Project Proponent: SPECTRUM DYEING PRIVATE...
22
Pre-Feasibility report Greenfield Facility of Manufacturing Plant for H-Acid and Vinyl Sulphone at Village Suryapur, Tehsil and District 24 Parganas (N) West Bengal Project Proponent: SPECTRUM DYEING PRIVATE LIMITED October 2014 2014
Transcript of Project Proponent: SPECTRUM DYEING PRIVATE...
Pre-Feasibility report Greenfield Facility of Manufacturing Plant for H-Acid and Vinyl Sulphone at Village Suryapur, Tehsil and District 24 Parganas (N)
West Bengal
Project Proponent:
SPECTRUM DYEING PRIVATE LIMITED
October 2014
2014

CONTENTS
1 EXECUTIVE SUMMARY ................................................................................. 4
2 INTRODUCTION ........................................................................................... 5
2.1 BRIEF DESCRIPTION OF THE PROJECT ................................................................ 5
2.2 NEED FOR THE PROJECT AND ITS IMPORTANCE TO REGION ......................................... 5
2.3 EMPLOYMENT GENERATION (DIRECT AND INDIRECT) DUE TO THE PROJECT....................... 5
3 PROJECT DESCRIPTION ............................................................................... 6
3.1 TYPE OF PROJECT INCLUDING INTERLINKED AND INTERDEPENDENT PROJECTS, IF ANY .......... 6
3.2 LOCATION (SPECIFIC LOCATION AND PROJECT BOUNDARY & PROJECT LAY OUT) WITH
COORDINATES ................................................................................................... 6
3.3 DETAILS OF ALTERNATE SITES CONSIDERED AND THE BASIS OF SELECTING THE PROPOSED SITE,
PARTICULARLY THE ENVIRONMENTAL CONSIDERATIONS GONE INTO SHOULD BEHIGHLIGHTED ........... 7
3.4 SIZE OR MAGNITUDE OF OPERATION ................................................................. 7
3.5 TECHNOLOGY AND PROCESS DESCRIPTION .......................................................... 8
3.6 RAW MATERIALS ...................................................................................... 12
3.7 ADDITIVES AND CHEMICALS .......................................................................... 14
3.8 RAW MATERIAL REQUIRED ALONG WITH ESTIMATED QUANTITY, LIKELY SOURCE, MARKETING
AREA OF FINAL PRODUCTS, MODE OF TRANSPORT OF RAW MATERIAL AND FINISHED PRODUCT. ....... 14
3.8.1 Transportation details of Raw Materials.................................................... 14
3.9 AVAILABILITY OF WATER ITS SOURCE, ENERGY/POWER REQUIREMENT AND SOURCE SHOULD BE
GIVEN 14
3.9.1 Fuel .............................................................................................. 14
3.9.2 Quantity of waste to be generated (liquid and solid) and scheme for their
management /disposal .................................................................................. 15
4 SITE ANALYSIS .................................................. ERROR! BOOKMARK NOT DEFINED.
4.1 CONNECTIVITY ....................................................... ERROR! BOOKMARK NOT DEFINED.
4.2 CLIMATIC DATA FROM SECONDARY SOURCES ..................... ERROR! BOOKMARK NOT DEFINED.
4.3 WEATHER ............................................................ ERROR! BOOKMARK NOT DEFINED.
4.3.1 Climate ....................................................... Error! Bookmark not defined.
4.3.2 Wind .......................................................... Error! Bookmark not defined.
4.3.3 Cloud Cover ................................................. Error! Bookmark not defined.
4.4 SOCIAL INFRASTRUCTURE AVAILABLE .............................. ERROR! BOOKMARK NOT DEFINED.
5 PROPOSED INFRASTRUCTURE .................................................................... 18
5.1 INDUSTRIAL AREA (PROCESSING AREA) ............................................................. 18
5.2 RESIDENTIAL AREA (NON-PROCESSING AREA) ..................................................... 18
5.3 GREEN BELT .......................................................................................... 18
5.4 DRINKING WATER MANAGEMENT (SOURCE & SUPPLY OF WATER) ................................ 18
5.5 SEWAGE SYSTEM ..................................................................................... 18
5.6 INDUSTRIAL WASTE MANAGEMENT................................................................... 18
5.7 POWER REQUIREMENT & SUPPLY/ SOURCE ........................................................ 19
6 REHABILITATION AND RESETTLEMENTS (R& R) PLAN ..................................... 20

