Prediction and Assessment of Ammonium Bisulfide Corrosion … · 2018-10-18 · Prediction and...
17
Prediction and Assessment of Ammonium Bisulfide Corrosion Under Refinery Sour Water Service Conditions—Part 2 Richard J. Horvath (1) (2) Consultant 19003 White Candle Drive Spring, TX 77388 Sridhar Srinivasan Honeywell International, Inc. 11201 Greens Crossing Blvd, Suite 700 Houston, TX 77067 Vishal V. Lagad Honeywell International, Inc. 11201 Greens Crossing Blvd, Suite 700 Houston, TX 77067 Russell D. Kane (1) (3) iCorrosion LLC 2318 Huldy Street Houston, TX 77019 ABSTRACT This paper summarizes results of Phase II of a joint industry program (JIP) that addressed ammonium bisulfide (NH 4 HS) corrosion. This phase of the program was focused on NH 3 -dominated sour waters typically found in refinery services such as the overhead systems of some sour water stripper units. Phase II extended the initial research work in Phase I of the program, commonly referred to as the Sour Water JIP, which addressed NH 4 HS corrosion in H 2 S-dominated sour waters. This Phase II work in NH 3 -dominated sour waters studied the impact of several process variables including NH 4 HS concentration, NH 3 partial pressure, H 2 S partial pressure, temperature, cyanide concentration, and velocity (wall shear stress). Data collected from laboratory tests designed to characterize these process variables were used to develop an enhanced software tool to predict corrosion rates for six materials evaluated in the program. Key aspects of the data, parametric behavior, and corrosion response of the different materials evaluated in the Phase II work are highlighted in this paper. Keywords: sour water, ammonium bisulfide, NH 4 HS, hydrogen sulfide, H 2 S, ammonia, NH 3 , partial pressure, isocorrosion diagram, temperature, cyanide, velocity, wall shear stress, materials selection, software, sour water stripper. _________________________ (1) Consultant to Honeywell International, Inc. (2) Retired from Shell Global Solutions (US) Inc. (3) Formerly Director of Corrosion Services at Honeywell International, Inc.
Transcript of Prediction and Assessment of Ammonium Bisulfide Corrosion … · 2018-10-18 · Prediction and...

Prediction and Assessment of Ammonium Bisulfide Corrosion Under Refinery Sour Water Service Conditions—Part 2
Richard J. Horvath(1) (2) Consultant
19003 White Candle Drive Spring, TX 77388
Sridhar Srinivasan
Honeywell International, Inc. 11201 Greens Crossing Blvd, Suite 700
Houston, TX 77067
Vishal V. Lagad Honeywell International, Inc.
11201 Greens Crossing Blvd, Suite 700 Houston, TX 77067
Russell D. Kane(1) (3)
iCorrosion LLC 2318 Huldy Street
Houston, TX 77019
ABSTRACT
This paper summarizes results of Phase II of a joint industry program (JIP) that addressed ammonium bisulfide (NH4HS) corrosion. This phase of the program was focused on NH3-dominated sour waters typically found in refinery services such as the overhead systems of some sour water stripper units. Phase II extended the initial research work in Phase I of the program, commonly referred to as the Sour Water JIP, which addressed NH4HS corrosion in H2S-dominated sour waters. This Phase II work in NH3-dominated sour waters studied the impact of several process variables including NH4HS concentration, NH3 partial pressure, H2S partial pressure, temperature, cyanide concentration, and velocity (wall shear stress). Data collected from laboratory tests designed to characterize these process variables were used to develop an enhanced software tool to predict corrosion rates for six materials evaluated in the program. Key aspects of the data, parametric behavior, and corrosion response of the different materials evaluated in the Phase II work are highlighted in this paper. Keywords: sour water, ammonium bisulfide, NH4HS, hydrogen sulfide, H2S, ammonia, NH3, partial pressure, isocorrosion diagram, temperature, cyanide, velocity, wall shear stress, materials selection, software, sour water stripper.
_________________________ (1)
Consultant to Honeywell International, Inc. (2)
Retired from Shell Global Solutions (US) Inc.
(3) Formerly Director of Corrosion Services at Honeywell International, Inc.

INTRODUCTION For several decades the selection of materials of construction to resist ammonium bisulfide (NH4HS) corrosion was primarily based on empirical findings that relied heavily on evaluations of operational experience, along with very limited controlled laboratory tests. Limits on material utilization were for the most part very general guidelines, usually based on the NH4HS concentration and velocity of the sour water stream containing the NH4HS. However, in March 2000 a joint industry program (JIP) titled ―Prediction and Assessment of Ammonium Bisulfide Corrosion Under Refinery Sour Water Service Conditions‖ was initiated to develop a quantitative engineering database and provide guidelines to predict corrosion in hydrogen sulfide (H2S)-dominated alkaline sour water systems typically found in refinery services such as the reactor effluent air cooler systems of hydroprocessing units. Phase I of the program, commonly referred to as the Sour Water JIP, was completed in March 2003 and the results were reported to the 16 sponsors in June 2003.
The Sour Water JIP used a specialized laboratory flow loop designed specifically to develop corrosion data for 14 materials exposed to well-defined and controlled alkaline sour water environments. These environments were generally characterized as H2S-dominated, with pH in the approximate range of 7 to 9. Corrosion response of the materials was evaluated as a function of NH4HS concentration, velocity (wall shear stress), H2S partial pressure, temperature, chloride concentration, hydrocarbon content, and chemical treatments. These data were used as the basis to develop isocorrosion diagrams for the materials evaluated and to quantify the effect of the above variables on material corrosion behavior. In addition, a corrosion prediction software tool was developed that successfully incorporated the data obtained in the program with flow modeling calculations to predict NH4HS corrosion rates for actual operating conditions. The results of Phase I of the Sour Water JIP have been reported by Horvath et al.1 (considered Part 1 of this paper), Cayard et al.,2 and Kane et al.3 The increase in corrosion rate with increasing NH4HS concentration confirmed that NH4HS concentration is a key variable influencing NH4HS corrosion. The use of velocity—especially the use of the 20 ft/s (6.1 m/s) velocity limit for controlling NH4HS corrosion of carbon steel—as the second key variable influencing NH4HS corrosion was found to be inadequate. Instead, wall shear stress—a direct measure of the mechanical force produced on the inner pipe surface by the flowing fluid—was found to be a much better scaling parameter than velocity for correlating NH4HS corrosion performance of materials, especially in multiphase systems. The use of only these two key variables (NH4HS concentration and the wall shear stress), however, was also found to be inadequate for assessing the potential for NH4HS corrosion in H2S-dominated sour water systems. The key learning from the Phase I of the Sour Water JIP was that H2S partial pressure proved to be the third key variable that must be considered when assessing the potential for NH4HS corrosion in alkaline sour water systems. The influence of these three primary key variables, along with other variables (e.g., temperature, presence of chloride, presence of hydrocarbons, presence of various chemical treatments) were incorporated into the software tool for predicting NH4HS corrosion rates. Cayard et al.2 confirmed the accuracy of the corrosion prediction model incorporated into the software tool by comparing the predicted corrosion rates with actual field data in H2S-dominated sour water systems. The isocorrosion diagrams and corrosion prediction software tool developed in Phase I of the Sour Water JIP have already had a profound impact on the refining industry. They have been used in design and operation of process units that contain sour waters covering a wide range of conditions, especially associated with hydroprocessing unit reactor effluent air cooler systems. The Phase I results and their successful application in refinery process units indicate conclusively that the innovative laboratory test methodologies used to simulate alkaline sour water corrosion developed for the Sour Water JIP provide a very good approximation of corrosion in actual sour water systems. Based on JIP sponsor use of the software tool and comparisons with many actual process unit observations and case studies, the Phase

