PROBLEM 1 - Testbank10 · Web viewIn engineering, the term replication is often also applied to...
95
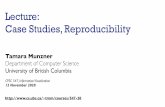
PROBLEM 1.1 SOLUTION This problem is open-ended and has no unique solution. We suggest that the instructor use this Problem as the basis for an in-class or small group discussion. Example: Home heating thermostat (see photo): Analog type: Sensor - bimetallic thermometer (round part in center of photo) that lengthens so as to unroll with temperature rise; Signal conditioning – linkage/motion of sensor that mechanically moves a mercury bulb (seen as the elongated tube) as sensor temperature changes; Controller- mercury bulb contact switch that turns furnace on/off based on (1) the setpoint temperature (position of long handle) and (2) position of bulb: changing the setpoint rotates one end of bulb so it is more or is less horizontal, whereas changing sensor temperature rotates bulb so it is more or it is less horizontal. The net effect is to open or close the contact switch; Output display – room thermometer on outside of thermostat to show actual local temperature (not shown). Other signal conditioning components: anticipator – adjustable mechanical thermal device that triggers the off signal before the setpoint temperature is reached (anticipating residual heating from furnace): essentially this provides an adjustable temperature offset, it is located in the center of the round 1-1 Photo of the insides of a generic analog thermostat Bulb/ switch Sensor Anticipator Linkag e Setpoint
Transcript of PROBLEM 1 - Testbank10 · Web viewIn engineering, the term replication is often also applied to...
PROBLEM 1
PROBLEM 1.1
SOLUTION
This problem is open-ended and has no unique solution. We suggest that the instructor use this Problem as the basis for an in-class or small group discussion.
Photo of the insides of a generic analog thermostat
Bulb/switch
Sensor
Anticipator
Linkage
Setpoint
Example:
Home heating thermostat (see photo):
Analog type:
Sensor - bimetallic thermometer (round part in center of photo) that lengthens so as to unroll with temperature rise;
Signal conditioning –linkage/motion of sensor that mechanically moves a mercury bulb (seen as the elongated tube) as sensor temperature changes;
Controller- mercury bulb contact switch that turns furnace on/off based on (1) the setpoint temperature (position of long handle) and (2) position of bulb: changing the setpoint rotates one end of bulb so it is more or is less horizontal, whereas changing sensor temperature rotates bulb so it is more or it is less horizontal. The net effect is to open or close the contact switch;
Output display – room thermometer on outside of thermostat to show actual local temperature (not shown).
Other signal conditioning components: anticipator – adjustable mechanical thermal device that triggers the off signal before the setpoint temperature is reached (anticipating residual heating from furnace): essentially this provides an adjustable temperature offset, it is located in the center of the round part in the figure). The wires in photo connect to the furnace and to power.
Digital type: sensor – thermistor (a type of resistor whose resistance is temperature based). It replaces analog coil in photo; signal conditioning – circuit that determines temperature by measuring the current flowing through the thermistor and sends a proportional voltage signal to controller (replaces linkage in photo); output display – usually a separate LCD thermometer; controller – PID device, a proportional integral device controller that calculates an error value, which is simply the difference between the sensed and setpoint temperatures. The device attempts to minimize the error by turning the furnace on/off. It replaces the bulb in the photo.
PROBLEM 1.2
FIND: Identify measurement stages for each device.
SOLUTION a) Microphone/amplifier/speaker system
Sensor: microphone diaphragm
Transducer: microphone coil/magnet. Diaphragm displacement relative to coil generates a small voltage proportional to diaphragm displacement
Signal conditioning: amplifier. It increases the level of the microphone signal sufficient to drive the output stage
Output: loud speaker. Its voice coil responds to the varying applied voltage output of the amplifier and this moves the speaker cone (opposite of the microphone).
b) thermostat
Sensor/transducer: bimetallic thermometer. Temperature changes cause the metal to expand or contract. Coil absorbs prevailing temperature, material expands/contracts changing the thermal energy into a mechanical displacement (transducer)
Output: displacement of thermometer tip
Controller: mercury contact switch (open: furnace off; closed: furnace on)
c) hand-held micrometer
sensor: space between anvil and spindle
transducer: displacement of spindle via the spindle thimble
Output: vernier scale
d)tire pressure gage (pencil-style)
Sensor: chamber behind the valve and piston equalizes pressure with tire
Transducer: piston
Signal conditioning: piston translates chamber pressure relative to atmospheric pressure into displacement
Output: readout scale
PROBLEM 1.3
FIND: Discuss interference in the test of Example 1.1 (Figure 1.5)
SOLUTION :
In the example shown by Figure 1.5, tests were run on different days on which the local barometric pressure had changed. Between any two days of different barometric pressure, the boiling point measured would be different – this offset is due to the interference effect of the pressure.
Consider a test run over several days coincident with the motion of a major weather front through the area. Clearly, this would impose a trend on the dataset. For example, the measured boiling point may be seen as increasing from day to day.
By running tests over random days separated by a sufficient period of days, so as not to allow any one atmospheric front to impose a trend on the data, the effects of atmospheric pressure can be broken up into noise. The measured boiling point might then be high one test but then low on the next, in effect, making it look like random data scatter, i.e. noise.
PROBLEM 1.4
FIND: Examples of continuous and discrete variables
SOLUTION :
Continuous: These are variables that have possible values that could encompass any (an infinite number) value within a range. In engineering, we usually associate these as variables that vary with time or space.
A value taken from a continuous line graph
Outdoor air temperature
The length of a kitchen appliance cord (think about the different appliances and the range of possible lengths. The length of any one appliance is typically anywhere between 30 and 150 cm)
Discrete: These are variables that have possible values that are distinct and separate, such as 0, 1, 2.
Number of phone (or messages) calls you received in a day.Number of heads found in a group of coin tosses
Score of a basketball (soccer, baseball, …) game (think about the possible outcomes of these games. The scores are integers and a direct count)
COMMENT Most times we can distinguish between the two by deciding if the variable is the result of a measurement or an exact count. Also in most cases, digital displays are discrete; analog displays are continuous.
PROBLEM 1.5
FIND: How accurate is a thermometer? Estimate uncertainty?
SOLUTION
As a check for accuracy:
First, look at the temperature readout. Does the indicated temperature make sense? This is a sanity check. If it fails here, no need to proceed.
The next check would be either: (1) place the thermometer into a condition where the temperature is known (i.e., a known setpoint), or (2) compare it to another temperature indicator of known accuracy at different temperatures that span the desired range of use.
Either of these methods is a form of calibration. An easy temperature test is to use the ice point, which is at 0 oC. This is created by filling an insulated beaker full of ice cubes with pure water, just enough to fill the interstitial volume and allowed the mixture to equalize). In fact, the freezing/melting point of pure solids is used to establish the accuracy of temperature sensors as these temperatures are repeatable and known. Another easy setpoint is to use the boiling water temperature.
The ice point test will indicate any offset in the thermometer. This offset is a measure of the systematic uncertainty. You can correct for the offset but the correction is limited by how well you know the correction. Also, the correction may change with temperature. So doing several (at least two) set point calibrations will help.
If you compare against another thermometer, the systematic uncertainty will also be dependent on the accuracy of the comparison thermometer. Yes, there is a measure of vagueness involved; that is the calibration uncertainty. But you at least gain a measurable amount of confidence in the unknown thermometer reading.
A check for random uncertainty is to place the thermometer into a known temperature environment and read its temperature. Do this repeatedly over a period of time. A statistical analysis of the average and deviation in temperature is a measure of random uncertainty. However: This test will indicate a measure of the repeatability of the thermometer, but it will also indicate how well the known temperature was held constant. The two effects are coupled in the random uncertainty.
PROBLEM 1.6
FIND: How does resolution of a scale affect uncertainty?
SOLUTION
The resolution of a scale is defined by the least significant increment or division on the output display. Resolution affects a user's ability to resolve the output display of an instrument or measuring system, and thereby can introduce error, in this case a resolution error. Thus, there is a source of uncertainty associated with this error. The uncertainty value is the range of possible resolution error.
So, if the indicator has finite resolution, then the measurement has at least some uncertainty based on how well you can resolve a reading. This will show as a type of random uncertainty. Example: take a photograph of a scale reading and show it to twenty people. Record the readings made by the twenty people. The scatter in the data of that sample of twenty will be indicative of the random uncertainty due to resolution error.
The resolution would not contribute to systematic error, as systematic error is a fixed offset.
PROBLEM 1.7
KNOWN: A bulb thermometer is used to measure outside temperature.
FIND: Extraneous variables that might influence thermometer output.
