Suzanne Keely ASQ Market Manager, Education asq 2004 High School Regional Summits
description

1
Problem Solving
RI ASQMay 15, 2008 Dinner Meeting
Angelo G. Scangas
Quality Support Group, Inc.
www.qualitysupportgroup.com
978-430-7611

Step 2: Describe the Problem
“A problem well defined is a problem half solved”
• A complex problem can not be solved or addressed until it is completely understood and documented.

Step 2: Describe the Problem • The problem description covers a broad
range of criteria:– Who is experiencing the problem? – What is the problem?– When did the problem occur?– Where did it occur?– Why did the problem occur? (preliminary)– How big is the problem? How much? How many?
• These components are consolidated into the abbreviation 5W’s and 2H’s.

Step 2: 5W2H
• Who? – Identify the customers (internal or external) that
are experiencing the problem or registering the complaint.
– Which groups are impacted by the effect of the problem?
• What? – Classify the problem in terms of an object and
the defect. Determine the part or object in question?

Step 2: 5W2H
• Where? – Where was the defect found? Which plant?
Which line? Which state? Which customer location?
– If there is a defective part: Where is the defect located? • Note: A concentration (“measles”) chart may
be very helpful.

Step 2: “Measles Chart”connector
label
Unseated Screws found at PDIScrews inserted at Screw Cell 1Screws inserted at Screw Cell 2
Note: The root cause (s) must fully account for our complete problem description.

Step 2: 5W2H
• When? – Analyze control charts, run charts and/or shipment
records to determine exactly when the problem began.
– Ask whether the problem occurs on all shipments or only specific shifts or days of production?
– Is the issue seasonal? Has this problem previously occurred during the same time of year?
– Or has the problem been present since the start of production?

Step 2: 5W2H
• Why? – This is meant to capture known explanations
or preliminary “gut” feelings.
– These preliminary hypotheses should be captured for later analysis. • Note: All potential root causes will be examined
against the problem description to determine whether it accounts for the problem and jibes with the data.

Step 2: 5W2H
• How much? How many? – Determine the magnitude of the problem.– How much nonconforming material was sent to the customer?
How many parts were defective?– What was the defect count?– What is the percent defective?
• Compare the magnitude of the problem to prior baseline defect rates.– Did something change in our process or has the problem been
present from the start of production?

Step 2: 5W2HWho?
What?
Where?
When?
Why? (optional)
How much or how many?
OBJECT & DEFECT
GEOGRAPHICAL & ON PART
# OF DEFECTS OUT OF TOTAL (%)
5W2H

Step 2: Preliminary List of Causes
• Begin assessment of the potential causes for the defect– Fishbone diagrams will be the
predominant tool in this analysis.

Step 2: “Is/Is Not”
• The most common tool in comparative analysis is called “Is/Is Not.”
• “Is/Is Not” is based on asking paired questions: – “What is happening?”
– “What could be happening but is NOT.

Step 2: “Is/Is Not”
• Example:– (Q1) “Who is experiencing the problem?”
• (A1) “Our customers in the Southwest.”– (Q2) “Who could be experiencing the problem – but is
not?”• (A2) “Our customers in Ireland”
– Analysis/Thought process: What accounts for the difference between the Southwest and Ireland? Perhaps climate differences? Are the process flows the same? Is error-proofing used in one stream and not the other?
– Get Information and clear-up any missing facts.

Description of problem IS IS NOT GET INFORMATION ON COMMENTS/THEORY
WHO (What customer)WHAT (Object) -- name the object that is having the trouble. (Defect) -- name the trouble or problem that the object is having.
WHERE (Seen on Object). Where on the object is the problem occurring (inside, outside, top, bottom, etc. Where in the process flow did the problem 1st develop. Describe all other places w/regards to where the object and the trouble can be found. (Seen geographically) Name the place where the object with the trouble can be found. Name the place where it 1st showed up. Name all other places where this problem occurs/occurred.
WHEN (First Seen) When with respect to time did the trouble/problem 1st occur -- day, month, year, time of day etc. Describe any patterns in time. Describe when in the process the trouble 1st occurred. When in the lifecycle. (When else seen) Describe other places in process and life cycle where the trouble or problem was observed. Consider all units of time such as hrs, days, min, s, shift, period, quarter, year.When seen in process (life cycle)
HOW BIG/HOW MANY (How many objects have the defect? ) Describe the size of the problem/effect. Describe the number of objects that have or have had the trouble. How many defects per object? Describe the magnitude of the trouble in terms of percentage, rates, yield, dimensions, etc. Describe the physical dimensions of the defect or problem.
What is the trend? What is the pattern?
Problem Statement (What's wrong with what)

Step 2: Problem Statement
• The problem statement or deviation statement is an expression of the difference between what is expected (customer specification) and what actually happened.

