Production ramp up in built‐to‐order supply chains
21
Production ramp up in built-to-order supply chains Yohanes Kristianto Nugroho Logistics Research Group, Department of Production, University of Vaasa, Vaasa, Finland Abstract Purpose – This paper aims to focus on production ramp up modeling on built-to-order (BTO) manufacturers facing customized demand. The general purpose is to present a novel approach to managing collaboration, by considering information exchange between the manufacturer and the supplier. Design/methodology/approach – The methodology applies feedback control mechanism to analyze supplier responsiveness and customer order decoupling point to represent the need for collaboration. A two-stage game is applied ahead of control system application to optimize the capacity decision, with the ultimate goal being profit maximization. Findings – The results show that a higher product commonality degree gives more opportunity for quick response BTO supply chains, which are managed by feedback control, and at the same time to possibly mitigate the bullwhip effect caused by demand information noise. Research limitations/implications – The analytical model here focused on one product family development, so the applicability of the proposed model to the whole product portfolio should be investigated in the future. Practical implications – This paper helps the manufacturer to act optimally by considering the possibility of information exchange with the supplier and deciding on the product commonality degree, in taking into account the customer’s lead time requirement. Originality/value – A control system model of “BTO Supply Chain” is proposed by including product commonality and response analysis in the simulation model. Furthermore, a contribution to collaborative supply chains is shown by applying a synchronized supply model to represent supplier and manufacturer communication. Keywords Collaboration, Control system, Game theory, Simulation, Supply chain management Paper type Conceptual paper 1. Introduction Lead times and inventory level are two strategic decisions which supply chain managers face over time. Holweg et al. (2005) showed four types of collaboration to increase responsiveness and lower inventory cost. These can be classified according to the level of integration, the capability of integration of the supply chain planning, forecasting and replenishment (Christiansen et al., 2007), geographical dispersion and demand patterns. The Holweg et al. (2005) or Christiansen et al. (2007) definitions of collaboration are difficult to apply directly to global and order-based supply chains that are characterized by location diversity, control limitation, uncertainty and complexity. One reason is that global and order-based firms are different from centralized and mass production-based ones in many respects. These differences extend to the requirements with respect to product proliferation because of consumer preferences for diversification (Perloff and Salop, 1985). Product proliferation requires higher component commonality The current issue and full text archive of this journal is available at www.emeraldinsight.com/1746-5664.htm Production ramp up in supply chains 143 Received 17 December 2009 Revised 5 May 2010 Accepted 1 November 2010 Journal of Modelling in Management Vol. 6 No. 2, 2011 pp. 143-163 q Emerald Group Publishing Limited 1746-5664 DOI 10.1108/17465661111149557
Transcript of Production ramp up in built‐to‐order supply chains

Production ramp upin built-to-order supply chains
Yohanes Kristianto NugrohoLogistics Research Group, Department of Production,
University of Vaasa, Vaasa, Finland
Abstract
Purpose – This paper aims to focus on production ramp up modeling on built-to-order (BTO)manufacturers facing customized demand. The general purpose is to present a novel approach tomanaging collaboration, by considering information exchange between the manufacturer and thesupplier.
Design/methodology/approach – The methodology applies feedback control mechanism toanalyze supplier responsiveness and customer order decoupling point to represent the need forcollaboration. A two-stage game is applied ahead of control system application to optimize thecapacity decision, with the ultimate goal being profit maximization.
Findings – The results show that a higher product commonality degree gives more opportunity forquick response BTO supply chains, which are managed by feedback control, and at the same time topossibly mitigate the bullwhip effect caused by demand information noise.
Research limitations/implications – The analytical model here focused on one product familydevelopment, so the applicability of the proposed model to the whole product portfolio should beinvestigated in the future.
Practical implications – This paper helps the manufacturer to act optimally by considering thepossibility of information exchange with the supplier and deciding on the product commonalitydegree, in taking into account the customer’s lead time requirement.
Originality/value – A control system model of “BTO Supply Chain” is proposed by includingproduct commonality and response analysis in the simulation model. Furthermore, a contribution tocollaborative supply chains is shown by applying a synchronized supply model to represent supplierand manufacturer communication.
Keywords Collaboration, Control system, Game theory, Simulation, Supply chain management
Paper type Conceptual paper
1. IntroductionLead times and inventory level are two strategic decisions which supply chainmanagers face over time. Holweg et al. (2005) showed four types of collaboration toincrease responsiveness and lower inventory cost. These can be classified according tothe level of integration, the capability of integration of the supply chain planning,forecasting and replenishment (Christiansen et al., 2007), geographical dispersion anddemand patterns.
The Holweg et al. (2005) or Christiansen et al. (2007) definitions of collaboration aredifficult to apply directly to global and order-based supply chains that are characterizedby location diversity, control limitation, uncertainty and complexity. One reason is thatglobal and order-based firms are different from centralized and mass production-basedones in many respects. These differences extend to the requirements with respectto product proliferation because of consumer preferences for diversification (Perloffand Salop, 1985). Product proliferation requires higher component commonality
The current issue and full text archive of this journal is available at
www.emeraldinsight.com/1746-5664.htm
Productionramp up in
supply chains
143
Received 17 December 2009Revised 5 May 2010
Accepted 1 November 2010
Journal of Modelling in ManagementVol. 6 No. 2, 2011
pp. 143-163q Emerald Group Publishing Limited
1746-5664DOI 10.1108/17465661111149557

by considering that the life cycle of a product variant is shorter than standard product.Thus, shorter production ramp up is important to be considered in order to achieve therequired profitability (Francas et al., 2009; Haq et al., 2010).
The effect of component commonality, particularly, in built-to-order (BTO) supplychain, appears when the company frequently introduces new product models, whichrequire changes in the production system and thereby involves a production ramp up(Fjallstroom et al., 2009). This ramp up period represents the dynamic of productintroduction phase includes learning process considering the time to document,administer, and build, test, and fix prototype parts (Anderson, 2006). Thus, collaborationbetween the buyer and the supplier is required for shortening the ramp up period and atthe same providing logistics, production, and supply flexibilities (Kumar et al., 2008).
In addition to recent literature, closed-loop second-order control analogy is a specialcase in terms of this collaboration. This approach has been introduced conceptually byHolweg et al. (2005), and this paper translates the concept into control system methods.This model is different to control theory application in management science (Sethi andThompson, 2000; Sethi, 1977), where the decision is assumed to depend merely on thesingle firm, without considering other party’s reactions. This approach introduces amore realistic and observable method by looking at the dynamic behavior of the twosides, the buyer and the supplier.
Generally speaking, we apply the control approach on the BTO supply chain toobserve the effect of component commonality for shortening ramp up period. Thiscontrol mechanism describes the adoption of information sharing (Kamaruddin andUdin, 2009) to decide on how to ramp up the order to supplier, the production capacityduring lead times without loosing customer demands or storing excessive stock. Thus,two-stage Stackelberg game is introduced in Section 3 to examine the optimumproduction capacity of the buyer and the supplier by considering that the buyer andthe supplier do not want to loose their profit because of over or under capacity.
Beforehand, in Section 2, we introduce related literature on dynamic analysis incompetition, and the research area of this paper. In the following section, a two-stage gameis described, in which the manufacturer is analyzed using the production game model,while the supplier production game is examined by utilizing the Cournot game model. The“Discussion” section presents and discusses the simulation results. The “Conclusion andfurther research” sections explore the information behind the simulation results in theprevious section and discuss some future research opportunities.
2. Literature reviewProduction ramp up analysis was used to represent a learning behavior in theproduction process because of the introduction of new product (Ma et al., 2009). Duringramp up period, common component gives benefit to operators by reducing the numberof used production tools to increase process flexibility (Ma et al., 2009; Biazzo, 2009; Songand Kusiak, 2009). In addition, higher component commonality is important to shorter tomedium product life cycle in terms of cost reduction and the price erosion of keycomponents (Minderhoud and Frase, 2005). Furthermore, in supply chain context,higher component commonality should be focused on strategic component so that it isfunctionally significant for the buyer and supplier that results of a mutual engagementof different practices and both buyer and supplier information-sharing commitment(Moreira, 2009).
JM26,2
144

