
Processos de soldagem utilizados na construção do casco de...
14
Processos de soldagem utilizados na construção do casco de um navio de estimulação Welding processes used in the construction of the ship’s hull stimulation Juliana Medeiros de Oliveira 1 , Robson Alves Mendonsa 2 , Paulo Sérgio Gomes de Almeida Junior 3 Considerando a soldagem como um dos principais processos dentro de um estaleiro, e com o objetivo de integrar as duas vertentes fundamentais do curso de Pós-graduação em Engenharia Naval e Soldagem, este estudo de caso aborda os tipos de procedimentos de soldagem, utilizados na construção do casco do navio de estimulação, que está sendo construído no estaleiro NAVSHIP em Navegantes, SC. Com foco na abordagem do conceito de estimulação de poços de petróleo por barcos, na construção naval e na soldagem utilizada na construção do casco do navio, especificando os aços e processos de soldagem empregados. Palavras chave: navios, estimulação, aços navais, soldagem naval Considering welding as one of the main processes within a shipyard, and in order to integrate the two fundamental parts of the course Postgraduate Naval and Welding Engineering, this case study will discuss the types of welding procedures used in the construction of the stimulation vessel, which is being built in NAVSHIP shipyard in Navegantes, SC. Focusing on the approach to the concept of stimulation of oil wells by boats, shipbuilding and welding used in the construction of the hull, specifying steels and welding procedures employees. Keywords: ships, stimulation vessel, steel, shipbuilding welding 1 Pós-graduanda do curso de Engenharia Naval e Soldagem – IFF, Campos dos Goytacazes,RJ – [email protected] 2 Pós-graduando do curso de Engenharia Naval e Soldagem – IFF, Campos dos Goytacazes,RJ – [email protected] 3 Professor do Instituto Federal Fluminense - psgalmeidajr@ iff.edu.br
Transcript of Processos de soldagem utilizados na construção do casco de...

Processos de soldagem utilizados na construção do casco de um navio de estimulação
Welding processes used in the construction of the ship’s hull stimulation
Juliana Medeiros de Oliveira1, Robson Alves Mendonsa2, Paulo Sérgio Gomes de Almeida Junior 3
Considerando a soldagem como um dos principais processos dentro de um estaleiro, e com o objetivo de integrar as duas vertentes fundamentais do curso de Pós-graduação em Engenharia Naval e Soldagem, este estudo de caso aborda os tipos de procedimentos de soldagem, utilizados na construção do casco do navio de estimulação, que está sendo construído no estaleiro NAVSHIP em Navegantes, SC. Com foco na abordagem do conceito de estimulação de poços de petróleo por barcos, na construção naval e na soldagem utilizada na construção do casco do navio, especificando os aços e processos de soldagem empregados.
Palavras chave: navios, estimulação, aços navais, soldagem naval
Considering welding as one of the main processes within a shipyard, and in order to integrate the two fundamental parts of the course Postgraduate Naval and Welding Engineering, this case study will discuss the types of welding procedures used in the construction of the stimulation vessel, which is being built in NAVSHIP shipyard in Navegantes, SC. Focusing on the approach to the concept of stimulation of oil wells by boats, shipbuilding and welding used in the construction of the hull, specifying steels and welding procedures employees.
Keywords: ships, stimulation vessel, steel, shipbuilding welding
1 Pós-graduanda do curso de Engenharia Naval e Soldagem – IFF, Campos dos Goytacazes,RJ – [email protected]
2 Pós-graduando do curso de Engenharia Naval e Soldagem – IFF, Campos dos Goytacazes,RJ – [email protected]
3 Professor do Instituto Federal Fluminense - psgalmeidajr@ iff.edu.br
1 . Introdução
1.1 - Soldagem na área Naval
A soldagem talvez seja o principal processo de um estaleiro, pois essa indústria trabalha basicamente na montagem de equipamentos e sistemas que recebe, integrando-os no complexo produto que é um navio. A escolha do processo de soldagem deve considerar os requisitos do projeto, as características físicas e geométricas do material e o grau de mecanização desejado. Um processo de soldagem é definido pela fonte de calor, quantidade de calor trocado e tipo de proteção à solda. As diversas tecnologias existentes mudam um ou outro ponto e aplicam-se a determinados processos, posições entre as peças unidas, geometria do material, entre outros (STUPELLO,2006).