Step 2: Comprehensive Problem Description
• The problem statement is a dynamic entity. It is modified as the problem is further understood.– The team will revise and update it as the problem
solving progresses. • Problem Statements must be as specific as possible –
avoid generalities.– Do not include your proposed root cause or potential
solution. This will be derived later.– Avoid reference to root cause.

Step 4: Identify Root Cause (s)• Objective
– To identify and test potential causes of the problem using the detailed problem description and data to isolate and validate the true root cause (s).
• There are many tools that need to be employed in this process.– Problem Solving practitioners should be familiar with the
following concepts and methods:• Process flows/VSM, Control Plans, FMEA, Standard Operating
Procedures, Fishbone/C&E Diagrams, Pareto Analysis & Histograms, Control Charts, Capability and Gage Studies, Scatter Plots, brainstorming etc.
• Design of Experiments and advanced statistical tools may be required depending on the complexity of the problem. In this case: A LSS black belt should be included on the team.

Step 4: Basic StepsThe Basic Steps in Determination of the Root Cause:
• Generation– Review the problem definition (5W2H) and Is/Is-Not looking for
potential occurrence causes.– Ask “What Changed”?– Review the process flow for clues to potential root causes. – Brainstorm potential causes using a “fishbone” diagram.
• Refinement– Prioritize the list of potential causes and compare them to the
problem description for consistency.– Employ the 5Whys.
• Verification – Test the prioritized list of causes. Consider conducting
investigations in parallel to reduce time.– Verify the root cause (s) through experimentation.– Review the cause (s) to insure a full accounting of the problem
description.

Step 4: Generation
Continuously ask “What Changed”? • Unless the problem has existed all
along (common cause) – something must have changed.
Example: In the case of the LS console – what changed?
The plastic? The press? The temperature?

Step 4: Generation
Continuously ask “What Changed”?
• What changed in the process flow?
• What changed in the equipment?
• What changed in the supply base?
• What changed in the mode of transportation?
• What changed in personnel?
• What changed in calibration?
• What changed in terms of process capability?
• What changed in the weather? Was it unusual?
Focus on the distinctions in the Is/Is-Not analysis!

Step 4: Generation -- PF Review
Review the process flow for potential clues and potential causes.•Review each step along the flow and ask what could cause the effect or problem.

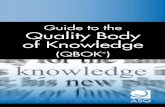
Step 4: Cause and Effects Diagram
Brainstorm potential causes using a “fishbone” diagram.
The head of the fish is labeled with the problem or the effect. The major bones of the fish are categories of potential causes.
There are two primary labeling practices:
• Mark the major bones with broad categories such as the classic 6M’s – methods, machines, materials, manpower, measurements and mother-nature. Then brainstorm potential causes and mark them on the small bones.

Step 4: Cause and Effects Diagram
Key variables from CE diagram from the delamination problem:
Dwell time, adhesive exposure, Poron foam thickness (pressure)
delamination
Mother Nature
Measurements
Methods
Materials
Machines
Manpower
Cover placement
regionContacting adhesive in the tab
Alignment of press
Vacuum
Profile of nests
Dwell time
pressure @ edgesUneven pressure -- insufficient
Location or Alignment of the pins
a biasMovement of the grippers creating
plungerSpeed of retraction of the back
Plastic cover profile
thicknessAluminum Ys, profile and
physical characteristicsAdhesive thickness, chemistry,
thickness, unevenness)Pour-on foam (age, wear,
nestLocation of plastic cover in top
etcincluding replacement of foam,Inadequate PM procedure
procedures/checksheetsInadequate press set-up
Pins vs CMM and new fixturing
calibration for machine settingsInadequate gaging and
Adhesive exposure and storage
adhesive tabHandling and shipping of
Top Level Fishbone Diagram

Step 4: Refinement (“Funneling”)
The fishbone may contain many potential causes. This list will need to be narrowed down to a manageable list of causes to be tested. How?
•Compare the list of potential causes to the problem definition for consistency.
– Eliminate those causes that are inconsistent.