One benefit of higher commonality for reducing ramp up period comes from Ford’smodel T and many of its variants (Alizon et al., 2009). Model T was the first car ownedby many in the country for its general utility, fine performance and price. All the modelT’s were built on a common platform and specified based on several derivativeproducts. This means the underbody (the engine, pedals, switches, suspensions,wheels, transmission, gas tank, steering wheel, lights) are the common componentsthat are shared among model T’s family to give common function. However, color andaccessories that are visible to customers are specific to generate mass customization.That means higher component commonality increases the flexibility of the assemblyprocess in Ford manufacturing plant. Thus, increasing component commonality alsomeets the model T customization as well as assembly to order by creating highlysimilar component platforms of different product family.
Increasing component commonality in diverse and autonomous production sites is aspecial challenge. The reason is that the supplier must have strong motivation todevelop common component for the buyer. Thus, the common component should becritical to the buyer so that there is a strong tie between the buyer and the supplier tocollaborate at higher level for developing common component (Moreira, 2009). Hereinformation sharing in terms of the buyer demand process and production capacity forthe supplier is important to give the supplier authority to decide on how much and whento deliver to the buyer, and also analyse at what degree of commonality the componentshould be developed to cope with the demand variety and volatility. In doing the tasks,then the common component must be critical to the buyer so that it is only delivered tothe buyer and its availability become critical in the buyer site. Our contribution isfocused on a component commonality effect to supply chain responsiveness by usingdynamic analysis during production ramp up period. The Cournot model is used torepresent a production game to investigate the product variety effect on supply chainresponsiveness during ramp up period (Van Mieghem and Dada, 1999; Gustafsson andNorrman, 2001).
By considering BTO control problems from the point of view of the supplier,however, the previous literature does not adequately address the importance ofcomponent commonality on supply chain performance during production ramp upperiod. On the other hand, researches on product variety and component commonalitydoes not address the effect of component commonality during production ramp upperiod (Jiao and Tseng, 2000; Mikkola and Larsen, 2004; Blecker and Abdelkafi, 2007).This gap limits discussion on component commonality as a way to reduce inventorylevel during maturity period, for instance Holweg et al. (2005) have studied theinformation visibility implications from the supplier’s point of view by extending thesupplier responsibility up to the manufacturer sales point, resulting from the existenceof information exchange. Previously, the effect of product variety on manufacturingperformance has been investigated in terms of quality and productivity (MacDuffie et al.,1996) by suggesting complexity postponement through product and process redesign(Lee, 1996). Either Holweg et al. (2005) or MacDuffie et al. (1996) cannot answer a questionof at what extend the component commonality should be developed by consideringproduct life cycle. The supply chain will loose its profit when the product life cycle isshort and the ramp up period is longer. On the other hand, if the supply chain is tooresponsive, then it creates excessive stock in the buyer inventory and the bullwhip effectis the result.
Productionramp up in
supply chains
145

The purpose of this paper is to extend Holweg’s model to address the two issuesmentioned above. Demand information visibility is imposed on the model so as to ensurethat the demand for an order is fulfilled as much as is needed at lower inventory level(Schmidt, 2009). Component commonality is also imposed on the model to shorten rampup period as much as is needed by considering the product life cycle. Another constraintensures that the supplier has the capability to fulfill the buyer order. In addition, theproblem of simultaneously solving the optimal ordering and price discount problem forthe supplier and manufacturer is addressed. It is shown that the optimal solution nowdepends on both the total costs of the supplier and the manufacturer together with theirproduction rates and product commonality decisions. Holweg’s model on synchronizedsupply naturally becomes a special case of our generalized model so that we propose afeedback control mechanism for BTO supply chains.
3. Model descriptionBTO supply chain is used for shorter product life cycle (for instances, fashion andseasonal apparel) that the new product variants are frequently introduced to themarket to maintain the total profits. Lee (1996) demonstrated that the growing numberof product varieties increases the level of demand uncertainty if the productdifferentiation is not postponed at the closest point of selling point. Postponing theproduct differentiation needs more flexible product and process platforms to minimizesetup time. In that case, the supplier is required to maximize component commonalityand the buyer is required to commit for ordering component to the supplier at optimumproduction capacity by agreeing on design contract and production contract.
The benefit of including component commonality into our discussion can bereviewed from price mechanism of revenue management. In price mechanism, anyexcess supply leads to price cut and vice versa. This dynamism always happen inshort-term equilibrium because of supply shortage or excess demand. Furtherimplication of this dynamic is that the producer must differentiate costs at differentdemand level to maintain high profitability. The reason can be given as an example ofairline seats. A few demand of business traveler is willing to pay a higher price for aflight that matches to his or her own schedule. In contrast, a large demand of leisuretraveler is willing to wait until he or she gets lower price. This price policy makesreasonable for airline operator to give extra costs to business traveler and vice versa tomaintain overall profitability (leisure and business travelers) high. Higher componentcommonality can minimize cost for leisure traveler (e.g. standard facility during theflight) and moderate to low commonality for few business travelers.
In considering the idea, first we refer price function that is related to demandQ given by:
PðQÞ ¼ a2 Q ð1Þ
where a is the market equilibrium price at certain market segment (e.g. leisure ortraveler) and P(Q) is the actual price at Q. We can get a from industry analysts,internet, trade magazine, industrial distributor or retailer survey and update every yearby using consumer price index. Since we are discussing BTO supply chain, then fromthis point forward Q also represents order. Afterward, the profit function is given byconsidering total cost of the buyer E(CR) as:
MaxmRp ¼ ða2 Q2 EðCRÞÞQ ð2Þ
JM26,2
146