6.1 POLICY TO BE ADOPTED (CENTRAL/STATE) IN RESPECT OF THE PROJECT AFFECTED PERSONS
INCLUDING HOME OUSTEES, LAND OUSTEES AND LANDLESS LABOURERS (A BRIEF OUTLINE TO BE
GIVEN) 20
7 PROJECT SCHEDULE AND COST ESTIMATE ................................................... 21
7.1 LIKELY DATE OF START OF CONSTRUCTION AND LIKELY DATA OF COMPLETION (TIME SCHEDULE
FOR THE PROJECT TO BE GIVEN) ............................................................................ 21
7.2 ESTIMATED PROJECT COST ALONG WITH ANALYSIS IN TERMS OF ECONOMIC VIABILITY OF THE
PROJECT. ...................................................................................................... 21
8 ANALYSIS OF PROPOSAL .................................... ERROR! BOOKMARK NOT DEFINED.

1 EXECUTIVE SUMMARY
Spectrum Dyeing (P) Limited is planning Greenfield Manufacturing facility at village Suryapur, Tehsil &
District 24 Parganas (N), West Bengal.
The Proposed Greenfield Project falls under „Section 5(f)‟ Manufacturing / Production of Synthetic
Organic Chemicals & „Category “A”.
1. Name of the Industry Spectrum Dyeing Private Limited
2. Products to be manufactured H-Acid (200 MT/Month) and Vinyl
Sulphone (100 MT/Month)
3. Total Plot Area 8026.82 sq.m
4. Water Requirement Total Water requirement is 200 KLD.
Fresh Water Requirement: 96.5 KLD
Recycle Water: 103.5 KLD
Water will be sourced from Borewell
system at site.
5. Power Requirement 110 KW (Source: West Bengal State
Electricity Distribution Company
Limited)
Back Up : 130 KVA
6. Manpower Requirement 40
7. Total Project cost Rs. 40 Crore
8. Recurring cost/ annum for environmental
pollution control measures
Approx. 36 Lacs

2 INTRODUCTION
2.1 Brief Description of the Project
Spectrum Dyeing (P) Limited is planning Greenfield Manufacturing facility at village Suryapur, Tehsil &
District 24 Parganas (N), West Bengal
2.2 Need for the project and its importance to region
Among chemicals, Global Dyestuff industry is a multi billion industry and comprises of products
including Dyes, Pigments and Intermediates. Market demand for dye and dye intermediates is growing
at a Compounded Annual Growth Rate (CAGR) of 4-5% globally.
Dyestuff can be used for Printing inks, plastics, textiles, paper and foodstuff. Today, the markets for
dyes are predominantly dominated by reactive as well as disperse dyes and in future also these two
types of dyes are expected to grow further. With nations like China, South Korea and Taiwan emerging
as strong players in field of disperse dyes, India has taken lead in production of reactive dyes as the
availability of an intermediate called vinyl sulphone in the country. Presently, the dye and dye
intermediaries industry has grown as an integral part of many industries operating in the market.
With the current size of approximately $108 billion, the Indian chemical industry accounts for about 3%
of the global chemical industry. In terms of volume, India is the third-largest producer of chemicals in
Asia, after China and Japan. In the base case scenario, with current initiatives of industry &
government, the Indian chemical industry could grow at 11% p.a. to reach size of $224 billion by 2017.
2.3 Employment Generation (Direct and Indirect) due to the project
The proposed project is manufacturing unit and as such will generated direct as well as indirect
employment and will benefit local /nearby persons.
Spectrum Dyeing (P) Limited, WB generates the employment on various levels time to time and gives
the priority to local persons.