I results for H2S-dominated alkaline sour water systems have provided a sound engineering basis for optimizing service performance and thereby improving safety, reducing costs, and reducing unscheduled process unit downtime. Effect of Ammonia Domination During Phase I of the Sour Water JIP sponsor representatives presented case histories of severe corrosion of stainless steel (SS) in very high pH ammonium bisulfide environments that could not be predicted by Phase I data for H2S-dominated environments. These case histories involved Type 316 SS (UNS S31600) piping and cast alloy CF8M (UNS J92900) valve and pump components used in the overhead system of the NH3 stripper in two elevated pressure sour water stripper units. The service environments involved NH4HS concentrations in the range of 12 to 18 wt% and very low H2S partial pressures (less than 1 psia [7 kPa]). However, these environments also contained very high levels of ammonia (NH3) that produced partial pressures as high as approximately 65 psia (450 kPa absolute) NH3 and a pH in the range of 10 to 11. Corrosion rates experienced by these SS materials in the NH3 stripper overhead system applications were in the range of 40 to 140 mpy (1 to 3.5 mm/y). Extrapolation of Phase I data to these very low H2S partial pressures led to a predicted corrosion rate of less than 1 mpy (0.03 mm/y) for Type 316 SS. This extrapolation was clearly beyond the range of applicability, particularly in the absence of data at such high levels of NH3 partial pressure. These service conditions fall outside the pH range and H2S-dominated region that were included in Phase I of the Sour Water JIP because of the very high NH3 content (i.e., high NH3 partial pressure). The Phase I data generally showed a trend of decreasing corrosion rate with increasing pH over the pH range of approximately 7 to 9 with other key variables held constant. This was likely caused by the dominance of H2S on the NH4HS corrosion reaction within this pH range. However, there were concerns that this relationship between the pH and NH4HS corrosion rate would not hold, and in fact might be reversed, when the pH was further increased into the 9 to 11 range by higher NH3 content in the sour water environment. In fact, Damin and McCoy4 postulated that high corrosion rates observed at high NH4HS concentration (and therefore high pH) may be attributable to the formation of a metal-ammonium complex that could adversely impact the normally protective sulfide film on the metal surface. They further stated that a minimum ammonium ion concentration must be reached before this complex is formed, and if an ammonium complex is formed with iron, it could act to strip the steel surface of protective scales. As a result, the need to extend the database and corrosion prediction methodology for Phase I of the Sour Water JIP to cover higher pH, NH3-dominated conditions of NH4HS service was clearly evident. These NH3-dominated conditions have been found in sour water stripper units and perhaps could even occur in some hydroprocessing units where low sulfur feedstocks are processed under severe operating conditions (that result in significant denitrification in addition to the desulfurization) to produce ultralow sulfur finished products.
PROGRAM OVERVIEW InterCorr International, Inc.,(4) in collaboration with Shell Global Solutions (US) Inc., initiated Phase II of the Sour Water JIP in March 2003. Phase II was conducted from March 2003 to December 2006. The final program report was issued in March 2007 to the 11 refining and engineering companies that jointly sponsored this Phase II program.5 The goal of the Phase II program was to develop a quantitative engineering database and provide guidelines to predict corrosion in NH3-dominated alkaline sour water systems (high NH3 partial pressure) as a function of NH4HS concentration, velocity (wall shear stress), NH3 partial pressure, temperature, and cyanide concentration.
(4)
InterCorr International, Inc. was acquired by Honeywell International, Inc. in 2005.

Program Tasks
The Phase II program included four tasks. The first three tasks involved data development using a specialized laboratory flow loop designed specifically to handle the environments and particulars associated with conducting experiments in NH4HS solutions. A fourth task involved the development of a comprehensive software model to predict corrosion rates of the materials evaluated in NH4HS environments.
First Task. The first task of the program addressed the parametric effect of NH3 partial pressure (PNH3). It involved developing comprehensive baseline isocorrosion curves for six materials at three NH3 partial pressures: PNH3 = 15, 60, and 90 psia (100, 410, and 620 kPa absolute). At each PNH3, corrosion rates were determined as a function of NH4HS concentration and flow loop velocity at a temperature of 130 °F (55 °C). Data were obtained at NH4HS concentrations ranging from 1 to 25 wt% and flow loop velocities ranging from 0 to 80 ft/s (24 m/s).
Second Task. The second task involved experiments designed to evaluate the parametric
effect of temperature on NH4HS corrosion at the three levels of PNH3 used in the first task. In addition to the baseline temperature of 130 °F (55 °C), series of tests were conducted at 110 °F (43 °C) and 190 °F (88 °C). Each series of tests determined the corrosion rates as a function of PNH3, NH4HS concentration, and flow loop velocity at the given test temperature.
Third Task. The third task involved experiments designed to evaluate the parametric effect of
the free cyanide concentration in the NH4HS solution at the three levels of PNH3 used in the first task. In addition to the baseline free cyanide concentration of 0 ppm, series of tests were conducted at free cyanide concentrations of 17 ppm and 40 ppm. Each series of tests determined the corrosion rates as a function of PNH3, NH4HS concentration, and flow loop velocity at the given free cyanide concentration and baseline temperature of 130 °F (55 °C).
Fourth Task. The fourth task involved the development of a software model to predict NH4HS
corrosion rates over the full range of potential alkaline sour water conditions. This was intended to be an extension of the corrosion prediction model developed for the H2S-dominated conditions in Phase I to incorporate the NH3-dominated alkaline sour water conditions in Phase II.
Materials Evaluated Six materials were evaluated in the Phase II program. These materials included carbon steel, Type 316L SS, two duplex stainless steels—Alloy 2205 (UNS S31803) and Alloy 2507 (UNS S32750)—and two nickel-based alloys—Alloy 825 (UNS N08825) and Alloy C-276 (UNS N10276). A list of the materials evaluated and their nominal compositions is provided in Table 1. These materials were procured in round bars to facilitate machining of the flow-through coupons and in plate or sheet form for preparation of the flat corrosion coupons evaluated in the static zone of the flow loop.

