Prometec Catalogo Generale
44
CUSTOMIZED INNOVATION LINEE DI RESINATURA SU MISURA CUSTOMIZED RESIN LINE CUSTOMIZED INNOVATION
-
Upload
thetis-srl -
Category
Documents
-
view
253 -
download
1
description
Prometec Catalogo Generale
Transcript of Prometec Catalogo Generale

C U S T O M I Z E D I N N O VAT I O N
LINEE DI RESINATURA SU MISURA
CUSTOMIZED RESIN LINE
C U S T O M I Z E D I N N O VAT I O N

visit our new websiteWWW.PROMETEC.IT
43
Gas
Tempo preparazione blocco (2 operai)
Tempo iniezione resina
Resina epossidica
Fibra di vetro
Rete
Nylon
10 mc/h
40 min
15 min
34,32 kg
13,5 mq
13,5 mq
13,5 mq
12 mc/h
60 min
25 min
53,62 kg
21,06 mq
21,06 mq
21,06 mq
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
Con L’impianto Hrvp Extended, è garantita la penetrazione della resina in tutte le fratture collegate con la superficie esterna del blocco, in modo da ottenere un risanamento totale del materiale ed una perfetta segagione anche sui materiali più problematici e fratturati.
Le fasi di lavoro per i due cicli di trattamento sono le seguenti:
·Lavaggio dei blocchi. È realizzato per mezzo di una lancia ad alta pressione manovrata manualmente da un operatore
·Essiccazione dei blocchi. È ottenuta mediante camere di essiccazione riscaldata da generatori di aria calda alimentati a gas o elettrici.
·Preparazione dei blocchi alla resinatura. Si realizza nell’area di preparaziona predisposta. E’ un’operazione completamente manuale condotta con l’ausilio di attrezzature e materiali specifici inclusi nella fornitura ( ad eccezione del carroponte).
·Vuoto e iniezione della resina. Si realizza nell’area di preparazione predisposta, attraverso un sistema di contenimento creato intorno al blocco dove è stato creato il vuoto e dove viene iniettata la resina
·Fase di pressurizzazione del blocco resinato (solo nell’impianto Hrvp Extended). Si realizza all’interno dell’Autoclave presente nell’impianto Hrvp Extended, subito dopo l’iniezione della resina. Lo speciale ciclo di pressurizzazione permette alla resina di penetrare profondamente in tutte le crepe collegate con la superfice del blocco, rinforzando e risanando totalmente il materiale
·Catalisi dei blocchi resinati e rinforzati. I blocchi una volta rinforzati e resinati vengono posti all’interno di camere di catalisi riscaldate mediante generatori di aria calda a gas sino a quando la resina è indurita
By using Hrvp Extended is guaranteed the resin percolation into all fractures connected to the external block surface. This operation gives the best solution to get a block that can be cut even if the material was fragile or really fractured.
There are now two treatments with a new phase (in red):
·Block washing : by means of a high pressure hydraulic nozzle utilized by an operator
·Dry of blocks : by means of drying chamber heated by means of gas or electric hot air generators
·Preparation of block to be hardened: to be realized in the apposite area. It is a completely manual operation developed by means of material provided in the supply (bridge crane excluded).
·Vacuum and resin-resin injection: to be realized inside the machine. The block to be repair is covered into a special device and after resin is injected into the block after the creation of vacuum.
·Pressurization on the hardened block (with the Hrvp Extended system only). To do inside the surge tank of the plant line just after the injection of resin. The special pressuring cycle makes resin deep penetrating inside all fractures of the block, completely reinforcing and improving it.
·Catalysis of reinforced block once the blocks have been reinforced and hardened they are placed inside hardening chambers that previously have been heated by means of electric or gas generator until the resin becomes hard.
HRVP EXTENDEDRISANAMENTO A CUORE BLOCCHI DIFETTOSI TRAMITE SOTTOVUOTO E PRESSIONE
HRVP EXTENDEDBLOCK CORE REINFORCING BY MEANS OF VACUUM DEVICE AND PRESSURE
Gas
Block setting time ( with 2 worker)
Resin injection time
Quantity of resin resin
Fibreglass
Net
Nylon
Consumption *Consumi *
15mc/h
70 min
35 min
88 kg
34,56 mq
34,56 mq
34,56 mq
Blocco piccolo (2,9 mc) Blocco medio (5,6 mc) Blocco grande (12 mc)Small block (2,9 mc) Medium block (5,6 mc) Big block (12 mc)
IMPIANTO RINFORZO BLOCCHI HRVP EXTENDEDHRVP EXTENDED BLOCK REINFORCING PLANT

SOMMARIOINDEXPROFILO AZIENDALE / COMPANY PROFILE
IL TRATTAMENTO CON RESINE EPOSSIDICHE DI MARMI, TRAVERTINI E PIETRETHE TREATMENT WITH RESIN ON MARBLE, TRAVERTINE AND STONE
LINEE DI RESINATURA “SU MISURA” / “CUSTOMIZED “ RESIN LINES
LINEE DI RESINATURA CON MAGAZZINI STATICI COMBINATIRESIN LINES WITH STATIC COMBINED STOREHOUSES
LEONARDO 21/30
LINEE SMART 30/40/45/60 / SMART LINE 30/40/45/60
LINEE DI RESINATURA CON MAGAZZINI STATICI SEPARATI RESIN PLANTS LINE WITH SEPARATED STATIC STOREHOUSES
LINEE STATIC 30/45-30/60-40/60-40/80 / STATIC LINE 30/45-30/60-40/60-40/80
LINEE DI RESINATURA CON MAGAZZINI CICLICI / RESIN LINE WITH CYCLIC STOREHOUSES
LINEE CYCLIC 40/60 40/80 60/80 60/100 80/100 / CYCLIC LINE 40/60 40/80 60/80 60/100 80/100
FORNI PROMETEC / PROMETEC STORES
VENTILAZIONI ALL’INTERNO DEI FORNI PROMETEC / VENTILATION INSIDE PROMETEC STORES
TIPOLOGIE DI IMPIANTO / TYPE OF PLANTS
LINEE DI STUCCATURA / MASTIC LINES
SISTEMI DI CARICO E SCARICO AUTOMATICI / AUTOMATIC LOADING / UNLOADING SYSTEMS
MATCH
PLUS
SOLVER
SAT
TRAVER
SISTEMI DI CARICO E SCARICO SEMI-AUTOMATICI / SEMI-AUTOMATIC LOADING / UNLOADING SYSTEMS
BASC/S
SISTEMI DI MIGLIORAMENTO DELLA QUALITA DELLA RESINATURAQUALITY IMPROVEMENT DEVICES ABOUT THE RESIN TREATMENT
VAC 200/400/600
ACCU 6 / 10
SISTEMI AUTOMATICI DI APPLICAZIONE RESINE / AUTOMATIC SYSTEMS FOR RESIN APPLICATION
SPRAY ST
SPRAYER M
SISTEMI AUTOMATICI DI APPLICAZIONE RETI DI RINFORZOAUTOMATIC SYSTEMS TO APPLY NET FOR SLAB REINFORCING
AUTONET
SISTEMI AUTOMATICI DI PULIZIA DELLE LASTRE E PRE LEVIGATURAAUTOMATIC SYSTEMS FOR SLAB CLEANING AND PRE-HONING
DROP CLEANER
SISTEMI PER IL RINFORZO STRUTTURALE DEI BLOCCHI DIFETTOSI REINFORCING SYSTEMS FOR DEFECTIVE MARBLE BLOCKS
HRVP / HRVP EXTENDED
5
6
7
9
10
12
15
16
19
20
23
24
26
28
31
33
34
35
36
37
38
39
40
41
42

Dal 1981 specialisti nei sistemi di risanamento e movimentazionePrometec nasce per dare continuità alla missione intrapresa nel 1981 da Protec azienda leaderdel settore della meccanica per il lapideo. Grazie alla grande capacità di innovazione e di inventiva, che permettono all’azienda di soddisfare con soluzioni ottimali le esigenze della clientela, Prometec si pone come una delle realtà di riferimento mondiale per la progettazione, costruzione e commercializzazione di macchinari ad alto contenuto di innovazione e tecnologia per il lapideo, in particolare: linee di resinatura, sistemi automatici di carico e scarico, macchine a controllo numerico per la lavorazione del prodotto finito, foratrici automatiche, sistemi complessi di taglio, contornatrici, linee di fiammatura, bocciardatura e sabbiatura, impianti di resinatura a diverso grado di automazione.Continua innovazione tecnologica e flessibilità nell’affrontare i problemi della clientela, questa è la filosofia vincente che fa di Prometec un’azienda leader nel campo dell’automazione dei sistemi produttivi del settore lapideo.
PROFILO AZIENDALE
Dotata di una capacità tecnologica a tutto campo, PROMETEC effettua direttamente sia la progettazione che la costruzione di ogni singola macchina, adattandola, se necessario, alle specifiche richieste del cliente. Tutta la progettazione meccanica, elettronica e software, corredata da un’esperienza decennale nell’ambito dei sistemi d’automazione complessi, viene sviluppata e realizzata all’interno dell’azienda per conseguire un totale controllo tecnologico del processo produttivo e per consentire una totale flessibilità e una garanzia di continua innovazione di prodotto. Soluzioni innovative, originali e funzionali alle esigenze della committenza, qualità delle materie prime utilizzate e un prodotto valido ed economicamente competitivo, consentono a PROMETEC di poter competere con i propri prodotti in tutti i più importanti mercati mondiali.
MACCHINE SU MISURA
SERVIZIO E ASSISTENZA Personale di elevata competenza tecnica e di massima disponibilità fornisce un servizio di assistenza post vendita costante, qualificato ed efficiente che garantisce una immediata risposta alle esigenze della clientela anche grazie all’applicazione delle più moderne tecnologie attualmente sul mercato. In Turchia, India, Cina e Brasile sono presenti servizi di assistenza tecnica locali.
We have been skilled operator about handling and improvement of stone material since 1981.Prometec continues and improves the same goals still started under Protec, leader company in stone processing machinery.Prometec pleases every Customer’s wishes because of its great innovation and creativity, therefore Prometec is one of the best worldwide society about designing, manufacturing and handling in stone field, particularly : resin lines, automatic loading / unloading robots, CNC / PLC machines for the finished products, automatic drilling machines, elaborate cutting devices, milling machines, sand-bush-hamming plant lines, further automatic stone hardening systems with different level of automation. Continue technological innovation together with flexibility to solve our Customer’s problems represent our way of work to win, therefore Prometec is one of the top companies for the automation of production of stone plants lines.
COMPANY PROFILE
PROMETEC s.r.l. designs and manufactures every machine, adapting, if necessary, it to the Customer’s demands.All mechanical, electronics and software development is made inside the Company thanks to our decennial know how to get both a complete technological control of the productive processing and a total flexibility for guaranteeing a continuous innovation of products. Because of innovative and original solutions, designed to satisfy customer needs, and high quality equipments, Prometec offers both economically and technically competitive products all over the world.
“CUSTOM - MADE” MACHINES
CUSTOMER CARE Famous for the high technical skilled personnel unit with a great supply, this service offers a qualified and efficiently post - selling assistance, also because we use the most innovative technologies. The after sale service is managed by high skill team who guarantee prompt assistance to the customer needs. Turkish, Indian, Chinese and Brasilian market are served by local service teams.
Esperienza, flessibilità, innovazione, tecnologia e disponibilità per un mercato globale sempre più esigente.
Experience, flexibility, innovation, technology and availability to a global market always harder to please.
5
Dal 1981 specialisti nei sistemi di risanamento e movimentazionePrometec nasce per dare continuità alla missione intrapresa nel 1981 da Protec azienda leaderdel settore della meccanica per il lapideo. Grazie alla grande capacità di innovazione e di inventiva, che permettono all’azienda di soddisfare con soluzioni ottimali le esigenze della clientela, Prometec si pone come una delle realtà di riferimento mondiale per la progettazione, costruzione e commercializzazione di macchinari ad alto contenuto di innovazione e tecnologia per il lapideo, in particolare: linee di resinatura, sistemi automatici di carico e scarico, macchine a controllo numerico per la lavorazione del prodotto finito, foratrici automatiche, sistemi complessi di taglio, contornatrici, linee di fiammatura, bocciardatura e sabbiatura, impianti di resinatura a diverso grado di automazione.Continua innovazione tecnologica e flessibilità nell’affrontare i problemi della clientela, questa è la filosofia vincente che fa di Prometec un’azienda leader nel campo dell’automazione dei sistemi produttivi del settore lapideo.
PROFILO AZIENDALE
Dotata di una capacità tecnologica a tutto campo, PROMETEC effettua direttamente sia la progettazione che la costruzione di ogni singola macchina, adattandola, se necessario, alle specifiche richieste del cliente. Tutta la progettazione meccanica, elettronica e software, corredata da un’esperienza decennale nell’ambito dei sistemi d’automazione complessi, viene sviluppata e realizzata all’interno dell’azienda per conseguire un totale controllo tecnologico del processo produttivo e per consentire una totale flessibilità e una garanzia di continua innovazione di prodotto. Soluzioni innovative, originali e funzionali alle esigenze della committenza, qualità delle materie prime utilizzate e un prodotto valido ed economicamente competitivo, consentono a PROMETEC di poter competere con i propri prodotti in tutti i più importanti mercati mondiali.
MACCHINE SU MISURA
SERVIZIO E ASSISTENZA Personale di elevata competenza tecnica e di massima disponibilità fornisce un servizio di assistenza post vendita costante, qualificato ed efficiente che garantisce una immediata risposta alle esigenze della clientela anche grazie all’applicazione delle più moderne tecnologie attualmente sul mercato. In Turchia, India, Cina e Brasile sono presenti servizi di assistenza tecnica locali.
We have been skilled operator about handling and improvement of stone material since 1981.Prometec continues and improves the same goals still started under Protec, leader company in stone processing machinery.Prometec pleases every Customer’s wishes because of its great innovation and creativity, therefore Prometec is one of the best worldwide society about designing, manufacturing and handling in stone field, particularly : resin lines, automatic loading / unloading robots, CNC / PLC machines for the finished products, automatic drilling machines, elaborate cutting devices, milling machines, sand-bush-hamming plant lines, further automatic stone hardening systems with different level of automation. Continue technological innovation together with flexibility to solve our Customer’s problems represent our way of work to win, therefore Prometec is one of the top companies for the automation of production of stone plants lines.
COMPANY PROFILE
PROMETEC s.r.l. designs and manufactures every machine, adapting, if necessary, it to the Customer’s demands.All mechanical, electronics and software development is made inside the Company thanks to our decennial know how to get both a complete technological control of the productive processing and a total flexibility for guaranteeing a continuous innovation of products. Because of innovative and original solutions, designed to satisfy customer needs, and high quality equipments, Prometec offers both economically and technically competitive products all over the world.
“CUSTOM - MADE” MACHINES
CUSTOMER CARE Famous for the high technical skilled personnel unit with a great supply, this service offers a qualified and efficiently post - selling assistance, also because we use the most innovative technologies. The after sale service is managed by high skill team who guarantee prompt assistance to the customer needs. Turkish, Indian, Chinese and Brasilian market are served by local service teams.
Esperienza, flessibilità, innovazione, tecnologia e disponibilità per un mercato globale sempre più esigente.
Experience, flexibility, innovation, technology and availability to a global market always harder to please.
5
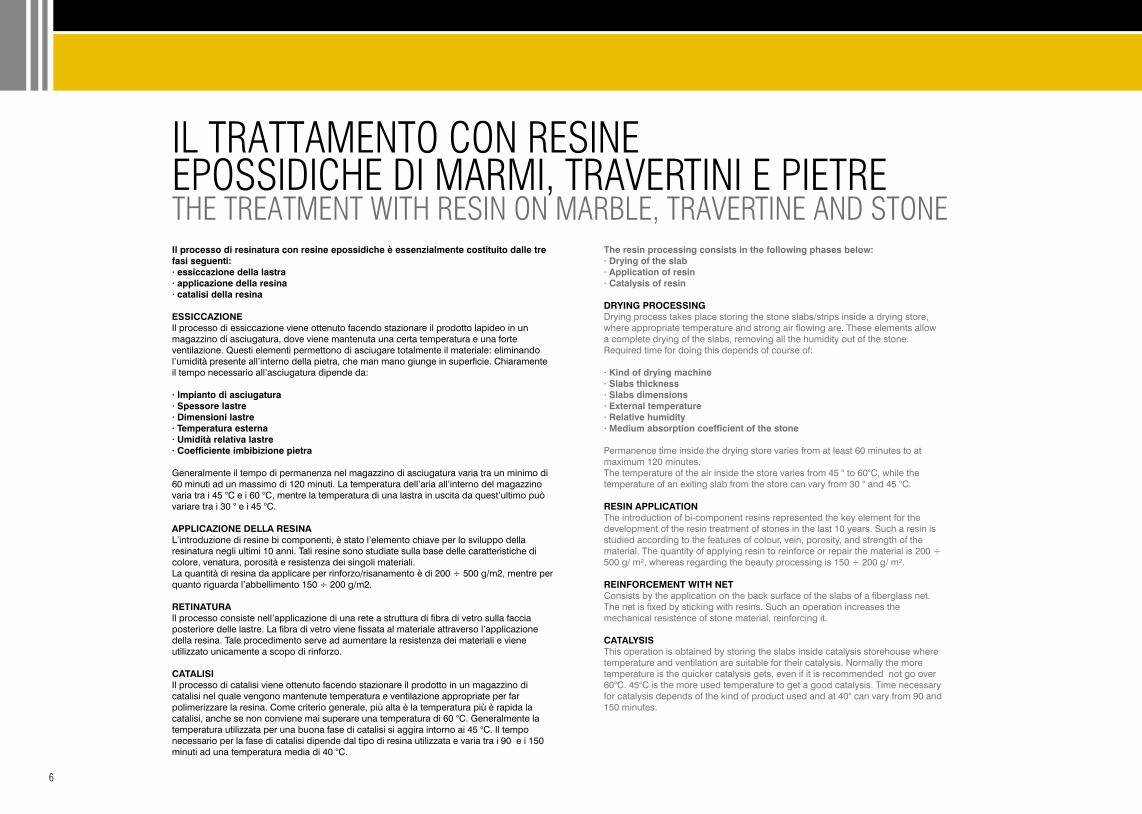
Il processo di resinatura con resine epossidiche è essenzialmente costituito dalle tre fasi seguenti:· essiccazione della lastra· applicazione della resina· catalisi della resina
ESSICCAZIONEIl processo di essiccazione viene ottenuto facendo stazionare il prodotto lapideo in un magazzino di asciugatura, dove viene mantenuta una certa temperatura e una forte ventilazione. Questi elementi permettono di asciugare totalmente il materiale: eliminando l’umidità presente all’interno della pietra, che man mano giunge in superficie. Chiaramente il tempo necessario all’asciugatura dipende da:
· Impianto di asciugatura · Spessore lastre · Dimensioni lastre· Temperatura esterna· Umidità relativa lastre· Coefficiente imbibizione pietra
Generalmente il tempo di permanenza nel magazzino di asciugatura varia tra un minimo di 60 minuti ad un massimo di 120 minuti. La temperatura dell’aria all’interno del magazzino varia tra i 45 °C e i 60 °C, mentre la temperatura di una lastra in uscita da quest’ultimo può variare tra i 30 ° e i 45 °C.
APPLICAZIONE DELLA RESINAL’introduzione di resine bi componenti, è stato l’elemento chiave per lo sviluppo della resinatura negli ultimi 10 anni. Tali resine sono studiate sulla base delle caratteristiche di colore, venatura, porosità e resistenza dei singoli materiali.La quantità di resina da applicare per rinforzo/risanamento è di 200 ÷ 500 g/m2, mentre per quanto riguarda l’abbellimento 150 ÷ 200 g/m2.
RETINATURAIl processo consiste nell’applicazione di una rete a struttura di fibra di vetro sulla faccia posteriore delle lastre. La fibra di vetro viene fissata al materiale attraverso l’applicazione della resina. Tale procedimento serve ad aumentare la resistenza dei materiali e viene utilizzato unicamente a scopo di rinforzo.
CATALISIIl processo di catalisi viene ottenuto facendo stazionare il prodotto in un magazzino di catalisi nel quale vengono mantenute temperatura e ventilazione appropriate per far polimerizzare la resina. Come criterio generale, più alta è la temperatura più è rapida la catalisi, anche se non conviene mai superare una temperatura di 60 °C. Generalmente la temperatura utilizzata per una buona fase di catalisi si aggira intorno ai 45 °C. Il tempo necessario per la fase di catalisi dipende dal tipo di resina utilizzata e varia tra i 90 e i 150 minuti ad una temperatura media di 40 °C.
IL TRATTAMENTO CON RESINE EPOSSIDICHE DI MARMI, TRAVERTINI E PIETRE
6
The resin processing consists in the following phases below: · Drying of the slab· Application of resin · Catalysis of resin
Drying process takes place storing the stone slabs/strips inside a drying store, where appropriate temperature and strong air flowing are. These elements allow a complete drying of the slabs, removing all the humidity out of the stone. Required time for doing this depends of course of:
· Kind of drying machine· Slabs thickness· Slabs dimensions· External temperature· Relative humidity· Medium absorption coefficient of the stone
Permanence time inside the drying store varies from at least 60 minutes to at maximum 120 minutes.The temperature of the air inside the store varies from 45 ° to 60°C, while the temperature of an exiting slab from the store can vary from 30 ° and 45 °C.
The introduction of bi-component resins represented the key element for the development of the resin treatment of stones in the last 10 years. Such a resin is studied according to the features of colour, vein, porosity, and strength of the material. The quantity of applying resin to reinforce or repair the material is 200 ÷ 500 g/ m², whereas regarding the beauty processing is 150 ÷ 200 g/ m².
Consists by the application on the back surface of the slabs of a fiberglass net. The net is fixed by sticking with resins. Such an operation increases the mechanical resistence of stone material, reinforcing it.
This operation is obtained by storing the slabs inside catalysis storehouse where temperature and ventilation are suitable for their catalysis. Normally the more temperature is the quicker catalysis gets, even if it is recommended not go over 60°C. 45°C is the more used temperature to get a good catalysis. Time necessary for catalysis depends of the kind of product used and at 40° can vary from 90 and 150 minutes.
DRYING PROCESSING
RESIN APPLICATION
REINFORCEMENT WITH NET
CATALYSIS
THE TREATMENT WITH RESIN ON MARBLE, TRAVERTINE AND STONE
7
I nostri impianti sono suddivisi in tre gruppi principali caratterizzati da
tre tipologie di magazzino di nostra produzione:
LINEE DI RESINATURA CON MAGAZZINI STATICI COMBINATI
LINEE DI RESINATURA CON MAGAZZINI STATICI SEPARATI
LINEE DI RESINATURA CON MAGAZZINI CICLICI
La capacità produttiva dei nostri impianti di resinatura va da un minimo
di 6 lastre/h a un massimo di 70 lastre /h.
Il grado di automazione dell’impianto dipende dalle esigenze dei nostri
clienti, mentre i sistemi di riscaldamento dei magazzini di asciugatura e
di catalisi possono avere alimentazione a gas o elettrica.
Non esistono delle dimensioni predefinite, l’impianto viene progettato
“su misura” a seconda dello spazio a disposizione delle esigenze
produttive del cliente e delle caratteristiche del materiale.
“CUSTOMIZED “ RESIN LINES
Our plants are classified in three main groups:
The production capacity our plants varies from a less of 6 slabs/h to a
maximum of 70 slabs/h.
The level of automation of the plant line depends on Customer’s
requirements, whereas the heating systems of drying and catalysis
machineries can be equipped with gas or electrical devices.
The plants features are not pre settled, therefore each line is designed
according to the Customer’s demands that is about the useful space in
the company the needed production capacity and the material
characteristics.
RESIN PLANTS LINE WITH COMBINED STATIC STOREHOUSES
RESIN PLANTS LINE WITH SEPARATED STATIC STOREHOUSES
RESIN PLANTS LINE WITH CYCLIC STOREHOUSES
LINEE DI RESINATURA “SU MISURA”

