PROJECT No 09A-28-00 PROJECTION GENERAL ARRANGEMENT ...€¦ · projection j.a.m. de waal papakura...
2
PROJECTION J.A.M. DE WAAL PAPAKURA NZ No: 09A-28-00-SHT01 GENERAL ARRANGEMENT, ISOMETRIC JDWDS PROJECT No 09A-28-00 VIEW, NOTES, BILL OF MATERIALS SHEET: 01 OF 02 DATE JDW DRAUGHTING SERVICES 0211791000 E-MAIL: [email protected]. MODEL SCALE: 1:1 DRAWING CONTENTS DWG SCALE: 1:1 @A3 OR AS SHOWN TITLE Copyright © A3 DRAWINGS ARE FOR PERSONAL USE ONLY NOT FOR COMMERCIAL PURPOSES MAY 2020 NOTES: THE ORIGINAL DRAWINGS WERE GIVEN TO ME. THE ORIGNAL DESIGN/BUILD WAS BY J.P.DUVAL OF "MINIATURES MECANIQUES MODELS". DRAWING No: MV o 10x20 02 OO, DATED OCTOBER 2004. THE ENGINE SHOWN ON THESE DRAWINGS IS 2x THE ORIGINAL 2110. NEW ZEALAND. PHONE: OO64 09 2988815. MOB: J.A.M. DE WAAL. 12 BRIGHTWELL STREET PAPAKURA A STURDY 2 CYLINDER BOXER TYPE OSCILLATING STEAM ENGINE (B=20 S=40) QTY. PART NUMBER 1 09A-28-00-1-01-BASE 1 09A-28-00-1-03-PORT BLOCK 1 09A-28-00-1-03-PORT BLOCK 2 09A-28-00-1-04-SUPPLY PIPE 2 09A-28-00-1-04-SUPPLY PIPE 1 09A-28-00-1-05-SUP-EXH-REV PORT BLOCK 1 09A-28-00-2-01-CRANKSHAFT 2 09A-28-00-2-02-CYLINDER 2 09A-28-00-2-03-PISTON+CONROD 1 09A-28-00-2-04-CYLINDER COMP. SPRING 1 09A-28-00-2-05-STOP-START CONTROL PORT 2 09A-28-00-2-06-COMPRESSION SPRING 4 09A-28-00-M4x12 A-K CYL HEAD SCREW 2 09A-28-00-M6 DOME NUT 1 09A-28-00-M6 NUT 3 09A-28-00-M6 WASHER-BRASS 6 09A-28-00-M6x20 A-K C-SINK SCREW 1 09A-28-00-M6x30 A-K GRUB SCREW 1 09A-28-00-M6x42 A-K GRUB SCREW 2 09A-28-00-M6x8 A-K GRUB SCREW MATERIAL ABBREVIATIONS: ALU = ALUMINIUM HALU= HARD ALUMINIUM BRS = BRASS BRZ = BRONZE OR GUNMETAL (BRZ/GM) CI = CAST IRON CU = COPPER GRA = GRAPHITE MS = MILD STEEL/BRIGHT MILD STEEL SS = SILVER STEEL OR STAINLESS STEEL SPS = SPRING STEEL PEEK= POLYETHER ETHER KETONE SYN = SYNTHETIC MATERIAL SUCH AS VETON, NYLON, TEFLON OR RUBBER IN GENERAL SYNTHETIC MATERIALS SOULD BE ABLE TO WITHSTAND THE HEAT AND PRESSURE(S) APPLIED TO THEM. nnn/nnn MEANS THAT EITHER MATERIAL CAN BE USED OTHER ABBREVIATIONS AS = AS SHOWN DP = DEEP DAA= DRILL AFTER ASSEMBLY D&TAA= DRILL AND TAP AFTER ASSEMBLY CF = CLOSE FIT (SIZE FOR SIZE) PF = PRESS