As estruturas, máquinas, equipamentos e acessórios construídos com o uso da soldagem são classificados nos grupos de soldas, tendo em vista que as regras para a soldagem variam para cada grupo. Os planos de soldas para embarcações deverão indicar claramente a extensão em que se pretende soldar, a geometria do chanfro, o processo de soldagem, o consumível de soldagem e as dimensões de solda (BUREAU COLOMBO,2002).
A indústria de construção naval brasileira ingressou na sua fase de consolidação, desde sua reativação em 1999, com as encomendas de navios de apoio marítimo dos armadores que prestam serviços para a Petrobras. A contratação dos petroleiros para a Transpetro levou a indústria naval a um novo patamar, para produção de navios de grande porte em série. Sendo esse fator impulsionador para a adoção de novos sistemas de soldagem. A velocidade que a construção naval brasileira foi capaz de recuperar sua capacidade produtiva se deve em grande parte a existência de recursos humanos capacitados, engenheiros, encarregados, mestres e soldadores. A tecnologia de soldagem no atual estágio da construção naval brasileira é baseada na formação de soldadores, contando com o apoio de diversas instituições como o Serviço Nacional de Aprendizagem Industrial (SENAI), os cursos do Programa de Mobilização da Indústria Nacional de Petróleo e Gás Natural (Prominp)4, os cursos de soldadores existentes em praticamente todos os estaleiros e os recursos existentes na Fundação Brasileira de Tecnologia de Soldagem (ROCHA, 2008).
A automação de processos de soldagem na construção naval representa um desafio em vários estaleiros. Os sistemas automatizados de soldagem ou sistemas robóticos, que se tornaram comuns na indústria automobilística, não podem ser utilizados com a mesma amplitude na indústria naval. Os especialistas apontam que a principal característica da construção naval são as tarefas não padronizadas, dificultando a adoção de sistemas automáticos. Outro obstáculo são as geometrias dos locais de trabalho. Essas condições tornam o operário soldador à melhor opção, capaz de se adaptar para cumprir as tarefas necessárias.
Um fator chave para esse tipo de produção é reconhecer que na construção naval e offshore, inclusive para variados produtos finais, há um grau muito grande de similaridade entre a maioria dos produtos intermediários. Estes são os sub-produtos que são concatenados através de múltiplos estágios para criar o produto final. Por exemplo, num estaleiro que está 4 Prominp - Programa de Mobilização da Indústria Nacional de Petróleo e Gás Natural, instituído pelo
Governo Federal, através do Decreto nº 4.925, de 19 de dezembro de 2003.

construindo petroleiros ou o casco de uma semi-submersível, estas estruturas são formadas em maior parte por painéis de aço enrijecidos, similares no que se refere aos processos de fabricação requeridos. Semelhança e volume de produtos intermediários são dois fatores, que tomados juntos, estabelecem a base para o sistema de produção baseada na tecnologia de grupo. O objetivo da tecnologia de grupo é explorar as semelhanças de produtos intermediários para ganhar economias de escala na produção, mesmo quando a produção possui um volume moderado.
No Brasil usa-se a tecnologia de arco-submerso, semi-automática, que precisa do operador humano para direcionar o equipamento de soldagem, e tecnologia Metal Inert Gas (MIG) e Metal Active Gas (MAG), onde a máquina é tecnologicamente atualizada, mas é o soldador humano que opera e toma as decisões sobre posições, tempo de aplicação de solda e avalia a qualidade.
No mercado podem ser encontrados fornecedores tradicionais que permitem a implantação de linhas semi-automatizadas que são formadas basicamente por pórticos, cabeçotes de soldagem projetados para trabalhos contínuos sob severas condições de trabalho. Cabeçote para soldagem automatizada MIG/MAG ou Flux-cored arc welding (FCAW) que pode ser facilmente montado em um pórtico motorizado ou qualquer outro dispositivo de deslocamento (ROCHA, 2008).
Existem controladores que garantem a estabilidade de arco necessário na soldagem em Arco Submerso, MIG/MAG e Arames Tubulares, sistema destinado ao controle dos parâmetros de soldagem. As fontes de possuem tecnologia robusta para altos volumes de trabalho, mantendo estabilidade de corrente de soldagem. A tecnologia de soldagem propriamente é atualizada. O desafio é aplicação com maior ou menor nível de automação.
