PREDICTIONS OF UREA DEPOSIT FORMATION WITH CFD ...Reduction (SCR) has developed as an effective...
2
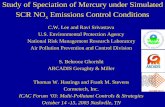
PREDICTIONS OF UREA DEPOSIT FORMATION WITH CFD USING AUTONOMOUS MESHING AND DETAILED UREA DECOMPOSITION Pengze Yang, Scott Drennan Convergent Science, Madison, WI 53719 | [email protected] | (608)-230-1587 • Urea-water solution (UWS) injection combined with Selective Catalytic Reduction (SCR) has developed as an effective method of meeting EPA and EURO NOx emissions regulations for diesel engines. • One key challenge faced by modern urea/SCR systems is the formation of solid deposits of urea decomposition by-products that are difficult to remove. • Urea deposits only form in a narrow range of wall temperatures and take many minutes to hours to form, which poses a challenge to conventional CFD tools. • The autonomous CFD meshing code, CONVERGE, used in this study incorporates a detailed urea decomposition mechanism with Conjugate Heat Transfer (CHT) and spray-wall interaction models to predict wall temperatures with filming. The CFD code also takes advantage of a fixed flow approach and CHT super-cycling to dramatically accelerate the flow and spray simulation to reach the time scale required for appreciable deposit formation [1]. • The prediction approach is applied to a practical exhaust system urea deposit test bench published by Brack et al, 2016 [2] . RESULTS MOTIVATION and BACKGROUND APPROACH REFERENCES CFD Geometry and Boundary Conditions O.P. Inflow Gas Temperature [K] Inflow Gas Mass Flow Rate [kg/h] UWS Dosing Rate [mg/s] Spray Cone Angle [◦] Duty Cycle Outer Wall Radiation Emissivity 1 488 100 44 16 5% 0.9 2 573 200 86 10 10% 0.9 3 713 300 88 16 10% 0.9 Injector Spray Cone Angle [◦] SMD [um ] Dv90 [um ] Rosin- Rammler q Injection Velocity [m/s] Bosch_1 10 173 346 2.61 24 Bosch_2 16 91 238 2.61 24 Autonomous Meshing • The CFD code automatically generates a body-fitted volume mesh at runtime using a Cartesian cut-cell technique. • A base grid of 4 mm is defined. Fixed embedding is applied on the pipe boundaries and near the injector. Solid wall regions have two levels of fixed embedding. • Grid scaling feature is used to conduct a mesh sensitivity study. APPROACH Urea Detailed Decomposition Model • A 12-step chemical kinetics [3,4] is adopted to model the urea decomposition and deposit formation. • Compared to the classic molten solid urea decomposition model, where the urea thermolysis is modeled by a single chemical reaction, the urea detailed decomposition model itemizes each step during the urea thermolysis process and is able to predict reaction rate of various urea decomposition by-products (biuret, CYA, ammelide, etc.). • The urea deposit formation only occurs within a narrow temperature range and is sensitive to temperature change. • The Kuhnke splash model is used to model the spray/wall interaction. The Wruck heat transfer model is turned on for spray dry wall heat transfer prediction. Fixed Flow Model and CHT Super-cycling • For most aftertreatment cases, quasi one-way coupling between exhaust flow and spray can be assumed. • For a pulsed spray, the flow field can be frozen periodically. The solver stops solving the continuity, momentum and species equations when the flow is fixed. Only spray parcel tracking continues. The fixed flow model can speed up aftertreatment filming and deposit modeling substantially [5]. • Within each super-cycle of the wall CHT, the solver gathers the heat transfer coefficient data and calculates the wall temperature in a steady-state manner at the end of the cycle. This feature