang pada akhirnya kekuatan tekan adukan menjadi menurun. Dalam uji ini material lolos saringan no. 200 dibatasi tidak boleh lebih dari 5%, sedang hasil pemeriksaan agregat halus menunjukkan 7,23% > 5% (Pasir ini dapat dipergunakan untuk campuran adukan seperti yang dimaksud, sifatnya hanya berpengaruh terhadap penggunaan jumlah air dan semen untuk mencapai kekuatan tekan tertentu. Butiran tersebut bukan lumpur, akan

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
144 ISSN 2503-2771
tetapi merupakan butiran halus hasil erupsi gunung Merapi yang berupa gelas/abu Silika yang akan aktip bila bereaksi dengan pasta semen;).
Dari uji Analisa ayak agregat halus, pasir Muntilan termasuk berbutir kasar, karena berada didaerah zone 2 disamping mempunyai Angka kehalusan butir 2,41 berada pada angka kehalusan butir antara 1,5 s.d. 3,8.
Uji Berat Jenis dan penyerapan air adalah untuk mengukur agregat yang dipergunakan dalam penelitian ini dapat dipergunakan sebagai campuran adukan spesi/plester atau tidak. Agregat harus mempunyai Berat jenis lebih besar dari 2,50 sedang Penyerapan airnya tidak boleh melebihi dari 3%. Dari agregat yang diuji menunjukkan Berat jenisnya 2,73 lebih besar dari 2,5 dan Penyerapan airnya 1,63% lebih kecil dari 3%, sedang Berat Isi menunjukkan 1.37 kg/lt > 1,25 kg/lt berarti agregat ini dapat dipergunakan untuk penelitian.
Ditinjau dari kadar organic yang terkandung pada pasir Muntilan hasil pengujian menunjukkan tidak terdapat zat organic.
Jadi secara umum agregat halus padir Muntilan yang dipergunakan dalam penelitian ini dapat dipergunakan untuk adukan spesi/plester, karena secara garis besar persyaratan fisik memenuhi persyaratan sebagai agregat. 3.1.2. Hasil Pemeriksaan Semen Portland
Semen Portland dalam penelitian ini tidak diuji mengingat semen dalam fabrikasi telah lolos Quality Controll, hanya diuji terhadap Berat isi didapat 1,25 kg/lt.
3.1.3. Hasil Pemeriksaan Abu Dasar (bottom ash)
Abu Dasar (bottom ash),memiliki Berat isi 1,03 kg/lt dan susunan butirnya menunjukkan kasar karena berada dalam zone 2.
3.1.4. Hasil Pemeriksaan Terbang (fly ash)
Abu Terbang (fly ash),memiliki Berat isi 1,17 kg/lt dengan kehalusan butir lolos no. 200.
3.2. Analisa Kebutuhan Bahan
Analisa kebutuhan bahan campuran adukan spesi/plester rencana didasarkan pada Tata cara membuat rancangan campuran Mortar (Mix design) di Indonesia terdapat dalam SNI 03 -6882 – 2002. Sedang bahan perekat menggunakan Semen Portland jenis I – PU ex Gresik, agregat alam dari pasir Muntilan yang secara umum banyak dipergunakan untuk pembuatan bermacam-macam aduk di lapangan. Dalam penelitian ini menggunakan perbandingan bahan 1 PC : 3 PS dan agregat semua dalam kondisi kering oven, air pada fas antara 0,60 – 0,70 atau flow antara 110%-120% dengan susunan perbandingan bahan susun seperti dalam tabel 3.2.
Tabel 3.2. Jenis Campuran dan susunan perbandingan bahan setiap trial mix sebanyak
6 kubus
PC Pasir Fly Ash Bottom Ash Air
1 BN 500 1500 0 0 250 2000
2 B2,5 500.00 1537.50 18.75 18.75 2075.00
3 B5 500.00 1575.00 37.50 37.50 2150.00
4 B7,5 500.00 1612.50 56.25 56.25 2225.00
5 B10 500.00 1650.00 75.00 75.00 2300.00
No Type CampuranBerat Bahan Susun, gram
Jumlah

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 145
3.3. Hasil pengujian kuat tekan
Uji kuat tekan dari berbagai umur dapat dilihat dalam tabel 3.3.
Tabel 3.3. Hasil uji kuat tekan rata-rata spesi/plester umur uji dengan berbagai jenis campuran
Tanpa (BN) 2.5% (B2.5) 5% (B05) 7.5% (B7.5) 10% (B10)
1 3 326.89 370.52 352.05 332.36 318.21
2 7 324.38 373.54 349.19 332.75 319.86
3 14 324.37 370.08 351.41 332.73 319.38
4 21 324.60 371.02 350.51 332.80 318.32
5 28 323.98 370.96 350.91 332.86 318.11
KeteranganNo. Umur uji (hari)Kuat Tekan rata-rata (kg/cm²)
3.4. Pembahasan
Hasil pengujian kuat tekan Adukan (spesi/plester) dari berbagai umur, dapat ditabelkan seperti pada tabel 5.3 diatas yang menggambarkan hubungan antara Kuat tekan Adukan (spesi/plester) dengan umur uji 3, 7, 14, 21 dan 28 hari dengan model campuran tanpa penambahan / penambahan fly ash dan bottom ash setiap beda 2,5% mulai dari 2,5% sampai dengan 10%. 3.4.1.Hubungan antara Kuat Tekan rata-rata Spesi/plester dengan/ tanpa Fly Ash dan
Bottom Ash setiap 2,5% pada berbagai umur uji.
Hasil pengujian sampel Adukan (spesi/plester) sejumlah 750 buah, dapat diselesaikan dengan cara analisis hasil nilai kuat tekan rata-rata Adukan (spesi/plester) tanpa penambahan fly ash dan bottom ash sebagai acuan/pembanding dan nilai kuat tekan rata-rata Adukan (spesi/plester) yang sama dengan penambahan setiap beda 2,5% berdasarkan kuat tekan rata-rata tertinggi dan kuat tekan rata-rata terendah seperti pada tabel 3.4 dan gambar 3.1. Tabel 3.4 Hubungan antara Model/Jenis campuran dengan Kuat tekan Adukan
(spesi/plester) umur 3, 7, 14, 21 dan 28 hari.
3 hari 7 hari 14 hari 21 hari 28 hari Rata-rata
1 BN (non Fly Ash dan Bottom Ash) 326.89 324.38 324.37 324.60 323.98 323.98
2 B2.5 (Penambahan Fly Ash dan Bottom Ash 2.5%) 370.52 373.54 370.08 371.02 370.96 370.96
3 B05 (Penambahan Fly Ash dan Bottom Ash 5%) 352.05 349.19 351.41 350.54 350.91 350.91
4 B7.5 (Penambahan Fly Ash dan Bottom Ash 7.5%) 332.36 332.75 332.73 332.80 332.86 332.86
5 B10 (Penambahan Fly Ash dan Bottom Ash 10%) 318.21 319.86 319.38 318.32 318.11 318.11
KeteranganNo. Model/Jenis CampuranKuat Tekan, kg/cm²