In maximizing equation (2), the four supply chain performance metric (Gustafsson andNorrman, 2001) of, namely order lead times, on time deliveries, inventory turnover andtotal overhead costs are used to measure the effect of component commonality tosupply chain profit maximization. Furthermore, the two stages supplier andmanufacturer production game is elaborated by using the Cournot (1960) model,where the manufacturer will set the production rate mR and thus the end customerbuying price P(Q).
In an attempt to isolate – and hence understand – the impact of incorporatingcomponent commonality into supply chain performance, we use a single-server queue,and in terms of efficiency, the buyer’s Stackelberg game dominates that of the supplier.Furthermore, we assume that the buyer and the supplier share their demandinformation using for instance vendor managed inventory (VMI) such that the deliveryrate and demand rate are common knowledge to both agents (Caldentey and Wein,2003). Thus, a continuous control mechanism to investigate the effect of productcommonality on system responsiveness can be applied.
Some minor differences are that our queuing model is in discrete time, deliverypromptness is measured by generating a waiting cost CW per unit of time that is sharedby both agents (Cachon and Zipkin, 1999), and inventory turnover is measured bymeasuring component residence time in the warehouses. All cost components arevariable (Caldentey and Wein, 2003).
First, we analyze stage 1 to optimize the buyer production quantity against revenuemaximization. The reason to assign the buyer as the first player in our two-stage gameis that because our supply chain is demand driven where the order decision is initiatedfrom the downstream to upstream.
3.1 Stage 1 (buyer chooses optimal production quantity)Since the buyer is a manufacturer who operates under BTO, then he/she needs to ordercomponent to supplier at unit order cost Co, buy the component at component unitprocurement Cm costs, store the component in the warehouse at inventory unit holdingcost hB, convert or assemble the component at unit production Cp. In addition, he/sheneeds to prepare for stocking out at back order CW that is used to pay the transporterdriver, overtime for shift worker, and penalty to customer. Safety stock duringcustomer waiting time W is also need to be considered to cover demand uncertainty atstandard deviation.
Thus, the buyer has a profit function that is formulated as follows:
EðpBÞ ¼ a2 Co þhB2þ Cp þ Cm
� �� �·QB þ CW ·ESCB þ z ·sL ·
ffiffiffiffiffiW
pð3Þ
In maximizing the buyer profit, this paper uses an alternative prototypical model, anM/M/1 queue-Cournot model, to represent manufacturing process in the buyer. Thereason is that M/M/1 queue demonstrates Markov-modulated demand processes forthe non-stationary demand process (Neale and Willems, 2009), that most appropriate toshorter product life cycle, where BTO supply chain is mostly applied. Since the supplychain is decentralized, then M/M/1 queue is used to the Cournot model of competitiveanalysis to find optimum production capacity decision to give maximum profit atoptimum customer lead times.
Productionramp up in
supply chains
147

In practices, every certain period, the buyer use previous demand information forforecasting the next predicted demand. The predicted demand lB is then used to decideon the production rate at mB to cover demands during the production lead time WB,which come according to normal distribution with standard deviation sB.In considering M/M/1 queue, WB represents delivery lead times from the buyer tocustomer as WB ¼ WqðBÞ=rB ¼ 1=ðmB 2 lBÞ and is used to allocate component safetystock at:
SSB ¼ z ·sL
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1
mB 2 lB
s:
This safety stock allocation cover demand uncertainty during certain review period toavoid stock out when the buyer issues order rate QB according to demand rates lB:
QB ¼lB
ðmB 2 lBÞð4Þ
By inserting equation (4) into equation (3), we have a final optimization form as afunction of the manufacturer optimum production rate as:
MaxmB
pB ¼ a2 Co þ CP þ Cm þhB
2
� �� �lB
ðmB 2 lBÞ2 CW ·ESCB
2 z ·sLhB
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1
mB 2 lB
sð5Þ
Subject to mR . l ð6Þ
The first component of equation (5) shows us that we need to consider materialmanagement (how much to order, how much to store) and production management(how much to produce) simultaneously. This implies that the buyer should consider thecomponent demand variability during material requirement planning deployment tominimize stock out. However, if the buyer orders are too much then unnecessaryinventory investment appears as an additional problem. Up to this step, we analyse therequired component commonality of the buyer gB to hedge against this problem.
Component commonality is useful in this step by making possible the component’soptions to be grouped according to their platform. For instance, in bicyclemanufacturing, wheel options are categorized according to their usability forbicycle A, B and C; thus, the wheel has a certain commonality level. This usabilitycan be correlated to demand standard deviation as g ¼ e 2sB (sB ¼ 0 implies that eachbicycle variant is fully interchangeable and the product becomes fully customized wheng approaches zero). Higher component commonality gives benefit to the component’sprocurement in terms of economies of scale for component ordering to reduce materialand order costs and minimizing a possibility of shortage where the demand rate duringlead times exceeds the production rate. In addition, higher component commonality alsogives benefit to the new product introduction to the market by shortening the ramp upperiod (Clark and Fujimoto, 1991).
Let f(x) be the density function of the demand distribution. Given a re-order point ofROP ¼ DL þ SSB, the expected shortage cost of the buyer ESCB is given as follows:
JM26,2
148

ESCB ¼
Z 1
x¼ROP
ðx2 DL 2 SSBÞ · f ðxÞdx ð7Þ
The positive value of equation (3) denotes a delay/backorder because the end-customerorder exceeds the manufacturer production rate mB. Using substitution, we then have(see Appendix A for details):
ESCB ¼ð2ðlogðgÞ=logðeÞÞ2 ssBÞffiffiffiffiffiffi
2pp e2 SS2
B=2s 2B
� �ð8Þ
Then we have the optimum mB as:
mB ¼ lB þ�ðða2 ðCo þ CP þ Cm þ ðhB=2ÞÞÞ lB
2 ððlogðgBÞ= logðeÞÞ=4ffiffiffiffiffiffi2p
pÞ z 2e2ðz 2=ðmB2lBÞÞÞðmB 2 lBÞ
1=2
þ ð1=4Þz 2sBe2z 2=ð2ðmB2lBÞÞ
�.�ð1=2ÞðzsBe
2z 2=ð2ðmB2lBÞÞ þ 1Þ� ð9Þ
The second component of equation (9) showed that lower total unit costs encourage higherproduction capacity and vice versa. On the contrary, higher demand standard deviationand more expensive material holding cost encourage lower production capacity. It is alsoshown in equation (9) that higher component commonality increases production capacity.
The evidence in practices for equation (9) is represented by for instance a case oflogistics and manufacturing postponement for HP deskjet printer inventory allocation atVancouver and Washington division (Lee et al., 1993). In that case, common componentgives benefit by reducing total delivery time (from factory to distribution centers (DCs)and from DCs to customer). Total delivery time reduction generate lower safety stockthat makes logistics postponement can give service level as high as manufacturingpostponement at lower inventory allocation. In HP deskjet-plus printer case, maximizingcomponent commonality g is accomplished by redesigning and manufacturing thegeneric product (common components) for US, European and Far East versions in USfactory. Customized power supply and manuals are then assembled in DCs factories inthe USA, Europe, and Far East. This strategy carries as small as possible inventorybecause it reduces supply uncertainty caused by delivery variability, while supplyproducts to end-users quickly by providing higher production capacity.
On the other side, the supplier needs to optimize its production rate by consideringthe manufacturer’s production rate as a result of symmetrical information, as follows.
3.2 Stage 2 (the supplier decides on production rate according to the manufacturer’sproduction rate decision)In stage 2, the supplier receives order information from the buyer. In this paper, we applyVMI for providing the supplier the material inventory in the buyer warehouse. Oneexample of VMI application is that Wall Mart inventory management that expected 100fulfillment rates from its supplier (Lummus and Vokurka, 1999). Recently, the applicationof for instance simple and widely used electronic Kanban, bar code or sophisticated radiofrequency identification (RFID) supports VMI application. Thus, the supply chain gets thebenefit of information sharing for two parties as compared to the current situation.
In application, if a component or generic module is processed in the buyermanufacturing facility, then a Kanban card or RFID chip that is attached in each
Productionramp up in
supply chains
149

