Production due diligence - Schmit Zonwering & Rolluiken Factory Audit Report.pdf · Production due...
30
Page 1 of 30 Confidential Production due diligence Report of Factory Audit of Ningbo Ulica Solar Science& Technology Co., Ltd Version 001D Developer: Westerveldsestraat 81 6842 BS Arnhem, The Netherlands [email protected] Technical Advisor SunChine Ltd. Add: Room1222,Cameo Center No.2 Building, No.16 Guangshun Nan Avenue, Chaoyang, Beijing,China 100102 Tel:+86-(0)10-64363501 Fax:+86-(0)10-84764113 Email: [email protected] Web: http://www.sunchine.nl
Transcript of Production due diligence - Schmit Zonwering & Rolluiken Factory Audit Report.pdf · Production due...

Page 1 of 30
Confidential
Production due diligence
Report of Factory Audit of
Ningbo Ulica Solar Science& Technology Co., Ltd
Version 001D
Developer:
Westerveldsestraat 81
6842 BS Arnhem, The Netherlands
Technical Advisor
SunChine Ltd.
Add: Room1222,Cameo Center No.2 Building,
No.16 Guangshun Nan Avenue, Chaoyang, Beijing,China 100102
Tel:+86-(0)10-64363501 Fax:+86-(0)10-84764113
Email: [email protected]
Web: http://www.sunchine.nl

Page 2 of 30
Confidential
Document control
Version
Version Date Comments
001A November 29, 2012 Technical report draft by Cheney Chen
001B December 4, 2012 Draft updated by Tony Wang
001C February 7, 2013 Draft updated by B. Bink
001D February 8, 2013 Final version by Tony Wang, B. Bink
Distribution list
Name Company
Tony Wang SunChine Ltd.
Cheney Chen SunChine Ltd.
Bastiaan Bink SunChine Ltd.
Rene Moerman SolarIF
Appendixes
No. Title No. Title
1 Factory Audit Announcement 11 OHSAS 18001 Certificate
2 Product Datasheet 12 Flash Test Devices Calibration Report
3 Modules TUV Certificates 13 Solar Cells Inspection Standard
4 CE Certificates 14 EVA Inspection Standard
5 MCS Certificate 15 Backsheet Inspection Standard
6 Salt Spray Test Report 16 Junction Box Inspection Standard
7 Ammonia Corrosion Test Report 17 Front Glass Inspection Standard
8 UL Certificate 18 Outgoing Quality Control Inspection Standard
9 ISO 9001 Certificate 19 Customer Complaint Response Report
10 ISO 14001 Certificate

Page 3 of 30
Confidential
Contents
1. Introduction .......................................................................................................................................... 4
1.1. Disclaimer ................................................................................................................................. 4
1.2. Purpose of this document ........................................................................................................ 4
1.3. Participants of the factory audit ............................................................................................... 4
1.4. Abbreviations ........................................................................................................................... 5
2. Summary .............................................................................................................................................. 5
3. General Information about the Company ............................................................................................ 6
3.1. Company profile ....................................................................................................................... 6
3.1.1. General information ..................................................................................................... 6
3.1.2. Vertical integration ....................................................................................................... 7
3.1.3. Technical roadmap ........................................................................................................ 7
3.1.4. Project references ......................................................................................................... 7
3.1.5. Local services & Warehousing ...................................................................................... 8
3.2. Product information ................................................................................................................. 9
3.2.1. List of solar modules ..................................................................................................... 9
3.2.2. Product certifications ................................................................................................. 10
4. Module factory inspection ................................................................................................................. 12
4.1. Manufacturing process ........................................................................................................... 12
4.1.1. Manufacturing process flow chart .............................................................................. 12
4.1.2. Manufacturing process description ............................................................................ 12
4.2. Quality Assurance system ....................................................................................................... 17
4.2.1. ISO certifications and implementation ....................................................................... 17
4.2.2. Machine calibration and maintenance ....................................................................... 19
4.2.3. In-house lab-testing .................................................................................................... 20
4.2.4. Products tracking control management ..................................................................... 20
4.3. Quality Control ....................................................................................................................... 21
4.3.1. Quality Management organization chart.................................................................... 21
4.3.2. Incoming Quality Control (IQC) .................................................................................. 22
4.3.3. In Process Quality Control (IPQC) ............................................................................... 24
4.3.4. Outgoing Quality Control (OQC) ................................................................................. 25
4.3.5. Customer Engineering Services (CES) ......................................................................... 25
4.4. In-line product inspection ...................................................................................................... 26
4.4.1. Random solar modules test ........................................................................................ 26
4.4.2. Randomly selected solar modules flash test data ...................................................... 26
4.5. Conclusions of factory inspection .......................................................................................... 27
5. Comments and recommendations ..................................................................................................... 28
6. Factory audit conclusions ................................................................................................................... 29
6.1. General result ......................................................................................................................... 29
6.2. Results .................................................................................................................................... 30

Page 4 of 30
Confidential
1. Introduction 1.1. Disclaimer This report has been prepared in accordance with SunChine’s factory QC audit procedures, based on
its extensive knowledge and experience in Quality Control (QC) and Quality Management (QM) in PV
industry in China.
The conclusions drawn and suggestions made in this report are based on information received from Ulica Solar (Ningbo Ulica Solar Science& Technology Co., Ltd) directly, which is assumed to be correct
and on information collected and observations made by SunChine during the factory audit.
SunChine does not allow the use of its Trademarked logo by any 3rd parties and Ulica Solar warrants
the use of this report to be solely for its intended purposes.
The receipt of this document by their addressees implies full acceptance of this “Disclaimer”.
1.2. Purpose of this document Purpose of this report is to serve as a basis for SolarIF and its insurer(s) for deciding whether or not
to make Ulica Solar module products insurable under its insured warranty insurance policy. SolarIF
and its insurer(s) may grant a certificate as proof of successful qualification. This report by
SunChine Ltd. (hereinafter also called Technical Advisors), is solely an analysis of current QM and QC
practices and if needed also contains recommendations for future improvements. The report does not
analyze the company Ulica Solar from a financial or any other point of view. SunChine has prepared
this report specifically at the request of SolarIF for a factory audit. It is based on the inspection visit
to the Ulica Solar factory on November 23, 2012 by SunChine Ltd. staff. The following factory has
been visited:
Factory address: No.181 Shanshan Road, Wangchun Industrial District, Ningbo,China
1.3. Participants of the factory audit
Name & Title Company
Quality Assurance Manager, Tony Wang SunChine Ltd.
Quality control engineer, Cheney Chen SunChine Ltd.
Chief Strategy Officer & Founder Rene Moerman SolarIF
Global sales director, Jerry Zhou Ulica Solar
Sales manager, Terry Wu Ulica Solar
Page 5 of 30
Confidential
1.4. Abbreviations
Abbreviations used in the report
EL—Electroluminescence OQC—Outgoing Quality Control
IEC—International Electro-technical Commission QA—Quality Assurance
IPQC—In-Process Quality Control SOP—Standard Operating Procedure
Ipm—Maximum power current STC—Standard Test Conditions
IQC—Incoming Quality Control TS—Technology Support
Isc—Short circuit current Voc—Open circuit voltage
ISO—International Standardization Organization Vpm—Maximum power voltage
2. Summary Ulica Solar (http://www.ulicasolar.com) is a company established by Shanshan Group who is one of
the top 500 enterprises in China. It is a professional manufacturer specializing in producing solar
cells, solar modules and providing solar system integration service.
SunChine staff visited Ulica Solar factory, investigating on behalf of SolarIF whether the
manufacturing process employed by Ulica Solar and the crystalline PV modules produced by Ulica
Solar meet certain operational and technical standards respectively. This information is used by
SolarIF and its insurer(s) as a basis for deciding whether or not to make Ulica Solar module products
insurable under the SolarIF insured warranty insurance product. SunChine announced the factory
audit a week before November 23, 2012, which announcement was subsequently accepted by Ulica
Solar.
The Factory inspection took place on November 23, 2012. Audit announcement can be found in
Appendix: APP01 Factory Audit Announcement.
The factory inspection was divided into four parts: 1) Collect general information about Ulica Solar
and its factory; 2) Audit factory process & quality inspection; 3) In-line production inspection; 4)
Assist and check Ulica Solar filling in of the SolarIF “Questionnaires”, product-, quality- and
environmental- parts. During the entire audit, Ulica Solar supported SunChine in its task and was
fully prepared to answer any questions that were raised.
Ulica Solar has been operating the solar module factory from 2005, has gradually expanded
production and gained a significant market share.
In the factory, the solar cells workshop and modules workshop are organized at same location. New
and advanced automatic production equipment are used in both the cell and module workshops.
A high level Quality Management system is implemented in the factory. Ulica Solar have passed
certificated institutional audits by TUV and SGS, and are now holding ISO 9001, ISO 14001 and
OHSAS 18001 certifications. Although there are still some production and quality control issues that
need to be improved in the factory, SunChine’s factory audit shows Ulica Solar has achieved good
Quality Management level throughout its production process comparatively in the industry.