POLINES National Engineering Seminar ke
146
Gambar 3.1 Hubungan antara Model/Jenis campuran dengan Kuat tekan (spesi/plester) umur 3, 7, 14, 21 dan 28 hari.
Pengaruh penambahan fly ash
(spesi/plester) dapat diilustrasikan dalam gambar hubungan kuat tekan ratamodel/jenis campuran dapat dilihat pada Gambar 3.1, dengan persamaan regresi Y= X² - 45,644 X + 295,71 dengan nilai korelasi R² = 0,6886 yang artinya teyang “kuat” antara kuat tekan dan umur, karena nilai R² berada antara 0,60 ratanya naik pada penambahan 2,5%, yang selanjutnya menurun padadan 10% dengan umur uji 3, 7, 14, 21 dan 28 hari.
Kekuatan tekan rata-rata tertinggi pada umur 28 hari dapat dilihat seperti tabel 3.5
sebagai berikut : Tabel 3.5 Hasil pengujian kuat tekan rata
1 BN (non Fly Ash dan Bottom Ash)
2 B2.5 (Penambahan Fly Ash dan Bottom Ash 2.5%)
3 B05 (Penambahan Fly Ash dan Bottom Ash 5%)
4 B7.5 (Penambahan Fly Ash dan Bottom Ash 7.5%)
5 B10 (Penambahan Fly Ash dan Bottom Ash 10%)
No. Jenis Campuran
Kuat tekan rata-rata tertinggi pada umur28 hariterjadi pada penambahan Bottom Ash 2,5% dengan kekuatan tekan 373,54 kg/cm² dengan umur uji 7 hari, sedang yang terendah pada penambahan Fly Ash kg/cm² pada umur uji 28 hari. Dari data di atas dapat dilihat bahwa dengan penambahanAsh dan Bottom Ash 2,5% s.d. 10% mempunyai pengaruh yang kuat terhadap Kuat tekannya.
National Engineering Seminar ke–3, Nopember, 11th
2015
Hubungan antara Model/Jenis campuran dengan Kuat tekan umur 3, 7, 14, 21 dan 28 hari.
fly ash dan bottom ash terhadap kekuatan tekan dapat diilustrasikan dalam gambar hubungan kuat tekan rata
model/jenis campuran dapat dilihat pada Gambar 3.1, dengan persamaan regresi Y= 45,644 X + 295,71 dengan nilai korelasi R² = 0,6886 yang artinya te
antara kuat tekan Adukan (spesi/plester) dengan berbagai model/jenis campuran dan umur, karena nilai R² berada antara 0,60 – 0,799. Sedang pengaruh kuat tekan rataratanya naik pada penambahan 2,5%, yang selanjutnya menurun pada penambahan 5%, 7,5 dan 10% dengan umur uji 3, 7, 14, 21 dan 28 hari.
rata tertinggi pada umur 28 hari dapat dilihat seperti tabel 3.5
Hasil pengujian kuat tekan rata-rata pada umur 28 hari
3 hari 7 hari 14 hari 21 hari 28 hari
BN (non Fly Ash dan Bottom Ash) 326.89 324.38 324.37 324.60 323.98
B2.5 (Penambahan Fly Ash dan Bottom Ash 2.5%) 370.52 373.54 370.08 371.02 370.96
B05 (Penambahan Fly Ash dan Bottom Ash 5%) 352.05 349.19 351.41 350.54 350.91
B7.5 (Penambahan Fly Ash dan Bottom Ash 7.5%) 332.36 332.75 332.73 332.80 332.86
B10 (Penambahan Fly Ash dan Bottom Ash 10%) 318.21 319.86 319.38 318.32 318.11
Jenis CampuranKuat Tekan, kg/cmUmur Uji
rata tertinggi pada umur28 hariterjadi pada penambahan 2,5% dengan kekuatan tekan 373,54 kg/cm² dengan umur uji 7 hari, sedang yang
Fly Ash dan Bottom Ash 10% dengan kekuatan tekan 318,11 kg/cm² pada umur uji 28 hari. Dari data di atas dapat dilihat bahwa dengan penambahan
2,5% s.d. 10% mempunyai pengaruh yang kuat terhadap Kuat tekannya.
ISSN 2503-2771
Hubungan antara Model/Jenis campuran dengan Kuat tekan Adukan
terhadap kekuatan tekan Adukan dapat diilustrasikan dalam gambar hubungan kuat tekan rata-rata, umur, dan
model/jenis campuran dapat dilihat pada Gambar 3.1, dengan persamaan regresi Y= - 8,4517 45,644 X + 295,71 dengan nilai korelasi R² = 0,6886 yang artinya terdapat hubungan
dengan berbagai model/jenis campuran 0,799. Sedang pengaruh kuat tekan rata-
penambahan 5%, 7,5
rata tertinggi pada umur 28 hari dapat dilihat seperti tabel 3.5
rata pada umur 28 hari
28 hari
323.98
370.96
350.91
332.86
318.11
Kuat Tekan, kg/cm²
rata tertinggi pada umur28 hariterjadi pada penambahan Fly Ash dan 2,5% dengan kekuatan tekan 373,54 kg/cm² dengan umur uji 7 hari, sedang yang
kekuatan tekan 318,11 kg/cm² pada umur uji 28 hari. Dari data di atas dapat dilihat bahwa dengan penambahan Fly
2,5% s.d. 10% mempunyai pengaruh yang kuat terhadap Kuat tekannya.
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 147
IV. KESIMPULAN
Penelitian penambahan limbah Fly Ash dan Bottom Ash untuk Adukan (spesi / plester), dapat disimpulkan bahwa :
1. Model/Jenis Campuran dengan penambahan Fly Ash dan Bottom Ash setiap beda 2,5% dapat dinyatakan mutu Adukan (spesi/plester) menjadi lebih tinggi pada penambahan 2,5% dan Model/Jenis campuran yang terbaik adalah B2,5 (kuat tekan rata-rata yang dicapai antara 370,52 s.d. 373,54 kg/cm²);
2. Kekuatan tekannya bertambah, pada penambahan Fly Ash dan Bottom Ash 2,5% terhadap berat pasir (agregat) dan Kuat tekan rata-rata Adukan (spesi/plester) tertinggi pada umur 7 hari 373,54 kg/cm² atau pada Model/Jenis Campuran B2,5;
3. Kuat tekan rata-rata terendah diperoleh umur 28 hari, sebesar 318,11 kg/cm² pada model/jenis campuran B10 atau dengan penambahan Fly Ash dan Bottom Ash 10%;
4. Dengan penambahan Fly Ash dan Bottom Ash dalam Adukan (spesi / plester), kuat tekannya menjadi lebih tinggi pada penambahan 2,5% dan diikuti penurunan pada penambahan 5%, 7,5% dan 10% dan bila dihubungkan dengan type mortar standar, hasilnya masih diatas dari type yang paling rendah mutunya (type K);
Limbah berupa FlyAsh dan Bottom Ash PLTU Tanjung Jati Kabupaten Jepara dapat dimanfaatkan sebagai unsur bangunan pada pembuatan Adukan (spesi atau plester) dengan proporsi masing-masing bahan (air, semen, agregat, fly ash dan bottom ash) pada proporsi tertentu seperti dalam penelitian ini, sehingga masyarakat disekitar dapat memanfaatkannya.
V. UCAPAN TERIMAKASIH
Pada kesempatan ini, penulis mengucapan terima kasih kepada : (a) Direktorat Jenderal Pendidikan Tinggi Departemen Pendidikan Nasional yang telah berkenan menyetujui dan memberikan dukungan dana guna penyelesaian penelitian ini, (b). Direktur Politeknik Negeri Semarang (Polines) yang telah membantu penelitian kami, (c) Ketua Lembaga Penelitian Polines dan seluruh Staf yang terkait yang telah membantu memberi informasi pelaksanaan penelitian. (d). Seluruh Anggota Tim Peneliti, atas kerjasama, diskusi, saran, dan masukkannya sehingga kajian ini dapat berjalan dengan lancar. (e) Ketua Laboratorium Bahan Bangunan Jurusan Teknik Sipil Politeknik Negeri Semarang yang telah merekomendasi penggunakan peralatan laboratorium dan memfasilitasi segala keperluan pelaksanaan dan, (f). Tenaga laboran Lab. Bahan Bangunan Polines, anggota tim pengkaji dan semua pihak yang telah membantu hingga penelitian.
VI. DAFTAR PUSTAKA
[1] Ali Achmadi, 2009, Kajian Beton Mutu Tinggi menggunakan Slag sebagai Agregat Halus dan Agregat Kasar dengan aplikasi Superplasticiser dan Silicafume, Undip, Semarang, 09 Pebruari 2012.
[2] American Society for Testing and Material; 1997; Annual Book of ASTM Standards, Vol.04.02, Concrete and Aggregates, Philadelphia : ASTM.
[3] Anto Dajan ; 1996 , Pengantar Statistik Jilid II, Lembaga Penelitian Pendidikan dan Penerangan Ekonomi dan Sosial, Jakarta
[4] Departemen Permukiman dan Prasarana Wilayah, Badan Penelitian dan Pengembangan Wilayah, Badan Penelitian dan Pengembangan Kimpraswil, Standar Nasional Indonesia, 2002 , Metode, Spesifikasi dan Tata Cara Bagian 2 : Batuan Sedimen, Agregat,Departemen Kimpraswil, Jakarta
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
148 ISSN 2503-2771
[5] Departemen Permukiman dan Prasarana Wilayah, Badan Penelitian dan Pengembangan Wilayah, Badan Penelitian dan Pengembangan Kimpraswil, Standar Nasional Indonesia, 2002 , Metode, Spesifikasi dan Tata Cara Bagian 3 : Beton, Semen, Perkerasan Beton Semen, Departemen Kimpraswil, Jakarta
[6] D.C. Teychene, 1982, Design of Normal Concrete Mixes, London, Departement of Environment, Building Research Establishment, Transport and Road Research Laboratory
[7] Ghozali, Imam, 2009, Aplikasi Analisis Multivariate dengan program SPSS, Cetakan IV, Badan Penerbit Universitas Diponegoro, Semarang
[8] Hendy Febriyatno, 2012,Pemanfaatan Limbah Bahan Padat Sebagai Agregat Kasar Pada Pembuatan Beton Normal, Universitas Gundarma, Jakarta, 09 Februari 2012
[9] Henry Sitorus, 2004, Kerusakan Lingkungan Oleh Limbah Industri Adalah Masalah Itikad, Usu, Medan, 09 Februari 2012
[10] Limbah Batu Bara Makan Korban, Suara Merdeka, Diakses Tanggal : 13 September 2012
[11] Marinda Putri, 2012, abu-terbang-batubara-sebagai-adsorben, http://majarimagazine.com, 07 Pebruari 2012
[12] Misbachul Munir, 2008, Pemanfaatan Abu Batubara (Fly Ash) untuk Hollow Block yang bermutu dan aman bagi Lingkungan, Undip, Semarang
[13] Paul Nugraha, Antoni, 2007, Teknologi Beton, Andi Offset, Yogyakarta [14] Polytechnic Educational Develepment Center; 1987; Teknologi Bahan 1 , Departemen
Pendidikan dan Kebudayaan, Direktorat Pendidikan Tinggi PEDC - Bandung, Bandung [15] Polytechnic Educational Develepment Center; 1987; Teknologi Bahan 2 , Departemen
Pendidikan dan Kebudayaan, Direktorat Pendidikan Tinggi PEDC - Bandung, Bandung [16] Sri Prabandiyani R.W., 2008, Pemanfaatan Limbah Batubara (fly ash) untuk
Stabilisasi tanah maupun keperluan Teknik Sipil lainnya dalam mengurangi pencemaran lingkungan, 09 Pebruari 2012
[17] Ritonga, Abdulrahman, 1987 , Statistik Terapan untuk Penelitian, Lembaga Penerbit FE-UI, Jakarta
[18] Perlu Tempat Khusus Limbah Batu Bara, Suara Merdeka, Diakses Tanggal : 21 Maret 2012
[19] Tjokrodimuljo K, 1996, Teknologi Beton, Naviri, Yogyakarta [20] Tri Mulyono, 2005, Teknologi Beton, Andi Offset, Yogyakarta [21] ..., 2012, Teknologi Pengolahan dan Pemanfaatan Batubara, Pusat Penelitian dan
Pengembangan Teknologi Mineral dan Batubara, Departemen Tekmira, Jakarta

