PRODUCTION & · PDF file1 REDESIGNED MODULES FOR THE SECTOR OF PRODUCTION & MANUFACTURING...
101
1 REDESIGNED MODULES FOR THE SECTOR OF PRODUCTION & MANUFACTURING UNDER MODULAR EMPLOYABLE SKILLS (MES) Revised in – 2014 By Ministry of Labour & Employment Directorate General of Employment & Training
Transcript of PRODUCTION & · PDF file1 REDESIGNED MODULES FOR THE SECTOR OF PRODUCTION & MANUFACTURING...

1
REDESIGNED MODULES FOR THE SECTOR
OF
PRODUCTION & MANUFACTURING
UNDER
MODULAR EMPLOYABLE SKILLS (MES)
Revised in – 2014
By
Ministry of Labour & EmploymentDirectorate General of Employment & Training

2
GENERAL INFORMATION FOR MILLINGName of Sector PRODUCTION & MANUFACTURINGName of Module MILLINGMES Code MANRW14101Duration of Course 600 HrsEntry Qualification of Trainee 8th Pass + 14 years of ageUnit size (No. Of trainees) 10Power Norms 15KWSpace Norms 60 sq. mtrs.Minimum size of one side to be 04m.Instructors Qualification Degree in Mechanical Engineering with one yearExperienceORDiploma in Mechanical Engineering with twoyears ExperienceORNTC/ NAC inMachinist trade with three years of ExperienceDesirable Craft Instructor Certificate (CIC)

3
Course Contents for Module Milling (MANRW14101)Practical Competencies Underpinning Knowledge (Theory)OSH & Safety Practices: (10 hours)
Fire Fighting in workplace & Precautions General Safety of Tools & Equipments Awareness on OSH related to the job
Fire Extinguishers & its Types Safely handling Tools & Equipments Use of proper Tools & Equipments & itsmaintenance OSH & practices to be observed as aprecaution.
Personnel & Material Safety: (10 hours)
Select, use, clean and store personalsafety protective equipment. Use and store of materials in a safemanner. Use of safety devices and work holdingdevices on metal cutting machines. 5S concepts
State the safety precaution specific tomachining on the milling m/c. Safety related to handling of materials. Safety devices used for safe machining.
Milling m/c & Tool specification: (40 hours)
Operation of milling machines Tools, general cleaning and maintenanceand safe storage of tools applicable toworkshop tasks. Identifying different types of cutter usedin Horizontal milling machine. Identifying different types of cutter usedin Vertical milling machine. Identifying different parts of Horizontalmilling machine and importance of eachpart. Identifying different parts of Verticalmilling machine and importance of eachpart
Introduction to milling, description, typesof milling m/c - constructional features andfunctions. Types of milling tools and their uses. Classification & properties of tool materials& selection criteria. ISO specification oncarbide tools. Horizontal milling machine Vertical milling machine Horizontal milling operations-milling of flat surfaces, Gang andstraddle milling, production of narrowslots, slotting and slitting of thin plates,key way cutting etc. Describe vertical milling operations-milling of sunk and recessed surfaces,woodruff cutters, use of shell end mills,face mills, face slot cutters, dovetailcutters etc.
Job Holding & Centering: (40 hours) Job holding devices on metal cuttingmachines & safety precautions. Study of process planning sheet Practice on leveling the job. Tool holding devices and setting thesame.
Different job holding devices in turning. Describe the basic method of Work holdingdevices - three jaw chuck, four jaw chuck,face plate, collect chuck etc. Describe the basic methods of supportingwork – fixed steady, traveling steady.
Measuring job: (40 hours) Measurements using Calipers &standard scale. Describe the principle of the measuringinstruments: its use and care for

4
Check measurements ofcomponents/machined parts, usingmicrometers and verniers. Check roundness of components usingthe dial test indicator and V-blocks.
measurement setting up and assemblyoperations-Micrometer: internal, external, depth.Vernier: Caliper, depth, height.bore dial gauge.Dial test indicator: its measurement.
Milling operation: (120 hours) Marking practice. Use of hand tools. Plain milling, slab milling. Work alignment, cutting as per sampleand parting off. Checking flatness with tri-square. Checking squareness with tri-square. Step milling using side and face millingcutter. Milling six faces of a cubical block to anaccuracy of ± 0.1mm. Measure using Vernier caliper Angular milling using angular millingcutter and checking with bevelprotractor. Slot milling using slot milling cutter /slitting saw.
Describe the geometry of the milling toolincluding tool angles and its effect onmachining operation. Cutting fluid types, properties &applications. Selection of cutting speed, feed and depth ofcut.
Practical Competencies Underpinning Knowledge (Theory)
Advance Milling: (120 hours) Centering, pilot drilling, counter drilling,and chamfering. Slot milling using vertical milling machine. Milling a V-block, Dovetail & T-slot Use of dividing head. Milling a square, hexagon on a round rodusing direct indexing.
Describe Dividing head - types, parts, Calculation of spindle speeds, feeds & depthof cut for different material for relevantmilling operations such as roughing andfinishing etc. Calculation of direct indexing to mill apolygon.
Gear cutting: (120 hours) Identify different types of gear. Milling a rack, by linear indexing method. Cut Spur gear on horizontal millingmachine by using indexing head. Gear tooth measurement using gear toothvernier caliper. Measurement of gear tooth using flangemicrometer
Types of Gear and its use. Describe universal indexing head - parts andfunction. Describe methods of indexing and theirCalculation. Describe Rack - types, nomenclature Nomenclature of spur gear Describe methods of producing rack on milling machine. Describe methods of producing Spur gear onmilling machine. Identify and report milling machine faults

5
TERMINAL COMPETENCY: The successful candidate would be able to:• Use safety devices.• Familiar with the necessary safety precautions required to run a milling machinePlan the sequence of operations.• Identify and know the purpose of the work-holding and driving accessories.• Identify and know the purpose of the cutting-tool-holding accessories andattachments.• Know the various types of materials, milling cutters, measuring instruments andits application.• Know the purpose of the main operational parts of horizontal and verticalmilling machine.• Determine spindle speed, feed and depth of cut for different materials asroughing, finishing milling operation.• To operate the conventional Milling machine along with standard accessories.• Produce components using plain milling, angular milling, slotting and key-waycutting.• Milling six faces of a cubical block to an accuracy of ± 0.1mm• Calculate gear tooth dimensions, set up for milling a spur gear and helical gear.• Calculate and milling a square hexogen by direct indexing.• Set up and mill dovetails, V-block, & T- slot.• Identify milling fault and correction.

6
TOOLS AND EQUIPMENTS FOR MILLING:Sl.no Item Quantity1. Steel Rule 30 cm graduated both in English & Metric units 102. Divider spring 150 mm 103. Centre punch 100 mm 54. Hammer B.P. 800 gms, with handle 55. Combination plier 150 mm 26. Safety glasses 107. File flat assorted 108. Surface plate 400 mm x 400 mm grade 19. Table for surface plate 900x 900 x 1200 mm 110. Marking off table 1200 x 1200 x 900 mm 111. Scribing block universal 300 mm 312. 'V" block 100 mm 213. Vernier gear tooth caliper 114. Try square 300 mm 515. Outside, inside spring caliper 1016. Oil stone 150 x 50 x 25 mm 117. Hacksaw frame adjustable 250300 mm with blades 518. Hand vice 50 mm jaw 419. Universal table angle plate 220. Micrometer outside /inside/depth 2 each21. vernier caliper 300 mm with least count 0.02 mm 222. Solid parallels in pairs (different sizes) 4pairs

7
23. Taper shank sleves to suit drill machines 1 set24. Vernier height gauge 250 mm with least count of 0.01mm 125. Vernier bevel protractor with 150 mm blade 126. Bevel gauge 200 mm 127. Spirit level 250mm 0.05 least count 128. Spanner D.E.G.P. series 2 (7 pcs. Each ) 2sets29. Screw driver, heavy duty assorted with handle 430. Nylon/ soft Hammer 1 kg 431. Allen hexagonal keys 2.5 to 12 432. Set of Double ended spanner, set of box spanner with ratchethandle. 233. Adjustable spanner 300 mm 234. Parallel shank HSS twist drill 3mm to 12mm in a step of 1mm 3set35. Taper shank HSS twist drill 15mm,19mm,22mm & 25mm 1 each.36. Angle plate size 200x100x200 mm with strap clamp 237. HSS Milling cutters of different sizes, shapes etc. including endmill, face mills, slot mills, "T"-slot mill, Dovetail mill, side & facemills, slab mills, angular mills drills and slot drills suitable tomilling machine arbor.2no. each
38. Involutes milling cutter 2 module 139. Carbide inserted face cutter(Dia. 200mm), Side & face cutter(dia.200x12mm) to suit milling m/c arbor. 2 each40. Insert for above carbide cutters 10 set for each41. Compound dial gauge with stand (metric) 142. Dial test indicator with magnetic gauge type 1 grade A withmagnetic base -0.002mm, 0.010 mm 143. Centre gauge 600 144. Slip gauge set (normal set) Metric 145. Limit plug gauges 5 mm to 25 mm by 2.5 mm range 1
8
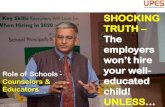
46. Pedestal grinder, double ended with 170mm wheels (one fineand one rough) 147. Horizontal and Vertical milling machine 2 eachTableLength x width 1350x310 mmLongitudinal traverse 700 - 800 mmCross traverse 200 - 265 mmVertical traverse 300 - 400 mmSpeed range rpm 20 to 180048. Universal Milling Machine - 1 no.Longitudinal traverse 700 - 800 mmCross traverse 300 - 400 mmVertical traverse 200 - 350 mmSwivel of table on either side 45degreeSpeed range rpm 30 to 1800With universal dividing head, circular table, long arbors,slab arbor, slotting attachment, vertical indexing head, etc.

9
GENERAL INFORMATION FOR CNC MILLINGName of Sector PRODUCTION & MANUFACTURINGName of Module CNC MILLINGMES Code MANRW14202Duration of Course 500 HrsEntry Qualification of Trainee 10th Pass + 18 yrs of ageUnit size (No. Of trainees) 10Power Norms 11KWSpace Norms 60 sq.mMinimum size of one side to be 04m.Instructors Qualification Degree in Mechanical Engineering withone year ExperienceORDiploma in Mechanical Engineering withtwo year ExperienceORNTC/ NAC inMachinist trade with three years ofExperienceDesirable Craft Instructor Certificate (CIC)

10
Course Contents for Module CNC Milling (MANRW14202)Practical Competencies Underpinning Knowledge (Theory)
OSH & Safety Practices: (10 hours)
Fire Fighting in workplace &Precautions General Safety of Tools &Equipments Awareness on OSH related to the job
Fire Extinguishers & its Types Safely handling Tools & Equipments Use of proper Tools & Equipments &its maintenance OSH & practices to be observed as aprecaution.
Personnel & Material Safety: (10 hours)
Select, use, clean and store personalsafety protective equipment. Use and store of materials in a safemanner. Use of safety devices and workholding devices on metal cuttingmachines. 5S concepts
State the safety precaution specific tomachining on the milling m/c. Safety related to handling of materials. Safety devices used for safe machining.
Milling m/c & Tool specification:(40 hours)
Operation of milling machines Tools, general cleaning andmaintenance and safe storage of toolsapplicable to workshop tasks. Identifying different types of cutterused in Horizontal milling machine. Identifying different types of cutterused in Vertical milling machine. Identifying different parts ofHorizontal milling machine andimportance of each part. Identifying different parts of Verticalmilling machine and importance ofeach part
Introduction to milling, description,types of milling m/c - constructionalfeatures and functions. Types of milling tools and their uses. Classification & properties of toolmaterials & selection criteria. ISOspecification on carbide tools. Horizontal milling machine Vertical milling machine Horizontal milling operations-milling of flat surfaces, Gang andstraddle milling, production of narrowslots, slotting and slitting of thin plates,key way cutting etc. Describe vertical milling operations-milling of sunk and recessed surfaces,woodruff cutters, use of shell end mills,face mills, face slot cutters, dovetailcutters etc.
Job Holding & Centering: (40 hours)

11
Job holding devices on metal cuttingmachines & safety precautions. Study of process planning sheet Practice on leveling the job. Tool holding devices and setting thesame.
Different job holding devices in turning. Describe the basic method of Workholding devices - three jaw chuck, fourjaw chuck, face plate, collet chuck etc. Describe the basic methods ofsupporting work – fixed steady,traveling steady.
Measuring job: (40 hours) Measurements using Calipers &standard scale. Check measurements ofcomponents/machined parts, usingmicrometers and verniers. Check roundness of componentsusing the dial test indicator and V-blocks.
Describe the principle of the measuringinstruments: its use and care formeasurement setting up and assemblyoperations-Micrometer: internal, external, depth.Vernier: Caliper, depth, height.Gauges: bore gauge, height gauge,depth gaugeDial test indicator: its measurement.
Milling operation: (120 hours) Marking practice. Use of hand tools. Plain milling, slab milling. Work alignment, cutting as persample and parting off. Checking flatness with tri-square. Checking squareness with tri-square. Step milling using side and facemilling cutter. Milling six faces of a cubical block toan accuracy of ± 0.1mm. Measure using Vernier caliper Angular milling using angular millingcutter and checking with bevelprotractor. Slot milling using slot milling cutter /slitting saw.
Describe the geometry of the millingtool including tool angles and its effecton machining operation. Cutting fluid, properties & applications. Selection of speed feed and depth of cut.
CNC Milling: (120 hours)
Personal and CNC machine Safety. Select, use, clean and store personalprotective equipment. CNC machine console board Machine over travel limits andemergency stop. Machine starting & operating inReference Point, JOG, and IncrementalModes Work and tool setting. Co-ordinate system points, assignmentsand simulations. Absolute, incremental and polar co-
Safety Precautions in CNC operation. State the Safe handling of tools,equipment & CNC machines. Describe CNC system working. State CNC Machines Milling, Types, andMachine axes. Identify cutting tool materials for CNCMilling and its applications. State the Safe handling of tools,equipment & CNC machines,Conventional & CNC machining. Explain the working principle of CNCMachine.

12
ordinate points programmingassignments and simulations. Carryout Automatic Mode operation. Carryout Linear interpolation & Circularinterpolation assignments andsimulations. Manual Data Input (MDI) mode Work off set measurement and Tool offset measurement entry in CNC Controland editing. Part program preparation, Simulationand Automatic Mode Execution of CNCMachine for the machining a pocket withend milling using CRC command. Tool change in CNC milling & JOG, INC,MPG mode operation.
Describe Machine tool elements, FeedDrives and spindle drives. State the use of ISO codes for carbideindexable inserts and tool holders forMilling. Co-ordinate systems and Points. Describe the method of Zero off sets andtool off sets in Milling. Measurement of zero offsets and Tooloffsets. Describe the tooling systems for CNCMachining Centers. Work locating principle and locatingdevices for CNC milling, tool selection Carry out tool path simulation State the purpose of Cutter RadiusCompensation (CRC). Cutting parameters- cutting speed, feedrate , depth of cut, tool wear, tool life,relative effect of each cutting parameteron tool life. Cutting parameters selection andprocess planning. Tools layout and process sheetpreparation. Using Sub Programs & Cycles in the MainProgram. Describe the Work-piece zero points andISO/DIN G and M codes for CNC milling. Indicate Machining parameters formilling for face milling and end milling.
CNC Advance Milling: (120 hours) Part programs & Simulation AutomaticMode Execution of CNC Machine for theexercise on End milling with polar co-ordinates and practical on Simpledrilling-G 81. Geometry and wear offset correction. Part Program Preparation, entry andsimulation on CNC Mill & on Computers. Practical on Chamfer and counter-sinkdrilling. Practical on Deep hole drilling G 83. Practical on tapping G 84. Practical on Boring cycles G 85 - G 89. Part Program Preparation, entry andsimulation on CNC Mill & on Computers
Work locating principle and locatingdevices for CNC milling, tool selection Carry out tool path simulation. Describe the Drilling /Boring cycles inCNC Milling. Grooving/Threading Tools, Processesand Tool selection. Programming for Grooving/Threadingon OD/ID in CNC Milling. State the importance of HelicalInterpolation and Thread Milling,advantages and limitations in CNCMilling. Describe the Machining of rectangular /circular pockets on CNC milling.