TABLE 1 MATERIALS EVALUATED AND NOMINAL COMPOSITIONS
Material UNS
Number C
wt% Mn wt%
Fe wt%
Cr wt%
Ni wt%
Mo wt%
Cu wt%
Ti wt%
Co wt%
W wt%
Carbon Steel G10180 0.15–0.20
0.6–0.9
bal – – – – – – –
Type 316L SS S31603 0.03 max
2.0 max
bal 16.0–18.0
10.0–14.0
2.0–3.0
– – – –
Alloy 2205 S31803 0.03 max
2.0 max
bal 21.0–23.0
4.5–6.5
2.5–3.5
– – – –
Alloy 2507 S32750 0.03 max
1.2 max
bal 24.0–26.0
6.0–8.0
3.0–5.0
0.5 max
– – –
Alloy 825 N08825 0.05 max
1.0 max
bal 19.5–23.5
38.0–46.0
2.5–3.5
1.5–3.0
0.6–1.2
– –
Alloy C-276 N10276 0.01 max
1.0 max
4.0–7.0
14.5–16.5
bal 15.0–17.0
– – 2.5 max
3.0–4.5
EXPERIMENTAL PROCEDURES
Several aspects of the experimental procedures are described including a general description of the test facility, description of the flow-through and static corrosion coupons and ionic modeling conducted to determine the quantity of chemical ingredients to simulate the intended test conditions. Test Facility The test facility used for the tests conducted in Phase II was essentially the same as that used for Phase I. Special testing techniques were again used to eliminate contamination by oxygen in the test environments and to simulate the intense flow conditions producing high wall shear stress levels commonly observed in multiphase flow. The flow loop incorporated an autoclave with an internal gear pump driven by a magnetically coupled spinning attachment. The design allows for continuous flow velocities up to 80 ft/s (24 m/s) through the flow-through corrosion coupons and continuous control of test temperature. Because the test fluid was internally recirculated within the pressurized autoclave, the risk of oxygen contamination was minimized.
Corrosion Coupons Two types of mass-loss corrosion coupons were used for these Phase II tests—exactly the same as those used in the Phase I tests. The flow-through coupons subjected to the test fluid passing through the pump consisted of ½ in (12.7 mm) OD by ¾ in (19 mm) long coupons with a 0.15 in (3.8 mm) ID bore that was exposed to the sour water test solution. Six flow-through coupons were evaluated in each test. Each coupon was electrically isolated from the others and from the coupon holder assembly using polytetrafluoroethylene (PTFE) or polyetheretherketone (PEEK) washers that also contained a 0.15 in (3.8 mm) ID bore. The OD of the flow-through coupons was shielded from the sour water test solution with heat shrink tubing and further contained in an Alloy C-276 tubular coupon holder. Corrosion coupons were also mounted in two stacks of three coupons underneath the pump to provide static mass-loss corrosion rate results. These static zone corrosion coupons were also useful to verify the corrosion rate trends observed on the flow-through coupons. The static zone coupons were standard 2.0 in (51 mm) long by 0.500 in (12.7 mm) wide by 0.125 in (3.18 mm) thick flat coupons with two ¼ in (6.35 mm) diameter holes for mounting.

Test Protocol
The flow-through corrosion coupons and flat corrosion coupons for the static zone were cleaned, measured, and preweighed. The stack of six flow-through coupons was assembled and all coupons were stored in a desiccator until they were mounted onto the pump prior to the testing. The required pump speed to attain the desired test velocity was determined by calibration with water before each test. After the water calibration, the pump, autoclave head and associated fixtures were thoroughly dried. The test coupons (flow-through stack and static coupons) were then mounted onto the pump and the autoclave head with pump assembly was assembled onto the autoclave body. The autoclave was pressure tested with nitrogen and then evacuated under vacuum and backfilled with nitrogen five times to deaerate the autoclave and pump assembly. At this point the portion of the test protocol involving the preparation and loading of the test solution for the Phase II tests differed from that used for the Phase I tests. The use of a separate external glass mixing vessel to prepare the ammonium hydroxide (NH4OH) solution and saturate the solution with H2S prior to transfer into the autoclave—which worked well for the H2S-dominated sour water solutions in Phase I—could not be used for preparing the NH3-dominated sour water solutions in Phase II. Instead, the following procedure was used for the Phase II testing. Based on the ionic modeling, described later in more detail, the prescribed amount of distilled water was transferred into an external glass mixing vessel and purged with high purity nitrogen for a minimum of 48 hours. The prescribed amount of NH4OH was then added (under a nitrogen cap) to the deaerated distilled water in the glass mixing vessel. The aqueous NH4OH solution was then transferred from the glass mixing vessel into the deaerated autoclave under a slight nitrogen pressure. A very small volume of dilute sodium cyanide (NaCN) solution was injected into the autoclave to react with any remaining trace of oxygen. The prescribed amounts (on a mass basis) of ultrapure (< 1 ppm oxygen) H2S and excess NH3 were then added directly into the autoclave. Stainless steel sampling cylinders that were deaerated and loaded with specific gram weights of liquid H2S and NH3 as dictated by the ionic modeling to attain the required test conditions were used for these additions. An excess pressure of high purity nitrogen was imposed so that all tests were run at an equivalent total pressure of 100 psia (700 kPa absolute) for tests conducted at 110 °F (43 °C) and 130 °F (55 °C), and 150 psia (1,000 kPa absolute) for tests conducted at 190 °F (88 °C). For tests with intended additions of cyanide, a larger and more concentrated solution of NaCN was used that provided an initial cyanide dosage of 100 ppm or 500 ppm in the test solution. In these tests, analyses for free cyanide were performed on liquid samples extracted from the test solution at test initiation, midway through the test period, and at test conclusion. These samples were extracted under pressure using a SS sampling cylinder that contained a moveable piston arrangement to ensure that a full liquid sample was taken with no vapor space. Subsequent to the transfer of the requisite test solution components into the autoclave, the pump was initiated slowly to facilitate complete mixing. During this process, the autoclave was heated to the intended test temperature. When test temperature was achieved the pump speed was adjusted to attain the designated test velocity in the flow-through corrosion coupons. Solution pH was monitored at test initiation, midway through the test period, and at test conclusion.
Each flow loop experiment was conducted for 48 hours at test conditions. After the final pH measurement, the pump and heat were switched off, the autoclave head pressure was bled down through a vent scrubber containing caustic, and the test solution was pushed out into a caustic scrubber under nitrogen pressure. Caustic solution was pushed into the test autoclave and circulated through the pump at a low speed. The caustic was pushed out and water was pushed into the autoclave to rinse. Once the water was removed, the autoclave was opened and the corrosion coupons were retrieved for cleaning and corrosion rate determination. A water calibration check was