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 149
PENGENDALIAN LAJU ALIRAN MASSA UAP MASUK INTERMEDIATE PRESSURE TURBINE (IPT) PADA PEMBANGKIT
LISTRIK TENAGA UAP BERBASIS DISTRIBUTED CONTROL SYSTEM (DCS)
Suwarti, Setiyawan Tundo Saputro
Program Studi Teknik Konversi Energi Jurusan Teknik Mesin Politeknik Negeri Semarang Jl.Prof.Sudarto,SH.Tembalang Semarang 50275 Telp.7473417,7499585(Hunting),fac.7472396
Email : [email protected]
Abstrak
The purpose of writing reearch Mass Flow Rate Control Sign Intermediate Pressure Steam Turbine (IPT) At power plants Steam-Based Distributed Control System (DCS) is to control the mass flow rate of steam entering the intermediate pressure turbine that spins maintained constant. To keep this method is used turbine rounds tunning PID on the mass flow rate of steam entering the turbine. Tunning used to get the best response from the system. There are two test conditions that control the mass flow rate of steam before using DCS conducted at 3000 rpm setpoint, control the mass flow rate of steam after using the DCS PID tuning and control of the mass flow rate based DCS with setpoint tracking. From the test results before taking control of the mass flow rate of steam entering the turbine are interediate pressure oscillation to setpoint 3000 rpm for 617.15 tons / hour. Then do the tuning on the control of the mass flow rate of steam entering the intermediate pressure turbine and no oscillation occurs (0%) with maximum overshoot at 17,2 % load of 10.1 tonnes / hour, at 33,3 % load of 11.5 tonnes / hour, at 24,8 % load of 4.9 tons / hour and at 50 % load of 15.1 tonnes / hour.
Kata Kunci : Turbine, DCS, mass flow rate, the intermediate pressure turbine, maximum overshoot.
I. PENDAHULUAN
Dalam suatu boiler tekanan dan temperatur yang dihasilkan boiler tidak konstan hal ini menimbulkan masalah terhadap putaran turbin uap sehingga frekuensi yang dihasilkan generator tidak konstan. Dengan alasan tersebut maka dirancanglah pengendalian posisi bukaan katup agar dapat mengoptimalkan tekanan uap masuk turbin. Apabila katup diatur langsung oleh operator maka akan memakan waktu dan tidak efisien karena uap produksi boiler selalu fluktuatif. Maka dirancang suatu sistem kontrol yang dapat mengontrol katup sesuai keperluan turbin supaya putarannya dapat terjaga konstan.
Keberadaan kontroler dalam sebuah sistem kontrol memiliki kotribusi besar terhadap perilaku sistem. Pada prinsipnya hal itu disebabkan oleh komponen penyusun sistem yang tidak dapat diubah. Artinya, karakteristik plant harus diterima sebagaimana adanya, sehingga perubahan perilaku sistem hanya dapat dilakukan dengan penambahan sub sistem, yaitu kontroler. Salah satu tugas kontroler adalah mereduksi sinyal kesalahan, yaitu perbedaan antara sinyal setting dengan sinyal aktual. Sesuai dengan tujuan sistem kontrol adalah mendapatkan sinyal aktual senantiasa (diinginkan) sama dengan sinyal setting.
Apabila perbedaan antara nilai setting dengan nilai keluaran relatif besar, maka kontroler yang baik seharusnya mampu mengamati perbedaan ini untuk segera menghasilkan sinyal keluaran untuk mempengaruhi plant. Dengan demikian sistem secara cepat mengubah keluaran plant sampai diperoleh selisih antara setting dengan besaran yang diatur sekecil mungkin.
Pengendali PID paling banyak dipergunakan karena sederhana dan mudah dipelajari. Pengendali ini merupakan gabungan dari pengendali proportional (P), integral (I) dan derivative (D).