SOLUTION
A thermometer's indicated temperature will be influenced by the temperature of solid objects to which it is in contact, and radiation exchange with bodies at different temperatures (including the sky or sun, buildings, people and ground) within its line of sight. Hence, location should be carefully selected and even randomized. We know that a bulb thermometer does not respond quickly to temperature changes, so that a sufficient period of time needs to be allowed for the instrument to adjust to new temperatures. By replication of the measurement, effects due to instrument hysteresis and instrument and procedural repeatability can be randomized.
Because of limited resolution in such an instrument, different competent temperature observers might record different indicated temperatures even if the instrument output were fixed. Either observers should be randomized or, if not, the test replicated. It is interesting to note that such a randomization will bring about a predictable scatter in recorded data of about ½ the resolution of the instrument scale.
PROBLEM 1.8
KNOWN: Input voltage, (Ei) and Load (L) can be controlled and varied.
Efficiency (), Winding temperature (Tw), and Current (I) are measured.
FIND: Specify the dependent, independent in the test and suggest any extraneous variables.
SOLUTION
The measured variables are the dependent variables in the test and they depend on the independent variables of input voltage and load. Several influencing extraneous variables include: ambient temperature (Ta) and relative humidity R; Line voltage fluctuations (e); and each of the individual measuring instruments (mi). The variation of the independent variables should be performed separately maintaining one independent variable fixed while the other is systematically varied over the test range. A random test procedure for the independent variable will randomize the effects of Ta, R and e. Replication methods using different test instruments would be one way to randomize the effects of the mi; alternatively, calibration of all measuring instruments would provide a good degree of control over these variables.
= (EI, L; Ta, R, e, mi)
Tw = Tw(Ei, L ;Ta, R, e, mi)
I = I(Ei, L ; Ta, R, e, mi)
PROBLEM 1.9
KNOWN: Specifications Table 1.1
Nominal pressure of 500 cm H2O to be measured.
Ambient temperature drift between 18 to 25 oC
FIND: Magnitude of each elemental error listed.
SOLUTION
Based on the specifications, the input and output spans (each the difference between the minimum and maximum values of range) are given as
ri = 1000 cm H2O
ro = 5 V
Hence, K = 5 V/ 1000 cm H2O = 5 mV/cm H2O = 0.005 V/cm H2O. This gives a nominal output at 500 cm H2O input of 2.5 V. This assumes that the input/output relation is linear over range but we are told that it is linear to within some linearity error.
linearity error uncertainty = uL = (0.005) (1000 cm H2O)
= 5.0 cm H2O
= 0.025 V
hysteresis error uncertainty = uh = (0.0015)(1000 cm H2O)
= 1.5 cm H2O
= 0.0075 V
sensitivity error uncertainty = uK = (0.0025)(500 cm H2O)
= 1.25 cm H2O = 0.00625 V
thermal sensitivity error uncertainty = (0.0002)(7oC)(500 cm H2O)
= 0.7 cm H2O
= 0.0035 V
thermal drift error uncertainty = (0.0002)(7oC)(1000 cm H2O)
= 1.4 cm H2O
= 0.007 V
overall instrument uncertainty = (52+1.52+1.252+0.72+1.42)1/2 = 5.6 cm H2O
COMMENT: When one uncertainty is notably larger than the others, it will dominate the overall uncertainty. Hence, it is important to identify the major sources of error in a measurement. If the uncertainty is smaller by an order of magnitude, you can neglect it.
PROBLEM 1.10
KNOWN: Full scale output = FSO = 1000 N (this is also the value of the output “span”)
FIND: uc
SOLUTION
From the given specifications, the elemental errors are estimated by:
uL = 0.001 x 1000N = 1N
uH = 0.001 x 1000N = 1N
uK = 0.0015 x 1000N = 1.5N
uz = 0.002 x 1000N = 2N
The overall instrument error is estimated as:
uc = (12 + 12 + 1.52 + 22)1/2 = 2.9 N
COMMENT
This root-sum-square (RSS) method provides a "probable" estimate (i.e. the most likely estimate) of the uncertainty in the instrument error possible in any given measurement.
"Possible" is a key concept here as the error values will likely change between individual measurements. Uncertainty gives an interval within which the actual error falls with some level of likelihood or probability (such as in 19 measurements out of 20, or 95% of the measurements, we expect the error to be within the interval).
PROBLEM 1.11
SOLUTION
Randomization is used to break-up the effects of interference from either continuous or discrete extraneous (i.e. uncontrolled) variables.
A key independent variable of a particular process is to be increased incrementally over 5 settings of value, ranging from a minimum to a maximum value. Randomizing the order of the settings for the test will break up any potential trends imposed by extraneous effects influenced by the order of application.
PROBLEM 1.12
SOLUTION
Repetition through repeated measurements made under a fixed set of operating conditions provides a measure of the time (or spatial) variation of a measured variable.
Repetition refers to repeating the measurement during a test.
Example: A test is conducted in which a variable is measured multiple times (N) under some condition.
Replication through an independent duplication of tests conducted under similar operating conditions. It provides a measure of the control of the test conditions on the measured variable.
Replication refers to repeating the test (recreating a new data set of repeated measurements).
Example: A test is conducted in which a variable is measured multiple times under some test condition. After reviewing the data, it is decided to repeat the test. The test is setup again and the measurements repeated. This second test is a replication of the first.
In engineering, the term replication is often also applied to tests conducted for purposes of estimating reproducibility of the results – the ability to reproduce a test outcome when conducted by an independent operator, different test lab, or even a different tested device (of the same make and model). The term “reproducibility” explicitly refers to such.
The term replication can have different meanings depending on how it is applied. This is particularly true in statistical studies.
PROBLEM 1.13
FIND: Test matrix to correlate thermostat setting with average room setting
SOLUTION
Although there is no single test matrix, one method of solution follows.
Assume that average room temperature, T, is a function of actual thermostat setting, spatial distribution of temperature, temporal temperature distribution, and thermostat location. We might imagine that for a controlled (fixed) thermostat location, a direct correlation between setting and T could be achieved. However, factors could influence the temperature measured by the thermostat such as sunlight directly hitting the thermostat or the wall on which it is attached or a location directly exposed to furnace forced convection, a condition aggravated by air conditioners or heat pumps in which delivered air temperature is a strong function of outside temperature. Assume a proper location is selected and controlled.
Further, the average room temperature must be defined because local room temperature will vary will position within the room and with time. For the test matrix, the room should be divided into equal areas with temperature sensing devices placed at the center of each area. The output from each sensor will be averaged over a time period that is long compared to the typical furnace on/off cycle.
Select four temperature sensors: A, B, C, D. Select four thermostat settings: s1, s2, s3, s4, where s1 < s2 < s3 < s4. Temperatures are to be measured under each setting after the room has adjusted to the new setting. One matrix might be: BLOCK
1s1: A, B, C, D
2s4: A, B, C, D
3s3: A, B, C, D
4s2: A, B, C, D
Note that the order of set temperature has been shuffled to attempt to randomize the test matrix (hysteresis is a common problem in thermostats). The four blocks will yield the average temperatures, T1, T4, T3, T2. The data can be presented in a form of T versus s.
PROBLEM 1.14
FIND: Test matrix to evaluate fuel efficiency of a production model of automobile
ASSUMPTIONS: Automobile model design is fixed (i.e. neglect options). Require representative estimate of efficiency.
SOLUTION
Although there is no single test matrix, one method of solution follows. Many variables can affect auto model efficiency: e.g. individual car, driver, terrain, speed, ambient conditions, engine model, fuel, tires, options. Whether these are treated as controlled variables or as extraneous variables depends on the test matrix. Suppose we "control" the options, fuel, tires, and engine model, that is fix these for the test duration. Furthermore, we can fix the terrain and the ambient conditions by using a mechanical chassis dynamometer (a device which drives the wheels with a prescribed mechanical load) in an enclosed, controlled environment. In fact, such a machine and its test conditions have been specified within the U.S.A. by government test standards. By programming the dynamometer to start, accelerate and stop using a preprogrammed routine, we can eliminate the effects of different drivers on different cars. However, this test will fail to randomize the effects of different drivers and terrain as noted in the government statement "... these figures may vary depending on how and where you drive ... ." This leaves the car itself and the test speed as independent variables, xa and xb, respectively. We defer considering the effects of the instruments and methods used to compute fuel efficiency until a later chapter, but assume here that this can be done with sufficient accuracy.