performed to verify the flow rate versus pump speed. The autoclave and pump assembly were then cleaned thoroughly prior to running the next test.
Ionic Modeling
Ionic modeling runs were performed to determine the appropriate amounts of distilled water, NH4OH, H2S, excess NH3, and nitrogen required to achieve the desired NH4HS concentration in equilibrium with the desired NH3 partial pressure for the total system pressure at the intended test temperature. The ionic modeling runs were conducted using the OLI Engine in conjunction with the Aspen Plus® process flowsheet simulator.(5) The ionic model contains a special ―electrolytes package‖ and allows calculation of the phase behavior of an aqueous NH4HS solution in equilibrium with its vapor as a function of temperature, pressure and composition. It was critical to the design of suitable experiments to model actual process unit conditions, within the constraints of available laboratory equipment. The model further predicts the ―closed cup‖ pH at both ambient temperature and at the test temperature. The predicted pH values were compared to measured values of pH over the range of test conditions. It was found that as the test solutions became more highly concentrated (higher NH4HS concentrations and higher NH3 partial pressures), the actual pH deviated somewhat from the calculated values. This relatively small error was assessed to have two potential causes: (a) evolution of gases from the solution during sampling, and/or (b) errors in the ionic model attributable to the very high NH3 concentrations in the test environments.
RESULTS AND DISCUSSION Baseline Isocorrosion Diagrams The data development conducted under the first task was the most extensive and important in the Phase II program. It established the baseline corrosion rates to which the data from the remaining tasks to evaluate the effects of temperature and cyanide concentration were compared. The data in the first task were collected at the baseline temperature of 130 °F (55 °C) and PNH3 = 15, 60, and 90 psia (100, 410, and 620 kPa absolute). The test matrix for this task involved NH4HS concentrations that varied from 1 to 25 wt% and test velocities in the flow-through coupons that varied from 10 to 80 ft/s (3.0 to 24 m/s). Corrosion rates measured on the static corrosion coupons at the lowest test velocity were used to represent the corrosion rates at 0 ft/s (0 m/s) for each material.
The resulting data were used to construct isocorrosion diagrams as a function of NH4HS concentration and test velocity at constant PNH3. A set of three isocorrosion diagrams was produced for each alloy, one for each level of PNH3 tested at the baseline test temperature. The analysis of the first task data produced a total of 18 isocorrosion diagrams to cover the six materials included in the baseline tests. Additional data plots were made for corrosion rate versus NH4HS concentration and velocity. These were used for the evaluation and qualification of the corrosion data and to revise values in some cases to reduce test scatter. This step helped to provide consistency across multiple variables required for the development of consistent isocorrosion diagrams, parametric relationships and the numerical treatment of these relationships required for use in the corrosion prediction software tool. Careful analysis of the isocorrosion diagrams helped to identify some of the major characteristics of corrosion behavior exhibited by the various materials included in the Phase II baseline tests. The behavior of different materials varied considerably.
(5)
Aspen Plus is a registered trademark and process modeling product of Aspen Technology, Inc. OLI Engine, a combination of thermophysical models, solvers, and databank, is a product of OLI Systems Inc. Both products are independently licensed from each vendor and assembled by the client.

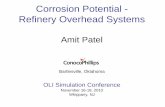
Carbon steel corrosion rates were generally less than approximately 25 mpy (0.64 mm/y) at all baseline conditions tested. At concentrations less than 5 wt% NH4HS, carbon steel corrosion rates increased rapidly with increasing concentration but were relatively insensitive to velocity. At concentrations greater than 5 wt% NH4HS, carbon steel corrosion rates increased rapidly with increasing velocity but were rather insensitive to NH4HS concentration up to 25 wt%. Interestingly, the maximum carbon steel corrosion rates observed were generally in the same range for all three levels of PNH3 tested, indicating little influence of PNH3 in this range. Figure 1 shows the baseline isocorrosion diagram for carbon steel at PNH3 = 90 psia (620 kPa absolute). Although this isocorrosion diagram represents the corrosion behavior of carbon steel at the highest level of PNH3 tested, it is also generally indicative of the behavior of carbon steel at the lower levels of PNH3 tested. The main difference observed at this very high PNH3
was the tendency for the isocorrosion curves to trend upward at high NH4HS concentration, indicating somewhat decreased corrosion at these very NH3-rich conditions. The isocorrosion diagrams for Type 316L SS show substantially different corrosion behavior than that indicated previously for carbon steel. Type 316L SS corrosion rates were < 1 mpy (0.03 mm/y) at low NH4HS concentration and velocity and steadily increase with increasing NH4HS concentration and velocity. Figure 2 shows the baseline isocorrosion diagram for Type 316L SS at PNH3 = 90 psia (620 kPa absolute). The corrosion rate of Type 316L SS at 25 wt% NH4HS and 80 ft/s (24 m/s) exceeded 40 mpy (1 mm/y), which is approximately twice the corrosion rate of carbon steel at the same test conditions.
The isocorrosion diagrams for Alloys 2205 and 2507 show the same general behavior as Type 316L SS. However, the maximum corrosion rates of Alloys 2205 and 2507 at the most severe conditions of 25 wt% NH4HS concentration, 80 ft/s (24 m/s) velocity, and PNH3 = 90 psia (620 kPa absolute) exceeded 60 mpy (1.5 mm/y), or 50 percent greater than observed for Type 316L SS.
The isocorrosion diagrams for Alloys 825 and C-276 also show the same trend of increasing corrosion rate with increasing NH4HS concentration and velocity at all three levels of PNH3 tested. However, the maximum corrosion rates of Alloys 825 and C-276 at the most severe conditions of 25 wt% NH4HS concentration, 80 ft/s (24 m/s) velocity, and PNH3 = 90 psia (620 kPa absolute) were less than 2 mpy (0.05 mm/y). These nickel-based alloys demonstrated very good corrosion resistance in these highly alkaline NH4HS solutions.