3 PROJECT DESCRIPTION
3.1 Type of Project including interlinked and interdependent projects, if any
The Proposed Project comes under „Section 5(f)‟ Synthetic organic chemicals industry (dyes & dye
intermediates; bulk drugs and intermediates excluding drug formulations; synthetic rubbers; basic organic
chemicals, other synthetic organic chemicals and chemical intermediates)
As per EIA notification dated 14th September 2006 and its amendment on 1
st December 2009, project is
located outside the notified industrial area/estate; therefore project comes under in category A.
No interlinked project.
3.2 Location (specific location and project boundary & project lay out) with coordinates
Spectrum Dyeing (P) Limited is planning Greenfield Manufacturing facility at village Suryapur, Tehsil &
District 24 Parganas (N), West Bengal. Proposed project is located at 22°44‟44.86” N & 88°25‟16.11”E.
Figure 1 : Location map

Figure 2: Site Details
3.3 Details of alternate sites considered and the basis of selecting the proposed site,
particularly the environmental considerations gone into should be highlighted
There is no interlinked project.
Since the objective is to manufacture Synthetic Organic Chemicals, a lush green & friendly environment is
being selected for installing the plant. The salubrious pollution free climate of West Bengal makes it an
ideal location for the health and medical care industry.
The project is not likely to cause any significant impact to the ecology of the area since adequate
preventive measures will be adopted to control various pollutants within permissible limits. Green belt
development around the area has been and shall be taken up as an effective pollution mitigative technique.
3.4 Size or Magnitude of Operation
Total Production Capacity
S. No. Product Name License Capacity
1 H-Acid 200 MT/Month
2 Vinyl Sulphone 100 MT/Month
By-Product Generation
S.No. Product Name License
Capacity Origin

1 Sodium sulphate 400 MT/Month From H-acid
2 Gypsum 1350MT/Month From H-acid and ZED plant
3 Liquid sodium Bi
sulphate 75 MT/Month From H-acid
4 Dil Nitric acid / Nitrite
solution 75 MT/Month From H-acid
5 Iron sludge 250 MT/Month From H-acid
3.5 Technology and Process Description
H-Acid:
Sulphonation:
The Sulphonation is carried out in a C.I. Sulphonator; Naphthalene is heated with Sulfuric Acid and Oleum
(65%) at a temperature of 80oC, 145
oC, 160
oC. Trisulfonation takes place and Naphthalene – 1,3,6 sulfonic
acid is formed. A little water is added and the sulfonated mass is blown in to the nitrator.
Nitration:
The Nitration is carried out in SS Nitrator. The sulfonated mass is cooled at 40oC. Nitric Acid 60% is added
keeping temperature between 40oC-45
oC. Nitration takes place and 8 Nitro Naphthalene 1-3-6 Sulfonic
Acid is formed. The nitrated mass is brought to the neutralizer.
Neutralization:
The Neutralization is carried out in a MSRLTL vessel. Water and Sodium Sulphate is charged into the
neutralizer. The nitrated mass from nitrated is received. As the temperature rises to 72 to 75oC, NOx fumes
are generated. The gases are thoroughly scrubbed.
Lime slurry is then added. The excess Sulfuric Acid is neutralized and Calcium Sulfate is formed. The
neutralized slurry is heated to 90oC and filtered in vertical filter/belt filter. The gypsum cake is washed with
hot water. The filtrate and washes containing the Sodium Salt of 8 Nitro Naphthalene 1-3-6 Trisulfonic Acid
(Nitro Solution) is taken for reduction. Gypsum cake is stored in allotted areas.
Reduction:
The Reduction is carried out in a MSRLTL vessel. Water, Iron Powder and Acetic Acid is charged into the
reduction vessel. The mass is heated to 95oC. Nitro solution is gradually added at 95-98
oC. During
reduction, 8 Amino Naphthalene 1, 3, 6 Trisulfonic (Amino Solution) is formed. Soda Ash is added to
precipitate soluble iron salts into iron oxide. The reduction mass is filtered in vertical filter press. Iron oxide
sludge is washed well with hot water. The filtrate and washes is taken for concentration and iron sludge is
stored in allotted areas.
Catalytic Hydrogenation Reaction (substitute Process) is in our R&D under development.
Concentration:
The Amine Solution contains about 13 to 15% 8 Amino Naphthalene 1,3,6 Trisulfonic Acid. This is
concentrated in SS triple effect falling film evaporated to amine content of 42 to 43%. The concentrated
amine solution is taken for alkaline fusion.