With this in mind, we could choose three representative cars and three speeds with the test matrix:
BLOCK
1xa1: xb1, xb2, xb3
2xa2: xb1, xb2, xb3
3xa3: xb1, xb2, xb3
Note that since slight differences will exist between cars that cannot be controlled, the autos are treated as extraneous variables. This matrix randomizes the effects of differences between cars at three different speeds and yields a curve for fuel efficiency versus speed.
As an alternative, we could introduce a driver into the matrix. We could develop a test track of fixed (controlled) terrain. And we could have three drivers drive three cars at three different speeds. This introduces the driver as an extraneous variable, noted as A1, A2 and A3 for each driver.
Assuming that the tests are run under similar ambient conditions, one test matrix may be
xa1 xa2 xa3
A1 xb1 xb2 xb3
A2 xb2 xb3 xb1
A3 xb3 xb1 xb2
PROBLEM 1.15
SOLUTION:
Test stand:
Here one would operate the engine under simulated conditions similar to those encountered at the track – such as anticipated engine RPM and engine load (load: estimated mechanical loads on the engine due to mechanical losses, tire rolling resistance, aerodynamic resistance, etc.).
Measure:
· fuel and air consumption
· torque and power output
· exhaust gas temperatures to set air: fuel ratio
Track:
Here one would operate the car at conditions similar to those anticipated during the race.
Measure:
· lap time
· wind and temperature conditions (to normalize lap time)
· depending on team other factors can be measured to estimate loads on the car and car behavior. Clemson Motorsports Engineering has been active in test method development for professional race teams.
Obvious major differences:
· Environmental conditions, which effect engine performance, car behavior and tire behavior.
· Engine load on a test stand is well-controlled. On track, the driver does not execute exactly on each lap, hence varies load such as due to differences in drive path 'line' and this affects principally aerodynamic loads and tire rolling resistance. Incidentally, all of these are coupled effects in that a change in one affects the values of the others.
· Ram air effect of moving car can be simulated but difficult to get exactly
· Each engine is an individual. Even slight differences affect handling and therefore, how a driver drives the car (thus changing the engine load).
PROBLEM 1.16
KNOWN: Ideal gas model is applied
FIND: Is it correct?
SOLUTION
Validation refers to determining if an assumed model correctly applied to the real process.
In this case, the assumption is that the particular gas used in a test behaves as an ideal gas:
where absolute pressure is related directly to the gas density and the absolute temperature of the gas. The value ‘R’ is a gas constant, which is related directly to the molecular weight of the gas.
A test of this model could involve measurements of two of the three independent variables: temperature, pressure, and/or density. The third variable would be measured and compared to the model prediction. This can be done over a range of values to determine suitability of the model for the intended application.
PROBLEM 1.17
KNOWN: Mars Climate Orbiter
FIND: Verification tests to prevent accident
SOLUTION
The Mars Climate Orbiter met its demise due to a conflict in the different unit systems used to develop its on-board thrust propulsion system commands and its ground-based thrust propulsion system commands. The two systems were developed separately by two different vendors and tests had been performed separately by each vendor to ensure their system functioned correctly.
Performing functionality tests on the intended on-board systems using the intended ground-based system prior to the spacecraft being prepared for launch would have identified the problem that the two software algorithms were developed using different unit-systems.
This would be a verification test, one that ensured that the systems were behaving correctly when communicating with each other. Both systems worked and there was no advantage to one unit system over the other. The problem was that they did not work with each other. Systems-level verification would have identified the problem, which was an easy programming fix.
PROBLEM 1.18
KNOWN: Four lathes, 12 machinists are available to produce batches of machine shafts.
FIND: Test matrix to estimate the tolerances held within a batch
SOLUTION
If we assume that batch precision, P, is only a function of lathe and machinist, then
P = f(lathe, machinist)
We can set up a test matrix using all four lathes, L1, L2, L3, L4, and all 12 machinists, A, B, ..., L. The machinists are randomly assigned.
BLOCK
1L1: A, B, C
2L2: D, E, F
3L3: G, H, I
4L4: J, K, L
Data from each lathe should be indicative of the precision associated with each lathe and the total ensemble of data indicative of batch precision. However, this test matrix neglects the effects of shift and day of the week.
One method which treats machinist and lathe as extraneous variables and reduces test size selects 4 machinists at random. Suppose more than one shaft size is produced at the plant. We could select 4 shaft diameters, D1, D2, D3, D4 and set up a Latin square matrix:
L1 L2 L3 L4
B D1 D2 D3 D4
E D2 D3 D4 D1
G D3 D4 D1 D2
L D4 D1 D2 D3
Note that neither matrix includes shift or day of the week effects and these could be incorporated in an expanded test matrix.
PROBLEM 1.19
SOLUTION
Linearity error
A random static calibration over a specified range will provide the input-output relationship between y and x (i.e. y = f(x)). A first-order curve fit to this data, for example using a least squares regression analysis, will provide the fit yL(x). The linearity error is simply the difference between the measured value of y at any value of x and the value of yL predicted by the fit at that x. The uncertainty value assigned as linearity error is defined by the range of these error values over span.This might be the maximum deviation or some statistical measure.
A manufacturer may wish to keep the linearity error below some target value and, hence, may limit the recommended operating range for the system for this purpose. In your experience, you may notice that some systems can be operated outside of their specification range but be aware their elemental errors may exceed the manufacturer's stated values.
Hysteresis error
A sequential static calibration over a specified range will provide the input-output behavior between y and x during upscale-only and downscale-only operations. This will tend to maximize any hysteresis in the system. The hysteresis error is the difference between the upscale value and the downscale value of y at any given x. The uncertainty value assigned as hysteresis error is defined by the range of these errors over the span.
PROBLEM 1.20
KNOWN: 4 brands of tires
8 cars of the same make
FIND: Test matrix to evaluate performance
SOLUTION
Tire performance can mean different things but for passenger tires usually refers to braking and lateral load adhesion during wet and dry operations. For a given series of performance tests, performance will depend on tire and car (a tire will perform differently on different makes of cars). For the same make, subtle differences in production models can affect test results so we treat the car as an individual and extraneous variable.
We could select 4 cars at random (1,2,3,4) to test four tire brands (A,B,C,D)
1: A, B, C, D
2: A, B, C, D
3: A, B, C, D
4: A, B, C, D
This provides a data pool for evaluating tire performance for a make of car. Note we ignore the variable of the test driver but this method will incorporate driver variation by testing four cars. Other strategies could be created.
PROBLEM 1.21
KNOWN: Water at 20oC
Q =f(C,A, ,)
C = 0.75; D = 1 m
2 < Q < 10 m3/min
FIND: Expected calibration curve
SOLUTION
Part of a test matrix is to specify the range of the independent variable and to anticipate the range resulting in the dependent variable. In this case, the pressure drop will be measured so that it is the dependent variable during a static calibration. To anticipate the output range of the calibration then:
Rearranging the known relation,
For = 998 kg/m3 (Appendix B), and A = D2/4, we find:
Q (cmm) (N/m2 )
2 1.6
510
10 40
This is plotted below. It is clear that K will not be a constant as
K = f(Q).
PROBLEM 1.22
KNOWN: Address issues associated with metering gasoline at the point of delivery to consumers
FIND: Federal standard and cost of errors
SOLUTION
(a) The federal standard requires that a gas pump be accurate to 6 in3 (0.0983 L ~ 0.1 L) in the delivery of 5 gallons of gas (about 19 L), or an error as large as about 0.50%. In 25 gallons this is 0.13 gallons or in 95 L that’s an error of about 0.5 L.
(b) With a fleet average for passenger cars of 30.2 MPG, the maximum value of the error (and still meet legal specifications) in driving 150,000 miles (240,000 km) is $104 if gas costs $4.00.
Testing of a pump for accuracy will vary by location. In many cases, the test is random and infrequent. Of course, if the error is a random error, then we would expect the amount to be high one day and low another day and should even out. But if the error is a systematic error, the error can accumulate high or low. A less ethical vendor will purposely error on the high reading side and pocket the difference.
(c) Suggestions:
- Be suspicious if the pumped volume exceeds your tank volume!
- as a test of your local fuel station, bring a portable fuel can along – these are 5 gallons in the US. Fill to its exact fill line and compare. Remember that by law the difference can be as large as 6 in3 (or 0.1 L or 0.026 gal) and be considered acceptable, but this amount will be imperceptible against the line. Significant deviations should be retested and, if reoccurring, should be reported.
- if you regularly notice a significant difference in fuel mileage between to different fueling stations, be suspicious of an inaccurate pump.