Il processo di resinatura con resine epossidiche è essenzialmente costituito dalle tre fasi seguenti:· essiccazione della lastra· applicazione della resina· catalisi della resina
ESSICCAZIONEIl processo di essiccazione viene ottenuto facendo stazionare il prodotto lapideo in un magazzino di asciugatura, dove viene mantenuta una certa temperatura e una forte ventilazione. Questi elementi permettono di asciugare totalmente il materiale: eliminando l’umidità presente all’interno della pietra, che man mano giunge in superficie. Chiaramente il tempo necessario all’asciugatura dipende da:
· Impianto di asciugatura · Spessore lastre · Dimensioni lastre· Temperatura esterna· Umidità relativa lastre· Coefficiente imbibizione pietra
Generalmente il tempo di permanenza nel magazzino di asciugatura varia tra un minimo di 60 minuti ad un massimo di 120 minuti. La temperatura dell’aria all’interno del magazzino varia tra i 45 °C e i 60 °C, mentre la temperatura di una lastra in uscita da quest’ultimo può variare tra i 30 ° e i 45 °C.
APPLICAZIONE DELLA RESINAL’introduzione di resine bi componenti, è stato l’elemento chiave per lo sviluppo della resinatura negli ultimi 10 anni. Tali resine sono studiate sulla base delle caratteristiche di colore, venatura, porosità e resistenza dei singoli materiali.La quantità di resina da applicare per rinforzo/risanamento è di 200 ÷ 500 g/m2, mentre per quanto riguarda l’abbellimento 150 ÷ 200 g/m2.
RETINATURAIl processo consiste nell’applicazione di una rete a struttura di fibra di vetro sulla faccia posteriore delle lastre. La fibra di vetro viene fissata al materiale attraverso l’applicazione della resina. Tale procedimento serve ad aumentare la resistenza dei materiali e viene utilizzato unicamente a scopo di rinforzo.
CATALISIIl processo di catalisi viene ottenuto facendo stazionare il prodotto in un magazzino di catalisi nel quale vengono mantenute temperatura e ventilazione appropriate per far polimerizzare la resina. Come criterio generale, più alta è la temperatura più è rapida la catalisi, anche se non conviene mai superare una temperatura di 60 °C. Generalmente la temperatura utilizzata per una buona fase di catalisi si aggira intorno ai 45 °C. Il tempo necessario per la fase di catalisi dipende dal tipo di resina utilizzata e varia tra i 90 e i 150 minuti ad una temperatura media di 40 °C.
IL TRATTAMENTO CON RESINE EPOSSIDICHE DI MARMI, TRAVERTINI E PIETRE
6
The resin processing consists in the following phases below: · Drying of the slab· Application of resin · Catalysis of resin
Drying process takes place storing the stone slabs/strips inside a drying store, where appropriate temperature and strong air flowing are. These elements allow a complete drying of the slabs, removing all the humidity out of the stone. Required time for doing this depends of course of:
· Kind of drying machine· Slabs thickness· Slabs dimensions· External temperature· Relative humidity· Medium absorption coefficient of the stone
Permanence time inside the drying store varies from at least 60 minutes to at maximum 120 minutes.The temperature of the air inside the store varies from 45 ° to 60°C, while the temperature of an exiting slab from the store can vary from 30 ° and 45 °C.
The introduction of bi-component resins represented the key element for the development of the resin treatment of stones in the last 10 years. Such a resin is studied according to the features of colour, vein, porosity, and strength of the material. The quantity of applying resin to reinforce or repair the material is 200 ÷ 500 g/ m², whereas regarding the beauty processing is 150 ÷ 200 g/ m².
Consists by the application on the back surface of the slabs of a fiberglass net. The net is fixed by sticking with resins. Such an operation increases the mechanical resistence of stone material, reinforcing it.
This operation is obtained by storing the slabs inside catalysis storehouse where temperature and ventilation are suitable for their catalysis. Normally the more temperature is the quicker catalysis gets, even if it is recommended not go over 60°C. 45°C is the more used temperature to get a good catalysis. Time necessary for catalysis depends of the kind of product used and at 40° can vary from 90 and 150 minutes.
DRYING PROCESSING
RESIN APPLICATION
REINFORCEMENT WITH NET
CATALYSIS
THE TREATMENT WITH RESIN ON MARBLE, TRAVERTINE AND STONE
7
I nostri impianti sono suddivisi in tre gruppi principali caratterizzati da
tre tipologie di magazzino di nostra produzione:
LINEE DI RESINATURA CON MAGAZZINI STATICI COMBINATI
LINEE DI RESINATURA CON MAGAZZINI STATICI SEPARATI
LINEE DI RESINATURA CON MAGAZZINI CICLICI
La capacità produttiva dei nostri impianti di resinatura va da un minimo
di 6 lastre/h a un massimo di 70 lastre /h.
Il grado di automazione dell’impianto dipende dalle esigenze dei nostri
clienti, mentre i sistemi di riscaldamento dei magazzini di asciugatura e
di catalisi possono avere alimentazione a gas o elettrica.
Non esistono delle dimensioni predefinite, l’impianto viene progettato
“su misura” a seconda dello spazio a disposizione delle esigenze
produttive del cliente e delle caratteristiche del materiale.
“CUSTOMIZED “ RESIN LINES
Our plants are classified in three main groups:
The production capacity our plants varies from a less of 6 slabs/h to a
maximum of 70 slabs/h.
The level of automation of the plant line depends on Customer’s
requirements, whereas the heating systems of drying and catalysis
machineries can be equipped with gas or electrical devices.
The plants features are not pre settled, therefore each line is designed
according to the Customer’s demands that is about the useful space in
the company the needed production capacity and the material
characteristics.
RESIN PLANTS LINE WITH COMBINED STATIC STOREHOUSES
RESIN PLANTS LINE WITH SEPARATED STATIC STOREHOUSES
RESIN PLANTS LINE WITH CYCLIC STOREHOUSES
LINEE DI RESINATURA “SU MISURA”

LINEA SMART 40 CON CARICO / SCARICO MATCH 54 CS COLONNA ALTASMART 40 LINE WITH MATCH 54 CS LOADER / UNLOADER TALL COLUMN
9
RESIN LINES WITH STATIC COMBINED STOREHOUSES
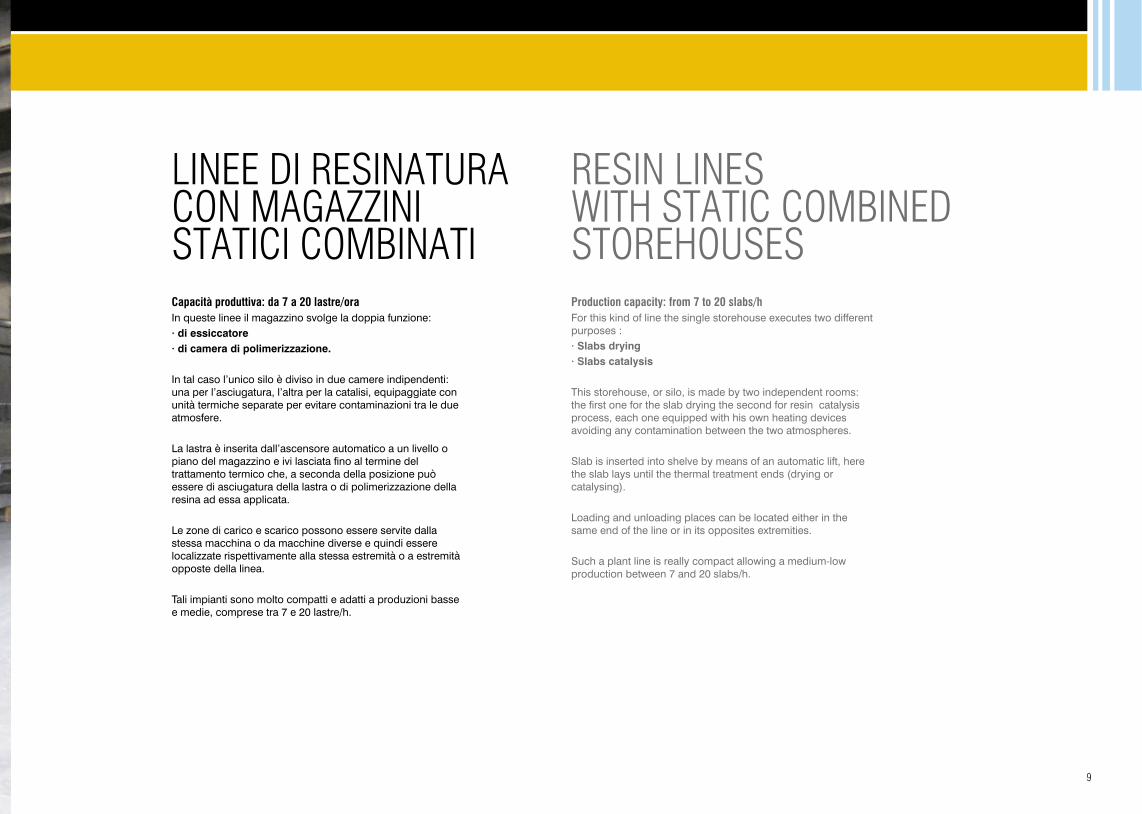
Capacità produttiva: da 7 a 20 lastre/ora
In queste linee il magazzino svolge la doppia funzione:
·
· di camera di polimerizzazione.
In tal caso l’unico silo è diviso in due camere indipendenti: una per l’asciugatura, l’altra per la catalisi, equipaggiate con unità termiche separate per evitare contaminazioni tra le due atmosfere.
La lastra è inserita dall’ascensore automatico a un livello o piano del magazzino e ivi lasciata fino al termine del trattamento termico che, a seconda della posizione può essere di asciugatura della lastra o di polimerizzazione della resina ad essa applicata.
Le zone di carico e scarico possono essere servite dalla stessa macchina o da macchine diverse e quindi essere localizzate rispettivamente alla stessa estremità o a estremità opposte della linea.
Tali impianti sono molto compatti e adatti a produzioni basse e medie, comprese tra 7 e 20 lastre/h.
di essiccatore
LINEE DI RESINATURA CON MAGAZZINI STATICI COMBINATI
Production capacity: from 7 to 20 slabs/h
For this kind of line the single storehouse executes two different purposes :
· Slabs drying
· Slabs catalysis
This storehouse, or silo, is made by two independent rooms: the first one for the slab drying the second for resin catalysis process, each one equipped with his own heating devices avoiding any contamination between the two atmospheres.
Slab is inserted into shelve by means of an automatic lift, here the slab lays until the thermal treatment ends (drying or catalysing).
Loading and unloading places can be located either in the same end of the line or in its opposites extremities.
Such a plant line is really compact allowing a medium-low production between 7 and 20 slabs/h.
LINEA SMART 40 CON CARICO / SCARICO MATCH 54 CS COLONNA ALTASMART 40 LINE WITH MATCH 54 CS LOADER / UNLOADER TALL COLUMN
9
RESIN LINES WITH STATIC COMBINED STOREHOUSES
Capacità produttiva: da 7 a 20 lastre/ora
In queste linee il magazzino svolge la doppia funzione:
·
· di camera di polimerizzazione.
In tal caso l’unico silo è diviso in due camere indipendenti: una per l’asciugatura, l’altra per la catalisi, equipaggiate con unità termiche separate per evitare contaminazioni tra le due atmosfere.
La lastra è inserita dall’ascensore automatico a un livello o piano del magazzino e ivi lasciata fino al termine del trattamento termico che, a seconda della posizione può essere di asciugatura della lastra o di polimerizzazione della resina ad essa applicata.
Le zone di carico e scarico possono essere servite dalla stessa macchina o da macchine diverse e quindi essere localizzate rispettivamente alla stessa estremità o a estremità opposte della linea.
Tali impianti sono molto compatti e adatti a produzioni basse e medie, comprese tra 7 e 20 lastre/h.
di essiccatore
LINEE DI RESINATURA CON MAGAZZINI STATICI COMBINATI
Production capacity: from 7 to 20 slabs/h
For this kind of line the single storehouse executes two different purposes :
· Slabs drying
· Slabs catalysis
This storehouse, or silo, is made by two independent rooms: the first one for the slab drying the second for resin catalysis process, each one equipped with his own heating devices avoiding any contamination between the two atmospheres.
Slab is inserted into shelve by means of an automatic lift, here the slab lays until the thermal treatment ends (drying or catalysing).
Loading and unloading places can be located either in the same end of the line or in its opposites extremities.
Such a plant line is really compact allowing a medium-low production between 7 and 20 slabs/h.

10
LEONARDO 21/30IL GENIO ITALIANO PER LA RESINATURA DELLE LASTRE THE ITALIAN GENIUS TO RESIN STONE SLABS
LINEE DI RESINATURA CON MAGAZZINI STATICI COMBINATIRESIN LINES WITH STATIC COMBINED STOREHOUSES
Leonardo è l'innovativo impianto per l'asciugatura e la catalisi della resina per
lastre/ e o filagne di marmo e granito che offre alle aziende, la migliore soluzione in
termini di: spazio occupato, qualità di lavorazione, bassi consumi. Leonardo
permette con investimento ridotto di mantenere i vantaggi degli impianti di
resinatura di grandi dimensioni.
Progettato in due versioni da 21 e 30 piani per una produzione max. che può variare dalle
7l/h alle 10l/h. Il carico del materiale, avviene su di un carrello basculante che permette di
appoggiare la lastra direttamente sulla barella, evitando ulteriori movimentazioni della
lastra fratturata. La barella, su cui è posato il materiale, viene inserita automaticamente
dall'ascensore all'interno della camera di asciugatura.
Concluso il ciclo di asciugatura l'ascensore estrae la lastra portandola su di uno speciale
banco di resinatura motorizzato. Una volta resinato, il materiale viene poi introdotto nella
camera di catalisi per l'indurimento della resina, per poi essere scaricato.
Leonardo represents an innovative resin plant to dry and oven cure the stone slabs and
strips (marble and granite), offering the best solution to the companies interested in low
consumption, low space occupied and high quality working.
Leonardo allows to realize the same treatment process and working conditions of the bigger
resin lines but with a reduced level of investment.
The storehouse has been designed in two different versions of 21 and 30 slabs storage capacity
that allow a max production capacity of 7 and 10 slabs per hour respectively.
A tilting cart allows the loading of slabs directly onto the trays. The tray with slab is inserted in
the drying oven by means of an elevator.
Once the slab has been dried the lifter extracts and transfers it on a special mobile working
bench, reachable on his four sides by the operator.
On this bench the dried slab is “buttered” with resin and then transferred to the oven-curing
store.
When the curing time is passed the slab on trays is extracted by the elevator and sent to the cart
which provide the downloading.
LEONARDO 21
52
00
mm
9730 mm
5700 mm
11
Asciugatura omogenea del materiale e corretta
catalizzazione della resina
Grazie alla efficiente distribuzione dell'aria e alla speciale
suddivisone in due camere del forno
Bassi consumi e qualità costante di lavorazione
Grazie all'ottima coibentazione ed ai materiali costruttivi di
prima qualità
Capacità produttiva: dalle 7l/h alle 10l/h
Grazie alle due versioni da 21 e 30 piani
Materiale caricato direttamente su barella: meno
movimentazione meno rischio di rottura
Grazie al carrello basculante per barelle
Accesso facilitato dell'operatore all'intera superficie della
lastra
Grazie allo speciale banco di resinatura motorizzato
Tutti i vantaggi dei grandi impianti di resinatura in soli 10
mt di lunghezza
Complete drying and correct oven curing process
Thanks to the perfect air propagation system, together with
the subdivision of the oven in two separate rooms
Low consumption with constant working quality
Thanks to the optimal heat insulation realized with first quality
materials
Working capacity : between 7 and 10 slabs per hour
Thanks to 21 and 30 platforms oven model
Material directly loaded onto tray, minimizing the risk of
accidental slab breaking
Thanks to the tilting cart to load slabs onto trays
Easy approaching for the operator who has to treat the
slab
Thanks to the special motorized resin bench
All the benefits of bigger traditional resin lines in 10
meters long only
Dimensioni d’ingombro ( lunghezza x larghezza x altezza )
Overal dimensions ( lenght x width x height )
Leonardo
21 piani/platform
Leonardo
30 piani/platform
Max. Produzione (trattamento una faccia)Max Production (one face treatment)
Capacità forno di asciugatura - Drying store capacity
Capacità forno catalisi - Hardening store capacity
Tempo di permanenza nel forno di asciugatura
Time of permanence in drying store
Tempo di permanenza nel forno di catalisi
Time of permanence in hardening store
Max. dimensioni lastra - Max slab dimensions *
Lunghezza – length
Larghezza – width
Altezza – height
Potenza elettrica totale istallata *
Total electric power installed *
n./h
n.
n.
Min.
Min.
mm.
mm.
mm.
mm.
KW
KWh/h
7 lastre/ h7 slabs / h
7
14
60’
120’
3550x2200x40
9.730
5.700
5.200
84
21
Tutti - Any
10 lastre/ h10 slabs / h
10
20
60’
120’
3550x2200x40
9.730
5.700
6.300
130
32
Tutti - Any
Consumo medio orario KW - Medium hourly consumption
Materiale lavorabile - Material allowed
*Su richiesta max. dimensioni lastraOn demand max dimensions slabs: mm. 3.800 x 2.200 x 40 *Su richiesta è disponibile sistema di riscaldamento a gasOn demand gas heating system
LEONARDO MAIN FEATURES:LEONARDO CARATTERISTICHE PRINCIPALI:
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
VISTA POSTERIOREBACK VIEW

10
LEONARDO 21/30IL GENIO ITALIANO PER LA RESINATURA DELLE LASTRE THE ITALIAN GENIUS TO RESIN STONE SLABS
LINEE DI RESINATURA CON MAGAZZINI STATICI COMBINATIRESIN LINES WITH STATIC COMBINED STOREHOUSES
Leonardo è l'innovativo impianto per l'asciugatura e la catalisi della resina per
lastre/ e o filagne di marmo e granito che offre alle aziende, la migliore soluzione in
termini di: spazio occupato, qualità di lavorazione, bassi consumi. Leonardo
permette con investimento ridotto di mantenere i vantaggi degli impianti di
resinatura di grandi dimensioni.
Progettato in due versioni da 21 e 30 piani per una produzione max. che può variare dalle
7l/h alle 10l/h. Il carico del materiale, avviene su di un carrello basculante che permette di
appoggiare la lastra direttamente sulla barella, evitando ulteriori movimentazioni della
lastra fratturata. La barella, su cui è posato il materiale, viene inserita automaticamente
dall'ascensore all'interno della camera di asciugatura.
Concluso il ciclo di asciugatura l'ascensore estrae la lastra portandola su di uno speciale
banco di resinatura motorizzato. Una volta resinato, il materiale viene poi introdotto nella
camera di catalisi per l'indurimento della resina, per poi essere scaricato.
Leonardo represents an innovative resin plant to dry and oven cure the stone slabs and
strips (marble and granite), offering the best solution to the companies interested in low
consumption, low space occupied and high quality working.
Leonardo allows to realize the same treatment process and working conditions of the bigger
resin lines but with a reduced level of investment.
The storehouse has been designed in two different versions of 21 and 30 slabs storage capacity
that allow a max production capacity of 7 and 10 slabs per hour respectively.
A tilting cart allows the loading of slabs directly onto the trays. The tray with slab is inserted in
the drying oven by means of an elevator.
Once the slab has been dried the lifter extracts and transfers it on a special mobile working
bench, reachable on his four sides by the operator.
On this bench the dried slab is “buttered” with resin and then transferred to the oven-curing
store.
When the curing time is passed the slab on trays is extracted by the elevator and sent to the cart
which provide the downloading.
LEONARDO 21
52
00
mm
9730 mm
5700 mm
11
Asciugatura omogenea del materiale e corretta
catalizzazione della resina
Grazie alla efficiente distribuzione dell'aria e alla speciale
suddivisone in due camere del forno
Bassi consumi e qualità costante di lavorazione
Grazie all'ottima coibentazione ed ai materiali costruttivi di
prima qualità
Capacità produttiva: dalle 7l/h alle 10l/h
Grazie alle due versioni da 21 e 30 piani
Materiale caricato direttamente su barella: meno
movimentazione meno rischio di rottura
Grazie al carrello basculante per barelle
Accesso facilitato dell'operatore all'intera superficie della
lastra
Grazie allo speciale banco di resinatura motorizzato
Tutti i vantaggi dei grandi impianti di resinatura in soli 10
mt di lunghezza
Complete drying and correct oven curing process
Thanks to the perfect air propagation system, together with
the subdivision of the oven in two separate rooms
Low consumption with constant working quality
Thanks to the optimal heat insulation realized with first quality
materials
Working capacity : between 7 and 10 slabs per hour
Thanks to 21 and 30 platforms oven model
Material directly loaded onto tray, minimizing the risk of
accidental slab breaking
Thanks to the tilting cart to load slabs onto trays
Easy approaching for the operator who has to treat the
slab
Thanks to the special motorized resin bench
All the benefits of bigger traditional resin lines in 10
meters long only
Dimensioni d’ingombro ( lunghezza x larghezza x altezza )
Overal dimensions ( lenght x width x height )
Leonardo
21 piani/platform
Leonardo
30 piani/platform
Max. Produzione (trattamento una faccia)Max Production (one face treatment)
Capacità forno di asciugatura - Drying store capacity
Capacità forno catalisi - Hardening store capacity
Tempo di permanenza nel forno di asciugatura
Time of permanence in drying store
Tempo di permanenza nel forno di catalisi
Time of permanence in hardening store
Max. dimensioni lastra - Max slab dimensions *
Lunghezza – length
Larghezza – width
Altezza – height
Potenza elettrica totale istallata *
Total electric power installed *
n./h
n.
n.
Min.
Min.
mm.
mm.
mm.
mm.
KW
KWh/h
7 lastre/ h7 slabs / h
7
14
60’
120’
3550x2200x40
9.730
5.700
5.200
84
21
Tutti - Any
10 lastre/ h10 slabs / h
10
20
60’
120’
3550x2200x40
9.730
5.700
6.300
130
32
Tutti - Any
Consumo medio orario KW - Medium hourly consumption
Materiale lavorabile - Material allowed
*Su richiesta max. dimensioni lastraOn demand max dimensions slabs: mm. 3.800 x 2.200 x 40 *Su richiesta è disponibile sistema di riscaldamento a gasOn demand gas heating system
LEONARDO MAIN FEATURES:LEONARDO CARATTERISTICHE PRINCIPALI:
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
VISTA POSTERIOREBACK VIEW
12
LINEE DI RESINATURA CON MAGAZZINI STATICI COMBINATIRESIN LINES WITH STATIC COMBINED STOREHOUSES
LINEE SMART 30/40/45/60SMART LINE 30/40/45/60
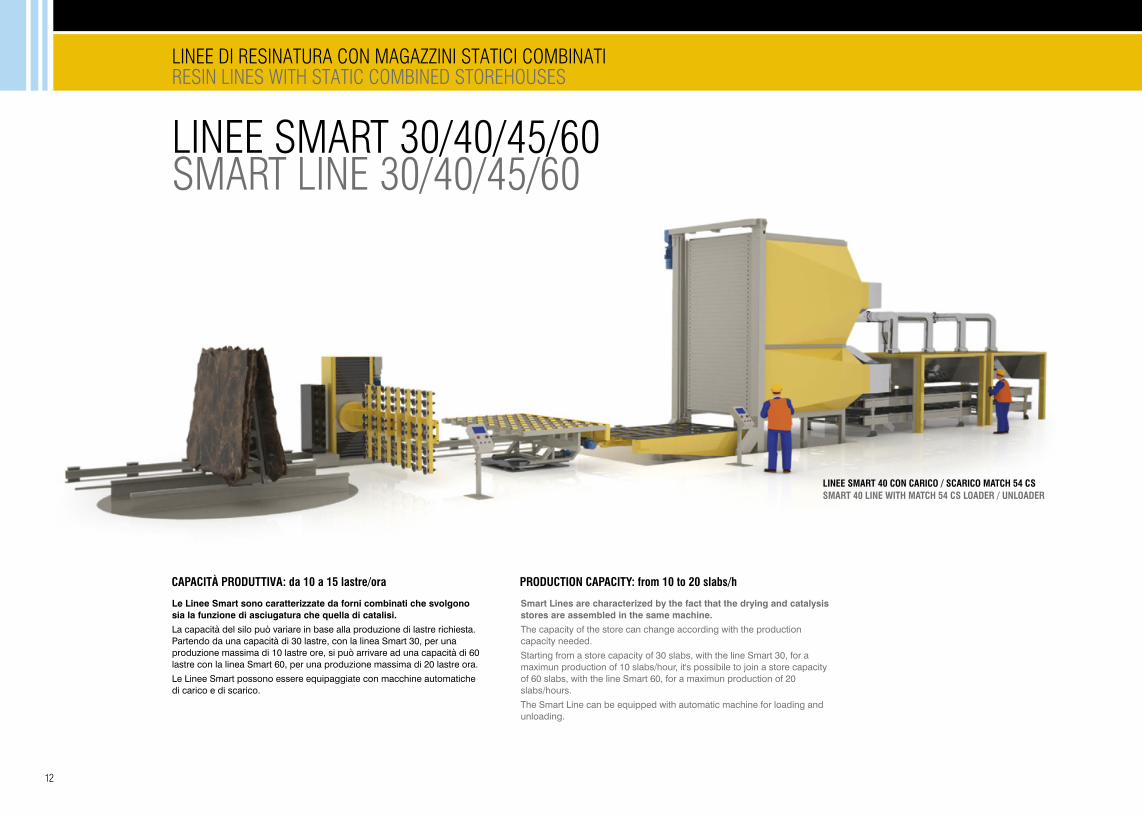
Le Linee Smart sono caratterizzate da forni combinati che svolgono
sia la funzione di asciugatura che quella di catalisi.
La capacità del silo può variare in base alla produzione di lastre richiesta.
Partendo da una capacità di 30 lastre, con la linea Smart 30, per una
produzione massima di 10 lastre ore, si può arrivare ad una capacità di 60
lastre con la linea Smart 60, per una produzione massima di 20 lastre ora.
Le Linee Smart possono essere equipaggiate con macchine automatiche
di carico e di scarico.
Smart Lines are characterized by the fact that the drying and catalysis
stores are assembled in the same machine.
The capacity of the store can change according with the production
capacity needed.
Starting from a store capacity of 30 slabs, with the line Smart 30, for a
maximun production of 10 slabs/hour, it's possibile to join a store capacity
of 60 slabs, with the line Smart 60, for a maximun production of 20
slabs/hours.
The Smart Line can be equipped with automatic machine for loading and
unloading.
LINEE SMART 40 CON CARICO / SCARICO MATCH 54 CS
SMART 40 LINE WITH MATCH 54 CS LOADER / UNLOADER
13
Max. Produzione (trattamento una faccia)Max Production (one face treatment)
Capacità forno di asciugatura - Drying store capacity
Capacità forno catalisi - Hardening store capacity
Tempo di permanenza nel forno di asciugatura Time of permanence in drying store
Tempo di permanenza nel forno di catalisiTime of permanence in hardening store
Max. dimensioni lastra - Max slab dimensions *
Max. peso lastra - Max slab Weight
Processo macchia aperta – open book
Potenza elettrica totale istallata * (con sistema di riscaldamento elettrico) Total electric power installed
Consumo medio orario KW (con sistema di riscaldamento elettrico) Medium hourly consumption
Potenza totale istallata * (con sistema di riscaldamento a gas)Total power installed
Consumo medio orario (con sistema di riscaldamento a gas) Medium hourly consumption
Materiale lavorabile - Material allowed
n°/h
n°
n°
Min.
Min.
mm.
kg
si
kW
kWh/h
Potenza elettrica Metano Propano
Potenza elettrica Metano Propano
15 lastre/h15 slabs/h
15
25
60’
100’
3300x2200x40
1200 kg
200
67
43 kW 20,64 mc/h18.09 kg/h
21,5 kWh/h 4,3 m3/h3.5 kg/h
Tutti (travertine stuccato) - Any
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
*Su richiesta max. dimensioni lastra – On demand max dimensions slabs: mm. 3.800 x 2.200 x 40 *Disponibile sistema di riscaldamento a gas o elettrico – On demand gas heating system or electric heating system
Asciugatura omogenea del materiale e corretta catalizzazione
della resina
Grazie alla efficiente distribuzione dell’aria e alla speciale
suddivisone in due camere del forno
Bassi consumi e qualità costante di lavorazione
Grazie all’ottima coibentazione ed ai materiali costruttivi di prima
qualità
Capacità produttiva: dalle 10l/h alle 20l/h
Grazie alle versioni: SMART 30, SMART 40, SMART 45, SMART 60
Materiale caricato direttamente su barella e possibilità di
carico automatico "a macchia aperta".
Ridotti spazi d'ingombro
Complete drying and correct oven curing process
Thanks to the perfect air propagation system, together with the
subdivision of the oven in two separate rooms
Low consumption with constant working quality
Thanks to the optimal heat insulation realized with first quality
materials
Working capacity: from 10 slabs/hour to 20 slabs/hour
Thanks to the versions: SMART 30, SMART 40, SMART 45,
SMART 60
Material directly loaded onto tray and the possibility of
"book match" process
Reduced occupied space
LINEE SMART 40 CON CARICO / SCARICO MATCH 54 CS / SMART 40 LINE WITH MATCH 54 CS LOADER / UNLOADER
SMART LINE MAIN FEATURES:LINEE SMART CARATTERISTICHE PRINCIPALI:
CAPACITÀ PRODUTTIVA: da 10 a 15 lastre/ora PRODUCTION CAPACITY: from 10 to 20 slabs/h