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
150 ISSN 2503-2771
Perumusan Masalah
Berdasarkan permasalahan yang ditemui, dalam penelitian ini akan dilakukan simulasi kontrol katup guna mengatur laju aliran massa uap masuk intermediate pressure turbine berdasarkan naik turunnya beban turbin. Metode pengontrolan yang digunakan yaitu dengan pengaturan konstanta proportional, integral dan derivative dengan menggunakan Distributed Control System (DCS) Centum VP Yokogawa. pengaturan konstanta PID ini nantinya akan memperbaiki kerja sistem dengan mempercepat respon time, mengurangi over shoot dan menghilangkan riple.
Tujuan
Tujuan dari penelitian ini adalah menganalisa kinerja pengontrolan laju aliran massa uap masuk intermediate pressure turbine menggunakan kostanta PID pada DCS. Konsep Dasar
Kerja mekanis yang dilakukan pada poros turbin dikonversikan menjadi energi leistrik pada alternator kemudian disuplai ke konsumen. Jadi perubahan pada kebutuhan konsumen (beban pada terminal generator) berpengaruh pada kerja mekanis pada poros turbin. Turbin harus mempunyai kemampuan beroperasi dengan stabil dari keadaan tanpa beban hingga beban penuh. Daya yang dihasilkan turbin berhubungan langsung dengan laju aliran uap. Bertambah maupun berkurangnya laju aliran uap bergantung pada naik turunnya beban. Pada kondisi beban konstan, ada hubungan yang jelas dan konstan antara momen putar sudu jalan dan jumlah uap yang mengalir melalui turbin. Jika beban berubah, hubungan ini tidak terpenuhi karena momen putar melebihi beban (dalam hal beban yang berkurang) sehingga akan terjadi kenaikan putaran poros turbin. Proses ini akan berlangsung terus selama mekanisme yang mengendalikan suplai uap ke turbin tidak berperan. Apabila suplai uap terkendali, momen putar disamakan lagi dengan beban yang dibutuhkan dan putaran poros turbin di kembalikan ke angka normal.
Gambar 1. Pengaturan Sentrifugal
Gambar 1 menunjukkan bagian-bagian utama untuk pengaturan sentrifugal (centrifugal governor).
Perpindahan selongsong pengatur putaran dapat dipindahkan ke katup pengatur dengan berbagai cara mekanis (tuas dan penghubung (link), dan lain-lain) atau secara hidraulik (dengan minyak bertekanan).
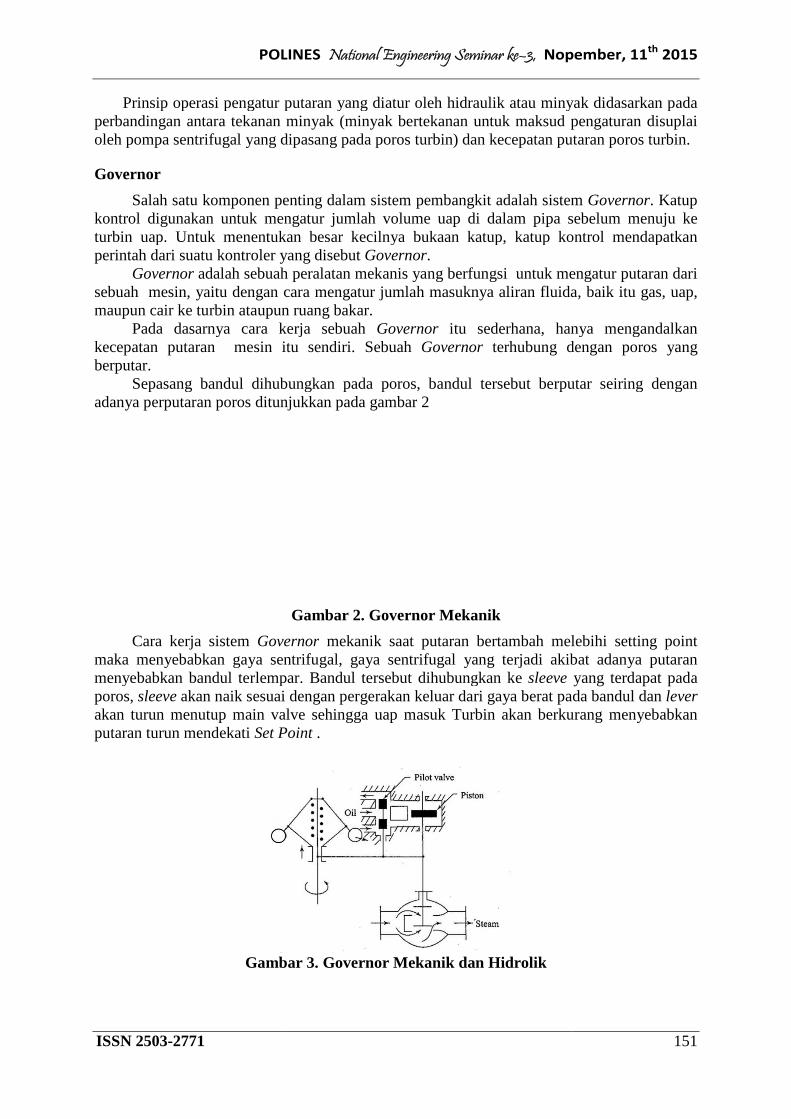
POLINES
ISSN 2503-2771
Prinsip operasi pengatur putaran yang diatur oleh hidraulik atau minyak didasarkan pada perbandingan antara tekanan minyak (minyak bertekanan untuk maksudoleh pompa sentrifugal yang dipasang pada poros turbin) dan kecepatan putaran poros turbin.
Governor
Salah satu komponen penting dalam sistem pembangkit adalah sistem kontrol digunakan untuk mengatur jumlah volume uap turbin uap. Untuk menentukan besar kecilnya bukaan katup, katup kontrol mendapatkan perintah dari suatu kontroler yang disebut
Governor adalah sebuah peralatan mekanis yang berfungsi untuk mengatur putaran dari sebuah mesin, yaitu dengan cara mengatur jumlah masuknya aliran fluida, baik itu gas, uap, maupun cair ke turbin ataupun ruang bakar.
Pada dasarnya cara kerja sebuah kecepatan putaran mesin itu sendiri. Sebuah berputar.
Sepasang bandul dihubungkan pada poros, bandul tersebut berputar seiring dengan adanya perputaran poros ditunjukkan pada gambar 2
Cara kerja sistem Governormaka menyebabkan gaya sentrifugal, gaya sentrifugal yang terjadi akibat adanya putaran menyebabkan bandul terlempar. Bandul tersebut dihubungkan ke poros, sleeve akan naik sesuai dengaakan turun menutup main valve sehingga uap masuk putaran turun mendekati Set Point
Gambar 3. Governor Mekanik dan Hidrolik
POLINES National Engineering Seminar ke–3, Nopember, 11
Prinsip operasi pengatur putaran yang diatur oleh hidraulik atau minyak didasarkan pada perbandingan antara tekanan minyak (minyak bertekanan untuk maksud pengaturan disuplai oleh pompa sentrifugal yang dipasang pada poros turbin) dan kecepatan putaran poros turbin.
Salah satu komponen penting dalam sistem pembangkit adalah sistem kontrol digunakan untuk mengatur jumlah volume uap di dalam pipa sebelum menuju ke turbin uap. Untuk menentukan besar kecilnya bukaan katup, katup kontrol mendapatkan perintah dari suatu kontroler yang disebut Governor.
adalah sebuah peralatan mekanis yang berfungsi untuk mengatur putaran dari ebuah mesin, yaitu dengan cara mengatur jumlah masuknya aliran fluida, baik itu gas, uap,
maupun cair ke turbin ataupun ruang bakar. Pada dasarnya cara kerja sebuah Governor itu sederhana, hanya mengandalkan
kecepatan putaran mesin itu sendiri. Sebuah Governor terhubung dengan poros yang
Sepasang bandul dihubungkan pada poros, bandul tersebut berputar seiring dengan poros ditunjukkan pada gambar 2
Gambar 2. Governor Mekanik
Governor mekanik saat putaran bertambah melebihi setting point menyebabkan gaya sentrifugal, gaya sentrifugal yang terjadi akibat adanya putaran
menyebabkan bandul terlempar. Bandul tersebut dihubungkan ke sleeve akan naik sesuai dengan pergerakan keluar dari gaya berat pada bandul dan
akan turun menutup main valve sehingga uap masuk Turbin akan berkurang menyebabkan Set Point .
Gambar 3. Governor Mekanik dan Hidrolik
Nopember, 11th
2015
151
Prinsip operasi pengatur putaran yang diatur oleh hidraulik atau minyak didasarkan pada pengaturan disuplai
oleh pompa sentrifugal yang dipasang pada poros turbin) dan kecepatan putaran poros turbin.
Salah satu komponen penting dalam sistem pembangkit adalah sistem Governor. Katup di dalam pipa sebelum menuju ke
turbin uap. Untuk menentukan besar kecilnya bukaan katup, katup kontrol mendapatkan
adalah sebuah peralatan mekanis yang berfungsi untuk mengatur putaran dari ebuah mesin, yaitu dengan cara mengatur jumlah masuknya aliran fluida, baik itu gas, uap,
itu sederhana, hanya mengandalkan bung dengan poros yang
Sepasang bandul dihubungkan pada poros, bandul tersebut berputar seiring dengan
saat putaran bertambah melebihi setting point menyebabkan gaya sentrifugal, gaya sentrifugal yang terjadi akibat adanya putaran
yang terdapat pada n pergerakan keluar dari gaya berat pada bandul dan lever
akan berkurang menyebabkan
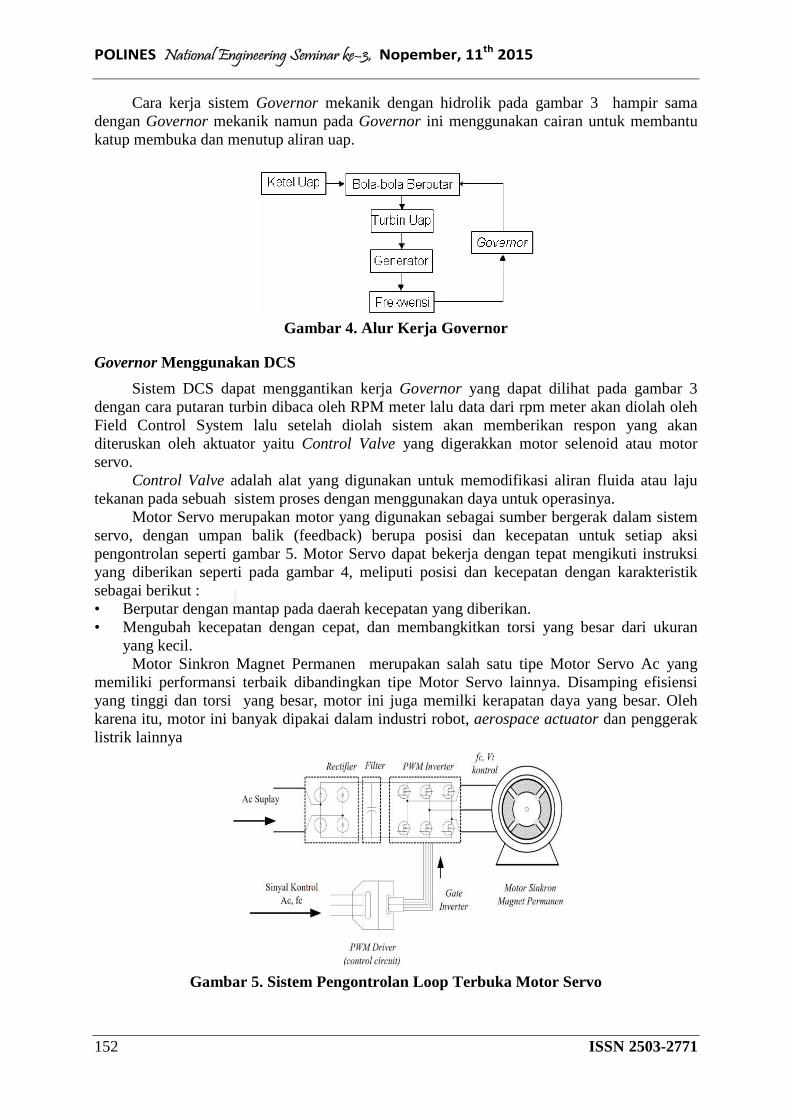
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
152 ISSN 2503-2771
Cara kerja sistem Governor mekanik dengan hidrolik pada gambar 3 hampir sama dengan Governor mekanik namun pada Governor ini menggunakan cairan untuk membantu katup membuka dan menutup aliran uap.
Gambar 4. Alur Kerja Governor
Governor Menggunakan DCS
Sistem DCS dapat menggantikan kerja Governor yang dapat dilihat pada gambar 3 dengan cara putaran turbin dibaca oleh RPM meter lalu data dari rpm meter akan diolah oleh Field Control System lalu setelah diolah sistem akan memberikan respon yang akan diteruskan oleh aktuator yaitu Control Valve yang digerakkan motor selenoid atau motor servo.
Control Valve adalah alat yang digunakan untuk memodifikasi aliran fluida atau laju tekanan pada sebuah sistem proses dengan menggunakan daya untuk operasinya.
Motor Servo merupakan motor yang digunakan sebagai sumber bergerak dalam sistem servo, dengan umpan balik (feedback) berupa posisi dan kecepatan untuk setiap aksi pengontrolan seperti gambar 5. Motor Servo dapat bekerja dengan tepat mengikuti instruksi yang diberikan seperti pada gambar 4, meliputi posisi dan kecepatan dengan karakteristik sebagai berikut : • Berputar dengan mantap pada daerah kecepatan yang diberikan. • Mengubah kecepatan dengan cepat, dan membangkitkan torsi yang besar dari ukuran
yang kecil. Motor Sinkron Magnet Permanen merupakan salah satu tipe Motor Servo Ac yang
memiliki performansi terbaik dibandingkan tipe Motor Servo lainnya. Disamping efisiensi yang tinggi dan torsi yang besar, motor ini juga memilki kerapatan daya yang besar. Oleh karena itu, motor ini banyak dipakai dalam industri robot, aerospace actuator dan penggerak listrik lainnya
Gambar 5. Sistem Pengontrolan Loop Terbuka Motor Servo