Methanolic Solvent Fussion:
The Methanolic Solvent Fussion reaction is carried out in a MS Auto Clave. Concentrated Amine solution is
heated with caustic soda lye, start the distillation. Draw the maximum water from the amine solution and
this concentrated amine solution is heated with Methanol with temperature 185oC to 190
oC and at 26 to 28
Kg/cm2 pressure.
Acid Isolation:
Isolation (Crystallization) is carried out in a MSRLTL vessel. Water and Dilute Spent is charged into the
vessel. The fusion mass is gradually received. During isolation H-Acid is precipitated. Sulphur Dioxide is
generated. The gases are scrubbed. The isolated slurry is maintained at 90-95oC & pH 1-1.5. After
compete removals of Sulphur Dioxide, the slurry is cooled at 60oC and filtered on Belt Filter. The filter cake
is dried in spray dryer. The H-Acid cake is washed well with water. The filtrate is taken to the Zero Effluent
Discharge Plant (ZED plant) for treatment.

Manufacturing of Vinyl Sulphone
In reduction vessels the slurry of sodium bisulphate, caustic lye and water is prepared and gradual
addition of wet cake of ASC is carried out. The pH is maintained around 7 using little quantity of
sulphuric acid and temperature is maintained around 55 0C using circulation chilled water.
The reacted mass from reduction vessel is taken to another reactor for carrying out condensation
with ethylene oxide with sulphuric acid. The temperature is maintained around 50 0C using cooling
water recirculation.
The condensed mass is vacuum filtered. The filtrate containing about 15 to 20% of Glauber salt is
taken for recovery of Glaubber salt and the rest of the filtrate is sent to the incinerator for zero
discharge.
The wet cake of condensed mass is dried.
Naphthaleane
Sulphuric acid (98%)
Oleum acid (23%)
Water
Sodiumsulphate CO 2 gas
Lime stone powder NO 2 gas
water
CI powder
Acetic acid
Soda ash
Steam
Steam
Caustic soda flaks
Methanol
Water
Dil spent Acid (22%)
Sulphuric acid (98%) SO x Gas
water
Water Effluent water
(H-mother liquor)
Condansate water
Distillate water
Recovered methanol
Sox Scrubber
CONCENTRATION
FUSSION
ISOLATION
FILTRATION &
CENTRIFUGE
1-Amino,8-
Napthol,3,6, Di-
sulphonic acid
DRYING
FILTRATION
Steam vapor to
atmosphere
Hot washing water FILTRATIONIron sludge as a solid
waste
WaterCalcium sulphate as a
gypsum solid waste
REDUCTION
H-ACID PROCESS FLOW DIAGRAM
SULPHONATION
NITRATION
Nox Scrubber
Nitric Acid (61-62%)
NEUTRALISATION

Dried condensed mass is subjected to esterification using concentrated sulphuric acid of 98%.
The vapours evolved during esterification are taken to condenser through vacuum to obtain acetic
acid.
The esterified mass is Vinyl Sulphone. It is pulverized and packed.