13
for Part program exercises. Automatic mode execution of With BlockSearch and restart. Explain Drilling, milling patterns on CNCmilling.TERMINAL COMPRTANCY: The successful candidates should be able to:
• Identify CNC Machining Centre Machine Elements.• Know the CNC control panel keys and Menu structure.• Start the CNC Machine and Reference it and move the Machine Slides (Axes) inJOG/INC/MPG Modes.• Start Spindle ON/OFF, Coolant On/Off, Tool Changing and do axes positioning inJOG/MDI Modes.• Load Parts in Work holding devices and Tools in tools Magazine/ATC & Spindle.• Input/edit Part Programs in the CNC Control and do Graphic Simulation to Verify/Check Part Programs.• Do Machining operations like Face Milling, End Milling, Pocket Milling, Drilling,Boring and Tapping using Automatic / Memory Modes with block search andRepositioning/Restart procedure.

14
TOOLS AND EQUIPMENTS FOR CNC MILLING:
Sl.No Item Quantity1. Steel Rule 30 cm graduated both in English & Metric units 102. Divider spring 150 mm 53. Centre punch 100 mm 44. Hammer B.P. 800 gms, with handle 45. Combination plier 150 mm 56. Safety glasses 107. File flat assorted 108. Surface plate 400 mm x 400 mm grade 19. Table for surface plate 900x 900 x 1200 mm 110. Marking off table 1200 x 1200 x 900 mm 111. Scribing block universal 300 mm 212. 'V" block 100 mm 213. Vernier gear tooth caliper 114. Try square 300 mm 515. Outside, inside spring caliper 5 each16. Oil stone 150 x 50 x 25 mm 517. Hacksaw frame adjustable 250x300 mm with blades 218. Hand vice 50 mm jaw 219. Universal table angle plate 120. Micrometer outside /inside/depth 2 each21. vernier caliper 300 mm with least count 0.02 mm 222. Vernier bevel protractor with 150 mm blade 1

15
23. Bevel gauge 200 mm 224. Spirit level 250mm 0.05 least count 125. Spanner D.E.G.P. (Different sizes) 1026. Screw driver, heavy duty assorted with handle 527. Nylon/ soft Hammer 1 kg 228. Allen hexagonal keys 2.5 to 12 2 sets29. Set of Double ended spanner, set of box spanner with ratchethandle. 1 set30. Adjustable spanner 300 mm 131. Angle plate size 200x100x200 mm with strap clamp 132. Milling cutters of different sizes, shapes etc. including end mill,face mills, slot mills, "T"-slot mill, Dovetail mill, side & face mills,slab mills, angular mills, drills and slot drills suitable to millingmachine arbor.
2 each33. Compound dial gauge with stand (metric) 134. Dial test indicator with magnetic gauge type 1 grade A withmagnetic base -0.002mm, 0.010 mm 135. Centre gauge 600 136. Limit plug gauges 5 mm to 25 mm by 2.5 mm range 1set37. Pedestal grinder, double ended with 170mm wheels (one fineand one rough) 138. Vernier height gauge 250 mm with least count of 0.01mm 139. Universal Milling Machine - 1Longitudinal traverse 700 - 800 mmCross traverse 300 - 400 mmVertical traverse 200 - 350 mmSwivel of table on either side 450Speed range rpm 30 to 1800With universal dividing head, circular table, long arbors,slab arbor, slotting attachment, vertical indexing head, etc.
Machinery:1) 3axis-CNC Machining Centre with SIEMENS /FANUC LATEST CNC CONTROL andnecessary tools and equipments.

16
2) Computers in 5 numbers in LAN with operating systems and accessories3) Multimedia teachware for CNC technology and interactive CNC machine simulators withconsole emulator software for Fanuc, Siemens, Fagor and Mitsubishi CNC systems. (10students + 1 faculty): 5 users.

17
GENERAL INFORMATION FOR TURNINGName of Sector Production & ManufacturingName of Module TURNINGMES Code MANRW14103Duration of Course 600 HrsEntry Qualification of Trainee 8th Pass and 14 yrs of ageUnit size (No. Of trainees) 10Power Norms 14KWSpace Norms (Workshop andClass Room) 60 sq.mMinimum size of one side to be 04m.Instructors Qualification Degree in Mechanical Engineering withone year ExperienceORDiploma in Mechanical Engineering withtwo year ExperienceORNTC/ NAC inTurner Trade with three years ofExperienceDesirable Craft Instructor Certificate (CIC)

18
Course Contents for Module Turning (MANRW14103)
Practical Competencies Underpinning Knowledge (Theory)
OSH & Safety Practices: (10 hours)
Fire Fighting in workplace &Precautions General Safety of Tools & Equipments Awareness on OSH related to the job
Fire Extinguishers & its Types Safely handling Tools & Equipments Use of proper Tools & Equipments & itsmaintenance OSH & practices to be observed as aprecaution
Personnel & Material Safety: (10 hours)
Select, use, clean and store personalsafety protective equipment. Use and store of materials in a safemanner. Demonstrate the use of safety deviceson metal cutting machines. 5S norms
State the safety precaution specific toturning on the lathe. Safety related to handling of materials. Safety devices used for safe machining.
Lathe & Tool specification: (20 hours)
Demonstration of turning operationon lathe. Practice on operation of lathe Selection of tools, general cleaning andmaintenance and safe storage of toolsapplicable to workshop tasks.
Introduction to Lathe, description, typesof Lathe - constructional features andfunctions. Specification of a Center Lathe. Identify types of lathe tools and theiruses. Classification & properties of toolmaterials & selection criteria. ISOspecification on carbide tools.
Job Holding & Centering: (20 hours)
Demonstrate the use of job holdingdevices on metal cutting machines &safety precautions. Study of process planning sheet Practice on centering the job. Use of three and four-jaw chuck Soft jaw boring.
Different job holding devices in turning. Describe the basic method of Workholding devices - three jaw chuck, fourjaw chuck, face plate, collet chuck etc. Describe the basic methods of supportingwork – fixed steady, follower steady, tailstock.
Measuring job: (20 hours)
Check measurements using Calipers &standard steel rule : Inch and Metric Check measurements ofcomponents/machined parts, usingmicrometers and Vernier, bore gauge,height gauge, depth gauge Check roundness of components using
Describe the principle of the measuringinstruments: its use and care formeasurement setting up and assemblyoperations-Micrometer: internal, external, depth.Gauges: bore gauge, height gauge,depth gauge

19
the dial test indicator and V-blocks. Vernier: Caliper, depth, height.Dial test indicator: its measurement.
Turning operation: (100 hours)
Simple turning using manual feed. Practical on work alignment, facing,turning, drilling, filleting, chamfering,grooving and parting off. Practical on knurling. Sharpening of turning, boring,grooving, parting off tool on pedestalgrinder and inspection. Carryout general turning betweencenters, usage of steady and followerrests.
Describe the geometry of the lathe toolincluding tool angles and its effect onturning for roughing and finishingoperation. Type of cutting fluids & properties. Calculation of speed, feed & depth of cutusing feed-speed chart. Carry out Simple machining calculation. Lathe operations- turn, drill, face,chamfer, and part off knurl, threading,taper and form turn.
Turning & Drilling: (80 hours)
Practice on faceplate balancing. Practical on Taper turning bycompound slide.
Describe the different types of drills andtaps used. Classification of steels, alloy steels andeffect of alloying elements. Taper - types and uses, calculation ontaper turning. Describe the methods of taper turning -compound slide, tailstock off-set, formingtool, taper-turning attachment and theirmerits and demerits. Describe the methods of taper inspection-by taper plug gauge and ring gauge. Identify the turning fault & remedies.
Advance Turning: (120 hours)
Turning of non-ferrous metal & non-metals such as plastic, polypropyleneetc., Practical on centering, pilot drilling,counter drilling, and chamfering. Perform boring operation. Produce jobs with different diameterswithin the permissible concentricity. Check prepared specimens for limits andfits. Taper turning by tailstock offset method.
The significance of surface roughness,description of its symbols and itsinfluence on the function of a component. Precautions while turning soft materiallike Aluminum Introduction to Special purpose lathe -Capstan, turret, copying, spinning.
Thread cutting: (120 hours)
Set a grooving tool & perform anundercutting operation for threading. Types of threads, forms of thread and itsdepth calculation.

20
Set a threading tool to cut V thread andcut different types of V thread – BSW andmetric Perform under cut inside the bore on arequired length. Cutting square threads Cutting double triple start threads. Cut "V" thread (internal). Cutting eccentric jobs.
Calculation of speed, feed & depth of cutfor cutting different types of thread onferrous and non ferrous metals. Describe the methods of producinginternal and external screw threads -single-start, multi-start. Describe the methods of carrying outdrilling, grinding and reaming operations. Off-set turning techniques, eccentricturning and knurling. Identify turning fault & correction.
TERMINAL COMPETENCY: The successful candidate would be able to:• Use safety devices.• Familiar with the necessary safety precautions required to run a lathe.• Plan the sequence of operations.• Identify and know the purpose of the work-holding and driving accessories• Identify and know the purpose of the cutting-tool-holding accessories• Know the various types of materials, cutting tools, measuring instruments and itsapplication.• To operate the conventional turning lathe machine and produce componentsinvolving simple turning, step turning, taper turning, threading and knurling.• To acquaint themselves in internal drilling & boring operation• Understand the surface finish symbols, ISO specification on carbide tools.• Determine spindle speed, feed and depth of cut for different materials as roughing,finishing operation.• To operate the conventional turning lathe machine, special purpose machine tooland produce components involving step turning, taper turning, eccentric turning,different types of threads and knurled surface.• To produce components of ferrous and non-ferrous materials involving internaldrilling, tapping, reaming, boring & threading.

21
TOOLS AND EQUIPMENTS FOR TURNING:
Sl.No. Item Quantity
1. Steel Rule 30 cm graduated both in English & Metricunits 102. Divider spring 150 mm 103. Centre punch 100 mm 54. Hammer B.P. 800 gms, with handle 55. Combination plier 150 mm 26. Safety glasses 107. File flat assorted 108. Surface plate 400 mm x 400 mm grade 19. Table for surface plate 900x 900 x 1200 mm 110. Marking off table 1200 x 1200 x 900 mm 111. Scribing block universal 300 mm 312. 'V" block 100 mm 213. Vernier gear tooth caliper 114. Try square 300 mm 515. Outside, inside spring caliper 1016. Oil stone 150 x 50 x 25 mm 117. Hacksaw frame adjustable 250300 mm with blades 518. Hand vice 50 mm jaw 419. Universal table angle plate 220. Micrometer outside /inside/depth 2 each21. vernier caliper 300 mm with least count 0.02 mm 222. Taper shank sleves to suit drill machines 1 set

22
23. Vernier height gauge 250 mm with least count of0.01mm 124. Vernier bevel protractor with 150 mm blade 125. Bevel gauge 200 mm 126. Spirit level 250mm 0.05 least count 127. Spanner D.E.G.P. series 2 (7 pcs. Each ) 2sets28. Screw driver, heavy duty assorted with handle 429. Nylon/ soft Hammer 1 kg 430. Allen hexagonal keys 2.5 to 12 431. Set of Double ended spanner, set of box spanner withratchet handle. 232. Adjustable spanner 300 mm 233. Parallel shank HSS twist drill 3mm to 12mm in a step of1mm 3set34. Taper shank HSS twist drill 15mm,19mm,22mm &25mm 1 each.35. Angle plate size 200x100x200 mm with strap clamp 236. HSS turning tools, facing, parting, threading, grooving,boring bars to suit lathe tool post. 2no. each37. ISO Carbide tipped turning tools, facing, parting,threading, grooving, boring bars to suit lathe tool post. 1no. each38. Carbide inserted tool holders for turning, facing, parting,threading, grooving, boring with inserts. 2 each39. Insert for above carbide tool holders 10 set for each40. Compound dial gauge with stand (metric) 141. Dial test indicator with magnetic gauge type 1 grade Awith magnetic base -0.002mm, 0.010 mm 142. Pedestal grinder, double ended with 170mm wheels(one fine and one rough) 143. Dressing tool for pedestal grinder 244. SS and SC centre lathe (all geared) with minimumcentre height 150 mm and centre distance 1200 mmalong with 3 jaws, 4 jaw chuck, auto feed system, taperturning attachment, coolant pump, safety guard, dogcarriers, face plate and machine light arrangement.
5 nos.

23
GENERAL INFORMATION FOR CNC TURNINGName of Sector Production & ManufacturingName of Module CNC TURNINGMES Code MANRW14204Duration of Course 500 HrsEntry Qualification of Trainee 10th Pass and 14 yrs of ageUnit size (No. Of trainees) 10Power Norms 10.0KWSpace Norms (Workshop andClass Room) 60 sq.mMinimum size of one side to be 04m.Instructors Qualification Degree in Mechanical Engineering withone year ExperienceORDiploma in Mechanical Engineering withtwo year ExperienceORNTC/ NAC inTurner Trade Group with three years ofExperienceDesirable Craft Instructor Certificate (CIC)

24
Course Contents for Module CNC Turning (MANRW14204)
Practical Competencies Underpinning Knowledge (Theory)
OSH & Safety Practices: (10 hours)
Fire Fighting in workplace &Precautions General Safety of Tools & Equipments Awareness on OSH related to the job
Fire Extinguishers & its Types Safely handling Tools & Equipments Use of proper Tools & Equipments & itsmaintenance OSH & practices to be observed as aprecaution
Personnel & Material Safety: (10 hours)
Select, use, clean and store personalsafety protective equipment. Use and store of materials in a safemanner. Demonstrate the use of safety deviceson metal cutting machines. 5S norms
State the safety precaution specific toturning on the lathe. Safety related to handling of materials. Safety devices used for safe machining.
Lathe & Tool specification: (40 hours)
Turning operation on lathe. Practice on operation of lathe Selection of tools, general cleaning andmaintenance and safe storage of toolsapplicable to workshop tasks.
Introduction to Lathe, description, typesof Lathe - constructional features andfunctions. Specification of a Center Lathe. Identify types of lathe tools and theiruses. Classification & properties of toolmaterials & selection criteria. ISOspecification on carbide tools.
Job Holding & Centering: (40 hours)
Demonstrate the use of job holdingdevices on metal cutting machines &safety precautions. Study of process planning sheet Practice on centering the job. Use of three and four-jaw chuck Soft jaw boring.
Different job holding devices in turning. Describe the basic method of Workholding devices - three jaw chuck, fourjaw chuck, face plate, collet chuck etc. Describe the basic methods of supportingwork – fixed steady, follower steady, tailstock.
Measuring job: (40 hours)
Check measurements using Calipers &standard steel rule : Inch and Metric Check measurements ofcomponents/machined parts, usingmicrometers and Vernier, bore gauge,height gauge, depth gauge Check roundness of components using
Describe the principle of the measuringinstruments: its use and care formeasurement setting up and assemblyoperations-Micrometer: internal, external, depth.Gauges: bore gauge, height gauge,depth gauge

25
the dial test indicator and V-blocks. Vernier: Caliper, depth, height.Dial test indicator: its measurement.
Turning operation: (120 hours)
Simple turning using manual feed. Practical on work alignment, facing,turning, drilling, filleting, chamfering,grooving and parting off. Practical on knurling. Sharpening of turning, boring,grooving, parting off tool on pedestalgrinder and inspection. Carryout general turning betweencenters, usage of steady and followerrests.
Describe the geometry of the lathe toolincluding tool angles and its effect onturning for roughing and finishingoperation. Type of cutting fluids & properties. Calculation of speed, feed & depth of cutusing feed-speed chart. Carry out Simple machining calculation. Lathe operations- turn, drill, face,chamfer, and part off knurl, threading,taper and form turn.
CNC Turning: (120 hours)
Personal and CNC machine Safety. Select, use, clean and store personalprotective equipment. CNC machine, CNC console. Machine over travel limits and emergencystop. Machine starting & operating in ReferencePoint, JOG, and Incremental Modes Work and tool setting. Co-ordinate system points, assignmentsand simulations. Absolute and incremental programmingassignments and simulations. Work off set measurement, Tool off setmeasurement and entry in CNC Control. Tool nose radius and tool orientationentry in CNC control. Jaw removal and mounting on CNC Lathe. Manual Data Input (MDI) and MGP modeoperations and checking of zero offsetsand tool offsets. Soft jaw boring. Program checking in dry run, single blockmodes. Checking finish size by over sizingthrough tool offsets. Part program preparation, Simulation &Automatic Mode Execution for theexercise on Simple turning & Facing (stepturning) Linear interpolation, and Circularinterpolation assignments and
Safety Precautions in CNC operation. State the Safe handling of tools,equipment & CNC machines, Conventional& CNC machining. State the types of CNC machines,advantages & limitations of CNC,computer numerical control applications, Describe CNC interpolation, open andclose loop control systems. Co-ordinatesystems and Points. State the CNC Machines - Turning -Milling, -, Machine axes identification. Identify the CNC Machine Control Unitorganization.(Keys & Menus) Explain working principle of CNCMachine. Setting work and tool offsets. Importance of feedback devices for CNCcontrol. Importance of Tool Nose RadiusCompensation (TNRC). Cutting tool materials for CNC Turningand its applications ISO nomenclature for turning toolholders, boring tool holders, indexableinserts. Tool holders and inserts for radialgrooving, face grooving, threading,drilling. Cutting parameters- cutting speed, feedrate , depth of cut, tool wear, tool life,