allows the wall to reach thermal equilibrium at a much faster pace without tuning the solid heat capacity. [1] Richards, K., Senecal, P., and Pomraning, E., “CONVERGE (Version 3.0) Manual,” (Madison, Convergent Science, Inc., 2020) [2]Brack, W., Heine, B, Birkhold, F., Kruse, M. and Deutschmann, O., “Formation of Urea-Based Deposits in an Exhaust System: Numerical Predictions and Experimental Observations on a Hot Gas Test Bench,” Emission Control Science and Technology (2016) 2:115–123 [3] Sun, Y., Sharma, S., Vernham, B., Shibata, K. and Drennan, S., “Urea Deposit Predictions on a Practical Mid/Heavy Duty Vehicle After- Treatment System,” SAE Technical Paper 2018-01-0960, 2018, doi:10.4271/2018-01-0690. [4] Habchi, C., Quan, S., Drennan, S., and Bohbot, J., “Towards Quantitative Prediction of Urea Thermo-Hydrolysis and Deposits Formation in Exhaust Selective Catalytic Reduction (SCR) Systems,” SAE Technical Paper 2019-01-0992, 2019, doi:10.4271/2019-01-0992. [5] Maciejewski, D., Sukheswalla, P., Wang, C., Drennan, S.A. and Chai, X., “Accelerating Accurate Urea/SCR Film Temperature Simulations to Time-Scales Needed for Urea Deposit Predictions,” SAE Technical Paper 2019-01-0982, 2019, doi:10.4271/2019-01-0982. O.P. 1 O.P. 2 O.P. 3 Simulation Runtime Cell Count Core Count Convection CFL Spray CFL Runtime Pre-Cooldown 0.75 M 96 10 10 26 s/day Cooldown 0.56 M 96 10 100 512 s/day • The fixed flow and CHT super-cycling model substantially speeds up the urea deposit simulations. • O.P. 2 simulation including pre-cooldown and cooldown can be completed within several days. Cooldown Simulation • A cooldown simulation is conducted to account for the cooldown period in the experiments before retrieving the deposit sample. • Urea deposit data is mapped in the cooldown simulation from the pre-cooldown run. • Spray is turned off along with the inflow. Wall temperature is allowed to cool down eventually to the room temperature. With a fixed CFL, the cooldown simulation can run extremely fast. Deposit By- products Mass [kg] Mass Fraction Experiment UREA_SL 0 0% 0.8% BIURET 1.1e-5 9.9% 0.5% CYA 9.2e-5 82.9% 80.3% AMMELIDE 8e-6 7.2% 18.2% Total 1.11e-4 100% 99.8% Deposit Mass Development during Pre-cooldown and Cooldown Simulation Pipe Wall Temperature Field at Steady State Deposit Mass Development during Pre-cooldown and Cooldown Simulation Pipe Wall Temperature Field at Steady State Deposit By- products Mass [kg] Mass Fraction Experiment UREA_SL 8.5e-5 80% 94.3% BIURET 1.8e-5 17% 7.3% CYA 3e-6 3% 0% AMMELIDE 0 ~0% 0% Total 1.06e-4 100% 101.6% Deposit Mass Development during Pre-cooldown Simulation Pipe Wall Temperature Field at Steady State Deposit By-products Mass [kg] Mass Fraction Experiment UREA_SL 0 0% 0% BIURET 0 0% 0% CYA ~0 0% 0% AMMELIDE ~0 0% 0% Total ~0 0% 0%
Transcript of PREDICTIONS OF UREA DEPOSIT FORMATION WITH CFD ...Reduction (SCR) has developed as an effective...
-
PREDICTIONS OF UREA DEPOSIT FORMATION WITH CFD USING AUTONOMOUS MESHING AND DETAILED UREA DECOMPOSITION
Pengze Yang, Scott Drennan
Convergent Science, Madison, WI 53719 | [email protected] | (608)-230-1587
• Urea-water solution (UWS) injection combined with Selective Catalytic
Reduction (SCR) has developed as an effective method of meeting EPA
and EURO NOx emissions regulations for diesel engines.
• One key challenge faced by modern urea/SCR systems is the formation
of solid deposits of urea decomposition by-products that are difficult to
remove.
• Urea deposits only form in a narrow range of wall temperatures and take
many minutes to hours to form, which poses a challenge to conventional
CFD tools.