PROBLEM 1.23
KNOWN: Venturi flowmeter and ASME PTC 19.5
FIND: Describe its use
SOLUTION
A venture flowmeter is an in-line device used to measure volume flow rate of fluids. The device reduces the internal flow area from that of the pipe to a minimum at a throat and then expands back to the pipe area. The approach is to measure the pressure change between upstream pressure in the pipe and the pressure at the throat. The difference is proportional to the volume flow rate.
Standard PTC 19.5 provides specifications for venture design and use.
In operation, measuring the dp determines the flow rate. Alternatively, setting the pressure drop, dp, sets the volume flow rate.
Independent variable: dp
Dependent variable: Q
PROBLEM 1.24
SOLUTION
Controlled variables
A and B (i.e. control the materials of two alloys)
T2 (reference junction temperature)
Independent variable
T1 (measured temperature)
Dependent variable
E (output voltage measured)
A voltmeter, E
T1B
T2
PROBLEM 1.25
SOLUTION
LVDT calibration
Independent variables
micrometer setting (i.e. the applied displacement)
Controlled variable
power supply input to LVDT
Dependent variable
LVDT output voltage measured
Extraneous variables
operator set-up (zeroing of micrometer with LVDT zero)
In practice, the LVDT is used to measure displacement within a system. The LVDT output voltage could be an independent variable in such a measurement scheme. For example, this is the case if the LVDT is used to measure the spring displacement in a mass-spring-damper vehicle suspension system in which the mass (vehicle) displacement is the dependent variable.
COMMENT
If you try this you will find that the power supply excitation voltage can influence on the results. The ability to provide the exact voltage on replication is important in obtaining consistent results in many transducers. Even if you use a regulated laboratory variable power supply, this effect can be seen in your data variation on replication as a random variation. If you use an unregulated source, be prepared to trace these effects as they change from hour to hour or from day to day.
Many LVDT units allow for use of DC power, which is then passed through a transformer converting to the AC form before being applied to the coil. It is easiest to see the effect of power setting on the results when using this type of transducer.
PROBLEM 1.26
SOLUTION
To test for repeatability in the LVDT, we might displace the core to various random values over a selected range, such as its expected range, and develop a data base. Data scatter about a curve fit will provide a measure of repeatability for this instrument (methods are discussed in Chapter 4).
Reproducibility involves re-testing the system at a different facility or something equivalent to this, such as using different instruments or test fixtures. Think of this as a test duplication, to be able to reproduce test results. Even though a similar procedure and test matrix will be used to test for reproducibility, the duplication involves different facilities, individual instruments, and test fixtures. A reproducibility test is a special type of replication – by using the different facility constraint added. The combined results allow for interference effects to be randomized.
Bottom Line: The results leading to a reproducibility specification are more representative of what can be expected by the end user (YOU!).
PROBLEM 1.27
SOLUTION:
(i) Running the car on a chassis dynamometer, which applies a desired load to the wheels as the car is operated at a desired speed so as to simulate the car being driven, provides a controlled test environment for estimating fuel consumption. The operating loads form a 'load profile' to simulate the road course.
Allowing a driver to operate a car over a predetermined course provides a realistic simulation of expected consumption. No matter how well controlled the dynamometer test, it is not possible to completely recreate the driving situation that a real driver provides. However, each driver will drive the course a bit differently.
Extraneous variables include: individual entities of driver and of car that affect consumption in either method; road variations and differences between the test methods; road or weather conditions (which are both variable) that change the simulation.
(ii) The dynamometer test is well controlled. In the hands of a good test engineer, valuable information can be ascertained and realistic mileage values obtained. Most important, testing different car models using a predetermined load profile forms an excellent basis for comparison between car makes – this is the basis of a 'standardized test.'.
The variables in a test affect the accuracy of the simulation. Actual values obtained by a particular driver and car are not tested in a standardized test.
(iii) If the two methods are conducted to represent each other, than these are concomitant methods. Even if not exact representations, information obtained in one can be used to get realistic estimates to be expected in the other. For example, a car that gets 10 mpg on the chassis dynamometer should not be expected to get 20 mpg on the road course.
PROBLEM 1.28
KNOWN: (calculated)
h = bounce height (measured)
H = initial height (measured)
SOLUTION:
Spikes in volleyball at the collegiate level may have velocities of 30 m/sec. However, the terminal velocity of a volleyball may be computed from
where we take the mass of the volleyball to be 0.28 kg, the density of air to be 1 kg/m3 and the drag coefficient to be 0.5. This yields a terminal velocity below 20 m/sec.
Therefore a reasonable approach might be to drop the volleyball from heights of 5, 10 and 15 m and determine . Examining the data would show a trend from which we could estimate the limiting value of with increasing speed.
PROBLEM 1.29
KNOWN: (calculated)
h = bounce height (measured)
H = initial height (measured)
SOLUTION:
A ball dropped from a fixed height, H, will have an impact velocity of where g is the local acceleration of gravity at the location of the test. As , the ratio .
So the variables are: H, h, , , , and g.
Independent variables: H
Dependent variables: h
equivalently, the calculated variables : , , could be considered as dependent variables
Parameters: g and, assuming the test plan calls for repeated measurements from a controlled and fixed height H, the variable H could also be considered as a parameter.
Measured variable: h
You should be able to conceptualize how the scatter in the results for h would be affected by how well H is controlled. H is a controlled variable.
PROBLEM 1.30
SOLUTION:
Accuracy is a qualitative term referring to closeness of agreement. It requires an idea of the error in the measurement. The amount of error is estimated by the uncertainty. The uncertainty in the velocity measured by light gates may be expressed as
Where is the velocity of the arrow, is the distance between the light gates, and is the time of flight.
Assume a reasonable uncertainty in , say 1.5 mm. And assume that we require an uncertainty of 2% in the velocity.
m
ms
0.2
3.33
0.4
6.66
0.6
10
0.8
13.33
1
16.66
The figure below shows the maximum allowable uncertainty in the time for the projectile to pass through the two light gates to achieve a 2% uncertainty in the velocity, with a nominal velocity of 60 m/sec. A 2% uncertainty places an estimate of accuracy at 98% or better.
PROBLEM 1.31
KNOWN: 2 brothers, 2 cars of 1 model and make
FIND:cause for differences in fuel consumption
ASSUMPTION:
SOLUTION:
This is not an uncommon situation when siblings own similar model cars. Under perfectly controlled conditions, we might expect similar outcomes. An assumption is that the cars are taken from the same population (make and model) and so their mean consumption and variance should be the same (statistically). But in fact, this may not be the case, the cars may behave differently.
The drivers, the cars, and the routes driven are all extraneous variables in this direct comparison. Simply put, you and your brother may drive very differently. You both drive different cars, albeit of the same model and make. You likely drive over different routes, maybe very different types of driving routes. You might live in very different geographic locations (altitude, weather). The maintenance of the car would play a role, as well.
An arbitrator might suggest that the two of you swap cars for a few weeks to compare. If the consumption of each car remains as it was under different drivers (and associated different routes, location, etc.), then the car is the culprit: the two cars behave differently and are not representative of being from the same population (e.g., there may be a problem with one car). If not, then driver and other variables remain involved.
PROBLEM 1.32
FIND: concomitant method for finding the volume of a rod
SOLUTION:
As discussed in text, the volume of a rod can be found by measuring the length L and diameter d of the rod and using a model, such as . Statistical methods can be used to find the average diameter along the length.
Concomitantly, you could use an Archimedes Principle model. Submerge the rod into a liquid and accurately measure the volume of liquid displaced. A submerged body will displace its own volume in the fluid displaced.
One would expect that the two methods will give results that are close (not necessarily exact). The point of a concomitant approach is to verify that another method is working. However, the closeness of two reasonable and functioning approaches could be used as a basis to establish uncertainty limits.
We see here the idea of coupling a model with a method. The accuracy of the result is in part dependent on the accuracy of the model relative to the physical process. This is discussed in the text as “modeling error”.
PROBLEM 1.33
SOLUTION
Independent variable:
Applied tensile load
Controlled variable:
Bridge excitation voltage
Dependent variable:
Bridge output voltage (which is related to gauge resistance changes
due to the applied load)
Extraneous variables:
Specimen and ambient temperature will affect gauge resistance
A replication will involve resetting the control variable, using a new test specimen and duplicating the test.
PROBLEM 1.34
SOLUTION
To test repeatability, apply various tensile loads at random over the useful operating range of the system to build a data base. Be sure to operate within the elastic limit of the specimen. Direct comparison and data scatter about a curve fit will provide a measure of repeatability (specific methods to evaluate this are discussed in C4).
Reproducibility involves re-testing the system at a different facility or equivalent (such as different instruments and test fixtures). Think of this as a duplication. Even though a similar procedure and test matrix will be used to test for reproducibility, the duplication involves different individual instruments and test fixtures. Note that the reproducibility test is also a replication but with the different facility constraint added. The combined results allow for interference effects to be randomized.