Page 6 of 30
Confidential
3. General Information about the Company 3.1. Company profile 3.1.1. General information
Ulica Solar was established in August, 2005 by Shanshan Group. Shanshan Group
(http://www.shanshan.com) is one of the top 500 private enterprises in China. Its annual sales
volume in 2008, 2009, 2010 and 2011 reached RMB11.6 billion, RMB 12.8 billion, RMB 18.2 billion
and RMB 23.2 billion respectively and its current total assets amount to RMB 13 billion. The
business scope of the group covers fashion industry, renewable energy & new material industry,
investments, industry park operation & development and international trade. Now it has two listed
companies, Shanshan Share and Zhongkeyinghua which are listed on Shanghai stock market. It has
been consistently ranked as one of Top 500 Private Enterprises in China since 2002.
Ulica Solar has from the onset been devoted to Research & Development on new technology,
improving efficiency and quality and reducing manufacturing costs, with 17 patents obtained, among
which N-type mono-crystalline silicon solar cell, which was awarded the “National Torch Program”.
Ulica Solar has acquired many international certificates testifying to its high level of standardization,
such as CE, IEC 61215 & IEC 61730/TüV, UL, ISO9001, CEC and CGC-Solar. Ulica Solar is cooperating
closely with some prestigious institutions and Universities including Ningbo Material Technology&
Engineering Institution of Chinese Academy of Sciences, Shanghai Donghua University etc.
Ulica Solar has brought in the most advanced silicon solar cell manufacturing technology and
state-of-art equipment from Germany, USA and Spain. Currently its annual production capacity is
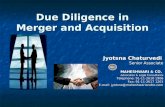
248 MW for cell and 187MW for modules. The factory is managed and lead by the CEO, which
reports to Board of Directors of Ulica Solar, led by the chairman of Shanshan Group. (Figure 1)
Figure 1 Ulica Solar company structure chart

Page 7 of 30
Confidential
3.1.2. Vertical integration
Ulica Solar operates the solar industrial chain from solar cells to crystalline solar modules. Wafers are
purchased from domestic suppliers.
Wafer
Wafers used at Ulica Solar for making cells, originate from three manufacturers. They are ReneSola
Ltd with a share of 60%, Solargiga Energy Holdings Limited which takes 30% and Winsun New
Energy Co., Ltd which takes 10%.
Solar cell
Ulica Solar produces solar cells matching their own full capacity modules production. Extra solar cells
are sold to others Chinese module manufacturers. The cells efficiency improves continuously and
now the efficiency has reached 17.8% (Mono crystalline) and 17.1% (Poly crystalline).
3.1.3. Technical roadmap
Ulica Solar has its own Research and Development (R&D) team. They show a strong focus on PV
technology and environmental protection. Its technical roadmap is strategically focused on PV
products with higher and more stable performance whilst simultaneously lowering its costs.
Ulica Solar’s key technical milestones are listed as follows:
Solar cells efficiency reached over 15.0% in 2005;
N-type mono-crystalline silicon solar cell was awarded the National Torch Program in 2008;
Applied for 23 patents and so far 17 patents have been awarded;
Successfully developed the highly efficient 190Wp mono-crystalline module in 2010;
R&D department continuously improves the technology of cells. In the next two years, the
efficiency of mono- and poly- crystalline cells will reach 18.4% and 17.2% respectively by using
new materials to increase the fill factor in 2013, and 18.8% and 17.6% respectively by
improving solar cells diffusion process in 2014.
New generation of cells with ”Selective Emitter” technology and “N-type” solar cells technology is
being developed; this strategic development is supported by the local government.
3.1.4. Project references
France
Location: France
System Size: 1.2MW
Installation: Nov, 2010
Italy
Location: Roma
System Size: 1.0MW
Installation: Aug, 2010
Germany
Location: Germany
System Size: 4.266MW
Installation: Jun, 2010

Page 8 of 30
Confidential
Denmark
Location: Denmark
System Size:5KW
Installation: Jul, 2012
China
Location: Ningbo
Capacity: 700KW
Installation: Jun, 2008
Italy
Location: Turin
Capacity: 200KW
Installation: May, 2012
3.1.5. Local services & Warehousing
As a globally operating company, Ulica Solar provides local customer pre-and after-sales engineering
services. If clients have any question, they can contact Ulica Solar local branch/office or contact
directly with Chinese headquarters. They can offer quick response to client questions. The customer
completed records have been checked by SunChine during the audit.
The following table lists the service contact points:
Regions Local services
Asia
Headquarters
Ningbo Ulica Solar Science& Technology Co., Ltd Address:
No.1 Shanshan Road, Wangchun Industrial Area,
Yinzhou District, Ningbo, China. P.C.:315177
Sales Department: Tel: +86-574-28828976
Israel Office
Address: Zurit 20104,
Israel
Tel: +972 4 9990 3336
Japanese Office
Address: 11-1 Shimotaomotekaeba
Kitakawashi Ikawa Minamiaakita Aktia
018-1512 Japan
Tel: +81 18 874 3252
Europe
German Office :
Address: Karlstr. 1, D-74405 Gaildorf,
Germany
Tel: +49 7971 21245
Polish Office :
Address: 68-200 Zary, Wroclawska 2,
Poland
Tel: +48 789 100 600
Greek Office:
Address: 8, Kifisou Av. , Athens, 121 33,
Greece
Tel: +30 210 57 49 501
Malta Office:
Address: Mdina Road Qormi QRM 9011,
Malta
Tel: +356 21 466668