• The autonomous CFD meshing code, CONVERGE, used in this study
incorporates a detailed urea decomposition mechanism with Conjugate
Heat Transfer (CHT) and spray-wall interaction models to predict wall
temperatures with filming. The CFD code also takes advantage of a fixed
flow approach and CHT super-cycling to dramatically accelerate the flow
and spray simulation to reach the time scale required for appreciable
deposit formation [1].
• The prediction approach is applied to a practical exhaust system urea
deposit test bench published by Brack et al, 2016 [2] .
RESULTSMOTIVATION and BACKGROUND
APPROACH
REFERENCES
CFD Geometry and Boundary Conditions
O.P. Inflow Gas
Temperature
[K]
Inflow Gas Mass
Flow Rate
[kg/h]
UWS Dosing
Rate
[mg/s]
Spray
Cone
Angle [◦]
Duty Cycle Outer Wall
Radiation
Emissivity
1 488 100 44 16 5% 0.9
2 573 200 86 10 10% 0.9
3 713 300 88 16 10% 0.9
Injector Spray Cone
Angle [◦]
SMD
[um ]
Dv90
[um ]
Rosin-
Rammler q
Injection Velocity
[m/s]
Bosch_1 10 173 346 2.61 24
Bosch_2 16 91 238 2.61 24
Autonomous Meshing
• The CFD code automatically generates a body-fitted volume mesh at
runtime using a Cartesian cut-cell technique.
• A base grid of 4 mm is defined. Fixed embedding is applied on the pipe
boundaries and near the injector. Solid wall regions have two levels of
fixed embedding.
• Grid scaling feature is used to conduct a mesh sensitivity study.
APPROACH
Urea Detailed Decomposition Model
• A 12-step chemical kinetics [3,4] is adopted to model the urea decomposition
and deposit formation.
• Compared to the classic molten solid urea decomposition model, where the
urea thermolysis is modeled by a single chemical reaction, the urea detailed
decomposition model itemizes each step during the urea thermolysis process
and is able to predict reaction rate of various urea decomposition by-products
(biuret, CYA, ammelide, etc.).
• The urea deposit formation only occurs within a narrow temperature range and
is sensitive to temperature change.
• The Kuhnke splash model is used to model the spray/wall interaction. The
Wruck heat transfer model is turned on for spray dry wall heat transfer
prediction.
Fixed Flow Model and CHT Super-cycling
• For most aftertreatment cases, quasi one-way coupling between exhaust flow
and spray can be assumed.
• For a pulsed spray, the flow field can be frozen periodically. The solver stops
solving the continuity, momentum and species equations when the flow is fixed.
Only spray parcel tracking continues. The fixed flow model can speed up
aftertreatment filming and deposit modeling substantially [5].
• Within each super-cycle of the wall CHT, the solver gathers the heat transfer
coefficient data and calculates the wall temperature in a steady-state manner at
the end of the cycle. This feature allows the wall to reach thermal equilibrium at
a much faster pace without tuning the solid heat capacity.
[1] Richards, K., Senecal, P., and Pomraning, E., “CONVERGE (Version 3.0) Manual,” (Madison, Convergent Science, Inc., 2020)
[2]Brack, W., Heine, B, Birkhold, F., Kruse, M. and Deutschmann, O., “Formation of Urea-Based Deposits in an Exhaust System: Numerical
Predictions and Experimental Observations on a Hot Gas Test Bench,” Emission Control Science and Technology (2016) 2:115–123
[3] Sun, Y., Sharma, S., Vernham, B., Shibata, K. and Drennan, S., “Urea Deposit Predictions on a Practical Mid/Heavy Duty Vehicle After-
Treatment System,” SAE Technical Paper 2018-01-0960, 2018, doi:10.4271/2018-01-0690.
[4] Habchi, C., Quan, S., Drennan, S., and Bohbot, J., “Towards Quantitative Prediction of Urea Thermo-Hydrolysis and Deposits Formation in
Exhaust Selective Catalytic Reduction (SCR) Systems,” SAE Technical Paper 2019-01-0992, 2019, doi:10.4271/2019-01-0992.