12
LINEE DI RESINATURA CON MAGAZZINI STATICI COMBINATIRESIN LINES WITH STATIC COMBINED STOREHOUSES
LINEE SMART 30/40/45/60SMART LINE 30/40/45/60
Le Linee Smart sono caratterizzate da forni combinati che svolgono
sia la funzione di asciugatura che quella di catalisi.
La capacità del silo può variare in base alla produzione di lastre richiesta.
Partendo da una capacità di 30 lastre, con la linea Smart 30, per una
produzione massima di 10 lastre ore, si può arrivare ad una capacità di 60
lastre con la linea Smart 60, per una produzione massima di 20 lastre ora.
Le Linee Smart possono essere equipaggiate con macchine automatiche
di carico e di scarico.
Smart Lines are characterized by the fact that the drying and catalysis
stores are assembled in the same machine.
The capacity of the store can change according with the production
capacity needed.
Starting from a store capacity of 30 slabs, with the line Smart 30, for a
maximun production of 10 slabs/hour, it's possibile to join a store capacity
of 60 slabs, with the line Smart 60, for a maximun production of 20
slabs/hours.
The Smart Line can be equipped with automatic machine for loading and
unloading.
LINEE SMART 40 CON CARICO / SCARICO MATCH 54 CS
SMART 40 LINE WITH MATCH 54 CS LOADER / UNLOADER
13
Max. Produzione (trattamento una faccia)Max Production (one face treatment)
Capacità forno di asciugatura - Drying store capacity
Capacità forno catalisi - Hardening store capacity
Tempo di permanenza nel forno di asciugatura Time of permanence in drying store
Tempo di permanenza nel forno di catalisiTime of permanence in hardening store
Max. dimensioni lastra - Max slab dimensions *
Max. peso lastra - Max slab Weight
Processo macchia aperta – open book
Potenza elettrica totale istallata * (con sistema di riscaldamento elettrico) Total electric power installed
Consumo medio orario KW (con sistema di riscaldamento elettrico) Medium hourly consumption
Potenza totale istallata * (con sistema di riscaldamento a gas)Total power installed
Consumo medio orario (con sistema di riscaldamento a gas) Medium hourly consumption
Materiale lavorabile - Material allowed
n°/h
n°
n°
Min.
Min.
mm.
kg
si
kW
kWh/h
Potenza elettrica Metano Propano
Potenza elettrica Metano Propano
15 lastre/h15 slabs/h
15
25
60’
100’
3300x2200x40
1200 kg
200
67
43 kW 20,64 mc/h18.09 kg/h
21,5 kWh/h 4,3 m3/h3.5 kg/h
Tutti (travertine stuccato) - Any
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
*Su richiesta max. dimensioni lastra – On demand max dimensions slabs: mm. 3.800 x 2.200 x 40 *Disponibile sistema di riscaldamento a gas o elettrico – On demand gas heating system or electric heating system
Asciugatura omogenea del materiale e corretta catalizzazione
della resina
Grazie alla efficiente distribuzione dell’aria e alla speciale
suddivisone in due camere del forno
Bassi consumi e qualità costante di lavorazione
Grazie all’ottima coibentazione ed ai materiali costruttivi di prima
qualità
Capacità produttiva: dalle 10l/h alle 20l/h
Grazie alle versioni: SMART 30, SMART 40, SMART 45, SMART 60
Materiale caricato direttamente su barella e possibilità di
carico automatico "a macchia aperta".
Ridotti spazi d'ingombro
Complete drying and correct oven curing process
Thanks to the perfect air propagation system, together with the
subdivision of the oven in two separate rooms
Low consumption with constant working quality
Thanks to the optimal heat insulation realized with first quality
materials
Working capacity: from 10 slabs/hour to 20 slabs/hour
Thanks to the versions: SMART 30, SMART 40, SMART 45,
SMART 60
Material directly loaded onto tray and the possibility of
"book match" process
Reduced occupied space
LINEE SMART 40 CON CARICO / SCARICO MATCH 54 CS / SMART 40 LINE WITH MATCH 54 CS LOADER / UNLOADER
SMART LINE MAIN FEATURES:LINEE SMART CARATTERISTICHE PRINCIPALI:
CAPACITÀ PRODUTTIVA: da 10 a 15 lastre/ora PRODUCTION CAPACITY: from 10 to 20 slabs/h

LINEA STATIC 30+45 CON MATCH 54 C AL CARICO E CARRELLO DI SCARICO AUTOMATICO SAT, RESINATRICE AUTOMATICA, ACCUMULATORE SEI LASTRE E PULISCI GOCCE - DISPOSIZIONE A "U" DELLA LINEA STATIC LINE 30+45 WITH MATCH 54 C LOADER AND SAT AUTOMATIC UNLOADER TRUCK, AUTOMATIC RESIN SPRAYER, MULTISTORAGE FOR SIX SLABS AND DROP RESIN CLEANER - "U" SHAPE LAYOUT
RESIN PLANTS LINE WITH SEPARATED STATIC STOREHOUSES
LINEE DI RESINATURA CON MAGAZZINI STATICI SEPARATI
Capacità produttiva: da 20 a 40 lastre/ora
Questo tipo di linea è caratterizzata dalla presenza di due sili autonomi: un silo per l'asciugatura e l'altro per la catalisi.
Ogni magazzino è equipaggiato con un'unità termica che provvede a distribuire l'aria calda uniformemente sia ai vari piani che lungo la lastra.
L'inserzione-estrazione della barella con la lastra all'interno dei forni avviene attraverso gli ascensori automatici di cui sono rispettivamente dotati i forni.
Le zone di carico e di scarico delle lastre sono servite da macchine diverse e si trovano normalmente alle estremità opposte della linea.
Dal punto di vista della disposizione impiantistica possono essere “in linea”, a “U” o ad “L”.
Production capacity: from 20 to 40 slabs/h
Two separated silos characterize this kind of resin line: one silo dries the slabs and the other one oven curies them.
Each silo is equipped with a thermal unit that uniformly flows the hot air both at various floors and upon the slab. Automatic lift inserts and extracts the trays with the slab inside/out the ovens.
Loading or unloading places can be served by means robots, automatic or semi-automatic tilting tables, placed either same or opposite ends of the line.
The resin plant can be straight line shaped, L shaped or U shaped.
15

LINEA STATIC 30+45 CON MATCH 54 C AL CARICO E CARRELLO DI SCARICO AUTOMATICO SAT, RESINATRICE AUTOMATICA, ACCUMULATORE SEI LASTRE E PULISCI GOCCE - DISPOSIZIONE A "U" DELLA LINEA STATIC LINE 30+45 WITH MATCH 54 C LOADER AND SAT AUTOMATIC UNLOADER TRUCK, AUTOMATIC RESIN SPRAYER, MULTISTORAGE FOR SIX SLABS AND DROP RESIN CLEANER - "U" SHAPE LAYOUT
RESIN PLANTS LINE WITH SEPARATED STATIC STOREHOUSES
LINEE DI RESINATURA CON MAGAZZINI STATICI SEPARATI
Capacità produttiva: da 20 a 40 lastre/ora
Questo tipo di linea è caratterizzata dalla presenza di due sili autonomi: un silo per l'asciugatura e l'altro per la catalisi.
Ogni magazzino è equipaggiato con un'unità termica che provvede a distribuire l'aria calda uniformemente sia ai vari piani che lungo la lastra.
L'inserzione-estrazione della barella con la lastra all'interno dei forni avviene attraverso gli ascensori automatici di cui sono rispettivamente dotati i forni.
Le zone di carico e di scarico delle lastre sono servite da macchine diverse e si trovano normalmente alle estremità opposte della linea.
Dal punto di vista della disposizione impiantistica possono essere “in linea”, a “U” o ad “L”.
Production capacity: from 20 to 40 slabs/h
Two separated silos characterize this kind of resin line: one silo dries the slabs and the other one oven curies them.
Each silo is equipped with a thermal unit that uniformly flows the hot air both at various floors and upon the slab. Automatic lift inserts and extracts the trays with the slab inside/out the ovens.
Loading or unloading places can be served by means robots, automatic or semi-automatic tilting tables, placed either same or opposite ends of the line.
The resin plant can be straight line shaped, L shaped or U shaped.
15

LINEE DI RESINATURA CON MAGAZZINI STATICI SEPARATI RESIN PLANTS LINE WITH SEPARATED STATIC STOREHOUSES
LINEE STATIC 30/45-30/60-40/60-40/80STATIC LINE 30/45-30/60-40/60-40/80
16
LINEA STATIC STANDARD 30+45 CON MATCH 54 C AL CARICO
E CARRELLO AUTOMATICO DISCARICO SAT
STATIC LINE 30+45 WITH MATCH 54 C LOADER AND SAT AUTOMATIC UNLOADER TRUCK
Il magazzino statico è caratterizzato dal fatto che la barella
contenente la lastra è inserita ad un livello o piano del magazzino e
ivi lasciata fino al termine del trattamento termico che, a seconda
della posizione nella linea del magazzino, può essere di
asciugatura della lastra o di polimerizzazione della resina ad essa
applicata.
Il magazzino è equipaggiato con un’unità termica che provvede a
distribuire l’aria calda uniformemente sia ai vari piani che lungo la
lastra.
La potenza dell’unità termica varia in funzione del numero di piani
sia in funzione della destinazione d’uso del magazzino (asciugatura
lastre o polimerizzazione resina).
The static store is characterised by the fact that the frame
containing the slab is inserted at a level or floor of the store
and is left there until the end of the thermal treatment that,
according to the position in the line, may be drying of the
slab or polymerisation of the resin applied to it. The store is
equipped with a thermal unit that distributes hot air in a
balanced way to the various floors as well as along the slab.
The power of the thermal unit varies according to the number
of floors and also according to the use of the store (drying of
slabs or polymerisation of the resin).
17
Max. Produzione (trattamento una faccia)Max Production (one face treatment)
Capacità forno di asciugatura - Drying store capacity
Capacità forno catalisi - Hardening store capacity
Tempo di permanenza nel forno di asciugatura Time of permanence in drying store
Tempo di permanenza nel forno di catalisiTime of permanence in hardening store
Max. dimensioni lastra - Max slab dimensions *
Max. peso lastra - Max slab Weight
Processo macchia aperta – open book
Potenza elettrica totale istallata * (con sistema di riscaldamento elettrico)Total electric power installed
Consumo medio orario KW (con sistema di riscaldamento elettrico) Medium hourly consumption
Potenza totale istallata * (con sistema di riscaldamento a gas)Total power installed
Consumo medio orario (con sistema di riscaldamento a gas) Medium hourly consumption
Materiale lavorabile - Material allowed
n°/h
n°
n°
Min.
Min.
mm.
kg
si
kW
kWh/h
Potenza elettrica Metano Propano
Potenza elettrica Metano Propano
30 lastre/h30 slabs/h
30
45
60’
90’
3300x2200x40
1200 kg
231
78
51 kW 30,84 mc/h29.09 kg/h
26 kWh/h 8,71 m3/h7.26 kg/h
Tutti (travertine stuccato) - Any
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
*Su richiesta max. dimensioni lastra – On demand max dimensions slabs: mm. 3.800 x 2.200 x 40 *Disponibile sistema di riscaldamento a gas o elettrico – On demand gas heating system or electric heating system
LINEA DI RESINATURA STATICA STANDARD 30+45 CON MATCH 54 C AL CARICO E CARRELLO AUTOMATICO DISCARICO SAT
Asciugatura omogenea del materiale e corretta
catalizzazione della resina
Grazie alla efficiente distribuzione dell’aria sia nel magazzino di
asciugatura sia nel magazzino di catalisi.
Bassi consumi e qualità costante di lavorazione
Grazie all’ottima coibentazione ed ai materiali costruttivi di
prima qualità
Capacità produttiva: dalle 20 l/h alle 60 l/h
Grazie alle versioni: STATIC 30/45 STATIC 30/60 STATIC 40/60
STATIC 40/80
Materiale caricato direttamente su barella e possibilità di
carico automatico "a macchia aperta".
Ridotti spazi d'ingombro rispetto alla elevata produttività
Complete drying and correct oven curing process
Thanks to the perfect air propagation system, together with the
subdivision of the oven in two separate rooms
Low consumption with constant working quality
Thanks to the optimal heat insulation realized with first quality
materials
Working capacity: from 20 slabs/hour to 60 slabs/hour
Thanks to the versions: STATIC 30/45 STATIC 30/60 STATIC
40/60 STATIC 40/80
Material directly loadied onto tray and the possibility of
"book match" process
Reduced occupied space and hight working capacity
STATIC LINE MAIN FEATURES:LINEE STATIC CARATTERISTICHE PRINCIPALI:
STATIC LINE 30+45 WITH MATCH 54 C LOADER AND SAT AUTOMATIC UNLOADER TRUCK
CAPACITÀ PRODUTTIVA: da 20 a 60 lastre/ora PRODUCTION CAPACITY: from 20 to 60 slabs/h

LINEE DI RESINATURA CON MAGAZZINI STATICI SEPARATI RESIN PLANTS LINE WITH SEPARATED STATIC STOREHOUSES
LINEE STATIC 30/45-30/60-40/60-40/80STATIC LINE 30/45-30/60-40/60-40/80
16
LINEA STATIC STANDARD 30+45 CON MATCH 54 C AL CARICO
E CARRELLO AUTOMATICO DISCARICO SAT
STATIC LINE 30+45 WITH MATCH 54 C LOADER AND SAT AUTOMATIC UNLOADER TRUCK
Il magazzino statico è caratterizzato dal fatto che la barella
contenente la lastra è inserita ad un livello o piano del magazzino e
ivi lasciata fino al termine del trattamento termico che, a seconda
della posizione nella linea del magazzino, può essere di
asciugatura della lastra o di polimerizzazione della resina ad essa
applicata.
Il magazzino è equipaggiato con un’unità termica che provvede a
distribuire l’aria calda uniformemente sia ai vari piani che lungo la
lastra.
La potenza dell’unità termica varia in funzione del numero di piani
sia in funzione della destinazione d’uso del magazzino (asciugatura
lastre o polimerizzazione resina).
The static store is characterised by the fact that the frame
containing the slab is inserted at a level or floor of the store
and is left there until the end of the thermal treatment that,
according to the position in the line, may be drying of the
slab or polymerisation of the resin applied to it. The store is
equipped with a thermal unit that distributes hot air in a
balanced way to the various floors as well as along the slab.
The power of the thermal unit varies according to the number
of floors and also according to the use of the store (drying of
slabs or polymerisation of the resin).
17
Max. Produzione (trattamento una faccia)Max Production (one face treatment)
Capacità forno di asciugatura - Drying store capacity
Capacità forno catalisi - Hardening store capacity
Tempo di permanenza nel forno di asciugatura Time of permanence in drying store
Tempo di permanenza nel forno di catalisiTime of permanence in hardening store
Max. dimensioni lastra - Max slab dimensions *
Max. peso lastra - Max slab Weight
Processo macchia aperta – open book
Potenza elettrica totale istallata * (con sistema di riscaldamento elettrico)Total electric power installed
Consumo medio orario KW (con sistema di riscaldamento elettrico) Medium hourly consumption
Potenza totale istallata * (con sistema di riscaldamento a gas)Total power installed
Consumo medio orario (con sistema di riscaldamento a gas) Medium hourly consumption
Materiale lavorabile - Material allowed
n°/h
n°
n°
Min.
Min.
mm.
kg
si
kW
kWh/h
Potenza elettrica Metano Propano
Potenza elettrica Metano Propano
30 lastre/h30 slabs/h
30
45
60’
90’
3300x2200x40
1200 kg
231
78
51 kW 30,84 mc/h29.09 kg/h
26 kWh/h 8,71 m3/h7.26 kg/h
Tutti (travertine stuccato) - Any
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
*Su richiesta max. dimensioni lastra – On demand max dimensions slabs: mm. 3.800 x 2.200 x 40 *Disponibile sistema di riscaldamento a gas o elettrico – On demand gas heating system or electric heating system
LINEA DI RESINATURA STATICA STANDARD 30+45 CON MATCH 54 C AL CARICO E CARRELLO AUTOMATICO DISCARICO SAT
Asciugatura omogenea del materiale e corretta
catalizzazione della resina
Grazie alla efficiente distribuzione dell’aria sia nel magazzino di
asciugatura sia nel magazzino di catalisi.
Bassi consumi e qualità costante di lavorazione
Grazie all’ottima coibentazione ed ai materiali costruttivi di
prima qualità
Capacità produttiva: dalle 20 l/h alle 60 l/h
Grazie alle versioni: STATIC 30/45 STATIC 30/60 STATIC 40/60
STATIC 40/80
Materiale caricato direttamente su barella e possibilità di
carico automatico "a macchia aperta".
Ridotti spazi d'ingombro rispetto alla elevata produttività
Complete drying and correct oven curing process
Thanks to the perfect air propagation system, together with the
subdivision of the oven in two separate rooms
Low consumption with constant working quality
Thanks to the optimal heat insulation realized with first quality
materials
Working capacity: from 20 slabs/hour to 60 slabs/hour
Thanks to the versions: STATIC 30/45 STATIC 30/60 STATIC
40/60 STATIC 40/80
Material directly loadied onto tray and the possibility of
"book match" process
Reduced occupied space and hight working capacity
STATIC LINE MAIN FEATURES:LINEE STATIC CARATTERISTICHE PRINCIPALI:
STATIC LINE 30+45 WITH MATCH 54 C LOADER AND SAT AUTOMATIC UNLOADER TRUCK
CAPACITÀ PRODUTTIVA: da 20 a 60 lastre/ora PRODUCTION CAPACITY: from 20 to 60 slabs/h

LINEA CYCLIC 40+60 CON MATCH 54 C E CARRELLO DI SCARICO AUTOMATICO SAT CON ACCUMULATORE PER SEI LASTRECYCLIC LINE 40+60 WITH MATCH 54 C LOADER AND SAT AUTOMATIC UNLOADER TRUCK WITH MULTISTORAGE FOR SIX SLABS
19
RESIN LINE WITH CYCLIC STOREHOUSES
LINEE DI RESINATURA CON MAGAZZINI CICLICI
Capacità produttiva: da 30 a 70 lastre/ora
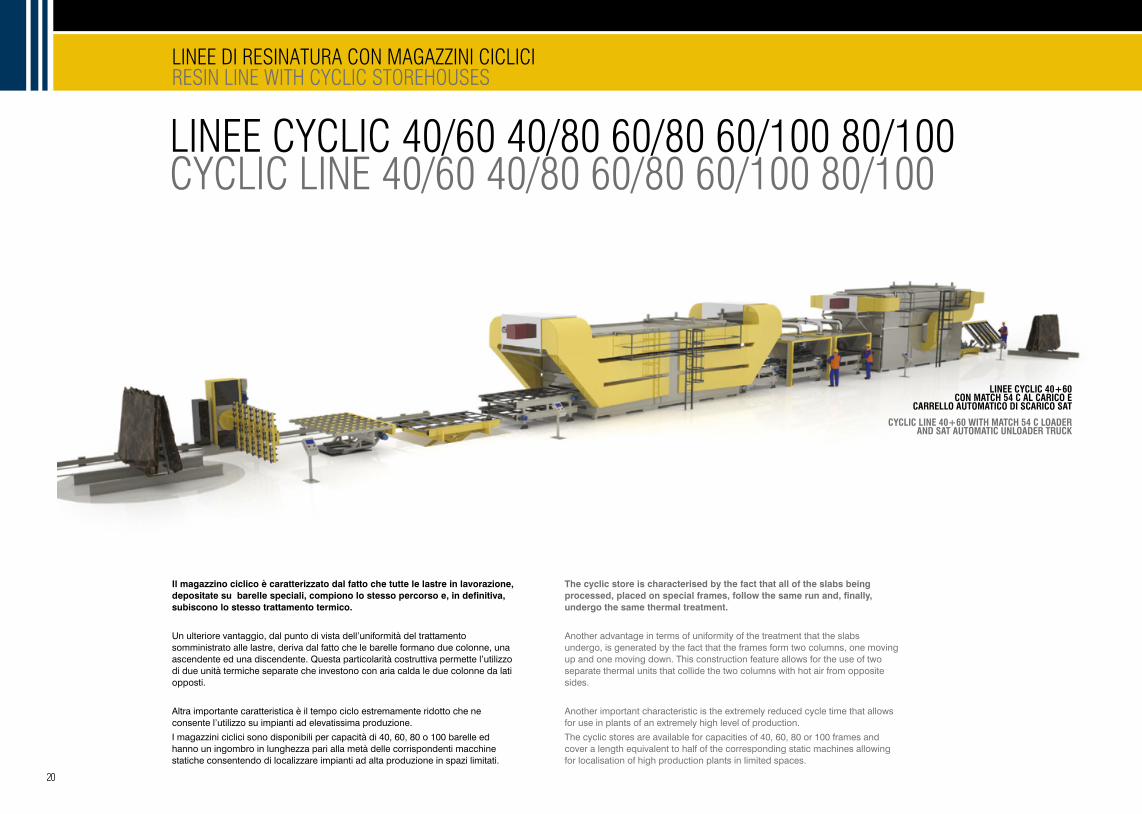
Sono impianti in cui i magazzini di asciugatura e di polimerizzazione sono separati. Nel magazzino ciclico le lastre in lavorazione, depositate su barelle speciali, si muovono all’interno del forno senza l’ausilio di ascensore, compiendo lo stesso percorso “ciclico” e subendo lo stesso trattamento termico. Ogni silo è composto da due colonne di barelle: una ascendente e l’altra discendente.
Ogni silo è inoltre dotato di due unità termiche separate che investono con aria calda le due colonne da lati opposti. I magazzini ciclici consentono il migliore trattamento termico visto che ogni lastra compie il medesimo tragitto all’interno dei forni. Nonostante ingombri di linea ridotti, la capacità produttiva risulta molto elevata. La produzione ottenibile varia da 40 a 70 lastre/h. Dal punto di vista della disposizione impiantistica possono essere “in linea”, a “U” o ad “L”.
I magazzini ciclici sono disponibili per capacità di 40, 60, 80 o 100 barelle ed hanno un ingombro in lunghezza pari alla metà delle corrispondenti macchine statiche consentendo di localizzare impianti ad alta produzione in spazi limitati.
Production capacity: from 30 to 70 slabs/h
Drying and catalysis storehouses are separated. Each slabs, inside a cyclic store, laid onto special trays, moves cyclically without any lift receiving the same thermal treatment. Each store consists of two columns with trays, the first column uplifts the trays while the second one moves down them.
Each store has got two separated thermal units producing and flowing hot air from opposite sides inside the columns. Cyclic stores offer the better thermal treatment since every slab moves along the same run inside the store. Even if this line has not big dimensions its capacity results very high. Also this resin plant can be straight line shaped, L shaped or U shaped. Production can vary from 40 to 70 slabs per hour.
Cyclic storehouses equipped with capacity of 40, 60 ,80 and 100 trays for stone slabs are available. These kind of stores have got half dimensions about length compared to the static stores with the same production capacity.