component is released and the card or chip immediately sends signal to the supplierorder receiver so that the supplier can access the buyer’s point of sales (POS) data.Thus, the supplier’s uses the buyer’s production rate mB as its demand informationmB ¼ lS to issue the supplier’s production rate mS. Following the same procedure asSection 3.1, we formulate optimum supplier’s production rate mS:
mS ¼mB þ
�ðða2 ðCo þ CP þ Cm þ ðh=2ÞÞSÞmS 2 ððlogðgSÞ= logðeÞÞ=
ð4ffiffiffiffiffiffi2p
pÞ z2e2ðz 2=ðmS2mBÞÞÞðmS 2 mBÞ
1=2 þ ð1=4Þ z2sSe2z 2=ð2ðmS2mBÞÞ
�,�ð1=2ÞðzsSe
2z 2=ð2ðmS2mBÞÞ þ 1Þ
�ð10Þ
Production synchronization in equation (10) supports the previous HP deskjet printerinventory allocation by providing higher supplier’s component commonality gS overgB. Furthermore, in HP deskjet printer case, the company can improve theresponsiveness to orders or reduce its investment in inventory by delayingcustomization. This implies gS $ gB to lower sS so that sS # sB and finallyoptimizes mS at higher capacity than mB. However, we need to validate this implicationby testing the model into a dynamic system by observing the inventory reduction andresponsiveness as two key performance indicators.
In Section 3.3, we use feedback control mechanism to represent the dynamic of thesingle-stage supply chain (one buyer and one supplier). The mechanism observes theramp up period for testing the supply chain responsiveness at different level of demandchanges. The good results for approving the proposed model come from shorter rampup period at minimum inventory level.
3.3 Production ramp up decision using feedback control mechanismThe length of production ramp up is influenced by product concept, material flow,production technology and work organization (Almgren, 2000). Those factors raiseconflict between low capacity and high demand (Clark and Fujimoto, 1991). Almgren(2000) found that the most common type of disturbance in production ramp up was theinability of the suppliers to deliver materials of the right status in the right quantity ontime. A study in a hard disk drive company production ramp up shown that theintroduction of product platforms allows companies to leverage previous ramp upexperience for the ramp up of new products from the same platform (Terwiesch et al.,1999). Feedback control mechanism is used to analyse the relationship betweenproduct development and production ramp up in supply chain framework bydescribing suppliers response during production ramp up to meet the expecteddemands at certain level of component commonality.
The reason for adopting component commonality principle comes from industrialpractices, for instance, PC industry. Many high-tech products for instances processorchips and disk drive are sold to PC assemblers require shorter time to market byproviding design-manufacturing coordination mechanism. Component supplierproduct development should consider its manufacturability in the integratorsfactory (the buyer) so that the way of product development and manufacturing arecoordinated will affect ramp up period by prolong or shorten the time.
JM26,2
150

In automobile industry for example, Honda redesigned its cars so that they can bemanufactured at the same production line by allowing customization only for somecomponents that are visible to customers by collaborating with suppliers for producinghigher component commonality (Sonoda, 2002). This situation makes ramp up periodbecomes shorter because workers do not need to learn more before producing theproducts. Furthermore, it reduces production failure that indirectly reduces componentsafety stock. This makes component residence time in the warehouse also becomeshorter because higher production rate generates higher inventory turnover andshorter production lead times.
In analyzing feedback control mechanism, difference equations are required to get areal description of how the ramp up period in the production plant develops. Thesedifference equations can quickly be turned into a mathematical model of feedbackcontrol by using Laplace-transforms (Wilkner et al., 2007), which is represented as atwo tank interaction as follows.
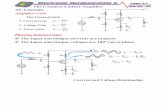
Figure 1 shows an interaction between the bicycle manufacturer and the supplier.This model modifies the Holweg et al. (2005) model (synchronized supply) by replacingthe inventory level with product commonality degree (g). A feedback controlmechanism is introduced to represent the interaction as follows.
Tank 1 (buyer), the buyer production rate, depends on tank 2 (supplier), theproduction rates of the component (and vice versa) as a result of interconnecting bothproduction rates with production quantity q1. Furthermore, this paper also addsaverage product residence time within the warehouse, which is represented byAB (buyer) and A1 (supplier) to measure inventory turnover. If we assume that thebuyer total stock TSB is the volume of the tanks and component commonality gB istheir levels, then either AB and A1 can be found from the buyer’s total stockTSB ¼ SSB þ CSB divided by its product commonality g or:
TSB ¼ SSB þ CSB ¼ z ·sB
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1
mB 2 lB
sþ
mB
2ðmB 2 lBÞð11Þ
AB ¼z ·sB
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1=ðmB 2 lBÞ
pþ ðmB=ð2ðmB 2 lBÞÞÞ
gBfor gB ¼ e2sB ð12Þ
A1 ¼z:sS
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1=ðmS 2 mBÞ
pþ ðmS=ð2ðmS 2 mBÞÞÞ
gSfor gS ¼ e2sS ð13Þ
Figure 1.Supplier-buyer
collaboration
q1A1
ARQ
R1 RR
q2FC
γR
γ1
Productionramp up in
supply chains
151

