
Proceedings of the 2016 International Conference on ...ieomsociety.org/ieom_2016/pdfs/460.pdf ·...
7
Proceedings of the 2016 International Conference on Industrial Engineering and Operations Management Kuala Lumpur, Malaysia, March 8-10, 2016 Effects of Value Stream Mapping in a Processing Industry Dr. Shakeel Ahmed Shaikh Muhammad Aqib [email protected] [email protected] Hasnain Riaz Umer Abdullah [email protected] [email protected] Azmat Abbas Usama Akbar [email protected] [email protected] Mehran University of Engineering and Technology, Jamshoro. Department of Industrial Engineering and Management Abstract— Value stream mapping, a lean manufacturing tool, is widely used by industries to visually map the flow of production in order to highlight the opportunities for improvement. A study was carried out to identify non-value added activities using value stream mapping in a fast moving consumer goods processing industry “Colgate Palmolive (Pakistan) Ltd. Kotri plant”. Colgate is one of the leading manufacturers of consumer goods in Pakistan. Goods mainly include tooth paste, soup, and detergents. Initially, a current value stream map was developed for each process from receiving raw material to final dis patch. Time study was conducted and the data was analyzed. Non-value added activities (which included defects, waiting time, over production and excess motion) were identified, and were highlighted on the future state value stream map. It could be concluded that value stream mapping can be effectively used in processing industry to identify non-value added activities. Keywords— Lean manufacturing, value stream, waste, non-value added activity, cycle time, Value Stream Mapping I. I NTRODUCTION While manufacturing has emerged as a competitive market, companies throughout the world strive to increase their efficiency and survive with manufacturers abroad. For this purpose, manufacturing enterprises are willing to practice various types of methods. “Lean manufacturing” is one of those methods [1]. Principles of lean commenced with idea of minimizing waste, reducing inventory, refining quality of product, and amplifying productivity [2]. Taiichi Ohno said that, “Lean manufacturing is all about looking at the timeline from the moment the customer gives us an order to the point when we collect the cash. And we are reducing that timeline by removing the non-value added wastes” [3]. The above mentioned wastes are commonly known as non-value-added activities, and are familiar to Lean specialists now as the Eight Wastes. According to Taiichi Ohno, these wastes account for up to 95% of the costs in non-Lean manufacturing environments. These wastes are: • Overproduction – Producing more than desired by the customers. The parallel Lean principle is to produce products when orders are received from customers. • Waiting – This waste involves waiting time for material, equipment, information, and tools, etc. Lean thinking stresses on providing all the resources as and when needed, which in lean philosophy termed as just-in-time (JIT). • Transportation – This waste suggests that material should be brought to the location where it is to be used. It insist on removing distribution channels by transporting material directly from the supplier to its point of use. • Over Processing – It is a waste that involves processing more than required where a simple method would have been used. • Excess Inventory – This waste is usually caused by Overproduction, which result in inventory more than required to satisfy customer demands. • Defects – Correcting products or services that do not match the required specifications require resources, which is a wasteful activity. 1601 © IEOM Society International
-
Upload
hoangtuyen -
Category
Documents
-
view
215 -
download
2
Transcript of Proceedings of the 2016 International Conference on ...ieomsociety.org/ieom_2016/pdfs/460.pdf ·...

Proceedings of the 2016 International Conference on Industrial Engineering and Operations Management
Kuala Lumpur, Malaysia, March 8-10, 2016
Effects of Value Stream Mapping in a Processing Industry
Dr. Shakeel Ahmed Shaikh Muhammad Aqib
[email protected] [email protected]
Hasnain Riaz Umer Abdullah
[email protected] [email protected]
Azmat Abbas Usama Akbar
[email protected] [email protected]
Mehran University of Engineering and Technology, Jamshoro.
Department of Industrial Engineering and Management
Abstract— Value stream mapping, a lean manufacturing tool, is widely used by industries to visually map the flow of
production in order to highlight the opportunities for improvement. A study was carried out to identify non-value added activities
using value stream mapping in a fast moving consumer goods processing industry “Colgate Palmolive (Pakistan) Ltd. Kotri plant”. Colgate is one of the leading manufacturers of consumer goods in Pakistan. Goods mainly include tooth paste, soup, and
detergents. Initially, a current value stream map was developed for each process from receiving raw material to final dispatch.