Page 9 of 30
Confidential
USA
US Office:
Address: Storke Rd,Goleta,CA 93117
Tel: +1 805 570 4386 [email protected]
Regions Local Warehouses
Asia
Queensland Warehouse, Australia
Address: Interport 97 Freight Street Lytton QLD 4178
Tel: +61 73262 5552 Fax:+61 73262 5568
E-mail: [email protected]
Europe
Hamburg Warehouse, Germany
Address: Dratelnstr. 18 21109 Hamburg
Tel. 0049 40 75277-176
Fax 0049 40 75277-276
E-mail: [email protected]
Brussels Warehouse, Belgium
Address: Avenue de Vilvoorde, 200,
Vilvoordselaan B-1000 BRUSSELS
Direct Phone: + 32 2 421 99 23
E-mail: [email protected]
Felixstowe Warehouse, UK
Brinor Warehousing & Distribution Ltd
Address: Unit J Central Avenue Ransomes
Europark Ipswich, Suffolk IP3 9SL
Tel : 01473 726500
Contact :Darren Medland Any time/day
except 2nd May – he is off
E-mail: [email protected]
Manchester Warehouse, UK
Address: Leestone Road, Sharston
Industrial Estate, Sharston,Manchester,
M22 4RB
Tel:+44 (0) 161 998 3212 (Direct)
Fax: +44 (0) 161 945 2750 (Direct)
E-mail: [email protected]
Piraeus warehouse, Greece
Address: Thesi Mandri Logotheti or Chavosi Georgiou Genimmata Avenue- Magoula
Tel.: +30 210 5552555 Fax. : +30 210 5553290
E-mail: [email protected]
3.2. Product information
3.2.1. List of solar modules
Ulica Solar Modules List
Mono crystalline modules
Model Normal Power(Wp) Tolerance Module
Efficiency Cells
Specification
UL-155D-72 Power classes 155-200,
in steps of 5Wp 0~+3% 14.9%~16.1% Mono 125×125
UL-205D-84 Power classes 205-240,
in steps of 5Wp 0~+3% 14.9%~16.1% Mono 125×125
UL-235D-96 Power classes 235-270,
in steps of 5Wp 0~+3% 14.7%~15.6% Mono 125×125
UL-190M-54 Power classes 190-240,
in steps of 5Wp 0~+3% 14.6%~15.6% Mono 156×156
UL-210M-60 Power classes 210-270,
in steps of 5Wp 0~+3% 14.7%~15.7% Mono 156×156

Page 10 of 30
Confidential
UL-250M-72 Power classes 250-325,
in steps of 5Wp 0~+3% 14.9%~15.7% Mono 156×156
Poly crystalline modules
Model Normal Power(Wp) Tolerance Module
Efficiency Cells
Specification
UL-180P-54 Power classes 180-235,
in steps of 5 Wp 0~+3% 14.2%~15.3% Poly 156×156
UL-200P-60 Power classes 200-260,
in steps of 5 Wp 0~+3% 14.1%~15.0% Poly 156×156
UL-240P-72 Power classes 240-315,
in steps of 5 Wp 0~+3% 14.6%~15.4% Poly 156×156
Solar module datasheets in Appendix: APP02 Product Datasheet
3.2.2. Product certifications
TÜV certification
Issued by Reference No. Expiry Date Certificates cover Model range
TÜV
Rheinland
PV60029185
(Basis IEC61215)
March 5,2015
UL-190D-54(190 to 225 increment of 5)
UL-165D-84(165 to 200 increment of 5)
UL-235D-96 (235 to 270 increment of 5)
UL-210M-60(210 to 250 increment of 5)
UL-250M-72(250 to 300 increment of 5)
UL-230M-54 (230 to 240 increment of 5)
PV60029186
(Basis IEC61730)
UL-255M-60 (255 to 270 increment of 5)
UL-305M-72 (305 to 325 increment of 5)
UL-180P-54 (180 to 235 increment of 5)
UL-200P-60 (200 to 260 increment of 5)
UL-240P-72 (240 to 315 increment of 5)
Mono/poly crystalline modules TUV certificates in Appendix: APP03 Modules TUV Certificates
CE Certification
Issued by Reference No. Issued date Certificates cover Model range
TÜV
Rheinland
AN 60038288
0001 March 16,2011
UL-155D-72 (155 to 200 in 5 steps)
UL-165D-84 (165 to 240 in 5 steps)
UL-235D-96 (235 to 270 in 5 steps)
UL-190M-54 (190 to 225 in 5 steps)
UL-210M-60 (210 to 250in 5 steps)
UL-250M-72 (250 to 300 in 5 steps)
UL-180P-54 (180 to 210 in 5 steps)
UL-200P-60 (200 to 240 in 5 steps)
UL-240P-72 (240 to 285 in 5 steps)
Mono/polycrystalline modules CE certificate in Appendix: APP04 CE Certificates

Page 11 of 30
Confidential
MCS Certification
Issued by Certificates No. Expiry Date Certificates cover Model range
TÜV
SÜD BABT 8532 R1 January 13,2014
UL-155D-72 (155 to 200 in 5 steps)
UL-165D-84 (165 to 240 in 5 steps)
UL-235D-96 (235 to 270 in 5 steps)
UL-190M-54 (190 to 225 in 5 steps)
UL-210M-60 (210 to 250in 5 steps)
UL-250M-72 (250 to 300 in 5 steps)
UL-180P-54 (180 to 210 in 5 steps)
UL-200P-60 (200 to 240 in 5 steps)
UL-240P-72 (240 to 285 in 5 steps)
Mono- and polycrystalline modules MCS certificate in Appendix: APP05 MCS Certificate
Salt Spray Test
Issued by Certificates No. Issued Date Comments
Intertek SH11061208-V1 June 30,2011
UL-165D-72 (165 to 200 in 5 steps)
UL-205D-84 (205 to 240 in 5 steps)
UL-235D-96 (235 to 270 in 5 steps)
UL-190M-54 (190 to 225 in 5 steps)
UL-210M-60 (210 to 250in 5 steps)
UL-250M-72 (250 to 300 in 5 steps)
UL-180P-54 (180 to 210 in 5 steps)
UL-200P-60 (200 to 240 in 5 steps)
UL-240P-72 (240 to 300 in 5 steps)
Mono and polycrystalline modules test report in Appendix: APP06 Salt Spray Verification
Ammonia Corrosion Test
Issued by Certificates No. Issued Date Certificates cover Model range
TÜV
Rheinland PV 60075719 March 6, 2012
UL-155D-72 (155 to 200 in 5 steps)
UL-205D-84 (205 to 240 in 5 steps)
UL-235D-96 (235 to 270 in 5 steps)
UL-190M-54 (190 to 225 in 5 steps)
UL-210M-60 (210 to 250in 5 steps)
UL-250M-72 (250 to 300 in 5 steps)
UL-180P-54 (180 to 235 in 5 steps)
UL-200P-60 (200 to 260 in 5 steps)
UL-240P-72 (240 to 315 in 5 steps)
Mono and polycrystalline modules certificate in Appendix: APP07 Ammonia Corrosion Test Report
UL Certification
Issued by Certificates No. Issued date Certificates cover Model range
UL E311825
(Basis UL1703) June 2,2011
UL-150D-72 (150 to 230 in 5 steps)
UL-195D-84 (195 to 225 in 5 steps)
UL-230D-96 (230to 260 in 5 steps)
UL-170D (170 to 300 in 5 steps)
UL-190P (190 to 300 in 5 steps)
Mono- and polycrystalline modules UL certificate in Appendix: APP08 UL Certificate