26
simulations on soft ware. Part program preparation, Simulation &Automatic Mode Execution for theexercise on Turning with Radius /chamfer with TNRC. Part program preparation, Simulation &Automatic Mode Execution of CNCMachine for the exercise on Blue printprogramming contours with TNRC.
relative effect of each cutting parameteron tool life. Cutting parameters selection from a toolmanufacturer’s catalog for variousoperations, process planning. Describe the tooling systems for CNCTURNING Centers. State the cutting parameters selection andprocess planning. Tools layout and process sheetpreparation.
CNC Advance Turning: (120 hours) Geometry Wear Correction.Geometry andwear offset correction. Part program preparation, Simulation &Automatic Mode Execution of CNCMachine for the exercise on turning. Stock removal cycle OD Drilling / boring cycles Stock removal cycle ID Part programs for thread cutting for CNCturning centers and simulation oncomputers. Machining of Part program exercises ofCNC TURNING■ Grooving and thread cutting OD■ Grooving and thread cutting ID■ Threading cycle OD■ Sub programs with repetitionUsing Sub Programs & Cycles in the MainProgram.
Processes sequencing. Tool path study of machining operations Work-piece zero points and ISO/DIN Gand M codes for CNC. Describe the stock removal cycle in CNCturning for OD / ID operation. Describe Tooling system for turning Carryout Drilling /Boring cycles in CNCTurning. Grooving/Threading Tools, Processes andTool selection. Describe Tapping on CNC turning. Programming for Grooving/Threading onOD/ID in CNC Turning. Trouble shooting in CNC lathe machine Identify Factors affecting turned partquality/ productivity.
TERMINAL COMPETANCY: The successful candidates should be able to:• Identify CNC Turning Centre Machine Elements & CNC control panel keys and Menustructure.• Start the CNC Machine and Reference it and move the Machine Slides (Axes) inJOG/INC/MPG Modes.• Start Spindle ON/OFF, Coolant On/Off, Tool Changing and do axes positioning inJOG/MDI Modes.• Load Parts in Work holding devices and Tools in tools Turret.• Input/edit Part Programs in the CNC Control and do Graphic Simulation to Verify &

27
Check Part Programs.• Do Machining operations like Turning, Facing, Contour Turning withRoughing/Finish Turning using Stock Removal Cycles, Sub programming.• Grooving, Thread Cutting, Drilling, Boring and Tapping using Automatic/MemoryModes with block search and Repositioning/Restart procedure.
28
TOOLS AND EQUIPMENTS FOR CNC TURNINGSl.No. Item Quantity
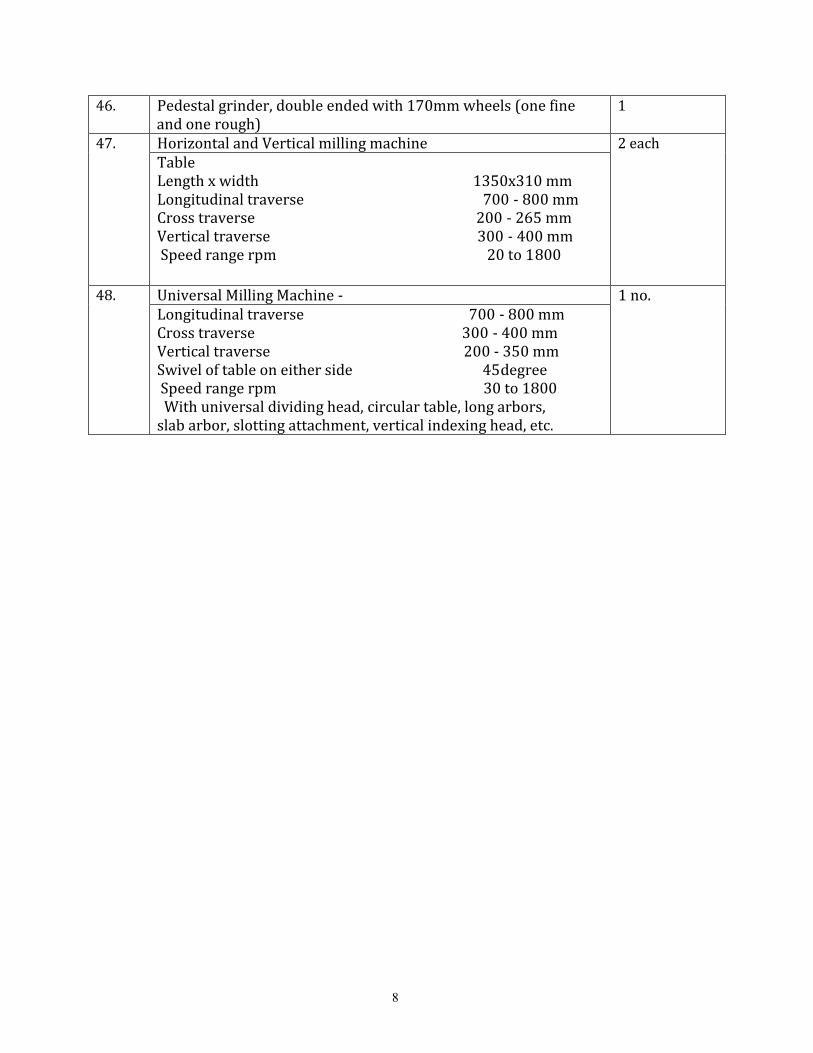
1. Steel rule 30 cm graduated both in English & Metric units 102. Outside, inside spring caliper 150 mm 53. Divider spring 150, 200 mm 54. Centre punch 100 mm 25. Ball peen Hammer, 0.5 Kg 26. Combination plier 150 mm 47. Safety goggle 108. Files such as coarse, medium, smooth of flat, half-round, roundand tri-angular file of 200mm. 4 each9. Surface plate with table 900x900x1200mm 110. Marking table 1200 x 1200 x 900mm high 111. Scribing block universal 300 mm 212. Pitch micrometer 0-25mm with set of anvils. 213. " V " block 100 mm 214. Try Square 150 mm 515. Depth micrometer 200 mm 116. Spirit level 250mm 0.05 least count 117. Screw Driver, heavy duty handle assorted 418. Combination set 300 mm 219. Reduction sleeve MT (to suit the m/c) 120. Compound dial gauge with stand (Metric) 121. Screw pitch gauge for metric pitches (0.5 to 6mm) 122. Pressure feed Oil cane 500 mg 1

29
23. Twist drills& Drill chucks for exercises 224. Grinding wheel dresser (Diamond) 125. Clamps for "v" block 126. Assorted carbide lathe tools with holder different shapes and sizes 227. Hacksaw frame adjustable 250 -300mm with blades 228. Plier cutting 200 mm 429. Magnifying glass 75 mm 230. Hand hammer 1 Kg 431. Centre drill 2,3,& 4 432. Parting tool holder with HSS tool bit 533. Boring tool holder, with HSS tool bit 534. Micrometer outside-0-25, 25 - 50 mm 1each35. Vernier caliper 300mm with Least count 0.02mm 336. Vernier bevel protractor -150 mm 137. Telescopic gauge 13 mm to 300 mm 138. Radius gauge metric set ( 1- 6 mm ) 539. Bevel gauge 200 mm 140. Taper gauge 1set41. Depth vernier 0-200 mm 142. Knurling tool -straight and bent type, single and diamond type 2 each43. Pedestal grinder, double ended with 170mm wheels (one fine andone rough) 144. SS and SC centre lathe (all geared) with minimum centre height150 mm and centre distance 1200 mm along with 3 jaws, 4 jawchuck, auto feed system, coolant pump, and machine lightarrangement.
1

30
Machinery:1) CNC TURNING CENTRE with minimum specifications of dia. 150mm, between centerdistance 500mm, 8 station turret. Preferably with a popular controller like Fanuc/Siemens, etc. with necessary tools and equipments.2) Computers in 5 numbers in LAN with operating systems and accessories3) Multimedia teachware for CNC technology and interactive CNC machine simulators withconsole emulator software for Fanuc, Siemens, Fagor and Mitsubishi CNC systems. (10students + 1 faculty): 5 users

31
GENERAL INFORMATION FOR GRINDINGName of Sector PRODUCTION & MANUFACTURINGName of Module GRINDINGMES Code MANRW14105Duration of Course 600 HrsEntry Qualification of Trainee 8th Pass + 18 yrs of ageUnit size (No. Of trainees) 10Power Norms 15KWSpace Norms 60 sq.mMinimum size of one side to be 04m.Instructors Qualification Degree in Mechanical Engineering withone year ExperienceORDiploma in Mechanical Engineering withtwo year ExperienceORNTC/ NAC inMachinist (Grinder) Trade Group withthree years of ExperienceDesirable Craft Instructor Certificate (CIC)

32
Course Contents for Module Grinding (MANRW14105)
Practical Competencies Underpinning Knowledge (Theory)
OSH & Safety Practices:
Fire Fighting in workplace &Precautions General Safety of Tools & Equipments Awareness on OSH related to the job
Fire Extinguishers & its Types Safely handling Tools & Equipments Use of proper Tools & Equipments & itsmaintenance OSH & practices to be observed as aprecaution
Personnel & Material Safety: Safety precautions followed ingrinding, i.e.Wear suitable eye goggles,shoes, clothes etc. Use and store of materials in a safemanner. Demonstrate the use of safety deviceson grinding machines.
Describe personal safety measures whengrinding. State the safety precaution specific togrindingoperation. Safety related to handling of materials. Safety devices used for safe machining.
Surface Grinding Grinding m/c specification: Machine operational system and safetyswitch Movement of machine hydraulic ormechanical drive Longitudinal movement and its limits Up and down movment and its limits Machine up and down movement andits minimum feed. Cross drive movement and its limits Setting of job in magnetic chuck or vice Demonstration on operation ofgrinding m/c. Practice on operation of grindingmachine. Selection of tools, general cleaning andmaintenance and safe storage of toolsapplicable to workshop tasks. Identify the controls of surfacegrinding machine. Setting on magnetic chuck.
Describe surface grinding machine -types,construction, parts, and functions. State the purpose of surface grinding. Specification of a grinding m/c.
Grinding wheel specification: Wheel balancing. Dressing of grinding wheels for roughand finish grinding Testing a grinding wheel for cracks
Specifications of grinding wheels. Aluminiumoxide A 40 white wheel Describe the selection criteria of grindingwheels. Identify the standard grinding wheel shapes.

33
and defects by tapping method Practice on mounting of grindingwheel. Inspect a used grinding wheel & finddefects. Practice on balancing a grinding wheel. Practice on Truing of a grinding wheel.
Mounted grinding wheels. Describe grinding wheel markings. Describe Handling and storage of grindingwheel. Describe Diamond wheel identification. Explain the importance of inspection ofwheels. Describe Balancing, mounting and Truing ofagrinding wheel.
Job Holding & Centering: Demonstrate the use of job holdingdevices on grinding machines & safetyprecautions. Use of work holding devices ongrindingMachine.
Different job holding devices in grinding. Describe work holding devices-Magneticvice,chucks. Explain the principles workshop layout,blueprint reading. Describe type of grinding fluids and purposes
Measuring job: Check measurements ofcomponents/machinedparts withvernier calipers, micrometer, andDepth gauges and slip gauges
Describe the principle of the measuringinstruments: its use and care formeasurement setting up and assemblyoperations-Micrometer: internal, external, depth.Vernier: Caliper, depth, height.
Surface Grinding operation: Grinding parallel surface to anaccuracy of ±0.02 mm. Grinding a surface at 900 to anaccuracy of 5'. Grinding steeped surface to anaccuracy of ±0.04 mm. Grinding a slot to an accuracy 0f ± 0.02mm. Grinding Angular surface usinguniversal vice. Grinding parallel blocks. Practice on taper grinding using sinewise. Grinding thin plates. Grinding on two vertical faces parallel¢ered. Grinding "vee" using disc wheel. Grinding dovetails. Grinding radii (male & female)
Describe surface grinding operation-Horizontal,Vertical, Angular, and edges of asurface. Explain the importance of surfaceroughnessand measuring methods. Describe the importance of demagnetizationsofjobs. Identify surface grinding faults, causes &remedies. Describe Annealing of work material -steel,cast-iron, Aluminum. Describe normalizing of Forging, Casting &Machined jobs. Practice for dressing with angular dresser anduse for grinding V block Check the centre shift of the V block usingsurface plate and dial. Educate use of different types of grindingwheels for Cast Iron, Steel, stainless Steel, andCarbide. Dressing of diamond wheels.
Cylindrical Grinding

34
Cylindrical Grinding Machine SpecificationTraining of cylindrical grinding operational system , hydraulic operational system , strokelimits longitudinal and cross feed movement of machine, work head chuck mounting , changefrom chuck mounting to between center, mounting of carrier / dog, use of dead center andHalf center for min dia grinding, mounting of grinding wheel in wheel flange and balancing ,dressing attachment mounting , use of study and follow rest for grinding long shaft, use andapplication specification of coolant fluid and proportion of mixing of water , learn to useappropriate grinding wheel according to the material spec , hardness , material andapplication of travers feed with depth of cut , use of lapping wheel and the control limit in thepre preparation of job.Cylindrical Grinding operation: Check measurements ofcomponents/machined partswith vernier calipers, Depthgauges, inside/outside and boredialgauges. Identify the controls ofcylindrical grinding machine. Practice on balancing a grindingwheel. Practice on mounting a grindingwheel. Practice on Truing of a grindingwheel. Plunge grinding a paralleldiameter to a dimensionalaccuracy of ± 0.05 mm. Grinding slow taper surfaceswith in a accuracy of 5minutes. Grinding fast taper surfaces within a accuracy of 5minutes. Grinding radii. Grinding parallel bore. Grinding a bore up to a shoulder. Grinding a bore and shoulder. Grinding a face. Grinding a bore in a long workpiece. Grinding a tapered bore. Grind cylindrical plain internalsurfaces on a cylindrical grinderto an accuracy of ± 0.05 mm. Wheel dressing for face grinding. Use of male or female taper plug/ring gauge for grinding Morsetaper and ISO 40/50 taper. Checking the taper with sine barand slip gauge. Use of bore dial indicator with
State the purpose of cylindrical grinding. Describe Cylindrical-grinding machine -types,parts, function and operation. Describe the procedure of Balancing, mounting andTruing of a grinding wheel. Describe work holding devices- 4- jaw independentchuck, 3 - jaw chuck, faceplate and carriers. Describe the type of grinding fluids and purposes. Describe the methods of producing external andinternal cylindrical surfaces of plain taper andstepped surfaces. Describe the main factor of grinding parameters-wheel speed, work speed, depth, and worktraverse speed, depth in feed. Describe the method of Inspection of cylindricalsurfaces. Concept of Centreless Grinding & Profile Grinding.Identify cylindrical grinding defects, causes andremedy. Describe the main factor of Hardening &Tempering of chisels (water hardening) cuttingtools Describe (Oil hardening) &H. S. S (Air Hardening) Describe the Importance of case hardening & stressrelieving.

35
0.01 to 0.001 accuracy. Grinding of bush ID ground byusing taper mandrel for ODgrinding Mounting of spindle for IDgrinding using study Grinding of center for centercorrection Use of radius dresser attachmentfor radius grinding Lear to measure radius jobs withmicrometer
TERMINAL COMPETENCY: The successful candidate should be able to:• Use safety devices.• Familiar with the necessary safety precautions required to perform while surfacegrinding.• Know the measuring instruments and its application.• Select the proper grinding wheel for each type of work material.• Know the application of grinding wheels and abrasive products.• Operate the surface-grinding machine along with magnetic chuck and standardaccessories.• Balancing, mounting and dressing of grinding wheel.• Grinding of parallel surface, angular surface and stepped surfaces.• Know the purpose of heat treatment process.• Identify surface grinding faults, causes and remedies.• Operate the cylindrical grinding machine along with magnetic chuck and standardaccessories.• Set up and grinding stepped, taper cylindrical internal and external surfaces.• Balancing, mounting and dressing of grinding wheel.• Know the purpose of hardening and tempering cutting tools.• Identify surface grinding faults, causes and remedies.