LINEA CYCLIC 40+60 CON MATCH 54 C E CARRELLO DI SCARICO AUTOMATICO SAT CON ACCUMULATORE PER SEI LASTRECYCLIC LINE 40+60 WITH MATCH 54 C LOADER AND SAT AUTOMATIC UNLOADER TRUCK WITH MULTISTORAGE FOR SIX SLABS
19
RESIN LINE WITH CYCLIC STOREHOUSES
LINEE DI RESINATURA CON MAGAZZINI CICLICI
Capacità produttiva: da 30 a 70 lastre/ora
Sono impianti in cui i magazzini di asciugatura e di polimerizzazione sono separati. Nel magazzino ciclico le lastre in lavorazione, depositate su barelle speciali, si muovono all’interno del forno senza l’ausilio di ascensore, compiendo lo stesso percorso “ciclico” e subendo lo stesso trattamento termico. Ogni silo è composto da due colonne di barelle: una ascendente e l’altra discendente.
Ogni silo è inoltre dotato di due unità termiche separate che investono con aria calda le due colonne da lati opposti. I magazzini ciclici consentono il migliore trattamento termico visto che ogni lastra compie il medesimo tragitto all’interno dei forni. Nonostante ingombri di linea ridotti, la capacità produttiva risulta molto elevata. La produzione ottenibile varia da 40 a 70 lastre/h. Dal punto di vista della disposizione impiantistica possono essere “in linea”, a “U” o ad “L”.
I magazzini ciclici sono disponibili per capacità di 40, 60, 80 o 100 barelle ed hanno un ingombro in lunghezza pari alla metà delle corrispondenti macchine statiche consentendo di localizzare impianti ad alta produzione in spazi limitati.
Production capacity: from 30 to 70 slabs/h
Drying and catalysis storehouses are separated. Each slabs, inside a cyclic store, laid onto special trays, moves cyclically without any lift receiving the same thermal treatment. Each store consists of two columns with trays, the first column uplifts the trays while the second one moves down them.
Each store has got two separated thermal units producing and flowing hot air from opposite sides inside the columns. Cyclic stores offer the better thermal treatment since every slab moves along the same run inside the store. Even if this line has not big dimensions its capacity results very high. Also this resin plant can be straight line shaped, L shaped or U shaped. Production can vary from 40 to 70 slabs per hour.
Cyclic storehouses equipped with capacity of 40, 60 ,80 and 100 trays for stone slabs are available. These kind of stores have got half dimensions about length compared to the static stores with the same production capacity.
LINEE DI RESINATURA CON MAGAZZINI CICLICIRESIN LINE WITH CYCLIC STOREHOUSES
LINEE CYCLIC 40/60 40/80 60/80 60/100 80/100CYCLIC LINE 40/60 40/80 60/80 60/100 80/100
20
LINEE CYCLIC 40+60 CON MATCH 54 C AL CARICO E
CARRELLO AUTOMATICO DI SCARICO SAT
CYCLIC LINE 40+60 WITH MATCH 54 C LOADERAND SAT AUTOMATIC UNLOADER TRUCK
Il magazzino ciclico è caratterizzato dal fatto che tutte le lastre in lavorazione,
depositate su barelle speciali, compiono lo stesso percorso e, in definitiva,
subiscono lo stesso trattamento termico.
Un ulteriore vantaggio, dal punto di vista dell’uniformità del trattamento
somministrato alle lastre, deriva dal fatto che le barelle formano due colonne, una
ascendente ed una discendente. Questa particolarità costruttiva permette l’utilizzo
di due unità termiche separate che investono con aria calda le due colonne da lati
opposti.
Altra importante caratteristica è il tempo ciclo estremamente ridotto che ne
consente l’utilizzo su impianti ad elevatissima produzione.
I magazzini ciclici sono disponibili per capacità di 40, 60, 80 o 100 barelle ed
hanno un ingombro in lunghezza pari alla metà delle corrispondenti macchine
statiche consentendo di localizzare impianti ad alta produzione in spazi limitati.
The cyclic store is characterised by the fact that all of the slabs being
processed, placed on special frames, follow the same run and, finally,
undergo the same thermal treatment.
Another advantage in terms of uniformity of the treatment that the slabs
undergo, is generated by the fact that the frames form two columns, one moving
up and one moving down. This construction feature allows for the use of two
separate thermal units that collide the two columns with hot air from opposite
sides.
Another important characteristic is the extremely reduced cycle time that allows
for use in plants of an extremely high level of production.
The cyclic stores are available for capacities of 40, 60, 80 or 100 frames and
cover a length equivalent to half of the corresponding static machines allowing
for localisation of high production plants in limited spaces.
21
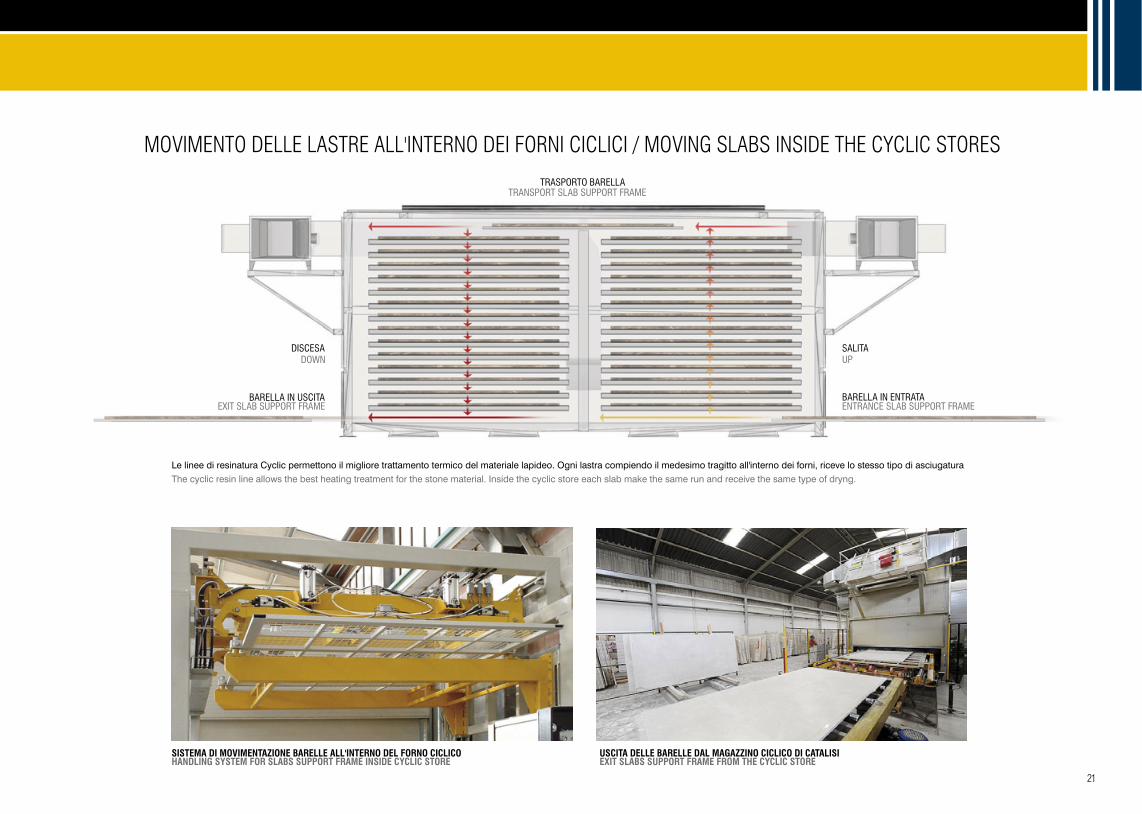
MOVIMENTO DELLE LASTRE ALL'INTERNO DEI FORNI CICLICI / MOVING SLABS INSIDE THE CYCLIC STORES
Le linee di resinatura Cyclic permettono il migliore trattamento termico del materiale lapideo. Ogni lastra compiendo il medesimo tragitto all'interno dei forni, riceve lo stesso tipo di asciugatura
The cyclic resin line allows the best heating treatment for the stone material. Inside the cyclic store each slab make the same run and receive the same type of dryng.
SISTEMA DI MOVIMENTAZIONE BARELLE ALL'INTERNO DEL FORNO CICLICO HANDLING SYSTEM FOR SLABS SUPPORT FRAME INSIDE CYCLIC STORE
USCITA DELLE BARELLE DAL MAGAZZINO CICLICO DI CATALISIEXIT SLABS SUPPORT FRAME FROM THE CYCLIC STORE
TRANSPORT SLAB SUPPORT FRAMETRASPORTO BARELLA
DOWNDISCESA
UPSALITA
EXIT SLAB SUPPORT FRAME BARELLA IN USCITA
ENTRANCE SLAB SUPPORT FRAMEBARELLA IN ENTRATA
LINEE DI RESINATURA CON MAGAZZINI CICLICIRESIN LINE WITH CYCLIC STOREHOUSES
LINEE CYCLIC 40/60 40/80 60/80 60/100 80/100CYCLIC LINE 40/60 40/80 60/80 60/100 80/100
20
LINEE CYCLIC 40+60 CON MATCH 54 C AL CARICO E
CARRELLO AUTOMATICO DI SCARICO SAT
CYCLIC LINE 40+60 WITH MATCH 54 C LOADERAND SAT AUTOMATIC UNLOADER TRUCK
Il magazzino ciclico è caratterizzato dal fatto che tutte le lastre in lavorazione,
depositate su barelle speciali, compiono lo stesso percorso e, in definitiva,
subiscono lo stesso trattamento termico.
Un ulteriore vantaggio, dal punto di vista dell’uniformità del trattamento
somministrato alle lastre, deriva dal fatto che le barelle formano due colonne, una
ascendente ed una discendente. Questa particolarità costruttiva permette l’utilizzo
di due unità termiche separate che investono con aria calda le due colonne da lati
opposti.
Altra importante caratteristica è il tempo ciclo estremamente ridotto che ne
consente l’utilizzo su impianti ad elevatissima produzione.
I magazzini ciclici sono disponibili per capacità di 40, 60, 80 o 100 barelle ed
hanno un ingombro in lunghezza pari alla metà delle corrispondenti macchine
statiche consentendo di localizzare impianti ad alta produzione in spazi limitati.
The cyclic store is characterised by the fact that all of the slabs being
processed, placed on special frames, follow the same run and, finally,
undergo the same thermal treatment.
Another advantage in terms of uniformity of the treatment that the slabs
undergo, is generated by the fact that the frames form two columns, one moving
up and one moving down. This construction feature allows for the use of two
separate thermal units that collide the two columns with hot air from opposite
sides.
Another important characteristic is the extremely reduced cycle time that allows
for use in plants of an extremely high level of production.
The cyclic stores are available for capacities of 40, 60, 80 or 100 frames and
cover a length equivalent to half of the corresponding static machines allowing
for localisation of high production plants in limited spaces.
21
MOVIMENTO DELLE LASTRE ALL'INTERNO DEI FORNI CICLICI / MOVING SLABS INSIDE THE CYCLIC STORES
Le linee di resinatura Cyclic permettono il migliore trattamento termico del materiale lapideo. Ogni lastra compiendo il medesimo tragitto all'interno dei forni, riceve lo stesso tipo di asciugatura
The cyclic resin line allows the best heating treatment for the stone material. Inside the cyclic store each slab make the same run and receive the same type of dryng.
SISTEMA DI MOVIMENTAZIONE BARELLE ALL'INTERNO DEL FORNO CICLICO HANDLING SYSTEM FOR SLABS SUPPORT FRAME INSIDE CYCLIC STORE
USCITA DELLE BARELLE DAL MAGAZZINO CICLICO DI CATALISIEXIT SLABS SUPPORT FRAME FROM THE CYCLIC STORE
TRANSPORT SLAB SUPPORT FRAMETRASPORTO BARELLA
DOWNDISCESA
UPSALITA
EXIT SLAB SUPPORT FRAME BARELLA IN USCITA
ENTRANCE SLAB SUPPORT FRAMEBARELLA IN ENTRATA

Massima qualità ed omogeneità di asciugatura
Grazie al movimento ciclico delle barelle all'interno dei forni
Capacità produttiva molto elevata: dalle 30 l/h alle 70 l/h.
Grazie alle versioni: Linea Cyclic 40/60, Linea Cyclic 40/80, Linea Cyclic 60/80, Linea Cyclic 60/100 e Linea Cyclic 80/100
Ingombri ridotti in relazione all'alta capacità produttiva
Velocità ed efficenza di produzione
Max. Produzione (trattamento una faccia)Max Production (one face treatment)
Capacità forno di asciugatura - Drying store capacity
Capacità forno catalisi - Hardening store capacity
Tempo di permanenza nel forno di asciugatura Time of permanence in drying store
Tempo di permanenza nel forno di catalisiTime of permanence in hardening store
Max. dimensioni lastra - Max slab dimensions *
Max. peso lastra - Max slab Weight
Processo macchia aperta – open book
Potenza elettrica totale istallata * (con sistema di riscaldamento elettrico)Total electric power installed
Consumo medio orario KW (con sistema di riscaldamento elettrico) Medium hourly consumption
Potenza totale istallata * (con sistema di riscaldamento a gas)Total power installed
Consumo medio orario (con sistema di riscaldamento a gas) Medium hourly consumption
Materiale lavorabile - Material allowed
n°/h
n°
n°
Min.
Min.
mm.
kg
si
kW
kWh/h
Potenza elettrica Metano Propano
Potenza elettrica Metano Propano
40 lastre/ h40 slabs / h
40
60
60’
90’
3300x2200x40
1200 kg
321
107
51 kW 38,84 m3/h 33.09 kg/h
26 kWh/h 10,71 m3/h9.26 kg/h
Tutti (travertine stuccato) - Any
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
*Su richiesta max. dimensioni lastra – On demand max dimensions slabs: mm. 3.800 x 2.200 x 40 *Disponibile sistema di riscaldamento a gas o elettrico – On demand gas heating system or electric heating system
Complete drying and correct oven curing process
Thanks to the perfect air propagation system, together with the subdivision of the oven in two separately rooms
High working capacity: from 30 slabs/hour to 70 slabs/hour
Thanks to the versions: Cyclic Line 40/60, Cyclic Line 40/80, Cyclic Line 60/80, Cyclic Line 60/100 e Cyclic Line 80/100
Material directly loading onto tray and the possibility of "book match".
Reduced size in relation to the high working capacity
High speed and working efficency
LINEA DI RESINATURA CICLICA STANDARD 40+60 CON MATCH 54 C AL CARICO E CARRELLO AUTOMATICO DI SCARICO SAT
LINEE DI RESINATURA CON MAGAZZINI CICLICIRESIN LINE WITH CYCLIC STOREHOUSES
CYCLIC LINE MAIN FEATURES:
LINEE CYCLIC CARATTERISTICHE PRINCIPALI:
22
CYCLIC LINE 40+60 WITH MATCH 54 C LOADER AND SAT AUTOMATIC UNLOADER TRUCK
VENTILATION INSIDE PROMETECOVENS
VENTILAZIONI ALL’INTERNO DEI FORNI PROMETEC
Tutte le tipologie di forni Prometec sono costruiti con materiali di prima qualità.
Grazie alla ottima coibentazione che permette una bassa dispersione termica, il consumo di energia è ridotto al minimo. Le aerodinamiche cappe di distribuzione, marchio di fabbrica Prometec, sono state studiate in modo da garantire una più alta velocità dell’aria a parità di potenza installata. La particolare suddivisone interna delle pareti dei forni, con feritoie poste all’altezza di ogni lastra, permette di distribuire l’aria calda uniformemente sia ai vari piani che lungo il materiale.
Ogni forno Prometec, sia di asciugatura che di catalisi, è inoltre dotato di estrattore di umidità che controlla il grado di umidità che si genera all’interno dei forni e lo mantiene sotto controllo
All Prometec storehouses-ovens are manufactured with prime materials.
A better insulating system gets a lower loss of heat such as low power consumption. Our air distribution hoods (a characteristic Prometec device) have been designed to obtain a faster and more uniform flow of the air with the same installed power. The internal walls of the storehouse have got particular slits, placed at the same height where the slabs will lay, this allows to homogeneously flow the hot air both towards the platforms and along the stone material.
Each Prometec oven, both drying and hardening type, is equipped with a humidity/vapor extractor which checks the level of humidity keeping it constant.
EFFICIENZA E BASSI CONSUMI EFFICIENCY AND LOW CONSUMPTION
Visione frontaleFrontal view
Visione dall'altoTop view
FORNI PROMETECPROMETEC STORES
MAGAZZINO LASTRESLABS STORE
ARIA CALDAWARM AIR
RESISTENZA ELETTRICAELECTRIC RESISTANCE
RACCORDO ANTIVIBRAZIONEANTIVIBRATING JOINT
MOTORE ELETTRICOELECTRIC MOTOR
VENTILATORE CENTRIFUGOCENTRIFUGAL FAN
ARIA FREDDACOLD AIR 23

Massima qualità ed omogeneità di asciugatura
Grazie al movimento ciclico delle barelle all'interno dei forni
Capacità produttiva molto elevata: dalle 30 l/h alle 70 l/h.
Grazie alle versioni: Linea Cyclic 40/60, Linea Cyclic 40/80, Linea Cyclic 60/80, Linea Cyclic 60/100 e Linea Cyclic 80/100
Ingombri ridotti in relazione all'alta capacità produttiva
Velocità ed efficenza di produzione
Max. Produzione (trattamento una faccia)Max Production (one face treatment)
Capacità forno di asciugatura - Drying store capacity
Capacità forno catalisi - Hardening store capacity
Tempo di permanenza nel forno di asciugatura Time of permanence in drying store
Tempo di permanenza nel forno di catalisiTime of permanence in hardening store
Max. dimensioni lastra - Max slab dimensions *
Max. peso lastra - Max slab Weight
Processo macchia aperta – open book
Potenza elettrica totale istallata * (con sistema di riscaldamento elettrico)Total electric power installed
Consumo medio orario KW (con sistema di riscaldamento elettrico) Medium hourly consumption
Potenza totale istallata * (con sistema di riscaldamento a gas)Total power installed
Consumo medio orario (con sistema di riscaldamento a gas) Medium hourly consumption
Materiale lavorabile - Material allowed
n°/h
n°
n°
Min.
Min.
mm.
kg
si
kW
kWh/h
Potenza elettrica Metano Propano
Potenza elettrica Metano Propano
40 lastre/ h40 slabs / h
40
60
60’
90’
3300x2200x40
1200 kg
321
107
51 kW 38,84 m3/h 33.09 kg/h
26 kWh/h 10,71 m3/h9.26 kg/h
Tutti (travertine stuccato) - Any
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
*Su richiesta max. dimensioni lastra – On demand max dimensions slabs: mm. 3.800 x 2.200 x 40 *Disponibile sistema di riscaldamento a gas o elettrico – On demand gas heating system or electric heating system
Complete drying and correct oven curing process
Thanks to the perfect air propagation system, together with the subdivision of the oven in two separately rooms
High working capacity: from 30 slabs/hour to 70 slabs/hour
Thanks to the versions: Cyclic Line 40/60, Cyclic Line 40/80, Cyclic Line 60/80, Cyclic Line 60/100 e Cyclic Line 80/100
Material directly loading onto tray and the possibility of "book match".
Reduced size in relation to the high working capacity
High speed and working efficency
LINEA DI RESINATURA CICLICA STANDARD 40+60 CON MATCH 54 C AL CARICO E CARRELLO AUTOMATICO DI SCARICO SAT
LINEE DI RESINATURA CON MAGAZZINI CICLICIRESIN LINE WITH CYCLIC STOREHOUSES
CYCLIC LINE MAIN FEATURES:
LINEE CYCLIC CARATTERISTICHE PRINCIPALI:
22
CYCLIC LINE 40+60 WITH MATCH 54 C LOADER AND SAT AUTOMATIC UNLOADER TRUCK
VENTILATION INSIDE PROMETECOVENS
VENTILAZIONI ALL’INTERNO DEI FORNI PROMETEC
Tutte le tipologie di forni Prometec sono costruiti con materiali di prima qualità.
Grazie alla ottima coibentazione che permette una bassa dispersione termica, il consumo di energia è ridotto al minimo. Le aerodinamiche cappe di distribuzione, marchio di fabbrica Prometec, sono state studiate in modo da garantire una più alta velocità dell’aria a parità di potenza installata. La particolare suddivisone interna delle pareti dei forni, con feritoie poste all’altezza di ogni lastra, permette di distribuire l’aria calda uniformemente sia ai vari piani che lungo il materiale.
Ogni forno Prometec, sia di asciugatura che di catalisi, è inoltre dotato di estrattore di umidità che controlla il grado di umidità che si genera all’interno dei forni e lo mantiene sotto controllo
All Prometec storehouses-ovens are manufactured with prime materials.
A better insulating system gets a lower loss of heat such as low power consumption. Our air distribution hoods (a characteristic Prometec device) have been designed to obtain a faster and more uniform flow of the air with the same installed power. The internal walls of the storehouse have got particular slits, placed at the same height where the slabs will lay, this allows to homogeneously flow the hot air both towards the platforms and along the stone material.
Each Prometec oven, both drying and hardening type, is equipped with a humidity/vapor extractor which checks the level of humidity keeping it constant.
EFFICIENZA E BASSI CONSUMI EFFICIENCY AND LOW CONSUMPTION
Visione frontaleFrontal view
Visione dall'altoTop view
FORNI PROMETECPROMETEC STORES
MAGAZZINO LASTRESLABS STORE
ARIA CALDAWARM AIR
RESISTENZA ELETTRICAELECTRIC RESISTANCE
RACCORDO ANTIVIBRAZIONEANTIVIBRATING JOINT
MOTORE ELETTRICOELECTRIC MOTOR
VENTILATORE CENTRIFUGOCENTRIFUGAL FAN
ARIA FREDDACOLD AIR 23
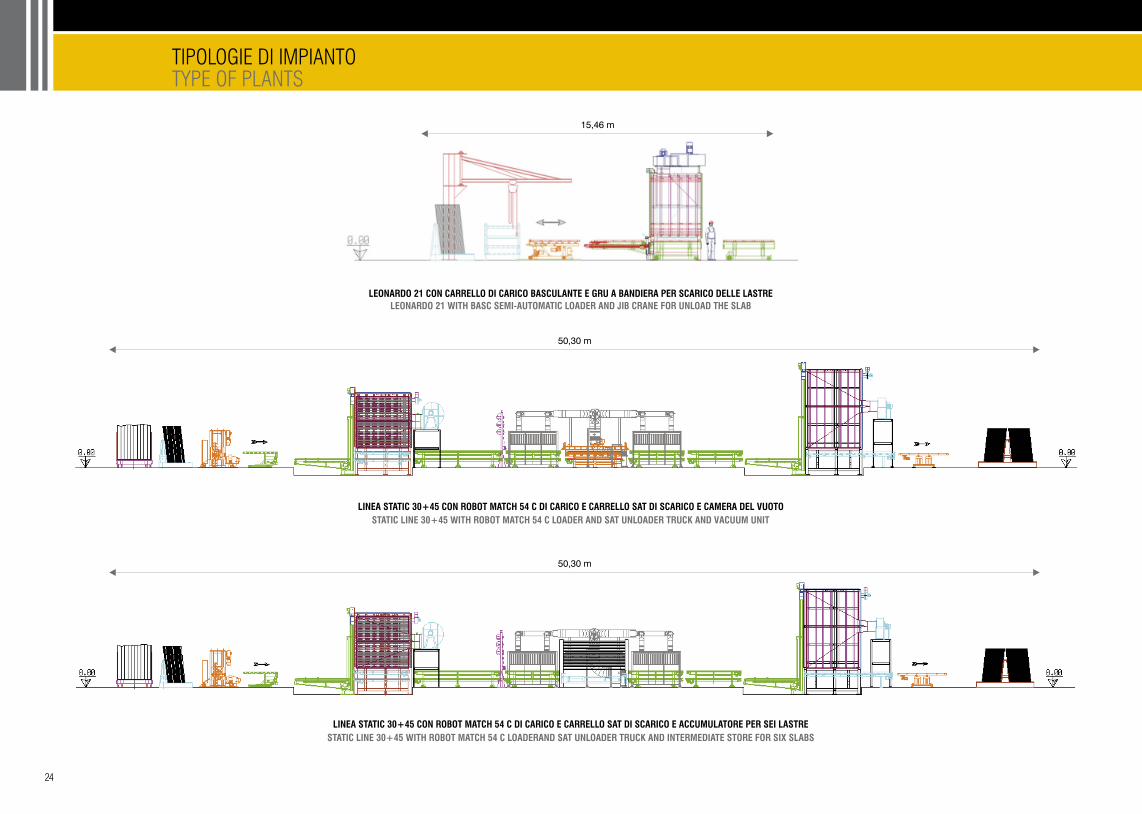
24
LEONARDO 21 CON CARRELLO DI CARICO BASCULANTE E GRU A BANDIERA PER SCARICO DELLE LASTRE
LEONARDO 21 WITH BASC SEMI-AUTOMATIC LOADER AND JIB CRANE FOR UNLOAD THE SLAB
TIPOLOGIE DI IMPIANTOTYPE OF PLANTS
15,46 m
50,30 m
50,30 m
25
LINEA SMART 40 CON ROBOT MATCH 54 CS COLONNA ALTA E ACCUMULATORE PER SEI LASTRE
SMART LINE 40 WITH ROBOT MATCH 54 CS TALL COLUMN WITH INTERMEDIATE STORE FOR SIX SLABS
LINEA SMART 40 CON ROBOT MATCH 54 CS COLONNA ALTA E CAMERA DEL VUOTO
SMART LINE 40 WITH ROBOT MATCH 54 CS TALL COLUMN WITH VACUUM UNIT
LINEA CYCLIC 40+60 CON ROBOT MATCH 54 C DI CARICO E CARRELLO SAT DI SCARICO, RESINATRICE AUTOMATICA E ACCUMULATORE PER DIECI LASTRE
CYCLIC LINE 40+60 WITH ROBOT MATCH 54 C LOADER AND SAT UNLOADER TRUCK , AUTOMATIC RESIN SPRAYER AND INTERMEDIATE STORE FOR TEN SLABS
LINEA CYCLIC 60+80+80 CON ROBOT MATCH 54 C DI CARICO E CARRELLO SAT DI SCARICO, RIBALTATORE A BOTTE E ACCUMULATORE PER DIECI LASTRE
CYCLIC LINE 60+80+80 WITH ROBOT MATCH 54 C LOADER AND SAT UNLOADER TRUCK , ROTATING SLABS MACHINES AND INTERMEDIATE FOR TEN SLABS
32,37 m 32,37 m
74,17 m
74,70 m
LINEA STATIC 30+45 CON ROBOT MATCH 54 C DI CARICO E CARRELLO SAT DI SCARICO E ACCUMULATORE PER SEI LASTRE
STATIC LINE 30+45 WITH ROBOT MATCH 54 C LOADERAND SAT UNLOADER TRUCK AND INTERMEDIATE STORE FOR SIX SLABS
LINEA STATIC 30+45 CON ROBOT MATCH 54 C DI CARICO E CARRELLO SAT DI SCARICO E CAMERA DEL VUOTO
STATIC LINE 30+45 WITH ROBOT MATCH 54 C LOADER AND SAT UNLOADER TRUCK AND VACUUM UNIT
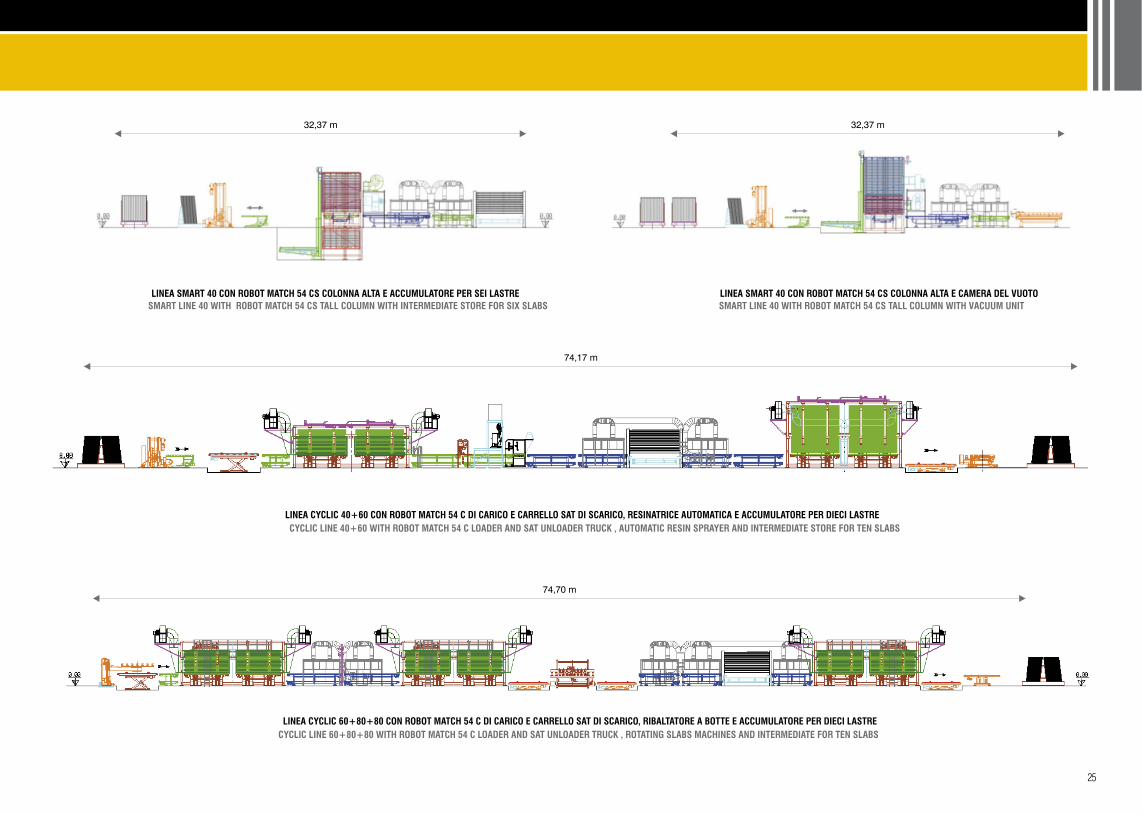
24
LEONARDO 21 CON CARRELLO DI CARICO BASCULANTE E GRU A BANDIERA PER SCARICO DELLE LASTRE
LEONARDO 21 WITH BASC SEMI-AUTOMATIC LOADER AND JIB CRANE FOR UNLOAD THE SLAB
TIPOLOGIE DI IMPIANTOTYPE OF PLANTS
15,46 m
50,30 m
50,30 m
25
LINEA SMART 40 CON ROBOT MATCH 54 CS COLONNA ALTA E ACCUMULATORE PER SEI LASTRE
SMART LINE 40 WITH ROBOT MATCH 54 CS TALL COLUMN WITH INTERMEDIATE STORE FOR SIX SLABS
LINEA SMART 40 CON ROBOT MATCH 54 CS COLONNA ALTA E CAMERA DEL VUOTO
SMART LINE 40 WITH ROBOT MATCH 54 CS TALL COLUMN WITH VACUUM UNIT
LINEA CYCLIC 40+60 CON ROBOT MATCH 54 C DI CARICO E CARRELLO SAT DI SCARICO, RESINATRICE AUTOMATICA E ACCUMULATORE PER DIECI LASTRE
CYCLIC LINE 40+60 WITH ROBOT MATCH 54 C LOADER AND SAT UNLOADER TRUCK , AUTOMATIC RESIN SPRAYER AND INTERMEDIATE STORE FOR TEN SLABS
LINEA CYCLIC 60+80+80 CON ROBOT MATCH 54 C DI CARICO E CARRELLO SAT DI SCARICO, RIBALTATORE A BOTTE E ACCUMULATORE PER DIECI LASTRE
CYCLIC LINE 60+80+80 WITH ROBOT MATCH 54 C LOADER AND SAT UNLOADER TRUCK , ROTATING SLABS MACHINES AND INTERMEDIATE FOR TEN SLABS
32,37 m 32,37 m
74,17 m
74,70 m
LINEA STATIC 30+45 CON ROBOT MATCH 54 C DI CARICO E CARRELLO SAT DI SCARICO E ACCUMULATORE PER SEI LASTRE
STATIC LINE 30+45 WITH ROBOT MATCH 54 C LOADERAND SAT UNLOADER TRUCK AND INTERMEDIATE STORE FOR SIX SLABS
LINEA STATIC 30+45 CON ROBOT MATCH 54 C DI CARICO E CARRELLO SAT DI SCARICO E CAMERA DEL VUOTO
STATIC LINE 30+45 WITH ROBOT MATCH 54 C LOADER AND SAT UNLOADER TRUCK AND VACUUM UNIT