Page 12 of 30
Confidential
4. Module factory inspection
4.1. Manufacturing process
4.1.1. Manufacturing process flow chart
Ulica Solar operates according to a complete production management system. A complete
manufacturing process has been implemented in the workshop divided into 9 parts. Figure 2 shows
the detailed flow chart and description of the process. Before stringing of the cells, Ulica also
implements the raw material preparation process, including interconnection soaking, EVA/Back
sheet cutting, solar cell color and electrical pre-selection, etc. Also, double step 100% Electrical
Luminescense (EL) tests are implemented before and after lamination process.
Figure 2: Ulica solar production process flow chart
4.1.2. Manufacturing process description
Incoming materials inspection and preparation:
Raw materials are inspected by IQC inspectors before entering the warehouse. Products are
marked with IQC confirmation labels that also mention the responsible IQC inspector;
Note: Key materials such as EVA and backsheet are prepared in a separated room, but the
cutting time of EVA and backsheet are not marked on the materials; this is not easily identifiable

Page 13 of 30
Confidential
for materials handing out the correct materials;
Raw materials are prepared under required condition, the prepared materials quantity is
according to daily production plan, only the same brand and type materials will be used per
batch, so as to prevent invalid combinations and mixed materials issues from happening.
Solar cell sorting:
Solar cells are sorted by both efficiency rate and color. The sorting is implemented in cells
production workshop but not in module’s production workshop;
Solar cell sorting SOP files are placed close to the workstation. Workers displayed a clear
understanding of the SOP and standards;
Defective cells are marked and placed into separate plastic trays in order to prevent mixing them
with qualified cells;
Gloves and uniforms are always used by workers. No cells are directly touched during the entire
sorting process;
The sorting process has an associated product flow chart.
Cell soldering and stringing:
All cells soldering and stringing are implemented by machines, 4 automatic soldering machines
from Spanish Gorosabel group are used in-line and the parameter setting of the machines
match the guided parameters form(From SOP requirement);
Auto soldering machines are operated by workers and supervised by technician. The soldering
quality is good and no defective issues were found during the audit;
After auto soldering, all cells strings are inspected and if necessary repaired before layout;
All modules are tracked from this station; the serial numbers and all tracked information is
input into computer in digital version.
Layout:
Workers wear gloves and uniforms. No materials or bare finger are directly touching cell strings
during the layout process;
In-house designed model boards are used in order to efficiently fix the cell matrix layout;
Rulers are regularly used by the workers to measure the distances between strings;
Matrix array and soldering iron temperature match SOP file parameters;
Note: There is no sign or record to mark the different brands EVA/back sheet after cutting
during the layout process;
Visual inspection is well implemented at the work stations, confirmed by IPQC inspector and
recorded on IPQC inspector check list;
100% EL test (Half way test):
For halfway module manufacturing test process, a visual inspection and an Electroluminescence

Page 14 of 30
Confidential
(EL) test are both implemented for every module;
The EL test is performed two times:1) before the laminating process station and 2) before the
flash test station;
EL test machines routine checking and maintenance records are clear and updated at regular
intervals;
Defective modules’ are removed from production lines, put onto separate shelves while photos
are separately saved for analysis. The ratio of cells showing significant defects as part of total
tested cells is about 1.5‰ according to the record during the audit day. All cells showing defects
will be replaced at the repair workstation after the auto soldering;
Remark: Normally, the 1.5‰ defect rate is not regarded very high during modules production.
Ulica Solar has a very strict management for micro-crack issues and all the micro-cracked cells
identified during the production by double EL test will be replaced.
One of the operators was observed to have cut the finger protectors off from his gloves in order
to feel more flexible for working, but this is of course not allowed.
Lamination:
Laminator routine checking and maintenance records are placed near or on the equipment. The
checking process follows SOP requirements;
Laminator parameters are set according to SOP depending on different EVA/Back sheet
combinations and checked by IPQC inspector. Operators are not allowed to change these
settings;
Modules’ cooling is done by automatic fans after lamination, and the modules stack limitation is
20pcs which guideline is strictly followed.
Silicone sealant filling & framing:
Silicone sealant filling and framing process are performed by machine; the process and
parameters setting matches SOP guidance;
Machines routine checking and maintenance records are well kept and checked by IPQC
inspectors;
Between modules’ frame and back sheet fill silicone sealant by hand after framing assembly,
silicone sealant molding by hand is in good condition;
Junction box is fixed onto the module by hand and well encapsulated;
Sealant curing and cleaning:
After framing and junction box assembly, modules are placed in separate area for more than
eight hours to allow the silicone sealant to cure. However, the designated area is not a separate
room, so it will be hard to control the humidity and temperature during silicone curing; [ Rec. to
be improved! ]
The silicone sealant curing time is recorded and marked clearly on module’ frame, so that every