36
TOOLS AND EQUIPMENTS FOR GRINDING:
sl.no Item Quantity
1. Micrometer outside 0-25 mm, 25-50mm 2each
2. Micrometer depth gauge 0 - 200 mm 1
3. Spirit level 250mm 0.05 least count 1
4. Telescopic gauge 2
5. Oil stone 5
6. Pair of V blocks 50/5-40A 2
7. Adjustable angle vise 1
8. Nylon/ soft Hammer 1 kg 4
9. Screw Driver, heavy duty with handle 2
10. Combination set 300 mm 1set
11. Angular Sine vise 1
12. C-clamp 4
13. Wheel balancer kit 2
14. Try square 150mm 5
15. Double end spanner 1 set
16. Files such as coarse, medium, smooth of flat, half-round, roundand tri-angular file of 200mm. 4 each17. Vernier caliper 200 mm with least count 0.02mm 2
18. Testing mandrel. 2
19. Compound dial gauge with stand - Metric 1
20. Dial test indicator with magnetic gauge type 1 grade A with magnetic baseleast count 0.01mm
1
21. Vernier bevel protector with least count 5 minutes 1
22. Radius gauge set 1set

37
23. Angle plates size 200 x 100 x 200 mm 1
24. Adjustable angle plate 1
25. Grinding wheel dresser (diamond) 2
26. Sine dressing tool 1
27. Safety goggles 10
28. Allen keys 2.5 to 12 2sets
29. Grinding wheels- (Different types as desired) As required
30. Wheel truing attachment 1
31. Pedestal grinder, double ended with 170mm wheels (one fine and one rough) 1
32. Surface grinding machine wheel dia 180 mm (or near) reciprocating table,longitudinal table traverse 200 mm (or near) fitted with adjustable traversestop, magnetic chuck 250 mm x 120 mm. With set of grinding wheels,diamond tool holders for dressing & set of spanner etc with standardaccessories & form grinding attachment.
03
33. Cylinder grinder with internal grinding attachment, center height - 130mmwith standard accessories including 3 Jaw self centering chuck, 4 Jawindependent chuck with set of grinding wheels internal grinding spindles etcwith standard accessories with form grinding attachment & steadies.
02

38
GENERAL INFORMATION FOR DRAFTING (MECHANICAL)
Name of Sector PRODUCTION & MANUFACTURING
Name of Module DRAFTING (MECHANICAL)MES Code MANRW14106
Duration of Course 500 Hrs
Entry Qualification of Trainee 10th Pass + 16 yrs of age
Unit size (No. Of trainees) 20
Power Norms 5.0 KW
Space Norms 60 sq.mMinimum size of one side to be 04m.
Instructors Qualification Degree in Mechanical Engineering with oneyear Experience
ORDiploma in Mechanical Engineering with
two year ExperienceOR
NTC/ NAC inDraughtsman (Mech)Trade Group with
three years of Experience
Desirable Craft Instructor Certificate (CIC)

39
Course Contents for Module Drafting (Mechanical) (MANRW14106)
Underpinning Knowledge (Theory) Practical Competencies
OSH & Safety Practices:
Fire Extinguishers & its Types Safely handling Tools & Equipments Use of proper Tools & Equipments &its maintenance OSH & practices to be observed as aprecaution
Fire Fighting in workplace &Precautions General Safety of Tools & Equipments Awareness on OSH related to the job
Personnel & Material Safety:
Describe personal safety measureswhengrinding. State the safety precaution specific togrinding operation. Safety related to handling of materials. Safety devices used for safe machining.
Safety precautions followed in w/shopi.e. Wear suitable eye goggles, shoes,clothes etc. Use and store of materials in a safemanner. Demonstrate the use of safety deviceson grinding machines.
Engineering drawing & it's TypesDrawing Equipments Use of Drawing EquipmentsLettering Type of letteri) vertical single stroke lettersii) slanted single stroke lettersiii) Gothic LettersGeometrical Construction Construction of various geometrical figuresScales & it types Construction of various scale likei) Plain scaleii) Diagonal scaleiii) scale of chordsConic section & curves Construction of various curves like Ellipse,Parabola, Hyperbola, cycloids, Epicycloids,Hypocycloids, Archimedean curve, spiral.Conventional lines Drawing different type line & theirapplicationConventional symbols & abbreviation Drawing various symbols & abbreviationused in engineering drawingDimensioning Drawing different method & dimensiontechniques used in mechanical drawingProjection Projection point, line, plane, solidOrtho graphic projection 1stangle projection 3 rd angle Views of different object in both 1st & 3rdangle projection method

40
projectionPictorial drawingsi) Isometric Projectionii) Oblique Projection Drawing isometric & oblique projectionplans, solid & objects-cube,triangularprism,cylinder,cone &pyramid in isometricScale.Section & its types Drawing sectional views of different objectcube,triangular prism, cylinder,cone&pyramidDevelopment of surface Making development surface of various solidobject - cube, triangular prism, cylinder, cone& pyramid.Section of solid Drawing different method of section in solid-cube, triangular prism, cylinder, cone&pyramidIntersection & interpenetration of solid Making drawing of different curvesobtained at Intersection &interpenetration of solidsSurface Texture Application of various surface symbol indrawingShaft Coupling Sketching muff coupling and flange couplingused in machineryShaft Bearing Sketching bush bearing & Plummer blockKey, Pins, & Knuckle joint Drawing various key joint ,pins & cotter jointused in machineryScrew thread Drawing different form of thread,conventional symbol used in threadsThread fasteners Drawing different various type of nut, bolt,screw, studs, locking method of nuts &foundation boltsPulleys Sketching Cast Iron pulley & fast & loosepulleyRivet & riveted jointed Construction of various types of riveted jointsused In industriesWelding Sketching various weld joint with symbolStructural drawing Sketching various standard shapesSpur gear Nomenclature of gears and types of gears.

41
Cams Construction of simple cam designLimits, Tolerance & Fits Application of tolerance in drawing &geometrical tolerance.Production drawingi) Assembly drawingii) Detail drawing Simple assignment drawing likei) Stuffing Box ii) Non Return value iii) Toolpost of lathe iv) knuckle JointJig & fixture Jig components-jig body,jig plate,jigbushes,locators & clamping arrangementsPipe fitting & joints Sketching different pipe fitting & pipe jointlike CI pipe joint & spigot and socket pipejointsPiping drawing Sketching pipe symbols used in drawingFamiliar with SP:46 -2003 Practice on BIS SP:46 -2003PRACTICE ON COMPUTERPractice on two useful software via MS-Word & MS Excel, MS Office & operatingsystemIntroduction to computer, windows
Introduction to Auto CADAdvantages of using Autocad Introduction to Auto CAD,Auto CAD main Menu, screen menu, commandline, model spaceDrawing layouts, Tool bars, File creation,Save, Open existing drawings, creation ofDrawing Sheet as per ISO.Absolute Co-ordinate system ,Polar Co-ordinate System andRelative Co-ordinate SystemCreate Line, Break, Erase, UndoRelated Exercises using Absolute Co-ordinatesystem, Polar Co-ordinate System andRelative Co-ordinate System,Exercise using Line, Break, Erase, Undocommands
Trim, Offset, Fillet, Chamfer, Arc and Circlecommands. CAD: Exercise using Trim, Offset, Fillet,Chamfer Commands.Move, Copy, Array, Insert Block, MakeBlock, Scale, Rotate, Hatch Commands. CAD: Exercise using Move, Copy, Array, InsertBlock, Make Block, Scale, Rotate, Hatch

42
Commands.Creating templates, Inserting drawings,LayersModify Layers.CAD: Practice using Creating templates,Inserting drawings, Layers and Modify Layers.
Dimensioning drawings, Creating styles indimensioning. CAD: Drawing practice using Dimensioningdrawings.Modifying styles in dimensioning. CAD: Creating styles in dimensioning.Modifying styles in dimensioning.CAD Introduction to 3D, 3D primitives,Extrude, Revolve commandSetting User co-ordinate Systems, Rotating,Plotting, Print preview
CAD Drawing practice using 3D primitives,Extrude,Revolve command, subtract, union3D drawing by using User co-ordinatesystems.Plotting, Print previewModify Layers on CAD Practices on Modify LayersTERMINAL COMPETENCY: The successful candidate should be able to:
• read & draw various geometrical figures.• construct various curves, scales, lines.• draw Views of different object in both 1st & 3rd angle projection method• draw isometric & oblique projection plans, solid & objects, sectional views ofdifferent object• develop surface of various solid object in parallel & Radial Method• draw different curves obtained at intersection & interpenetration of solids• read & draw simple Machine Parts & Industrial Drawings.• work with CAD.

43
TOOLS AND EQUIPMENTS FOR Drafting (Mechanical):
SR.NO.
TRAINEES KIT QUANTITY
1 DRAWING INSTRUMENTS BOX (COMPASS, DIVIDER,PROTECTOR, etc.)
20 each
2 DRAWING BOARD ( 700 X 500 mm ) IS : 14443 TEE - SQUARE ( 700 MM BLADE ) IS : 13604 SET SQUARE CELLUOID 45O ( 250 X 250 mm ) IS :
15615 SET SQUARE CELLUOID 30O - 60O (
250 X 200 mm ) IS : 15616 CELLUOID SCALE ( 300 mm )
INCHES & MILLIMETERS7 FRENCH CURVE8 PENCILS & RUBBERS9 COMPUTER WITH LATEST CONFIGURATION & CAD
SOFTWARE ALONGWITH SUITABLE FURNITURES10 Nos
10 CAD PLOTTERS 1 No
SR. NO. DESCRIPTION QUANTITY2 TRAINEE STOOL 20
3 BLACK/WHITE BOARD 14 INSTRUCTOR DESK 15 INSTRUCTOR CHAIR 1

44
GENERAL INFORMATION FOR DIE INSPECTION & HANDLINGName of Sector PRODUCTION & MANUFACTURING
Name of Module Die Inspection & HandlingMES Code MANRW14107Duration of Course 500 HrsEntry Qualification of Trainee 8th Pass + 16 yrs of ageUnit size (No. Of trainees) 10Power Norms 4.0 KWSpace Norms 60sq.mMinimum size of one side to be 04m.Instructors Qualification Degree in Mechanical Engineering with one yearExperienceORDiploma in Mechanical Engineering with twoyear ExperienceORNTC/NAC inTool & Die Maker (Dies & Moulds)Trade Groupwith three years of ExperienceDesirable Craft Instructor Certificate (CIC)

45
Course Contents for Module Die Inspection & Handling (MANRW14107)
Practical competencies Under pinning knowledge
OSH & Safety Practices:
Fire Fighting in workplace &Precautions General Safety of Tools &Equipments Awareness on OSH related to thejob& Maintenance Practice of 5S
Fire Extinguishers & its Types Safely handling Tools & Equipments Use of proper Tools & Equipments& its maintenance OSH & practices to be observed as aprecaution Awareness, concept & importance of5S
Personnel & Material Safety:
Select, use, clean and store personalsafety protective equipment. Use and store of materials in a safemanner. Demonstrate the use of safetydevices on Die Manufacturing.
State the safety precaution specificto turning on the lathe. Safety related to handling ofmaterials, machines, press, devices. Safety devices used for safe DieManufacturing.
Familiarization with Die and punchand their application. Identification of different elements ofdie and punch assembly. Die inspection using measuringinstruments. Die Quenching, Grinding andFinishing. Die Mould Shop layout orientation Different types material handlingequipments (EOT & Forklift)(He should have validDriving/Operating license) Practical on Die manufacturingprocesses Practical on Die/Mould Defects,Causes & Remedies
Practical on Basic Hand skills likeFiling, hack sawing, drilling, drillsharpening,Countersinking/Counterboring/blindhole drilling, reaming, Int/Ext threadmachining, use of Diamond needle files,etc
Introduction to Die and punch andtheir application and importance inmanufacturing. Die material and manufacturing ofdies and tooling , Heat treatmentprocesses &Different gradematerials used for dies and tooling’s Die manufacturing process; CNC,HSM machines, EDM machines,cutting tools, graphite electrodegrades. Die/Mould defects; cracks, mis-match, hold- up, under fill, etc. Theory on Basic Hand skills

46
Terminal Competency : The successful candidate would be able to:1. Understand the manufacturing process of Die2 Inspect the manufactured Die3 Upkeep & routine maintenance of Die.4. Handling process of Die.List of Tools & Equipments:
Sl No Description of Tools/Equipment Quantity1 Die grinder (pneumatic) With stand 12 Pining Punch 43 Spanners 2 sets4 Polish pins 2 sets5 Buffing wheels 2 sets6 Mounted Points of various sizes 2 sets7 Compresses air line with Pressure6-7 bar 18 Hose clips 49 Pencil Grinder 210 Welding Machine set 111 Special Electrodes3.15 & 4 mm As required12 De Scalar 213 Rotary Burrs of various sizes(carbide Burr cutters) 2 sets14 Lubricating oil & Emery Papers (120,300,420 grits) 2 sets15 Vernier caliper 150mm, 300mm 2 each16 Bevel Angle protector 117 Micrometer 0-25, 25-50, 50-75 1 each18 Vernier height gauge 119 Angle plate 200x200mm , surface plate 500x1000 1 each20 Magnifying glass 321 Straight edge 122 Filler gauge, radius gauge 2 each23 C-clamp (200mm) 424 Digital vernier caliper 300mm 1Safety Equipments1 Helmet 202 Ear plug 203 Mask(respirators) 204 Safety Goggles 205 Apron 206 Hand Gloves 207 Safety Shoes 208 Face Shield 20

47
Note:1. Tool Kit and safety equipment should be available one for each student2. Heavy M/C Set up one for whole institute.

48
GENERAL INFORMATION FOR FORGING & HEAT TREATMENTName of Sector PRODUCTION & MANUFACTURINGName of Module FORGING & HEAT TREATMENTMES Code MANRW14108Duration of Course 600 HrsEntry Qualification of Trainee 8th Pass + 16 yrs of ageUnit size (No. Of trainees) 20Power Norms 25.0 KWSpace Norms 60 sq.mMinimum size of one side to be 04mInstructors Qualification Degree in Mechanical Engineering withone year ExperienceORDiploma in Mechanical Engineering withtwo year ExperienceORNAC inForger & Heat Treater Trade Group withthree years of experience
Desirable Craft Instructor Certificate (CIC)

49
Course Contents for Module – Forging & Heat Treatment (MANRW14108)
Practical Competencies Under Pinning KnowledgeOSH & Safety Practices:1. Fire Fighting in workplace & Precautions2. General Safety of Tools & Equipments3. Awareness on OSH related to the job 1. Fire Extinguishers & its Types2. Safely handling Tools & Equipments3. Use of proper Tools & Equipments & itsmaintenance4. OSH & practices to be observed as aprecautionPersonnel & Material Safety:1. Select, use, clean and store personalsafety protective equipment.2. Use and store of materials in a safemanner.3. Demonstrate the use of safety devices onForging & Heat Treatment.
1. State the safety precaution specific toturning on the lathe.2. Safety related to handling of materials.3. Safety devices used for Forging & HeatTreatment.Forging and Heat Treatment1. Forging line induction2. Identification of parts of forging machine.3. Use of various mechanical measuringinstruments4. Black smithy5. Billet cutting, job holding, unloading.6. Reduce rolling /performing forgingoperation7. Die lubrication8. Forging inspection9. Heat treatment and forging operations
1. Billet preparation – cutting, sizingmethods. Hack sawing and sawing withmechanical and hydraulic saws. Filing –use of different types of files – needle,diamond files, half round and squarefiles. Handling of billets during forging2. Forging – basics and methods. Cold andhot forging, open and closed die forging,upsetting and extrusion, flashlessforging. Benefits of forging withdifferent methods. Demerits of forgingover manufacturing methods.3. Materials for forged parts/components– ferrous and non-ferrous alloys. Heattreatment and different methods.Equipment for heat treatment –furnaces, heat treatment cycles.Mechanical properties – hardness,toughness. Formability of materials –definition and procedures.4. Equipment used for forging – hammers,mechanical and hydraulic powerpresses – different parts and theirfunctions. Presses used for performing,forging, trimming and other operations.5. Tooling for forging – punches and dies,constructional details and features,