LINEE DI STUCCATURAMASTIC FILLING LINES
Si tratta di linee per l’applicazione di resine e mastici per
la copertura di difetti superficiali delle lastre e marmette
in pietra.
Le dimensioni e le potenze della linea e dei forni
dipendono dalla velocità di progetto della linea e dal tipo
di prodotto utilizzato.
Tali linee possono essere fornite per l’applicazione di
mastici e resine poliestere, resine UV mono e bi-
componente.
Il processo di stuccatura consiste essenzialmente di tre fasi:
-Asciugatura della lastra
-Applicazione del prodotto di riempimento
-Indurimento del prodotto di riempimento
Asciugatura della lastra
Il processo di asciugatura è realizzato mediante forni a
passaggio ventilati le cui dimensioni e caratteristiche sono
determinate essenzialmente dalla velocità di progetto della
linea. Questi forni forniscono energia termica alla lastra sia
per irraggiamento che per convezione.
Gli elementi radianti possono essere costituiti, a scelta del
cliente, o da tubi riscaldati da bruciatori di combustibile ( GAS
di qualsiasi tipo) o da resistenze elettriche ceramiche .
La ventilazione interna è accuratamente studiata per ottenere
la massima efficienza e uniformità di asciugatura.
Applicazione del prodotto di riempimento
L’applicazione dei prodotti può avvenire manualmente con gli
adeguati utensilii o automaticamente mediante spato latrice.
L’applicazione dei prodotti avviene con lastra in movimento
su appositi trasportatori a tapparelle.
Indurimento del prodotto di riempimento
A seconda del tipo di prodotto applicato sono disponibili le
seguenti tipologie di forno:
-Forni a raggi infrarossi con lampade IR ceramiche o a bulbo
-Moduli di irraggiamento UV con lampade al gallio e/o al
mercurio
These lines are designed in order to fill and cover the
superficial defects on stone slabs and tiles.
Dimensions and powers are established accordingly with the
design speed of the line and with the kind of product to be
applied.
The lines can be supplied for the treatment with polyester
resins and mastics, mono and bi-components UV resins.
The treatment process basically consists of three phases:
-Slab drying
-Product coating
-Product hardening
Slab drying
The drying of slabs is obtained by tunnel ventilated ovens which
features varies according with the working speed. These ovens
provides thermal energy to the slabs through both radiation and
convection.
The radiating elements can be realized with gas-heated pipes or
ceramic plates.
Ventilation is carefully studied in order to obtain the maximum
drying efficiency and uniformity.
Product coating
The coating can be realized manually with adequate tools or
automatically with a spreading machines.
The operation is realized with the slab moving on special blind
conveyors
Product hardening
Accordingly with the kind of product applied following ovens are
available
-Infrared ovens equipped with bulb lamps or ceramic plates
-UV modules with mercury and/or gallium lamps
26 27
LINEA DI STUCCATURA POLIESTEREPOLYESTER MASTIC FILLING LINE
LINEA DI STUCCATURA CON FORNO UVMASTIC FILLING LINE WITH UV OVEN
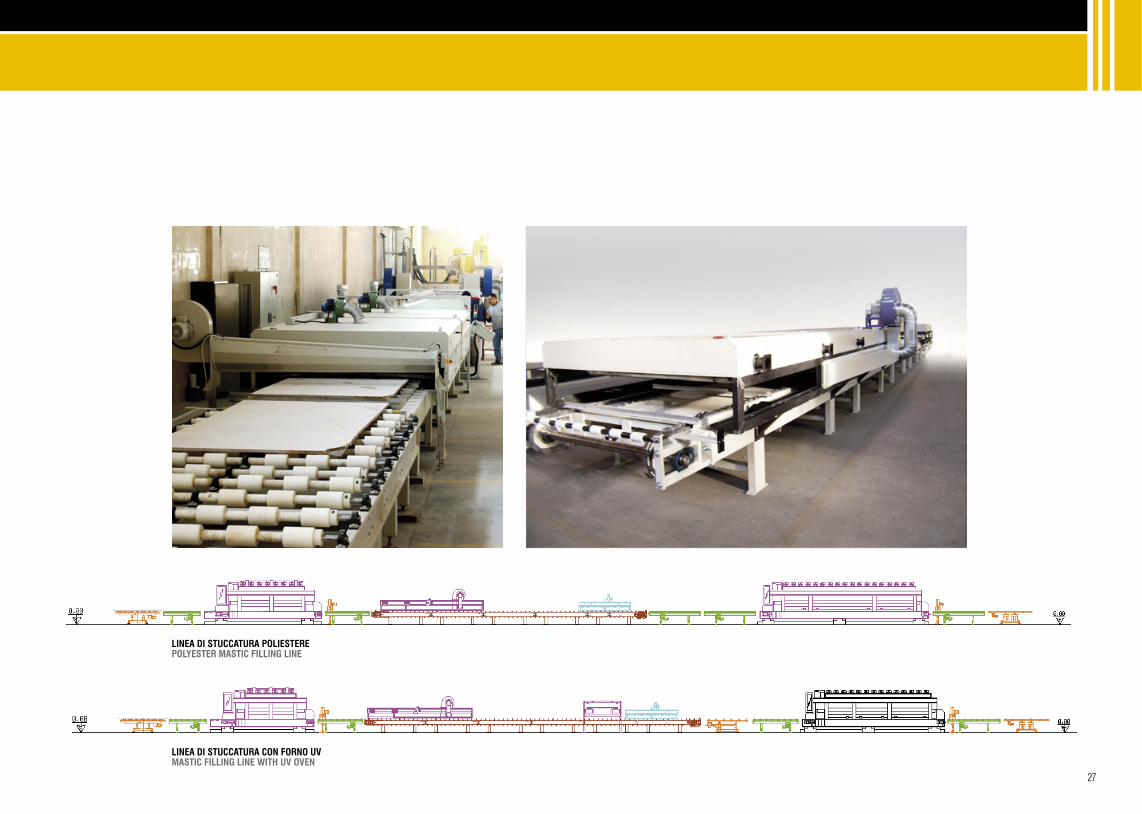
LINEE DI STUCCATURAMASTIC FILLING LINES
Si tratta di linee per l’applicazione di resine e mastici per
la copertura di difetti superficiali delle lastre e marmette
in pietra.
Le dimensioni e le potenze della linea e dei forni
dipendono dalla velocità di progetto della linea e dal tipo
di prodotto utilizzato.
Tali linee possono essere fornite per l’applicazione di
mastici e resine poliestere, resine UV mono e bi-
componente.
Il processo di stuccatura consiste essenzialmente di tre fasi:
-Asciugatura della lastra
-Applicazione del prodotto di riempimento
-Indurimento del prodotto di riempimento
Asciugatura della lastra
Il processo di asciugatura è realizzato mediante forni a
passaggio ventilati le cui dimensioni e caratteristiche sono
determinate essenzialmente dalla velocità di progetto della
linea. Questi forni forniscono energia termica alla lastra sia
per irraggiamento che per convezione.
Gli elementi radianti possono essere costituiti, a scelta del
cliente, o da tubi riscaldati da bruciatori di combustibile ( GAS
di qualsiasi tipo) o da resistenze elettriche ceramiche .
La ventilazione interna è accuratamente studiata per ottenere
la massima efficienza e uniformità di asciugatura.
Applicazione del prodotto di riempimento
L’applicazione dei prodotti può avvenire manualmente con gli
adeguati utensilii o automaticamente mediante spato latrice.
L’applicazione dei prodotti avviene con lastra in movimento
su appositi trasportatori a tapparelle.
Indurimento del prodotto di riempimento
A seconda del tipo di prodotto applicato sono disponibili le
seguenti tipologie di forno:
-Forni a raggi infrarossi con lampade IR ceramiche o a bulbo
-Moduli di irraggiamento UV con lampade al gallio e/o al
mercurio
These lines are designed in order to fill and cover the
superficial defects on stone slabs and tiles.
Dimensions and powers are established accordingly with the
design speed of the line and with the kind of product to be
applied.
The lines can be supplied for the treatment with polyester
resins and mastics, mono and bi-components UV resins.
The treatment process basically consists of three phases:
-Slab drying
-Product coating
-Product hardening
Slab drying
The drying of slabs is obtained by tunnel ventilated ovens which
features varies according with the working speed. These ovens
provides thermal energy to the slabs through both radiation and
convection.
The radiating elements can be realized with gas-heated pipes or
ceramic plates.
Ventilation is carefully studied in order to obtain the maximum
drying efficiency and uniformity.
Product coating
The coating can be realized manually with adequate tools or
automatically with a spreading machines.
The operation is realized with the slab moving on special blind
conveyors
Product hardening
Accordingly with the kind of product applied following ovens are
available
-Infrared ovens equipped with bulb lamps or ceramic plates
-UV modules with mercury and/or gallium lamps
26 27
LINEA DI STUCCATURA POLIESTEREPOLYESTER MASTIC FILLING LINE
LINEA DI STUCCATURA CON FORNO UVMASTIC FILLING LINE WITH UV OVEN

SISTEMI DI CARICO E SCARICO AUTOMATICIAUTOMATIC LOADING / UNLOADING SYSTEMS
28
MATCHCARICATORE/SCARICATORE PER LINEE DI LAVORAZIONE DI LASTRE DI MARMO; GRANITO E PIETRALOADER-UNLOADER FOR MARBLE, GRANITE OR STONE FOR WORKING PLANTS LINE
Il MATCH è un caricatore/scaricatore automatico per linee di lavorazione di lastre di marmo, granito e pietra, in grado di eseguire la cosiddetta lavorazione “a macchia aperta” con ricomposizione del blocco senza l’ausilio di rulliere girevoli.
La macchina consente, negli impianti di resinatura, di caricare le lastre direttamente sulle barelle, cosa estremamente utile in caso di materiali fragili e/o fratturati.
Il MATCH, di carico, analogamente a tutte le macchine automatiche prodotte dalla PROMETEC, è dotato di uno speciale sistema di “sfoglio” per evitare il rischio, sempre presente con lastre di marmo umide, di sollevare anche una o più lastre adiacenti a quella da prelevare. La macchina è inoltre dotata di un dispositivo per misurare il peso del carico che consente di determinare se in presa vi è più di una lastra ed in tal caso fermare l’operazione chiedendo il consenso da parte dell’operatore.
Tutti gli assi del MATCH sono azionati da inverter e controllati da encoder, ottenendo così movimentazioni e posizionamenti estremamente armoniosi e precisi.
Il MATCH è una macchina facilmente configurabile per ogni tipo di esigenza mediante touch screen a colori di grandi dimensioni.
Le versioni standard sono:
MATCH 32 - 1200: versione base con 32 ventose
MATCH 40 - 2500: versione con portata incrementata con 40 ventose
MATCH 54 - 1200: versione con 54 ventose particolarmente adatta al carico di materiali delicati e/o fratturati
Prometec è comunque disponibile allo sviluppo di versioni adattate alle esigenze del cliente.
29
MATCH is a loading - unloading robot designed to handle stone slabs (marble, granite, or stone material). It can realize the “book match” process, reassembling them as they where before loading, without using rotating roller conveyor.
By using this robot on resin lines it is possible the direct loading of the slabs onto the trays. This option is extremely important in case of fragile or fractured material.
MATCH for loading operation, (such as for all automatic Prometec loading machines), is equipped with a detaching device avoiding to load two or more “stuck” slabs. More over this machine uses, during the loading operation, a weighing system which reduces the risk for loading more than one slab at a time.
All the movements of MATCH are controlled by means of inverter and by encoder, therefore all movements are extremely smooth and exact.
MATCH is a machine easy to set up by means of a wide colour touch screen.
Models:
MATCH 32 - 1200: standard model with 32 suction cups
MATCH 40 - 2500: model with increased payload (2,500 kg) and 40 suction cups
MATCH 54 - 1200: model with 54 suction cups, recommended to manage fragile or fractured material
Prometec is anyway able to design and develop models which pleases our Customers

SISTEMI DI CARICO E SCARICO AUTOMATICIAUTOMATIC LOADING / UNLOADING SYSTEMS
28
MATCHCARICATORE/SCARICATORE PER LINEE DI LAVORAZIONE DI LASTRE DI MARMO; GRANITO E PIETRALOADER-UNLOADER FOR MARBLE, GRANITE OR STONE FOR WORKING PLANTS LINE
Il MATCH è un caricatore/scaricatore automatico per linee di lavorazione di lastre di marmo, granito e pietra, in grado di eseguire la cosiddetta lavorazione “a macchia aperta” con ricomposizione del blocco senza l’ausilio di rulliere girevoli.
La macchina consente, negli impianti di resinatura, di caricare le lastre direttamente sulle barelle, cosa estremamente utile in caso di materiali fragili e/o fratturati.
Il MATCH, di carico, analogamente a tutte le macchine automatiche prodotte dalla PROMETEC, è dotato di uno speciale sistema di “sfoglio” per evitare il rischio, sempre presente con lastre di marmo umide, di sollevare anche una o più lastre adiacenti a quella da prelevare. La macchina è inoltre dotata di un dispositivo per misurare il peso del carico che consente di determinare se in presa vi è più di una lastra ed in tal caso fermare l’operazione chiedendo il consenso da parte dell’operatore.
Tutti gli assi del MATCH sono azionati da inverter e controllati da encoder, ottenendo così movimentazioni e posizionamenti estremamente armoniosi e precisi.
Il MATCH è una macchina facilmente configurabile per ogni tipo di esigenza mediante touch screen a colori di grandi dimensioni.
Le versioni standard sono:
MATCH 32 - 1200: versione base con 32 ventose
MATCH 40 - 2500: versione con portata incrementata con 40 ventose
MATCH 54 - 1200: versione con 54 ventose particolarmente adatta al carico di materiali delicati e/o fratturati
Prometec è comunque disponibile allo sviluppo di versioni adattate alle esigenze del cliente.
29
MATCH is a loading - unloading robot designed to handle stone slabs (marble, granite, or stone material). It can realize the “book match” process, reassembling them as they where before loading, without using rotating roller conveyor.
By using this robot on resin lines it is possible the direct loading of the slabs onto the trays. This option is extremely important in case of fragile or fractured material.
MATCH for loading operation, (such as for all automatic Prometec loading machines), is equipped with a detaching device avoiding to load two or more “stuck” slabs. More over this machine uses, during the loading operation, a weighing system which reduces the risk for loading more than one slab at a time.
All the movements of MATCH are controlled by means of inverter and by encoder, therefore all movements are extremely smooth and exact.
MATCH is a machine easy to set up by means of a wide colour touch screen.
Models:
MATCH 32 - 1200: standard model with 32 suction cups
MATCH 40 - 2500: model with increased payload (2,500 kg) and 40 suction cups
MATCH 54 - 1200: model with 54 suction cups, recommended to manage fragile or fractured material
Prometec is anyway able to design and develop models which pleases our Customers
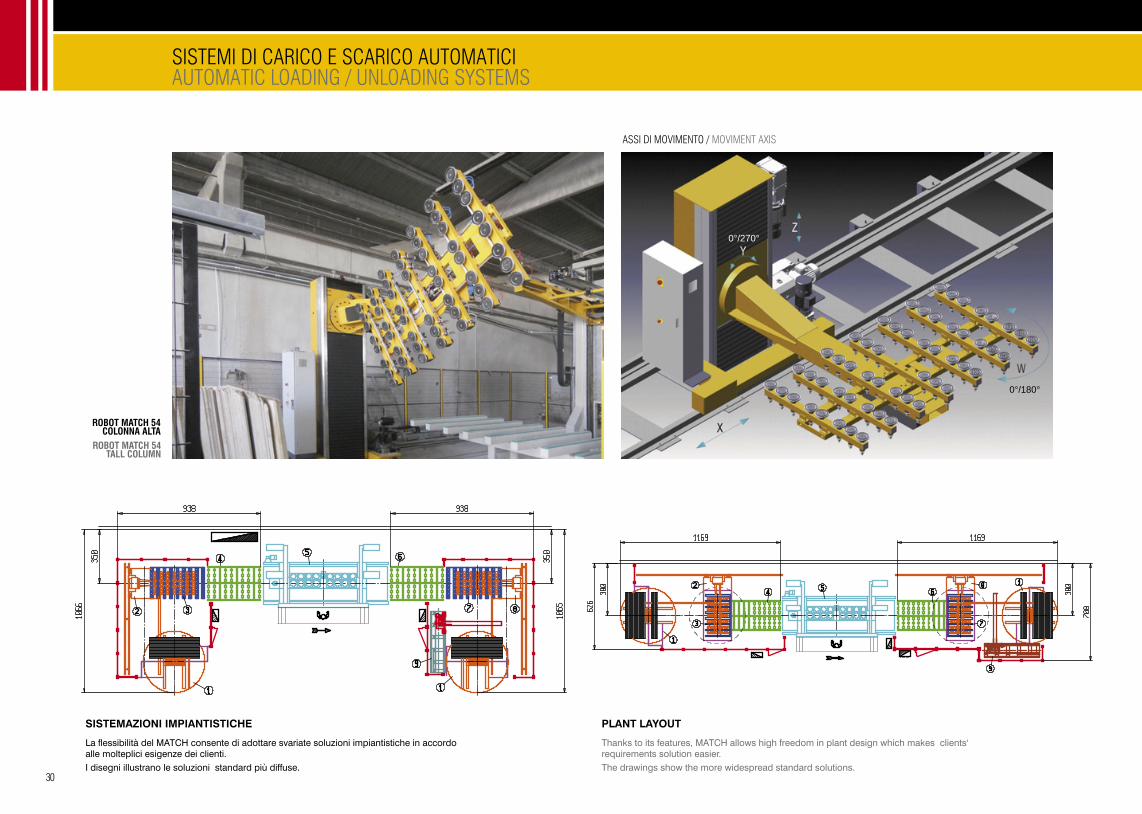
SISTEMI DI CARICO E SCARICO AUTOMATICIAUTOMATIC LOADING / UNLOADING SYSTEMS
Thanks to its features, MATCH allows high freedom in plant design which makes clients' requirements solution easier.
The drawings show the more widespread standard solutions.
La flessibilità del MATCH consente di adottare svariate soluzioni impiantistiche in accordo alle molteplici esigenze dei clienti.
I disegni illustrano le soluzioni standard più diffuse.
SISTEMAZIONI IMPIANTISTICHE PLANT LAYOUT
ROBOT MATCH 54 COLONNA ALTA
ROBOT MATCH 54 TALL COLUMN
ASSI DI MOVIMENTO / MOVIMENT AXIS
0°/270°
0°/180°
30
PLUSCARICATORE/SCARICATORE PER LINEE DI LAVORAZIONE DI LASTRE DI MARMO; GRANITO E PIETRALOADING – UNLOADING PLATFORM FOR MARBLE GRANITE OR STONE IN WORKING PLANTS LINE
IL PLUS è un caricatore/scaricatore automatico per linee di lavorazione di lastre di marmo, granito e pietra, in grado di eseguire la cosiddetta lavorazione “a macchia aperta” con ricomposizione del blocco senza l'ausilio di rulliere girevoli.
Il robot consente, negli impianti di resinatura, di caricare le lastre direttamente sulle barelle, cosa estremamente utile in caso di materiali fragili e/o fratturati.
Il PLUS di carico, analogamente a tutte le macchine automatiche prodotte dalla PROMETEC, è dotato di uno speciale sistema di “sfoglio” per evitare il rischio, sempre presente con lastre di marmo umide, di sollevare anche una o più lastre adiacenti a quella da prelevare.
Le versioni standard sono:
PLUS 1000 : versione base.
PLUS 1500 : versione con portata incrementata.
PLUS 54 : versione ad alto numero di ventose particolarmente adatta al carico di materiali delicati e/o fratturati.
PLUS is a loading - unloading robot designed to handle stone slabs (marble, granite, or stone material). It can realize the “book match” process, reassembling them as they where before loading, without using rotating roller conveyor.
By using this robot on resin lines it is possible the direct loading of the slabs onto the trays. This option is extremely important in case of fragile or fractured material.
PLUS for loading operation, (such as for all automatic Prometec loading machines), is equipped with a detaching device avoiding to load two or more “stuck” slabs. More over this machine uses, during the loading operation, a weighing system which reduces the risk for loading more than one slab at a time.
All the movements of PLUS are controlled by means of inverter and by encoder, therefore all movements are extremely smooth and exact.
PLUS is a machine easy to set up by means of a wide colour touch screen.
Models:
PLUS 1000 : standard model.
PLUS 1500 : model with increased payload
PLUS 54 : model with 54 suction cups, recommended to manage fragile or fractured material
Portata max
Portata max unitaria ventose
N° ventose
Copertura ventose
Dimensioni max lastra
Spessore max
Potenza elettrica totale
Portata pompa vuoto
Peso
Max payload
Single suction cup payload
Suction cups number
Suction cups covering surface
Max slab dimensions
Max width
Total electric power
Vacuum pump capacity
Weight
1000 kg
63 kg
32
2720x1560 mm
3600x2200 mm
Limitato dal peso
12,70 kW
100 m3/h
2.500 kg
1500 kg
63 kg
32
2720x1560 mm
3600x2200 mm
Limitato dal peso
14,50 kW
200 m3/h
2.600 kg
1000 kg
25,5 kg
54
2670x1500 mm
3600x2200 mm
Limitato dal peso
14,50 kW
200 m3/h
2.600 kg
PLUS 1000 PLUS 1500 PLUS 54
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
31