FIT PFAA= PRESS FIT AFTER ASSEMBLY PCD = PITCH CIRCLE DIAMETER RM = REAM HEX = HEXACON, 6SIDED CP = COMPRESSED KNL = KNURLED CSK = COUNTERSINK PL = PLACES DWL= DOWEL SPF= SPOTFACE (T)HESOP=(TAPPED)HOLES EQUALLY SPACED ON PCD (T)HESOC=(TAPPED)HOLES EQUALLY SPACED ON CIRCUMFERENCE OD = OUTSIDE DIAMETER ID = INSIDE DIAMETER SA-xxx = SUB ASSEMBLY-xxx NOTES: 0. ALL DRAWINGS ARE IN METRIC MEASUREMENTS 1. ALL ENGINEERING PRACTICES SHALL BE APPLIED WITH REGARDS TO HOLE AND SHAFT TOLERANCES. 2. WHERE SCREWS OR BOLTS ARE USED THE CLEARANCE HOLES SHALL BE APPROXIMATELY 5% TO 8% LARGER THAN THE MATCHING TAPPED HOLE. 3. PREFERABLY ALL TAPPED HOLES AND MATCHING SCREWS AND/OR BOLTS TO BE METRIC FINE (MF) 4. MATERIALS SPECIFIED ON THE DRAWINGS ARE INDICATIVE ONLY. THE BUILDER CAN MAKE HIS/HER OWN MATERIAL CHOICE. 5. ALL CONNECTIONS/JOINTS WHICH HAVE STEAM PRESSURE APPLIED TO IT SHALL BE SILVER/HARD SOLDERED. 6. COMPRESSION SPRINGS ARE DRAWN IN COMPRESSED STATE (CP), UNCOMPRESSED STATE IS APPROX 40% TO 60% LONGER THEN COMPRESSED STATE. 7. WHERE PREFERRED SCREW OR RIVETED CONNECTIONS CAN BE OMITTED AND PARTS CAN BE BONDED TOGETHER BY USING EITHER HIGH STRENGTH GLUE, EPOXY RESIN, OR SOLDER. 8. PARTS WHICH ARE DIRECTLY EXPOSED TO STEAM AND/OR WATER SHOULD BE CONSTRUCTED USING NON-FERROUS OR NON CORROSIVE MATERIAL SUCH AS BRASS, BRONZE, GUNMETAL, STAINLESS STEEL, COPPER OR MONEL. 9. THE ORDER IN WHICH THE PARTS/COMPONENTS ARE MANUFACTURED AND THE MODEL IS ASSEMBLED IS ENTIRELY LEFT TO THE BUILDER/MODEL MAKER. 10. A COLOUR SCHEME FOR THIS PROJECT IS ENTIRELY LEFT UP TO THE MODEL MAKER. 11. THE MANNER IN WHICH THE PARTS/COMPONENTS ARE MANUFACTURED IS ENTIRELY LEFT UP TO THE BUILDER. 12. USE LOCTITE, ON SCREW OR PRESS FIT CONNECTIONS OR SURFACES, WERE DEEMED NECESSARY TO PREVENT PARTS FROM LOOSENING. 13. WASHERS AND/OR SPRINGWASHERS SHALL BE USED WHERE DEEMED NECESSARY. XX. ERRORS AND/OR OMISSIONS MAY OCCUR IN THE DRAWINGS, DO NOT HESITATE TO CONTACT ME SO THAT THE ERRORS/OMISSIONS CAN BE RECTIFIED. 252.3 9.9
Transcript of PROJECT No 09A-28-00 PROJECTION GENERAL ARRANGEMENT ...€¦ · projection j.a.m. de waal papakura...