50
setting up tooling for forging –alignment and clearances. Dielubrication and maintenance.6. Reading of component drawings forforging. Methods of inspection of forgedcomponents – visual and dimensionalinspection, non-destructive methods.Usage of instruments for inspection offorged parts.7. Stages of forging – heating, reducing,upsetting, edger, flattener, fuller,buster, blocker, finisher, trimmer,padding and piercing.8. Safety precautions in forging industries,during forging and inspection. Use ofprotective devices and safetyenclosures9. Definition of Heat treatment , purpose,different methods, furnaces and cyclesof heat treatment, material propertiesand composition and its effects on heattreatment, hardness checking, hardnesschecking techniques and methods.Terminal Competency : The successful candidate would be able to:
1 Know Forging process and stages of Forgings2 Perform forging operations.3 Follow Safety aspects4 Know Forging instruments,5 Use & care of measuring instruments6 Understand the Heat Treatment process,7 Design aspects of forging8 Advanced forging techniques and its process

51
List of Tools & Equipments:Sl No Description of Tools/Equipment Qty.1 Hammer (Pneumatic)---- 25001 Lb,25002Lb,10 ton 12 Hammer (Pneumatic)---- 12000 Lb,5 ton 13 Blacksmith Hammer (Pneumatic)--- 2ton/3ton/4ton 14 Up setter ------------------- 4",6",7.5" 15 Material cutting m/c 16 Furnace 17 Trimming press (Mechanical/Hydraulic) 18 Twisting & Padding press 19 Compressor 110 Metal cutting blade 111 Spanners 112 Coolant oil Furnace oil 113 LDO, LPG 1each14 Die key 115 Dowel 116 Liner & shank liner 117 Over head crane 118 Ram & key driver for key tightening 119 Fork lifter 120 Manipulator 121 Hand hammer 122 Gas burner 123 Air blower pipe 124 Tong 125 Trolly 126 Chain along with pulley 127 Peel 128 Hoist 129 Compressed air 130 Pallet & Box 131 Hook, T bolt & Studs As required32 Outside & Inside caliper 233 Vernier caliper 234 Vernier Height gauge 135 Bevel protector 136 Radius gauge 137 Filler gauge 138 Parallel block 439 Roller block 240 V block block & C clamp block & U clamp 2 each41 Screw jack 242 Pistol caliper 143 Inspection table, 1

52
44 Jumbo truck vehicle 145 MPI M/C 1Sl No Description of Tools/Equipments Quantity1 Over Head Crane 12 Hoist 13 Fork lift 14 Charger Machine 15 Tray, Support, Hangers, Clamp& Fixtures 1 set6 Air Compressor & Blower 1 set7 Heating sources: DO, SKO, LPG, Furnace oil, Electricity 1 set8 Continuous Hardening Furnace 19 Continuous Tempering Furnace 110 Austenitising Furnace 111 Sealed Quench Hardening Furnace 112 Sealed Quench Tempering Furnace 113 Batch Hardening Furnace 114 Batch Tempering Furnace 115 PIT Hardening Furnace 116 PIT Tempering Furnace 117 Bogie Tempering Furnace 118 Bogie Hardening Furnace 119 Stress Relieving Furnace 120 Nitrocarburising Furnace 121 Pre Nitrocarburising Furnace 122 Recirculating Fan 2 sets23 Recuparation System 124 Burner 2 sets25 Heat Pumping unit 1 set26 Oil Heaters 1 set27 Regulators 2 sets28 Air Gas Regulators 2 sets29 Sensetrols 130 Thermocouple/Solenoid valves/Recorders/ON-OFF/PID As required31 Temperature Controlers& Indicators 132 Quenching System 133 Exhaust systems 134 Cylinders:Oxygen,CO2,Ammonia,DCP,Foam 1 each35 Eddy current M/C 136 Dynamic Hardness Tester 137 Hardness M/C 138 Microscope Calibration Scale 139 Poldi Harness/Hardness test Bar 1

53
40 Refractometer 141 Pyrometer /Thermometer 142 Viscous Meter/PH Meter/Gas flow Meter/Oil flowmeter/Gas Analyser 143 Measurement & calibration Instruments 2 setsNote:1. Tool Kit and safety equipment should be available one for each student2. Heavy M/C Set up one for whole institute.

54
GENERAL INFORMATION FOR QUALITY INSPECTORName of Sector PRODUCTION & MANUFACTURINGName of Module QUALITY INSPECTORMES Code MANDW14109Duration of Course 500 HrsEntry Qualification of Trainee 8th Pass + 18 yrs of ageUnit size (No. Of trainees) 20Power Norms 2.0 KWSpace Norms 60 sq.mMinimum size of one side to be 04m.(Dust proof room/ AC Room)Instructors Qualification Degree in Mechanical Engineering withone year ExperienceORDiploma in Mechanical Engineering withtwo year ExperienceORNTC/ NAC inMechanical Trade Group with three yearsof ExperienceDesirable Craft Instructor Certificate (CIC)

55
Course Contents for Module Quality Inspector (MANDW14109)
Practical Competencies Underpinning Knowledge (Theory)
OSH & Safety Practices:
Fire Fighting in workplace &Precautions General Safety of Tools &Equipments Awareness on Occupational Safety &Health related to the job
Fire Extinguishers & its Types Safely handling Tools & Equipments Use of proper Tools & Equipments &its maintenance OSH & practices to be observed as aprecaution
Personnel & Material Safety: Safety precautions followed ininspection. Use and store of materials in a safemanner. Demonstrate the use of safetydevices for inspection.
Describe personal safety measureswhile inspecting. State the safety precaution specific toinspection. Safety related to handling of materials. Safety devices used for safe inspection.
QUALITY INSPECTOR
Introduction to Quality inspector roleand its importance. Describe in brief about the variousrole of inspection and it area ofworking Explain the importance of a inspectorand the application for the industriesbeing used and role they perform
Describe the vernier scale reading andhow it is been applied in the Vernier. Describe the role of inspection and howit is to be recorded in the InspectionReport Explain the various types of generalinspection report. Explain with a small Drawing with 0.5tolerance on linear and to generate aInspection report with dimensions andtolerance. Describe the reasoning about thetolerance and why been provided indrawing. Explain about a drawing with simpleview to identify about 1 st angle and 3rd angle projection Describe about a regular drawing usedin industries and how to identify whatto inspect. Describe about process drawing andfinal drawing and its application. Describe about the normal usedgeometrical tolerance and how toidentify and types of measurements

56
Describe about of types of instrumentsand its usages. Describe about surface plate andleveling its importance.
Vernier its usage and its Least Count Practice on usage of Vernier and howto read a vernier Measurement with Vernier and useto measure with inside of a vernierand outside of a vernier. Practice on usage of Vernier HeightGuage and its application. Practice and usage of Angle Plate andits application Hold job and to useheight gauge and inspect the heighton 2 surfaces with 0.5 mm accuracy. Practice to use vernier for depthmeasurement application. Practice to use Micrometer for OD toand accuracy of 0.01 mmmeasurement application andthickness. Practice to use Dial Bore Gauge tocheck the ID dimensions of a part toan accuracy of 0.01 mm Practice to use Hardness Tester tocheck the hardness of a part for HRC,from 24 to 60 HRC and to use theload factor in the machine and itsapplication Practice to use radius gauge. And toidentify various radius inside andoutside radius. Practice to use surface analyzer tofeel for surface roughness andcompare to the part with theanalyzer for 0.8 Ra to 3.2 Ra value. Practice to use profile projector tomeasure the linear dimension of apart and the outer dimensions of apart to an extent of 0.1 mm accuracy.And to check and practice for theradius of a profile. Practice to use between center tocheck concentricity and run out to anextent of 0.05mm accuracy. Practice to use Bevel Protractor tocheck various angle to an accuracy of+/- 5 minutes.
Describe about the usage of Micrometerand its application. Describe the usage of depth micrometerand its application. Describe the usage of slip gauge and itsapplication. Describe the usage of V block itsapplication. Describe the usage of bore dial gauge itsapplication. Describe the usage of Hardness Testerand its application. Describe the usage of Sine Bar itsapplication. Describe the usage of Radius gauge andits application. Describe the usage of Surface Finishanalyzer and its application. Explain the usage of Profile Projectorand its application. Describe the usage of usage of BetweenCenter in Surface plate and itsapplication. Describe the usage of Bevel Protractorand its application. Describe the use of digital height gaugeand its advantage application. Describe the use of casting hollow blockand its application for inspection,marking a raw casting and checkingfive surface of a part. Describe the usage of 2 D height master( Trimos) and its application . Describe the use of slip gauge and sinebar to check for the angle to therequired tolerance. Teach the calculation for using sine barand its formula with scientificcalculator. Describe to check the hole position with

57
digital height gauge. Describe to check the hole position with2 D height master ( Trimos) Describe how to calculate to build a slipgauge to the required size. Describe the use of slip gauge to inspecta key position. Describe to prepare a inspectionReport using a blueprint drawing . Describe how to plan for inspectionwith the blueprint drawing. Describe to prepare a inspection forprocess drawing. Describe to prepare a first off approvalinspection report using a processdrawing. Describe use of plug gauge for bore sizeGO, NOGO, thread plug Guage forthread inside and external.
Job Holding & Inspection
Practice to hold job in Angle Plateand to inspect for dimensions on 2surfaces. Practice to inspect a Raw Casting andmark for the Machining dimensionsand to lean to inspect the casting . Practice for inspecting a shaft for keyway position using Magnetic V block,lever dial and height guage. Practice for checking run out on bushusing V block lever dial and heightgauge. Practice to check a part in ProfileProjector for dia, length, step lengthof a shaft to a accuracy of 0.01 mm Practice to check a position toleranceof a job using digital height gauge forone axis. Practice using angle block and digitalheight gauge to check for 2 surfacepositional dimensions. Practice to check using V block andslip gauge for key way position. Practice to check angle of a shaft orflat angle milled piece using slipgauge and sine bar. Practice using Hollow casting block
Describe the normal general commonlyused geometrical symbols in regularprocess drawing and simple jobs and tounderstand them. Use of feeler gauge Use of try square to find the squarenessof a job. Brief explanation about PRE CONTROLCHART. Brief Explanation about Gauge andInstrument Calibration and itsimportance.

58
and magnetic V block to hold a partand check for hole position withdigital height gauge for five surfaces. Practice to check casting in Hollowcasting Block to mark casting formachining dimensions. Practice to inspect a part on granitesurface plate with 2D height master (Trimos) for positional tolerance. Practice to inspect a part using angleplate to check 2 surface using 2 Dheight master ( Trimos) Practice to use Hollow casting blockwith magnetic V block to inspect partfor five sides using 2 D height master. Practice the use of 2D Height masterfor various jobs and nature of safetyit is to be handled Visit to nearby work shop to explainthe use of instrument in the workingprocess.
TOOLS AND EQUIPMENTS FOR QUALITY INSPECTOR
Sl.No.
Item Quantity
1. Surface Plate Cast Iron 800x800 1 withstand2. Surface plate Granite 1000x1500 mm 1 no withstand3. Vernier Height Guage 300mm 1
4. Digital height gauge 600 mm 1
5. Cubical Hollow block cast Iron 300x200x200mm 1
6. Angle plate 300x200 mm with slots cast iron 1
7. Angle plate 200x200mm with slots cast iron 1

59
8. Vee block 100 mm with U clamp 2
9. Magnetic Vee block 100 mm 2
10. Bevel protractor with 5 minutes least count 2
11. Bevel edge try square 150x100 mm 2
12. Micrometer 0-25 outside 1
13. Micrometer 25-50 outside 1
14. Micrometer 50 to 150 mm 1
15. Vernier 0 -150 mm 1
16. Vernier 0-300 mm 1
17. Digital Vernier 0-150 mm ( Inside and outside) 1 each
18. Magnetic dial stand 1
19. Depth vernier 1-150 mm 1
20. Depth Micrometer 0-150 mm 1
21. Slip gauge one set 1
22. 2 D height master 0-500mm 1
23. Feeler gauge 1
24. Hardness tester HRC - A scale B scale and C scale 1
25. Sine Bar 200mm 1
26. Bore dial gauge 12-35 mm and 35-65 mm one set each withDial indicator with 0.1 mm accuracy 1
27. Profile projector with DRO ( digital Read out Scale ) 500 mm x500 mm 1
28. Lever dial indicator 0.1 mm accuracy 2

60
29. C clamp 0-150mm and 0-300mm 1
30. T bolts and T nuts to suit slot in Angle Plate and CubicalHollow block with studs and Nuts with washers Asrequired
31. Spanner set 6-27 mm 1 set and Allen Key 2 mm to 10 mm 1set 2 set
32. Work Bench 500x1000 mm fabricated with wooden planksand rubber sheet/plastic sheet on top min 3 mm thick 2
33. Cloth cotton waste to be available in the quality lab all thetime. Asrequired

61
GENERAL INFORMATION FOR CNC INSTALLATION ANDCOMMISSIONING
Name of Sector PRODUCTION & MANUFACTURINGName of Module CNC INSTALLATION AND COMMISSIONINGMES Code MANRW14210Duration of Course 500 HrsEntry Qualificationof Trainee 1) Min 10th class pass with at least 16 years of Age,Having passed any of Module :- (a)MANRW14202 or(b) MANRW14204 with 2 years relevant industrialexperience OR2) CTS passed in any of the Trade i.e. Fitter, Machinist,Turner Electrician, Instrument Mechanic, ElectronicMechanic with 2 years relevant industrial experienceUnit size (No. Oftrainees) 20Power Norms 14.0 KWSpace Norms 45 sq.mMinimum size of one side to be 04m.InstructorsQualification Degree in Mechanical / Electronics / Electrical /Production / Industrial Engineering with one yearExperience in CNC Operation and MaintenanceORDiploma in Mechanical / Electronics / ElectricalEngineering with two years experience in CNCOperation and MaintenanceORNTC/ NAC in any Trade with three years experience inCNC machine operation and maintenance.Desirable Craft Instructor Certificate (CIC)

62
Contents for Module CNC installation and commissioning (MANRW14210)
Practical Competencies Underpinning Knowledge (Theory)
Demonstration of General andSpecial Industrial Safety &Health Hazards in CNC workingenvironment.
Demo on Safety Devices. General and Special Industrial Safety &Health Hazards in CNC workingenvironment
Demo on a CNC Machine and CNCFunctionality Identification of various
Mechanical Parts/Sections/Modules like spindle, LM guideways, ball screws Hydraulic andPneumatic Systems Electrical.
Machine operation Cutting parts
Introduction to CNC machines. Types of CNC machines. CNC system block diagram and MachineLayout drawing. Understanding machine specifications. Machine function parameters – pitcherror compensation, acceleration rate,gain, keep relays setting. CNC programming, entry on machine. Parameter setting
Checking of electronic PartsServo drives, motors, feedbackelements, limit Switch, proximityswitch, and CNC control panel. Function of Mechanical Parts –hydraulic, pneumatic, electrical,electronic, like spindle, guide ways, ballscrews, tool change electrical ElectronicParts like drives and motors, feedbackelements and CNC control systems.
Identification of packedMechanical Parts/Sections/Modules like spindle, guideways, ball screws, Electrical &Electronic Parts like drives andmotors, feedback elements andCNC control systems. Unpacking,visual and physical checking.
Unpacking Mechanical Parts likespindle, guide ways, ball screws,Electrical & Electronic Parts like drivesand motors, feedback elements and CNCcontrol systems.

63
Physical installation andlevelling of the machine. Floor preparation formounting the machine – fixinggrouting bolts, vibration pads. Levelling the machine –various methods. Lifting and shifting ofmachines – different liftingmethods, crane, block andtackle, using roller, jack. Electrical wiring andinstallation of variouselectrical Parts. Connectingcompressed air connections.Commissioning Tools andtheir use . Testing of electricalearthing, voltage stabilizerand input power supply.Setting output voltages fromstabilizer. Practice on hydraulic,penumatic and electricalconnections.
Understanding installation guidelines.Machine Layout and Circuit Diagrams –hydraulic, pneumatic, electrical -foundation details of machine. Machine shifting, Devices used for m/cshifting. Types of foundation, M/cerection, Lifting, Safety while Shifting &Lifting, Grouting procedure & Curing. Power Supply with concepts ofindividual Earthing. Reading electricalwiring diagrams. Understandingcompressors and their installation. Checklist for hydraulic, pneumatic and electricalconnections.
Initialization and testing offunctions - axes and spindle, workholding devices, ATC / ToolTurret, hydraulic and Pneumaticsystems, chip disposal, coolantsystems. Checking lubricationpoints.
Test procedure and test checklist ofmachine functions. Elements and Functioning of hydraulic,Pneumatic System.
Inspection of geometricalaccuracies as per the test chart ofmachine tool manufacturer. Practice on component trials.
Concepts of Geometrical accuracyParameters – perpendicularity,parallelism, backlash, positioningaccuracy, repeatability, etc. Study of machine test charts. Concept of part programming forcomponent trial. Writing & Checking simple partprogram Report generation for thecommissioning

64
Correcting installation errors –mechanical, electrical, hydraulic,pneumatic. Types of geometrical errors, erroridentification and correction. Servo and system errors.
Practice on making installationand handing over documents. Installation documentation. Delivery note, Inspection report,minutes of meeting, service report.Handing over documents.
. Terminal Competency: The successful candidate would be able to Install, Test andcommission CNC Machine doing following activities:1. Carry out Physical installation Carryout Electrical Installation2. Identify Mechanical, Electrical and Electronics Sections/Parts3. Back up of vital M/C data's of the CNC Machine4. load & start CNC Machine/system5. Geometrical Accuracy Testing.