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 153
Katup Pengontrol (Control Valve)
Katup kontrol (control valve) merupakan peralatan yang banyak digunakan dalam proses industri dan memiliki peran yang sangat penting. Sebagai final control element, control valve digunakan untuk mengatur aliran fluida agar mampu mengimbangi adanya gangguan serta tetap menjaga variabel proses tetap berada pada set point yang diinginkan. Di dunia industri dikenal adanya beberapa tipe control valve, seperti tipe ball, globe, gate, dan beberapa tipe lainnya. Masing-masing control valve ini memiliki tingkat kinerja tertentu yang meliputi komsumsi energi, respon kecepatan, dan tingkat akurasi. Kinerja dari control valve tergantung pada proses pengendalian yang diberikan.
Gambar 6. Control Valve (aktuator)
Pada proses pengaturan control valve, kontroler yang banyak digunakan adalah kontroler PID. Kontroler PID merupakan gabungan dari tiga kontroler yaitu proportional, integral dan derivative. Tiap kontroler ini mempunyai karakteristik yang berbeda - beda, dimana kontroler proportional mempunyai kelebihan rise time yang cepat, kontroler integral mempunyai kelebihan untuk memperkecil kesalahan , dan kontroler derivative mempunyai kelebihan untuk memperkecil kesalahan atau meredam overshoot/undershoot. Gabungan dari ketiga kontroler tersebut dapat menghasilkan keluaran dengan rise time yang tinggi dan kesalahan yang kecil.
Prinsip Kerja Control Valve
Aktuator untuk stop dan control valve pada turbin uap PLTU menggunakan prinsip “fail-safe”. Artinya, valve-valve tersebut membuka oleh aktuator hidrolik dan menutup oleh tenaga dari pegas. Perbedaan aktuator antara stop valve dan control valve yaitu pada stop valve tidak perlu menggunakan sensor posisi valve seperti pada control valve. Pada stop valve hanya menggunakan semacam sensor limit switch.
Distributed Control System (DCS)
Tinjauan Umum Distributed Control System (DCS)
DCS merupakan pengembangan dari sistem kontrol model supervisory dengan unit-unit kontroler yang tersebar diseluruh jaringan sistem. DCS mampu melakukan monitoring. Pada dasarnya komponen utama DCS dapat dibagi menjadi beberapa bagian yaitu :

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
154 ISSN 2503-2771
1. Operator Console
Alat ini mirip monitor computer. Digunakan untuk memberikan informasi umpan balik tentang apa yang sedang dikerjakan atau dilakukan dalam PLTU, selain itu operator console ini juga dapat menampilkan perintah yang diberikan pada system control. Operator memberikan perintah pada instrument-instrumen di lapangan melalui konsol ini.
2. Engineering Station
Ini adalah station-station untuk para teknisi yang digunakan untuk mengkonfigurasi system dan juga mengimplementasi algoritma pengontrolan.
3. History Module
Mirip seperti hard diskpada computer. Alat ini digunakan untuk menyimpan konfigurasi DC dan juga konfigurasi semua titik di PLTU. Alat ini dapat digunakan sebagai penyimpan berkas-berkas grafik yang ditampilkan di konsol dan banyak system saat ini mampu menyimpan data-data operasional PLTU.
4. Data Historian
Berupa perangkat lunak yang digunakan untuk menyimpan variable-variabel proses, set point dan nilai-nilai keluaran. Perangkat lunak ini memiliki kemampuan laju scan yang tinggi dibandingkan History Module.
5. Control Modules
Ini seperti otaknya DCS. Disinilah fungsi-fungsi control dijalankan, seperti control PID, kontrol pembanding, kontrol rasio, operasi-operasi aritmatika sederhana maupun kompensasi dinamik. Saat ini sudah ada peralatan modul kontrol yang lebih canggih dengan kemampuan yang lebih luas.
6. I/O
Bagian ini digunakan untuk menangani masukan dan luaran dari DCS baik berupa analog maupun digital seperti sinyal-sinyal ON/OFF atau Start/Stop. Kebanyakan dari pengukuran proses dan luaran terkontrol merupakan jenis analog. Semua elemen-elemen yang ada tersebut terhubung dalam satu jaringan menggunakan teknologi
Ethernet atau bahkan wireless, WiFi atau WiMax
II. METODE PENELITIAN
Pada proses pengendalian uap masuk turbin dalam melayani perubahan beban diperlukan data generator dan juga spesifikasi turbin yang digunakan, dimana data generator didapat dari beban generator dan data spesifikasi turbin juga diperlukan supaya uap masukan ke turbin tidak overload sehingga turbin dan generator bekerja pada kondisi terbaik untuk mengurangi angka rugi-rugi. Data diperoleh dengan memvariasikan konstanta PID pada putaran poros turbine untuk mengendalikan laju aliran, dan tekanan uap. Setting point di tentukan pada putaran poros tertentu untuk mendapatkan respon timenya.
Tahapan Pengambilan Data
Data yang diperoleh untuk penelitian ini didapatkan dari data turbin uap PLTU yang kemudian ditentukan naskah pengontrolan laju aliran uap masuk intermediate pressure turbine. Setelah didapatkan narasi pengontrolan yang sesuai dengan kondisi di lapangan selanjutnya membuat block diagram PID, block diagram ini digunakan untuk mengontrol sistem menentukan memasukkan nilai-nilai besaran yang akan di kontrol dan membangun diagram kontrolnya. Kemudian membuat graphic builder untuk memudahkan melihat kondisi