SISTEMI DI CARICO E SCARICO AUTOMATICIAUTOMATIC LOADING / UNLOADING SYSTEMS
Thanks to its features, MATCH allows high freedom in plant design which makes clients' requirements solution easier.
The drawings show the more widespread standard solutions.
La flessibilità del MATCH consente di adottare svariate soluzioni impiantistiche in accordo alle molteplici esigenze dei clienti.
I disegni illustrano le soluzioni standard più diffuse.
SISTEMAZIONI IMPIANTISTICHE PLANT LAYOUT
ROBOT MATCH 54 COLONNA ALTA
ROBOT MATCH 54 TALL COLUMN
ASSI DI MOVIMENTO / MOVIMENT AXIS
0°/270°
0°/180°
30
PLUSCARICATORE/SCARICATORE PER LINEE DI LAVORAZIONE DI LASTRE DI MARMO; GRANITO E PIETRALOADING – UNLOADING PLATFORM FOR MARBLE GRANITE OR STONE IN WORKING PLANTS LINE
IL PLUS è un caricatore/scaricatore automatico per linee di lavorazione di lastre di marmo, granito e pietra, in grado di eseguire la cosiddetta lavorazione “a macchia aperta” con ricomposizione del blocco senza l'ausilio di rulliere girevoli.
Il robot consente, negli impianti di resinatura, di caricare le lastre direttamente sulle barelle, cosa estremamente utile in caso di materiali fragili e/o fratturati.
Il PLUS di carico, analogamente a tutte le macchine automatiche prodotte dalla PROMETEC, è dotato di uno speciale sistema di “sfoglio” per evitare il rischio, sempre presente con lastre di marmo umide, di sollevare anche una o più lastre adiacenti a quella da prelevare.
Le versioni standard sono:
PLUS 1000 : versione base.
PLUS 1500 : versione con portata incrementata.
PLUS 54 : versione ad alto numero di ventose particolarmente adatta al carico di materiali delicati e/o fratturati.
PLUS is a loading - unloading robot designed to handle stone slabs (marble, granite, or stone material). It can realize the “book match” process, reassembling them as they where before loading, without using rotating roller conveyor.
By using this robot on resin lines it is possible the direct loading of the slabs onto the trays. This option is extremely important in case of fragile or fractured material.
PLUS for loading operation, (such as for all automatic Prometec loading machines), is equipped with a detaching device avoiding to load two or more “stuck” slabs. More over this machine uses, during the loading operation, a weighing system which reduces the risk for loading more than one slab at a time.
All the movements of PLUS are controlled by means of inverter and by encoder, therefore all movements are extremely smooth and exact.
PLUS is a machine easy to set up by means of a wide colour touch screen.
Models:
PLUS 1000 : standard model.
PLUS 1500 : model with increased payload
PLUS 54 : model with 54 suction cups, recommended to manage fragile or fractured material
Portata max
Portata max unitaria ventose
N° ventose
Copertura ventose
Dimensioni max lastra
Spessore max
Potenza elettrica totale
Portata pompa vuoto
Peso
Max payload
Single suction cup payload
Suction cups number
Suction cups covering surface
Max slab dimensions
Max width
Total electric power
Vacuum pump capacity
Weight
1000 kg
63 kg
32
2720x1560 mm
3600x2200 mm
Limitato dal peso
12,70 kW
100 m3/h
2.500 kg
1500 kg
63 kg
32
2720x1560 mm
3600x2200 mm
Limitato dal peso
14,50 kW
200 m3/h
2.600 kg
1000 kg
25,5 kg
54
2670x1500 mm
3600x2200 mm
Limitato dal peso
14,50 kW
200 m3/h
2.600 kg
PLUS 1000 PLUS 1500 PLUS 54
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
31
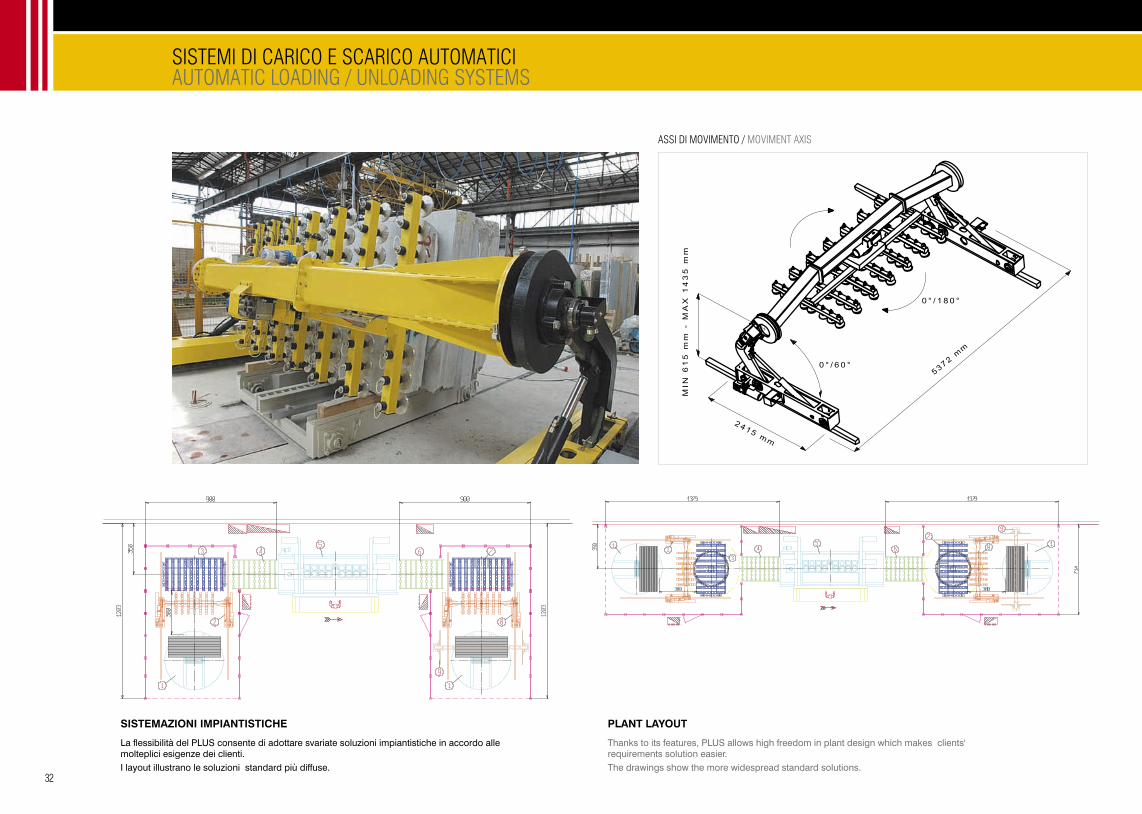
32
SISTEMI DI CARICO E SCARICO AUTOMATICIAUTOMATIC LOADING / UNLOADING SYSTEMS
Thanks to its features, PLUS allows high freedom in plant design which makes clients' requirements solution easier.
The drawings show the more widespread standard solutions.
La flessibilità del PLUS consente di adottare svariate soluzioni impiantistiche in accordo alle molteplici esigenze dei clienti.
I layout illustrano le soluzioni standard più diffuse.
SISTEMAZIONI IMPIANTISTICHE PLANT LAYOUT
ASSI DI MOVIMENTO / MOVIMENT AXIS
33
SOLVERCARRELLO DI CARICO AUTOMATICO, CON PIANO BASCULANTE AUTOMATIC LOADING CARRIAGE WITH TILTING TABLE
Si tratta di un tipo di carrello automatico di carico, di tipo basculante, particolarmente adatto per marmo, e comunque per materiali delicati, fratturati, etc.
La caratteristica principale risiede in un nuovo quadro portaventose con maggior numero di ventose (18), di cui 4 centrali di diametro maggiorato, distribuite in modo da ottimizzare la copertura delle lastre da caricare.
Il quadro portaventose è inoltre dotato di movimento proprio di rototraslazione rispetto al piano rulli, detto movimento di “sfoglio”, studiato per permettere il distacco della lastra in presa da quella successiva. Il movimento del quadro portaventose viene realizzato con pistoni idraulici, ed i suo funzionamento è il seguente:
· il carrello si avvicina al pacco lastre
· il quadro portaventose esce e si appoggia alla lastra
· si forma il vuoto tra ventose e lastra
· il quadro portaventose rientra lentamente, ed in modo differenziato, permettendo così il distacco della lastra dalla successiva. il movimento di “sfoglio” è escludibile da terminale operatore.
Il carrello viene fornito di terminale operatore touch screen per l’impostazione dei vari parametri. Inoltre la posizione di scarico viene controllata da un sensore ultrasonico montato sul carro, azionato da inverter al fine di scaricare le lastre con precisione.
Il funzionamento automatico è assicurato da sensori di posizione carrello, assenza o presenza lastra, interfaccia con la rulliera di carico ed è supervisionato da un Controllore a Logica Programmabile di ultima generazione.
La macchina può essere eseguita anche in versione di portata maggiorata (1.500 kg ) e in versione con piano ventose girevole per scarico di linee con supporto lastre posto sul loro asse.
It is a an automatic loading carriage with titling table particularly designed for handling fragile material like for example fractured or fragile marble or anything else delicate stone material.
The main feature consists in the new suction cups frame equipped with more suction cups (18) whose 4 placed in the central area have got oversize diameter. Suction cups have been placed optimizing the cover of the loading surface of the slabs to load.
The suction cups frame is able to rot translate towards the roller table by means of four hydraulic cylinders(this movement detach the slabs each other :detaching movement for slab). This movement runs in the following mode:
· the loading carriage approaches to the slabs
· the suction cups frame exits and leans on the slab to load
· creation of vacuum force between suction cup and slab
· suction cups frame goes back slowly and differently allowing the detachment between one slab and the following. Detachment movement can be cut off by means of control panel
This carriage is furnished complete with touch - screen control panel to set up all parameters. An ultra sonic sensor is installed onto the carriage checking the entire unloading zone. The sensor is operated by means of an inverter for exactly unloading the slabs.
The automatic operation of the carriage runs by means of sensors: they check the position of the machine, the presence or absence of slab, the connection with the roller conveyor. All these operations are stood over by means of last generation PLC system.
SOLVER carriage can be available with 1,500 kg oversize payload and rotating suction cups frame to operate on unloading plant lines whose supports for slabs placed onto their own axe.
Portata max/ Max payload
Portata max unitaria ventose
Unitary suction cups max payload
N° ventose/ Suction cups number
Copertura ventose/ Suction cups covering
Dimensioni max lastra/ Max slab dimensions
Spessore max/ Max thickness
Potenza elettrica totale / Total electric power
Portata pompa vuoto/ Vacuum pump capacity
Peso / Weight
1000 Kg.
Ø200 63 Kg. n°14
Ø260 95 Kg. n°4
18 (14+4)
259x141 cm.
Larg. 220 cm. Lung.380 cm.
10 cm.
7.5kW
40 m3//h
1350 kg.
SOLVER
1500 Kg.
Ø260
95 Kg. n°18
18
259x141 cm.
Larg. 220 cm. Lung.380 cm.
10 cm.
10kW
63 m3//h
1450 Kg.
SOLVER 1500
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION

32
SISTEMI DI CARICO E SCARICO AUTOMATICIAUTOMATIC LOADING / UNLOADING SYSTEMS
Thanks to its features, PLUS allows high freedom in plant design which makes clients' requirements solution easier.
The drawings show the more widespread standard solutions.
La flessibilità del PLUS consente di adottare svariate soluzioni impiantistiche in accordo alle molteplici esigenze dei clienti.
I layout illustrano le soluzioni standard più diffuse.
SISTEMAZIONI IMPIANTISTICHE PLANT LAYOUT
ASSI DI MOVIMENTO / MOVIMENT AXIS
33
SOLVERCARRELLO DI CARICO AUTOMATICO, CON PIANO BASCULANTE AUTOMATIC LOADING CARRIAGE WITH TILTING TABLE
Si tratta di un tipo di carrello automatico di carico, di tipo basculante, particolarmente adatto per marmo, e comunque per materiali delicati, fratturati, etc.
La caratteristica principale risiede in un nuovo quadro portaventose con maggior numero di ventose (18), di cui 4 centrali di diametro maggiorato, distribuite in modo da ottimizzare la copertura delle lastre da caricare.
Il quadro portaventose è inoltre dotato di movimento proprio di rototraslazione rispetto al piano rulli, detto movimento di “sfoglio”, studiato per permettere il distacco della lastra in presa da quella successiva. Il movimento del quadro portaventose viene realizzato con pistoni idraulici, ed i suo funzionamento è il seguente:
· il carrello si avvicina al pacco lastre
· il quadro portaventose esce e si appoggia alla lastra
· si forma il vuoto tra ventose e lastra
· il quadro portaventose rientra lentamente, ed in modo differenziato, permettendo così il distacco della lastra dalla successiva. il movimento di “sfoglio” è escludibile da terminale operatore.
Il carrello viene fornito di terminale operatore touch screen per l’impostazione dei vari parametri. Inoltre la posizione di scarico viene controllata da un sensore ultrasonico montato sul carro, azionato da inverter al fine di scaricare le lastre con precisione.
Il funzionamento automatico è assicurato da sensori di posizione carrello, assenza o presenza lastra, interfaccia con la rulliera di carico ed è supervisionato da un Controllore a Logica Programmabile di ultima generazione.
La macchina può essere eseguita anche in versione di portata maggiorata (1.500 kg ) e in versione con piano ventose girevole per scarico di linee con supporto lastre posto sul loro asse.
It is a an automatic loading carriage with titling table particularly designed for handling fragile material like for example fractured or fragile marble or anything else delicate stone material.
The main feature consists in the new suction cups frame equipped with more suction cups (18) whose 4 placed in the central area have got oversize diameter. Suction cups have been placed optimizing the cover of the loading surface of the slabs to load.
The suction cups frame is able to rot translate towards the roller table by means of four hydraulic cylinders(this movement detach the slabs each other :detaching movement for slab). This movement runs in the following mode:
· the loading carriage approaches to the slabs
· the suction cups frame exits and leans on the slab to load
· creation of vacuum force between suction cup and slab
· suction cups frame goes back slowly and differently allowing the detachment between one slab and the following. Detachment movement can be cut off by means of control panel
This carriage is furnished complete with touch - screen control panel to set up all parameters. An ultra sonic sensor is installed onto the carriage checking the entire unloading zone. The sensor is operated by means of an inverter for exactly unloading the slabs.
The automatic operation of the carriage runs by means of sensors: they check the position of the machine, the presence or absence of slab, the connection with the roller conveyor. All these operations are stood over by means of last generation PLC system.
SOLVER carriage can be available with 1,500 kg oversize payload and rotating suction cups frame to operate on unloading plant lines whose supports for slabs placed onto their own axe.
Portata max/ Max payload
Portata max unitaria ventose
Unitary suction cups max payload
N° ventose/ Suction cups number
Copertura ventose/ Suction cups covering
Dimensioni max lastra/ Max slab dimensions
Spessore max/ Max thickness
Potenza elettrica totale / Total electric power
Portata pompa vuoto/ Vacuum pump capacity
Peso / Weight
1000 Kg.
Ø200 63 Kg. n°14
Ø260 95 Kg. n°4
18 (14+4)
259x141 cm.
Larg. 220 cm. Lung.380 cm.
10 cm.
7.5kW
40 m3//h
1350 kg.
SOLVER
1500 Kg.
Ø260
95 Kg. n°18
18
259x141 cm.
Larg. 220 cm. Lung.380 cm.
10 cm.
10kW
63 m3//h
1450 Kg.
SOLVER 1500
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION

34
SATCARRELLO AUTOMATICO DI SCARICO LASTRE CON PIANO BASCULANTEAUTOMATIC UNLOADING TILTING CARRIAGE FOR SLABS
Carrello automatico di scarico lastre, con piano basculante, con 2 slitte scorrevoli a comando idraulico per un delicato scarico della lastra. Il piano basculante è mosso da due pistoni idraulici, così come le due slitte di deposizione lastra, con centralina idraulica a bordo macchina.
Ruote motorizzate, rulli del piano basculante motorizzati.
Il carrello viene fornito di terminale operatore touch screen per l’impostazione dei vari parametri. Inoltre la posizione di scarico viene controllata da un sensore ultrasonico montato sul carro, azionato da inverter al fine di scaricare le lastre con precisione.
Il funzionamento automatico è assicurato da sensori di posizione carrello, assenza o presenza lastra, interfaccia con la rulliera di carico ed è supervisionato da un Controllore a Logica Programmabile di ultima generazione.
La macchina può essere eseguita anche in versione di portata maggiorata ( 1.500 kg ) e in versione con piano ventose girevole per scarico di linee con supporto lastre posto sul loro asse.
Portata max/ Max payload
Dimensioni max lastra/ Max slab dimensions
Spessore max/ Max thickness
Potenza elettrica totale / Total electric power
Peso / Weight
1000 Kg.
Larg. 220 cm.Lung.380 cm.
10 cm.
6 kW
1250 Kg.
SOLVER
1500 Kg.
Larg. 220 cm.Lung.380 cm.
10 cm.
6 kW
1350 Kg.
SOLVER 1500
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
Automatic unloading carriage with tilting table equipped with two hydraulic operated sliding saddles. This machine is able to tenderly unload slabs. The tilting table and the saddles running by means of two hydraulic cylinders that are operated by means of a hydraulic station placed onto the machine.
Both the wheels and the conveying rollers of the tilting frame are engine operated.
The machine is furnished with touch screen control board setting up all required parameters.
An ultra sonic sensor is installed onto the carriage checking the entire unloading zone. The sensor is operated by means of an inverter for exactly unloading the slabs.
The automatic operation of the carriage runs by means of sensor: they check the position of the machine, the presence or absence of slab, the feeding with the roller conveyor. All these operations are stood over by means of a last generation PLC system.
SAT carriage can be available with 1,500 kg oversize payload and with rotating suction cups frame to operate on unloading plant line whose supports for slabs placed onto its own axe.
SISTEMI DI CARICO E SCARICO AUTOMATICIAUTOMATIC LOADING / UNLOADING SYSTEMS
35
BASC/SCARRELLI CARICATORI-SCARICATORI SEMIAUTOMATICI E MANUALI PER LASTRESEMI-AUTOMATIC OR MANUAL UNLOADING LOADING CARRIAGES FOR STONE SLABS
Famiglia di carrello caricatori-scaricatori semiautomatici e manuali per lastre, tipo basculante, portata 600 kg. I comandi sono riuniti in una pulsantiera solidale con la macchina.
Versioni disponibili
- ruote motorizzate e rulli folli
- ruote e rulli motorizzate
- versione per impianti di resinatura con carico delle lastre direttamente sulle barelle di trasporto
These machines are titling devices with a 600 kg payload. All commands are collected onto a push button strip connected to the carriage.
Available models:
- equipped with engine operated wheels and neutral rollers
- equipped with rollers and wheels engine operated
- for resin plant to directly load slabs on conveying trays
TRAVERCARRELLO AUTOMATICO DI CARICO, CON PIANO BASCULANTE PER LASTRE DI TRAVERTINOAUTOMATIC LOADING TILTING CARRIAGE FOR TRAVERTINE SLABS
Si tratta di un tipo di carrello automatico di carico, di tipo basculante, appositamente progettato per poter caricare lastre di travertino.
La caratteristica principale risiede in un sistema di slitte, due inferiori, mosse da pistoni idraulici e due superiori, mosse da pistoni pneumatici, che permettono di afferrare le lastre di travertino e di distaccarla da quella sottostante.
La presa meccanica sopra descritta è successivamente integrata da quella delle ventose in modo da limitare lo stress della lastra durante l’operazione di carico.
TRAVER is an automatic loading carriage equipped with tilting table,expressly designed to load travertine slab.
A saddle system represents its main feature: two lower saddles lift by means of hydraulic cylinders while the upper saddles run by means of pneumatic cylinders, the system grips the travertine slab detaching it from the slab beneath.
This mechanical gripping is also integrated with the suction cups gripping, this combination manages more careful the slabs during the loading.
Portata max/ Max payload
Portata max unitaria ventose
Unitary suction cups max payload
N° ventose/ Suction cups number
Copertura ventose/ Suction cups covering
Dimensioni max lastra/ Max slab dimensions
Spessore max/ Max thickness
Potenza elettrica totale / Total electric power
Portata pompa vuoto/ Vacuum pump capacity
Peso / Weight
1000 Kg.
Ø200 63 Kg. n°14
Ø260 95 Kg. n°4
18 (14+4)
259x141 cm.
Larg. 220 cm.Lung.380 cm.
10 cm.
9kW
40 m3/h
1450 Kg
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
SISTEMI DI CARICO E SCARICO SEMI-AUTOMATICI / SEMI-AUTOMATIC LOADING / UNLOADING SYSTEMS
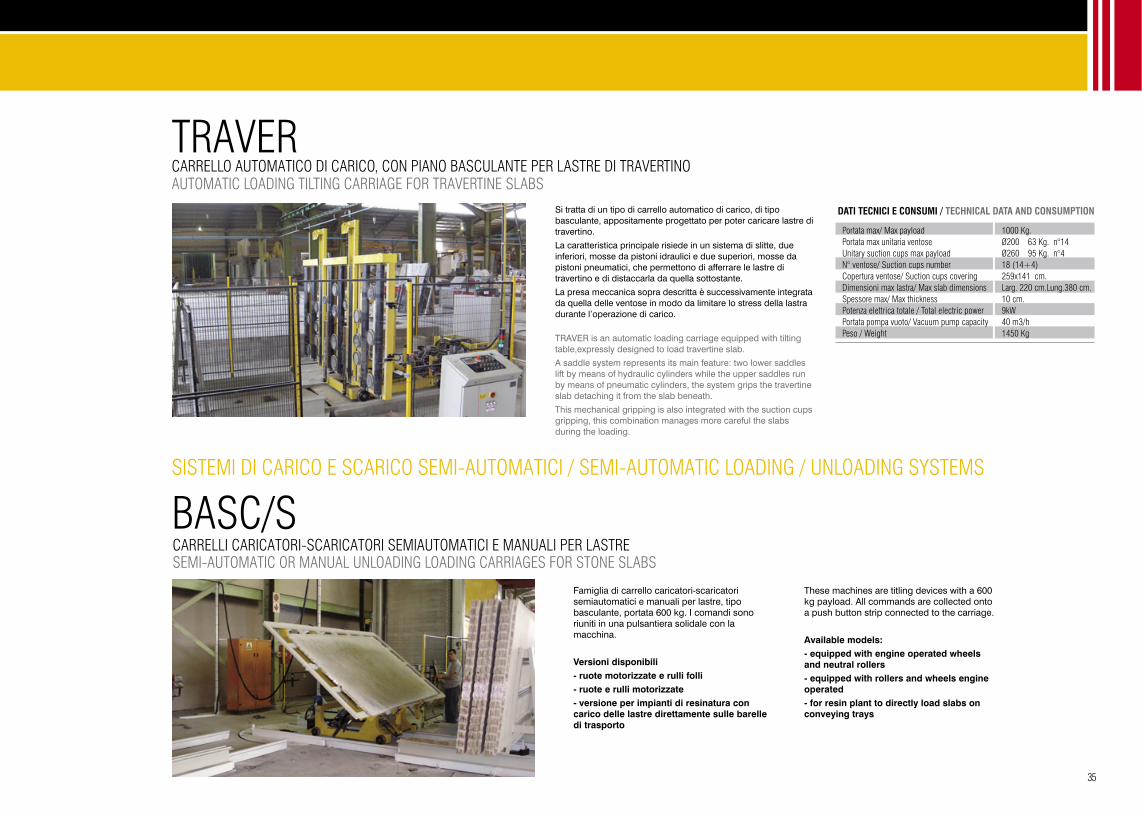
34
SATCARRELLO AUTOMATICO DI SCARICO LASTRE CON PIANO BASCULANTEAUTOMATIC UNLOADING TILTING CARRIAGE FOR SLABS
Carrello automatico di scarico lastre, con piano basculante, con 2 slitte scorrevoli a comando idraulico per un delicato scarico della lastra. Il piano basculante è mosso da due pistoni idraulici, così come le due slitte di deposizione lastra, con centralina idraulica a bordo macchina.
Ruote motorizzate, rulli del piano basculante motorizzati.
Il carrello viene fornito di terminale operatore touch screen per l’impostazione dei vari parametri. Inoltre la posizione di scarico viene controllata da un sensore ultrasonico montato sul carro, azionato da inverter al fine di scaricare le lastre con precisione.
Il funzionamento automatico è assicurato da sensori di posizione carrello, assenza o presenza lastra, interfaccia con la rulliera di carico ed è supervisionato da un Controllore a Logica Programmabile di ultima generazione.
La macchina può essere eseguita anche in versione di portata maggiorata ( 1.500 kg ) e in versione con piano ventose girevole per scarico di linee con supporto lastre posto sul loro asse.
Portata max/ Max payload
Dimensioni max lastra/ Max slab dimensions
Spessore max/ Max thickness
Potenza elettrica totale / Total electric power
Peso / Weight
1000 Kg.
Larg. 220 cm.Lung.380 cm.
10 cm.
6 kW
1250 Kg.
SOLVER
1500 Kg.
Larg. 220 cm.Lung.380 cm.
10 cm.
6 kW
1350 Kg.
SOLVER 1500
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
Automatic unloading carriage with tilting table equipped with two hydraulic operated sliding saddles. This machine is able to tenderly unload slabs. The tilting table and the saddles running by means of two hydraulic cylinders that are operated by means of a hydraulic station placed onto the machine.
Both the wheels and the conveying rollers of the tilting frame are engine operated.
The machine is furnished with touch screen control board setting up all required parameters.
An ultra sonic sensor is installed onto the carriage checking the entire unloading zone. The sensor is operated by means of an inverter for exactly unloading the slabs.
The automatic operation of the carriage runs by means of sensor: they check the position of the machine, the presence or absence of slab, the feeding with the roller conveyor. All these operations are stood over by means of a last generation PLC system.
SAT carriage can be available with 1,500 kg oversize payload and with rotating suction cups frame to operate on unloading plant line whose supports for slabs placed onto its own axe.
SISTEMI DI CARICO E SCARICO AUTOMATICIAUTOMATIC LOADING / UNLOADING SYSTEMS
35
BASC/SCARRELLI CARICATORI-SCARICATORI SEMIAUTOMATICI E MANUALI PER LASTRESEMI-AUTOMATIC OR MANUAL UNLOADING LOADING CARRIAGES FOR STONE SLABS
Famiglia di carrello caricatori-scaricatori semiautomatici e manuali per lastre, tipo basculante, portata 600 kg. I comandi sono riuniti in una pulsantiera solidale con la macchina.
Versioni disponibili
- ruote motorizzate e rulli folli
- ruote e rulli motorizzate
- versione per impianti di resinatura con carico delle lastre direttamente sulle barelle di trasporto
These machines are titling devices with a 600 kg payload. All commands are collected onto a push button strip connected to the carriage.
Available models:
- equipped with engine operated wheels and neutral rollers
- equipped with rollers and wheels engine operated
- for resin plant to directly load slabs on conveying trays
TRAVERCARRELLO AUTOMATICO DI CARICO, CON PIANO BASCULANTE PER LASTRE DI TRAVERTINOAUTOMATIC LOADING TILTING CARRIAGE FOR TRAVERTINE SLABS
Si tratta di un tipo di carrello automatico di carico, di tipo basculante, appositamente progettato per poter caricare lastre di travertino.
La caratteristica principale risiede in un sistema di slitte, due inferiori, mosse da pistoni idraulici e due superiori, mosse da pistoni pneumatici, che permettono di afferrare le lastre di travertino e di distaccarla da quella sottostante.
La presa meccanica sopra descritta è successivamente integrata da quella delle ventose in modo da limitare lo stress della lastra durante l’operazione di carico.
TRAVER is an automatic loading carriage equipped with tilting table,expressly designed to load travertine slab.
A saddle system represents its main feature: two lower saddles lift by means of hydraulic cylinders while the upper saddles run by means of pneumatic cylinders, the system grips the travertine slab detaching it from the slab beneath.
This mechanical gripping is also integrated with the suction cups gripping, this combination manages more careful the slabs during the loading.
Portata max/ Max payload
Portata max unitaria ventose
Unitary suction cups max payload
N° ventose/ Suction cups number
Copertura ventose/ Suction cups covering
Dimensioni max lastra/ Max slab dimensions
Spessore max/ Max thickness
Potenza elettrica totale / Total electric power
Portata pompa vuoto/ Vacuum pump capacity
Peso / Weight
1000 Kg.
Ø200 63 Kg. n°14
Ø260 95 Kg. n°4
18 (14+4)
259x141 cm.
Larg. 220 cm.Lung.380 cm.
10 cm.
9kW
40 m3/h
1450 Kg
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
SISTEMI DI CARICO E SCARICO SEMI-AUTOMATICI / SEMI-AUTOMATIC LOADING / UNLOADING SYSTEMS