Page 15 of 30
Confidential
module’s silicone solidity can be ensured.
NOTE: Modules for silicone curing are normally put into a separate room; Ulica Solar has no
separate room for the process because now they are producing in one big workshop area.
However, they plan to set-up new and standard solidification rooms in their new workshop
which they are planning to build.
Second 100% EL test and Insulation test:
After the curing process, 100% EL testing is implemented for modules. At the second EL test
station, the ratio of cells showing defects is very low, only one cell shows defect in 88pcs of
modules inspected during the audit;
Insulation test is implemented for every module and test conditions match IEC61215/61730
requirements;
Insulation testers are calibrated by a third party organization; the tester daily check and
maintenance records are clear and well filled-in;
Testing process is randomly inspected and documented by IPQC inspector.
IV testing (Flash testing):
Flash testing takes place in a separate room prepared for maintaining Standard Test Conditions
(STC, AM=1.5,1000W/m2,25ºC。);
Reference modules are stored in a dedicated closed box. There are two types of reference
modules: ‘mother’ or ‘golden’ reference modules provided by TÜV that are used once a month to
check/calibrate the daily used ‘silver’ reference modules used on a daily basis copied from TÜV
mother module;
All daily used reference modules have proper calibration records; the Spire sun simulator is
calibrated 2 times for each shift and the record is documented;
Packaging and Outgoing Quality Inspection:
Standard carton box has a capacity of 24pcs, for detailed package, please see Table 1. The
packaging information is printed on the carton box;
Packaged modules are randomly unpacked and inspected by OQC inspector before final loading;
OQC inspector has the right to stop shipments in case of quality issues;
During the audit, no Original Equipment Manufacturer (OEM) orders for other customer were
found in the factory. It was confirmed with management that indeed policy of Ulica Solar is to
fully focus production on its own brand.
Page 16 of 30
Confidential
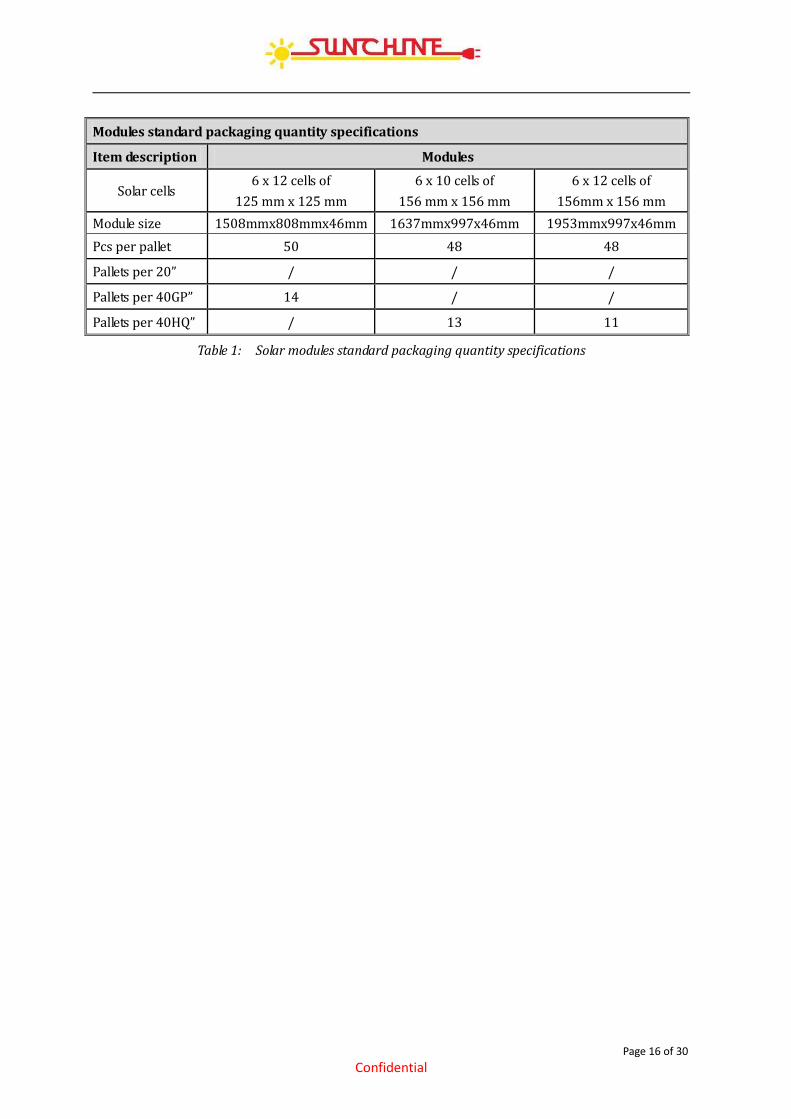
Modules standard packaging quantity specifications
Item description Modules
Solar cells 6 x 12 cells of
125 mm x 125 mm
6 x 10 cells of
156 mm x 156 mm
6 x 12 cells of
156mm x 156 mm
Module size 1508mmx808mmx46mm 1637mmx997x46mm 1953mmx997x46mm
Pcs per pallet 50 48 48
Pallets per 20” / / /
Pallets per 40GP” 14 / /
Pallets per 40HQ” / 13 11
Table 1: Solar modules standard packaging quantity specifications

Page 17 of 30
Confidential
4.2. Quality Assurance system
4.2.1. ISO certifications and implementation
ISO 9001 Certification
Valid Until April 27, 2013 Certificate No. CN0700224
Certification Company Detail
Issued by SGS United Kingdom Ltd Systems and Service Certifications.
Items Inspection process Comments
ISO9001
Certificate
ISO Standard
Procedure for
Production
During factory audit, the following ISO
documents were checked:
A--Company Organization
B--Worker’s Standard Operating
Procedure
C--Device Management
D--Process of Production Control
E--Warehouse Management
F--Raw Materials and Module Inspection
Standard
G--Purchase Control Management
H--Correction and Prevention Measures
I--Customer Complaint Management
J--R&D or Engineering Change
Management
K--Environment and Occupational
Health and Safety Management
L--Safety and Fire Control
All the ISO documents were found to
have been updated frequently and
confirmed by all the relevant
departments;
Three months records have been
checked and all the records are clear
and well recorded.
Remark:
Ulica Solar ISO9001 management stystem is complete and well implemented in the whole factory;
During the audit, we checked the documents of the manufacturing-, quality-, technology-,
purchase- and human resources- departments. The sales- and finance- departments were outside
the scope of SunChine factory audit but were checked by CEA;
ISO9001 Certificate can be found in appendix:APP09 ISO9001 Certificate

Page 18 of 30
Confidential
ISO 14001 & OHSAS 18001 Certifications
Items Inspection process Comments
ISO 14001
Certificate
Valid Until December 01, 2014 Certificate No. 12 104 41984 TMS
Certification Company
Issued by TÜV SÜD
OHSAS 18001
Certificate
Valid Until December 01, 2014 Certificate No. 12 116 41984 TMS
Certification Company
Issued by TÜV SÜD
Remarks
ISO 14001 and OHSAS 18001 management systems are implemented in the whole factory, and
related records are clear;
The factory operations management for waste handling, cleaning and fire-prevention are well
implemented;
ISO 14001 and OHSAS 18001 certification are listed in appendices: APP10 ISO14001 Certificate
and APP11 OHSAS18001 Certificate

Page 19 of 30
Confidential
4.2.2. Machine calibration and maintenance
Main Machines for Production or Quality Test
Machine Name Inspection process Comments
Auto soldering machine
4 Automatic soldering machine lines
are running for cells soldering and
stringing, no manual soldering
operations for modules production
in workshop;
Maintenance and daily checking
records are clear, and hanging close
to the machines.
Brand:
Gorosabel
Type: SL-200
Origin:Spain
Laminator
5 laminators with the same brand of
Senco are used in workshop, and
the laminators make the capacity is
about 180MW per year for Ulica
Solar;
Device parameters match SOP file;
Records of routine maintenance and
checking are clear;
Brand: Senco
Type:
CYY-3623DGM
Origin: China
Sun-simulator
For flash test with one Spire test
machine, the tester is daily
calibrated by the manufacturer with
reference moduels;
Modules’ calibration, maintenance
record and daily checking are clear.
Brand: Spire
Type:5600SLP
Origin: USA
Remarks:
During the audit, all main production and test devices are checked. Calibration and routine
maintenance status is recorded, according to ISO 9001 standard on a daily basis;
All the devices have professional person in charge and with factory inner managed numbers;
All main test devices have been calibrated by third parties: the National Institute of Metrology
P.R.China and Ningbo Institute of Measurement and Testing. The flash test device calibration can
be checked in appendix, APP12 Flash Test Devices Calibration Report;