Equations (12) and (13) show that higher component commonality is resulted from lowerdemand uncertainty. The supplier needs to develop higher component commonality toreduce demand uncertainty each time the supplier launches new component variants tothe market. Lowering demand uncertainty increases the inventory turnover byincreasing the production capacity where it also reduces the production ramp up period.Additionally, the order replenishment time of the buyer and the supplier areformulated as:
RB ¼ LB ¼1
mB 2 lBð14Þ
R1 ¼ L1 ¼1
m1 2 mR
ð15Þ
From this point on, our discussion refers to second-order fluid dynamics modeling that isadopted in BTO supply chains with an assumption that the supply chain systemoscillates due to customer demand variety. The formulation and exploitation of such amathematical model is not presented in this contribution due to space restrictions butcan be found in Luyben (1990). First, a closed-loop system with information feedback sothat the supplier has access to the manufacturer inventory in considering customerdemand lR can be formulated to be:
lBðsÞ
mBðsÞ¼
RB
KBðt 2s 2 þ 26tsþ 1Þð16Þ
We recognizeKB in equation (16), which denotes bicycle demand information noise of thebuyer, and it equals s2
B (Towill, 1996; Christopher and Towill, 2001). The higher valuesigns higher noise and KB ! 2 1 signifies zero noise. t is time constant, whichdetermines the supplier response against the manufacturer information. Looking at6 value in equation (16) helps us detect the customer order decoupling point (CODP).In general 6 . 1 indicates that the manufacturer is operating under make to stock(MTS), while 6 , 1 signs assembly to order (ATO). Hereafter, according to the controltheory of interacting systems (Luyben, 1990), 26t and t 2 can be formulated as:
2zt ¼ RRAR þ R1A1 þ RRA1 and t 2 ¼ R1RRA1AR
With closed loop feedback control as.KC in Figure 2 shows the supplier’s responsiveness. For instance, if the demand is
100 units during a delivery lead time of 16 days and if the supplier’s production rate is
Figure 2.Closed feedback controltransfer function
–1
KC
Qset
Qq2KR (τ2s2 + 2ζτs +1)
RR
JM26,2
152

ten units per day, then KC ¼ 100/(16 £ 10). Thus, KC ¼ lB/mB. KC is important to theinteracting system because it affects simultaneously the supply chain inventory (buyerand supplier) and order lead times. Finally, Figure 2 can be used to find a time domaindynamics of synchronized supply that can be formulated as follows:
mBðtÞ ¼ 1 2e2at 2 e2bt
ðb2 aÞ
� �mBðtÞ
set and mSðtÞ ¼ 1 2e2at 2 e2bt
ðb2 aÞ
� �mSðtÞ
set ð17Þ
For:
a ¼ð26=tÞ þ
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffið26=tÞ2 2 4ððKR þ KC ·RBÞ=KRt 2Þ
q2
b ¼ð26=tÞ2
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffið26=tÞ2 2 4ððKR þ KC ·RBÞ=KRt 2Þ
q2
ð18Þ
Equation (17) concludes our process modeling in closed loop feedback control bydefining optimum parameter KC and KR (see Appendix B for the details). Productionrates mR and m1 must be trial to meet required response time.
4. Results and discussionThe simulation is developed in two stages: stage one for investigating the impact ofcomponent commonality, and the second stage to investigate ramp up pattern atdifferent levels of component commonality. The model has been built to support abicycle company XYZ in Indonesia. The company produces several types of productfamilies for instances city bike, kids bike, mountain bike, and BMX. Themanufacturing process has two stages:
(1) bike frame and handle bar assembly and test; and
(2) the final assembly by adding customization that is applied for wheel (thediameter and the model of grating wheel), color, additional front bucket,additional balance wheels for kids bike, shifter, fork, saddle, and mudguard.
We focus our discussion on wheel part to describe how the increasing of wheelcommonality increases the company delivery responsiveness. We limit our discussionon the product platform that is leveraged from the previous platform to show thebenefit of component commonality. In addition, wheel is used as an example byconsidering two reasons. First, wheel is always been used for every product so that itsavailability in the DC’s is important. Second, wheel variety is visible to customer sothat its customization is beneficial.
The simulation can be summarized as follows:. A problem example of a bicycle unit is used to illustrate the developed model.
Closed loop feedback control reflects the most significant fact about asynchronized supply, i.e. that the bicycle manufacturer passes POS data to theircomponent suppliers at the end of the review period, which contains orderspecifications according to combinations of the platform of bicycles, type ofbicycle and delivery lead times LT. It is possible to get real time demand
Productionramp up in
supply chains
153

information since the company XYZ applies online transaction and direct sales inDCs as POS so that the demand information is always updated in daily basis.
. In the supplier’s factory, the POS data lB are pooled weekly (in our example,it is taken as 1,000 units per week base on online transaction (7 percent)and direct sales (92 percent)), and is then compared with the inventoryof available components. Thus, a new production plan and replenishment order tothe supplier both need to be established: for example, how many production ratesmB for bicycle A, B, C and ordered wheel type A, B, C. (The company producesthree varieties per product family.) The customization rule in company XYZis that if the new bike variant is introduced then that variant must choose thewheel type A, B, C. The demand process is non-stationary because of someseasonal effect for example Christmas, Chinese New Year, Christian New Year,and Ramadhan. Furthermore, the buying behavior in that country is consumptiveso that the product life cycle is short. We have studied from the sales historicaldata that the sales growth is nearly 100 percent during peak season so that we useweekly data as additional demand for the new variant. Thus, we need toinvestigate the ramp up period during peak season to get advantage from theseasonal effect.
. Following Caldentey and Wein (2003) single server queue model (see modeldescription section) is used to accomplish joint optimization between the twoparties. Utilizing the manufacturer’s POS data and taking Co(B) ¼ 10 per order,hB ¼ 1 per unit, Cp(B) ¼ 10 per unit, CW(B) ¼ 15 per unit and Cm(B) ¼ 5per component and Co(S) ¼ 4 per unit, hS ¼ 1 per unit, Cp(S) ¼ 2 per unit,CW(S) ¼ 10 per unit and Cm(S) ¼ 2 per component (cost parameters can be chosenaccording to the contract between the buyer and the supplier). Thus, on timedelivery can be achieved by pursuing the required production rates mset
B as soon aspossible at predefined KC and KR. Quicker response ensures adequate availabilitywithout building up excessive stocks (equation (17)).
. The system response at different component commonality (g ¼ 0 implies thateach component’s variant (wheels A, B, C) is non-interchangeable and thecomponent becomes fully flexible when g approaches unity) is then used toinvestigate supply chain performance (Gustafsson and Norrman, 2001). The morethe component type varieties, the higher is the component processing timevariant, which increases the likelihood of higher lead time variance (Lee, 1996).
. The managers simulate the production ramp up during product introductionphase up to product maturity period within LT. We use one month simulationperiod by considering a comparative study on production ramp up betweenJapanese companies versus US and European companies that shows the time tofull-scale production varied from one to six months, while time to normal qualitycan range between one month and a year (Clark and Fujimoto, 1991).
First, we would to like to present the two-stage Stackelberg game results of optimumproduction rates for the buyer and the supplier in order to set the production capacitytarget of production ramp up. In addition, production ramp up parameters forinstances KC, KB, AB and A1 are calculated to develop the ramp up figure in anoptimum way.
JM26,2
154

