Re-Envisioning Material Circulation and Designing Process ...
Upload
shaji-sulaimanCategory
view
219download
0
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 1/41
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 2/41
Production systemsy The combination of operations and activities
employed to create goods and services is known as
production system.y Production system needs to interact with both internal
and external environment.
y The internal environment is the combination of
engineering, marketing, personnel and accountsactivities
y External environment comprises of customers,competitors, suppliers, labor unions etc.

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 3/41
Objectives in selecting Production
systems
y It must be able to meet the specifications of the finalproduct
y It must be cost effective
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 4/41
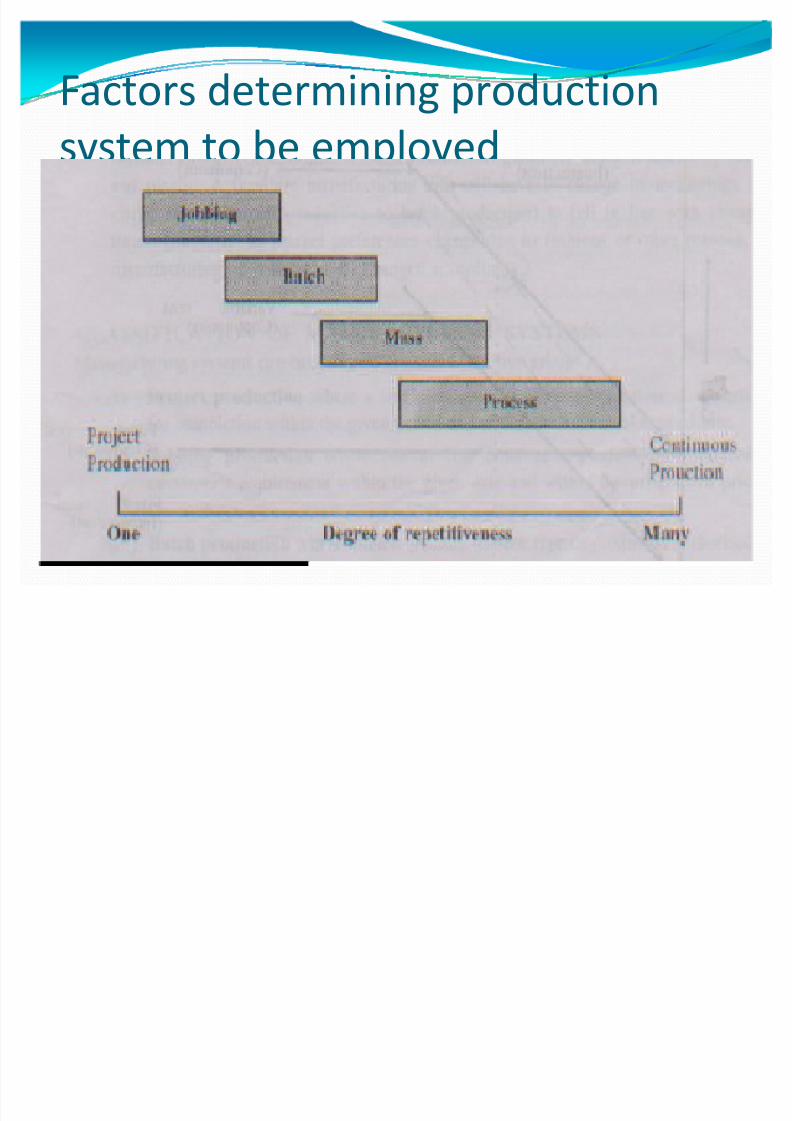
Factors determining production
system to be employed

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 5/41
Capacity of the planty Fixed costs are high for continuous process and low for
intermittent process
y variable costs are more for the intermittent processand less for continuous process.
y Intermittent process therefore will be cheaper toinstall and operate at low volumes
y continuous process will be economical to use at high volume.