0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25 30
Velo
cit
y, ft
/s
NH4HS Concentration, wt%
Carbon SteelPNH3 = 90 psia (620 kPa absolute); Temperature = 130 oF (55 oC)
15-20 mpy
10-15 mpy
5-10 mpy
1 mpy = 0.0254 mm/y1 ft/s = 0.3048 m/s
<5 mpy
>20 mpy
Figure 1: Isocorrosion Diagram for Carbon Steel
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25 30
Velo
cit
y, ft
/s
NH4HS Concentration, wt%
Type 316L SSPNH3 = 90 psia (620 kPa absolute); Temperature = 130 oF (55 oC)
>40 mpy
10-20 mpy
20-40 mpy
5-10 mpy
<1 mpy
1 mpy = 0.0254 mm/y1 ft/s = 0.3048 m/s
1-5 mpy
Figure 2: Isocorrosion Diagram for Type 316L SS
When using these data, it is important to note that the velocity plotted on the isocorrosion diagrams corresponds to the NH4HS solution velocity through the 0.15 in (3.8 mm) ID bore of the flow-through coupons. The corrosion rate at this velocity does not equate to the corrosion rate of the multiphase fluids passing through typical refinery sour water systems at the same velocity. In order to make a

rigorous connection between the laboratory test results and flow conditions in actual process unit systems, the wall shear stress for the system in service must be calculated using hydrodynamic modeling and equated to a corresponding laboratory test velocity that produces the same value of wall shear stress.
Effect of Alloy Content. The corrosion behavior described here, with stainless steels corroding
at higher rates than carbon steel, and higher alloy stainless steels (Alloys 2205 and 2507) corroding at higher rates than leaner alloy stainless steels (Type 316L SS), is not commonly observed in most service environments. In fact, it did not occur in the H2S-dominated environments included in the Phase I tests. This corrosion behavior appears to be the result of the corrosion process postulated by Damin and McCoy. At the highly alkaline NH3-dominated sour water conditions, the normally protective corrosion films on these SS alloys appear to be removed from the metal surface by the combined effects of metal-ammonium complex formation and the high wall shear stress produced by the fluid flowing at high velocity. The interesting aspect of the corrosion behavior observed in this first task was that the surface corrosion films on the SS alloys—which include higher levels of chromium (Cr) and molybdenum (Mo) than carbon steel—appear to be more prone to attack than the iron-rich sulfide films on carbon steel, thus resulting in the higher corrosion rates for the stainless steels. At the most severe test conditions, this behavior resulted in increasing corrosion rates with increasing Cr + Mo content in the stainless steels evaluated in Phase II. Although the nickel-based alloys (Alloys 825 and C-276) have Cr + Mo contents comparable to the duplex stainless steels (Alloys 2205 and 2507), these two nickel-based alloys have much higher nickel content than the duplex stainless steels. The observed corrosion rates of Alloys 825 and C-276 were quite low even at the most severe test conditions in this first task. Therefore, it appears that their high nickel contents imparted sufficient corrosion resistance to these alloys despite their relatively high Cr + Mo contents.
H2S Tie-In Plots. As the analysis of the baseline data obtained in the first task progressed, it
was realized that correlating the Phase II data to the Phase I data would be quite challenging. The main issue was that the two data sets (Phase I and Phase II) appeared to have greatly varying characteristics. However, the overall goal of the Phase II program was to provide an integrated corrosion prediction capability that spanned the full range of H2S-dominated and NH3-dominated conditions included in the Phase I and Phase II data sets. Development of ―H2S tie-in‖ plots based on the H2S partial pressure proved to be the best means to achieve the goal of linking these Phase II baseline data with the baseline data from Phase I. Ionic modeling of the NH3-dominated conditions included in the Phase II first task data sets provided the H2S partial pressures. Ionic modeling of the H2S-dominated conditions included in the Phase I baseline data sets provided the PNH3. The span of H2S partial pressures encompassed approximately five orders of magnitude to cover the combined Phase I and Phase II data sets. Because of this large span of H2S partial pressure, the H2S tie-in plots were constructed with the H2S partial pressure on the x-axis using a logarithmic scale. The corrosion rate was shown on the left y-axis, and the corresponding PNH3 was shown for information on the right y-axis. A set of H2S tie-in plots was developed for each material at three levels of NH4HS concentration. Figure 3 shows the H2S tie-in plot for Type 316L SS at 25 wt% NH4HS. The data from Phase I for H2S-dominated conditions are located generally on the right side of the plot and the data from Phase II for NH3-dominated conditions are located on the left side of the plot. The general trend on the H2S tie-in plots for all materials was for the corrosion rates at each velocity level plotted to decrease from high values on the right side of the plot (high H2S partial pressure) to much lower values on the left side of the plot (low H2S partial pressure). However, as indicated on the far left side of this figure for Type 316L SS, corrosion rates increased markedly as a result of strong NH3 dominance. This behavior was also evident on H2S tie-in plots for Alloys 2205 and 2507.

0
10
20
30
40
50
60
70
80
90
0
10
20
30
40
50
60
70
80
90
100
0.1 1 10 100 1000
NH
3P
art
ial
Pre
ss
ure
, p
sia
Co
rro
sio
n R
ate
, m
py
H2S Partial Pressure, psia
Type 316L SS Corrosion Rate vs. H2S Partial Pressure
Temperature = 130 oF (55 oC); NH4HS Concentration = 25 wt%
0 ft/s (0 m/s)
10 ft/s (3.0 m/s)
20 ft/s (6.1 m/s)
80 ft/s (24 m/s)
pp NH3
1 mpy = 0.0254 mm/y1 psia = 6.895 kPa absolute
Figure 3: H2S Tie-In Plot for Type 316L SS
The left side of this H2S tie-in plot shows graphic evidence of the effect of the metal-ammonium complex formation postulated by Damin and McCoy. However, this behavior was not based simply on pH as assumed in the original postulation. Although the highest corrosion rates measured occurred at high pH (9.4), much lower corrosion rates were measured in many other tests at higher pH (up to 11.1). The nature of this corrosion behavior is more likely based on the interrelationship between H2S partial pressure, NH3 partial pressure, and NH4HS concentration that occurs in alkaline sour water environments. It appears that the large increase in corrosion rate does not occur until the H2S partial pressure is so low that a stable sulfide film cannot be maintained, and rapid metal-ammonium complex formation occurs. One important learning from the first task of Phase II involved extrapolation of the corrosion rate prediction to H2S partial pressures lower than those tested in Phase I. At the end of the Phase I program, the extrapolations made based on the best available understanding at that time indicated that corrosion rates would approach zero as the H2S partial pressure approached zero. This was the basis used for programming the corrosion prediction software tool developed in Phase I. These new data obtained in the Phase II program suggested something different—corrosion rates for the materials tested in Phase II actually reached a low level (but not zero) at low H2S partial pressure (high PNH3) conditions. And in fact, corrosion rates for the SS materials tested actually showed marked increases at very low H2S partial pressure (very high PNH3) conditions. This learning established a firm technical basis to replace the low H2S partial pressure extrapolations in the Phase I corrosion prediction software tool with these new relationships observed in the Phase II data. Effect of Temperature
The test matrix for the second task to investigate the effect of temperature involved tests with 25 wt% NH4HS at all three levels of PNH3 and the flow loop velocities used in the first task. A series of tests were conducted at 110 °F (43 °C) and at 190 °F (88 °C), and the results of these tests were compared with the results of the first task at the baseline temperature of 130 °F (55 °C). The results of these tests were captured on 18 plots covering all six materials at the three levels of PNH3.