Page 20 of 30
Confidential
4.2.3. In-house lab-testing
R&D Department and In-House Lab-Testing
Type of Lab-Testing
Lab-Testing Process or Records Comments
Conventional lab-testing
The test belongs to conventional
lab-testing, it is done everyday or
for each batch EVA to check whether
the materials match each other;
For each batch, EVA/Back sheet
cross link rate tests must be carried
out before production.
EVA gel content
lab-testing
Wet leakage
current
lab-testing
The test is done at set intervals, or
for experimental requirements;
Note: The calibrated date of
insolation tester was invalid (15 Nov
2012) during audit.
Specialized lab-testing
In factory internal lab, most of
IEC61215/61730 test items can be
implemented;
Specialized tests sometimes can take
more than 2 months. Such tests are
carried out according to an annual
plan;
Customers can also require Ulica
Solar to carry out certain IEC tests
for their orders.
UV radiation
lab-testing
Remarks:
In factory internal lab has facilities for: Mechanical load test and Thermal cycling test;
All specialized tests comply with IEC61215/61730 requirements;
During the audit, all test machines were verified to have proper maintenance records;
Note: The calibrated date of insolation tester was invalid (15 Nov 2012) during audit.
4.2.4. Products tracking control management

Page 21 of 30
Confidential
Products Tracking Control
Items Inspection process Comments
Bar code
tracking system
The electrical bar code tracking system
is a ‘work in progress’, under
implementation. Now half of the
production parameters and records
still need to be typed into the system
manually. Then all the data can be
tracked by the system. The next step is
that automatic bar code scanners will
be implemented for all the production
process for the tracking system in the
new workshop.
Remark:
Tracking system is well implemented in the production under tracking SOP guidance;
The bar code digital management can track PO number; worker; raw materials; modules’
testing or inspection status etc.;
Fully automatic and direct digital input for the tracking system is still under construction.
4.3. Quality Control
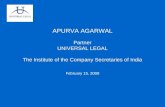
4.3.1. Quality Management organization chart
Ulica Quality Management department is under the leadership of Management Representative. It
operates in parallel with production department, but is lead by a different director. The Quality
Management chart can be found in Figure 3.
The Quality Management system includes three sections: System Supervisor, Quality Assurance
Supervisor and Quality Inspection & Control Supervisor. Each section has different responsibility.
About 80 QC people work in the department in the whole factory. The QC engineers and inspectors
have received timely and appropriate training. Training records have been checked during the audit.
Responsibilities of each section are as follows:
System Supervision:
The section includes two parts: Document clerks and System monitoring staff.
Quality Assurance Supervision:
The section includes three parts: Quality Engineers, Supplier Engineers and Metric administrators
(Measure Engineer). They mainly focus on supplier auditing and evaluation, inspection standard
confirmation and audit, and measurement device calibration and maintenance.
Quality Inspection& Control Supervision:
The section includes four types of jobs: Incoming raw materials inspection & control, Cells inspection
& control, IPQC inspection& control and Module/ Outgoing inspection& control. They mainly focus on
production process inspection and control, deal with materials confirmation, technical processes
improvement and finished product inspection.

Page 22 of 30
Confidential
Figure 3: Ulica Solar Quality Management structure
4.3.2. Incoming Quality Control (IQC)
Key Raw Materials List and Inspection Standard
No. Key materials TÜV approved Suppliers Inspection Standard
1 Solar Cells Ulica Solar 156Mono/125Mono /156Poly APP13 Solar Cells
Inspection Standard
2 Encapsulation
material Hangzhou First F806 thickness=0.5mm
APP14 EVA Inspection
Standard
3 Back Sheet
3M Film17 thickness=0.35mm
Isovolta AG 2442 thickness=0.32mm
SFC SS-320 thickness=0.35mm
Toko Aluminum K.K. W250 thickness=0.369mm
APP15 Backsheet
Inspection Standard
4 Junction Box
Ningbo Zhonghuan PV-ZH009/PV-U009Zhejiang
Chuanyuan PV-U802-M
Zhejiang Jiaming PV-U801
APP16 Junction Box
Inspection Standard
5 Front Glass
Henan Ancai Tempered glass 3.2mm Beijing Huamei Tempered glass 3.2mm China South Group(CSG) Tempered glass 3.2mm
APP17 Front Glass
Inspection Standard
6 Aluminum Frame
Zhejiang Dingfeng 6063-T5 Thickness=50mmm Thickness=46mmm
Yixing Qiaosheng 6063-T5 Thickness=46mmm Checked at spot
Page 23 of 30
Confidential
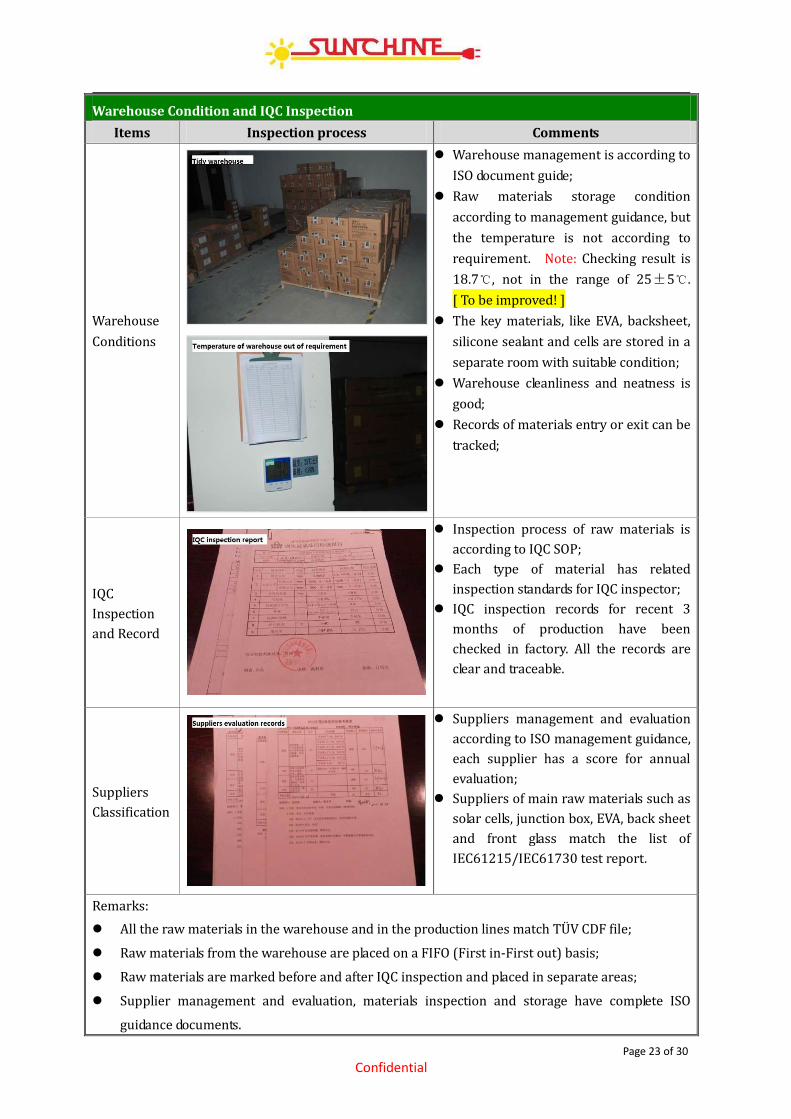
Warehouse Condition and IQC Inspection
Items Inspection process Comments
Warehouse
Conditions
Warehouse management is according to
ISO document guide;
Raw materials storage condition
according to management guidance, but
the temperature is not according to
requirement. Note: Checking result is
18.7℃, not in the range of 25±5℃.
[ To be improved! ]
The key materials, like EVA, backsheet,
silicone sealant and cells are stored in a
separate room with suitable condition;
Warehouse cleanliness and neatness is
good;
Records of materials entry or exit can be
tracked;
IQC
Inspection
and Record
Inspection process of raw materials is
according to IQC SOP;
Each type of material has related
inspection standards for IQC inspector;
IQC inspection records for recent 3
months of production have been
checked in factory. All the records are
clear and traceable.
Suppliers
Classification
Suppliers management and evaluation
according to ISO management guidance,
each supplier has a score for annual
evaluation;
Suppliers of main raw materials such as
solar cells, junction box, EVA, back sheet
and front glass match the list of
IEC61215/IEC61730 test report.
Remarks:
All the raw materials in the warehouse and in the production lines match TÜV CDF file;
Raw materials from the warehouse are placed on a FIFO (First in-First out) basis;
Raw materials are marked before and after IQC inspection and placed in separate areas;
Supplier management and evaluation, materials inspection and storage have complete ISO
guidance documents.