[5] Maciejewski, D., Sukheswalla, P., Wang, C., Drennan, S.A. and Chai, X., “Accelerating Accurate Urea/SCR Film Temperature Simulations
to Time-Scales Needed for Urea Deposit Predictions,” SAE Technical Paper 2019-01-0982, 2019, doi:10.4271/2019-01-0982.
O.P. 1
O.P. 2
O.P. 3
Simulation Runtime
Cell Count Core Count Convection CFL Spray CFL Runtime
Pre-Cooldown 0.75 M 96 10 10 26 s/day
Cooldown 0.56 M 96 10 100 512 s/day
• The fixed flow and CHT super-cycling model substantially speeds up the urea deposit
simulations.
• O.P. 2 simulation including pre-cooldown and cooldown can be completed within several
days.
Cooldown Simulation
• A cooldown simulation is conducted to account for the cooldown period in the
experiments before retrieving the deposit sample.
• Urea deposit data is mapped in the cooldown simulation from the pre-cooldown
run.
• Spray is turned off along with the inflow. Wall temperature is allowed to cool
down eventually to the room temperature. With a fixed CFL, the cooldown
simulation can run extremely fast.
Deposit By-products
Mass [kg] Mass Fraction Experiment
UREA_SL 0 0% 0.8%
BIURET 1.1e-5 9.9% 0.5%
CYA 9.2e-5 82.9% 80.3%
AMMELIDE 8e-6 7.2% 18.2%
Total 1.11e-4 100% 99.8%
Deposit Mass Development during Pre-cooldown and Cooldown Simulation
Pipe Wall Temperature Field at Steady State
Deposit Mass Development during Pre-cooldown and Cooldown Simulation
Pipe Wall Temperature Field at Steady State
Deposit By-products
Mass [kg] Mass Fraction Experiment
UREA_SL 8.5e-5 80% 94.3%
BIURET 1.8e-5 17% 7.3%
CYA 3e-6 3% 0%
AMMELIDE 0 ~0% 0%
Total 1.06e-4 100% 101.6%
Deposit Mass Development during Pre-cooldown Simulation
Pipe Wall Temperature Field at Steady State
Deposit By-products Mass [kg] Mass Fraction Experiment
UREA_SL 0 0% 0%
BIURET 0 0% 0%
CYA ~0 0% 0%
AMMELIDE ~0 0% 0%
Total ~0 0% 0%
-
AFTERTREATMENT SYSTEMS AND METHODS FOR TREATMENT OF EXHAUST GAS FROM DIESEL ENGINE [1]Inventors : John H. Johnson1, Gordon G. Parker1 and Venkata Rajesh Chundru1
United States Patent No.: US 10,690,033B1, June 23, 2020,1Department of Mechanical Engineering - Engineering Mechanics, Michigan Technological University
ContactVenkata Rajesh Chundru,Department of Mechanical Engineering – Engineering Mechanics,Michigan Technological University1400 Townsend Drive, Houghton, MI – 49931, USAEmail : [email protected] for Patent, Dr. John H. Johnson - [email protected]
References1. John Johnson, Gordon G. Parker, Venkata Chundru “Aftertreatment Systems and Methods for Treatment of Exhaust Gas from Diesel Engine”, US Patent, June 23, 20202. Chundru, V.R., Mahadevan, B.S., Johnson, J.H., Parker, G.G., Shahbakhti, M.: “Development of a 2D Model of a SCR Catalyst on a DPF”, Journal of Emiss. Control. Sci Technol., (2019). doi: 10.1007/s40825-019099115-4.3. Chundru, Venkata Rajesh, Gordon G. Parker, and John H. Johnson. " A Modeling Study of an Advanced Ultra-low NOx Aftertreatment System." SAE International Journal of Fuels and Lubricants 13.1 (2020): 37-60.4. Chundru, Venkata Rajesh, Gordon G. Parker, and John H. Johnson. "The Effect of NO2/NOx Ratio on the Performance of a SCR Downstream of a SCR Catalyst on a DPF." SAE International Journal of Fuels and Lubricants 12.2 (2019): 122-143.5. Ing. Fritz Steinparzer et al. “The technical concept of the new BMW 6-cylinder 2nd generation modular Diesel engines”, 41st Vienna Motor Symposium, April 20206. Dipl.-Ing. C. Helbing et al. “Volkswagen's TDI-Engines for Euro 6d – Clean Efficiency for Modern Mobility”, 41st Vienna Motor Symposium, April 20207. Corso F. Ferrucci et al. “Novel Valvetrain Design as Enabler for compliance with upcoming stringent emission demands in urban operation”, 41st Vienna Motor Symposium, April 2020