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 6/41
Other f actorsFlexibility
Lead Time
Efficiency
Environment

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 7/41
Job Shopy Job production is used to create one-off orders or jobs
especially made for the purpose.
y This might be a relatively small job such as bespokesuit or a sandwich made to order in a café, or it couldbe a massive job such as a cruise liner or the Arsenalsnew stadium.

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 8/41
Job shopy Job production helps ensure that the product or
service matches the customers exact needs
y Job production is a relatively expensive process
y It is labour intensive

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 9/41
Batch Productiony products are produced in small or large batches.
y This process is useful to a firm that makes a number of
different variations of basically similar products.y Examples would include; a bakery, a car exhaust pipe
factory or a toothpaste manufacturer.

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 10/41
Batch Productiony The same machinery is used for each product but the
ingredients, packaging an/or size is changed for each
batch as required.y It is crucial that the machinery can be quickly cleaned
and re-configured for each new batch to minimiseunproductive time.
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 11/41
Mass Productiony This is a production line method, where product is
continuously produced, flowing from one stage of
production to the next.
y Workers and, increasingly robots, carry out individualrepetitive tasks aiming to work as quickly as possible
without loss of quality

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 12/41
Continuous processy An industrial process in which a material is produced
continuously.
y Example is iron, with the iron ore fed continuously into the apparatus and cast iron continuously removed.
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 13/41
Lay outsy Arrangement of work area and equipments
Features
1. Ease of working
2. Maximum safety
3. Minimum health hazards
4. Minimum Handling of materials
5. Minimum damage or spoilage of materials
6. Reduced congestion of materials, machinery and men
7. Flexibility towards future change in volumes of production

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 14/41
Basic principles of Good lay outy The total movement of material should ber minimum
y The arrange shoul;d as far as possible be alligned to the
flow of materialsy Adequate safety and healthy of workers
y Three dimensional space is to be considered
y Layout should be adaptable and f lexible

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 15/41
Cost associated with layouty Cost of movement of material from one work area to
another
yCost of space
y Cost of production delays
y Cost of spoilage of materials
y Cost of labour disssatisfaction and health risk
y Cost of future changes in layout ,if needed

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 16/41
Process Layout or Lay out by
functiony production where equipments performing similar
functions are grouped together
y Applicable where
1. Volume is low
2. Variety is high
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 17/41
Product Lay out or line productiony Equipments are laid in the sequence in which it is used for
making the product.
y Eg: Automobile industry
y No of equipments is much more compared to that of process layout
y Volume of production should be high and variety should be
low.y Principle of minimum distance moved (mtrls) and
congruence of flow of material ad sequence of operation is well maintained in line layout.

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 18/41
Fixed position Layouty material remain in a fixed position
y Machinery, tool, workmen etc are brought to the
materialy Preferred when equipment and machinery are small in
number and size
y Eg: Automotive batteries
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 19/41
Capacity Requirement planningy A tool for:
y determining capacity that is available and required.
y
Alleviating bottleneck work centers.
y Helping planners make the right decisions onscheduling before problems develop.
y Verifies that you have sufficient capacity availableto meet the capacity requirements for MRP plans.

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 20/41
What is CRP used fory To determine the capability of a system or resource to
produce a quantity of output in a particular time period.For example:
y Should the hospital hire more registered nurses to carefor the projected patient load?
y Should the hospital build more rooms for patients?
y What is the projected finish time for the currentprojects?

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 21/41
What is capacityy The work that the system is capable of doing in a
period of time.
y
It must be determined at different levels:y plant
y department
y work center.
y
It is normally stated in standard hours of work.
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 22/41
Capacity PlanningHow much to increase capacity demands
depend upon a number of factors, including:
y Anticipated demand volume & certainty y Strategic objectives
y Costs of expansion and operation

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 23/41
Strategies
y Capacity Lead Strategy-Adding capacity in
anticipation of increasing demand
y Capacity Lag strategy- Increase capacity after demandhas increased.
y Average capacity strategy- Average expected demand iscalculated and capacity is increased accordingly.