Hence, the results can be illustrated as follows.Table I shows that the supplier should set higher production capacity than the
buyer. However, since the supplier has higher inventory turnover than the buyer, thenthe supplier production capacity will not lead to higher daily inventory level. Indeed,the supplier can deliver at shorter manufacturing time by using higher componentcommonality.
In supporting the application of higher component commonality, we suppose that atlower component the demand uncertainty is higher (we take for an example 50 percentof the average demand rate) because the component is less flexible to be applied to thewhole product family (Lee, 1996). Thus, we compare the production ramp up betweenhigher and lower component commonality.
Figure 3 shows how different commonality strategies benefit the reduction ofproduction ramp up and thus speed to achieve the required production rates.Specifically, such benefit for the supplier and the buyer goes to those who can increasethe product commonality. This result implies that at a higher commonality level, eitherthe buyer or the supplier has higher inventory turnover (Tables I and II) because thebuyer can react faster (Figure 3) than at a low commonality level, where the productionspeed is limited by the higher component variety and thus lower inventory turnover.The example of this situation is that component standardization in the case of printermanufacturing where the standardization of two key components that differentiatebetween monochrome and color printer can delay the product differentiation at theintegration stage and collapses the product variety proliferation branches into fewerones. Further impacts of component standardization are on inventory level andcustomer services where in HP deskjet printer the inventory level reduction is resultedfrom transporting component at higher order quantity for substitute products (in thiscase monochrome and color printers) so that minimizing the component demanduncertainty (Lee, 1996). Thus, if for instance the two key components are common thenfurther customization of color and monochrome printers are easily realized and thespeed to achieve the production capacity target is higher and finally it improvescustomer service level.
Evidence of higher inventory turnover at higher component commonality (Table I)comes from machine construction company (Lyly-Yrjanainen et al., 2004). The companyincreases the inventory turnover by keeping constant inventory level. It can beaccomplished by increasing the sales through component standardization. However,they overcome higher manufacturing costs at higher batch size due to the increasing ofinventory level. Besides, the authors suggested the application of supply chain solutionto reduce inventory level, for instance, using higher component commonality to reduceinventory turnover by reducing ramp up period (Figure 3). Shorter ramp up period iscaused by the learning curve effect, which would have an impact on the batch-levelactivities in production and logistics which were assumed to be constant in many cases.
Moreover, Table I shows a high degree of component commonality can minimize theeffect of demand information noise on manufacturer responsiveness. This result is veryimportant with regard to bullwhip effect mitigation by reducing demand informationnoise (Towill, 1996; Christopher and Towill, 2001).
Evidence of positive effect of higher component commonality for reducing thenegative of demand information noise comes from HP deskjet printer (Lee et al., 1993).In that case, form postponement is applied by delaying product differentiation by
Productionramp up in
supply chains
155

Th
eb
uy
erT
he
sup
pli
erE
qu
atio
n(9
)E
qu
atio
n(1
2)E
qu
atio
n(1
4)E
qu
atio
n(1
6)K
cB
Eq
uat
ion
(10)
Eq
uat
ion
(13)
Eq
uat
ion
(15)
Eq
uat
ion
(16)
Kc1
lB
mB
AB
RB
KB
mB/l
Bg
Bl
1¼
mB
m1
A1
R1
K1
m1/l
1g
1
1,00
01,
101
24,6
080.
0099
10,0
000.
910.
911,
101
1,27
2.5
17.1
80.
0058
10,0
000.
870.
91
Table I.The buyer and thesupplier optimumdelivery responsivenessat optimum productioncapacity and highercomponent commonality
JM26,2
156

making standard two key components between color and monochrome printers. Usinghigher component commonality enables DC’s deliver printers to retailers in NorthernAmerica, European and Far East at equal service level by making assembly process inDC’s. Furthermore, using standard component minimize the bullwhip effect since theproduct family pools the demand from several product variants into the same standardproduct.
5. Managerial implicationFrom this discussion, the product manager can take advantage of the proposed modelby presenting the mutual impact between the buyer and supplier production quantitydecision and product platform development. In this section, we analyze the results andsome of the main implications regarding the impacts of platform strategy on thebenefit of production control.
First, higher product commonality benefits the reduction of ramp up period.However, ramp up period should be reasonable to avoid excessive cost to achieveagility at timeliness delivery (Dimitropoulos, 2009). Specifically, such benefit comesfrom the demand information noise reduction (Figure 3) during ramp up period becauseof higher component commonality. Information noise reduction is caused by highercomponent reusability where it makes possible for the buyer to leverage the componentplatform from previous model to the next variant (Haq et al., 2010) so that to reduce theeffect of demand fluctuation during product life cycle (Francas et al., 2009).
Higher component commonality makes possible to develop many derivativeproducts so that the demand volatility risk is pooled by using fewer types ofcomponents (Carillo and Franza, 2006). Furthermore, the benefit of lower demandinformation noise is shown by the increasing of supplier responsiveness KC andreducing of KR significantly at higher commonality degree (Figure 3), where it can alsoencourage the supplier to trust POS data. On the contrary, higher demand informationnoise (Figure 3) hinders suppliers in making a quick response since they must spend acertain time in studying the demand pattern from the manufacturer. One example ofthis benefit is shown by making possible to make data mining from sales data in ATO
Figure 3.Supply chain
responsiveness atdifferent componentcommonality degree
800.00
900.00
1,000.00
1,100.00
1,200.00
1,300.00
1,400.00
0 5 10 15 20
Time period (day)
Res
pons
e ra
te (
item
per
day
)
The buyer response at higher component commonality
The supplier response at higher component commonality
The buyer response at lower component commonality
The supplier response at lower component commonality
Productionramp up in
supply chains
157

Th
eb
uy
erT
he
sup
pli
erE
qu
atio
n(9
)E
qu
atio
n(1
2)E
qu
atio
n(1
4)E
qu
atio
n(1
6)K
cB
Eq
uat
ion
(10)
Eq
uat
ion
(13)
Eq
uat
ion
(15)
Eq
uat
ion
(16)
Kc1
lB
mB
AB
RB
KB
mB/l
Bg
Bl
1¼
mB
m1
A1
R1
K1
m1/l
1g
1
1,00
01,
101
147.
610.
0099
250,
000
0.91
0.63
1,10
11,
272.
589
.196
0.00
5825
0,00
00.
870.
61
Table II.The buyer and thesupplier optimumdelivery responsivenessat optimum productioncapacity and lowercomponent commonality
JM26,2
158