PROJECTION
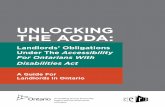
J.A.M. DE WAAL PAPAKURA NZ
No: 09A-28-00-SHT01
GENERAL ARRANGEMENT, ISOMETRIC JDWDSPROJECT No 09A-28-00
VIEW, NOTES, BILL OF MATERIALS SHEET: 01 OF 02
DATEJDW DRAUGHTING SERVICES
0211791000 E-MAIL: [email protected].
MODEL SCALE: 1:1DRAWING CONTENTS
DWG SCALE: 1:1 @A3 OR AS SHOWN
TITLE
Copyright ©
A3DRAWINGS ARE FOR PERSONAL USE ONLY NOT FOR COMMERCIAL PURPOSES
MAY 2020
NOTES: THE ORIGINAL DRAWINGS WERE GIVEN TO ME. THE ORIGNAL DESIGN/BUILD WAS BY J.P.DUVAL OF "MINIATURES MECANIQUES MODELS". DRAWING No: MV o 10x20 02 OO, DATED OCTOBER 2004. THE ENGINE SHOWN ON THESE DRAWINGS IS 2x THE ORIGINAL
2110. NEW ZEALAND. PHONE: OO64 09 2988815. MOB: J.A.M. DE WAAL. 12 BRIGHTWELL STREET PAPAKURA
A STURDY 2 CYLINDER BOXER TYPE OSCILLATING STEAM ENGINE (B=20 S=40)
QTY. PART NUMBER1 09A-28-00-1-01-BASE1 09A-28-00-1-03-PORT BLOCK1 09A-28-00-1-03-PORT BLOCK2 09A-28-00-1-04-SUPPLY PIPE2 09A-28-00-1-04-SUPPLY PIPE1 09A-28-00-1-05-SUP-EXH-REV PORT BLOCK1 09A-28-00-2-01-CRANKSHAFT2 09A-28-00-2-02-CYLINDER2 09A-28-00-2-03-PISTON+CONROD1 09A-28-00-2-04-CYLINDER COMP. SPRING1 09A-28-00-2-05-STOP-START CONTROL PORT2 09A-28-00-2-06-COMPRESSION SPRING4 09A-28-00-M4x12 A-K CYL HEAD SCREW2 09A-28-00-M6 DOME NUT1 09A-28-00-M6 NUT3 09A-28-00-M6 WASHER-BRASS6 09A-28-00-M6x20 A-K C-SINK SCREW1 09A-28-00-M6x30 A-K GRUB SCREW1 09A-28-00-M6x42 A-K GRUB SCREW2 09A-28-00-M6x8 A-K GRUB SCREW
MATERIAL ABBREVIATIONS:ALU = ALUMINIUMHALU= HARD ALUMINIUMBRS = BRASSBRZ = BRONZE OR GUNMETAL (BRZ/GM)CI = CAST IRONCU = COPPERGRA = GRAPHITEMS = MILD STEEL/BRIGHT MILD STEELSS = SILVER STEEL OR STAINLESS STEELSPS = SPRING STEELPEEK= POLYETHER ETHER KETONESYN = SYNTHETIC MATERIAL SUCH AS VETON, NYLON, TEFLON OR RUBBER
IN GENERAL SYNTHETIC MATERIALS SOULD BE ABLE TO WITHSTAND THE HEAT AND PRESSURE(S) APPLIED TO THEM.
nnn/nnn MEANS THAT EITHER MATERIAL CAN BE USED
OTHER ABBREVIATIONSAS = AS SHOWNDP = DEEPDAA= DRILL AFTER ASSEMBLYD&TAA= DRILL AND TAP AFTER ASSEMBLYCF = CLOSE FIT (SIZE FOR SIZE)PF = PRESS FITPFAA= PRESS FIT AFTER ASSEMBLYPCD = PITCH CIRCLE DIAMETERRM = REAMHEX = HEXACON, 6SIDEDCP = COMPRESSEDKNL = KNURLEDCSK = COUNTERSINKPL = PLACESDWL= DOWELSPF= SPOTFACE(T)HESOP=(TAPPED)HOLES EQUALLY SPACED ON PCD(T)HESOC=(TAPPED)HOLES EQUALLY SPACED ON CIRCUMFERENCEOD = OUTSIDE DIAMETERID = INSIDE DIAMETERSA-xxx = SUB ASSEMBLY-xxx