Refinement
Employ the 5 Whys• The 5 Whys is a tool that assists in moving from the
problem statement and effects of the problem to the true root cause.
• It is used in conjunction with the fishbone diagram analysis in moving from the chosen root cause to the true root cause.
• Simply ask Why 5 times starting with the effect of the problem.
Example: Why did the console delaminate? The glue was stripped from the plastic cover.
If you stopped: The cause would seem to be the glue!

Step 4: “5 Whys”
As you can see: 5 Whys focuses the investigation toward true root cause and away from mere effects of the problem.
Example II:A functional tester lost power. Why?The power cord got pulled out.
Corrective Action: Re-insert cord and retrain all operators.
Would this be a robust and permanent corrective action?

Step 4: “5 Whys”
Would this be a robust and permanent corrective action?
No. Simply replacing the cord is attacking a symptom.
Why did the cord come loose?
It was kicked loose.
Why? The cord is long and runs on the floor
Why? The nearest available power supply is across the aisle.
Corrective Action: Install a power source closer to the tester.

Step 4: “5 Whys”
Is there even a more robust answer?
Corrective Action: Install a power source under the tester to eliminate contact.
5Whys drives us to a permanent corrective action. At the center is the most robust solution.

Step 7: Prevent Problem Recurrence
• It is critical to look systematically at the problem and the root cause and to modify our methods and practices at the highest level.– For example: An error-proofing device was turned off on line A
for product #1 -- thereby allowing defective material to ship to the customer.
– It is critical to look for systemic issues:• Why was error proofing turned off?• What part of the broad management system -- including
policies, procedures, training methods, core processes, etc. -- may be implicated?
• What actions would you undertake?

Step 7: Prevent Problem Recurrence
• Addressing the systemic root cause involves:– Asking the question: “What management system failed and
allowed the problem to occur and to escape?”– Correcting the management system that failed.
• Systemic root cause deals with “drilling deep” into why the system failed. – Why did the development and planning process not predict the
defect?– Why did the manufacturing process not prevent the defect?– Why did the quality process not protect the customer from the
defect?– Note: Use the 5 Whys approach to each of these questions to
determine systemic causes.

Step 7: Prevent Problem RecurrenceFeasibility/Design Timing/Implementation Process/Logistics
Off Standard Operations/Lean
Packing & Shipping Verification/Plant Tryout
Customer Return System/Comm'n/Contacts
Systemic Root Cause
Did we have appropriate resources for launch?
Is cycle time realistic?
Was cost estimated correctly?
Did we use a cross-functional team?
Did we quote appropriately?
Was Problem ID'd @ PPAP?
Is mgt. change
frequent?
How is employee
changeover rate?
Did we fail to consider risks?
Did we track design changes?
Was customer approval received for change?
Did we understand customer reqs?
Did we ID fails @ supplier?
Did we ID previous fails during APQP?
Was operator understanding of process verified?
Are tool changes communicated?
Is PM being deprioritized?
Did we fail to utilize recommendations?
Have we ID'd all interfaces?
Is this an input to another process?
Did we consider risk to all areas of product and
process functionality?
Were tests performed under realistic conditions?
Did we test the appropriate # of samples?
Did quote include all costs in meeting customer reqs?
Were all areas of product and process ID'd on PFMEA?
Did we provide complete training?
Was product knowledge fully
transferred to mfg?
Was handling or traceability properly
considered?
Repair, rework, start-up, engineering changes
Was scrap fully analyzed?
Did we fail to act on out-of-control signals?
Was contingency plan in place & effective?
Did we fully considered
potential supplier
failures?
Was handling properly
considered?
Were expectations communicated?
Were failures from APQP sample runs properly analyzed?
Have we made any system or design changes?
Was labelling properly
considered?
Did we fail to isolate suspect
product?
Did we remove containment w/out proper
validation?
Have we ID'd all internal and inter-company interfaces?
Was the issue ID'd during APQP?
Were risks properly considered?
What kind of attitude is represented to mfg?

Step 7: Prevent Problem Recurrence
• Steps need to be taken to monitor the product and the process to insure that the problem does not return.Process/System audits should be
established to verify all of the controls and SOP’s determined in the 8D.
Product and System should be audited on an ongoing basis to insure long-term control of the problem.

Thank You!Angelo G. Scangas
Quality Support Group, Inc.
www.qualitysupportgroup.com
978-430-7611