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 155
di lapangan. Setelah itu melakukan pengujian pada sistem untuk mengetahui besarnya eror dan menentukan pengaturan konstanta PID supaya mendapat respon yang lebih baik (tahapan pembuatan sistem kontrol terlampir).
Parameter Data Yang Dibutuhkan
Parameter yang dibutuhkan untuk menganalisa pengontrolan turbin uap antara lain:
1. Rotating speed (rpm)
Rotating speed didapatkan dengan membaca nameplate dan data putaran turbine yang didapat dari DCS pada CCR. Data kecepatan putaran poros turbin ini digunakan untuk mengatur keperluan uap masuk.
2. Mass flow rate inlet steam IP turbine
Mass flow rate inlet steam IP turbine didapat dengan mengambil data laju aliran massa pada inlet steam IP turbine yang diambil dari DCS pada CCR.
3. Inlet steam pressure IP turbine
Inlet steam pressure IP turbine didapatkan dengan mengambil data tekanan pada inlet steam IP turbine yang diambil dari DCS pada CCR.
4. Inlet steam temperature IP turbine
Inlet steam temperature IP turbine didapatkan dengan mengambil data temperatur pada inlet steam IP turbine yang diambil dari DCS pada CCR.
Tuning Kontroler PID
Tuning kontroler PID dimaksudkan untuk memaksimalkan fungsi kontroler. Seperti terlihat pada gambar 3.1, grafik respon yang dihasilkan masih belum maksimal dan masih belum stabil sehingga memerlukan waktu yang cukup lama untuk mencapai set-point dan steady state-nya. Metode tunning yang akan digunakan yaitu metode tuning Ziegler Nichols dengan metode osilasi dengan cara menghitung nilai osilasi dari sistem loop tertutup. Gambar 3.1 merupakan osilasi yang diperoleh untuk melakukan tunning.
Gambar 7. Respon Osilasi Closed Loop
Metode tuning ini dilakukan dengan memberikan kontrol proportional pada suatu
sistem close loop. Kemudian didapat nilai gain ultimate (Ku) yakni nilai keluaran dari osilasi loop kontrol dengan amplitudo yang konstan dan nilai oscillation period (Tu). Keduanya digunakan untuk men-tuning PID dan mendapatkan pengontrolan yang diinginkan.
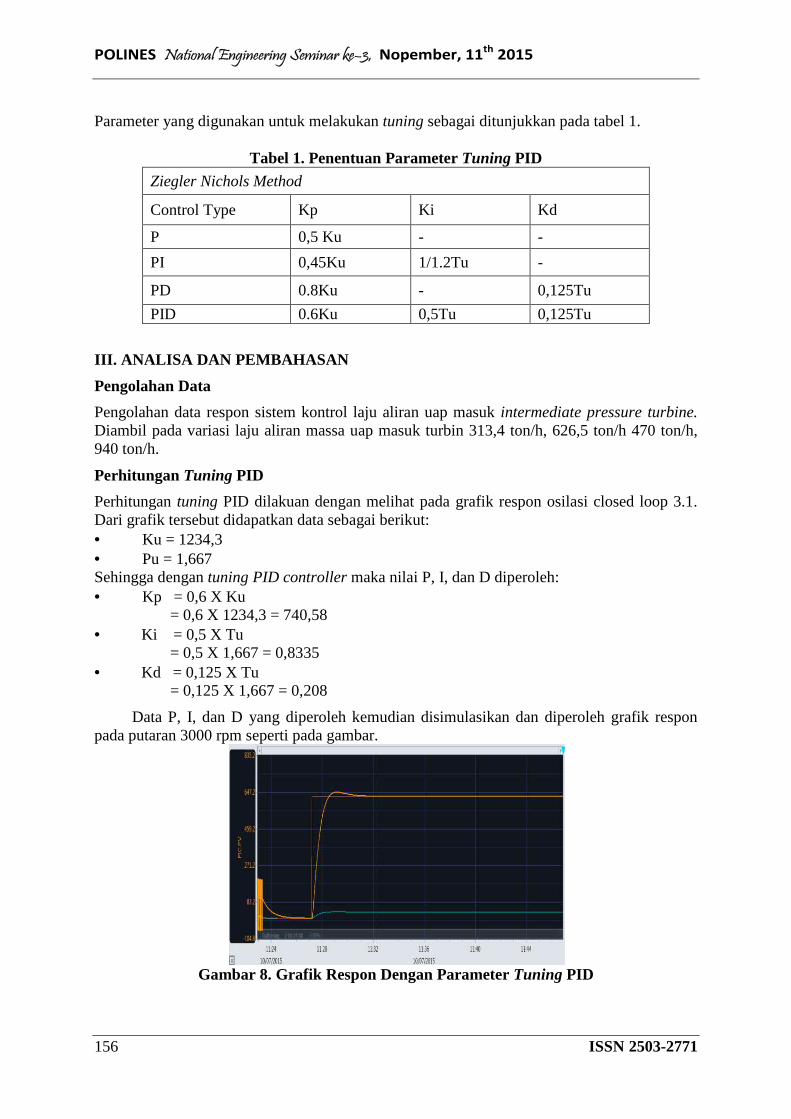
POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
156 ISSN 2503-2771
Parameter yang digunakan untuk melakukan tuning sebagai ditunjukkan pada tabel 1.
Tabel 1. Penentuan Parameter Tuning PID Ziegler Nichols Method
Control Type Kp Ki Kd
P 0,5 Ku - -
PI 0,45Ku 1/1.2Tu -
PD 0.8Ku - 0,125Tu
PID 0.6Ku 0,5Tu 0,125Tu
III. ANALISA DAN PEMBAHASAN
Pengolahan Data
Pengolahan data respon sistem kontrol laju aliran uap masuk intermediate pressure turbine. Diambil pada variasi laju aliran massa uap masuk turbin 313,4 ton/h, 626,5 ton/h 470 ton/h, 940 ton/h.
Perhitungan Tuning PID
Perhitungan tuning PID dilakuan dengan melihat pada grafik respon osilasi closed loop 3.1. Dari grafik tersebut didapatkan data sebagai berikut: • Ku = 1234,3 • Pu = 1,667 Sehingga dengan tuning PID controller maka nilai P, I, dan D diperoleh: • Kp = 0,6 X Ku = 0,6 X 1234,3 = 740,58 • Ki = 0,5 X Tu
= 0,5 X 1,667 = 0,8335 • Kd = 0,125 X Tu
= 0,125 X 1,667 = 0,208
Data P, I, dan D yang diperoleh kemudian disimulasikan dan diperoleh grafik respon pada putaran 3000 rpm seperti pada gambar.
Gambar 8. Grafik Respon Dengan Parameter Tuning PID

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 157
Dari grafik respon dengan Controller di atas didapatkan parameter kualitatif seperti pada tabel 2.
Tabel 2. Parameter Kualitatif Pada Tuning PID Parameter PID Set Point (ton/h) 626,7 Mv (%) 33,3 Ts (s) 242 Max. Overshoot (ton/h)
18,7
Ess (ton/h) 0 Tuning dengan PID memiliki grafik respon yang lebih cepat. Hal ini dapat diartikan bahwa proses pada model pengaturan laju aliran massa uap membutuhkan energi yang lebih, dengan menambahkan time derivative pada tuning untuk mendapatkan reaksi yang lebih cepat.
Tracking Set Point
Setelah didapatkan tuning PID dengan respon yang cukup cepat dan stabil menggunakan perhitungan dengan metode osilasi di atas, maka perlu dilakukan pengujian setpoint dimana pengujian ini dilakukan untuk menguji nilai kehandalan dari tuning dalam sistem yang telah didapatkan sebelumnya. Pengujian dilakukan dengan memberikan beberapa perubahan set point level pada controller antara lain yaitu pertama pada set point 313,4 ton/h, kemudian secara berurutan diubah menjadi 626,6 ton/h, 470 ton/h, dan yang terakhir pada 940 ton/h
Dari grafik tracking set point PID di atas didapatkan nilai hasil pengujian simulasi tracking set point pada putaran 3000 rpm sebagaimana pada tabel 4.2.
Tabel 3. Data Tracking Set Point PID
No Set point (ton/h)
Mv (%)
Ts (detik)
Max.Overshoot (ton/h)
Ess (%)
1 313,4 17,2 242 10,1 0 2 626,6 33,3 270 11,5 0 3 470 24,8 236 4,9 0 4 940 50,0 305 15,1 0
Pengujian Respon Terhadap Beban
Pengujian respon sistem terhadap beban ini digunakan untuk melihat seberapa baik sistem bekerja pada beban tertentu, pada beban yang bertambah respon dari peralata pengontrol akan melemah dan mengakibatkan terjadinya eror. Hal ini tidak dapat dihindari namun dapat diminimalisir dengan penggunaan kontroler dan aktuator yang lebih baik dan sesuai dengan kualifikasinya.
Pada gambar 4.3 ditunjukkan grafik yang meningkat dari awal hingga akhir, hal ini dapat diketahui sebagai pengurangan nilai respon dari peralatan pengontrol terhadap beban yang bertambah

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
158 ISSN 2503-2771
Gambar 10. Grafik Respon Sistem Tehadap Perubahan Beban
Grafik 4.3 didapatkan dengan nilai respon waktu dan beban sebagaimana pada tabel 4 Tabel 4. Data Respon Tistem Terhadap Beban
Bukaan Katup (%) Beban (%) Respon (s)
55 5 324 60 10 365 65 15 383 70 20 419 75 25 453 80 30 492 85 35 534 90 40 575 95 45 611 100 50 653 105 55 724
Pengujian Virtual Human Interface Station (HIS)
Untuk lebih mempermudah seorang operator DCS dalam mengoperasikan controller serta memonitoring proses pada plant dan sistem secara keseluruhan, maka pada DCS terdapat fasiilitas berupa Graphic Builder yang dapat digunakan untuk membuat tampilan monitoring proses serta controller pada plant tanpa harus membuka function block diagram yang cukup rumit. Pengujian dilakukan dengan menjalankan virtual HIS dan melihat perubahan yang