Bottom Line: The results leading to a reproducibility specification are more representative of what can be expected by the end user (YOU!).
PROBLEM 1.35
KNOWN:Cart rolling down incline. Position is sensed by photocells triggered by cart passage. Two photocells used.
FIND:Identify important variables. Identify key assumptions. Concomitant approach.
SOLUTION
A car rolling down the hill whose speed is determined by two sensors separated by a distance s. Car speed could be determined as:
Speed = (distance traveled between measurements)/(elapsed time) = s/(t2 – t1)
The following is a list of the minimum variables that are important in this test:
Variables:
L: length of cars: distance between measurements (distance traveled)
: angle of inclination(t2 – t1): elapsed time
Where t1: instance car passes sensor 1; t2: instance car passes sensor 2
Assumptions: that affect the interpretation of the result,
(1) The speed of the car is actually an average between the speed of the car as it passes sensor 1 and then as it passes sensor 2. The assumption is that any speed change is small in regards to the measured value. This assumption imposes a systematic error on the measured result.
(2) The length of the car could be a factor if it affects how the sensors are triggered. The car is assumed to be a point. This assumption may introduce a systematic error into the results.
Concomitant approach:
If we consider the gravitational pull as constant (reasonable over a sensible distance), then the car’s acceleration is simply, a = gsin . So its acceleration is easily anticipated and the ideal velocity at any point along the path can be calculated directly from simple physics.
The actual velocity will be the ideal velocity reduced by resistance effects, including frictional effects, such as between the car’s wheels and the track and within the wheel axles, and aerodynamic effects. The actual velocity will be a bit smaller than the ideal velocity, a consequence of the systematic error in the assumptions. But what it does give us is a value of comparison for our measurement. If the measured value is markedly different, then we will know we have some problems in the test.
PROBLEM 1.36
FIND: Explain the term standard. Explain the hierarchy of standards.
Explain code and standard.
SOLUTION
The term standard refers to an object or instrument, a method or a procedure that provides a value of an acceptable accuracy for comparison.
A primary standard defines the value of the unit to which it is associated. Secondary standards, while based on the primary standard, are more readily accessible and amenable for use in a calibration in practical measurements.
There is a hierarchy of secondary standards: A transfer standard might be maintained by a national standards lab (such as NIST in the United States) to calibrate industrial “laboratory standards”. It is costly and time-consuming to certify a laboratory standard, so they are treated carefully and not used too regularly. A laboratory standard would be maintained by a company to be used to certify a more common in-house reference called the working standard. A working standard would be calibrated against the laboratory standard. The working standard is used on a more regular basis to calibrate everyday measurement devices or products being manufactured. Working standards are more the norm for most of us. A working standard is simply the value or instrument that we assume is correct in checking the output operation of another instrument.
Often the term ‘test standard’ and ‘test code’ are used interchangeably. But to make a distinction:
A test standard defines a specific procedure that is to be followed. It might include: language, specify types of equipment and measurement methods, specify method to analyze data, provide empirical factors to interpret data, state statistical analyses, and appropriate actions based on the results. One goal is to permit direct comparisons between products and allow for interchangeability of parts.
A code is similar and describes minimum specifications, acceptable materials and methods that must be followed, or performance specifications that must be met. One goal is to ensure that parts, materials, or products meet performance and safety factors. Building codes (e.g., plumbing, electrical, structural) are one example.
PROBLEM 1.37
KNOWN: Two pencil-style pressure gauges
FIND:Accurate gaugeSOLUTION
This is a common conundrum. Basically, when two devices that measure the same thing disagree by a small amount, it is not directly possible to determine which is more accurate without some adjudication, such as a third and more reliable device. If they disagree by a large amount, usually the outlier device is an obvious choice.
The best scenario is to pick one of the gauges and set all of her tires to the desired pressure, as indicated by the gauges and a value recommended by the manufacturer.
The next step is to find a calibrated gauge that she can use to test her two gauges. She might be surprised by her finding. Really, without calibration, she will not know the true tire pressure. Being an engineer, she might consider buying a working standard (a really good, calibrated gauge used only to check other gauges – the racing car industry uses these).
Alternatively, she could stop by an auto or tire store and borrow a tire gauge to compare with her gauges, but this is a comparison and there is no guarantee theirs is correct, either, particularly if they loan it out regularly.
PROBLEM 1.38
SOLUTION
The closeness of agreement between a true value and an individual measurement is a measure of the error in the measurement.The closeness of agreement between a true value and the average (mean value) of a large set of measurements, is a measure of the systematic error in the test.
PROBLEM 1.39
SOLUTION Professional surveys (past 30 years) have pointed to the ignorance of engineering students regarding the existence and use of test standards and codes. These standards exist for practically every device using in commerce. This problem deserves in-class discussion of student findings. Below is a synopsis:
a. ASTM F558 is a test standard (called a code in F558) to allow comparison of the maximum available air power for cleaning tasks using commercial and domestic vacuum cleaners when tested under the conditions specified. Tests are described, methods of analysis, and appropriate reporting of results are specified.b. ANSI Z21.86 is a test standard that specifies a basic specification for the safe operation, construction, and performance of vented gas space heaters.c. ISO 10770-1 is a test standard describing test methods used to determine the performance characteristics of electrically activated hydraulic flow control valves.d. ANSI/PTC 19.1 is a test standard providing procedures used for evaluation of uncertainties in test variables and propagation of these uncertainties into the uncertainty of a test results.e. ISO 7401 is a test standard providing open-loop test methods for determining the transient response behavior of road vehicles.f. ISO 5167, 1-4 is a test standard providing for the construction, use, analysis, coefficients, and installation requirements for obstruction flow meters.
PROBLEM 1.40
KNOWN:ASTM 558 and IEC 60312
FIND:Which one applies?
SOLUTION
ASTM F558 and IEC 60312 are both test standards to allow comparison of the maximum available air power for cleaning tasks using vacuum cleaners when tested under the conditions specified. Tests are described, methods of analysis, and appropriate reporting of results are specified. Serving a common purpose, the two differ in the methods of analysis and reporting of results. For example, F558 requires testing three units of the same make in reporting results, whereas IEC 60312 uses a single unit.
Test standards per se are not legal documents but may be specified as necessary conditions so under contracts. Each provides an example of best engineering practice. As the hotel chain did not specific which standard to use, either is acceptable. Both standards will give a close enough agreement to the other.
PROBLEM 1.41
KNOWN: ASTM F558
FIND: method to meet need for 3 units for testing
SOLUTION
The standard requires testing of three units of the same make and model number. The reason is to ensure that a single tested unit is not an outlier, one that is not a normal representation of the make/model. Accordingly, the standard provides methods for identifying an outlier.A random unit can be found at any store selling the model/make. Three units can be obtained there and the standard does not get specific. A better way would be to buy units at three different stores to randomize effects of manufacturing.
PROBLEM 1.42
KNOWN: parameter
FIND: appropriate significant digits for reporting
SOLUTION
a. Body weight for a passport: 2 or 3 integer digits (as in 58 lbs, 175 lbs., 72 kg)b. Fuel usage: usually 2 including one decimal digit (e.g., 4.8 L/100 km) or in the USA, 3 (or 2) digits are used (e.g., 31.5 mpg, 9.3 mpg where mpg = miles per gallon)c. Gold “good delivery” bar: these are 99.5% pure gold and weigh a standard amount of 12.4 kg. Three digits are used.d. Distance travelled in 1 s at 1 m/s is 1 m under the conditions reported – 1 significant digit. The reported number of digits will depend on the measurement techniques but the number of digits will be limited by the least number of digits used in the calculation.