EQMS INDIA PVT LTD | APRIL 2014 12
3.6 Raw Materials
Table 3-1: Storage Details of Raw Material (H-Acid Plant)

EQMS INDIA PVT LTD | APRIL 2014 13
S. No. Raw Materials Quantity (MT/Month) Control Measure Provided
1. Naphthalene 185 Sufficient Ventilated Godown
2. Oleum (65%) 575 Ventury scrubber on H2SO4 tank
3. Sulphuric Acid (98%) 375 Breathing valve
4. Nitric Acid (60%) 200 Breathing valve
5. Lime Stone 900 Sufficient Ventilated Godown
6. Glaubber Salt 500 Sufficient Ventilated Godown
7. Iron Powder 200 Sufficient Ventilated Godown
8. Soda Ash 90 Sufficient Ventilated Godown
9. Caustic Soda 375 Sufficient Ventilated Godown
10. Spent Sulphuric Acid (20% to 30%) 175 Breathing valve
11. Methanol 19 Flame arrester and breathing valve
12. Sodium Bisulphite 23 Sufficient Ventilated Godown
Table 3-2: Storage Details of Raw Material (Vinyl Sulphone Plant)
S. No. Raw Materials Quantity (MT/Month) Control Measure Provided
1. ASC Mass 130 Sufficient Ventilated Godown
2. Caustic Lye 150 Sufficient Ventilated Godown
3. Sodium Bisulphite 50 Sufficient Ventilated Godown
4. Ethylene Oxide 27 Dyke Wall, sprinkler system, leakage gas indicator
5. Sulphuric Acid (98%) 50 Breathing valve

EQMS INDIA PVT LTD | APRIL 2014 14
3.7 Additives and Chemicals
No
3.8 Raw material required along with estimated quantity, likely source, marketing area of
final products, mode of transport of raw material and finished product.
3.8.1 Transportation details of Raw Materials
The transportation of raw materials will be done by road complying with all safety requirements as per
MSHIC rule.
3.9 Availability of water its source, energy/power requirement and source should be
given
Water will be abstracted from bore well at site.
Table 3-3: Water consumption (Approximate)
S. NO.
Water Consumption Area Total Water
Consumption, KLD
Fresh Water Requirement, KLD
Recycle Water, KLD
1 Domestic 5.5 3.5 NIL
2 Industrial
I. Processing 104.5 65.5 50
II. Cooling Tower 40 NIL 40
III. Boiler / Softening Plant 40 26 13
v. Laboratory 2.0 1.5 0.5
3 Gardening 8.0 NIL 8.0
TOTAL 200.0 96.5 103.5
3.9.1 Fuel
Table 3-4: Fuel Consumption
S. NO.
Stack Attached to Type of
Fuel Stack
Height in m Fuel consumption in
KL/Hr of MT/Hr
No. of Operating
Hours
1 Steam Boiler Petcoke /
Coal 35 1 T/Hr / 2.5 T/Hr 20
2 Thermo pack Boiler Petcoke /
Coal 35 0.2 T/Hr / 0.4 T/Hr 20
3 Spray Dryer HAG for H-
acid Petcoke /
Coal 35 0.15 T/Hr /0.3 T/Hr 20
4 Spray Dryer For ZED plant Petcoke /
Coal 35 0.15 T/Hr / 0.3 T/Hr 20
5 Spin flash Dryer Petcoke/
Coal 35 0.05 T/Hr / 0.1 T/Hr 15

