
Prevention vs. Reaction The Importance of Asset Integrity
36
Prevention vs. Reaction The Importance of Asset Integrity
Transcript of Prevention vs. Reaction The Importance of Asset Integrity

Prevention vs. ReactionThe Importance of Asset Integrity

How Your Assets Typically Age
P-F Interval
Potential Failure
Functional Failure
Cond
ition
Time
Inspections

Why is Asset Integrity so Important?
• Sulfidation corrosion• Stress corrosion cracking• High velocity erosion• High temp hydrogen attack• Underside tank floor Corrosion• Corrosion under insulation• If not managed properly, they all have the same
outcome….

We Want to Avoid this…

Maintaining Compliance

Maintaining OSHA and EPA Compliance with Asset Integrity

What Type of Inspections?

Inspections for Oil & Gas / ChemicalsECOGNIZED
ND
ENERALLY
CCEPTED
OOD
NGINEERING
RACTICES
Your plant should be inspected based on the design code that it was built to
and the damage mechanisms it is susceptible to – there is no one size
fits all here

Overview of Non-Destructive Testing (NDT)
• Evaluating the properties of a material, component or structure without doing damage.
• Other terms– Non-Destructive Evaluation (NDE)– Non-Destructive Inspection (NDI)– Non-Destructive Examination (NDE)
• NDT is a highly valuable technique that can save both money and time in equipment evaluation, troubleshooting, and research because it doesn’t permanently alter the article being inspected.
• Must be done by certified individuals/companies
Non-Destructive Testing (NDT) Uses
• To assist in product development• To screen and sort incoming materials ( Raw
Materials)• To monitor, improve or control manufacturing
processes• To verify proper processing (Example: Heat
Treating)• To verify proper assembly• To inspect for in-service damage

Popular NDT Methodologies
Certifications & Non-Destructive Testing Methods
Utilized
Ultrasonic(UT)
Ultrasonic Shear Wave
Eddy Current(ET)
Penetrant(PT)
Magnetic Particle
(MT)
Magnetic Flux Leakage
(MFL)
Visual (VT)
Radiography(RT)

MirrorsMagnifying Glass.
FiberscopeRobotic Crawlers Borescope
Visual (VT) Inspection
Visual is the most basic and common inspection method
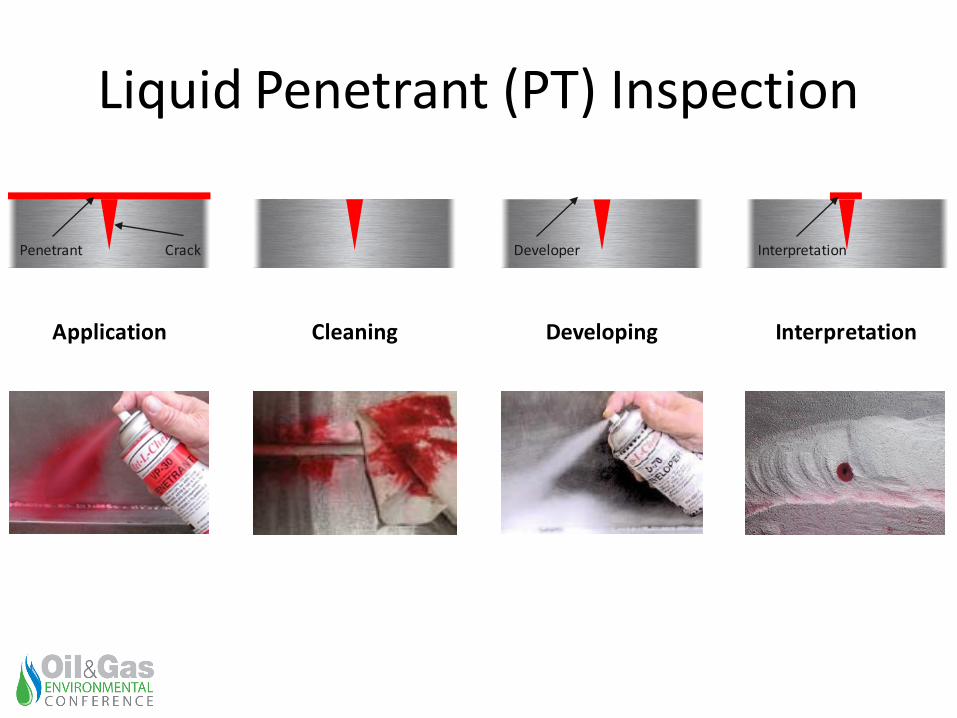
Liquid Penetrant (PT) Inspection
Application Cleaning Developing Interpretation
Penetrant Crack Developer Interpretation