PROBLEM 1.43
KNOWN: list of 1000 numbers randomly created between 10.0 and 99.9
FIND: discuss different rounding operations
SOLUTION
Generate 1000 numbers randomly selected between 100 and 999 that are then divided by 10 so as to obtain a trailing decimal digit. Then apply rounding rules to reduce the number from three significant digits to two significant digits (i.e., a number with zero decimal digits). Compute the sum of each column and compare the outcomes. · The Number column shows the created numbers. · =RANDBETWEEN(100,999)/10· Excel column uses the default Excel rounding: ROUND(cell#, decimal points). Example: For the number in cell B6· =ROUND(B6,0)· ASTM E29 column uses the E29 Standard rounding scheme (see note at end of Solution: MROUND(cell#, significant digits). Example: For the number in cell B6· =IF(MOD(B6,1)=0.5,MROUND(B6,2),ROUND(B6,0))For brevity, we show the first 10 of 1000 values generated at random to help you visualize
Number
Excel
ASTM E29
52.3
52
52
39.9
40
40
36.3
36
36
93.0
93
93
28.7
29
29
50.4
50
50
14.5
15
14
58.0
58
58
71.5
72
72
64.4
64
64
The rounding rules will only affect how the decimal “x.5” values are handled. Accordingly, as the numbers are generated at random, YOUR results will differ and your results will change with each new set of generated numbers (Excel will generate a new random number sequence each time you change a cell value anywhere in the sheet). The final results will depend on the number of x.5 values generated in 1000 points.Generating 1000 points and summing each column gives:
Number
Excel
ASTM E29
Sum =
53692.6
53759
53682
Difference =
-66.4
10.6
Fractional =
0.124
0.020
· Sum is the sum of each column of 1000 points.· Difference is simply the difference between Excel column to Number column and ASTM column to number column.· Fraction is the relative difference (multiply by 100 to get % difference).Here the Excel approach provides a rounded column of values that is more than 12% greater than the original column sequence. ASTM approach is 2% smaller. The result you obtain will change with every new sequence of random numbers. More often, the ASTM version will have lower absolute error (percent difference) then the Excel default method, but not always.Summary: The method used in rounding can have an effect on the final result in an operation involving many numbers or on the final result following many numerical operations. Therefore, (1) the method used should be standardized (E29) and (2) do not round the result of intermediate operations (either keeping as many significant digits as the code allows or at least keeping more significant digits in intermediate operations than the final rounded result). Note: ASTM E29 rounding rules:
(1) If the digits to be discarded begin with a digit of less than 5, the digit preceding the 5 is not changed,
(2) If the digits to be discarded begin with a 5 and at least one of the following digits is greater than 0, the digit preceding the 5 is increased by 1,
(3) If the digits to be discarded begin with a 5 and all of the following digits are 0, the digit preceding the 5 is unchanged if it is an even digit but it is increased by 1 if it is an odd digit.
PROBLEM 1.44
KNOWN: given numbers
FIND: Significant digits in each and convert to scientific notation
SOLUTION
(i)10.020 5 digits1.0020 x 101
(ii)0.00034 2 digits3.4 x 10-4
(iii)2500.4 digits 2.500 x 103
(Zeros are significant due to presence of the decimal point)
(iv)042.02 4 digits4.202 x 101
(v)0.1 x 10-31 digit1 x 10-4
(vi)999 kg/m33 digits9.99 x 102 kg/m3
(vii)152,0003 digits1.52 x 105 population
(viii)0.000001 grams 1 digit1 x 10-6 g
All non-zero digits present in a number are significant. Zeros require special attention within the following guidelines:
(1) All leading zeros whether positioned before or after a decimal point are not significant as these serve only to set order of magnitude,
(2) Zeros positioned between non-zero digits are significant,
(3) All trailing zeros when situated to either side of a decimal point are significant,
(4) Within an exact count, the zeros are significant.
PROBLEM 1.45
KNOWN: given numbers
FIND: Round to three significant digits
SOLUTION
Per ASTM E29:
(i) 15.963 = 16.0
(ii) 1232 kPa =1230 kPa = 1.23 x 103 kPa
(iii) 0.00315 = 3.15 x 10-3
(iv) 21.750 = 21.8 (zeros after 5, round to closest even)
(v) 21.650 = 21.6 (zeros after 5, round to closest even)
(vi) 0.03451 = 0.0345 = 3.45 x 10-2(> 0 after 5, round up one)
(vii) 1.82512314 = 1.826 = 1.83(> 0 after 5, round up one)
(viii) 1.2350 x 10-4 = 1.24 x 10-4(zeros after 5, round to closest even)
(1) If the digits to be discarded begin with a digit of less than 5, the digit preceding the 5 is not changed,
(2) If the digits to be discarded begin with a 5 and at least one of the following digits is greater than 0, the digit preceding the 5 is increased by 1,
(3) If the digits to be discarded begin with a 5 and all of the following digits are 0, the digit preceding the 5 is unchanged if it is an even digit but it is increased by 1 if it is an odd digit.
PROBLEM 1.46
KNOWN: given operations
FIND: Round to appropriate number of significant digits
SOLUTION
These results are good for discussion in class. As we point out in the text, the engineer assigning the significant digits has a good idea of the quality and source of each number and can argue for slight differences.
(i) 27.76 m + 4.907 m + 111.2 m =143.9 m
(ii) 91.15 kg + 12.113 kg =103.26 kg
Here we maintain the minimum decimal digitals per (1) below
(iii) 101.2 J x 12.1 J = 1225. = 1.22 x 103 J
Depending on other information available, this one could be argued to either three or four digits (i.e., added one most significant digit, 1.225 x 103), but 1.22 x 103 is by the rules.
(iv) 23. m + 42.15 m =65. mThe value “23.” as written implies that the number is a result of rounding between 22.5 and 23.4.
(v) 10. J – 5.1 J = 5. Jthe value “10.” has no digits after the decimal place – see rules. The value “10.” as written implies that the number is a result of rounding, e.g., it could be any value between 9.5 through 10.4.
(vi) 10.0 kg – 5.1 kg = 4.9 kg (5.1 has only 2 digits)
(vii) 1.1 N + 5.47 N + 0.9178 N = 7.5 N (do not round the intermediate terms)
(viii) 7.81/81.= 0.096the decimal here indicates the value of 81 is a result of rounding and limits result to 2 significant digits
(1) In addition or subtraction, the number of digits following the decimal in the reported result should not be greater than the least number of digits found following a decimal in any of the data points used.
(2) In multiplication, division, and trigonometric functions, the significant digits in the result should not be greater than the least number of significant digits in any of the data points used.
PROBLEM 1.47
KNOWN: given operations
FIND: Round to appropriate number of significant digits
SOLUTION
These results are good for discussion in class. As we point out in the text, the engineer assigning the significant digits has a good idea of the quality and source of each number and can argue for slight differences.
(i) sin (nx) = ; n = 0.010 m-1, x = 5.73 m= sin(0.010 x 5.73 rad)
= sin (3.28o) = 0.057 (limited to 2 digits by 0.010)
(ii) e0.31 = 1.4
(iii) ln (0.31) =-1.2
(iv) xy/z = ; x = 423. J, y = 33.42 J, z = 11.32 xy/z = 1250 = 1.25 x 103 J
(v) (0.212 + 0.3212 + 0.1212)/3 = 0.054 = 5.4 x 10-2
(vi) 1072 + 6542 = 1.80 x 103 (note: this rounds to 3 significant digits (limited by 107), which could be written as 18000. Scientific notation retains the 3 digits whereas 18000 could be interpreted as having only 2 significant digits)
(vii) 22.11/2 = 4.70
(viii) (22.3 + 16.634) x 59 = 38.934 x 59 = 2.30 x 103 Note: here we take 59 to be an exact count, so 22.3 with 3 digits limits the result. Otherwise, we get 2.3 x 103 as the 2 digits of 59 limits the result.
Round after intermediate calculations are made.
(1) In addition or subtraction, the number of digits following the decimal in the reported result should not be greater than the least number of digits found following a decimal in any of the data points used.
(2) In multiplication, division, and trigonometric functions, the significant digits in the result should not be greater than the least number of significant digits in any of the data points used.
PROBLEM 1.48
KNOWN: let d = 21.0 mt = 2.2s
FIND: calculate the speed
SOLUTION
Speed is simply distance traveled, d, divided by the time for transit, t:
U = d/t = 21.0 m/2.2 s = 9.5454 = 9.5 m/s
The result is rounded to 2 significant digits as limited by the 2 digits in t. We truncate the result to two digits.
Rule: if the digits to be discarded begin with a digit of less than 5, the digit preceding the 5 is not changed
PROBLEM 1.49
FIND: Suggest an appropriate allowable error these common measurements
SOLUTION
These answers are open for discussion with valid reasoning. Stated results here are one opinion:
(i) Book shelves located above one another need to be similar lengths.
The book shelves can be easily cut using a portable circular saw or a table saw. Tolerance here easily can be achieved to within about ½ of the saw blade to about 1mm (or within about 1/32 inch). Visually, differences of more than 5 mm will be very noticeable.
(ii) Car tire pressures (all four)
Typically, we want tire pressures to be within 1 psi or 7 kPa of each other or there can be a noticeable drag. This is about the limitation of a typical consumer pressure gauge (and due to random error). At 2 psi (14 kPa) or more between tires and there can be handling irregularities.