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 159
terjadi apakah sama dengan nilai proses dari model yang telah dibuat pada control drawing., dan melakukan pengecekan satupersatu pada tombol perintah yang dibuat untuk memanggil beberapa fungsi seperti untuk menampilkan tuning dan juga trend proses. Simulasi dari Human Interface station sendiri seperti terlihat pada gambar berikut.
Gambar 11. Tampilan HIS pada DCS
Gambar 12. Tampilan Tuning Faceplate pada DCS
Tampilan pada faceplate ini digunakan untuk mempermudah operator dalam memonitor
dan memberikan perintah pada sistem. Tampilan HIS dan Faceplate pada DCS juga digunakan untuk memonitor sistem apabila ada eror maupun kegagalan sistem supaya operator dapat melakukan perintah langsung melalui control room. IV. KESIMPULAN
Kesimpulan dari penelitian ini adalah sebagai berikut: 1. Dengan menggunakan metode osilasi dengan sistem loop tertutup diperoleh hasil
parameter tuning PID dengan Kp = 740,58; Ki = 0,8335; Kd = 0,208. 2. Dari hasil simulasi didapatkan parameter kualitatif keseluruhan dengan program DCS
pada tuning PID pada saat set point 3000 rpm yaitu : Ts= 242 s Max.Overshoot= 18,7ton/h Ess=0

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
160 ISSN 2503-2771
V. DAFTAR PUSTAKA
[1] Saudi Arumco DeskTop Standards. Steam Turbine.Engineering Encyclopedia. [2] Lescher F, Zhao J.Y, and A. 2006. LPQ Multiple Model Control of a Variable Speed
Pitch Regulated Wind Turbine.ERPA-EIFSI. France. [3] Bequette, B. Wayne. 1998. Process Dynamic Modeling, Analysis, and Simulation,
Upper Saddle River, New Jersey : Prentice Hall PTR. [4] Yokogawa Electric Corp. 2003. Centum CS 3000 Manual - Instruction Manual IM
33S01B30-01E :Yokogawa Electric Corp, Tokyo. [5] Astrom, Karl J. and Hagglund, Tore. 1995. PID Controllers: Theory, Design, and
Tuning. Research Triangle Park, NC : Instrument Society of America. [6] Bobal, Vladimir. 1999. Self-Tuning PID Controller Department of Aumatic Control,
Faxculty of Technology Zlin: Czech Republic. [7] Pratama, Mulindra. 2009. Pengontrolan Tekanan Pada Boiler Dengan Menggunakan
Distributed Control System (DCS) Centum CS-3000 Di Unit 92 HRSG (Aplikasi Di PT. Arun NGL). Medan. Fakultas Teknik Universitas Sumatra Utara.
[8] Nataliana, Decy, dkk. 2012. Pengendali level air pada steam drum boiler berbasis DCS (Distributed Control System). Bandung. Jurusan Teknik Elektro Konsentrasi Teknik Elektronika Institut Teknologi Nasional.
[9] Yokogawa Electric Corp.2008.Centum VP Installation IM33M01A20-40E : Yokogawa Electric Corp.Tokyo.
[10] Yokogawa.2006, User’s Manual Model EJA 110A, EJA120A And EJA130A Differential Pressure Transmitters, : Yokogawa Electric Corp.Tokyo.
[11] Shlyakhin, P. 1990. Turbin Uap (Steam Turbines) Teori dan Rancangan. Jakarta. Erlangga.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 161
PERBANDINGAN KINERJA TURBIN UAP DENGAN PARAMETER TEKANAN UAP MASUK TURBIN 8 BAR DAN 10 BAR
Supriyo, Rizkyono D.
Jurusan Teknik Mesin Politeknik Negeri Semarang e-mail ; [email protected]
Abstrak
Turbin uap adalah suatu penggerak mula yang mengubah energi potensial uap menjadi energi kinetik yang selanjutnya diubah menjadi energi mekanik dalam bentuk putaran poros turbin. Poros turbin dihubungkan ke mekanisme yang akan digerakkan secara langsung atau dengan bantuan roda gigi reduksi. Tergantung pada jenis mekanisme yang digerakkan, turbin uap dapat digunakan pada berbagai bidang industri sebagai pembangkit listrik ataupun untuk transportasi. Turbin uap terdiri dari sebuah cakram yang dikelilingi oleh sudu-sudu. Sudu-sudu ini berputar karena tiupan dari uap bertekanan. Daya yang dihasilkan turbin dipengaruhi oleh laju aliran massa uap dan enthalpi. Untuk memperberbesar daya yang dihasilkan turbin dapat dilakukan dengan memperbesar tekanan uap masuk turbin. parameter tekanan uap masuk turbin sekitar 8 bar, nilai enthalpinya sekitar 2775,10 kJ/kg, daya yang dihasilkan turbin sebesar 35,521 MW, nilai daya generator 33,745 MW, nilai efisiensi isentropik turbinnya sekitar 0,804, nilai fraksi uapnya sekitar 0,778 dan pada parameter tekanan uap masuk turbin sekitar 10 bar, nilai enthalpinya sekitar 2782,23 kJ/kg, daya yang dihasilkan turbin sebesar 37,369 MW, nilai daya generator 35,501 MW, nilai efisiensi isentrofik turbinnya sekitar 0,813, nilai fraksi uapnya sekitar 0,779. Hal ini menunjukkan peningkatan tekanan uap masuk turbin sebesar 2 bar, nilai kenaikan enthalpi sebesar 7,13 kJ/kg, kenaikan daya turbin sebesar 1,848 MW, peningkatan daya generator sebesar 1,756 MW, peningkatan nilai efisiensi isentropik turbin sebesar 0,009 sedangkan nilai fraksi uap mengalami penurunan sebesar 0,009.
Kata Kunci : Turbin uap, Tekanan uap
I. PENDAHULUAN
Fluida yang digunakan pada sistem turbin uap adalah uap panas, yaitu uap yang terbentuk akibat mendidihnya air. Uap yang terbentuk pada tekanan dan temperatur didih disebut uap jenuh saturasi (saturated steam). Apabila uap jenuh dipanaskan pada tekanan tetap, maka uap akan mendapat pemanasan lanjut sehingga temperatur naik. Uap yang demikian disebut uap panas lanjut atau superheated steam.
Menurut keadaannya uap dibagi menjadi tiga jenis, yaitu : a. Uap jenuh : Uap jenuh merupakan uap yang tidak mengandung bagian-bagian air yang
lepas dimana pada tekanan tertentu berlaku suhu tertentu. b. Uap kering : Uap kering merupakan uap yang didapat dengan pemanas lanjut dari uap
jenuh dimana pada tekanan terbentuk dan dapat diperoleh beberapa jenis uap kering dengan suhu yang berlainan.
c. Uap basah : Uap basah merupakan uap jenuh yang masih bercampur dengan partikel-partikel air.
Turbin adalah sebuah mesin berputar yang mengambil energi dari aliran fluida. Karena energi yang digunakan untuk memutar poros turbin adalah energi potensial fluida maka turbin sendiri termasuk ke dalam golongan mesin-mesin fluida.
Mesin-mesin fluida adalah mesin yang berfungsi mengubah energi mekanis pada poros menjadi energi potensial fluida atau sebaliknya. Secara umum mesin fluida dapat digolongkan menjadi dua golongan besar, yaitu: a. Mesin kerja, adalah mesin fluida yang berfungsi mengubah energi mekanis pada poros
menjadi energi potensial fluida, misalnya : pompa, kompresor, blower, dan lain-lain. b. Mesin tenaga, adalah mesin fluida yang berfungsi mengubah energi potensial fluida
menjadi energi mekanis pada poros, misalnya : kincir angin, turbin air, turbin gas, dan turbin uap.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
162 ISSN 2503-2771
Turbin uap adalah suatu penggerak mula yang mengubah energi potensial uap menjadi energi kinetik yang selanjutnya diubah menjadi energi mekanik dalam bentuk putaran poros turbin. Poros turbin dihubungkan ke mekanisme yang akan digerakkan secara langsung atau dengan bantuan roda gigi reduksi. Tergantung pada jenis mekanisme yang digerakkan, turbin uap dapat digunakan pada berbagai bidang industri sebagai pembangkit listrik ataupun untuk transportasi.
Analisis Termodinamika
a. Fraksi Uap (x) Fraksi uap adalah nilai kualitas uap, atau nilai kekeringan uap. Untuk menghitung nilai fraksi uap fluida kerja (x) digunakan persamaan:
x = =>?@=AB
=A>B
Nilai entropi (s) didapat dari tabel sifat-sifat uap sesuai data parameter. b. Efisiensi Isentropik (ɳ) Efisiensi adalah perbandingan nilai output terhadap nilai input. Untuk menghitung nilai efisiensi isentropik turbin digunakan persamaan:
ɳ � D?@DB
D?@DBE
Nilai entalpi (h) didapat dari tabel sifat-sifat uap sesuai data parameter. c. Daya Turbin (PTurbin) Daya turbin adalah daya yang dapat dihasilkan oleh turbin. Untuk menghitung daya turbin digunakan persamaan: PTurbin=ṁ(h1-h2) Nilai entalpi (h) didapat dari tabel sifat-sifat uap sesuai data parameter. d. Daya Generator (Pgen) Daya generator adalah daya yang dihasilkan oleh generator. Untuk menghitung daya generator digunakan persamaan: Pgen=ɳgen.PTurbin
II. METODE PENELITIAN
Turbin uap terdiri dari sebuah cakram yang dikelilingi oleh sudu-sudu. Sudu-sudu ini berputar karena tiupan dari uap bertekanan. Uap bertekanan yang masuk ke turbin adalah uap kering. Kemudian control valve digunakan untuk membagi uap masuk yang akan dipakai untuk memutar turbin yang dikopelkan langsung dengan sebuah generator sinkron untuk menghasilkan energi listrik. Setelah melewati turbin uap, uap yang bertekanan dan bertemperatur tinggi tadi keluar menjadi uap bertekanan rendah. Kemudian panas dari uap tersebut diserap oleh kondensor menyebabkan uap berubah menjadi air yang kemudian diinjeksikan kembali ke dalam bumi.