1.2 - Estimulação de poços de petróleo
São inúmeras as operações especiais que ocorrem durante a atividade de produção de um poço de petróleo. Dentre elas uma das mais importantes para a indústria do petróleo são as operações de estimulação, como sendo a solução mais adotada para elevar ou fazer a manutenção da produção em campos petrolíferos. Dentre as principais operações de estimulação pode-se citar o faturamento hidráulico, a acidificação matricial e o faturamento ácido (basicamente é uma junção das duas técnicas).
A estimulação de poços tem como objetivo aumentar a produtividade ou a injetividade de poços de petróleo, pelo aumento do fator de recuperação do campo ou pela antecipação da produção e corrigir algum tipo dano causado no poço. Tratamentos de estimulação podem ser altamente eficazes duplicando ou até mesmo quadruplicando as taxas de produtividade (SILVA,2012).
De acordo com Thomas, as operações de estimulação podem ser classificadas em:
Acidificação de matriz: uma técnica de estimulação utilizada para remoção de dano e/ou aumento de permeabilidade em regiões localizadas a poucos metros ao redor do poço. Consiste em injeta-se uma solução ácida na formação, a fim de dissolver parte dos minerais presentes na sua composição mineralógica, aumentando ou recuperando a permeabilidade da formação ao redor do poço.
Fraturamento hidráulico: consiste na injeção de um fluido (fraturante) na formação, sob uma pressão suficientemente alta para causar a ruptura da rocha. Como um dos métodos

mais utilizados em estimulação de poços é o fraturamento hidráulico, consiste em aplicar um diferencial de pressão acima da resistência mecânica da formação provocando a sua quebra ou fratura. Em seguida fluidos são bombeados a uma vazão tal que proporcione a propagação dos canais criados pela fratura e um agente de sustentação é injetado para dentro dos canais com uma pressão superior a de fechamento da fratura. Assim, um novo “caminho” com altíssima permeabilidade é criado facilitando o fluxo dos fluidos do reservatório até o poço ou vice-versa. Os índices favoráveis de sucesso e o retorno financeiro, fazem do faturamento hidráulico nos enormes campos de óleo e gás uma das principais operações de estimulação praticadas. O faturamento atrai interesse não só por elevar a produtividade dos poços, mas também por proporcionar o aumento de reservas tornando viável a exploração de novos campos. Só nos EUA o crescimento das reservas de óleo pode ter sido de pelo menos 30% e nas de gás natural, de 90%.
Atualmente diversas empresas no Brasil realizam atividades de estimulação de poços como a Schlumberger, Baker Hughes, Halliburton, Superior Energy e Weatherford. Existem duas formas de realizar uma operação de estimulação, seja através de Skid ou Barcos de Estimulação.
2. Navio de Estimulação
Segundo Silva, navios de estimulação são embarcações dotadas de uma planta operacional para realizar trabalhos como fraturamento hidráulico, fraturamento ácido, acidificação massiva, gravel pack, limpeza do poço, tratamento de controle de água, além de bombeio de diversos produtos químicos.
Os barcos possuem capacidade de armazenar, misturar e bombear uma grande variedade de produtos químicos, incluindo ácidos, desemulsificantes, inibidores, redutores de fricção, solventes, aditivos para controle de argila, ferro, entre outros.
A principal vantagem de se realizar a estimulação através de um barco é que toda a planta operacional fica montado no próprio barco, portanto não há necessidade de levar bomba, misturadores, tanques para plataforma, ocasionando ganho de tempo e espaço na plataforma para outras atividades.
Neste contexto, as evoluções tecnológicas das embarcações que prestam serviços de estimulação foram de fundamental importância no que tange a melhoria da qualidade dos trabalhos realizados tendo como enfoque principal a redução do tempo de sonda, preocupação com o meio ambiente, melhoria dos meios de comunicação, viabilidade operacional de novas técnicas, novas tecnologias dos fluidos de estimulação, transmissão de dados em tempo real e os benefícios para os clientes, entre outros.