production systems. Data mining requires trusted POS data of customer buyingbehavior. More common component makes the information system easier to searchwhich component that suitable with the customer preference by giving better customerservice on component availability (Song and Kusiak, 2009).
Second, higher component commonality is better applied to ATO production systemssince it generates higher inventory turnover (Table II) as a result of higher componentreusability, thus increasing the supply chain flexibility. Lower value, however,is better applied to MTS since it responds over a longer period, with high-demandinformation noise, by putting emphasis on lower product differentiation.
This paper implies three main conclusions for managers. First, the feedback controlsystem proposes a real description of how the ramp up period in the production plantdevelops (Fjallstroom et al., 2009), as well as investigating the component commonalityeffect on it. Second, component commonality increases inventory turnover byminimizing safety stock and the residence time of components in the warehouse as aresult of higher production rate (Tables I and II) (Schmidt, 2009). The third contributionis that the paper offers a different view of optimal control applications on supply chaincollaboration (Holweg et al., 2005). This paper, however, without arguing for eitheridea, proposes a parameter 6, which denotes CODP. In general 6 . 1 indicates that themanufacturer is operating under MTS, while 6 , 1 signs ATO.
6. Conclusions and future researchThis paper discusses response analysis of BTO supply chains, which is followed bycollaborative decision making according to single sourcing. We may summarize theresults derived from the model, as follows:
(1) Product commonality is in linear proportion to response time. Highercommonality takes effect from increasing the service level. This situation iscaused by reducing the demand variance s2
R (Lee, 1996).
(2) The dynamic behavior analysis in this paper helps decision makers to decide ontheir production rates and inventory turnover, by optimizing them against therequired customer lead times. This paper suggests that supply chains shouldtrade-off their production rate decisions according to their customer orderresponse time requirements in predetermined supply contracts (supplierresponsiveness KC and CODP signal 6).
(3) Linking the decision on capacity and BTO control system is the main outcomeof this paper. This conclusion complements the previous conclusions ofHolweg et al. (2005) by providing in-depth analysis from the control theorypoint of view. Furthermore, two new elements, namely supplier responsivenessKC and CODP signal 6, are used to represent the need for collaboration, andthese parameters automatically result from the simulation.
The analytical model here focused on two-stage supply chain between one buyer andone supplier who produce only one product family. In terms of future researchdirection, it would be necessary to extend the possibility of applying more than oneproduct family in the model (for instance, model T versus European car manufacturers(Alizon et al., 2009)). Thus, it is difficult to maintain higher component commonality forthe whole product portfolio, so that the issue of process flexibility can also be raised.This is a future research area that should be investigated.
Productionramp up in
supply chains
159

References
Alizon, F., Shooter, S.B. and Simpson, T.W. (2009), “Henry Ford and the model T: lessons forproduct platforming and mass customization”, Design Studies, Vol. 30, pp. 588-605.
Almgren, H. (2000), “Pilot production and manufacturing start-up: the case of Volvo S80”,International Journal of Production Research, Vol. 38 No. 17, pp. 4577-88.
Anderson, D.M. (2006), Design for Manufacturability and Concurrent Engineering; How to Designfor Low Cost, Design in High Quality, Design for Lean Manufacture, and Design Quicklyfor Fast Production, CIM Press, Cambria, CA.
Biazzo, S. (2009), “Flexibility, structuration, and simultaneity in new product development”,Journal of Product Innovation Management, Vol. 26, pp. 336-53.
Blecker, T. and Abdelkafi, N. (2007), “The development of component commonality metric formass customization”, IEEE Transactions on Engineering Management, Vol. 54 No. 1,pp. 69-84.
Cachon, G. and Zipkin, P. (1999), “Competitive and cooperative inventory policies in a two-stagesupply chain”, Management Science, Vol. 45, pp. 936-53.
Caldentey, R. and Wein, L.M. (2003), “Analysis of decentralized production inventory system”,Manufacturing & Service Operations Management, Vol. 5 No. 1, pp. 1-17.
Carillo, J.E. and Franza, R.M. (2006), “Investing in product development and productioncapabilities: the crucial linkage between time-to-market and ramp up time”,European Journal of Operational Research, Vol. 171, pp. 536-56.
Christiansen, P.E., Kotzab, H. and Mikkola, J.H. (2007), “Coordination and sharing logistics inleagile supply chains”, International Journal of Procurement Management, Vol. 1 Nos 1/2,pp. 79-96.
Christopher, M. and Towill, D. (2001), “An integrated model for the design of agile supplychains”, International Journal of Physical & Distribution and Logistics Management, Vol. 31No. 4, pp. 235-46.
Clark, K.B. and Fujimoto, T. (1991), Product Development Performance: Strategy, OrganizationandManagement in theWorld Auto Industry, Harvard Business School Press, Boston, MA.
Cournot, A. (1960), Researches into the Mathematical Principles of the Theory of Wealth, Kelley,New York, NY, English edition of Coumot (1838) (translated by N.T. Bacon).
Dimitropoulos, G.P. (2009), “Agility index of automatic production systems: reconfigurable logicand open source as agility enablers”, Computers in Industry, Vol. 60, pp. 248-60.
Fjallstroom, S., Safsten, K., Harlin, U. and Stahre, J. (2009), “Information enabling productionramp up”, International Journal of Manufacturing Technology Management, Vol. 20 No. 2,pp. 178-96.
Francas, D., Kremer, M., Minner, S. and Fries, M. (2009), “Strategic process flexibility underlifecycle demand”, International Journal of Production Economics, Vol. 121, pp. 427-40.
Gustafsson, J. and Norrman, A. (2001), “Network managed supply – execution of real-timereplenishment in supply networks”, Proceedings of the International Symposium ofLogistics, Salzburg, Austria, 8-10 July, pp. 77-82.
Haq, R., Monfared, R., Harrison, L. and West, A. (2010), “A new vision for the automationsystems engineering for automotive powertrain assembly”, International Journal ofComputer Integrated Manufacturing, Vol. 23 No. 4, pp. 308-24.
Holweg, M., Disney, S., Holmstrom, J. and Smaaros, J. (2005), “Supply chain collaboration: makingsense of the strategy continuum”, EuropeanManagement Journal, Vol. 23 No. 2, pp. 170-81.
JM26,2
160