AbstractAn aftertreatment system to treat exhaust gas from a diesel engine is provided. Theaftertreatment system comprises a selective catalytic reduction catalyst on a dieselparticulate filter (SCR-F); a first reductant injector connected to an exhaust gaspassage upstream of the SCR-F; a downstream diesel oxidation catalyst (DOC)disposed downstream of the SCR-F; a selective catalyst reduction catalyst (SCR)disposed downstream of the downstream DOC; a second reductant injector coupledto an exhaust gas passage positioned between the downstream DOC and the SCR;and a controller to determine a desired particulate matter (PM) oxidation in the SCR-Fand a desired system NOx conversion based on engine conditions, and to control afirst reductant flowrate from the first reductant injector and a second reductant flowratefrom the second reductant injector based on the desired PM oxidation in the SCR-Fand the desired system NOx conversion.
IntroductionSelective catalytic reduction (SCR) technology has been used to reduce NOxemissions from heavy-duty engines. The ultra-low NOx emission standard for theheavy-duty diesel engine has been proposed by the California Air Resources Board(CARB). To meet the stringent regulatory NOx emission standards for heavy-dutydiesel truck engines, an ultra-low aftertreatment system needs to be developed.For example, an aftertreatment system has been studied that includes an upstreamdiesel oxidation catalyst (DOC), a selective catalytic reduction catalyst on a dieselparticulate filter (SCR-F) and a selective catalyst reduction catalyst (SCR). The majorfactors that limit the performance of such aftertreatment system in terms of NOxreduction are catalyst aging in the SCR-F, ash loading in the SCR-F, transport of theplatinum group metals (PGM) from the upstream diesel oxidation catalyst (DOC) tothe SCR-F and unfavorable NO2 /NOx ratio to the inlet at the downstream SCR, whichcan lead to reduction of the NOx conversion of the downstream SCR and the system.Thus, there is need to improve the aftertreatment system such that the NOx emissionstandards can be met at various engine operating conditions such as at cold start andhot conditions and the particulate matter (PM) oxidation rate in the SCR-F also needsto be increased at various engine operating conditions.
Aftertreatment System DescriptionFigure 1 shows the proposed system consisting of DOC, SCR-F, DOC2, downstreamSCR, AMOX and two urea injectors. For this system due to the addition of a secondinjector, the total urea flow rate is divided into components ANR1 and ANR2 whichrepresents the ANR values at the two injectors. This system increases the NOxconversion and the PM oxidation rate over the SCR-F system alone by leveraging thecontrol system which determines the ANR1 and ANR2 based on NOx conversion andPM oxidation rate targets. The downstream DOC2 maintains a NO2/NOx ratio of 0.4-0.5at SCR inlet for all engine conditions. Figure 2 shows the increase in NO2/NOx ratio atthe SCR inlet due to the NO oxidation reaction in DOC2. The resultant higherdownstream SCR performance is used to develop an optimum control strategy for thetwo urea injectors in the system resulting in high NOx conversion performance and highPM oxidation rate shown in Figure 3. The control system and results from Figure 2 and3 are part of the research from [2][3][4].