Os desafios conquistados na área de exploração e desenvolvimento nas bacias costeiras brasileira tiveram uma forte contribuição das embarcações que prestaram serviços de estimulação. As evoluções dos barcos e dos equipamentos da planta de estimulação, viabilizaram algumas técnicas que no passado não eram aplicadas por limitações de potência, taxas de vazão, volumes de tratamento, volumes de propante, concentração de aditivos, monitoração e instrumentação, controle de qualidade dos fluidos bombeados, entre outros. Os barcos que atualmente operam na Bacia de Campos são os mais modernos e versáteis do mundo, provendo a seus clientes equipamentos de primeira linha e a tecnologia mais avançada da atualidade, oferecendo tratamentos perfeitamente seguros, produtos e sistemas

globalizados e voltados para resolução de problemas e dirigidos a minimizar impactos ambientais. Portanto pode-se concluir que quando se fala de tratamentos de estimulação em bacias sedimentares offshore, a melhor opção é utilizar um barco de estimulação.
O estudo de caso, refere-se ao navio de estimulação de uma companhia multinacional especializada na área de estimulação de poços de petróleo, que está sendo construído no estaleiro NAVSHIP em Navegantes, SC. É o primeiro navio de estimulação de petróleo construído no Brasil e que será utilizado para na extração de petróleo Pré-sal.
A construção teve início em Jun/2014 e consta em seu projeto a conclusão em Out/2015, figura 8.
Figura 8 - Navio de estimulação em construção
2.1 - História dos Barcos de Estimulação em águas brasileiras
• Barcos da “Primeira” Geração:
SCHLUMBERGER - Big Orange 5, Big Orange 9, Big Orange 17, Big Orange 10.HALLIBURTON – Vagabond, Satro 25.BJ SERVICES - Seamar IIIULTRATEC PETRÓLEO - Ultratec 1 e Ultratec 2

Figura1 - Seamar III, “Primeira” Geração, Comprimento: 62,5 m (205 ft) Largura: 15,4 m (50.5 ft)
Figura 2 - Elkhorn River , “Segunda” Geração, Comprimento: 67,1 m (220 ft), Largura: 13,4 m (44 ft)

Figura 3 - Queen Supplier, “Segunda” Geração, Comprimento: 64,3 m (211 ft), Largura: 13,7 m (45 ft)
Figura 4 - Blue Shark “Terceira” Geração, Comprimento: 79,2 m (260 ft), Largura: 17,1 m (56 ft)

Figura 5 - Blue Angel “Terceira” Geração, Comprimento: 86,6 m (284 ft), Largura: 18,1 m (59,4 ft)
Figura 6 - Stim Star, “Terceira” Geração, Comprimento: 77,65m (255 ft), Largura: 17,07 m (56ft)
• Barcos de “Última” Geração: State of the Art (Cenário atual dos Barcos de Estimulação em águas brasileiras):
SCHLUMBERGER – Deep Stim Brazil l, Deep Stim Brazil ll.HALLIBURTON – Stim Star Brasil ( em construção no estaleiro Navship em SC ).
BAKER HUGHES – Blue Shark, Blue Marlim, Blue Angel e Bram Bravo.

3. Estaleiro NAVSHIP
O Estaleiro Navship na Figura 7, foi inaugurado em 2006 e fica localizado numa área de 220 mil m² na margem esquerda do Rio Itajaí-Açu, em Navegantes, Estado de Santa Catarina, é o primeiro estaleiro do “Grupo Edison Chouest Offshore” no Exterior. Especializado na construção de barcos de apoio a plataformas de exploração e produção de petróleo e gás.
Tem como dados as facilidades industriais de uma área total de 175.000 m² e uma área coberta de 31.145 m² o que fornece toda magnitude ao estaleiro, permitindo a construção dos navios.
Carreira de lançamento: capacidade de lançamento de embarcações de até 115 metros de comprimento e acima de 7.000t de arqueação(SC NAVAL).
Figura 7 – Estaleiro Navship, Santa Catarina
4. Aços utilizados
Na construção do navio de estimulação foram utilizados nas chapas do convés e do casco o aço A36 e nos perfis, vigas e demais partes estruturais os aços DH36 e EH36.
4.1– Aço A36 Aço SAE 1010/20 – A36
O aço A36 é um aço leve e com baixo teor de carbono utilizado primariamente como um material estrutural e também utilizado em barras. Ele é relativamente simples quimicamente, o que mantém seu custo baixo. Facilmente soldável e amplamente disponível, o aço A36 é padronizado pela Sociedade Americana de Testes e Materiais (ASTM), um dos três maiores órgãos de padronização do aço nos Estados Unidos. Os outros órgãos são o

Instituto Americano de Ferro e Aço (AISI) e a Sociedade dos Engenheiros Automotivos (SAE).