Time study was conducted and the data was analyzed. Non-value added activities (which included defects, waiting time, over production and excess motion) were identified, and were highlighted on the future state value stream map. It could be concluded
that value stream mapping can be effectively used in processing industry to identify non-value added activities.
Keywords— Lean manufacturing, value stream, waste, non-value added activity, cycle time, Value Stream Mapping
I. INTRODUCTION
While manufacturing has emerged as a competitive market, companies throughout the world strive to increase their efficiency and survive with manufacturers abroad. For this purpose, manufacturing enterprises are willing to practice various types of methods. “Lean manufacturing” is one of those methods [1]. Principles of lean commenced with idea of minimizing waste, reducing inventory, refining quality of product, and amplifying productivity [2]. Taiichi Ohno said that, “Lean manufacturing is all about looking at the timeline from the moment the customer gives us an order to the point when we collect the cash. And we are reducing that timeline by removing the non-value added wastes” [3]. The above mentioned wastes are commonly known as non-value-added activities, and are familiar to Lean specialists now as the Eight Wastes. According to Taiichi Ohno, these wastes account for up to 95% of the costs in non-Lean manufacturing environments. These wastes are:
• Overproduction – Producing more than desired by the customers. The parallel Lean principle is to produce products whenorders are received from customers.
• Waiting – This waste involves waiting time for material, equipment, information, and tools, etc. Lean thinking stresses onproviding all the resources as and when needed, which in lean philosophy termed as just-in-time (JIT).
• Transportation – This waste suggests that material should be brought to the location where it is to be used. It insist on removing distribution channels by transporting material directly from the supplier to its point of use.
• Over Processing – It is a waste that involves processing more than required where a simple method would have beenused.
• Excess Inventory – This waste is usually caused by Overproduction, which result in inventory more than required tosatisfy customer demands.
• Defects – Correcting products or services that do not match the required specifications require resources, which is awasteful activity.
1601© IEOM Society International

Proceedings of the 2016 International Conference on Industrial Engineering and Operations Management
Kuala Lumpur, Malaysia, March 8-10, 2016
• Excess Motion – It suggests that unnecessary movement of people does not add value to the product. Such motion results from housekeeping, poor workflow and layout, uneven or unknown work methods.
• Underutilized People –Underutilization of people’s intellectual, imaginative, and physical attributes is considered aswaste in lean. [4]
Lean philosophy categorize activities as Value Added (VA), Non-Value Added (NVA) and Essential Non-Value Added (ENVA) activities (activities which are non-value added but are necessary to be carried out) [5].
• Value Adding Activities (VA)
Any activity which adds value in the product is known as VA activity. It matches the three criteria:
o The activity converts the part/product/service towards finishing point. o The activity is performed right at the very first time without rework.o The customer is willing to pay for the activity to be executed.
• Non-Value Added Activities (NVA)Any activity generating an unwanted or zero return on investment of utilized resources is known as NVA activity. It can be
removed without spoiling a process.
• Essential Non-Value Added (ENVA)Activities that are non-value added but are necessary to be performed are known as Essential non-value added activities.
II. VALUE STREAM MAPPING
There are variety of different lean tools available to identify and eliminate non-value added activities out of which VSM is one of them. VSM is considered as an effective lean tool for an industry planning to start or improve its lean journey [2]. In order to extract benefits from value-stream mapping it is essential to understand about what value stream means. All activities (both value adding and non-value adding) which are needed to refine a product is said to form a value stream [6].
Value stream mapping is an improvement tool for an organisation to aid in visualizing the entire production process, representing both material and information flow [2]. VSM is used to identify sources of waste and to minimize the waste using most appropriate lean tools. Later a map is then created to highlight the improvement opportunities in the area [7]. VSM technique includes mapping the steps, activities, flow of material and information, and other process components that are involved with a process [8].
III. AIMS AND OBJECTIVES
This study aims at observing the effects of VSM in identifying nonvalue added activities in a fast moving consumer goods processing industry by mapping the current state and future state of the process. This study was carried out at a multinational consumer Products Company situated at kotri, Pakistan and the research has been done on a dishwashing detergent paste named ‘Liquid max paste 400 gm’.