EQMS INDIA PVT LTD | APRIL 2014 15
*Note: Dg Sets will be used only during Power failure.
3.9.2 Quantity of waste to be generated (liquid and solid) and scheme for their management
/disposal
Table 3-3: Waste Water Generation Details
S No.
Effluent Generation Area Total KLD Disposal Mode
1 Domestic 4.5 KLD Soak pit
2 Industrial
i. Processing& Scrubbing 30 KLD Send to ZED plant for treatment&
Recovery
iii. Cooling tower 10 KLD For Gardening and Green belt
iv. Boiler 10 KLD For Gardening and Green belt
v. Softening plant / DM Plant / RO etc.
10 KLD For Gardening and Green belt
3 Gardening 5.0
INDUSTRIAL TOTAL 69.5 KLD 64.5 KLD to ZED + 5 KLD for
Gardening in rainy season all to ZED
Table 3-4: Hazardous Waste Generation and disposal Details
S No.
Waste Stream Waste
Category No. Generation Disposal Method
1 Gypsum Solid waste (H-
acid) 26.1 of
Schedule-1 1350 MT/Month
Collection, Storage, Transportation, Disposal
By selling to authorized Red oxide and Cement Factory
2 Iron sludge Solid waste
(H-acid)
26.1 of Schedule-1
250 MT/Month
Collection, Storage, Transportation, Disposal
By selling to authorized Red oxide and Cement Factory
3 ZED waste sludge OR
Inclinator Ash 34.3 of Schedule
175 MT
Collection, Storage, Transportation, Disposal
To Authorized solid disposal site
4 Fly ash ---------------- 100 MT
Collection, Storage, Transportation, and sell to Brick mfg./road construction company
also use for road leveling
5 ETP Gypsum Sludge
34.3 of Schedule
500 MT
Collection, Storage, Transportation, Disposal
By selling to authorized Red oxide and Cement Factory
6 Glaubber Salt (Vinyl
Sulphone) 26.2 of
Schedule 10080 MT
Collection, storage, transportation, disposal by re-use in H-acid plant & left over
quantity sell to authorized buyer
EQMS INDIA PVT LTD | APRIL 2014 16
4 SITE ANALYSIS
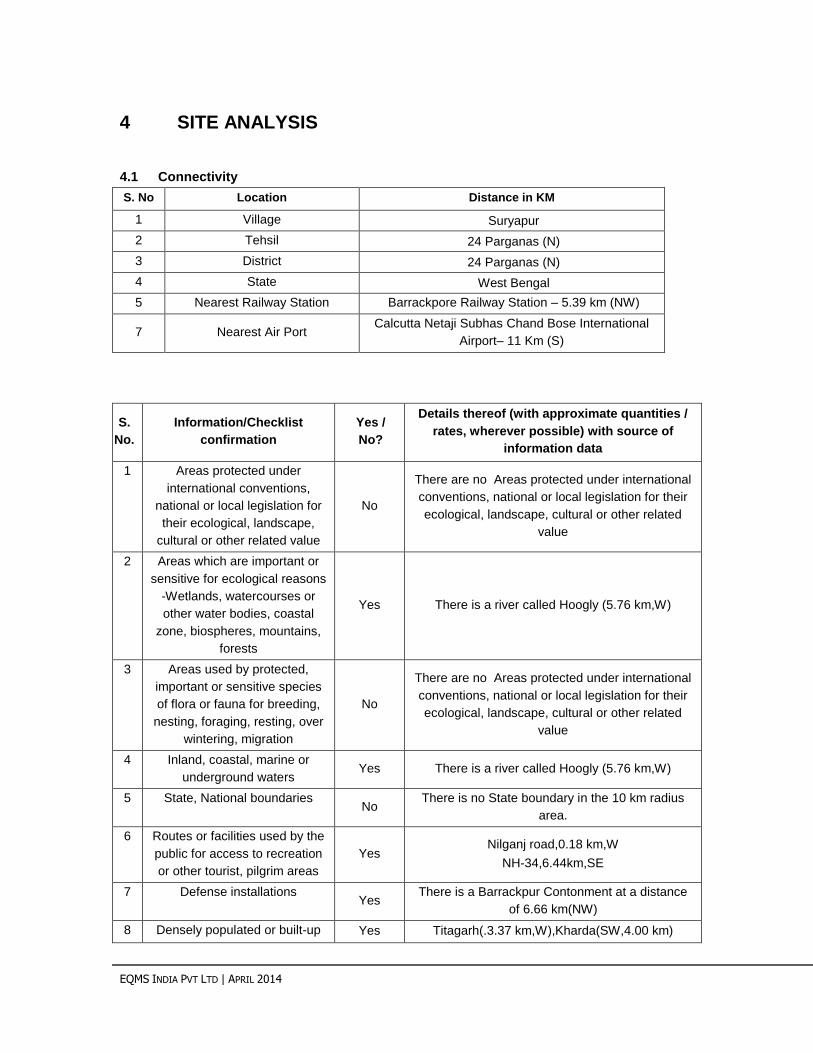
4.1 Connectivity
S. No Location Distance in KM
1 Village Suryapur
2 Tehsil 24 Parganas (N)
3 District 24 Parganas (N)
4 State West Bengal
5 Nearest Railway Station Barrackpore Railway Station – 5.39 km (NW)
7 Nearest Air Port Calcutta Netaji Subhas Chand Bose International
Airport– 11 Km (S)
S.
No.
Information/Checklist
confirmation
Yes /
No?
Details thereof (with approximate quantities /
rates, wherever possible) with source of
information data
1 Areas protected under
international conventions,
national or local legislation for
their ecological, landscape,
cultural or other related value
No
There are no Areas protected under international
conventions, national or local legislation for their
ecological, landscape, cultural or other related
value
2 Areas which are important or
sensitive for ecological reasons
-Wetlands, watercourses or
other water bodies, coastal
zone, biospheres, mountains,
forests
Yes There is a river called Hoogly (5.76 km,W)
3 Areas used by protected,
important or sensitive species
of flora or fauna for breeding,
nesting, foraging, resting, over
wintering, migration
No
There are no Areas protected under international
conventions, national or local legislation for their
ecological, landscape, cultural or other related
value
4 Inland, coastal, marine or
underground waters Yes There is a river called Hoogly (5.76 km,W)
5 State, National boundaries No
There is no State boundary in the 10 km radius
area.
6 Routes or facilities used by the
public for access to recreation
or other tourist, pilgrim areas
Yes Nilganj road,0.18 km,W
NH-34,6.44km,SE
7 Defense installations Yes
There is a Barrackpur Contonment at a distance
of 6.66 km(NW)
8 Densely populated or built-up Yes Titagarh(.3.37 km,W),Kharda(SW,4.00 km)