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 24/41
Ad justments to capacityIncrease capacity by:
y Adding extra shifts
y Scheduling overtime or weekendsy Adding equipment and/or personnel
Reduce load by:
y Reducing lot sizes
y Holding work in production control
y Subcontracting work to outside suppliers

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 25/41
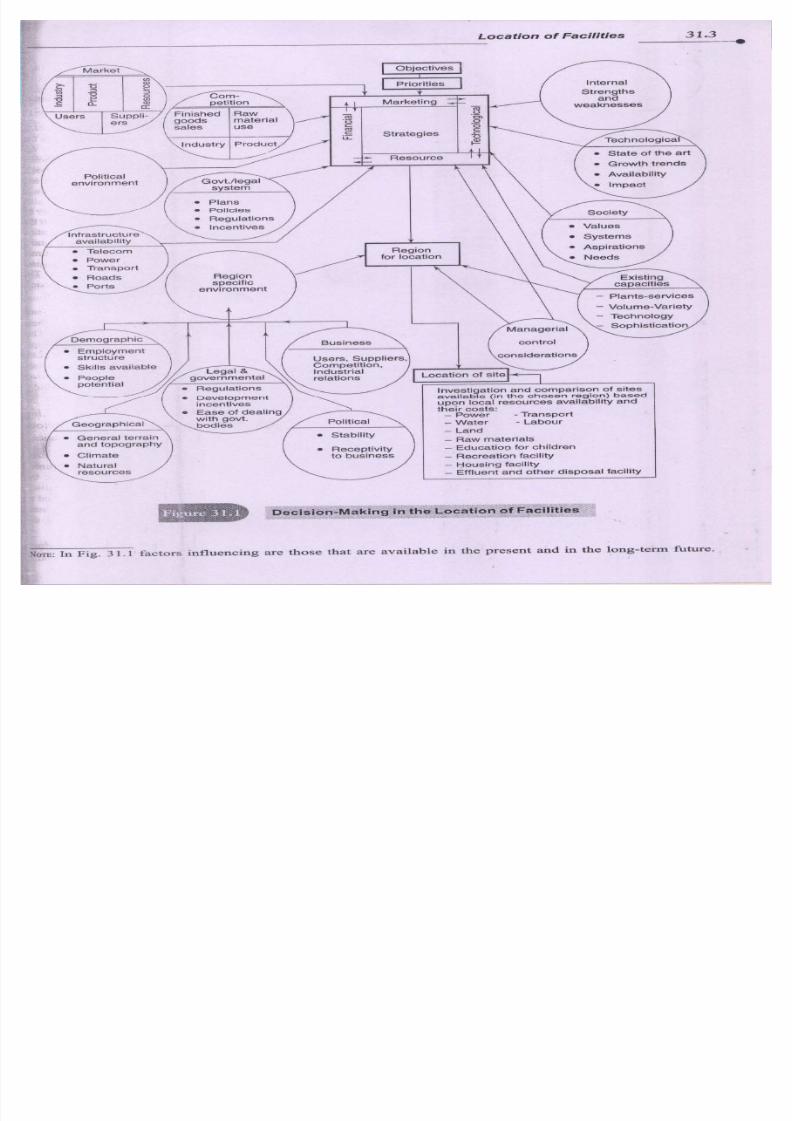
Facilities ,Location ..y The planning for WHERE to locate the operation
facilities should start from WHAT are the
y organisations objectives,
y priorities,
y goals and
y strategies
required in the generalsocio- economic-techno-business- legal environment
currently available and expected to be available in thelong term future
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 26/41

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 27/41
Location decision can be for two
different situations
y Location choice for the first time
y Location choice for an already established firm withone ore more facilities existing
y In the first situation, decision making is easier
y
In the 2nd
situation, traditions, value systems,customer profile, customer and societal perceptions,geographical and time phased plans drawn earlier etcneed to be considered