For all six materials at all three levels of PNH3, the plots of corrosion rate versus temperature show an increase in corrosion rate when the temperature increases from 110 °F (43 °C) to 130 °F (55 °C). The magnitude of the corrosion rate increase varied considerably for the different materials. For carbon steel, the corrosion rate at 130 °F (55 °C) varied from only marginal to as much as three times the corrosion rate at 110 °F (43 °C) at the different levels of PNH3. For the SS alloys, the corrosion rate at 130 °F (55 °C) varied from approximately 5 to 10 times the corrosion rate at 110 °F (43 °C) at the two lower levels of PNH3. However, at PNH3 = 90 psia (620 kPa absolute), the corrosion rates of both duplex stainless steels at 130 °F (55 °C) were approximately 50 times their respective corrosion rates at 110 °F (43 °C) at the highest test velocity. For the nickel-based alloys, corrosion rates increased only slightly in this temperature range.
The observed effect of temperature—increasing corrosion rate with increasing temperature—was not unexpected, but the extreme magnitude of the corrosion rate increase in such a small range of temperature increase was quite surprising. However, the effect of temperature observed with the increase in temperature from the baseline temperature of 130 °F (55 °C) to 190 °F (88 °C) was equally surprising and much more complex. There was no consistent trend evident for the effect of temperature on the corrosion rate of all materials in this temperature range. For carbon steel, the effect of the increased temperature varied at the three levels of PNH3, from a moderate decrease in corrosion rate with increasing temperature to a significant increase in the corrosion rate with increasing temperature. For the stainless steels, the effect of this temperature increase was (at all but one set of test conditions) a drastic decrease in the corrosion rate. For the nickel-based alloys, the effect of this temperature increase was a moderate decrease in the corrosion rate.
One likely explanation for this unusual behavior was found by examining the differences in the ionic modeling results at the various temperatures relative to the equilibrium H2S partial pressure at the imposed conditions of PNH3 used in these tests. The NH4HS concentration and PNH3 were held constant to study the effect of temperature. Unfortunately, when these two parameters were forced to remain constant, ionic equilibria required that the H2S partial pressure change to achieve these conditions. When increasing the temperature from 110 °F (43 °C) to 130 °F (55 °C), the H2S partial pressure increased marginally but was still at a relatively low level. The result was that the test conditions would obviously be characterized as NH3-dominated. However, when increasing the temperature from 130 °F (55 °C) to 190 °F (88 °C), the H2S partial pressure increased drastically. At one set of test conditions, the H2S partial pressure increased to 97 psia (670 kPa absolute), which suggested that these test conditions were H2S-dominated rather than NH3-dominated.
The effect of temperature on corrosion was obviously most pronounced for the stainless steels. The increase in corrosion rate with temperature in the 110 °F (43 °C) to 130 °F (55 °C) range may be associated with two possible effects—increased thermal activation of the corrosion process and the onset of the metal-ammonium complex formation postulated by Damin and McCoy. However, at temperatures above 130 °F (55 °C), there appears to be another overriding factor that caused the drastic reduction in the corrosion rates of the stainless steels. The significant increase in H2S partial pressure with increasing temperature above 130 °F (55 °C) may counteract or interfere with the metal-ammonium complex formation associated with the NH3-dominated conditions. Increasing H2S partial pressure would favor enhanced stability of the sulfide corrosion film on the stainless steel surface, thereby reducing the corrosion rates with increasing temperature. It should also be noted that the maximum corrosion rate of the stainless steels tested in these NH3-dominated conditions may not occur at 130 °F (55 °C), as might be construed from these test results, but may actually occur at some other intermediate temperature in the 110 °F (43 °C) to 190 °F (88 °C) range.
Effect of Free Cyanide Concentration The test matrix for the third task to investigate the effect of free cyanide concentration used a set of test conditions that investigated two levels of cyanide addition to be compared with the test results at the baseline conditions with no cyanide in the first task. The two levels of cyanide addition were 100 ppm