Figure 1 Categories of Activities
1602© IEOM Society International

Proceedings of the 2016 International Conference on Industrial Engineering and Operations Management
Kuala Lumpur, Malaysia, March 8-10, 2016
IV. METHODOLOGY
VSM embraces a step by step methodology to convert a current processing state into a lean future processing state [2]. VSM
visually split up value-added activities from non-value adding activities. In this research following steps were involved in
creating the VSM:
a) Gemba walk b) Data collection
c) Creating a current state VSM
d) Analyzing the current state VSM
e) Developing the future state VSM
V. PROCEDURE
a) Gemba walk
Walking the gemba enables the persons involved in VSM to visualize issues, clarifying them, discovering their causes, and then working to solve them [10]. The term gemba walk is used to describe personal observation of work. For creating the VSM of liquid max paste, the whole process was observed through Gemba walk.
The process starts with the information flow when the production department receives order from sales department. Material Requisition Note (MRN) is raised by production team of Liquid and Paste Department by entering the quantity of material required. This MRN is approved by production manager and then forwarded to store for confirmation of material available in store. The store incharge transform this MRN in another format and forward it to main warehouse (E7C) from where the material is issued.
This issuance of material starts the material flow for the processes. The material is received at day store and then lifted to storeroom. After that, the material is moved to the mixer after weighing and fed into it. After this, prepared batch is dropped into a tank. A sample of this batch is sent to Quality Assurance department for approval. Once approved, it is dropped into filling machine and the paste is filled into tubs. After filling, it is placed for maturity purpose. Once matured, tubs are packed into cartons and dispatched to excise department.
b) Data collection
It is critical to input data in order to create the current state of any production process [10]. Data inputs included cycle time, batch size, no: of workers, packet size. For inventories, storage time was calculated.
Cycle Time (C/T) as defined by Rother and Shook is the time elapse between recurrences of the similar task.
Batch size (B/T) is the number of units that are to be produced between two set-ups.
Packet size (P/T) is the number of units in one packet.