Page 24 of 30
Confidential
4.3.3. In Process Quality Control (IPQC)
IPQC Inspection
Items Inspection process Comments
IPQC
Inspection
Record
IPQC inspector checking is based on
quality management SOP guidance;
Inspection records are clear and contain
initial product confirmation; workers
actual work details at each process work
station; device calibration records and
other production related information;
The records/ tables can be tracked for
more than one year after the
production;
Manufacturing
Process
Quality Control
In order to communicate aims and
status of Quality Management, an
information board provides daily
updates. It is placed in the public area
for workers and management teams;
IPQC inspectors randomly inspect every
process station, in case of statistically
higher than normal rejected products,
inspectors will immediately inform the
factory manager to stop the production
Remarks:
Every IPQC inspector is in charge of several production process stations in production lines;
Initial product and Bill of Material (BOM) inspection records are crucial items on IPQC routine
checklist, they are checked by inspector and confirmed by QC engineer;
Production process quality inspection and control has been efficiently implemented by IQPC
inspectors.
Page 25 of 30
Confidential
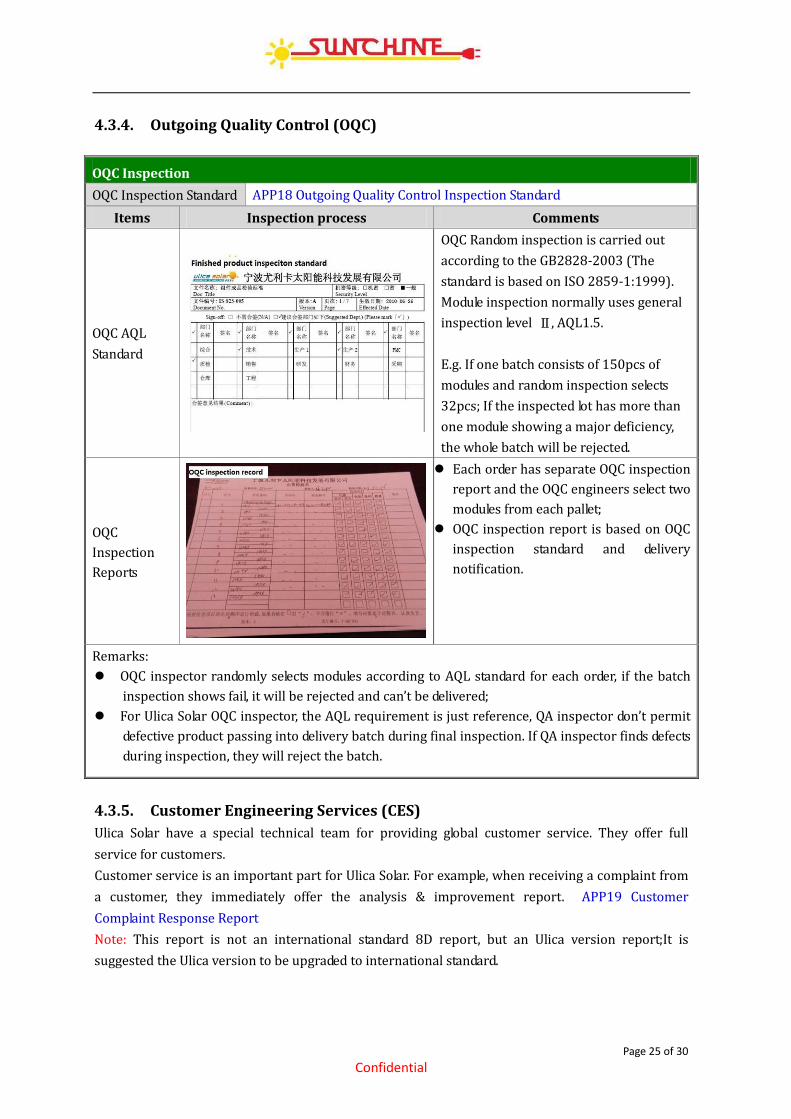
4.3.4. Outgoing Quality Control (OQC)
OQC Inspection
OQC Inspection Standard APP18 Outgoing Quality Control Inspection Standard
Items Inspection process Comments
OQC AQL
Standard
OQC Random inspection is carried out
according to the GB2828-2003 (The
standard is based on ISO 2859-1:1999).
Module inspection normally uses general
inspection level Ⅱ, AQL1.5.
E.g. If one batch consists of 150pcs of
modules and random inspection selects
32pcs; If the inspected lot has more than
one module showing a major deficiency,
the whole batch will be rejected.
OQC
Inspection
Reports
Each order has separate OQC inspection
report and the OQC engineers select two
modules from each pallet;
OQC inspection report is based on OQC
inspection standard and delivery
notification.
Remarks:
OQC inspector randomly selects modules according to AQL standard for each order, if the batch
inspection shows fail, it will be rejected and can’t be delivered;
For Ulica Solar OQC inspector, the AQL requirement is just reference, QA inspector don’t permit
defective product passing into delivery batch during final inspection. If QA inspector finds defects
during inspection, they will reject the batch.
4.3.5. Customer Engineering Services (CES)
Ulica Solar have a special technical team for providing global customer service. They offer full
service for customers.
Customer service is an important part for Ulica Solar. For example, when receiving a complaint from
a customer, they immediately offer the analysis & improvement report. APP19 Customer
Complaint Response Report
Note: This report is not an international standard 8D report, but an Ulica version report;It is
suggested the Ulica version to be upgraded to international standard.