Aço de boa soldabilidade, baixa resistência mecânica e baixa usinabilidade. Estes aços não apresentam as mesmas características mecânicas e metalúrgicas apresentadas pelos aços especiais, pois em seus processos de fabricação não são controlados o tamanho de grão austenítico, os níveis de gases dissolvidos, o grau de pureza, etc. As faixas de composições químicas dos aços comerciais são apenas orientadas pela norma NBR 6006 ou pelas normas internacionais tipo SAE, AISI, ou DIN, portanto, não há garantias de que os teores dos elementos químicos principais ou residuais estejam estritamente dentro dos limites especificados por estas normas. Além disto, nos aços comerciais, não são garantidas as faixas de temperabilidade conforme as normas NBR ou SAE.
Tabela 1 - Composição QuímicaValores
referenciaisC Mn P máx. S máx.
1020 0.18 - 0.23 0.30 - 0.60 0.040 0.050ASTM A 36 Máx. 0.27 0.60/0.90 0.040 0.050
4.2– Aço DH 36 e EH 36
Chapas Navais ASTM A-131 Grau. AH32, AH36, DH32, DH36, EH32, EH36 - Materiais soldáveis, de alta resistência, indicados para construções e reparos navais de pequeno, médio e grande porte, inclusive plataformas marítimas.
Esta classe de aço é destinada à fabricação de cascos de navios e embarcações em geral, como também aos diversos tipos de estruturas oceânicas, em especial plataformas offshore dos tipos fixa, semi-submersíveis, Tension-Leq Plataform (TLPs), Floating, Production, Storage and Offoading (FPSOs), autoeleváveis e navios-sonda, nas quais a exigência de garantia de propriedades mecânicas na soldagem é requerida. A aço naval de maneira geral é regido pela norma ASTM ou pelas entidades classificadoras Internacionais: American Bureau of Shipping (ABS), Bureau Veritas (BV), Det Norske Veritas (DNV), Germanischer Lioyd (GL), Lioyd´s Register of Shipping (LR), Nippon Kaiji Kyokai (NK) entre outras.
Tabela 2 - Estrutura Naval

5. Processos de Soldagem
Os processos a arco elétrico têm como fonte de calor o arco voltaico (temperatura entre 3.000 e 5.000°C) formado e mantido entre um eletrodo (consumível ou não) e a peça a ser soldada. Na construção naval, os processos mais usuais que empregam este tipo de fonte de calor são os seguintes: eletrodo revestido, MAG, MIG, arame tubular , Tungsten Inert Gas TIG (TIG) e arco submerso (FONSECA,2005).
Os tipos de soldagem utilizados na construção do casco do navio de estimulação estudado são o MIG e o MAG, conforme Figuras 9 e 10.
Figura 9 – Solda MIG/MAG na construção do casco do navio de estimulação