NOTES:0. ALL DRAWINGS ARE IN METRIC MEASUREMENTS1. ALL ENGINEERING PRACTICES SHALL BE APPLIED WITH REGARDS TO HOLE AND SHAFT TOLERANCES.2. WHERE SCREWS OR BOLTS ARE USED THE CLEARANCE HOLES SHALL BE APPROXIMATELY 5% TO 8% LARGER THAN THE MATCHING TAPPED HOLE.3. PREFERABLY ALL TAPPED HOLES AND MATCHING SCREWS AND/OR BOLTS TO BE METRIC FINE (MF)4. MATERIALS SPECIFIED ON THE DRAWINGS ARE INDICATIVE ONLY. THE BUILDER CAN MAKE HIS/HER OWN MATERIAL CHOICE.5. ALL CONNECTIONS/JOINTS WHICH HAVE STEAM PRESSURE APPLIED TO IT SHALL BE SILVER/HARD SOLDERED.6. COMPRESSION SPRINGS ARE DRAWN IN COMPRESSED STATE (CP), UNCOMPRESSED STATE IS APPROX 40% TO 60% LONGER THEN COMPRESSED STATE.7. WHERE PREFERRED SCREW OR RIVETED CONNECTIONS CAN BE OMITTED AND PARTS CAN BE BONDED TOGETHER BY USING EITHER HIGH STRENGTH GLUE, EPOXY RESIN, OR SOLDER.8. PARTS WHICH ARE DIRECTLY EXPOSED TO STEAM AND/OR WATER SHOULD BE CONSTRUCTED USING NON-FERROUS OR NON CORROSIVE MATERIAL SUCH AS BRASS, BRONZE, GUNMETAL, STAINLESS STEEL, COPPER OR MONEL.9. THE ORDER IN WHICH THE PARTS/COMPONENTS ARE MANUFACTURED AND THE MODEL IS ASSEMBLED IS ENTIRELY LEFT TO THE BUILDER/MODEL MAKER.10. A COLOUR SCHEME FOR THIS PROJECT IS ENTIRELY LEFT UP TO THE MODEL MAKER.11. THE MANNER IN WHICH THE PARTS/COMPONENTS ARE MANUFACTURED IS ENTIRELY LEFT UP TO THE BUILDER.12. USE LOCTITE, ON SCREW OR PRESS FIT CONNECTIONS OR SURFACES, WERE DEEMED NECESSARY TO PREVENT PARTS FROM LOOSENING.13. WASHERS AND/OR SPRINGWASHERS SHALL BE USED WHERE DEEMED NECESSARY.XX. ERRORS AND/OR OMISSIONS MAY OCCUR IN THE DRAWINGS, DO NOT HESITATE TO CONTACT ME SO THAT THE ERRORS/OMISSIONS CAN BE RECTIFIED.
252.3 9.9

40PCD
13
13
27PCD
27PCD
7
7
5
5
27PCD
39
26
7.5-ID
20
8.5-ID
27PCD
6 6
12
12
40PCD
1-01
1-03R
1-03L
SA-1-105
SA-1-101
SOLDER1-04U
1-04D
1-04D
1-05
SA-1-101
1-04U
SOLDER
1-05.5 2PF 11
1-05.6
MS BRS
CU
1-05.2
1-05.3
1-05.4
1-05.4
1-05.5
1-05.5
NOTE: MILL THE CHANNELS IN 1-05.1 FIRST, THEN SOLDER THE FRONT PLATE (1-05.2) AND BACK PLATE (1-05.3) ONTO 1-05.1 PRIOR TO DRILLING AND/OR TAPPING ALL THE HOLES AS INDICATED ON THE DRAWING. SOLDER COPPER PIPES AFTER DRILLING
38
2
4
2-01.5
10
22
1.5
SCALE 1:2
2-01.6
70
13
56
B
B
SCALE 1:2
2-01.1
82
6
8 10
CF
2-01.2
SCALE 1:2
10PF
10PF