(iii) Car tire pressure (one)
A typical uncalibrated car tire pressure gauge is accurate to within 2 psi ( 14 kPa) and this is acceptable. More than this and tire efficiency falls off rapidly. More than 5 psi (35 kPa) from recommended pressure and there is a noticeable change in handling and efficiency. This error is primarily systematic in nature.
(iv) Car speedometer
In the United States, these must have total error of less than 4% to be legal. At 100 kph, that’s 4 kph, which is quite tolerable. Any larger error and there be problems explaining your speed with law enforcement officers.
(v) Oven thermostat
These errors are systematic (offset from set value) and random (heating element on/off temperature regulation). Systematic errors of up to 25F (~10 C) are tolerable. More than that and it can be problematic. However, people who use an oven often learn to compensate their baking style (also referred to as a slow oven or a hot oven) by adjusting setpoint. Random variations of this same amount are at the limits of tolerable but any larger will affect the quality of baking (cakes, breads, etc.) as this cannot be adjusted by using a different setpoint.
PROBLEM 1.50
KNOWN: given numbers
FIND: scientific numbers with 2 significant digits
SOLUTION
(i) 0.042 = 4.2 x 10-2
(ii) 42.0250 = 4.2 x 101
(iii) 420. = 4.2 x 102
(iv) 427,000 = 4.3 x 105
PROBLEM 1.51
KNOWN: tape measurement between 52 and 53 mm
FIND: report the measurement using an appropriate number of significant digits.
SOLUTION
The procedure is to record all digits that can be read exactly and optionally to add up to one more digit if it can be interpolated between marks. So while a reported value of 52 mm would be acceptable, the engineer has enough information to interpolate.
Depending on where the measurement lies on the tape graduations, the engineer may feel confident enough to report a value like 52.5 mm. This has three significant digits.
Reflecting on this, consider someone reviewing the results and not knowing the method. Using more than three digits here, such as 52.45, would suggest greater precision than what was really used. Using fewer digits, such as two digits in 52 mm, suggests that the engineer could not interpolate. So the engineer reports 52.5 mm.
PROBLEM 1.52
SOLUTION
Transform each relation into the linear form Y = a0 + a1X
(a) KNOWN:
This function can be rearranged as
So if we let
Then
X = log x ; Y = log y ; ao = log b ; a1 = m
(b) KNOWN:
Identity: ln x = 2.3 log x
This function can be rearranged as
So if we let
Then
X = x ; a1 = m ; ao = ln b ; Y = ln y
(c) KNOWN:
This function can be rearranged as
Orlog (y-b) = log c + m log x
So if we let
Then
X = log x ; a1 = m ; ao = log c ; Y = log (y-b)
PROBLEM 1.53
KNOWN: Data set of Table 1.5
FIND: Discuss advantages of different plot formats for this data
SOLUTION:
Both rectangular and log-log plots are shown below.
Rectangular grid (left plot below):
An advantage of this format is that is displays the data clearly as having a non-linear relationship. The data trend, while not immediately quantifiable, is established.
A disadvantage with this data set is that the poor resolution at low x values makes quantification at low values difficult.
Log-log grid (right plot below):
An advantage of this format with this particular data set is that the data display a linear relationship of the form: log y = m log x + log b. This tells us that the data have the relationship, y = bxm. Because of these facts, resolution is equally good over the whole scale.
A potential disadvantage with this format is that one must remember the data has been conditioned to look linear. We are no longer plotting y versus x but log y versus log x. This is particularly important to remember when calculating the find the slope of y against x.
PROBLEM 1.54
KNOWN: Calibration data of Table 1.5
FIND: K at x = 5, 10, 20 cm
SOLUTION:
The data reveal a linear relation on a log-log plot suggesting y = bxm. That is:
log y = log (bxm) = log b + m log x or
Y = B + mX
From the plot, B = 0, so that b = 1, and m = 1.2. Thus, we find from the calibration the relationship
y = x1.2
Because K = [dy/dx]x = 1.2x0.2, we obtain
x [cm] K [V/cm]
5 1.66
10 1.90
20 2.18
We should expect that errors would propagate with the same sensitivity as the data. Hence for y=f(x), as sensitivity increases, the influence of the errors on y due to errors in x between would increase.
COMMENT
A common shortcut is to use the approximation that
dy/dx = lim x0 y/x
This approximation is valid only for very small changes in x, otherwise errors result. This is a common mistake. An important aspect of this problem is to draw attention to the fact that many measurement systems may have a static sensitivity that is dependent on input value.
PROBLEM 1.55
KNOWN: Sequence calibration data set of Table 1.6
ri = 5 mV
ro = 5 mV
FIND: %(uh)max
SOLUTION
By inspection of the data, the maximum hysteresis occurs at x = 3.0. For this case,
uh = yup - ydown
= 0.2 mV or
%(uh)max = 100 x (0.2 mV/5 mV)
= 4%
PROBLEM 1.56
FIND: Transform each relation into the linear form
SOLUTION
(a) y = 5x-0.25
This equation has the form of where b = 5 and m = -0.25
This function can be rearranged as
So if we let
Then, X = log x ; Y = log y ; ao = log b = 0.699; a1 = m = -0.25. This X vs Y can be plotted on rectangular scale axes.
Or we can plot on log-log scale axes, which perform these same operations.
y = 5x-0.25
(b) y = (0.4) (10-2x)
This equation has the form of where b = 0.4 and m = -2. This function can be rearranged as
= log 0.4 -2xso if we let
Then: X = log 10x = x ; Y = log y ; a1 = m = -2; a0 = log b = log 0.4
Or we can plot on semi-log scale axes, which perform these same operations.
c.y = 5e-0.5x this equation has the form and can be rearranged as
Where ln = 2.3 log x
So if we let:
Then: X = x ; a1 = m = -0.5; ao = ln b = ln 5 ; Y = ln y
Or we can plot on semi-log scale axes, which perform these same operations.
d.y = 2/xnote that this can be rewritten as y = 2x-1
If we take the log of both sides
So if we let :
Then: X = log x ; Y = log y ; ao = 0 ; a1 = -2
Or we can plot on log-log scale axes, which perform these same operations.
PROBLEM 1.57
KNOWN: y = 10e-5x
FIND: Plot function and find slope at x = 0, 2 and 20
SOLUTION
The function has been plotted below. The slope of the equation at any value of x can be found either graphically, numerically, or by the direct derivative. The derivative is
dy/dx = -50e-5x and we find the sensitivity K directly:
x [V] dy/dx [V/unit]
0 -50
2 -0.0023
20 0
To estimate K numerically: at x = 0, forward differencing is needed with small x values. Using x = 0.0001 gives K = -49.98. At x = 2, central differencing can be used with x = 0.1, so using x = 1.9 and 2.1 gives K = -0.0024
Regardless of the method used, the sensitivity of y to x decreases with x.
COMMENT : An aspect of this problem is to draw attention to the fact that many measurement systems have a static sensitivity that is dependent on the input value, i.e., not a constant. In Chapter 3, the concept that systems also have a dynamic sensitivity that is frequency dependent is introduced. In Chapter 5, we discuss dithering, a numerical method used to evaluate the sensitivity.
PROBLEM 1.58
KNOWN: Data of form y = axb.
FIND: a and b; K
SOLUTION
The data are plotted below. If y = axb, then in log-log format the data will take the linear form
log y = log a + b log x
A more or less linear curve results with this data. From the plot, the curve fit found is
log y = -0.23 + 2x
This implies that
y = 0.59x2
So that a = 0.59 and b = 2. The static sensitivity is found by the slope dy/dx at each value of x.
x [m] K(x1) = dy/dx x1 [cm/m]
0.5 0.54
2.0 2.16
5.0 5.40
10.0 10.80
COMMENT
An aspect of this problem is to draw attention to the fact that many measurement systems may have a static sensitivity that is dependent on input value. The operating principle of many systems will determine how K behaves.
PROBLEM 1.59
KNOWN: Calibration data
FIND: Plot data. Estimate K.
SOLUTION
The data are plotted below in semi-log format. A linear curve results.
This suggests the data fit the form y = aebx. Plotting y vs x in semi-log format is equivalent to
Plotting: log y = log a + bx
From the plot, a = 5 and b = -1. Hence, the data describe y = 5e-x.
Now, K = dy/dx x, so that
X [psi] K
0.05-4.76
0.1-4.52
0.5 -3.03
1.0-1.84
The magnitude of the static sensitivity decreases with x. The negative sign indicates that y will decrease as x increases.
COMMENT
An aspect of this problem is to draw attention to the fact that many measurement systems may have a static sensitivity that is dependent on input value. The operating principle of many systems will determine how K behaves.