EQMS INDIA PVT LTD | APRIL 2014 17
S.
No.
Information/Checklist
confirmation
Yes /
No?
Details thereof (with approximate quantities /
rates, wherever possible) with source of
information data
area
9 Areas occupied by sensitive
man-made land uses
(hospitals, schools, places of
worship, community facilities)
Yes
Shantinagar High school,NW,5.78km
Bholananada National vidalaya,5.60 km,NW
Dr B N Bose General hospital,5.17,W
10 Areas containing important,
high quality or scarce
resources (ground water
resources, surface resources,
forestry, agriculture, fisheries,
tourism, minerals)
No
11 Areas already subjected to
pollution or environmental
damage. (Those where existing
legal environmental standards
are exceeded)
No -
12 Areas susceptible to natural
hazard which could cause the
project to present
environmental problems
(earthquakes, subsidence,
landslides, erosion, flooding or
extreme or adverse climatic
conditions)
Project area falls in the seismic zone-III(Moderate Risk Zone)
4.2 Climatic data from secondary sources
The district is characterized by hot and humid climate. It receives adequate rainfall from North-East and South-West monsoons which set in the latter half of June and withdraw by the middle of October. Pre-monsoon rains are received during March-April. May is the hottest month with temperature as high as 40°C and January is the coldest month with temperature as low as 10°C. The normal annual rainfall in this district is of the tune of 1800 mm.
Description Particulars
Rainfall 1800 mm(Normal)
Temperature 400C in May(Max) and 10
0C in
January(Min)
Relative
Humidity
Between 50% in March & 90%
in July