Storage time (S/T) is the time during which the material is being kept in the inventory.
Data were collected in data boxes as shown in figure 2.
Figure 2 Data Box
1603© IEOM Society International

Proceedings of the 2016 International Conference on Industrial Engineering and Operations Management
Kuala Lumpur, Malaysia, March 8-10, 2016
c) Creating a current state VSM
The current state VSM is created by examining different flows in the production process. Value-stream mapping uses its symbols to draw a map. The supplier(s) are placed in the left corner and customer(s) to the right. The material and information flow is represented by different nodes between and outside of processes from raw material to the finished product. This flow illustrates value added, and non-value added activities, communication, inventories and transportations. With these processes, data boxes are incorporated in the map containing substantial information such as cycle time, batch size, availability, uptime, and number of operators. [9] At the end, a current state map is created possessing detailed information which provide strong base to detect improvement opportunities to be presented in the future state map. The current state VSM is shown in figure 3.
Figure 3 Current State Value Stream Map
1604© IEOM Society International
Proceedings of the 2016 International Conference on Industrial Engineering and Operations Management
Kuala Lumpur, Malaysia, March 8-10, 2016
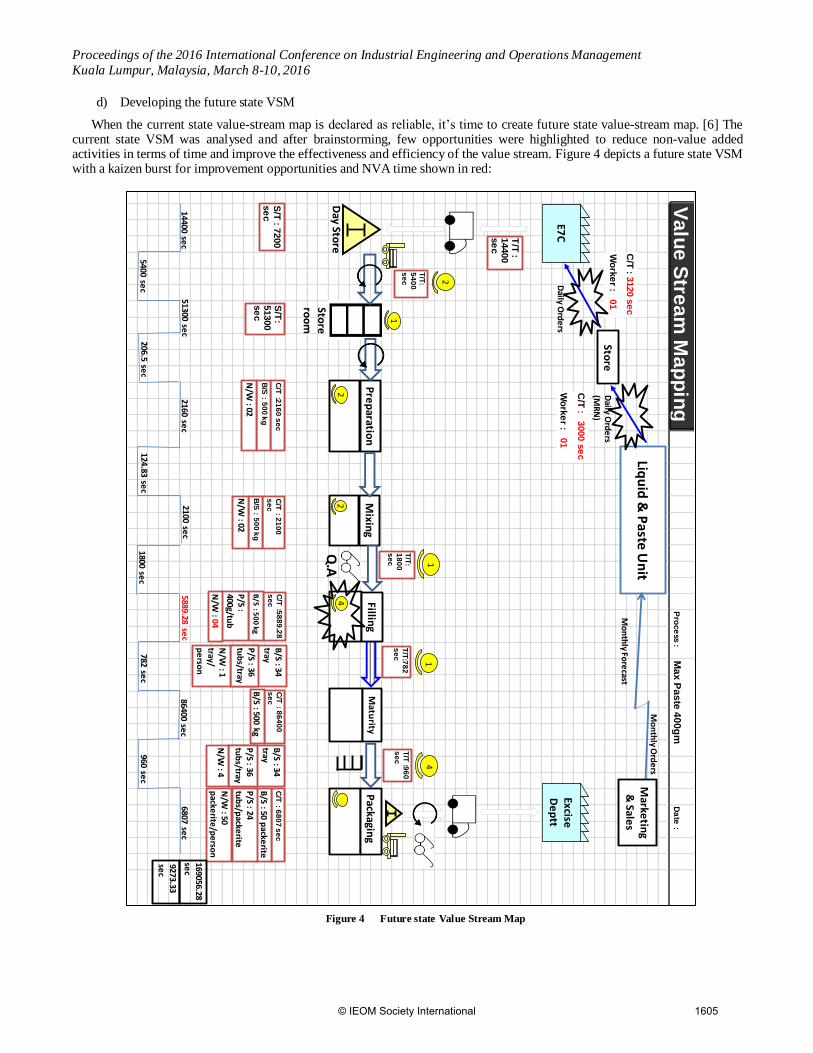
d) Developing the future state VSM
When the current state value-stream map is declared as reliable, it’s time to create future state value-stream map. [6] The current state VSM was analysed and after brainstorming, few opportunities were highlighted to reduce non-value added activities in terms of time and improve the effectiveness and efficiency of the value stream. Figure 4 depicts a future state VSM with a kaizen burst for improvement opportunities and NVA time shown in red:
Va
lue
Stre
am
Ma
pp
ing
Pro
ce
ss :M
ax
Pa
ste
40
0g
mD
ate
:C
urre
nt
Fu
ture
Ide
al
Timeline
O
perator
Ded. Proc.Shared Proc.
Proc. Time
V
erbal InfoProc. Cell
Prod. LeadTim
e
See Sched.
Tel. InfoTel. Info
Elec. InfoM
an. Info
Supplier/O
RM
anual pull/Custom
erW
ithdrawl
ProductionM
RP/O
rderControl
ERPInput
O
ther Info
Kanban
SignalProduction
PostK
anbanKanban
Withdraw
lKaizan
Queue
KanbanBurst
LoadStore / W
IPSafety
Leveling
Stock
Inventory First in, First out
Push:Push
Sequenced M
atl. Move
Pull :O
R
Shipment
ExternalW
arehouse
Oven /
Qu
ality
Pro
ble
m A
rea
Heat /Prep.