Jiao, R. and Tseng, M. (2000), “Understanding product family for mass customization bydeveloping commonality indices”, Journal of Engineering Design, Vol. 11 No. 3, pp. 225-43.
Kamaruddin, N.K. and Udin, Z.M. (2009), “Supply chain technology adoption in Malaysianautomotive suppliers”, International Journal of Manufacturing Technology Management,Vol. 20 No. 3, pp. 385-403.
Kumar, P., Shankar, R. and Yadav, S.S. (2008), “Flexibility in global supply chain: modeling theenabler”, Journal of Modeling in Management, Vol. 3 No. 3, pp. 277-97.
Lee, H.L. (1996), “Effective inventory and service management through product and processredesign”, Operations Research, Vol. 44 No. 1, pp. 151-9.
Lee, H.L., Billington, C. and Carter, B. (1993), “Hewlett-Packard gain control of inventory andservice through design for localization”, Interfaces, Vol. 23 No. 4, pp. 1-11.
Lummus, R.R. and Vokurka, R.J. (1999), “Managing the demand chain through managing theinformation flow: capturing the moments of information”, Production & InventoryManagement Journal, Vol. 40 No. 1, pp. 16-20.
Luyben, W.H. (1990), Process Modeling, Simulation and Control for Chemical Engineers,McGraw-Hill, New York, NY.
Lyly-Yrjanainen, J., Lahikainen, T. and Paranko, J. (2004), Cost Effect of ComponentCommonality: Pros and Cons of an Innovation, paper presented at the ThirteenthInternational Working Seminar on Production Economics, IGLS, Innsbruck.
MacDuffie, J.P., Sethuraman, K. and Fisher, M.L. (1996), “Product variety and manufacturingperformance: evidence from the international automotive assembly plant study”,Management Science, Vol. 42 No. 3, pp. 350-69.
Ma, M.D., Chang, C.C. and Wong, D.S.H. (2009), “Identification of tool and product effects in a mixedproduct and parallel tool environment”, Journal of Process Control, Vol. 19 No. 4, pp. 591-603.
Mikkola, J.H. and Larsen, T.S. (2004), “Supply chain integration: implication for masscustomization, modularization and postponement strategies”, Production Planning &Control, Vol. 15 No. 4, pp. 352-61.
Minderhoud, S. and Frase, P. (2005), “Shifting paradigms of product development in fast anddynamic markets”, Reliability Engineering & System Safety, Vol. 88, pp. 127-35.
Moreira, A.C. (2009), “Knowledge capability flows in buyer-supplier relationships”, Journal ofSmall Business and Enterprise Development, Vol. 16 No. 1, pp. 93-114.
Neale, J.J. and Willems, S.P. (2009), “Managing inventory in supply chains with nonstationarydemand”, Interfaces, Vol. 39 No. 5, pp. 388-99.
Perloff, J.M. and Salop, S.C. (1985), “Equilibrium with product differentiation”, The Review ofEconomic Studies, Vol. 52 No. 1, pp. 107-20.
Schmidt, R. (2009), “Information sharing versus order aggregation strategies in supply chains”,International Journal of Manufacturing Technology Management, Vol. 20 No. 6, pp. 804-16.
Sethi, S.P. (1977), “Dynamic optimal control models in advertising: a survey”, SIAM Review,Vol. 19 No. 4, pp. 685-725.
Sethi, S.P. and Thompson, G.L. (2000), Optimal Control Theory, Kluwer Academic PublishersGroup, Boston, MA.
Song, Z. and Kusiak, A. (2009), “Optimizing product configurations with a data miningapproach”, International Journal of Production Research, Vol. 47 No. 1, pp. 1733-51.
Sonoda, T. (2002), “Honda: global manufacturing and competitiveness”, Competitiveness Review,Vol. 12 No. 1, pp. 7-13.
Productionramp up in
supply chains
161

Terwiesch, C., Chea, K.S. and Bohn, R.E. (1999), “An exploratory study of international producttransfer and production ramp up in the data storage industry”, The Information StorageIndustry Centre Report No. 99-02.
Towill, D.R. (1996), “Industrial dynamics modeling of supply chains”, International Journal ofPhysical Distribution and Logistics, Vol. 26 No. 2, pp. 23-42.
Van Mieghem, J.A. and Dada, M. (1999), “Price versus production postponement: capacity andcompetition”, Management Science, Vol. 45 No. 12, pp. 1631-49.
Wilkner, J., Naim, M.N. and Rudberg, M. (2007), “Exploiting the order book for mass customizedmanufacturing control systems with capacity limitation”, IEEE Transactions onEngineering Management, Vol. 54 No. 1, pp. 145-55.
Appendix 1The demand level during lead time is assumed to be random and normally distributed atstandard deviation sL so we can use the previous result and a method called substitution to findthis. First z ¼ (x 2 DL)/sL and this implies that dy ¼ (x · dx)/s. Substituting y for x andx 2 DL ¼ SSB in the integral:Z 1
x¼m
ðx2 DL 2 SSBÞ
sL
ffiffiffiffiffiffi2p
p exp 2ðx2 DLÞ
2
2s 2
� �dx
¼ 2SSR
Z 1
z¼SSB=sL
1ffiffiffiffiffiffi2p
p e2z 2=2dzþ sL
Z 1
z¼SSB=sL
1ffiffiffiffiffiffi2p
p e2z 2=2dz ðA1Þ
Substitute w ¼ z 2/2 into equation (A1), we then have:
ESCB ¼ðsL 2 ssBÞffiffiffiffiffiffi
2pp e2 SS2
B=2s2B
� �ðA2Þ
We know that SSB ¼ z ·sL ·ffiffiffiffiffiffiLB
pwhere sL is demand standard deviation during lead time and
LB is defined as production lead times and is equal to customer waiting time. We assume thatunmeet demands are backordered to the next period and that is mean the demand uncertainty isequal to demand standard deviation during lead time or sL ¼ sB and thus g ¼ e2sB ¼ e2sL ,then equation (A2) can be formulated as:
ESCB ¼ð2ðlogðgÞ= logðeÞÞ2 ssBÞffiffiffiffiffiffi
2pp e2 SS2
B=2s2B
� �for SSB ¼ z ·sB ·
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi2ðlogðgÞ
logðeÞ
sðA3Þ
Appendix 2Its open loop-transfer function, as follows:
m1ðsÞ
lRðsÞset
¼KCðRR=KRðt
2s 2 þ 26tsþ 1ÞÞ
1 þ KCðRR=KRðt 2s 2 þ 26tsþ 1ÞÞ¼
KC ·RR
KC ·RR þ KRðt 2s 2 þ 26tsþ 1ÞðA4Þ
So we have roots of denominator as:
s1;2 ¼2ð26tKR=KRt
2Þ^
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffið26tKR=KRt 2Þ2 2 4ððKR þ KC ·RRÞ=KRt 2Þ
q2
ðA5Þ
Laplace domain dynamics according to step disturbance is applied in order to represent suddendemand change, which can be inserted directly into equation (A4) and inverted to obtain thefollowing inversion of the Laplace transform, as follows:
JM26,2
162

mBðsÞ
mBðsÞset
¼1
sðsþ aÞðsþ bÞðA6Þ
Where:
a ¼ð26=tÞ þ
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffið26=tÞ2 2 4ððKR þ KC ·RRÞ=KRt 2Þ
q2
b ¼ð26=tÞ2
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffið26=tÞ2 2 4ððKR þ KC ·RRÞ=KRt 2Þ
q2
ðA7Þ
Corresponding authorYohanes Kristianto Nugroho can be contacted at: [email protected]
Productionramp up in
supply chains
163
To purchase reprints of this article please e-mail: [email protected] visit our web site for further details: www.emeraldinsight.com/reprints