65
TOOLS AND EQUIPMENTS FOR CNC INSTALLATION AND COMMISSIONING:
Sl.No.
Machinery/Tools/Equipments/Hardware/SoftwareRequired
Quantity
1 CNC TRAINING RACKS with CNC System, PLCsincluding all Control cards like Main board. I/O, CPU,Memory, power supply, Drives control & PLC and withservo motors-(X,Y,Z & spindle motors) and feedbacksystem elements like encoders/ Tacho generatorsintegrated (FANUC or Siemens latest control system) Relevant CNC System, PLC ,Drives commissioning,Diagnostic/Trouble shooting & networking softwarepack complete Complete Manuals set containing: CNC System operation & programming CNC PLC Description, programming, Data Listing,commissioning & Maintenance CNC Function /Interface Manual Maintenance/Service Manual ( DVD & Hard copy )
1 Set
2 X-Y-Z (500x400x300 mm) Tables for Connection with TrainingRacks containing LM guides fitted on High accuracy surfaceBed/ Base,& Saddle with Ball Screw &Nut Assembly andProvision for mounting /Coupling of X,Y, Z axes. CNC ServoMotors with encoder/Linear Scale feedback incorporated forthe Training Racks. System Integration work with training racksand getting X,Y movement with positioning accuracy ±0.010mm and Repeatability ±0.005 mm.
1set(Siemens orFanuc controlsystem)
3 Tool holder as per the machine requirement As required4 Test mandrel 1 No5 Dial Gauge with magnetic stand 1 No6 Granite surface Plates grade 0 1 No7 Spirit level 1 No8 Digital Vernier caliper( least count 0.01) 1 No9 Digital Micrometer (least count 0.001) 1 No10 Clamp tester 1 No

66
11 Height gauge 600mm 1 No12 Digital inclinometer (0.01°) 1 No13 Slip gauge (steel alloy) grade 2 87pin 1 No14 Maintenance Tools kit 2Sets.List of Furnitures:Sl.No. Name & Specification of Furniture Quantity1 Steel Almirah 2 Nos.2 Tables 10 Nos.3 Chairs 20Nos.4 Faculty Chairs 1Nos.5 Faculty Tables 1 Nos.6 LCD Projector with screen 1 Nos.7 Interactive Board 1 Nos.8 Lab Tables 8 Nos.9 Personal computers with Chair 2 Nos.

67
GENERAL INFORMATION FOR CNC MACHINE TOOL MAINTENANCEName of Sector PRODUCTION & MANUFACTURINGName of Module CNC MACHINE TOOL MAINTENANCEMES Code MANRW14211Duration of Course 600 HrsEntry Qualification ofTrainee 1) Min 10th class pass with at least 16 years ofage having passed any of Module :-(a)MANRW14202 or (b) MANRW14204 with 2years relevant industrial experience or2) CTS passed in any of the Trade i.e. Fitter,Machinist, Turner Electrician, InstrumentMechanic, Electronic Mechanic with 2 yearsrelevant industrial experience.Unit size (No. Of trainees) 20Power Norms 14.0 KWSpace Norms 45 sq.mMinimum size of one side to be 04m.Instructors Qualification Degree in Mechanical / electrical / electronicsEngineering, with one year Experience in CNCOperation and MaintenanceorDiploma in Mechanical / electrical / electronicsEngineering with two year Experience in CNCOperation and MaintenanceorNTC/ NAC in any Trade with three yearsexperience CNC Operation and Maintenance.Desirable Craft Instructor Certificate (CIC)

68
Course Contents for Module CNC Machine Tool Maintenance (MANRW14211)
Practical Competencies Underpinning Knowledge (Theory)
Demonstration of General andSpecial Industrial Safety &Health Hazards in CNC workingenvironment, Demo on safetydevices
General and Special Industrial Safety &Health Hazards in CNC workingenvironment Identification of various
Mechanical Parts like spindle,LM guide ways, ball screws,Electrical & Electronic Parts --Servo drives and motors, controlelements like proximity and limitswitches, feedback elements,CNC control panel. Operating the machine.
Introduction to CNC machines, Types of CNC machines. CNC System block diagram Functions of Mechanical Partslike Spindle, Guide ways, Ballscrew. Electrical & Electronic parts like Servodrive and motors, feedbackelements and CNC control systems. Part programming.
Identification of Hydrauliccomponents involved in CNC. CNC system Operation Identifying system backupbattery, CNC Programs,Parameters and Machine data. Investigating the conditionsunder which failures occur. Study of CNC system andMachine Tool MaintenanceManuals. Investigation of failure ofoperating modes with relatedalarms. Over travel conditions & retrievalto operating range. Feedback system troubleshooting. Absolute pulse coder /incremental pulse coderconnections, operation, signalsand serial pulse coder failures. Spindle alarms. Setting spindle orientation anglefor tool change.
Hydraulics and pneumatics system andLubrication System. Coolant system Tool changer system – lathe turret, VMCmagazine, turret, spindle orientation Job carrying and loading systems – palletchanger, rotary table, bar feeder, partscatcher Chip conveyor system. Work holding system. Overview of CNC System & Machinehardware elements The CNC boot system operation andcorresponding screens like:o CNC system fileso CNC & Servo controlo User files (PMC/PLC sequence program) CNC alarm lists & errors related to:o Programso Machineo Servo & Spindle driveo Emergency stop.o I/O Interface, Reference Point, JOG, MDI,EDIT, Automatic, Single Block operationmodes and faults.

69
Diagnosis and fixing of faults injob carrying and loading systems– pallet changer, rotary table, barfeeder, parts catcher Axes over travel limit switches /proximity switches and retrieval. Alarms related to feedback encoders(Absolute/Incremental) Fault & Alarms related to overload ofservo & overheat of power supplymodule
Practice on identifying andcorrecting errors. Practice on monitoring PLCLadder diagram and controllogics in CNC. Trouble shooting of axes servosystem Excessive positioning errorduring stop & move. Digital servo error Overload / overheat ofservomotor and drive Servomotor servicing – brushreplacement Ready signal of servo (feed)amplifier turned off Trouble shooting of spindleServo amplifier and Motors Servo tuning and diagnosticfunctions PLC system alarms and troubleshooting CNC machine tool builder relatedalarms and trouble Shooting Identification of I/Os in PLCdiagnostics mode. Trouble shooting of I/Os signalsand failures of hydraulic systemelements.
PLC basics, PLC programming and ladderDiagram. Alarms related to machine tool builder. Excessive positioning error during stop& move. Serial spindle speed fluctuation andcommunication error. Spindle serial link cannot be started PLC/PMC control module overview PLC alarms I/Os PLC module faults and user programerrors Review of alarm codes related to : Axes,Servo, PLC & Spindle and machine startup.
Study of electrical wiringdiagram & control circuits for themachine How to replace the CNC systembackup batteries, Replacing of
Replacing the CNC backup battery formemory backup. Replacing the fuses for power supply ofcontrol unit and LCD units and othercircuits.

70
fuses. Replacing the printed circuitboard and modules of CNCsystem. Replacing the fan motor Power supply settings Adjusting display Remedial action for noise control
Main PCB Input/output board and otherconfiguration and LED display. Study types of modules mounted likePMC, PLC control module memory(FROM & SROM) and spindle module,Servo modules. Module mounting locations, connectionsand block diagram overview
Identify the main drivecomponents and their useswithin the CNC system. Carry out electrical connectionand commissioning of the driveunit. Configure drive for spindleoperation. Speed optimization
CNC Drive development Drive architecture Power module and DC link Connecting up the supply module,control module. Configure drive for speed control. Spindle & Feed A/C servo motors Speed optimization
Configure the drive for positioncontrol Position control optimization Use the trace function Configuration, maintenance,diagnostics with software Application of drive functions
Functioning of drive, construction,wiring Drive configuration parameters – gain,acceleration, deceleration, drift, etc.
Preparation of different typeof maintenance schedules :Daily, weekly, monthly,quarterly, half yearly andAnnual Schedule Types of maintenance and its schedule: -preventive, predictive, corrective andbreak down maintenance. MTTR, MTBF.
Mechanical fault finding byvisual and audio inspection. Bearing noise, slide wear out,wipers, telescopic guards,coolant and hydraulic filterclogging. Identifying effects of collisions,rectifying them. Detecting and fixing shift oflimits dogs.
Mechanical faults. Bearing wear out, slide wear out, wiperswear out, telescopic guards damage,coolant and hydraulic filter clogging. Timer belt damage. Encoder couplingdamage. Effect of collisions on different machines. End limit dog.
Terminal Competency: The successful candidate would be able to:1. One should be able to Troubleshoot, Repair and maintain a CNC machine i.e.Identify Mechanical, Electrical and Electronics Sections/Parts.2. Identify the hydraulics and pneumatics components and system.

71
3. Back up of vital M/C data's of the CNC Machine Reload & restart CNCMachine/system Program / trouble shoot Rectify Servo Drives & optimize4. Carry out overall CNC System/CNC Machine Electrical & ElectronicsMaintenance5. Geometrical Accuracy Testing.

72
LIST OF TOOLS & EQUIPMENTS FOR CNC MACHINE TOOLMAINTENANCE
Sl.No.
Machinery/Tools/Equipments/Hardware/SoftwareRequired
Quantity
1 Multimedia Software for working principle of hydraulic System 1 Set2 a) CNC turning centre with a popular control system – Fanucor Siemens etc. Servo Drives, and spindle & feed servo Motorsfor 2 axes-completeb) 2-Axes X & Z with Linear Motion guides and Ball lead screw20 mm dia x10mm pitch & Nut transmission with suitable endsupport Bearing Blocks-Provision for Mounting Spindle & FeedAC Servo Motors with Suitable Coupling & Automatic oillubrication -Axes movement 400mm minimum.Positioning Accuracy : ±0.010mm; Repeatability ±0.005mm.Spindle Motor power 2kw(minimum) & 4000 RPMThe Feed servo Motors should have at least 25% excessreserve power /torque than to drive the X &Z-axes and withabsolute or Incremental position feedback encodersc) Integration of a & b for smooth operation
1 set (a)1 set (b)
3 Discrete Hydraulic component like DC valve, PRV,FCV, etc. &mechanical sub assemblies (Cut section Modules) - Ballscrew assembly, spindle & turret assy. 1 set4 PLC based trainer kit with I/O modules and sensors (Siemensor FANUC) 1 set5 Test mandrel 1 No.6 Dial Gauge with magnetic stand 1 No.7 Granite surface Plate grade 0 1 No.8 Spirit level 1 No.9 Digital Vernier caliper( least count0.01) 1 No.10 Digital Micrometer (least count0.001) 1 No.

73
11 Clamp tester 1 No.12 Height gauge 600mm 1 No.13 Digital inclinometer (0.01°) 1 No.14 Slip gauge (steel alloy) grade 2 1 set.15 Maintenance Tools kit 2 Sets.List of Furniture
Sl.No.
Name & Specification of Furniture Quantity
1 Steel Almirah 2 Nos.2 Tables 10 Nos.3 Chairs 20Nos.4 Lab Tables 8 Nos.5 Personal computers with Chair 12 Nos.

74
GENERAL INFORMATION FORMAINTENANCE OF SERVO DRIVES OF CNC MACHINES
Name of Sector PRODUCTION & MANUFACTURINGName of Module MAINTENANCE OF SERVO DRIVES OF CNCMACHINESMES Code MANRW14212Duration of Course 500 HrsEntry Qualification ofTrainee 1) Min 10th class pass with at least 16 years ofage, having passed any of module :-(a)MANRW14202 or (b) MANRW14204 with 2years relevant industrial experience or2) CTS passed in any of the Trade i.e. Fitter,Machinist, Turner Electrician, InstrumentMechanic, Electronic Mechanic with 2 yearsrelevant industrial experience.Unit size (No. Of trainees) 20Power Norms 14.0 KWSpace Norms 45 sq.mMinimum size of one side to be 04m.Instructors Qualification Degree in Mechanical / Production Engineeringwith one year Experience in CNC Operation andMaintenance
orDiploma in Mechanical / Production Engineeringwith two year Experience in CNC Operation andMaintenanceorNTC/ NAC in any Trade with three yearsexperience CNC Operation and Maintenance.Desirable Craft Instructor Certificate (CIC)

75
Course Contents for Module Maintenance of Servo Drives of CNC Machines (MANRW14212)
Practical Competencies Underpinning Knowledge (Theory) Demonstration of General and Special
Industrial Safety & Health Hazards inCNC working environment, Demo onsafety devices General and Special IndustrialSafety & Health Hazards in CNCworking environment
Demo on a CNC Machine and CNCFunctionality Identification of various Mechanical
Parts like spindle, LM guide ways, Ballscrews, Electrical & Electronic Parts/Servo drives and motors, feedbackelements and CNC control panel. Demo on Component Trials
Introduction to CNC machines. Classification & Types of CNCmachines. CNC System block diagram Functions of Mechanical Parts likeSpindle, Guide ways, Ball screw. Electrical & Electronic parts likeServo drive and motors, feedbackelements and CNC control systems.
Identify the main drive components andtheir uses within the CNCsystem(Siemens) : Carry out electrical connection andcommissioning of the drive unit. Configure drive for spindle operation. Speed optimization. Configure the drive for position control Position control optimization. Use the trace function. Configuration, maintenance, diagnosticswith software. Application of drive functions
CNC Drive development Drive architecture Power module and DC link Connecting up the supply module,control module. Configure drive for speed Control Spindle & Feed A/C servo Motors Speed optimization Configure the drive for positioncontrol Position control Optimization Use the trace function Configuration, maintenance,diagnostics with Software Application of drive Function Troubleshooting
Identify the main drive components andtheir uses within the CNCsystem(FANUC) : Carry out electrical connection andcommissioning of the drive unit Configure drive for spindle operation Speed optimization Configure the drive for position Control Position control loop optimization Use the trace function Configuration, maintenance, diagnostics
CNC Drive development Drive architecture Power module and DC link Connecting up the supply Module The control module Configure drive for speed Control Spindle &Feed A/C servo Motors

76
with software. Applications of drive functions Fault diagnosis of Siemens & FanucDrives. Control of Siemens & Fanuc Drives vianetwork.
Configure the drive for positioncontrol Use the trace function Configuration, maintenance,diagnostics with software Application of drive functions Troubleshooting
Terminal Competency: The successful candidate would be able to Identify and replace,commissioning of Drives of CNC machine i.e.1. Identify Mechanical, Electrical and ElectronicsSections/Parts Trace , locate, and Rectify Fault Servo drivesof CNC machines2. Back up of vital M/C data's of the CNC Machine Reload, &Restart CNC Machine/system Program / trouble shoot withrespect to servo Drives.3. Carry out overall CNC System/CNC Machine Electrical &Electronics Maintenance.4. Geometrical Accuracy Testing.