and 500 ppm in the test solution added as NaCN. Because cyanide is a reactive species in alkaline sour waters, an effort was made to measure the actual concentration of free cyanide in the test environments at these two levels of cyanide addition. Test solution samples were taken using sample cylinders under pressure at test initiation, midway through the test period, and at test conclusion. The free cyanide concentration was determined from test solution analyses. The relationship between the two levels of cyanide addition and the resulting free cyanide concentrations in the test solutions was based on an average of four tests at each level of cyanide addition. Based on cyanide additions of 100 ppm (low level) and 500 ppm (high level), the average concentration of free cyanide attained in the test environments were actually 17 ppm and 40 ppm, respectively. The free cyanide concentration varied somewhat with time, but in general appeared to be fairly stable over the test duration. One concern at the start of this task was that the free cyanide concentration would continually decrease during the 48 hour test duration, thus making this value a moving target. Despite some nominal variations, a continuing decrease in the free cyanide concentration was not observed. This gave some degree of assurance that the test facility and procedures were both credible and reliable especially in terms of their ability to exclude oxygen ingress during the test period, which could have resulted in rapid reaction and depletion of the free cyanide in the test solution. Furthermore, the two levels of free cyanide concentration achieved in this task were in a range that is relevant to refinery process unit operations. Many investigators have identified that 20 ppm free cyanide in refinery sour waters is a concentration at which major changes in corrosion behavior and/or hydrogen charging of steel occur. Therefore, the two levels of free cyanide concentration (17 ppm and 40 ppm) attained in this task nicely bound this important refining industry benchmark value for free cyanide.
A series of corrosion rate plots were developed that spanned the range of test conditions included in this third task. A total of 18 plots were developed for each material. Half of these were direct plots of corrosion rate as a function of free cyanide concentration at each combination of NH4HS concentration and PNH3. The other half included cross-plots of corrosion rate as a function of either NH4HS concentration or PNH3, while holding the other parameters constant. The cross-plotting of corrosion rates as a function of multiple variables allowed for more complete assessment of the actual test data and evaluation and/or resolution of test data scatter. This process led to the identification of several important parametric relationships for use in development of the corrosion prediction software tool. For carbon steel, the effect of free cyanide concentration on NH4HS corrosion was far more pronounced between 17 and 40 ppm than it was between 0 and 17 ppm. Increasing the free cyanide concentration from 0 to 17 ppm increased the corrosion rate marginally. Only at the most severe conditions of 25 wt% NH4HS, 80 ft/s (24 m/s) velocity, and PNH3 = 60 to 90 psia (410 to 620 kPa absolute) did the corrosion rate increase by a factor of approximately two. However, increasing the free cyanide concentration from 17 and 40 ppm further increased the corrosion rate by a factor of two to four at most of the conditions tested. Corrosion rates with 40 ppm free cyanide were as much as six to eight times the corrosion rate with no free cyanide present. These data and observations regarding the significant increase in corrosion when the NH4HS solution contained greater than 17 ppm free cyanide correlates well with the industry benchmark of 20 ppm free cyanide. By comparison, the effect of the free cyanide concentration on the corrosion rate of the stainless steels was found to be quite different than was observed for carbon steel. The effect of free cyanide concentration on NH4HS corrosion of the stainless steels was far more pronounced between 0 and 17 ppm than it was between 17 and 40 ppm. Increasing the free cyanide concentration from 0 to 17 ppm typically increased the corrosion rate of Type 316L SS by an order of magnitude, and increased the corrosion rate of the duplex stainless steels in many cases by more than two orders of magnitude. However, increasing the free cyanide concentration from 17 to 40 ppm further increased the corrosion rate, but only marginally (less than a factor of two). These large increases in corrosion rate of the

stainless steels with even low concentrations of free cyanide are in part caused by their very low corrosion rates with no free cyanide present. However, the maximum corrosion rate observed for Type 316L SS was comparable to that for carbon steel. The maximum corrosion rates for the duplex stainless steels were approximately 240 mpy (6 mm/y), which was almost twice as high as for carbon steel. These data indicate that even low levels of free cyanide (17 ppm or less) can produce very large increases (an order of magnitude or more) in the corrosion rate of stainless steels. Free cyanide concentrations less than 20 ppm appear to have a far greater impact on the performance of stainless steels than carbon steel. The effect of the free cyanide concentration on the corrosion rate of Alloy 825 was found to be quite similar to that observed for the stainless steels, but the corrosion rates were somewhat lower. The effect of free cyanide concentration on NH4HS corrosion of Alloy 825 was far more pronounced between 0 and 17 ppm than it was between 17 and 40 ppm. Increasing the free cyanide concentration from 0 to 17 ppm typically increased the corrosion rate of Alloy 825 by a factor of approximately 50 at PNH3 = 60 to 90 psia (410 to 620 kPa absolute). Increasing the free cyanide concentration from 17 to 40 ppm further increased the corrosion rate, but only marginally (less than a factor of two). At PNH3 = 15 psia (100 kPa absolute), the corrosion rate increase was much less. The maximum corrosion rate for Alloy 825 was approximately 100 mpy (2.5 mm/y), approaching that for carbon steel. These data indicate that even low levels of free cyanide (17 ppm or less) can produce very large increases (an order of magnitude or more) in the corrosion rate of Alloy 825. The effect of the free cyanide concentration on the corrosion rate of Alloy C-276 was found to be very slight compared to all the other materials tested. As with the stainless steels and Alloy 825, the increase in corrosion rate between 0 and 17 ppm free cyanide was greater than increase in corrosion between 17 and 40 ppm free cyanide. However, even at the most severe conditions tested, the corrosion rate of Alloy C-276 was less than 3 mpy (0.1 mm/y).
From the cross plots, two trends were observed. At the free cyanide concentrations tested (17 ppm and 40 ppm), the corrosion rate of all materials tested generally increased with increasing NH4HS concentration. Also, at the free cyanide concentrations tested, the corrosion rate of the alloys generally increased with increasing PNH3. Carbon steel did not follow this general trend.
NH4HS Corrosion Prediction Software Tool In the fourth task of Phase II, data collected from the first three experimental tasks were used to
develop a new user friendly corrosion prediction software tool called Predict -SWII.(6) This new software tool uses the isocorrosion diagrams developed in the first task, along with rule sets to adjust for the effects of temperature and free cyanide concentration observed in the second and third tasks, to predict corrosion rates of the six materials in NH3-dominated alkaline sour water conditions. The software tool provides an easy-to-use interface to input data related to environment, application, and process stream variables in a manner similar to the software tool developed for Phase I of the Sour Water JIP. The software tool includes a multiphase flow modeling module that calculates the wall shear stress taking into account system throughput and phase mix, fluid properties, pipe sizes and flow geometries. Alternatively, user-determined values of wall shear stress from other software modules or computational flow dynamic routines can be input directly. The calculated wall shear stress for the process flow conditions is in turn related to the laboratory flow loop velocity for linkage with the corrosion rates on the isocorrosion diagrams and parametric relationships. This information is further used with the environment variables to predict corrosion rates of the materials evaluated in Phase II. The new NH4HS corrosion prediction software tool was developed as an extension of the corrosion prediction software tool developed in the Phase I program. In addition to the rule-based prediction of corrosion rates for NH3-dominated alkaline sour water environments developed in this Phase II
(6)
Predict is a registered trademark and Predict-SWII is a software product of Honeywell International, Inc.