20
2-01.4SCALE 1:1.5
10
6.5
22
SCALE 1:2
2-01.3 40
10
CF
MS
2-02.3
BRZ
0.5mm DEEP
22
18
10
10
10
13
8
4
M8
8.5
R19.5
R19.5
3mm THICK SCALE 1:2
28
4 4
R4
DAA1-05.25-4PL
17
2
2
19
17
6
19
4
2PF
2mm THICK SCALE 1:1.5
DAA
1-05.3
5.5
5.5
6-2PL
19
27
19
1-05.6 13 30
M6
M6
7
7
LEFT
14-4PL
5
13.5
5.5
13.5
5.5
5
6
5-4PL
5
RIGHT
REFER TO LEFT
BACK
REFER TO FRONT FOR ALL OTHER DIMENSION DETAILS
DAA
10 9
M6
9
19
5-2PL
19
6
19
TUBE 6x5
1-05.4 20
FRONT
DAA
1-05.1
9
4
2
4
2
R5
5-3PL
4
2PF--2PL
5
2
5
9
2-02.3
M8
8.5
57.5 6
M6
2-02.1
6.5
13.5
18
20RM
M4
10-2PL
18
SCALE 1:1.5
12
SS/BRS
1x45
2x45
10
38
13.5
22
13.5
10
3
20CF
10
RM
SCALE 1:2
24
8.5
8.5
18
SPS10 COILS
1 2-01.1
2-01.2MS
2-01.5
2-01.3
2-01.6
2-01.4
BRS
MS
SPS14 COILS
26
1
10
2PF
SCALE 1:2
4mm DEEP
2-05.1
45°
38
5
7RM
5
4mm THICKSCALE 1:2
2x45
2-05.2
6 6
R4
6
4-4PL
R19
26
7
2-05.1
BRS
MS
2-05.3
2x45
10
2PF
5
4mm DEEP
6 6
2-02
2-02
2-03
SA-1-105
2-01
SA-2-201
2-04
SA-2-205
10 35 10
40
16
1-01.2
2 REQD
4
10
RM
5 5
18
PF
56
8
M6
8
SECTION B-BSCALE 1 : 2
8 8 8
24
8
M6
40 12.5
AA
1-03R
BRS
SCALE 1:1.5
1-03L
BRS
DRAWINGS ARE FOR PERSONAL USE ONLY NOT FOR COMMERCIAL PURPOSES
MAY 2020
NOTES: THE ORIGINAL DRAWINGS WERE GIVEN TO ME. THE ORIGNAL DESIGN/BUILD WAS BY J.P.DUVAL OF "MINIATURES MECANIQUES MODELS". DRAWING No: MV o 10x20 02 OO, DATED OCTOBER 2004. THE ENGINE SHOWN ON THESE DRAWINGS IS 2x THE ORIGINAL
2110. NEW ZEALAND. PHONE: OO64 09 2988815. MOB:
JDWDSPROJECT No 09A-28-00
PARTS AND ASSEMBLIESSHEET: 02 OF 02
DATEJDW DRAUGHTING SERVICES
0211791000 E-MAIL: [email protected].
MODEL SCALE: 1:1DRAWING CONTENTS
DWG SCALE: 1:1 @A3 OR AS SHOWN
TITLE
Copyright ©
A3
PROJECTION
J.A.M. DE WAAL PAPAKURA NZ
No: 09A-28-00-SHT02J.A.M. DE WAAL. 12 BRIGHTWELL STREET PAPAKURA
A STURDY 2 CYLINDER BOXER TYPE OSCILLATING STEAM ENGINE (B=20 S=40)
4x451x LEFTHAND1xRIGHTHAND
14 14 6
12
2
2
4.5
12
4.5
9-2PL
M6
20
44
4.5
M6-2PL
6
10x45
CSK
DAA
10x45
27.5
5-4PL 12
32 50 50 50 16
10
50 16
CB7-4PL 2
7.5
4-2PL
32 -4PL6x45 CSK
8RM
(232)
18PF
R16
14 12 44 22 22 44
36
6-6PL
12 14
8RM
R16
20
BRZALU/MS
1-01.2
BRZ1-01.2
2-05.3
2-03
2-05.2
2-04
2-02.2
2-06
1-04U
DEEP FRONT AND BACKARCHED CHANNEL 4mm
HIDDEN LINES REMOVED
1-04D
FOR CLARITY
1-01.1
2-02.1
SECTION A-A SCALE 1 : 1.5
6
37
38
5
13
21.5
M6
53
5
6
8
5 6
6
8RM
CU
TUBE 6x5
R9
41
83
TUBE 6x5
R9
45
14
CU