77
TOOLS MACHINERY & EQUIPMENTS FOR MAINTENANCE OF SERVO DRIVES OF CNCMACHINE
Sl.No. Name of Tools & Equipments Quantity1 CNC System, PLC & Drives Training Rack with Siemens & Fanuc-CNC System & Spindle & Feed A/C Servo Drives with speedand position control -Hardware & Software integrated. 1 Set(One each ofSiemens & Fanuc )List of Furniture
Sl.No.
Name & Specification of Furniture Quantity1 Steel Almirah 2 Nos.2 Tables 10 Nos.3 Chairs 20Nos.4 Lab Tables 8 Nos.5 Personal computers with Chair 12 Nos.6 Digital multi meter 2 Nos7 Hand Tools kit 2 Nos

78
GENERAL INFORMATION FOR BOOK BINDERName of Sector PrintingName of Module Book BinderMES Code PRIRW14101Duration of Course 500 HrsEntry Qualification of Trainee Minimum 8th standard passed and 14Years of AgeUnit size (No. Of trainees) 20Power Norms 6kWSpace Norms (Workshop andClass Room) 60 sq.meter.Instructors Qualification Degree in Printing Technology with oneyear ExperienceORDiploma in Printing Technology withthree years ExperienceORNTC/ NAC inPrinting and Allied Trades withfive years of ExperienceDesirable Craft Instructor Certificate (CIC)

79
Course Contents for Module Book Binder (PRIRW14101)
Practical Competencies Underpinning Knowledge (Theory)
Familiarization with the generaltools and equipment used inprinting industry, History of printing, comparative analysis ofdifferent printing processes Rules of imposition, Simple imposingscheme and its relation to the type offolding methods applicable, Lining up table,Lay out sheets preparation
Simple imposing scheme and its relation to thetype of folding methods applicable upto 16 pages Handling and care of raw materials, (Paper,boards, inks, lubricants), Safety hazards,preventive measures and safety precautionsfor usage of various operations andchemicals, pollution control etc
Standard Paper sizes, Indian and British.Divisions, sub- divisions, kinds, qualities and itssuitability to different printing jobs. Handling andcare of printed and unprinted paper. Practice on Various book bindingtechniques / Stitching machines etc. Classification of various book binding methods:Hand sewn, Machinery sewn, section sewn,Direct perfect binding, with or without side glueetc.
Storage of various materials use in bindery shop Cleaning/lubricating and generalmaintenance of the machinery & Equipment Structure of Book and various book bindingmethods. Styles of binding. Standard folding / standard foldingschemes of 16 pages Material used in Binding - paper, board, bookcloth leather, handling, care, sizing etc. Gathering and collating, signatures, theiruse for making up a book. Paper- Standard sizes - divisions andsubdivisions, kinds and qualities, handling &care of printed and un-printed sheets of paper Stitching - hand and wire stitching, Side andcentre stitch Spiral binding of different types. Machinery & Equipment used in Binding -Guillotine, three sides trimmer, perforating, etc -handling, care and safety precautions. Sewing , Tape, cord, swan - in swing, overcasting, Forwarding operations, Case making andfinishing Operation : Rounding and backing, tipping knockingand counting
Folding - standard folding schemes upto 16pages All kinds of End papers pasting, adhesivesits preparation and use Gathering and collating, signature and their use Use of Guillotine machine (3 side trimmer )and safety precautions. Adhesives its preparation and use Stitching & sewing, hand and machine methods. perforating, numbering, eyeleting ,equipment used and handling andprecautions End paper, kinds and purpose Flush binding, Case binding Forwarding operations, Case making and

80
finishing Operation : Rounding and backing, tipping knocking andcounting backing, case making by hand, toolsrequired .
Edge decoration - Guiding, Marbling,Colouring, Tinting indexing, tabbing, gold tooling, Blind tooling Tipping and pasting of plates, maps etc.
Terminal Competency: The person would be able to supervise/work in various departmentsin the modern printing press independently in book bindingdepartment
81
List of Tools and Equipment Book Binder
Sl. No. Description of items Quantity1 Wire stitching machine 1" (2.5 cm) 22 Screw press (2 different sizes) 1 each3 Paper cutting machine, size (90 cm.) or three knife trimmer 14 Wooden planks (size 2'/1') (60 x 30 x 2.5 cm) As required5 Needle for sewing As required6 Bone knife for folding 57 Spiral binding machines 28 Nipping Press 19 Hand numbering machine 110 Perforating machine (60 cm), (treadle type) 111 Punching machine (with a set of punches) 212 Eyeleting and punching machine 113 Corner cutting machine (treadle type) 114 Creasing machine 115 Board cutter 116 Paper cutting knives 517 Scissors 1018 Hammer 419 Bodkins 520 Pairing knives (for leather) 521 Brushes 25 mm., 50 mm., 100 mm. (In equivalent metric sizes) available 5 each22 Steel rule (60 cm) 1023 Racks for paper 224 Work table (240 x 120 x 75 cm) 4

82
GENERAL INFORMATION FOR SUPERVISOR-BOOK BINDINGName of Sector PrintingName of Module Supervisor -Book BindingMES Code PRIRW14202Duration of Course 500 HrsEntry Qualification of Trainee Minimum 10th standard passed and 14Years of AgeUnit size (No. Of trainees) 20Power Norms 6kWSpace Norms (Workshop andClass Room) 60 sq.meterInstructors Qualification Degree in Printing Technology with oneyear ExperienceORDiploma in Printing Technology withthree years ExperienceORNTC/ NAC inPrinting and Allied Trades withfive years of ExperienceDesirable Craft Instructor Certificate (CIC)

83
Course Contents for Module Supervisor-Book Binding (PRIRW14202)
Practical Competencies Underpinning Knowledge (Theory)Lubrication system & application of measuring
tools Lubricants: practice on lubrication system used inBinding machines, kinds and methods. Seasoning of boards & Papers etc..
Lubricants: Lubrication system used inprinting machines, kinds and methodsAdvanced Computer operating systems, complex
imposing & Application graphic design Handling and operating the Computer, usingdesktop bars, start button, menus and helpmenus. Installation of windows and software etc. Practice in complex imposing schemes and itsrelation to the type of folding methods applicableon different kind of printing work on sheet workand half sheet work, upright, oblong, work andturn, work and tumble, work and twist. Inset &outset sections.
Paper testing, physical and chemicalproperties of paper. Blistering & foldingstrength, GSM, ph value, sizing material,conditioning etc. Complex imposing scheme and itsrelation to the type of folding methodsapplicable on different kind of printingwork on sheet work and half sheet work,upright, oblong, work and turn, workand tumble, work and twist. Inset &outset sections
Setting of electronic & computerized controls onmachines and operation troubles Practice and settings of various electronics andcomputerized devices in advanced machines. Operating trouble relating to various Binderydepartments: causes and remedies.
Advanced bindery machines forautomatic folding. Automatic case making machines. Automatic sewing Machines Automatic numbering machines. Lamination and spiral binding machine.
Press Administration - Docketing, record keeping,production planning and quality control. Practice on costing various kinds of jobs usingscientific methods based daily docket system Maintaining all records relating to the press.Filling up and maintenance of various pressrecords Lay out planning of various departments ofbindery shop. Project based printing industrial visit
Lay out planning of various departmentsof print shop Costing, estimating and accountancy byusing daily docket system etc Quality controls, Production planningand control SBrief descriptions ofprinters' laws and press administration
Terminal Competency: The person would be able to supervise/work in various departmentsin the modern printing press independently in book bindingdepartment

84
Tools and Equipment list in Supervisor- Book Binding
Sl.No. Description of items Q1. Wire stitching machine 1" (2.5 cm) 12. Screw press (2 different sizes) 1 each3. Paper cutting machine, size (90 cm.) or three size trimmer 14. Wooden planks (size 2'/1') (60 x 30 x 2.5 cm) 45. Needle for sewing As required6. Bone knife for folding 37 Spiral binding machines 18 Nipping Press 19. Hand numbering machine 310. Perforating machine (60 cm), (treadle type) 1 111. Punching machine (with a set of punches) 112. Eyeleting and punching machine 213. Corner cutting machine (treadle type) 114. Creasing machine 115. Board cutter 116. Paper cutting knives, hand 317. Scissors 518. Hammer 250 gm. 319. Bodkins 620. Pairing knives (for leather) 321 Brushes 25 mm., 50 mm., 100 mm. (In equivalent metric sizes) available 1 each22 Steel rule (60 cm) 623 Racks for paper As required24 Work table (240 x 120 x 75 cm) 425 Desktop computer with latest configuration along with UPS & furniture 1026 Laser printer 227 Proofing machine 128 Plotter (A1 size) 129 Inkjet colour printer 2

85
GENERAL INFORMATION FOR PRINTING OPERATORName of Sector PrintingName of Module Printing OperatorMES Code PRIRW14103Duration of Course 1000 HrsEntry Qualification of Trainee Minimum 8th standard passed and 14Years of AgeUnit size (No. Of trainees) 20Power Norms 6kWSpace Norms (Workshop andClass Room) 60 sq.meterInstructor’s Qualification Degree in Printing Technology with oneyear ExperienceORDiploma in Printing Technology withthree years ExperienceORNTC/ NAC inPrinting and Allied Trades withfive years of ExperienceDesirable Craft Instructor Certificate (CIC)

86
Course Contents for Module Printing Operator (PRIRW14103)
Practical Competencies Underpinning Knowledge (Theory)Familiarization with tools and equipment &safety Practices Familiarization with the general toolsand equipment used in printingindustry, Safety hazards, preventivemeasures and safety precautions forusage of various operations andchemicals, pollution control etc. Handling and care of raw materials;upkeep of various types of plate-surface, deep etch, pre -sensitized andwipe on plates.
History of printing, comparative analysisofdifferent printing processes Lithographic plates, its various types,handling and care. Use of various types of measuringequipment, gauges etc., their use andrelevance to Off-set printing
Computer Operating System & Principle ofGraphic Design Handling and operating the Computer,using desk-top bars, start button, menusand help menus. Principle of graphic design and itssimple applications.
Standard Paper sizes, Indian and British.Divisions, sub- divisions, kinds, qualitiesand its suitability to different printingjobs. Handling and care of printed andunprinted paper
Printing Surfaces, Ink & Measuring Tools Familiarization with various printingsurfaceslike litho-stone plates made of zinc, copper,Aluminum and pre-sensitized plates, theircare and handling procedure. Handling, care and use of various typesofmeasuring gauges like Hygrometer, Brumethermometer, Densitometer etc. Preparing tint, shades, matching andmixingof ink; Tack, length, flow and use ofreducerand drier
Printing Ink, Component of differenttypes of inks, tints, shades, matching andmixing of ink; Tack, length, flow and use Colour: Colour theory & its Principles,theory of colour separation, filter,sequence of colour printing, Blackprinter of reducer and drier Theory of dot formation: Highlight andShadow
Imposing System Rules of imposition, Simple imposingscheme and its relation to the type offolding methods applicable, Lining uptable, Lay out sheets preparation.
Simple imposing (work & turn and work& tumble) scheme and its relation to thetype of folding methods applicable upto16 pages, and 32 pages. Handling, care and maintenance ofmachines, equipment and othermaterials used for plate making,lubrication, overhauling
Brief history of printing, comparative,analysis of different printing processes Familiarization of Printing surface - Measuring gauges, Hydrometer,

87
Litho-stone, metals - zinc, aluminum,copper-their care & use, Lining - uptable. Layout sheets - preparation
densitometer etc. , their handling, careand use. Grinding of metal plates - equipmentand materials their use, plate grainingmachine, handling and care. Plate graining - equipment and materialsused - quality of the grain Solutions for plate making - surface anddeep- etch plates - materials used,prepare on and handling, Measuringmeters. Plate making - surface and deep-etchplates, Nyloprint and dry offset plates,outline of chemicals and solutions usedfor plate making, use of Whirler
Plate making - surface and deep-etchplates, Nyloprint and dry offset plates,outline of chemicals and solutions usedfor plate making, use of Whirler Plate making - Equipment and materials,whirler, printing - down frame etc. theiruse. Plates-metals used - aluminum, zinc,and copper, properties, their handling,care and use, pre-sensitized plates. Cleaning, lubrication and generalmaintenance of machine andequipments. Routine maintenance/ daily/ weekly/monthly & preventive maintenance, upkeep and maintenance of tools &disposal of wastage.
Light sources - kinds, exposure -printing - down frame use.
Plates for surface and deep-etchprocesses, kinds of processed plates,their care, handling and use, Bi & Trimetal plates, Nyloprint Plates, Microplates for dry offset pre-sensitizedplates. Baking of PS Plates.
General care and maintenance of platemaking equipment, Temperature andhumidity controls, Effects on plates. Exposure: Factor governing exposuretime, image formation - treatment andcontrol Safety practices: Health Hazards
Routine maintenance/ daily/ weekly/monthly & preventive maintenance, upkeep and maintenance of tools & disposalof wastage Surface preparation – graining, counteretching, coating, Exposing, Developing,Washing and gum up, thin dry and fandry. Pollution control. Use of technovasheets
Use of technova sheets Familiarization with the tools andequipment and machinery used in offsetprinting process, Equipment and material used for makingvarious Off-set plates, photo-chemicalprocess for plate making for use in Off-set Machines. Cleaning, lubrication & generalmaintenance of machinery & Lithographic plates, its various types,handling and care.

88
equipments. Classification of various components ofthe Offset Machines Rollers-kinds, setting, cleaning,preparation, treatment, handling andstorage Sheet fed Offset printing machines -single and multi colour - basicconfiguration, handling and care,preparation for printing, fixing theplate, lays setting , setting of inking anddampening system, - initial and actualsetting, setting of feeders. Handling,care and fixing of blanket.
Various types of Off-set PrintingMachines- both single and multicolour.
Rollers-kinds, setting, cleaning,preparation, treatment, handling andstorage. General care and maintenance of plate-making and litho offset printing machineand equipment. Dry offset printing / Flexography)onvarious kinds of material. Dry (Flexography printing on variouskinds of material) Registration device. Registration device. Handling and care of Off-set PrintingMachine, preparing the machine forprinting by fixing the plate, set right theinking and dampening system, setting ofmanual/ automatic feeder.
Types of offset printing Dry & Wet, Running defects Running defects: causes and remedies. Setting and adjustment of plate for lineand half tone work. Defective plates- causes and remedies,running problems Familiarization with the tools andequipment and machinery used in Off-set Web perfector multi colour Machineprinting process.
Equipment and material used formaking various Off-set plates, photo-chemical process for plate making foruse in Off-set Machines. Cleaning, lubrication & generalmaintenance of Off-set Web perfectormulti colour Machine machinery andequipment.
Lithographic plates, its various types,handling and care. Classification of various components ofthe Off-set Web perfector multi colourmachine Rollers-kinds, setting, cleaning,preparation, treatment, handling andstorage Off-set Web perfector multi colourMachine - basic configuration, handlingand care, preparation for printing, fixingthe plate, lays setting, setting of inkingand dampening system, - initial andactual setting, setting of feeders.Handling, care and fixing of blanket.
Various types of Off-set Web perfectormulti colour machine
Setting of electronic, computerizedmachine controls : Electronic eye, for Setting of electronic, computerizedmachine controls : Electronic eye, for

89
colour registration, Web detector,numbering, folding, trimming etc. colour registration, Web detector,numbering, folding, trimming etc Rollers-kinds, setting, cleaning,preparation, treatment, handling andstorage. Alignment of cylinders. General care and maintenance of plate-making and Off-set Web perfector multicolour Machine and equipments. Safety practices: Preventive measures. Dry offset printing / Flexography) onvarious kinds of material. Dry (Flexography printing on varioustypes on different kinds of material) Registration device. Registration device. Handling and care of Off-set PrintingMachine, preparing the machine forprinting by fixing the plate, set right theinking and dampening system, setting ofmanual/ automatic feeder.
Types of offset printing Dry & Wet, Safety hazards, preventive measuresand safety precautions for usage ofvarious chemicals used in screenprinting.
Equipment and materials used inretouching work, retouching desk,illuminating lighting and viewing,factors affecting colour judgment. Preparation of raw material, like variousprinting inks, screen and othermiscellaneous makes, preparation ofvarious printing surfaces
Printing surfaces- outline screen printingprocesses, composing (DTP), stencils anddesigns. Preparation of screen by direct processusing direct coating material andindirect process (transfer process)-pigment paper, screen cloth. Exposingphotographic plates and films for screenprinting.
Safety hazards, preventive measures andsafety precautions for usage of variouschemicals used. Storage of screens - precautions forcleaning & storing the screen, linescreen, screen angle, screen distance,dot formation, contact screens.
Photographic materials, plates and films,emulsions, preparation, handling andcare. Arrangement for colour separationusing scanner. Use of screen sheets, tint laying and theirmaintenance. Preparation of different types of jigs andframes for bolting clothes Equipment and materials used inpreparation of jigs and frames, boltingcloth, printing table, different adhesivesused, handling and care. Storage of films, size of film, use ofpositive films, humidity control of theprocess room, developing, and washingthe exposed films, adhering the stencilto the mesh and drying. Stripping offthe backing film, cleaning off usedstencil using different methods
Screen printing processes, storing offilms, sizes, using positive films, how toexpose develop and edit etc. Preparation of different screen material Effect of humidity on the film coating,hardening of the film, developing of theexposed film, transferring the stencilselection of mesh for bolting cloth to be

90
printed on different material. Introduction of machines and
mechanical screen printing Practice for operating the Computer,Installing Windows, using desk-topbars, start button, menus and helpmenus.
Introduction to Desktop Publishing, itsorigin Creating, deleting and renaming folders,short cuts, starting an application, shut-down and restart, work with zip-files,search file, rename file, viewing diskspace , Using Note Pad, MS Word,inserting picture, working with image,paint brush, character map, symboltools.
Components of Desktop Publishing,System, the traditional Publishing , andPublishing under PC environment.
Practice on computer, page composition,scanning text and picture using scanner,preparation of films on image setter,Font style, size, Super script and Subscript, use of special character, textediting, Selecting word, paragraph,indenting/tabs, find and change dialogbox, text re-composition
Concept of publishing, creatingpublishing page. System of page foldingwith different options (single fold,double fold, reverse side fold), scanningphotos & images. Types of file formats e.g. GIF, JPG &PDF files, Importing and Exportingpallet control, colour pallets, style,master page pallet, removing masterpage pallet, removing master pageobjects from page
Computer application in pre-press work.Composing, scanning, colour mixing,image processing etc. Making tables, editing data in table .Useof Ruler Guide, column guide andlibrary, Importing/Exporting filing,stroking frames, arranging, textwrapping.
Use of Page Maker Software. Applicationof Page Making, use of DTP features,introduction & application of Adobe indesigning. Use Page Maker software for designingcover page of Books, creating book withpublishing software , Charts, Linkinglarge graphics, make positive films forscreen-printing.
Concept & features of Corel Draw,graphics, concept of layer pallet ,applications. Use of Corel Draw , special effects ongraphics, text, importing / exportinggraphics Concept of bitmaps, vector graphics, useof plotter and its application Practice on Adobe Illustrator,Photoshop and create various printingeffects, retouching photographs, convertmodified picture for DTP. Use Plotter
Concepts of Photoshop and itsapplication.