Magnetic Particle (MT) InspectionThe part is magnetized. Finely milled iron particles coated with a dye pigment are then applied to the specimen. These particles are attracted to magnetic flux leakage fields and will cluster to form an indication directly over the discontinuity. This indication can be visually detected under proper lighting conditions.
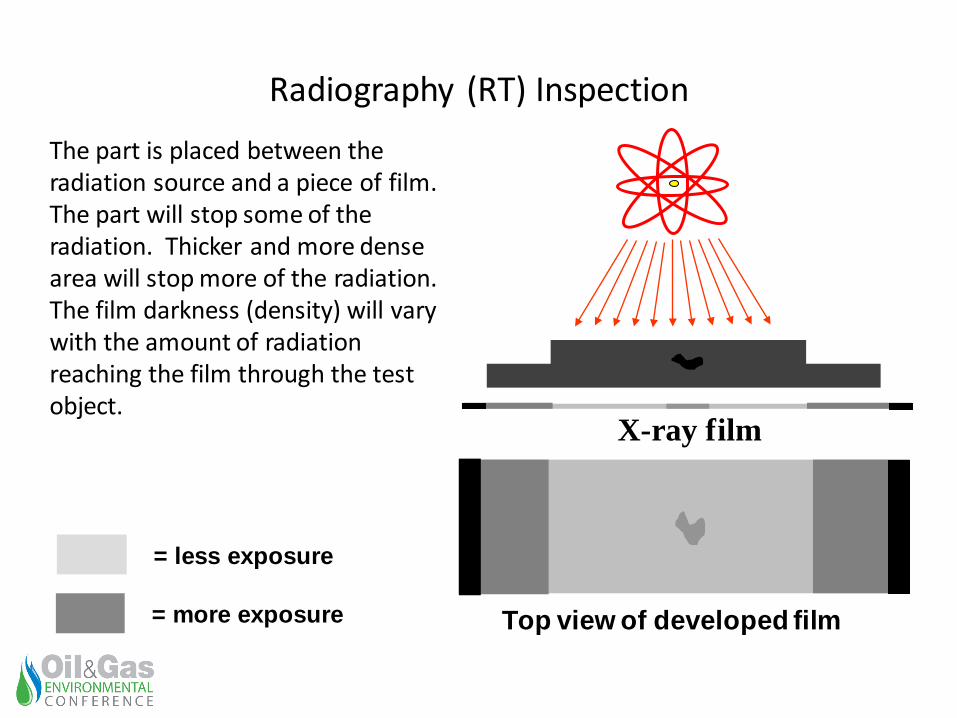
Radiography (RT) InspectionThe part is placed between the radiation source and a piece of film. The part will stop some of the radiation. Thicker and more dense area will stop more of the radiation. The film darkness (density) will vary with the amount of radiation reaching the film through the test object.
Top view of developed film
X-ray film
= more exposure
= less exposure

Radiography (RT) Inspection – ExamplesNaked Eye Naked Eye Naked Eye
Inspection Result Inspection Result Inspection Result

Eddy Current (ET) InspectionEddy current testing is particularly well suited for detecting surface cracks but can also be used to make electrical conductivity and coating thickness measurements. Here a small surface probe is scanned over the part surface in an attempt to detect a crack.