36
VAC 200/400/600CAMERE DEL VUOTO AUTOMATICHEAUTOMATIC VACUUM CHAMBER
La macchina svolge la funzione di sottoporre le lastre resinate ad una pressione di 0,05 bar in modo da favorire la penetrazione della resina nelle fratture “cieche” delle lastre.
Il principio di funzionamento è basato sull’estrazione delle bolle d’aria intrappolate dalla resina all’interno delle fratture in modo da ottenere un riempimento totale ed omogeneo.
Prometec produce varie versioni di camere del vuoto: VAC 200, VAC 400, VAC 600, per produzioni da 6 a 70 lastre ora. Il funzionamento della macchina è completamente automatico in coordinamento con i trasportatori adiacenti.
Il tempo di mantenimento del vuoto è regolabile da pannello operatore. E’ prevista la possibilità di eseguire il ciclo di solo transito.
This machine creates a 0.05 BAR depression zone on the resin-bonded slabs to improve resin penetration inside the "blind" fractures of the slabs.
Vacuum extracts the bubbles of air inside the lacks of the slab. Such an operation allows a fully and homogeny resin filling.
Vacuum time is settable by means of the panel board. All operations of the machine are completely automatic and coordinated to the conveyors. The machine can be by passed by control panel command.
Prometec produces three kinds of Vacuum chamber:
VAC 200, VAC 400 and VAC600
Portata max
Dimensioni max lastra
Spessore max
Potenza elettrica totale
Portata pompa vuoto
Pressione minima di lavoro
Produzione max. consentita
1000 kg
3600x2200 mm
60 mm
5,5 kW
2 x 100 m3/h
5 Mbar
15 lastre/h
VAC 200
1500 kg
3600x2200 mm
60 mm
8,75 kW
2 x 200 m3/h
5 Mbar
30 lastre /h
VAC 400
Max payload
Max slab dimensions
Max thickness
Total electric power
Vacuum pump capacity
Lowest working pressure
Max recommended production
1000 kg
3600x2200 mm
60 mm
12,25 kW
2 x 300 m3/h
5 Mbar
50 lastre /h
VAC 600
SISTEMI DI MIGLIORAMENTO DELLA QUALITA DELLA RESINATURAQUALITY IMPROVEMENT DEVICES ABOUT THE RESIN TREATMENT
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
VAC 400
37
ACCU 6 / 10ACCUMULATORI AUTOMATICI IN LINEAON LINE AUTOMATIC INTERMEDIATE STORES
Gli accumulatori costituiscono un magazzino intermedio tra la stazione di resinatura e quella di ritocco.
La macchina immagazzina automaticamente barelle (6 o 10 barelle) all’interno di un piccolo silo coibentato, in modo da incrementare il tempo intercorso tra l’operazione di applicazione della resina sulla lastra e l’operazione di controllo e ritocco.
In tal modo l’eventuale aggiunta di resina sopra i difetti avviene quando la resina precedentemente applicata si trova in fase di gel, senza il rischio quindi né di un ulteriore svuotamento della frattura né di un incollaggio deficitario.
Prometec produce varie versioni di accumulatori: ACCU 6 e ACCU 10 per lastre o barelle.
These machines store automatically 6 or 10 trays for stone slabs in small insulating silos in order to increase the time between the phase when the resin has been stuck on the slab and the operations regarding its checking and touching-up.
In this mode any addition of resin on the defects onto the slab is managed while the already stuck resin is on gel phase, therefore there are no risks to not completely fill the fractures or doing inadequate resin sizing.
ACCU 6
Peso massimo lastra
Numero massimo lastre
DIMENSIONI LASTRA:
Lunghezza massima
Larghezza massima
Spessore massimo
DIMENSIONI MACCHINA:
Lunghezza
Larghezza
Altezza
POTENZA ELETTRICA:
Totale
1.000Kg
6Nr
3.600mm
2.200mm
40mm
4.200mm
3.300mm
3.700mm
8,24kW
Max slab weight
Number of slab
SLAB DIMENSIONS:
Max length
Max width
max thickness
MACHINE DIMENSIONS:
Length
Width
Height
ELECTRIC POWER:
Total
ACCU 10
1.000Kg
10Nr
3.600mm
2.200mm
40mm
4.200mm
3.300mm
4.500mm
8,24kW
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION

36
VAC 200/400/600CAMERE DEL VUOTO AUTOMATICHEAUTOMATIC VACUUM CHAMBER
La macchina svolge la funzione di sottoporre le lastre resinate ad una pressione di 0,05 bar in modo da favorire la penetrazione della resina nelle fratture “cieche” delle lastre.
Il principio di funzionamento è basato sull’estrazione delle bolle d’aria intrappolate dalla resina all’interno delle fratture in modo da ottenere un riempimento totale ed omogeneo.
Prometec produce varie versioni di camere del vuoto: VAC 200, VAC 400, VAC 600, per produzioni da 6 a 70 lastre ora. Il funzionamento della macchina è completamente automatico in coordinamento con i trasportatori adiacenti.
Il tempo di mantenimento del vuoto è regolabile da pannello operatore. E’ prevista la possibilità di eseguire il ciclo di solo transito.
This machine creates a 0.05 BAR depression zone on the resin-bonded slabs to improve resin penetration inside the "blind" fractures of the slabs.
Vacuum extracts the bubbles of air inside the lacks of the slab. Such an operation allows a fully and homogeny resin filling.
Vacuum time is settable by means of the panel board. All operations of the machine are completely automatic and coordinated to the conveyors. The machine can be by passed by control panel command.
Prometec produces three kinds of Vacuum chamber:
VAC 200, VAC 400 and VAC600
Portata max
Dimensioni max lastra
Spessore max
Potenza elettrica totale
Portata pompa vuoto
Pressione minima di lavoro
Produzione max. consentita
1000 kg
3600x2200 mm
60 mm
5,5 kW
2 x 100 m3/h
5 Mbar
15 lastre/h
VAC 200
1500 kg
3600x2200 mm
60 mm
8,75 kW
2 x 200 m3/h
5 Mbar
30 lastre /h
VAC 400
Max payload
Max slab dimensions
Max thickness
Total electric power
Vacuum pump capacity
Lowest working pressure
Max recommended production
1000 kg
3600x2200 mm
60 mm
12,25 kW
2 x 300 m3/h
5 Mbar
50 lastre /h
VAC 600
SISTEMI DI MIGLIORAMENTO DELLA QUALITA DELLA RESINATURAQUALITY IMPROVEMENT DEVICES ABOUT THE RESIN TREATMENT
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
VAC 400
37
ACCU 6 / 10ACCUMULATORI AUTOMATICI IN LINEAON LINE AUTOMATIC INTERMEDIATE STORES
Gli accumulatori costituiscono un magazzino intermedio tra la stazione di resinatura e quella di ritocco.
La macchina immagazzina automaticamente barelle (6 o 10 barelle) all’interno di un piccolo silo coibentato, in modo da incrementare il tempo intercorso tra l’operazione di applicazione della resina sulla lastra e l’operazione di controllo e ritocco.
In tal modo l’eventuale aggiunta di resina sopra i difetti avviene quando la resina precedentemente applicata si trova in fase di gel, senza il rischio quindi né di un ulteriore svuotamento della frattura né di un incollaggio deficitario.
Prometec produce varie versioni di accumulatori: ACCU 6 e ACCU 10 per lastre o barelle.
These machines store automatically 6 or 10 trays for stone slabs in small insulating silos in order to increase the time between the phase when the resin has been stuck on the slab and the operations regarding its checking and touching-up.
In this mode any addition of resin on the defects onto the slab is managed while the already stuck resin is on gel phase, therefore there are no risks to not completely fill the fractures or doing inadequate resin sizing.
ACCU 6
Peso massimo lastra
Numero massimo lastre
DIMENSIONI LASTRA:
Lunghezza massima
Larghezza massima
Spessore massimo
DIMENSIONI MACCHINA:
Lunghezza
Larghezza
Altezza
POTENZA ELETTRICA:
Totale
1.000Kg
6Nr
3.600mm
2.200mm
40mm
4.200mm
3.300mm
3.700mm
8,24kW
Max slab weight
Number of slab
SLAB DIMENSIONS:
Max length
Max width
max thickness
MACHINE DIMENSIONS:
Length
Width
Height
ELECTRIC POWER:
Total
ACCU 10
1.000Kg
10Nr
3.600mm
2.200mm
40mm
4.200mm
3.300mm
4.500mm
8,24kW
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
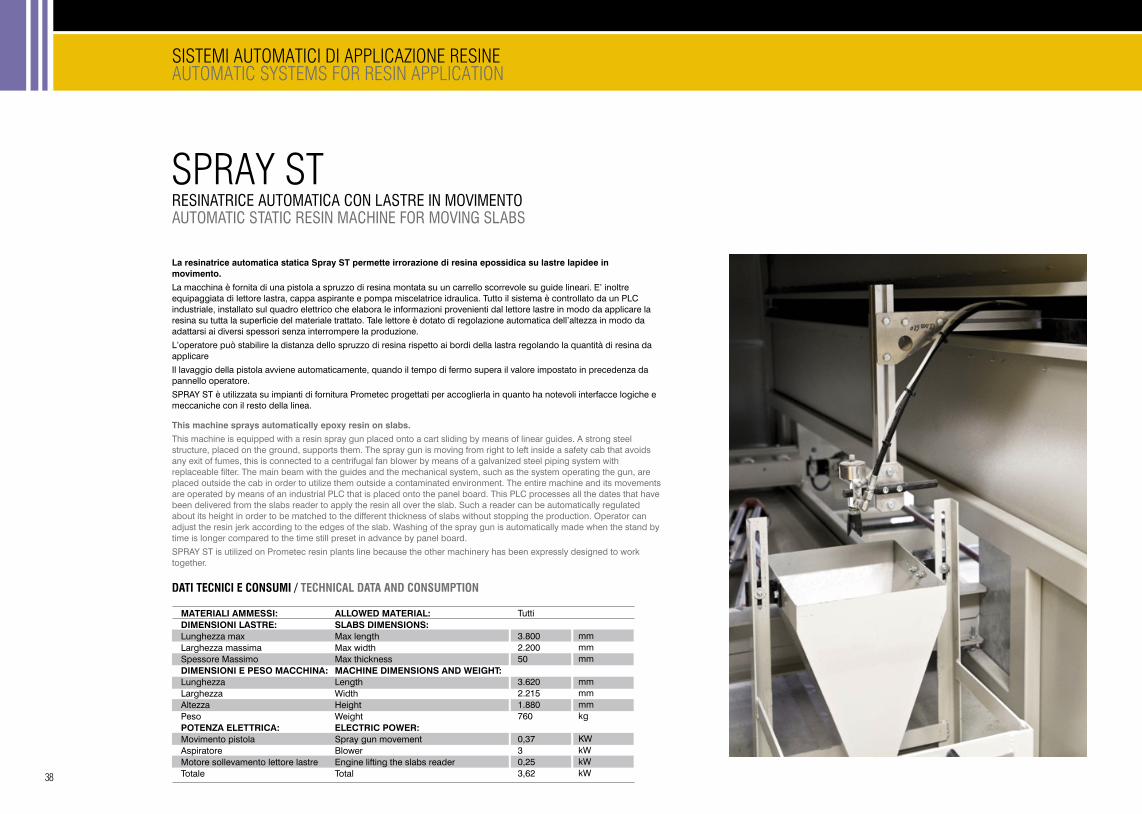
MATERIALI AMMESSI:
DIMENSIONI LASTRE:
Lunghezza max
Larghezza massima
Spessore Massimo
DIMENSIONI E PESO MACCHINA:
Lunghezza
Larghezza
Altezza
Peso
POTENZA ELETTRICA:
Movimento pistola
Aspiratore
Motore sollevamento lettore lastre
Totale
Tutti
3.800
2.200
50
3.620
2.215
1.880
760
0,37
3
0,25
3,62
mm
mm
mm
mm
mm
mm
kg
KW
kW
kW
kW
ALLOWED MATERIAL:
SLABS DIMENSIONS:
Max length
Max width
Max thickness
MACHINE DIMENSIONS AND WEIGHT:
Length
Width
Height
Weight
ELECTRIC POWER:
Spray gun movement
Blower
Engine lifting the slabs reader
Total
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
SPRAY STRESINATRICE AUTOMATICA CON LASTRE IN MOVIMENTOAUTOMATIC STATIC RESIN MACHINE FOR MOVING SLABS
La resinatrice automatica statica Spray ST permette irrorazione di resina epossidica su lastre lapidee in movimento.
La macchina è fornita di una pistola a spruzzo di resina montata su un carrello scorrevole su guide lineari. E’ inoltre equipaggiata di lettore lastra, cappa aspirante e pompa miscelatrice idraulica. Tutto il sistema è controllato da un PLC industriale, installato sul quadro elettrico che elabora le informazioni provenienti dal lettore lastre in modo da applicare la resina su tutta la superficie del materiale trattato. Tale lettore è dotato di regolazione automatica dell’altezza in modo da adattarsi ai diversi spessori senza interrompere la produzione.
L’operatore può stabilire la distanza dello spruzzo di resina rispetto ai bordi della lastra regolando la quantità di resina da applicare
Il lavaggio della pistola avviene automaticamente, quando il tempo di fermo supera il valore impostato in precedenza da pannello operatore.
SPRAY ST è utilizzata su impianti di fornitura Prometec progettati per accoglierla in quanto ha notevoli interfacce logiche e meccaniche con il resto della linea.
This machine sprays automatically epoxy resin on slabs.
This machine is equipped with a resin spray gun placed onto a cart sliding by means of linear guides. A strong steel structure, placed on the ground, supports them. The spray gun is moving from right to left inside a safety cab that avoids any exit of fumes, this is connected to a centrifugal fan blower by means of a galvanized steel piping system with replaceable filter. The main beam with the guides and the mechanical system, such as the system operating the gun, are placed outside the cab in order to utilize them outside a contaminated environment. The entire machine and its movements are operated by means of an industrial PLC that is placed onto the panel board. This PLC processes all the dates that have been delivered from the slabs reader to apply the resin all over the slab. Such a reader can be automatically regulated about its height in order to be matched to the different thickness of slabs without stopping the production. Operator can adjust the resin jerk according to the edges of the slab. Washing of the spray gun is automatically made when the stand by time is longer compared to the time still preset in advance by panel board.
SPRAY ST is utilized on Prometec resin plants line because the other machinery has been expressly designed to work together.
AUTOMATIC SYSTEMS FOR RESIN APPLICATIONSISTEMI AUTOMATICI DI APPLICAZIONE RESINE
38
SPRAYER MRESINATRICE AUTOMATICA MOBILE CON LASTRE FERMEAUTOMATIC MOVEABLE RESIN MACHINE ON STATIC SLABS
Sopra una solida struttura d’acciaio ancorata a terra su quattro colonne sono posti due binari che fanno scorrere una robusta trave sulla quale è alloggiata una pistola a spruzzo di resina.
La pistola resinatrice scorre da un lato all’altro della stessa grazie ad un carrello scorrevole. Una cabina aspira fumi impedisce la fuoriuscita dei vapori di resina verso l’esterno ed è collegata al ventilatore centrifugo d’aspirazione.
Tutto il sistema è controllato da un PLC industriale, installato sul quadro elettrico, che elabora le informazioni provenienti dal lettore lastre in modo da applicare la resina su tutta la superficie del materiale trattato. Tale lettore è dotato di regolazione automatica dell’altezza in modo da adattarsi ai diversi spessori del materiale senza interrompere la produzione.
L’operatore può stabilire la distanza dello spruzzo di resina rispetto ai bordi della lastra regolando la quantità di resina da applicare.
Il lavaggio della pistola avviene automaticamente, quando il tempo di fermo supera il valore impostato in precedenza da pannello operatore.
È utilizzabile anche su impianti esistenti e forniti da altri costruttori in quanto funziona come l’operatore umano.
MATERIALI AMMESSI:
DIMENSIONI LASTRE:
Lunghezza max
Larghezza massima
Spessore Massimo
DIMENSIONI E PESO MACCHINA:
Lunghezza
Larghezza
Altezza
Peso
POTENZA ELETTRICA:
Movimento pistola
Movimento ponte
Aspiratore
Motore sollevamento lettore lastre
Totale
Tutti
3.800
2.200
50
3.620
2.215
1.880
760
0,37
0,75
3
0,25
4,5
mm
mm
mm
mm
mm
mm
kg
KW
kW
kW
kW
kW
ALLOWED MATERIAL:
SLABS DIMENSIONS:
Max length
Max width
Max thickness
MACHINE DIMENSIONS AND WEIGHT:
Length
Width
Height
Weight
ELECTRIC POWER:
Spray gun movement
Bridge movement
Blower
Engine lifting the slabs reader
Total
Four solid steel columns are fixed on the ground supporting two linear guides. A strong beam slides onto those guides and is equipped with a resin spray gun placed onto a sliding cart.
The spray gun is moving from right to left inside a safety cab with a hood that avoids any exit of fumes. The cab is connected to a centrifugal fan blower by means of a flexible piping system with replaceable filter. The main beam with the cart and the mechanical system, such as the system operating the gun, are placed outside the cab in order to run them outside the contaminated environment.
The entire machine and its movements are operated by means of an industrial PLC that is placed onto the panel board. This PLC processes all data that have been delivered from the slabs reader for applying the resin all over the slab. Such a reader can be automatically regulated about its height in order to be matched to the different thickness of slabs without stopping the production. Operator can adjust the resin spray according to the edges of the slab. He regulates the quantity of resin arranging three parameters:
· The advancement of the beam and the speed of the spray gun (by means of panel board)
· The distance of the spray gun to the slab plane, (manually)
Cleaning of the spray gun is automatic when the stand by time is longer compared to the time still preset by panel board.
It is possible utilizing SPRAYER M onto already preceding resin plants line because thanks to its great flexibility it works like as well as human worker.
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
39
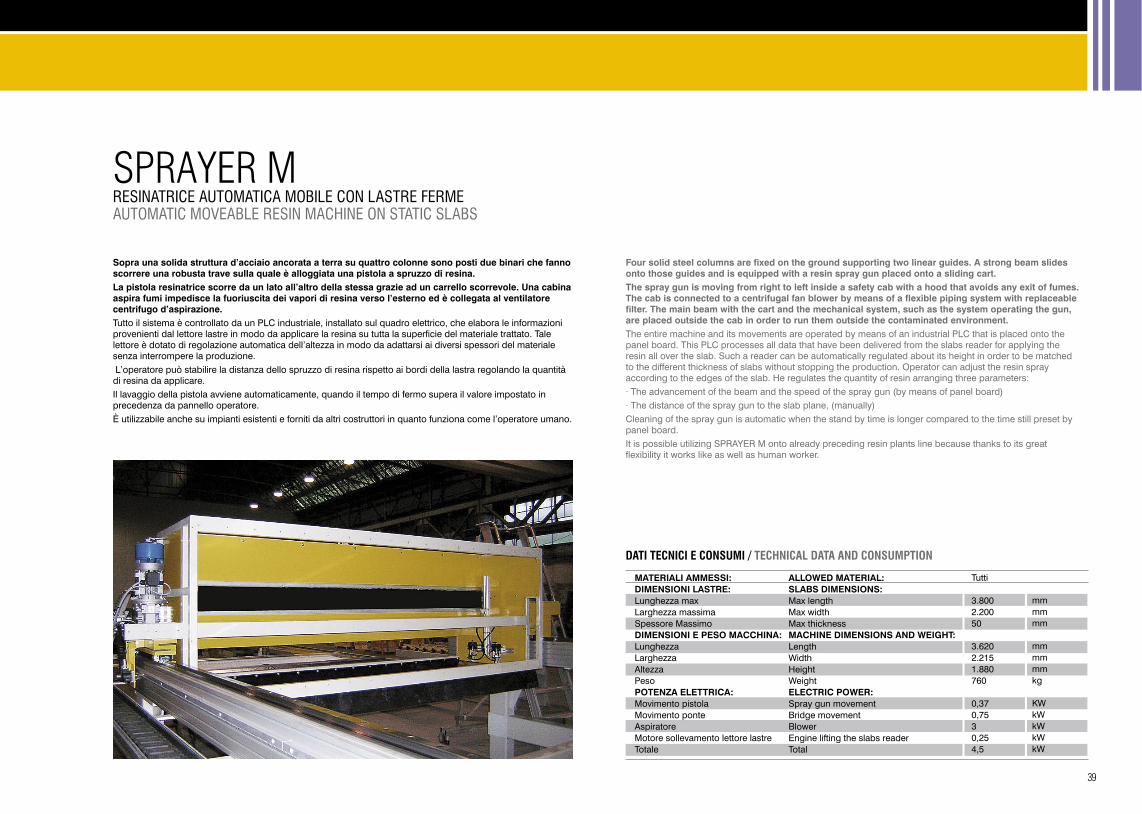
MATERIALI AMMESSI:
DIMENSIONI LASTRE:
Lunghezza max
Larghezza massima
Spessore Massimo
DIMENSIONI E PESO MACCHINA:
Lunghezza
Larghezza
Altezza
Peso
POTENZA ELETTRICA:
Movimento pistola
Aspiratore
Motore sollevamento lettore lastre
Totale
Tutti
3.800
2.200
50
3.620
2.215
1.880
760
0,37
3
0,25
3,62
mm
mm
mm
mm
mm
mm
kg
KW
kW
kW
kW
ALLOWED MATERIAL:
SLABS DIMENSIONS:
Max length
Max width
Max thickness
MACHINE DIMENSIONS AND WEIGHT:
Length
Width
Height
Weight
ELECTRIC POWER:
Spray gun movement
Blower
Engine lifting the slabs reader
Total
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
SPRAY STRESINATRICE AUTOMATICA CON LASTRE IN MOVIMENTOAUTOMATIC STATIC RESIN MACHINE FOR MOVING SLABS
La resinatrice automatica statica Spray ST permette irrorazione di resina epossidica su lastre lapidee in movimento.
La macchina è fornita di una pistola a spruzzo di resina montata su un carrello scorrevole su guide lineari. E’ inoltre equipaggiata di lettore lastra, cappa aspirante e pompa miscelatrice idraulica. Tutto il sistema è controllato da un PLC industriale, installato sul quadro elettrico che elabora le informazioni provenienti dal lettore lastre in modo da applicare la resina su tutta la superficie del materiale trattato. Tale lettore è dotato di regolazione automatica dell’altezza in modo da adattarsi ai diversi spessori senza interrompere la produzione.
L’operatore può stabilire la distanza dello spruzzo di resina rispetto ai bordi della lastra regolando la quantità di resina da applicare
Il lavaggio della pistola avviene automaticamente, quando il tempo di fermo supera il valore impostato in precedenza da pannello operatore.
SPRAY ST è utilizzata su impianti di fornitura Prometec progettati per accoglierla in quanto ha notevoli interfacce logiche e meccaniche con il resto della linea.
This machine sprays automatically epoxy resin on slabs.
This machine is equipped with a resin spray gun placed onto a cart sliding by means of linear guides. A strong steel structure, placed on the ground, supports them. The spray gun is moving from right to left inside a safety cab that avoids any exit of fumes, this is connected to a centrifugal fan blower by means of a galvanized steel piping system with replaceable filter. The main beam with the guides and the mechanical system, such as the system operating the gun, are placed outside the cab in order to utilize them outside a contaminated environment. The entire machine and its movements are operated by means of an industrial PLC that is placed onto the panel board. This PLC processes all the dates that have been delivered from the slabs reader to apply the resin all over the slab. Such a reader can be automatically regulated about its height in order to be matched to the different thickness of slabs without stopping the production. Operator can adjust the resin jerk according to the edges of the slab. Washing of the spray gun is automatically made when the stand by time is longer compared to the time still preset in advance by panel board.
SPRAY ST is utilized on Prometec resin plants line because the other machinery has been expressly designed to work together.
AUTOMATIC SYSTEMS FOR RESIN APPLICATIONSISTEMI AUTOMATICI DI APPLICAZIONE RESINE
38
SPRAYER MRESINATRICE AUTOMATICA MOBILE CON LASTRE FERMEAUTOMATIC MOVEABLE RESIN MACHINE ON STATIC SLABS
Sopra una solida struttura d’acciaio ancorata a terra su quattro colonne sono posti due binari che fanno scorrere una robusta trave sulla quale è alloggiata una pistola a spruzzo di resina.
La pistola resinatrice scorre da un lato all’altro della stessa grazie ad un carrello scorrevole. Una cabina aspira fumi impedisce la fuoriuscita dei vapori di resina verso l’esterno ed è collegata al ventilatore centrifugo d’aspirazione.
Tutto il sistema è controllato da un PLC industriale, installato sul quadro elettrico, che elabora le informazioni provenienti dal lettore lastre in modo da applicare la resina su tutta la superficie del materiale trattato. Tale lettore è dotato di regolazione automatica dell’altezza in modo da adattarsi ai diversi spessori del materiale senza interrompere la produzione.
L’operatore può stabilire la distanza dello spruzzo di resina rispetto ai bordi della lastra regolando la quantità di resina da applicare.
Il lavaggio della pistola avviene automaticamente, quando il tempo di fermo supera il valore impostato in precedenza da pannello operatore.
È utilizzabile anche su impianti esistenti e forniti da altri costruttori in quanto funziona come l’operatore umano.
MATERIALI AMMESSI:
DIMENSIONI LASTRE:
Lunghezza max
Larghezza massima
Spessore Massimo
DIMENSIONI E PESO MACCHINA:
Lunghezza
Larghezza
Altezza
Peso
POTENZA ELETTRICA:
Movimento pistola
Movimento ponte
Aspiratore
Motore sollevamento lettore lastre
Totale
Tutti
3.800
2.200
50
3.620
2.215
1.880
760
0,37
0,75
3
0,25
4,5
mm
mm
mm
mm
mm
mm
kg
KW
kW
kW
kW
kW
ALLOWED MATERIAL:
SLABS DIMENSIONS:
Max length
Max width
Max thickness
MACHINE DIMENSIONS AND WEIGHT:
Length
Width
Height
Weight
ELECTRIC POWER:
Spray gun movement
Bridge movement
Blower
Engine lifting the slabs reader
Total
Four solid steel columns are fixed on the ground supporting two linear guides. A strong beam slides onto those guides and is equipped with a resin spray gun placed onto a sliding cart.
The spray gun is moving from right to left inside a safety cab with a hood that avoids any exit of fumes. The cab is connected to a centrifugal fan blower by means of a flexible piping system with replaceable filter. The main beam with the cart and the mechanical system, such as the system operating the gun, are placed outside the cab in order to run them outside the contaminated environment.
The entire machine and its movements are operated by means of an industrial PLC that is placed onto the panel board. This PLC processes all data that have been delivered from the slabs reader for applying the resin all over the slab. Such a reader can be automatically regulated about its height in order to be matched to the different thickness of slabs without stopping the production. Operator can adjust the resin spray according to the edges of the slab. He regulates the quantity of resin arranging three parameters:
· The advancement of the beam and the speed of the spray gun (by means of panel board)
· The distance of the spray gun to the slab plane, (manually)
Cleaning of the spray gun is automatic when the stand by time is longer compared to the time still preset by panel board.
It is possible utilizing SPRAYER M onto already preceding resin plants line because thanks to its great flexibility it works like as well as human worker.
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
39