Me
tric / D
ata
Bo
x D
efin
ition
s :
T/T = Travel tim
eL/T =
Lead time
P/T =Packet size
S/T =Storage tim
eB/S =
Batch sizeC/T =
Cycle time
N/W =
No: of workers
S/T
: 51300
se
c
E7C
Liqu
id&
Paste U
nit
Day
Store
Pre
paratio
n
Mixin
g
22
4
Mo
nth
ly Ord
ers
Mo
nth
ly Fore
cast
Daily O
rde
rs(M
RN
)
Filling
4
Matu
rity
C/T
:21
60
se
cC
/T : 2
10
0
se
c
C/T
:58
89
.28
se
cC
/T : 8
64
00
s
ec
Packagin
g
Daily O
rde
rs
C/T
: 3000 s
ec
Wo
rke
r : 01
C/T
: 3120 s
ec
Wo
rke
r : 01
T/T
: 14400
se
c
S/T
: 7200
se
c
C/T
: 68
07
se
c
T/T
:96
0
se
c
1
T/T
:78
2
se
c
Q.A 1
T/T
: 1
80
0
se
c
Store
Excise
De
ptt
0 X
0 X
FIF
O
Check
Check
Check
2
2100 sec
5889.28 sec
86400 sec
6807 sec
2160 sec
1800 sec
782 sec
960 sec
T/T
: 5
40
0
se
c
14400 sec
5400 sec
Store
ro
om
B/S
: 50
0 k
gB
/S : 5
00
kg
B/S : 5
00
kgB
/S : 500 kgB
/S : 50 packe
rite
P/S : 24
tub
s/packe
rite
N/W
: 50 p
ackerite
/pe
rson
B/S : 34
tray
P/S : 36
tub
s/tray
N/W
: 1 tray/p
erso
n
P/S :
400g/tub
N/W
: 02 N
/W : 02
N/W
: 04
B/S : 34
tray
P/S : 36
tub
s/tray
N/W
: 4
206.5 sec
124.83 sec
51300 sec
Marke
ting
& Sale
s
1
169056.28 se
c
9273.33 se
c
Figure 4 Future state Value Stream Map
1605© IEOM Society International

Proceedings of the 2016 International Conference on Industrial Engineering and Operations Management
Kuala Lumpur, Malaysia, March 8-10, 2016
VI. RESULT AND ANALYSIS
It is clear from the conversed session that value stream mapping can be very effective in converting the current state of the system in an organized state known as future state by highlighting the weak areas and provides a base for improvement actions in future state map. This study successfully identified non-value added activities including defects in filling process, excess motion in MRN process, overproduction at filling process and waiting time at MRN process. Further research can be carried out to eliminate these activities which may result in reduced cycle time and non-value added time.
VII. DISCUSSION
Lean manufacturing has emerged as an important method for companies to stay competitive in the market, by increasing their
effectiveness and persistence with manufacturers abroad [1]. According to Taiichi Ohno, lean manufacturing looks at the
timeline of whole process from receiving the orders from customers to final shipment, and eliminates nonvalue added
activities (wastes) to reduce the timeline [3]. Value stream mapping is an effective tool to visualize the complete production
process and aid in identifying the sources of wastes [2]. A study conducted in an apparel manufacturing unit at sewing
section in which value stream mapping has been done on a specific value stream. A current state map was developed and
nonvalue added activities were separated and a future state map was suggested for the product [2]. Here in this study, the
value stream mapping has been done not only on a single section but the whole process of producing a specific product.
According to Meysam Maleki and Panti Pirzadeh, application of VSM in process industry has not been much assessed by
scholars. They considered their research as an answer to whether VSM has an effect in chemical process industry or not?
They conclude that value-stream mapping can play an effective role in chemical processes by considering the distinctive
configuration of chemical industries and the gaps of the VSM approach [6]. This research also is an attempt to practice lean
philosophy in a consumer goods industry which differ from discrete manufacturing industries where the lean concept was
originated. As Rahani AR and Muhammad al-Ashraf conducted a case study in small medium company, suggest that VSM is
an important lean tool which identifies the improvement opportunities for numerous lean techniques. This study successfully
identified opportunities for improvement in the current process state and highlighted them by using kaizen burst in the future
state map. The nonvalue added time that can be eliminated using various lean techniques is also highlighted in the future state
map. The identified nonvalue added activities and time can be minimized or eliminated resulting in reduced lead time,
reduced labour, increased efficiency and hence smooth production system.
VIII. CONCLUSION
The concept of lean that was originated by Toyota Production System focuses on eight wastes that are encountered during
different stages of production. Consumer packaged goods industries require huge amount of inventory and thus lean manufacturing can be effective in managing inventory levels. VSM is one of the lean tool to identify the sources of these
wastes. This study confirms potential of VSM technique in processing industry for the reduction of waste and the increase of
productivity. It can be concluded that VSM can have productive effects on processing industry for improvement of existing
production system. It provides basis for lean improvements.
This study can be valuable for scholars conducting their research on impact of lean philosophy in processing industry, and for
organisations’ managers looking to implement lean tools, especially VSM.
ACKNOWLEDGMENT
This study was conducted in Colgate Palmolive (Pakistan) Ltd. Kotri plant and the team would like to complement the effort of
company’s management in supporting the team by providing the relevant information and co-operation.
REFERENCES
[1] Wolfgang Apel, Jia Yong Li, Vanessa Walton “Value Stream Mapping for Lean Manufacturing Implementation” Worcester polytechnic institute (WPI), unpublished.
