
Presentation BASICS Continuous Casting
25
Welspun Group WELSPUN GET TECHNICAL TRAINING- Caster
-
Upload
deepakgawas1426 -
Category
Documents
-
view
336 -
download
32
Transcript of Presentation BASICS Continuous Casting

Welspun Group
WELSPUN GET TECHNICAL TRAINING- Caster

Welspun Group
2
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
STEEL
What is Steel ?
What are the applications of steel?- Type of Steel - By Composition- Type of steel – By Shape
What are the process route for producing steel?

Welspun Group
3
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
STEEL - Applications

Welspun Group
4
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
STEEL - Applications

Welspun Group
5
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
STEEL - Process Route : Flat Products

Welspun Group
6
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Cold rolling mill
Annealing and surfacegalvanizing and improving
Hot rolling mill
Shears andfinishing equipment
Pickling
Reversingcold rolling
mill
CSP plant
STEEL - Process Route : Flat Products

Welspun Group
7
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
STEEL - Process Route : Long Products

Welspun Group
8
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
STEEL - Process Route : Long Products

Welspun Group
9
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
STEEL - Process Route : Past & Present
SLABBING / BLOOMING MILL
SLABBING / BLOOMING MILL
SO
AK
ING
P
ITS
OA
KIN
G
PIT
Re-Heating Furnace
Re-Heating Furnace

Welspun Group
10
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Advantages of Continuous Casting :- Energy Efficient Process- Yield is much higher- Mass production of Semi-Finished product- Lower Operating Cost- Consistent Quality
Dis-Advantage - High Capital Cost
STEEL - Process Route : Past & Present

Welspun Group
11
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Basics of Continuous Casting
What is Continuous Casting
Transforms Liquid metal into Solid on Continuous basis. Water Cooled open ended copper mould Mould oscillates along axis of strand Dummy bar closes the mould from one end while start casting
and continuously withdrawn through segments. Along with D/bar, Partially Solidified Strand continuously
withdrawn. Core with liquid gradually solidifies as strand moves
Welspun Group
12
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
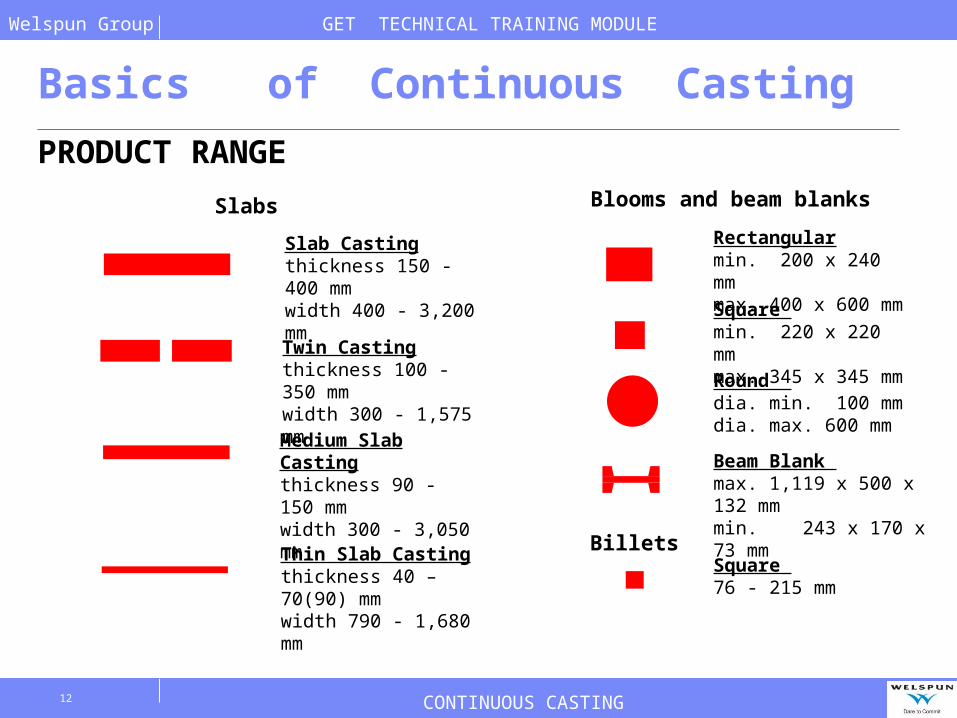
PRODUCT RANGE
Slab Casting thickness 150 - 400 mmwidth 400 - 3,200 mm
Twin Casting thickness 100 - 350 mmwidth 300 - 1,575 mm
Medium Slab Casting thickness 90 - 150 mmwidth 300 - 3,050 mm
Thin Slab Casting thickness 40 – 70(90) mmwidth 790 - 1,680 mm
Billets
Rectangular min. 200 x 240 mmmax. 400 x 600 mm
Square min. 220 x 220 mmmax. 345 x 345 mm
Round dia. min. 100 mmdia. max. 600 mm
Beam Blank max. 1,119 x 500 x 132 mmmin. 243 x 170 x 73 mm
Square 76 - 215 mm
Slabs Blooms and beam blanks
Basics of Continuous Casting

Welspun Group
13
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Basics of Continuous Casting
Types of Continuous Casting Machines

Welspun Group
14
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Type of Caster
Advantages Dis-advantages
Vertical Casters
No deformation through bending and unbendingGood floatation of inclusions and oxides
Large overall heightsHigh Ferro static pressure Casting speed limited by lack of available length.
Curved type Caster with straight mould
Minimal hindrance of oxide float-out provided the vertical section is sufficiently long.
Early and considerable deformation of the shellHigher ferro static pressure than curved mouldLarge degree of straightening deformation.
Basics of Continuous Casting

Welspun Group
15
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Type of Caster
Advantages Dis-advantages
Curved type Caster with curved mould
Strand straightened only when shell is already relatively thick. Low overall height, low ferro-static pressure, simple withdrawal and straightening
Oxide or inclusion Floatation Is poor and defect related to sliver in the product is high.
Basics of Continuous Casting

Welspun Group
16
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Design aspects of Continuous Casting
Basics of Continuous Casting
Type of Product Tonnage Machine Length and Casting Speed Vertical Height of Mould Radius of Machine Roller Pitch Metallurgical Length
- Square Root Law

Welspun Group
17
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Continuous Casting Metallurgy
Solidification Process

Welspun Group
18
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Continuous Casting Metallurgy

Welspun Group
19
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Hot Ductility
Continuous Casting Metallurgy

Welspun Group
20
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Hot Ductility
Continuous Casting Metallurgy

Welspun Group
21
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Hot Ductility
Continuous Casting Metallurgy

Welspun Group
22
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Continuous Casting Metallurgy

Welspun Group
23
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Continuous Casting Metallurgy
Cleanness in Continuous Casting
Non-Metallic Inclusions Entrapment or Dissolve of Non desirable
gases

Welspun Group
24
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Continuous Casting Metallurgy
Secondary Metallurgy : Inclusion formation begins during precipitation de-oxidation with the
formation of endogeneous oxides. Control on Carry over Slag from EAF Removal of dissolve gases
Oxygen – Using De-oxidiser Hydrogen – VD Nitrogen – VD
Removal of Oxides by floatation

Welspun Group
25
GET TECHNICAL TRAINING MODULE
CONTINUOUS CASTING
Continuous Casting Metallurgy
Caster : Re-Oxidation and Gases pick-up
During Teeming from Ladle to Tundish
During Pouring from Tundish to Mould
Non-Metallic Inclusion Clogging


