Figura 10 – Solda MIG/MAG na construção do navio de estimulação
5.1– Mig/Mag
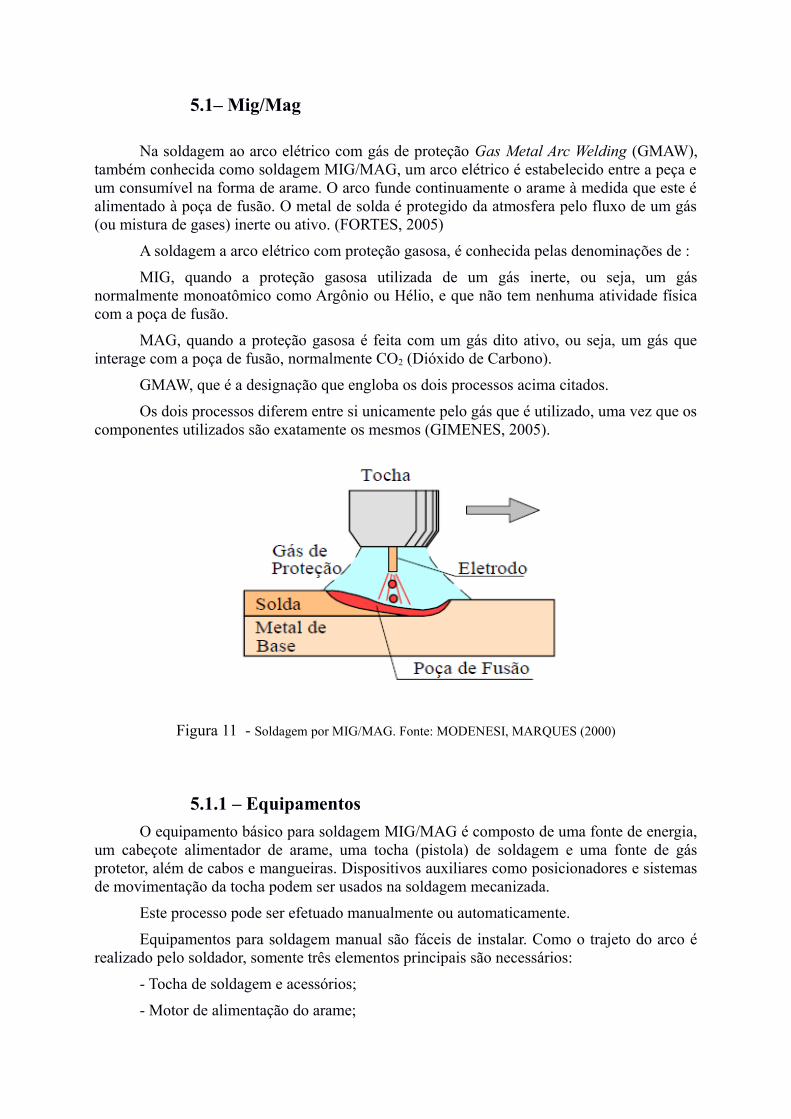
Na soldagem ao arco elétrico com gás de proteção Gas Metal Arc Welding (GMAW), também conhecida como soldagem MIG/MAG, um arco elétrico é estabelecido entre a peça e um consumível na forma de arame. O arco funde continuamente o arame à medida que este é alimentado à poça de fusão. O metal de solda é protegido da atmosfera pelo fluxo de um gás (ou mistura de gases) inerte ou ativo. (FORTES, 2005)
A soldagem a arco elétrico com proteção gasosa, é conhecida pelas denominações de :
MIG, quando a proteção gasosa utilizada de um gás inerte, ou seja, um gás normalmente monoatômico como Argônio ou Hélio, e que não tem nenhuma atividade física com a poça de fusão.
MAG, quando a proteção gasosa é feita com um gás dito ativo, ou seja, um gás que interage com a poça de fusão, normalmente CO2 (Dióxido de Carbono).
GMAW, que é a designação que engloba os dois processos acima citados.
Os dois processos diferem entre si unicamente pelo gás que é utilizado, uma vez que os componentes utilizados são exatamente os mesmos (GIMENES, 2005).
Figura 11 - Soldagem por MIG/MAG. Fonte: MODENESI, MARQUES (2000)
5.1.1 – EquipamentosO equipamento básico para soldagem MIG/MAG é composto de uma fonte de energia,
um cabeçote alimentador de arame, uma tocha (pistola) de soldagem e uma fonte de gás protetor, além de cabos e mangueiras. Dispositivos auxiliares como posicionadores e sistemas de movimentação da tocha podem ser usados na soldagem mecanizada.
Este processo pode ser efetuado manualmente ou automaticamente.
Equipamentos para soldagem manual são fáceis de instalar. Como o trajeto do arco é realizado pelo soldador, somente três elementos principais são necessários:
- Tocha de soldagem e acessórios;
- Motor de alimentação do arame;
- Fonte de energia.
O equipamento de soldagem em uma configuração automática é o mesmo que numa manual, exceto:
- A tocha é normalmente montada diretamente sob o motor de alimentação do arame, eliminando a necessidade de um conduíte; dependendo da aplicação, essa configuração pode mudar;
- O controle de soldagem é montado longe do motor de alimentação do arame. Podem ser empregadas caixas de controle remoto;
- Adicionalmente, outros dispositivos são utilizados para proporcionar o deslocamento automático do cabeçote. Exemplos desses dispositivos são os pórticos e os dispositivos de fixação.