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 163
III. HASIL DAN PEMBAHASAN
Tabel Hasil Perbandingan Kinerja Turbin Uap dengan Parameter Tekanan Uap Masuk Turbin
Datum
p data = 8bar p’ in = 10bar
x ɳ P Turbin P gen x ɳ P Turbin P gen
MW MW MW MW
1 0,785 0,814 33,08 31,43 0,777 0,823 34,74 33,00 2 0,785 0,816 30,62 29,09 0,776 0,825 32,15 30,55 3 0,790 0,799 30,79 29,25 0,781 0,809 32,43 30,81 4 0,786 0,813 37,29 35,42 0,777 0,822 39,16 37,21 5 0,788 0,805 35,13 33,38 0,779 0,814 36,96 35,11 6 0,787 0,807 34,93 33,18 0,778 0,816 36,71 34,88 7 0,787 0,807 34,47 32,74 0,779 0,816 36,24 34,43 8 0,787 0,807 35,01 33,26 0,779 0,816 36,82 34,98 9 0,787 0,808 34,69 32,95 0,778 0,817 36,46 34,64 10 0,788 0,804 35,30 33,54 0,779 0,813 37,12 35,26 11 0,788 0,803 35,50 33,73 0,780 0,812 37,36 35,49 12 0,788 0,803 36,00 34,20 0,779 0,813 37,85 35,96 13 0,788 0,804 35,89 34,09 0,779 0,813 37,75 35,86 14 0,787 0,807 35,38 33,61 0,779 0,816 37,20 35,34 15 0,787 0,809 35,50 33,73 0,778 0,818 37,32 35,46 16 0,787 0,806 35,62 33,84 0,779 0,816 37,45 35,58 17 0,787 0,808 35,62 33,83 0,778 0,817 37,44 35,57 18 0,787 0,809 35,95 34,15 0,778 0,818 37,79 35,90 19 0,787 0,810 34,91 33,16 0,778 0,820 36,70 34,86 20 0,787 0,808 35,00 33,25 0,778 0,818 36,80 34,96 21 0,787 0,811 34,89 33,15 0,778 0,820 36,67 34,84 22 0,788 0,804 37,67 35,79 0,779 0,813 39,61 37,63 23 0,787 0,808 34,33 32,61 0,779 0,817 36,10 34,29 24 0,790 0,796 37,72 35,84 0,781 0,806 39,73 37,75 25 0,790 0,796 37,34 35,48 0,781 0,806 39,33 37,36 26 0,791 0,789 38,05 36,15 0,783 0,800 40,12 38,12 27 0,793 0,786 37,40 35,53 0,784 0,796 39,49 37,52 28 0,791 0,792 37,85 35,96 0,782 0,803 39,88 37,89 29 0,789 0,797 35,73 33,95 0,780 0,807 37,60 35,72 30 0,790 0,798 36,38 34,56 0,781 0,808 38,32 36,41 31 0,791 0,792 37,11 35,25 0,782 0,802 39,11 37,16

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
164 ISSN 2503-2771
Daya yang dihasilkan turbin dipengaruhi oleh laju aliran massa uap dan enthalpi. Untuk memperberbesar daya yang dihasilkan turbin dapat dilakukan dengan memperbesar tekanan uap masuk turbin.
Nilai enthalpi dipengaruhi oleh tekanan, sehingga memperbesar tekanan uap masuk turbin akan memperbesar nilai enthalpi. Pada perhitungan data pada tabel diatas, untuk parameter tekanan uap masuk turbin sekitar 8 bar, nilai enthalpinya sekitar 2775,10 kJ/kg, sedangkan pada tekanan uap masuk turbin sekitar 10 bar, nilai enthalpinya yaitu sekitar 2782,23 kJ/kg. Hal ini menunjukkan bahwa untuk kenaikan nilai tekanan sebesar 2 bar, nilai kenaikan enthalpi sebesar 7,13 kJ/kg.
Kenaikan nilai enthalpi juga mengakibatkan daya yang dihasilkan turbin meningkat. Pada perhitungan data pada tabel diatas, untuk parameter tekanan uap masuk turbin sekitar 8 bar, daya yang dihasilkan turbin sebesar 35,521 MW dan pada parameter tekanan uap masuk turbin sekitar 10 bar, daya yang dihasilkan turbin sebesar 37,369 MW. Hal ini menunjukkan peningkatan nilai daya sebesar 1,848 MW pada peningkatan tekanan uap masuk turbin sebesar 2 bar. Sedangkan peningkatan nilai daya generator identik dengan peningkatan daya turbin, dalam hal ini generator diasumsikan memiliki nilai efisiensi sebesar 0,95. Dari tabel diatas dapat diketahui bahwa nilai daya generator pada tekanan uap masuk turbin sekitar 8 bar adalah 33,745 MW dan nilai daya generator pada tekanan uap masuk turbin sekitar 10 bar adalah 35,501 MW. Sehingga dapat diketahui besarnya nilai peningkatan daya generator sebesar 1,756 MW pada peningkatan tekanan uap masuk turbin sebesar 2 bar.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
28
30
32
34
36
38
40
42
44
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
P gen 10bar P Turbin 10bar
P gen 8bar P Turbin 8bar
x 10bar x 8bar
ɳ 10bar ɳ 8bar
Grafik Perbandingan Kinerja Turbin Uap
ɳ , xP (MW)
Datum

POLINES National Engineering Seminar ke–3, Nopember, 11th
2015
ISSN 2503-2771 165
Peningkatan nilai enthalpi dan daya turbin juga berpengaruh pada meningkatnya efisiensi isentropik turbin. Pada perhitungan data pada tabel diatas, untuk parameter tekanan uap masuk turbin sekitar 8 bar, nilai efisiensi isentropik turbinnya sekitar 0,804 dan pada tekanan uap masuk turbin 10 bar nilai efisiensi turbinnya sekitar 0,813. Hal ini menunjukkan peningkatan nilai efisiensi isentropik turbin sebesar 0,009 untuk kenaikan tekanan uap masuk turbin sebesar 2 bar.
Untuk nilai fraksi uap, apabila tekanan uap masuk turbin diperbesar maka nilai fraksi uap akan turun. Pada perhitungan data untuk parameter tekanan uap masuk turbin sekitar 8 bar, nilai fraksi uapnya sekitar 0,778 dan pada tekanan uap masuk turbin 10 bar nilai fraksi uapnya sekitar 0,779. Sehingga dapat diketahui bahwa nilai fraksi uap mengalami penurunan sebesar 0,009 untuk kenaikan tekanan sebesar 2 bar.
IV. KESIMPULAN
Dengan meningkatkan tekanan uap masuk turbin sebesar 2 bar dan parameter lain dijaga tetap, menyebabkan: 1) Terjadi peningkatan nilai enthalpi sebesar 7,13 kJ/kg 2) Terjadi peningkatan nilai daya turbin sebesar 1,848 MW, dan peningkatan daya generator
sebesar 1,756 MW. 3) Terjadi peningkatan nilai efisiensi sebesar 0,009. 4) Terjadi penurunan nilai fraksi uap fluida kerja sebesar 0,009. Hal ini berarti kualitas uap
atau tingkat kekeringan uap masuk turbin akan berkurang. 5) Meningkatkan tekanan uap masuk turbin akan menyebabkan peningkatan nilai enthalpi,
efisiensi isentropik turbin, daya turbin dan daya generator namun akan menyebabkan penurunan nilai fraksi uap fluida kerja.
V. DAFTAR PUSTAKA
[1] Sulistiati, Ainie Khuriati Riza. 2010. Termodinamika. Yogyakarta: Graha Ilmu. [2] Mustafa, Bustani. 2004. Dasar Termodinamika Teknik. Jakarta: Penerbit Universitas
Trisakti. [3] Potter, Merle C. dan Craig W. Somerton. Tanpa tahun. Termodinamika Teknik. Jakarta:
Penerbit Erlangga.


