program, it includes the rule-based prediction of corrosion rates in H2S-dominated alkaline sour water environments developed in Phase I. It also incorporates appropriate decision methodology to determine which set of rules (Phase I or Phase II) apply and a methodology for predicting corrosion rates when the alkaline sour water conditions lie within the transition region between the H2S-dominant regime (Phase I) and the NH3-dominant regime (Phase II). Corrosion Prediction for Case Histories. This new corrosion prediction software tool was used to predict the corrosion rate for Type 316L SS at the conditions given for the case histories involving the NH3 stripper column overhead system discussed in the Introduction. The predicted corrosion rates were in relatively close agreement with the actual corrosion rates of the Type 316 SS reflux piping. Although much higher corrosion rates were predicted for the control valves and pump components, these somewhat underpredicted the actual corrosion rates reported in the actual process unit equipment. This corrosion rate underprediction is most likely the result of difficulties in determining the actual wall shear stress present in these complex equipment geometries, but may be associated with the differences in corrosion performance of the actual alloy grades and product forms (e.g., cast versus wrought material) or possible inaccuracies in the reported service conditions. The severe corrosion suffered by a Type 316 SS control valve body and trim in this service is shown in Figure 4.
Figure 4: Corroded Type 316 SS control valve body and trim – NH3 stripper reflux line
CONCLUSIONS The following conclusions were drawn based on the results of this program. 1. PNH3, especially in the 15 to 90 psia (100 to 620 kPa absolute) range, had a significant effect on the
corrosion of carbon steel, stainless steels and nickel-based alloys in refinery alkaline sour water environments.
2. Carbon steel corrosion rates under conditions of high PNH3 at 130 °F (55 °C) were generally less
than approximately 25 mpy (0.64 mm/y) in the absence of free cyanide. Carbon steel corrosion rates increased with increasing test velocity (wall shear stress) but were relatively insensitive to PNH3 and NH4HS concentration within the ranges of the test environments.
3. Stainless steel corrosion rates under conditions of high PNH3 at 130 °F (55 °C) were low at low
NH4HS concentration and velocity and steadily increased with increasing NH4HS concentration and velocity. The stainless steel alloys corroded at much higher rates than carbon steel at the most severe conditions tested.
4. Under highly alkaline NH3-dominated sour water conditions, the normally protective corrosion films
on stainless steels appear to be compromised by the combined effects of metal-ammonium

complex formation and high wall shear stress produced by high fluid velocity, resulting in very high corrosion rates.
5. Nickel-based alloys evaluated under conditions of high PNH3 at 130 °F (55 °C) showed the same
trend of increased corrosion with increasing NH4HS concentration and velocity but exhibited very good corrosion resistance even at the most severe conditions tested (in the absence of free cyanide).
6. The corrosion rates of the materials evaluated did not approach zero as the H2S partial pressure
approached zero, an assumption used when extrapolating the Phase I results. As the H2S partial pressure decreased to very low levels, the increasing PNH3 influenced the corrosion rates of all materials evaluated. In fact, the corrosion rates of the stainless steels actually increased with decreasing H2S partial pressure in Phase II tests.
7. For all materials evaluated at all three levels of PNH3, corrosion rates increased with increasing
temperature from 110 °F (43 °C) to 130 °F (55 °C), but the magnitude of the increase varied considerably among the different materials. The extreme magnitude of the stainless steel corrosion rate increase for a small change in temperature was quite surprising. This may be attributable to metal-ammonium complex formation.
8. The effect of temperature was not consistent when temperature was increased from 130 °F (55 °C)
to 190 °F (88 °C). A drastic decrease observed in stainless steel corrosion rates appears to be attributable to enhanced stability of the sulfide corrosion film produced by increased H2S partial pressure at the higher temperature.
9. The effect of free cyanide concentration on corrosion rates of all materials evaluated was
significant, but varied with different materials. 10. For carbon steel, the effect of free cyanide concentration on NH4HS corrosion was far more
pronounced between 17 and 40 ppm than it was between 0 and 17 ppm. This finding correlates well with the industry benchmark of 20 ppm free cyanide for accelerated corrosion and cracking of steels.
11. For the stainless steels and Alloy 825, the effect of free cyanide concentration on NH4HS corrosion
was far more pronounced between 0 and 17 ppm than it was between 17 and 40 ppm, indicating greater sensitivity of stainless steels to low levels of free cyanide than was observed for carbon steel. Increasing the free cyanide concentration from 0 to 17 ppm increased the corrosion rates of these alloys by as much as one or two orders of magnitude. Although Alloy 825 was very resistant to corrosion in highly alkaline sour water environments in the absence of free cyanide, the presence of 17 to 40 ppm free cyanide caused Alloy 825 corrosion rates to approach that of carbon steel.
12. For Alloy C-276, the effect of free cyanide concentration was slight. Even at the most severe
conditions tested, Alloy C-276 exhibited very good corrosion resistance. Of the materials evaluated in Phase II, Alloy C-276 was clearly the best performer.
13. A new corrosion prediction software tool was developed that successfully incorporated the data
gathered from tests in the NH3-dominated environments included Phase II of the Sour Water JIP. This new software tool is an extension of the software tool developed in Phase I of the Sour Water JIP that integrates data and results from both experimental programs to facilitate the prediction of corrosion rates in alkaline sour water environments that cover the full range of NH3-dominated and H2S-dominated conditions.

ACKNOWLEDGMENTS The authors would like to acknowledge the support and contributions by the representatives of the sponsor companies for Phase II of the Sour Water JIP. Special appreciation is due Michael Cayard for his leadership and contributions to this program while serving as President of InterCorr International, Inc. The authors would also like to specifically acknowledge Ashok Dewan and Paul Petkovsky of Shell Global Solutions (US) Inc. for their ionic modeling work, and Lou Hajdik of Honeywell International, Inc. for his skill and dedicated efforts in safely conducting these very challenging laboratory tests.
REFERENCES 1. R.J. Horvath, M.S. Cayard, R.D. Kane, ―Prediction and Assessment of Ammonium Bisulfide Corrosion Under Refinery Sour Water Service Conditions,‖ CORROSION/2006, paper no. 576 (Houston, TX: NACE, 2006). 2. M.S. Cayard, W.G. Giesbrecht, R.J. Horvath, R.D. Kane, V.V. Lagad, ―Prediction of Ammonium Bisulfide Corrosion and Validation with Refinery Plant Experience,‖ CORROSION/2006, paper no. 577 (Houston, TX: NACE, 2006). 3. R.D. Kane, R.J. Horvath, M.S. Cayard, ―Major improvements in reactor effluent air cooler reliability,‖ Hydrocarbon Processing September (2006): pp. 99–111. 4. D.G. Damin, J. D. McCoy, ―Prevention of Corrosion in Hydrodesulfurizer Air Coolers and Condensers‖ Materials Performance 17, 12 (1978): pp. 23-26 (see also NACE CORROSION/78, paper no. 131). 5. Private Communication: Russell D. Kane and Vishal Lagad, Honeywell International, Inc., and Richard J. Horvath, Consultant retired from Shell Global Solutions (US) Inc., ―Final Report on Prediction and Assessment of Ammonium Bisulfide Corrosion Under Refinery Sour Water Service Conditions – Phase II (NH3-Dominated Conditions)‖, Issued by Honeywell International, Inc. to the Sour Water JIP Phase II Sponsors, March 2007.