Ultrasonic (UT) InspectionHigh frequency sound waves are introduced into a material and they are reflected back from surfaces or flaws.
Reflected sound energy is displayed versus time, and inspector can visualize a cross section of the specimen showing the depth of features that reflect sound.
plate
crack
0 2 4 6 8 10
initial pulse
crackecho
back surfaceecho
Oscilloscope, or flaw detector screen
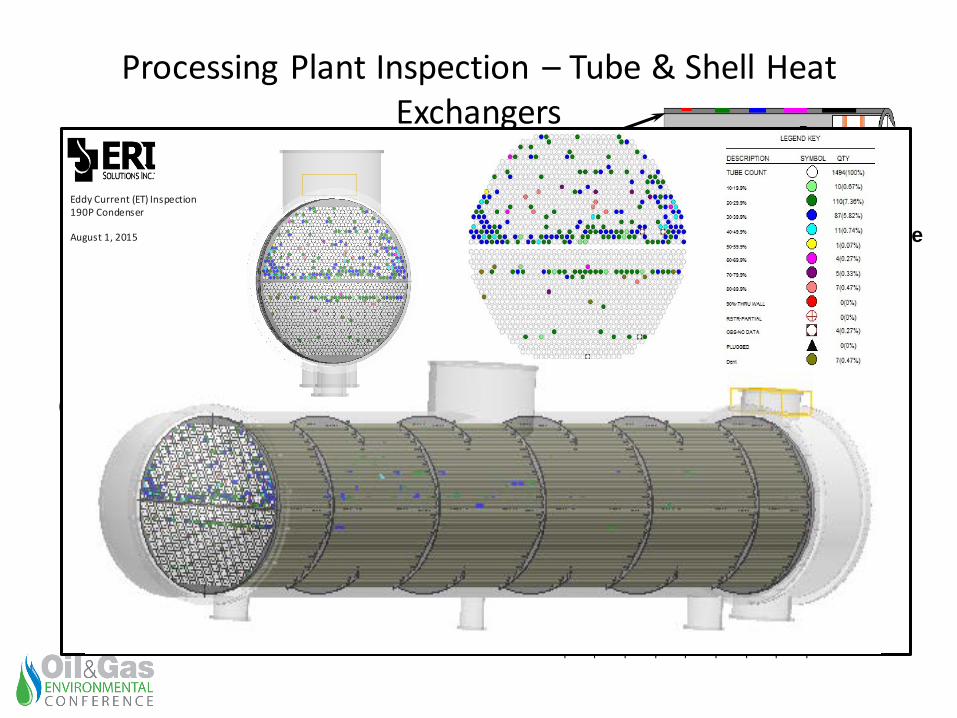
Processing Plant Inspection – Tube & Shell Heat Exchangers
Periodically, power plants, refineries, chemical plants, biofuels plants and other industrial processing plants are shutdown for inspection. Inspectors feed eddy current probes into heat exchanger tubes to check for corrosion damage.
Probe
Signals produced by various amounts of corrosion thinning.
Tube with damage
Eddy Current (ET) Inspection190P Condenser
August 1, 2015

Camera - long articulating arms are used to inspect underground storage tanks for damage.
Processing Plant Inspection – Storage Tanks
Robotic Crawlers - use ultrasound to inspect the walls of large above ground tanks for signs of thinning due to corrosion
Magnetic Flux Leakage – use a magnetic field to map the top and bottom side of tank floors to identify corrosion

Processing Plant Inspection – Piping & Pressure Vessels
The failure of piping and pressure vessels can result in the rapid release of a large amount of energy. To protect against this dangerous event, the vessels can be inspected using many types of NDT including UT, RT, MT, PT, ET, VT and others – your specific corrosion mechanism will define what’s best for your situation!

Findings from Inspections in Oil & Gas / Chemicals Industry
1 2 3

Findings from Inspections in Oil & Gas / Chemicals Industry
4 5 6

Findings from Inspections in Oil & Gas / Chemicals Industry
7 8 9

Findings from Inspections in Oil & Gas / Chemicals Industry
10 11 12

Findings from Inspections in Oil & Gas / Chemicals Industry
13 14 15

Findings from Inspections in Oil & Gas / Chemicals Industry

Findings from Inspections in Oil & Gas / Chemicals Industry

Findings from Inspections in Oil & Gas / Chemicals Industry

Why Should you Care?

Fines / Citations
OSHA Other Than SeriousUp to $7,000 per violation
OSHA SeriousMandatory Minimum of
$7,000 per violation
OSHA Willful or RepeatUp to $70,000 per violation
EPA$37,500 up to $320,000 plus, depending
on release size and how much your company benefited from not following
regulations.

A Property Claim Will Cost You!
Fully-Insured Oil & Gas / Chemicals Companies
• Property Damage Deductible (Generally $100,000 to $250,000 depending on company size and risk tolerance)
• Business Interruption Deductible (Generally 5 to 15 day Average Daily Value or no profit of continuing expenses paid)
Self-Insured Oil & Gas / Chemicals Companies
• Pay total cost to rebuild• Has no profit or continuing expenses covered while
rebuilding
INSURANCE COSTS

Other Costs (Uninsurable Portion)
Legal / Attorney
Insurance
Employee
Public
Fees
Rate Increases
Lose Positive Morale
Perception becomes Negative
Customers Contract Elsewhere
Production Efficiencies
Civil Lawsuits

But it is OK because…
DUMB THINGS HAPPEN
100% of property damage events (excluding acts of God) are preventable…Many of them will be prevented because of your Maintenance Activity

So What Can You Do?• Educate yourself & company management
– Understand and explain your corrosion mechanisms– Understand & explain legal requirements – Understand and explain how this is about reliability, continued
operations and compliance and how it is much more that a “Check the Box” activity
– Seek examples (To build your case)• Other similar instances in Oil & Gas / Chemicals or in similar industries
(some provided here, but www.csb.gov can give you more fuel)
Loss control, reliability, safety and compliance with regulatory agencies is the right thing to do, but it has also proven to be a very smart financial business decision

For more Information:
(316) 927-4290125 N. First Street | Colwich, KS 67030
www.erisolutions.com


