EQMS INDIA PVT LTD | APRIL 2014 18
5 PROPOSED INFRASTRUCTURE
5.1 Industrial Area (processing area)
Not Applicable
5.2 Residential Area (non-processing area)
Not Applicable
5.3 Green belt
33% of total plot area will be developed as greenbelt.
5.4 Drinking water management (source & supply of water)
Water will be sourced from bore well at site. The area is safe area as per Central Ground Water Board
Classification.
5.5 Sewage system
Sewage Treatment System shall be set up at site.
5.6 Industrial waste management
Generated waste has been categorized in below categories
Domestic waste
Solid waste (Non hazardous)
Hazardous waste
Solid waste: there is no solid waste generated in the conventional manufacturing process of vinyl sulphone. In conventional liquid effluent treatement process gypsum sludge is generated. In the proposed process, solid waste is generated in clarification step after reduction.
Solid sludge is mainly containing filter aid, inorganic salts & some retained orgaincs & moisture. The organic impurties can be washed and dried solid sludge, which is containing inorganic salts, may be land filled with all precautions.
Hazardous waste:
Dye interemediate industries is one of the most polluting industries because some environmental hazards like as H-acid is liberated in chlorosulphonation stage as gas and needs to be scrubbed. Due to poor absorption recovery system, concentration of hydrochloric acid as byproduct is continuously decreasing. Excess of ethylene oxide used in condensation is hazardous and it is to be used in excess as large quantity of the some hydrolyses to glycols in presence of water. Mother liquor and washings after condensation contain glycols, sodium sulphate and sodium chloride. Also liquid effluent generated is toxic having high biological oxygen demand(BOD), chemical oxygen demand (COD) and temperory dissolved solids (TDS), which is difficult to biodegrade, and solid waste generated is hazardous. Due to poor raw material storage and handling system, like

EQMS INDIA PVT LTD | APRIL 2014 19
as ethylene oxide which is transferred from ethylene oxide tanker to storage tank, large amount of ethylene oxide vapor escapes and it‟s diluted solution goes as effluent. Proposed Methods For Recovery And Treatment Of H-acid Emissions Hydrochloric acid gas is emitted from chlorosulphonation and drowning step is scrubbed with water in packed bed scrubbers. Hydrochloric acid solution is re-circulated by pump until it gets concentrated. Hydrochloric acid solution can be sold, if it is 30%. As the concentration of hydrochloric acid increases, recovery efficiency decreases. Packed bed scrubbers are not properly designed to provide effective surface area for absorption. No suction is provided for the gas. Packed columns are not properly cleaned and maintained. Recovery efficiency of hydrochloric acid is about 90%.
Proposed Methods For Recovery And Treatment Of HCl Emissions HCl gas evolved in chlorosulphonation reactor, sulphuric acid contactor and drowning vessel is passed through two packed bed scrubbers in series. Concentration of HCl is allowed to rise upto 30% in the first scrubber with re-circulation and then it is sent for sale. HCl acid solution from the second absorber, which is about 10% concentration, is then taken for circulation in the first column. Fresh water is taken in the second column. If any quantity of unabsorbed HCI gas escapes the second column, it is scrubbed in the third column by caustic soda solution. Scrubber solution at the third column is sent to effluent treatment, when the strength of caustic soda solution fall below 3% wt/wt. The exit gas is analysed for traces of HCl.
5.7 Power requirement & supply/ source
The power requirement will be available from West Bengal State Electricity Distribution Company
Limited
EQMS INDIA PVT LTD | APRIL 2014 20
6 REHABILITATION AND RESETTLEMENTS (R& R) PLAN
6.1 Policy to be adopted (central/state) in respect of the project affected persons
including home oustees, land oustees and landless labourers (a brief outline to be
given)
Not Applicable

7 PROJECT SCHEDULE AND COST ESTIMATE
7.1 Likely date of start of construction and likely data of completion (time schedule for
the project to be given)
It is estimated that the project can be fully implemented in by 2014-2015 with concurrent sanction of
funds. Complete project will be implemented and commissioned in 2014.
This is a tentative schedule in which flexibility can be exercised depending upon the market demand
and fund availability.
7.2 Estimated project cost along with analysis in terms of economic viability of the
project.
Cost of Estimates of the Greenfield Project is 40 Cr. (INR). Project work will be start after getting the
environmental clearance.