Advantages of the SystemThe different embodiments and examples of the aftertreatment system for a diesel engine and the method to control or operate the aftertreatment system described herein provide several advantages over known solutions for improve PM oxidation rate and the system NOx conversion efficiency. For example, illustrative embodiments and examples described herein includes a DOC which is directly upstream of a SCR. 60 The inclusion of this DOC increases local NO2/NOx ratio to optimum values (e.g., NO2/NOx ratio of 0.5) at the downstream SCR, which leads to higher fast SCR reactions and thus greater than 99.5% system NOx conversion efficiency. The downstream SCR performance in this system is increased by 30 -60% depending on engine operation conditions. Additionally, and among other benefits, illustrative embodiments and examples described herein allow better control of inlet ANRl for the SCR-F and ANR2 for the SCR, which lead to accurate control of NH3 coverage fraction in both the SCR-F and the SCR.
Conclusions
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0ANR1 (-)
94
96
98
100
NO
x co
nv. e
ff.
sys
tem
(%)
1.00
1.05
1.10
AN
R2(
-)System NOx conv. eff.ANR1 max. NOx conv. eff.ANR2
0.000
0.050
0.100
0.150
0.200
0.250
PM o
xida
tion
rate
(g/m
in)
0
50
100
150
200
250
300
SC
R-F
out
let N
O2
(ppm
)
0
20
40
60
80
100
SCR
out
NH
3 (p
pm)
SCR-F Outlet NO 2SCR outlet NH3
Figure 1. Aftertreatment system with SCR-F, a downstream DOC2, SCR and two urea injectors
Figure 3. NOx conversion efficiency, ANR2 , PMoxidation rate, SCR-F outlet NO2 and SCR outletNH3 concentration vs ANR1 at engine conditionC (SCR-F+DOC2+SCR with 2 urea injectors)
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0ANR1 (-)
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
NO2/
NOx
ratio
(-)
SCR-F outlet NO 2/NO x ratioDOC2 outlet NO 2/NO x ratio
Figure 2. NO2/NOx ratio vs ANR1 at enginecondition C (SCR-F+DOC2+SCR with 2urea injectors)
The advantages of the SCR-F+DOC2+SCR system components (2 injectors) are:1) The proposed system has a 99.2 to 99.9 % NOx conversion efficiency as for
all the engine conditions2) The proposed system has a 0.013 to 0.070 g/min PM oxidation rate as
compared to 0.005 to 0.040 g/min for the SCR-F only for all the engineconditions
3) The SCR-F+DOC2+SCR system components enables 3 - 4 times higher PMoxidation rate as compared to the SCR-F system when ANR1 = 0 which isused in engine conditions where a higher PM oxidation rate and 91 - 95%NOx conversion efficiency is desirable.
4) The tradeoff between PM oxidation rate and NOx conversion efficiency canbe determined by the control algorithm in the SCR-F+DOC2+SCR system,which can operate over a limited range of ANR1 (0.72+/-0.08) and ANR2(1.04+/-0.02) conditions without a loss in NOx conversion efficiency and PMoxidation.
5) Aftertreatment systems inline with this system without the DOC after theSCR-F are being considered for light duty diesel applications by BMW [5],VW [6] and Eaton [7]
Patent ClaimsWhat is claimed is: 1. An aftertreatment system to treat exhaust gas from a diesel engine, comprising: a selective catalytic reduction catalyst on a diesel particulate filter (SCR-F);a first reductant injector connected to an exhaust gas passage upstream of the SCR-F; a downstream diesel oxidation catalyst (DOC) disposed downstream of the SCR-F; a selective catalytic reduction catalyst (SCR) disposed downstream of the downstream DOC; a second reductant injector coupled to an exhaust gas passage positioned between the downstream DOC and the SCR; a controller to determine a desired particulate matter (PM) oxidation rate in the SCR-F and a desired system NOx conversion based on engine conditions, and to control a first reductant flowrate from the first reductant injector and a second reductant flowrate from the second reductant injector based on the desired PM oxidation rate in the SCR-F and the desired system NOx conversion; 2. ….18
mailto:[email protected]:[email protected]