91
Use of Web Cam / Digital camera, usethem for DTP work. Introduction to digital photographictechnology, use of web camera anddigital camera. Theory of Dot formation.Terminal Competency: The successful candidate will be able to:1. The operator will be able to operate the Off-set Machine forprintingBoth single, multicolour, dry machines jobs.2. The operator will be able to operate the Off-set Web perfectormultiColour Machine for printing multicolour , dry machines(Flexography/nylography) jobs.3. The operator will be able to make off-set plates ready to printing.4. Operate the Computer and do the page setting / composing usingDTPSoftware.5. Perform the Screen Printing operation.

92
List of Tools and Equipment:
Sl.No.
Description of item Quantity1 Computer of latest specification 102 Software: Page Maker and other standard software. 53 Laser printer 24 Plate storage cabinet As required5 Lining up table - size Double Demy or equivalent As required6 Plate drying cabinet 30x40 cm with 2.5 cm slots. As required7 Densitometer 18 Ink slab 50x50 cm 29 Fire Extinguisher 210 Hydrometer(heavier than water) 211 Timer 212 Dry & wet bulb As required13 Steel rule, graduated 514 Gloves 2015 Scalpel handle with blade No. 3 blade No. 3 1016 Densitometry (Ref lection & transmission type) 117 Drafting machine, 118 Magnifying glass (+8) 519 Cupboard steel As required20 Ems scale, 221 Set squares (18 inch Size) 522 Tool Kits of standards make 523 Wooden working table with sunmica top 5,x3, sizes. 424 Hygrometer 225 Ink: Different types of ink, cyan. Magenta, yellow, black, white, Drier andreducer As required26 Paper: Different types of paper, card sheets As required27 Printing Plates: Zinc, Copper, Aluminum, pre-sensitized, Master. 2 each28 Acetate sheets As required29 Lining up table of appropriate size As required30 Printing Down frame with built in mercury vapour lamps 531 Glass Jar / Container (For keeping / mixing solution) 432 Measuring Cylinder - different sizes As required33 Enamel / Glass funnel 534 Hydrometer for measuring Beaume 236 Sink (180 cm X 750 cm X 20 cm.) 237 Room Thermometer 139 Steel Rule graduated 1040 Micrometer (0-25 mm), (25-50 mm) 2 each41 Vernier Caliper 242 Spatula - long & small size 1 each43 Image remover As required

93
44 Densitometer 149 Development Tray 551 Re- touching table - 50 X 75 cm 152 Heater 1500 watt 253 Rubber Squeezer 30 cm 255 Pre sensitized (PS) plates of different sizes, As required56 Pre grained plates. As required57 Wipe on plates A & B Sensitizer. Plate developer, Finisher, Uni gum,Sponge As required58 PS developer, correcting liquid solution, Brush, Acetate lay out sheets As required59 Single colour offset printing machine with automatic feeder andaccessories. 160 Multi colour offset printing machine with automatic feeder andaccessories 161 Machines Tools. (Standard set). As required62 Roller cleaning machines, cleaning liquids. 163 Roller racks As required64 Ink slab and pallet knives. As required66 Primary inks, cyan, magenta, yellow, white, black As required67 Reducer, drier, extender, 1 each68 Lubricating oils. Oil can. As required69 Fountain solution, sponges, linen cloth, As required71 ph tester Electronics 172 Work bench and table standard size. 273 Various types of Papers, cards As required74 Other printing material As required75 Chemicals used on machines and rollers. As required76 ph Strips. As required77 Off-set Web perfector multi colour Machine and accessories . 178 Machines Tools. (Standard set). As required79 Roller cleaning machines, cleaning liquids. 180 Roller racks As required81 Ink slab and pallet knives. As required82 Gloves 2083 Primary inks, cyan, magenta, yellow, white, black As required84 Reducer, drier, extender, As required86 Frames - different sizes As required87 Screens - silk or other material - different sizes, Squeeger As required88 Variety of ink- water waste, solvent free inks, permanent acrylic andtextile inks As required89 Water resistant masking tape- one inch wide As required90 Screw driver, old newspapers, sheet of cardboards etc. As required91 Scrub brush, scissors, small lamp or lamp chord with standard socket,150 Watt incandescent bulb. 4 each92 Cellotape, paper towel, 9" x 12" piece of glass, rubber gloves etc. As requiredHardware93 Desktop computer with minimum configuration - Pentium IV 10

94
Processor 2.66 GHz 512 MB DDR RAM, 80 GB HDD 3.5" FDD 52 X CDDrive(ComboR/RW), 15" SVGA color Monitor with 32 MB GraphicAdopter, 3 button Mouse, 105 keys key board and built-in speakersand mic., modem card , optical Scroll mouse or higher version94 Laser Printer Colour 195 Scanner Digital 196 10 Port Hub As required97 Ethernet cords 10X 100 mpbh As required98 UPS 05 KVA 199 Air Conditioner 1.5 ton 2100 Telephone Line (for internet) As required101 Room temperature thermometer 1102 Fire extinguisher 2103 Digital Camera (4.2, 5.1, M Pixel) 1104 Web Camera 1SOFTWARE105 MS Office latest version As required106 Adobe Page Maker latest version, Oral Draw, Photoshop MacromediaProducts As required107 Anti Virus Latest version As required108 Algol/Chalontika/1-Leap/Leap Office (An one of these or any othermulti lingual software latest version) As required109 Fact/Talley/ACE, Ex-Engine (any one of these or any other financialAccounting software latest version As requiredFURNITURE110 Straight back revolving & adjustable chairs (computer Chairs) 20111 Computer Tables 10112 Printer Tables 1

95
GENERAL INFORMATION FOR Supervisor for Printing Sector(Except Book Binding)Name of Sector PRINTING OPERATORName of Module Supervisor for Printing Sector (Except
Book Binding)MES Code PRIRW14204Duration of Course 500 HrsEntry Qualification of Trainee Minimum 8th standard passed and 14Years of Age+ completed PRIRW14103moduleUnit size (No. Of trainees) 20Power Norms 6kWSpace Norms (Workshop andClass Room) 60 sq.meter.Instructor’s Qualification Degree in Printing Technology with oneyear ExperienceORDiploma in Printing Technology withthree years ExperienceORNTC/ NAC inPrinting and Allied Trades withfive years of ExperienceDesirable Craft Instructor Certificate (CIC)

96
Course Contents for Module Supervisor for Printing Sector (Except Book Binding)(PRIRW14204)
Practical Competencies Underpinning Knowledge (Theory)Lubrication system & application of measuring tools
Lubricants: practice on lubrication systemused in printing machines, kinds andmethods. Practice on various types of measuring gaugeslike Hygrometer, Brume thermometer,Densitometer, intensity meter, exposuremeter etc.
Lubricants: Lubrication system used inprinting machines, kinds and methods Colour: Masking techniques, additive andsubtractive theory
Advanced Computer operating systems, compleximposing & Application of graphic design Handling and operating the Computer, usingdesktop bars, start button, menus and helpmenus. Installation of windows and softwareetc. Principle of graphic design and itsapplications Practice in complex imposing schemes and itsrelation to the type of folding methodsapplicable on different kind of printing workon sheet work and half sheet work, upright,oblong, work and turn, work and tumble,work and twist. Inset & outset sections.Computerized System Planning, Disposal ofwastage, Routinemaintenance/daily/weekly/monthly andpreventive maintenance, up keeping andmaintenance of machinery and tools
Paper testing, physical and chemicalproperties of paper. Blistering & foldingstrength, GSM, ph value, sizing material,conditioning etc. Complex imposing scheme and its relationto the type of folding methods applicableon different kind of printing work on sheetwork and half sheet work, upright, oblong,work and turn, work and tumble, work andtwist. Inset & outset sections Computerized System PlanningScanning of Line drawing, half tone pix,screenruling as per paper to be used for printing,directimposing of pages on computer usingprescribed software, imposing scheme fordifferent style of binding.
Setting of electronic & computerized controls onmachines and operation troubles Practice and settings of various electronicsand computerized devices in advancedmachines. Operating trouble relating to various printingdepartments: causes and remedies.
Miscellaneous work on printing machines:set on wet printing, embossing, bronzing,metal printing, U.V aqua coating,ornamentation, grain direction of paperPrinters' science, Temperature andrelative humidity: effects on pate andpaper. Advantages of air-conditioningPress Administration - Docketing, record keeping,
Production planning and quality control Practice on costing various kinds of jobs usingscientific methods based daily docket system Maintaining all records relating to the press.Filling up and maintenance of various pressrecords Lay out planning of various departments ofprint shop. Project based printing industrial visit
Lay out planning of various departments ofprint shop Costing, estimating and accountancy byusing daily docket system etc Quality controls, Production planning andquality control Brief descriptions of printers' laws andpress administration

97
Terminal Competency: The person would be able to supervise/work in various departmentsin the modern printing press independently like:i) Desk Top publishing Operating,ii) Offset Plate Making,iii) Offset Machine Operating,Silk Screen Printing

98
List of Tools and Equipment forSupervisor for Printing Sector (Except Book Binding)
Sl.No.
Description of item Quantity1 Computer of latest specification 102 Software: Page Maker and other standard software. As required3 Laser printer 14 Plate storage cabinet As required5 Lining up table - size Double Demy or equivalent 46 Plate drying cabinet 30x40 cm with 2.5 cm slots. As required7 Densitometer 28 Baum meter 29 Intensity meter 110 exposure meter 111 Ink slab 50x50 cm 412 Fire Extinguisher 213 Hydrometer 114 Timer 115 Dry & wet bulb 216 Steel rule, graduated 1017 Gloves 2018 Scalpel handle with blade No. 3 blade No. 3 319 Densitometry (Ref lection & transmission type) 120 Drafting machine, 221 Magnifying glass (+8) 522 Cupboard steel As required23 Ems scale, 424 Set squares (18 inch Size) 525 Tool Kits of standards make As required26 Wooden/retouching working table with sunmica top 5,x3, sizes. 427 Hygrometer 2Standard Raw- Material1 Ink: Different types of ink, cyan. Magenta, yellow, black, white, Drier andreducer As required2 Paper: Different types of paper, card sheets As required3 Printing Plates: Aluminum, pre-sensitized, Master. As required4 Mobile oil, grease, turpentine oil, kerosene oil As required

99
LIST OF TRADE COMMITTEE MEMBERS
Sl.No.
Name & DesignationSh/Mr/Ms.
Organization Mentor CouncilDesignation
Members of Sector Mentor council
1. A. D. Shahane, Vice-President,(Corporate Trg.)
Larsen & Tourbo Ltd.,Mumbai:400001
Chairman
2. Dr. P.K.Jain, Professor IIT, Roorkee, Roorkee-247667,Uttarakhand
Member
3. N. Ramakrishnan, Professor IIT Gandhinagar, Gujarat-382424 Member4. Dr. P.V.Rao, Professor IIT Delhi, New Delhi-110016 Member5. Dr. Debdas Roy, Asstt.
ProfessorNIFFT, Hatia, Ranchi-834003,Jharkhand
Member
6. Dr. Anil Kumar Singh,Professor
NIFFT, Hatia, Ranchi-834003,Jharkhand
Member
7. Dr. P.P.BandyopadhyayProfessor
IIT Kharagpur, Kharagpur-721302, West Bengal
Member
8. Dr. P.K.Ray, Professor IIT Kharagpur, Kharagpur-721302, West Bengal
Member
9. S. S. Maity, MD Central Tool Room & TrainingCentre (CTTC), Bhubaneswar
Member
10. Dr. Ramesh Babu N, Professor IIT Madras, Chennai Member11. R.K. Sridharan,
Manager/HRDCBharat Heavy Electricals Ltd,Ranipet, Tamil Nadu
Member
12. N. Krishna MurthyPrincipal Scientific Officer
CQA(Heavy Vehicles), DGQA,Chennai, Tamil Nadu
Member
13. Sunil KhodkeTraining Manager
Bobst India Pvt. Ltd., Pune Member
14. Ajay Dhuri TATA Motors, Pune Member15. Uday Apte TATA Motors, Pune Member16. H B Jagadeesh, Sr. Manager HMT, Bengaluru Member17. K Venugopal
Director & COONTTF, Peenya, Bengaluru Member
18. B.A.Damahe, PrincipalL&T Institute of Technology
L&T Institute of Technology,Mumbai
Member
19. Lakshmanan. RSenior Manager
BOSCH Ltd., Bengaluru Member
20. R C AgnihotriPrincipal
Indo- Swiss Training CentreChandigarh, 160030
Member

100
Mentor
21. Sunil Kumar Gupta (Director) DGET HQ, New Delhi. MentorMembers of Core Group
22. N. Nath. (ADT) CSTARI, Kolkata Co-ordinator23. H.Charles (TO) NIMI, Chennai. Member24. Sukhdev Singh (JDT) ATI Kanpur Team Leader25. Ravi Pandey (V.I) ATI Kanpur Member26. A.K. Nasakar (T.O) ATI Kolkata Member27. Samir Sarkar (T.O) ATI Kolkata Member28. J. Ram Eswara Rao (T.O) RDAT Hyderabad Member29. T.G. Kadam (T.O) ATI Mumbai Member30. K. Mahendar (DDT) ATI Chennai Member31. Shrikant S Sonnavane (T.O) ATI Mumbai Member32. K. Nagasrinivas
(DDT)ATI Hyderabad Member
33. G.N. Eswarappa (DDT) FTI Bangalore Member34. G. Govindan, Sr.
DraughtsmanATI Chennai Member
35. M.N.Renukaradhya,Dy.Director/Principal Grade I.,
Govt. ITI, Tumkur Road,Banglore, Karnataka
Member
36. B.V.Venkatesh Reddy. JTO Govt. ITI, Tumkur Road,Banglore, Karnataka
Member
37. N.M.Kajale, Principal, Govt. ITI Velhe, Distt: Pune,Maharashtra
Member
38. Subrata Polley, Instructor ITI Howrah Homes, West Bengal Member39. VINOD KUMAR.R
Sr.InstructorGovt.ITI DhanuvachapuramTrivendrum, Dist., Kerala
Member
40. M. Anbalagan, B.E., AssistantTraining Officer
Govt. ITI Coimbatore, TamilNadu
Member
41. K. Lakshmi Narayanan, T.O. DET, Tamil Nadu MemberOther industry representatives
42. Venugopal Parvatikar Skill Sonics, Bangalore Member43. Venkata Dasari Skill Sonics, Bangalore Member44. Srihari, D CADEM Tech. Pvt. Ltd.,
BengaluruMember
45. Dasarathi.G.V. CADEM Tech. Pvt. Ltd.,Bengaluru
Member
46. L.R.S.Mani Ohm Shakti Industries, Bengaluru Member

101