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 28/41
Strategies for Already established
organisationy Plants manufacturing different products/ product
lines
y
Manufacturing plants supplying to specific marketareas.
y Combination of first two strategies
y Plants divided based on process stages in
manufacturingy Plants emphasising f lexibility in adapting to
constantly changing product needs

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 29/41
Location choice for the first timey Proximity to raw materials
y Proximity to market
y Availability of skilled work forcey Low cost of production
y Political stability, Absence of riots, violence etc..
y Government rules, regulations
y corruption free policies and absence of red- tapism
y Government policies and incentives
y Special Economic Zones

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 30/41
Focus on industrialisation of
backward areas
y Licensing policy y Location of public sector projects
y Investment subsidy
y Concessional finance
y Concession on income-tax, import duty etc.
y Setting up of industrial estates

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 31/41
Cellular manuf acturing/ Group
Technologyy Is an approach where production can be done in small
batches while taking advantage of flow characteristic of product/ Line layout.
y A cell consists of a group of machines and a family of related components being produced on these machines
y We may have a turning machine , a drilling machine and a
polishing machine put together in a groupusing which agroup of components can be manufactured. But all thedifferent components in the group may not need toundergo all these operations

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 32/41
Benefits of cellular manuf acturingy Flow times are reduced considerably
y Setup time can be reduced considerably
y Low W IP
y
Variety of components can be producedy Sudden rush order can be produced without much
problem
y Employees feel empowered, more job satisfaction
y Multi skilling is highly possibley Quality definitely improved
y Demand fluctuation can be managed effectively

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 33/41
FlexibilityFlexibility in manufacturing means
y The ability to deal with slightly or greatly mixed parts,
y to allow variation in parts assembly and variations inprocess sequence,
y change the production volume
y change the design of certain product being
manufactured.

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 34/41
Flexible Manuf acturing systemy A f lexible manuf acturing system (FMS) is a
manufacturing system in which there is some amountof flexibility that allows the system to react in the case
of changes, whether predicted or unpredicted.y Machine f lexibility , covers the system's ability to be
changed to produce new product types, and ability tochange the order of operations executed on a part.
y Routing flexibility, which consists of the ability to usemultiple machines to perform the same operation on apart, as well as the system's ability to absorb large-scalechanges, such as in volume, capacity, or capability.

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 35/41
FMS consists of 3 sub systems
1. The work machines which are automated CNC
machines2. Connected by a material handling system
3. The central control computer which controlsmaterial movements and machine flow.
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 36/41
Advantages of FMSy Faster
y Lower- cost/unit
y Greater labor productivity y Greater machine efficiency
y Improved quality
y Increased system reliability
y Reduced parts inventories
y Adaptability to C AD/C AM operations
y Shorter lead times

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 37/41
Limitations of FMS
Cost to implement.
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 38/41
Just In Timey Just in time ( JIT) is a production strategy that strives to
improve a business return on investment by reducing in-process inventory and associated carrying costs
y Just-in-time production method is also called the ToyotaProduction System
y The philosophy of JIT is simple: inventory is waste. JITinventory systems expose hidden cost of keeping inventory
y Inventory is seen as incurring costs, or waste, instead of adding and storing value, contrary to traditionalaccounting

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 39/41
Objectives of JITy Produce only the products the customer wants.
y Produce products only at the rate that the customer
wants them.y Produce with perfect quality
y Produce with minimum lead time.
y Produce products with only those features the
customer wants.
8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 40/41
JIT
JIT focuses on the right material, at the right time, atthe right place, and in the exact amount

8/3/2019 Process Designing
http://slidepdf.com/reader/full/process-designing 41/41
Benefits of JITy Red uced setup time
y The fl ow o f goods fr om warehouse to shelves im pr oves
y Em pl o yees with multi ple skills are used moreefficiently.
y Pr od uction sched uling and work hour consistencysynchr onized with demand
y Increased em phasis on supplier relationshi ps.y S upplies come in at regular intervals thr ou ghout the pr od uction day.