AUTONET APPLICATORE AUTOMATICO DELLA RETE DI RINFORZO PER LASTREAUTOMATIC APPLICATOR OF REINFORCING NET FOR SLABS
La macchina è costituita da una robusta struttura in carpenteria metallica che sostiene due assi, con supporti frizionati, sui quali possono essere montati due rotoli di rete in fibra di vetro.
Due rulli, uno dei quali motorizzato, sono preposti al dipanamento della stessa. Un terzo rullo folle la pressa invece sulla lastra tramite sistema pneumatico.
Il sistema automatico di taglio, costituito da lama circolare mobile su sede prismatica, recide trasversalmente la rete in accordo alla lunghezza della lastra precedentemente misurata da sensori posti sulla linea.
La sostituzione del rotolo da utilizzare avviene manualmente.
The machine consists of a solid steel structure supporting two axis with clutched supports. The axes (one is motorized) unwind rolls of fibreglass net.
A third roll presses it onto the slabs by means of a pneumatic system. AUTONET is equipped with an automatic cutting system, consisting of a circular movable blade, which cuts the net transversally according the length of slab.
That length has been previously measured by means of sensors placed onto the plants line.
Manually roll replacement.
SISTEMI AUTOMATICI DI APPLICAZIONE RETI DI RINFORZOAUTOMATIC SYSTEMS TO APPLY NET FOR SLABS REINFORCING
SISTEMI AUTOMATICI DI PULIZIA DELLE LASTRE E PRE LEVIGATURAAUTOMATIC SYSTEMS FOR SLAB CLEANING AND PRE-HONING
Si tratta di macchine progettate per :
- la pulizia superficiale del piano e delle fratture delle lastre prima di applicare la resina, con lo scopo di eliminare sporcizia e impurità che potrebbero compromettere la qualità del risultato
- la eliminazione di residui di resina indurita la cui presenza può causare la rottura delle lastre dopo lo scarico delle stesse
These machines are designed for:
- superficial cleaning of slab surface and fractures before the resin treatment in order to remove dirtiness and impurities which could prejudice the quality of the treatment
- removal of hardened resin residuals which presence could cause the breakage of slabs when downloaded
DROP CLEANER
40
SISTEMI PER IL RINFORZO STRUTTURALE DEI BLOCCHI DIFETTOSI REINFORCING SYSTEMS FOR DEFECTIVE MARBLE BLOCKSQuasi la totalità dei blocchi di marmo, granito ed affini viene prodotta in cave
con grandi percentuali di scarto dovute ai numerosi difetti presenti nelle pietre
naturali.
Le lavorazioni di blocchi difettosi da sempre rappresentano il principale
problema di sicurezza nel ciclo di trasformazione del blocco in lastre e nella
lavorazione di quest’ultime. E’ infatti noto che, la trasformazione in lastra od in
filagne di questi blocchi, può essere oltremodo pericolosa (franamento del
blocco) e dispendiosa a seconda del tipo di difetto presente che può causare
danni alle persone ed ai macchinari di lavorazione.
PROMETEC è riuscita ad estendere l’esperienza sulla resinatura delle lastre, al
rinforzo dei blocchi difettosi risolvendo in modo definitivo il problema del
“franamento del blocco o di parte di esso” sotto il telaio. I metodi di rinforzo proposti
da PROMETEC variano a seconda della tipologia di blocchi trattati, dei difetti che
devono essere risanati e del risultato che il cliente vuole ottenere dal processo di
rinforzo. I sistemi proposti sono essenzialmente due: Sistema HRVP e Sistema HRVP
EXTENDED.
Per ottenere risultati costanti ed efficaci di rinforzo su qualsiasi materiale, il
Trattamento HRVP e HRVP EXTENDED si basa su un impianto che può essere
progettato a seconda della capacità produttiva richiesta dal cliente.
Prometec inoltre, include nell’offerta, il trasferimento del know-how e la preparazione
del personale; aspetti fondamentali per ottenere costanza e certezza di risultati.
A differenza di altri processi tradizionali che hanno la stessa finalità, il processo
realizzato dall’impianto qui proposto ha le seguenti caratteristiche peculiari.
·Possibilità di lavorare blocchi di qualsiasi forma e dimensione
·Consumo di resina e dei materiali di rinforzo definito
Utilizzando il sottovuoto e grazie ad un sistema di contenimento innovativo, il
consumo di resina utilizzata per il rinforzo, è molto inferiore a quello necessario nei
tradizionali sistemi di rinforzo
·Certezza e costanza di risultati su tutti i materiali
·Dimensionamento dell’impianto alle necessità di produzione ed agli spazi disponibili
·Nessuna perdita di lastre in fase di segagione
Almost all marble, granite blocks & similar stone material are extracted from
quarries, but often many blocks shows heavy structural defects therefore can not be
worked or used; this entails a big waste material that could be potentially usable.
Working defective stone blocks to transform it into slabs always represents
important safety problems. This operation can be dangerous because by managing
defective block it can crumble damaging men and machinery all around.
PROMETEC was able to solve this problem by extending its experience about
hardening operations for slabs and applying it to reinforce the stone blocks too.
Reinforcing mode changes according to:
· stone material
· kind of defect
· Customer’s request
Offered systems:
HRVP and HRVP EXTENDED
These systems are designed according to the Customer’s production for solving any
problem of defective stone blocks.
Know – how transfer and personal training are included in the offer guaranteeing constant
and firm results
Our system has the following peculiar features unlike anything else traditional process
achieving the same aim:
·Possibility to work block with any dimension and form
·Planned resin quantity and reinforcing material
By utilizing vacuum system and an innovative retaining device the consumption of resin is
really lower if it is compared to the traditional system
·Certain e constant results for all stone material
·Device proportioned to the required production and the available places
·No loss of slabs during cutting
41

AUTONET APPLICATORE AUTOMATICO DELLA RETE DI RINFORZO PER LASTREAUTOMATIC APPLICATOR OF REINFORCING NET FOR SLABS
La macchina è costituita da una robusta struttura in carpenteria metallica che sostiene due assi, con supporti frizionati, sui quali possono essere montati due rotoli di rete in fibra di vetro.
Due rulli, uno dei quali motorizzato, sono preposti al dipanamento della stessa. Un terzo rullo folle la pressa invece sulla lastra tramite sistema pneumatico.
Il sistema automatico di taglio, costituito da lama circolare mobile su sede prismatica, recide trasversalmente la rete in accordo alla lunghezza della lastra precedentemente misurata da sensori posti sulla linea.
La sostituzione del rotolo da utilizzare avviene manualmente.
The machine consists of a solid steel structure supporting two axis with clutched supports. The axes (one is motorized) unwind rolls of fibreglass net.
A third roll presses it onto the slabs by means of a pneumatic system. AUTONET is equipped with an automatic cutting system, consisting of a circular movable blade, which cuts the net transversally according the length of slab.
That length has been previously measured by means of sensors placed onto the plants line.
Manually roll replacement.
SISTEMI AUTOMATICI DI APPLICAZIONE RETI DI RINFORZOAUTOMATIC SYSTEMS TO APPLY NET FOR SLABS REINFORCING
SISTEMI AUTOMATICI DI PULIZIA DELLE LASTRE E PRE LEVIGATURAAUTOMATIC SYSTEMS FOR SLAB CLEANING AND PRE-HONING
Si tratta di macchine progettate per :
- la pulizia superficiale del piano e delle fratture delle lastre prima di applicare la resina, con lo scopo di eliminare sporcizia e impurità che potrebbero compromettere la qualità del risultato
- la eliminazione di residui di resina indurita la cui presenza può causare la rottura delle lastre dopo lo scarico delle stesse
These machines are designed for:
- superficial cleaning of slab surface and fractures before the resin treatment in order to remove dirtiness and impurities which could prejudice the quality of the treatment
- removal of hardened resin residuals which presence could cause the breakage of slabs when downloaded
DROP CLEANER
40
SISTEMI PER IL RINFORZO STRUTTURALE DEI BLOCCHI DIFETTOSI REINFORCING SYSTEMS FOR DEFECTIVE MARBLE BLOCKSQuasi la totalità dei blocchi di marmo, granito ed affini viene prodotta in cave
con grandi percentuali di scarto dovute ai numerosi difetti presenti nelle pietre
naturali.
Le lavorazioni di blocchi difettosi da sempre rappresentano il principale
problema di sicurezza nel ciclo di trasformazione del blocco in lastre e nella
lavorazione di quest’ultime. E’ infatti noto che, la trasformazione in lastra od in
filagne di questi blocchi, può essere oltremodo pericolosa (franamento del
blocco) e dispendiosa a seconda del tipo di difetto presente che può causare
danni alle persone ed ai macchinari di lavorazione.
PROMETEC è riuscita ad estendere l’esperienza sulla resinatura delle lastre, al
rinforzo dei blocchi difettosi risolvendo in modo definitivo il problema del
“franamento del blocco o di parte di esso” sotto il telaio. I metodi di rinforzo proposti
da PROMETEC variano a seconda della tipologia di blocchi trattati, dei difetti che
devono essere risanati e del risultato che il cliente vuole ottenere dal processo di
rinforzo. I sistemi proposti sono essenzialmente due: Sistema HRVP e Sistema HRVP
EXTENDED.
Per ottenere risultati costanti ed efficaci di rinforzo su qualsiasi materiale, il
Trattamento HRVP e HRVP EXTENDED si basa su un impianto che può essere
progettato a seconda della capacità produttiva richiesta dal cliente.
Prometec inoltre, include nell’offerta, il trasferimento del know-how e la preparazione
del personale; aspetti fondamentali per ottenere costanza e certezza di risultati.
A differenza di altri processi tradizionali che hanno la stessa finalità, il processo
realizzato dall’impianto qui proposto ha le seguenti caratteristiche peculiari.
·Possibilità di lavorare blocchi di qualsiasi forma e dimensione
·Consumo di resina e dei materiali di rinforzo definito
Utilizzando il sottovuoto e grazie ad un sistema di contenimento innovativo, il
consumo di resina utilizzata per il rinforzo, è molto inferiore a quello necessario nei
tradizionali sistemi di rinforzo
·Certezza e costanza di risultati su tutti i materiali
·Dimensionamento dell’impianto alle necessità di produzione ed agli spazi disponibili
·Nessuna perdita di lastre in fase di segagione
Almost all marble, granite blocks & similar stone material are extracted from
quarries, but often many blocks shows heavy structural defects therefore can not be
worked or used; this entails a big waste material that could be potentially usable.
Working defective stone blocks to transform it into slabs always represents
important safety problems. This operation can be dangerous because by managing
defective block it can crumble damaging men and machinery all around.
PROMETEC was able to solve this problem by extending its experience about
hardening operations for slabs and applying it to reinforce the stone blocks too.
Reinforcing mode changes according to:
· stone material
· kind of defect
· Customer’s request
Offered systems:
HRVP and HRVP EXTENDED
These systems are designed according to the Customer’s production for solving any
problem of defective stone blocks.
Know – how transfer and personal training are included in the offer guaranteeing constant
and firm results
Our system has the following peculiar features unlike anything else traditional process
achieving the same aim:
·Possibility to work block with any dimension and form
·Planned resin quantity and reinforcing material
By utilizing vacuum system and an innovative retaining device the consumption of resin is
really lower if it is compared to the traditional system
·Certain e constant results for all stone material
·Device proportioned to the required production and the available places
·No loss of slabs during cutting
41
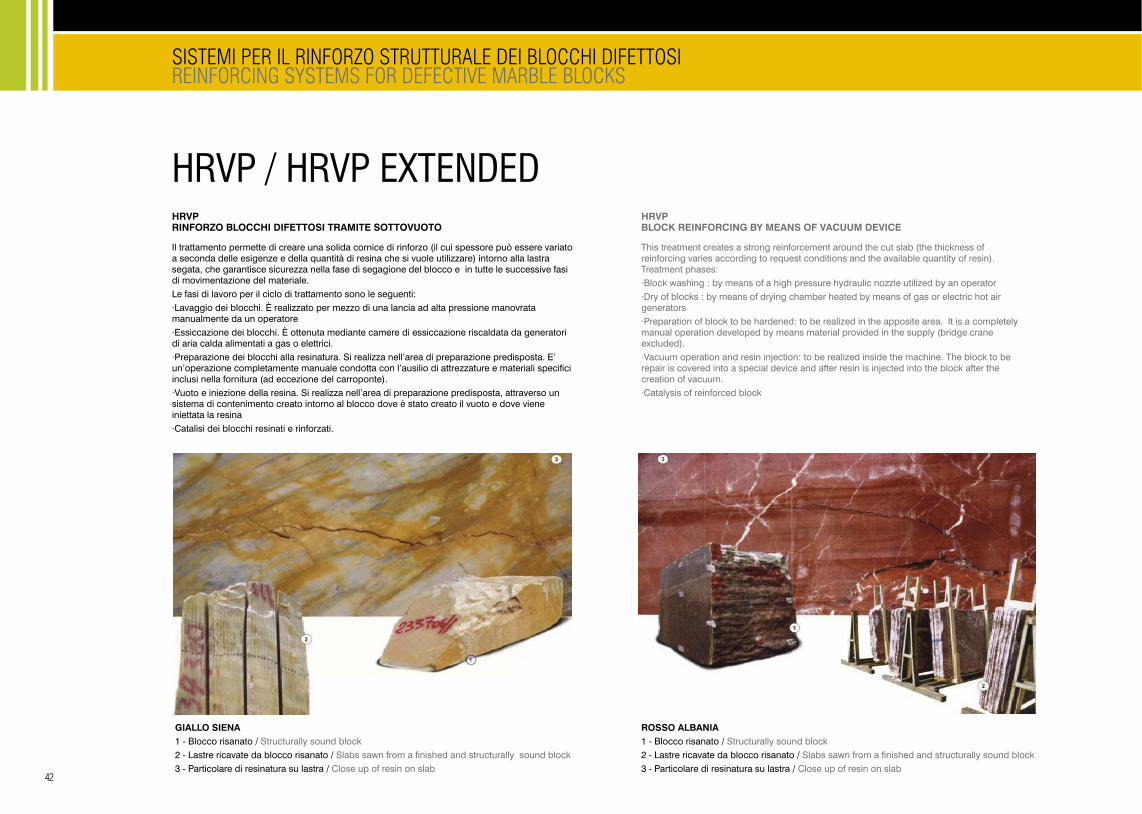
42
SISTEMI PER IL RINFORZO STRUTTURALE DEI BLOCCHI DIFETTOSI REINFORCING SYSTEMS FOR DEFECTIVE MARBLE BLOCKS
HRVP / HRVP EXTENDED
Il trattamento permette di creare una solida cornice di rinforzo (il cui spessore può essere variato a seconda delle esigenze e della quantità di resina che si vuole utilizzare) intorno alla lastra segata, che garantisce sicurezza nella fase di segagione del blocco e in tutte le successive fasi di movimentazione del materiale.
Le fasi di lavoro per il ciclo di trattamento sono le seguenti:
·Lavaggio dei blocchi. È realizzato per mezzo di una lancia ad alta pressione manovrata manualmente da un operatore
·Essiccazione dei blocchi. È ottenuta mediante camere di essiccazione riscaldata da generatori di aria calda alimentati a gas o elettrici.
·Preparazione dei blocchi alla resinatura. Si realizza nell’area di preparazione predisposta. E’ un’operazione completamente manuale condotta con l’ausilio di attrezzature e materiali specifici inclusi nella fornitura (ad eccezione del carroponte).
·Vuoto e iniezione della resina. Si realizza nell’area di preparazione predisposta, attraverso un sistema di contenimento creato intorno al blocco dove è stato creato il vuoto e dove viene iniettata la resina
·Catalisi dei blocchi resinati e rinforzati.
This treatment creates a strong reinforcement around the cut slab (the thickness of reinforcing varies according to request conditions and the available quantity of resin). Treatment phases:
·Block washing : by means of a high pressure hydraulic nozzle utilized by an operator
·Dry of blocks : by means of drying chamber heated by means of gas or electric hot air generators
·Preparation of block to be hardened: to be realized in the apposite area. It is a completely manual operation developed by means material provided in the supply (bridge crane excluded).
·Vacuum operation and resin injection: to be realized inside the machine. The block to be repair is covered into a special device and after resin is injected into the block after the creation of vacuum.
·Catalysis of reinforced block
HRVPRINFORZO BLOCCHI DIFETTOSI TRAMITE SOTTOVUOTO
HRVPBLOCK REINFORCING BY MEANS OF VACUUM DEVICE
GIALLO SIENA
1 - Blocco risanato /
2 - Lastre ricavate da blocco risanato /
3 - Particolare di resinatura su lastra /
Structurally sound block
Slabs sawn from a finished and structurally sound block
Close up of resin on slab
ROSSO ALBANIA
1 - Blocco risanato /
2 - Lastre ricavate da blocco risanato /
3 - Particolare di resinatura su lastra /
Structurally sound block
Slabs sawn from a finished and structurally sound block
Close up of resin on slab
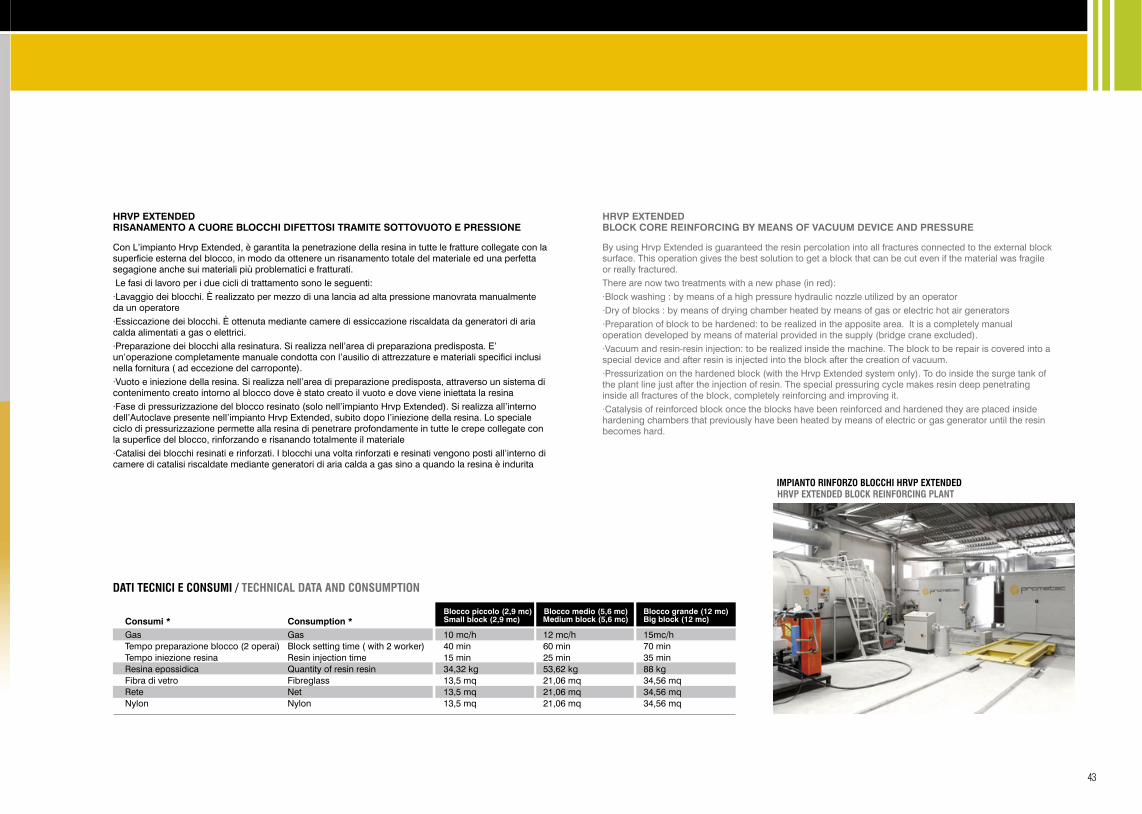
visit our new websiteWWW.PROMETEC.IT
43
Gas
Tempo preparazione blocco (2 operai)
Tempo iniezione resina
Resina epossidica
Fibra di vetro
Rete
Nylon
10 mc/h
40 min
15 min
34,32 kg
13,5 mq
13,5 mq
13,5 mq
12 mc/h
60 min
25 min
53,62 kg
21,06 mq
21,06 mq
21,06 mq
DATI TECNICI E CONSUMI / TECHNICAL DATA AND CONSUMPTION
Con L’impianto Hrvp Extended, è garantita la penetrazione della resina in tutte le fratture collegate con la superficie esterna del blocco, in modo da ottenere un risanamento totale del materiale ed una perfetta segagione anche sui materiali più problematici e fratturati.
Le fasi di lavoro per i due cicli di trattamento sono le seguenti:
·Lavaggio dei blocchi. È realizzato per mezzo di una lancia ad alta pressione manovrata manualmente da un operatore
·Essiccazione dei blocchi. È ottenuta mediante camere di essiccazione riscaldata da generatori di aria calda alimentati a gas o elettrici.
·Preparazione dei blocchi alla resinatura. Si realizza nell’area di preparaziona predisposta. E’ un’operazione completamente manuale condotta con l’ausilio di attrezzature e materiali specifici inclusi nella fornitura ( ad eccezione del carroponte).
·Vuoto e iniezione della resina. Si realizza nell’area di preparazione predisposta, attraverso un sistema di contenimento creato intorno al blocco dove è stato creato il vuoto e dove viene iniettata la resina
·Fase di pressurizzazione del blocco resinato (solo nell’impianto Hrvp Extended). Si realizza all’interno dell’Autoclave presente nell’impianto Hrvp Extended, subito dopo l’iniezione della resina. Lo speciale ciclo di pressurizzazione permette alla resina di penetrare profondamente in tutte le crepe collegate con la superfice del blocco, rinforzando e risanando totalmente il materiale
·Catalisi dei blocchi resinati e rinforzati. I blocchi una volta rinforzati e resinati vengono posti all’interno di camere di catalisi riscaldate mediante generatori di aria calda a gas sino a quando la resina è indurita
By using Hrvp Extended is guaranteed the resin percolation into all fractures connected to the external block surface. This operation gives the best solution to get a block that can be cut even if the material was fragile or really fractured.
There are now two treatments with a new phase (in red):
·Block washing : by means of a high pressure hydraulic nozzle utilized by an operator
·Dry of blocks : by means of drying chamber heated by means of gas or electric hot air generators
·Preparation of block to be hardened: to be realized in the apposite area. It is a completely manual operation developed by means of material provided in the supply (bridge crane excluded).
·Vacuum and resin-resin injection: to be realized inside the machine. The block to be repair is covered into a special device and after resin is injected into the block after the creation of vacuum.
·Pressurization on the hardened block (with the Hrvp Extended system only). To do inside the surge tank of the plant line just after the injection of resin. The special pressuring cycle makes resin deep penetrating inside all fractures of the block, completely reinforcing and improving it.
·Catalysis of reinforced block once the blocks have been reinforced and hardened they are placed inside hardening chambers that previously have been heated by means of electric or gas generator until the resin becomes hard.
HRVP EXTENDEDRISANAMENTO A CUORE BLOCCHI DIFETTOSI TRAMITE SOTTOVUOTO E PRESSIONE
HRVP EXTENDEDBLOCK CORE REINFORCING BY MEANS OF VACUUM DEVICE AND PRESSURE
Gas
Block setting time ( with 2 worker)
Resin injection time
Quantity of resin resin
Fibreglass
Net
Nylon
Consumption *Consumi *
15mc/h
70 min
35 min
88 kg
34,56 mq
34,56 mq
34,56 mq
Blocco piccolo (2,9 mc) Blocco medio (5,6 mc) Blocco grande (12 mc)Small block (2,9 mc) Medium block (5,6 mc) Big block (12 mc)
IMPIANTO RINFORZO BLOCCHI HRVP EXTENDEDHRVP EXTENDED BLOCK REINFORCING PLANT

VIA DORSALE, 13 - 54100 - MASSA - ITALY - TEL. +39 0585 79681 - FAX +39 0585 796868PARCO PRODUTTIVO APUANIA - - [email protected]
C U S T O M I Z E D I N N O VAT I O NC U S T O M I Z E D I N N O VAT I O N
W W W. P R O M E T E C . I T