Page 26 of 30
Confidential
4.4. In-line product inspection
4.4.1. Random solar modules test
Electrical Functional Test
Items Inspection record Inspection comments
Wet leakage current test
Test apparatus:
AC/DC/IR Hipot tester
Type: CS9922BX
Origin: China
Normally, QC inspector randomly select
modules for the test;
During the audit one module with serial
No. U610MS1204Q3956D passed the
testing procedure.
Setting:
VDC =1000V
ILC=50uA
(leakage
current)
R=40MΩ
T=120s Passed ○ Fail
Flash test
Test apparatus:
Spire Sun Simulator
Type:5600SLP
Origin: USA
Flash test reference module
specifications are copied from TUV
approved mother module;
Flash test is implemented on 10
randomly selected modules.
Setting:
T=25℃
Irradiance
1000W/m2
Standard
pressure
(AM1.5
spectrum)
Passed ○ Fail
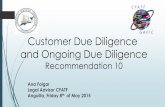
4.4.2. Randomly selected solar modules flash test data
Serial No. Pmax (W) DP(w) Voc (V) Isc (I) Vmax (V) Imax (I)
Type UL-250M-60 RIT PTR
RIT PTR RIT PTR RIT PTR RIT PRT
1 U610MS1204Q3949D 254.16 254.48 -0.31 37.38 37.49 9.01 9.01 29.80 29.85 8.53 8.52
2 U610MS1204Q3954D 253.09 253.17 -0.08 37.44 37.51 8.97 8.94 29.68 29.70 8.53 8.52
3 U610MS1204Q4022D 255.39 255.62 -0.23 37.53 37.57 9.06 9.02 29.56 29.72 8.64 8.60
4 U610MS1204Q3971D 254.02 254.47 -0.45 37.45 37.49 9.12 9.08 29.43 29.69 8.63 8.57
5 U610MS1204Q3917D 254.97 255.09 -0.12 37.48 37.52 9.03 9.03 29.64 29.67 8.60 8.60
6 U610MS1204Q3952D 253.74 254.11 -0.37 37.52 37.54 9.05 9.01 29.71 29.92 8.54 8.49
7 U610MS1204Q3946D 253.08 253.09 -0.01 37.22 37.37 9.07 8.99 29.47 29.59 8.59 8.55
8 U610MS1204Q3916D 250.54 250.08 0.46 37.34 37.13 9.02 8.95 29.23 29.47 8.57 8.49
9 U610MS1204Q3932D 251.17 251.33 -0.16 37.29 37.31 8.98 8.98 29.21 29.42 8.60 8.54
10 U610MS1204Q3913D 255.01 254.57 0.44 37.49 37.52 9.04 9.05 29.69 29.57 8.59 8.61
Average Output Pmax 253.52 253.60 -0.08
Remark:RIT- Random Inspection Test , PTR-Production Test Record, DP-Deviation Power of RIT minus PTR
Page 27 of 30
Confidential
4.5. Conclusions of factory inspection
Ulica solar operates its PV module production with 100% complete production process
implemented according to IEC61215 standard; Separated solidification room is still missing, but
improvement is now integrated into the design of their new factory;
ISO 9001 standard is well implemented in the module factory. A complete set of production
process SOP’s has been implemented. All the SOP files are well implemented and updated daily.
ISO 9001 related tables and records are properly filled in and routinely checked. Environment
and occupational health & safety system ISO 14001 (and OHSAS 18001, outside the scope of this
audit) has also been implemented in the whole factory;
Standard Operating Procedures (SOP’s) are used as the guiding standard for production and
inspection. Workers and inspectors were observed to comply with SOP requirements,
implemented records are traceable for more than one year;
Supplier management and evaluation standards are implemented according to ISO files guidance.
Raw materials inspections comply with materials inspection standard. Key raw materials, like
EVA, back sheet and silicone store in the separate room but the room temperature is around 2
degrees Centigrade lower than the required temperature;
IPQC inspectors are responsible for the daily quality inspection of production lines. They have a
very good understanding of the entire production process. Routine inspections normally take
place every 2 hours. IPQC inspectors have the right to report to the factory manager and stop
production. inspection results are shown at public places within workshop;
All maintenance and calibration records of production equipment as well as test devices are
placed close to the machines and they were found to be up to date. Each piece of equipment has
a professional person in charge and factory internal management number;
OQC inspector random selection covers each pallet, and inspection requirements follow the OQC
inspection standard. For each batch of manufactured products an outgoing product inspection
report is available;
Customers service or after-sales service is strongly supported by factory, so if any problem is
reported from a customer, they can get a fast response and will receive systematic support; The
response from Ulica Solar is not yet according to international standard “8D” report, suggested
to be improved.
Product tracking system is complete in factories. Every module is traceable by bar code. All
tracking information is typed into the system manually and the tracking and auto scanning
system is now under construction/ implementation;
Product in-line random inspection result by SunChine is good. Modules safety test is in line and
the flash test result shows a small tolerance compared with nominal value.

Page 28 of 30
Confidential
5. Comments and recommendations Item Issues Remarks
Warehouse and raw material
1 Temperature control in warehouse is out of range;
not according to requirement.
Temperature management should be
according to ISO file guidance.
Production technology process portion
1
There is no sign or record to mark the different
brand EVA/back sheet and cutting time after
cutting during the layout process.
Key materials should be marked
during the production with detailed
information after unpacking
2 Silicone sealant of modules is cured not in a
separate room, but in the workshop.
SunChine suggests to put module
into a separate room for curing.
3 The calibration date of wet leakage current tester is
invalid.
Tester should be calibrated on
schedule.
4
One of the operators has cut the finger protectors
off for his gloves in order to feel more flexible for
working, which is obviously not allowed.
IPQC inspector shall take
responsibility to prevent this kind of
personal decisions potentially
causing quality issues;

Page 29 of 30
Confidential
6. Factory audit conclusions
6.1. General result
Factory General Inspection Result
Certification Valid Under
application None
ISO 9001, ISO14001 and OHSAS18001 √
TÜV or VDE √
Others (MCS/UL) √
Production insurance √
Product warranty √
Production procedure and implementation Good Satisfactory Unsatisfactory
Production technology process √
Workers’ Standard Operating Procedure(SOP) √
Quality Management organization √
Raw materials inspection √
Inspectors’ Standard Operating Procedure(SOP) √
Outgoing product inspection (OQC) √
Devices calibration and maintenance √
Supplier management and evaluation √
Customer complaint management √
In house lab-testing √
Products inspection in-line √
Tracking system √
Factory environment conditions Good Satisfactory Unsatisfactory
Raw material warehouse √
Production workshop √
Workers operation, training and skills √
Overall rating (0~10)
Unsatisfactory (0~<6) Satisfactory (>=6~8) Good(>=8~9) Excellent (>=9~10)
√

Page 30 of 30
Confidential
6.2. Results
According to:
Audit results for the implementation of IEC61215/61730, ISO9001 and 14001;
Audit of Standard Operating Procedures for quality control and production processes;
Audit of documents and materials provided by Ningbo Ulica Solar Science& Technology Co.,
Ltd;
Completeness of manufacturing process and independent QC function;
Mutually agreed inspection standards between SolarIF and SunChine Ltd.
SunChine audit result of Ningbo Ulica Solar Science& Technology Co., Ltd:
Good* ( 8.0)
Valid certificates will have to be provided to SolarIF.