[2] Farhatun Nabi, Rezwan Mahmud, “Elimination of Non-Value Added Activities in Sewing Section of an Apparel Industry throughValue Stream Mapping Analysis,” International Journal of Engineering Research & Technology (IJERT) ISSN: 2278-0181, Vol. 3Issue 12, December-2014.
[3] Ohno Taichi, ”Toyota Production System: Beyond Large Scale Production”, Productivity Press,Cambridge ,MA. 1988.
[4] Jerry Kilpatrick, “Lean Principles”, Utah Manufacturing Extension Partnership, pp.1-5, 2003.
[5] K.Eswaramurthi, and P.V.Mohanram, “value and non- value added (va / nva) activities analysis of an inspection process – A Case Study” International Journal of Engineering Research & Technology (IJERT) ISSN: 2278-0181, Vol. 2 Issue 2, pp.2, February- 2013.
[6] Meysam Maleki Anvara, Panti Pirzadeh Irannejadb, “Value-Stream Mapping In Chemical Processes: A case study in AkzoNobel Surface Chemistry, Stenungsund, Sweden”, Proceedings of the Lean Advancement Initiative 5th LAI/EdNet Lean Educator Conference, LEC-2010-30, May 19-21, 2010.
1606© IEOM Society International
Proceedings of the 2016 International Conference on Industrial Engineering and Operations Management
Kuala Lumpur, Malaysia, March 8-10, 2016
[7] Rahani AR and Muhammad al-Ashraf, “Production Flow Analysis through Value Stream Mapping: A Lean Manufacturing ProcessCase Study”, Procedia Engineering 41, pp. 1728 – 1729, July-2012.
[8] V. Ramesh1, K.V. Sreenivasa Prasad, T.R. Srinivas, “Implementation of a Lean Model for Carrying out Value Stream Mapping in aManufacturing Industry”, Journal of Industrial and Systems Engineering, Vol. 2, No. 3, pp 180-196, Fall 2008.
[9] Tapping, D., Luyster, T., & Shuker, T, “Value stream management: eight steps to planning, mapping, and sustaining leanimprovements”, Productivity press, New York . (2002).
[10] António Pedro Lacerda, Ana Raquel Xambre & Helena Maria Alvelos, “Applying Value Stream Mapping to eliminate waste: a case study of an original equipment manufacturer for the automotive industry”, International Journal of Production Research, DOI: 10.1080/00207543.2015.1055349, 2015.
BIOGRAPHY
Dr. Shakeel Ahmed Shaikh is currently working as Assisstant professor in the department of Industrial Engineering and Management,
Mehran University of Engineering and Technology, Jamshoro, Sindh, Pakistan. PhD in Ergonomics from Nottingham University, UK, PGD (Manufacturing) and B.E (Industrial Engineering and Management). Research interests are Physical, Cognitive and Organizat ional
ergonomics, lean manufacturing and man-machine interactions.
Muhammad Aqib is a fresh graduate holding a Bachelor of Engineering degree in Industrial Engineering and Management from Mehran University of Engineering and Technology with excellent academic record.
Hasnain Riaz s a fresh graduate holding a Bachelor of Engineering degree in Industrial Engineering and Management from Mehran University of Engineering and Technology with excellent academic record.
Umer Abdullah s a fresh graduate holding a Bachelor of Engineering degree in Industrial Engineering and Management from Mehran University of Engineering and Technology with excellent academic record.
Azmat Abbas s a fresh graduate holding a Bachelor of Engineering degree in Industrial Engineering and Management from Mehran
University of Engineering and Technology with excellent academic record.
Usama Akbar s a fresh graduate holding a Bachelor of Engineering degree in Industrial Engineering and Management from Mehran
University of Engineering and Technology with excellent academic record.
1607© IEOM Society International

















![Proceedings of the 2016 International Conference on ...ieomsociety.org/ieom_2016/pdfs/301.pdf · coge [2] Req [3] Tran Capital subsidy, grants [1] Gran [2] Low [3] Low [4] Pub [5]](https://static.fdocuments.us/doc/165x107/5c68e5da09d3f2e4258c1216/proceedings-of-the-2016-international-conference-on-coge-2-req-3-tran.jpg)