0.010.020.040.060.10.20.50.81258104.97506239596341174.95024916874584084.90099336653377644.85222766774254044.75614712250357034.52418709017979743.89400391535702453.35160023017819693.03265329856316691.83939720585721170.410424993119493999.1578194443670893E-23.3689734995427337E-2
X [m]
y [V]
0.010.020.040.060.10.20.50.81258102001005033.333333333333336201042.5210.40.250.2
X [m]
y [V]
00.10.20.300000000000000040.40.50.60.70.799999999999999930.899999999999999910.999999999999999891.09999999999999991.21.31.40000000000000011.50000000000000021.60000000000000031.70000000000000041.80000000000000051.90000000000000062.00000000000000042.10000000000000052.20000000000000062.30000000000000072.40000000000000082.50000000000000092.6000000000000012.70000000000000112.80000000000000122.90000000000000123.00000000000000133.10000000000000143.20000000000000153.30000000000000163.40000000000000173.50000000000000183.60000000000000193.7000000000000023.8000000000000023.90000000000000214.00000000000000184.10000000000000144.20000000000000114.30000000000000074.40000000000000044.54.59999999999999964.69999999999999934.79999999999999894.89999999999999864.99999999999999825.99999999999999826.99999999999999827.99999999999999828.99999999999999829.999999999999998210.99999999999999811.99999999999999812.99999999999999813.99999999999999814.99999999999999815.99999999999999817181920106.06530659712633383.67879441171442332.23130160148429811.3533528323661270.820849986238987970.497870683678639460.301973834223185020.18315638888734190.111089965382423066.7379469990854729E-24.0867714384640708E-22.4787521766663587E-21.5034391929775723E-29.1188196555451531E-35.5308437014783308E-33.3546262790251124E-32.0346836901064379E-31.2340980408667931E-37.4851829887700332E-44.5399929762484774E-42.7536449349747059E-41.6701700790245597E-41.0130093598630675E-46.1442123533281883E-53.7266531720786581E-52.2603294069810424E-51.370959086384077E-58.3152871910356343E-65.0434766256788455E-63.0590232050182363E-61.8553913626159652E-61.1253517471925831E-66.8256033763348212E-74.1399377187851371E-72.5109991557439642E-71.5229979744712467E-79.2374496619704964E-85.6027964375372073E-83.3982678194950354E-82.0611536224385431E-81.2501528663867337E-87.5825604279118528E-94.5990553786523004E-92.7894680928689244E-91.6918979226151304E-91.0261879631701891E-96.2241446229078059E-103.7751345442791249E-102.2897348456455693E-101.388794386496412E-109.3576229688402412E-136.305116760147035E-154.2483542552916191E-172.8625185805494142E-191.9287498479639316E-211.2995814250075124E-238.7565107626965837E-265.9000905415971452E-283.9754497359087031E-302.678636961808116E-321.8048513878454407E-341.2160992992528256E-368.194012623990514E-395.5210822770285325E-413.720075976020836E-43
x (units)
y (units)
p1.58
0.525100.140000000000000012.509999999999999815.363.710.525100.140000000000000012.509999999999999815.363.71
X [m]
y [cm]
P1.59
0.050.10.514.764.51999999999999963.031.84
X [kPa]
Y [cm]
P1.21
25101.61040
Q (m3/min)
Dp (N/m-m)
P1.53
0.51251020501000.412.29999999999999986.915.836.4110.1253.2
X[cm]
Y[V]
P1.53
0.51251020501000.412.29999999999999986.915.836.4110.1253.2
X[cm]
Y[V]
P1.54
0.51251020501000.412.29999999999999986.915.836.4110.1253.2
X[cm]
Y[V]
P1.55
0123450.11.10000000000000012.134.099999999999999650123450.21.22.20000000000000023.24.25
X[mV]
Y[mV]
0.010.020.040.060.10.20.50.812581015.81138830084189313.29573974236247111.18033988749894710.1025775233831188.89139705019461427.4767439061061035.94603557501360495.286856317202820754.20448207626857333.343701524882112.97301778750680252.8117066259517456
X [m]
y [V]
0.010.020.040.060.10.20.50.81258100.381997034408574350.364804335742363870.332705508441068390.303431030011673490.252382937792077320.159242868221398884.0000000000000008E-21.0047545726038313E-24.0000000000000001E-34.0000000000000003E-54.0000000000000004E-114.0000000000000003E-173.9999999999999996E-21
X [m]
y [V]
1-1
1
loglog(2/)2log(1/x)2log(x)2log
yxx
-
====-
pRT
r
=
p
D
(
)
(
)
2
2
pQCA
r
D=
p
D
(
)
2
Q
dpQ
K
dQ
CA
r
éù
==
êú
ëû
/
R
ChH
=
2
t
aird
mg
V
AC
r
=
R
C
2
i
vgH
=
2
f
vgh
=
=/
Rfi
ChHvv
=
i
v
f
v
R
C
1
2
2
Vt
L
uu
u
VLt
D
éù
æö
æö
=+
êú
ç÷
ç÷
D
èø
èø
êú
ëû
V
L
t
D
L
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0
0.2
0.4
0.6
0.8
1
1.2
u
t
(
m
s
)
L
2
/4
dL
p
"=
m
ybx
=
m
logylogbxlogbmlogx
==+
01
YaaX
=+
mx
ybe
=
mx
lnylnblnelnbmx
=+=+
m
ybcx
=+
m
ybcx
-=
m
ybx
=
Chart10.010.020.040.060.10.20.50.8125810
X [m]
y [V]
15.8113883008
13.2957397424
11.1803398875
10.1025775234
8.8913970502
7.4767439061
5.946035575
5.2868563172
5
4.2044820763
3.3437015249
2.9730177875
2.811706626
HW 1_54y=-50e^-5x0-50100.1-30.32653298566.06530659710.2-18.39397205863.67879441170.3-11.15650800742.23130160150.4-6.76676416181.35335283240.5-4.10424993120.82084998620.6-2.48935341840.49787068370.7-1.50986917110.30197383420.8-0.91578194440.18315638890.9-0.55544982690.11108996541-0.336897350.067379471.1-0.20433857190.04086771441.2-0.12393760880.02478752181.3-0.07517195960.01503439191.4-0.04559409830.00911881971.5-0.02765421850.00553084371.6-0.01677313140.00335462631.7-0.01017341850.00203468371.8-0.00617049020.0012340981.9-0.00374259150.00074851832-0.00226999650.00045399932.1-0.00137682250.00027536452.2-0.0008350850.0001670172.3-0.00050650470.00010130092.4-0.00030721060.00006144212.5-0.00018633270.00003726652.6-0.00011301650.00002260332.7-0.0000685480.00001370962.8-0.00004157640.00000831532.9-0.00002521740.00000504353-0.00001529510.0000030593.1-0.0000092770.00000185543.2-0.00000562680.00000112543.3-0.00000341280.00000068263.4-0.000002070.0000004143.5-0.00000125550.00000025113.6-0.00000076150.00000015233.7-0.00000046190.00000009243.8-0.00000028010.0000000563.9-0.00000016990.0000000344-0.00000010310.00000002064.1-0.00000006250.00000001254.2-0.00000003790.00000000764.3-0.0000000230.00000000464.4-0.00000001390.00000000284.5-0.00000000850.00000000174.6-0.00000000510.0000000014.7-0.00000000310.00000000064.8-0.00000000190.00000000044.9-0.00000000110.00000000025-0.00000000070.00000000016-007-008-2.12417712764581E-164.24835425529162E-179-1.43125929027471E-182.86251858054941E-1910-9.64374923981966E-211.92874984796393E-2111-6.49790712503756E-231.29958142500751E-2312-4.37825538134829E-258.75651076269658E-2613-2.95004527079857E-275.90009054159715E-2814-1.98772486795435E-293.9754497359087E-3015-1.33931848090406E-312.67863696180812E-3216-9.0242569392272E-341.80485138784544E-3417-6.08049649626413E-361.21609929925283E-3618-4.09700631199526E-388.19401262399051E-3919-2.76054113851427E-405.52108227702853E-4120-1.86003798801042E-423.72007597602084E-43
HW 1_54
HW1_56
x (units)
y (units)
Sheet3y=5x^-0.25x [m]y [V]0.0115.81138830080.0213.29573974240.0411.18033988750.0610.10257752340.18.89139705020.27.47674390610.55.9460355750.85.28685631721524.204482076353.343701524982.9730177875102.811706626
Sheet3
X [m]
y [V]
y = 5x-0.25
10
mx
yb
=
(
)
mx
logylogb10logbmx
==+