O controle de soldagem também coordena o deslocamento do conjunto no início e no fim da soldagem.
5.1.2 - Gases e suas funçõesO ar atmosférico é expulso da região de soldagem por um gás de proteção com o
objetivo de evitar a contaminação da poça de fusão. A contaminação é causada principalmente pelo nitrogênio (N2), oxigênio (O2) e vapor d'água (H2O) presentes na atmosfera.
O gás ou mistura de gases que faz a proteção do arco e do metal de solda, contra a contaminação pela atmosfera, pode ser inerte ou ativo.
Para evitar esses problemas associados com a contaminação da poça de fusão, três gases principais são utilizados como proteção: argônio (Ar), hélio (He) e dióxido de carbono (CO2). Além desses, pequenas quantidades de oxigênio (O2), nitrogênio (N2) e hidrogênio (H2) provaram ser benéficas em algumas aplicações. Desses gases, apenas o argônio (Ar) e o hélio (He) são gases inertes. A compensação para a tendência de oxidação dos outros gases é realizada pelas formulações especiais dos arames.
O argônio (Ar), o hélio (He) e o CO2 podem ser empregados puros, em combinações ou misturados com outros gases para proporcionar soldas livres de defeitos numa variedade de aplicações e processos de soldagem.
A soldagem a arco com eletrodo fusível, sob proteção gasosa, é conhecida por processo MIG, quando o gás utilizado é um gás nobre (absolutamente inerte), e processo MAG, quando o gás utilizado for o CO2, ou misturas de um gás inerte com um gás ativo.
Estes gases, segundo sua natureza e composição, tem uma influência preponderante nas características do arco, no tipo de transferência de metal do eletrodo à peça, na velocidade de soldagem, nas perdas por projeções, na penetração e no formato do cordão. Além disto, o gás também tem influência nas perdas de elementos químicos, na temperatura da poça de fusão, na sensibilidade a fissuração e porosidade, bem como na facilidade da execução da soldagem em diversas posições. Os gases nobres (processo MIG) são preferidos por razões metalúrgicas enquanto o CO2 puro (processo MAG) por razões econômicas.

6. Referencias:BUREAU COLOMBO. Sociedade Classificadora, Regras para construção e classificação de balsas para serviço offshore, 2002
CORNEJO, Carlos. Nau Brasilis - a História, a Trajetória e a Retomada da Construção Naval Brasileira, 2012
ESTEFEN,S. - DISTORÇÕES DE FABRICAÇÃO NA CONSTRUÇÃO NAVAL E OFFSHORE ,2005
FONSECA, M. .M. Arte Naval,– 7.ed. – 1 e 2 Vol., 2005
FORTES, Cleber. Soldagem MIG/MAG. ESAB BR, 25 de janeiro de 2005. Disponível em: <HTTP://www.esab.com.br>. Acesso em: 05 abr. 2015.
GIMENES Jr, Luiz; RAMALHO, José Pinto. MIG-MAG. Infosolda, 2005. Disponível em: <HTTP://www.infosolda.com.br>. Acesso em: 05 abr. 2015.
ROCHA, Ariovaldo. Comentário sobre a Tecnologia de Soldagem Presidente do SINAVAL, 2008.
SCNAVAL. Estaleiro Navship. Disponível em: <HTTP://scnaval.com.br>. Acesso em: 2 abr. 2015
SILVA, A. H.C. Apostila da Petrobras- Noções de Perfuração e Completação, 2012.
STUPELLO, B. Processos construtivos – Soldagem, 2006. Disponível em: <HTTP://gestaonaval .com.br>. Acesso em: 20 abr. 2015
THOMAS, J. E. Fundamentos da engenharia de petróleo. 2. ed. Rio de Janeiro: Interciência, 2001.
TORRES R.S.; PRATA F.G.M, The Importance of Stimulation Vessels in Brazilian Offshore Basins: History of Technological Evolution. Society Petroleum Engineers (SPE 94753), 2005.


















![Professor Lima [.·.]...Escalonamento de Processos Por sua vez, Deitel coloca que: A designação de processadores físicos para processos permite aos processos a realização de trabalho.](https://static.fdocuments.us/doc/165x107/605430cf9fd731416b5eb699/professor-lima-escalonamento-de-processos-por-sua-vez-deitel-coloca-que.jpg)